Comparison between Simulation and Analytical Methods in Reliability Data Analysis: A Case Study on Face Drilling Rigs



Abstract
:1. Introduction
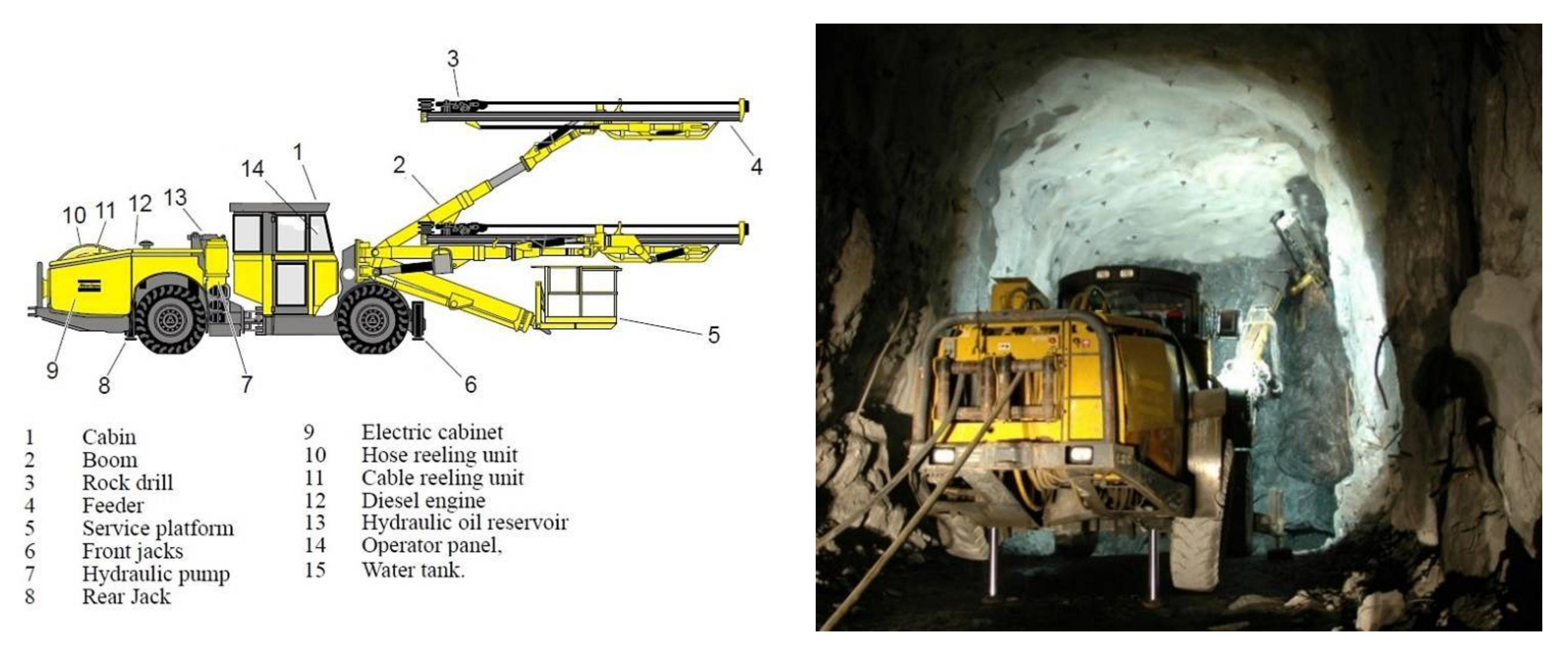
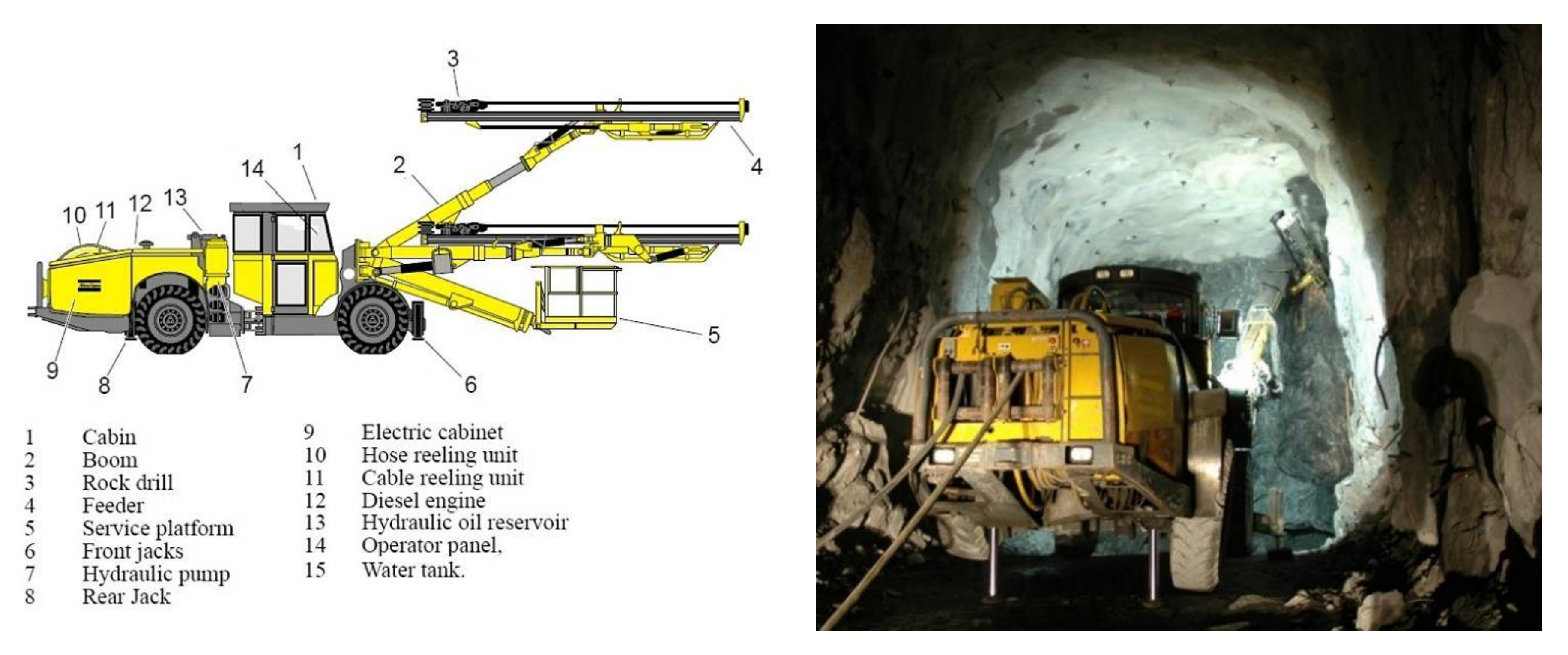
2. Face Drilling Rigs: A Case Study
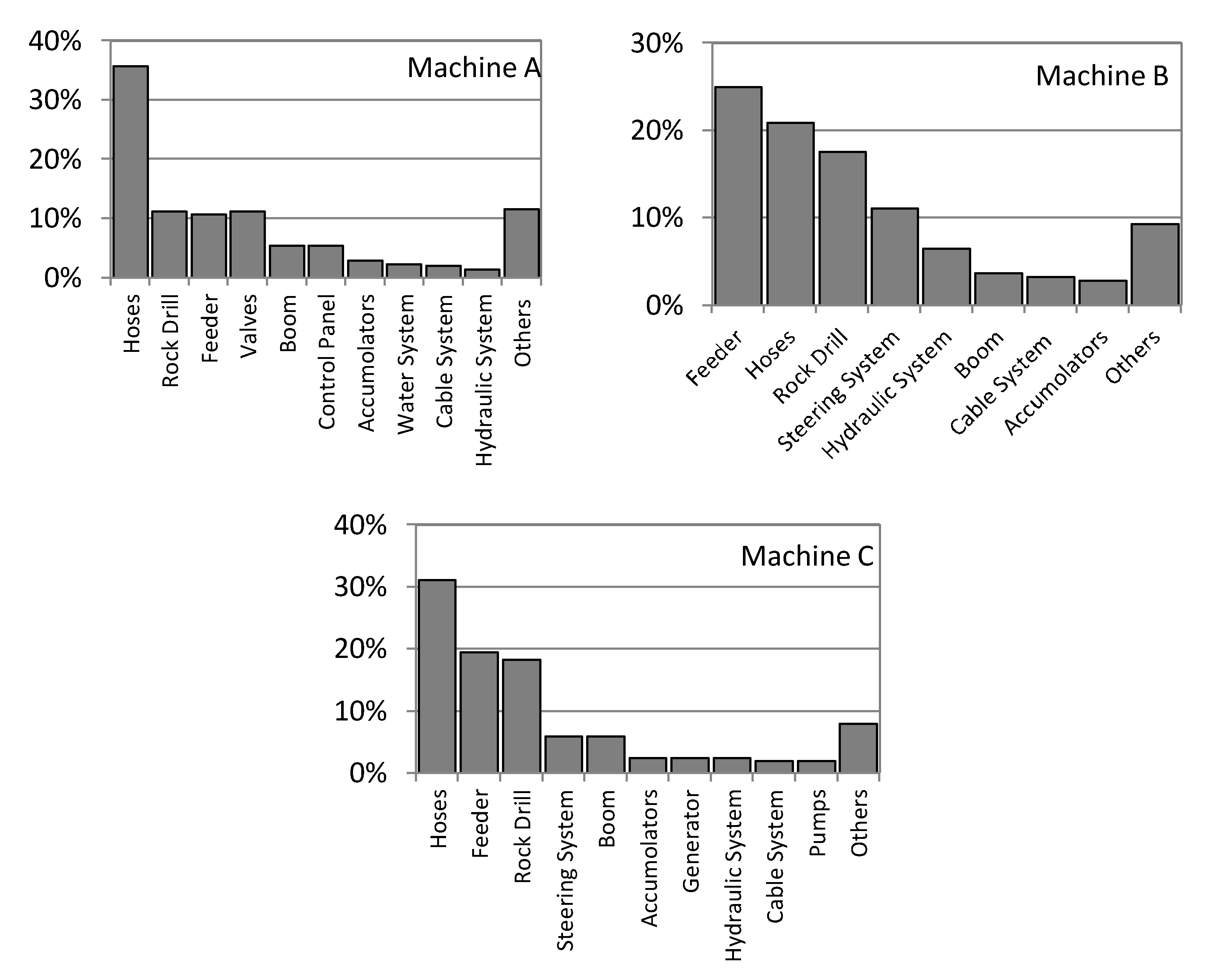
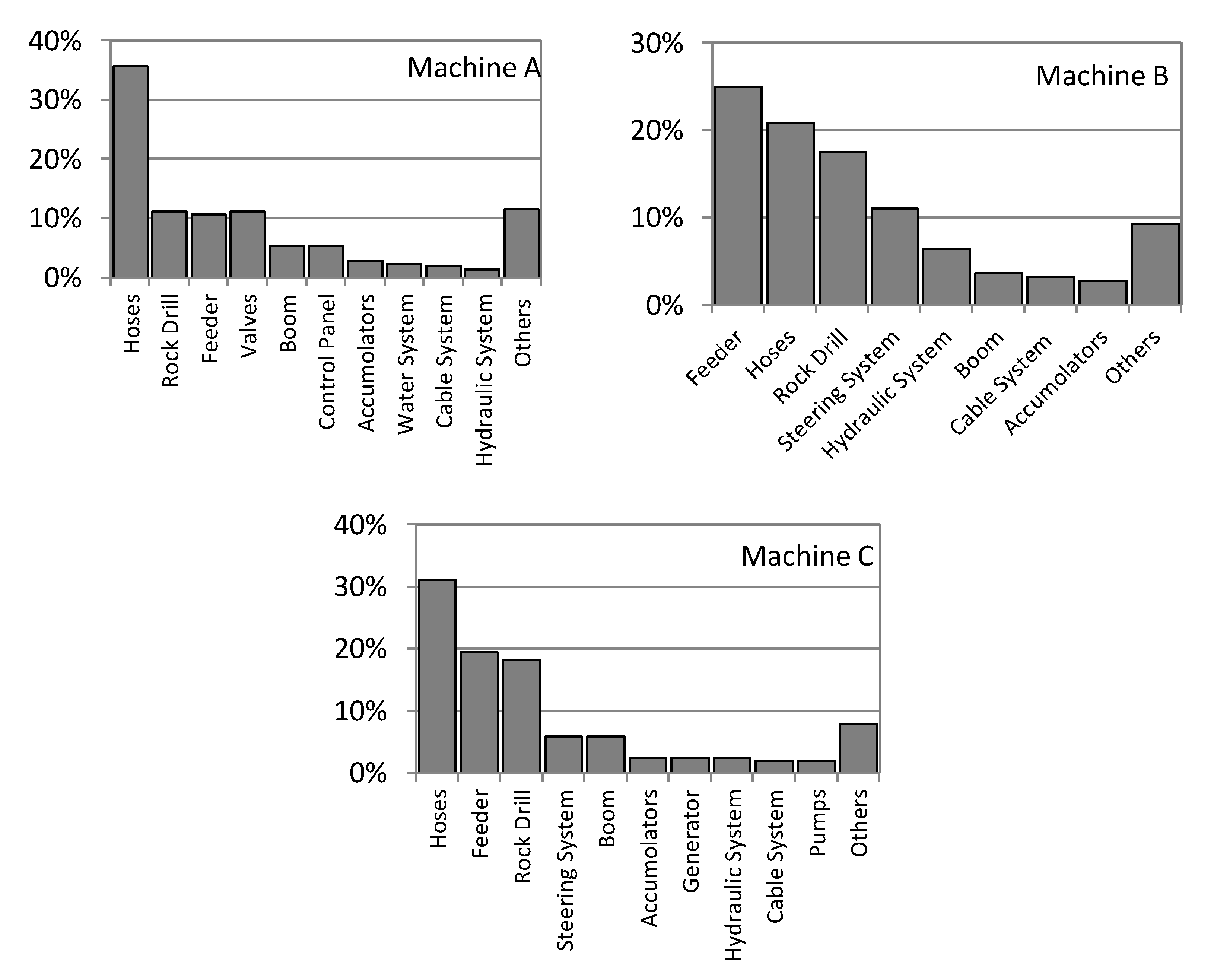
2.1. Data Collection
2.2. Reliability Analysis
- (a)
- White-box modeling: the white-box (or structural) approach explicitly takes the structure of the system into account [9,10]. In other words, in this method, the state of the system is modeled in terms of the states of the various components [8]. In order to model the reliability of the system, the reliability of all subsystems are calculated and combined based on the reliability network and overall system configuration.
- (b)
- Black-box modeling: black-box analysis is a system-based analytical method, referring to the technique of testing a system with no knowledge of its internal workings [11]. When the system is treated as a black-box, there is no concern about how the system “looks inside” [12]. In this approach, the system is described either in terms of two states (working/failed) or more than two states (allowing for one or more partially failed states) without explicitly linking them to components of the system [8].
- (c)
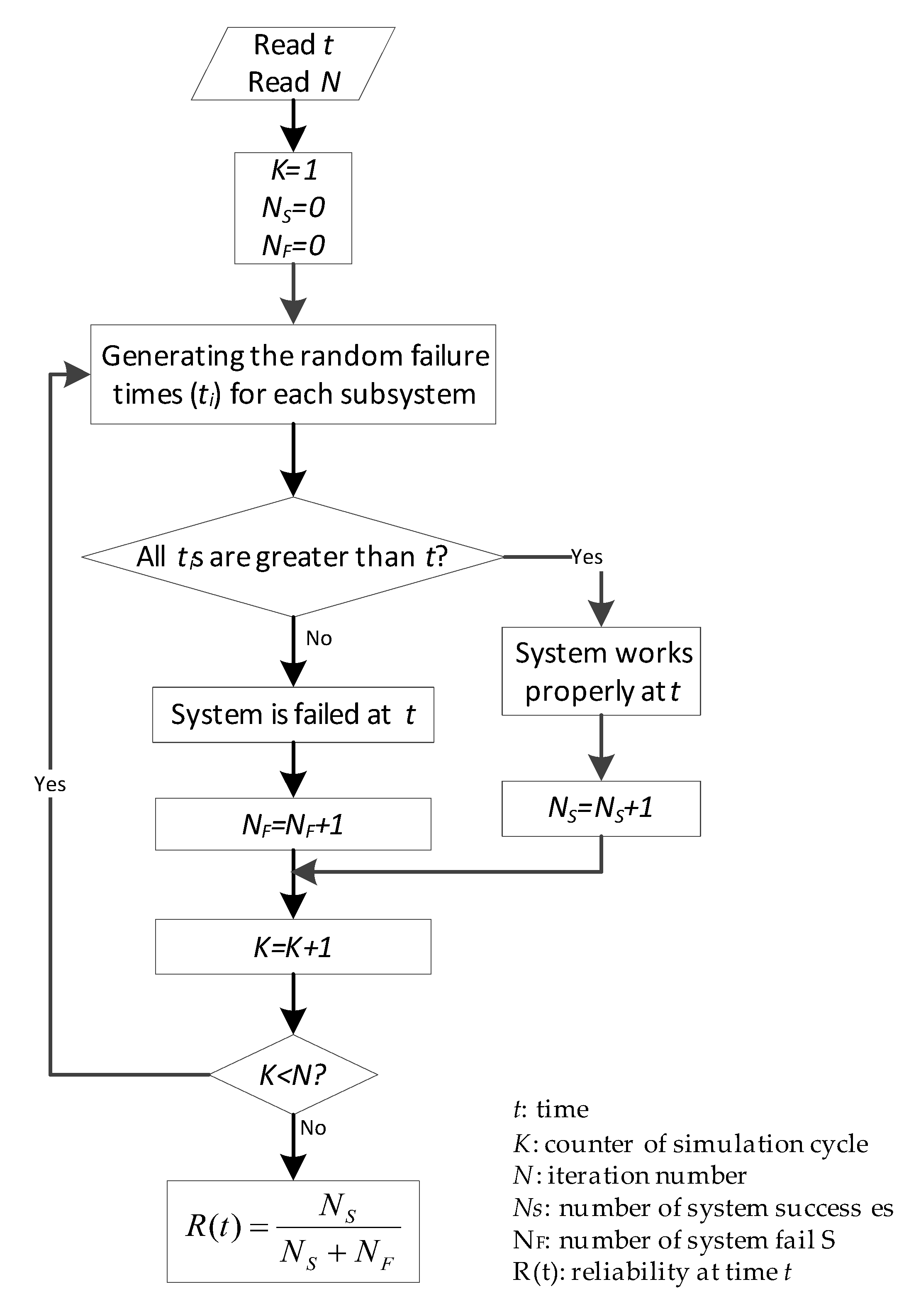
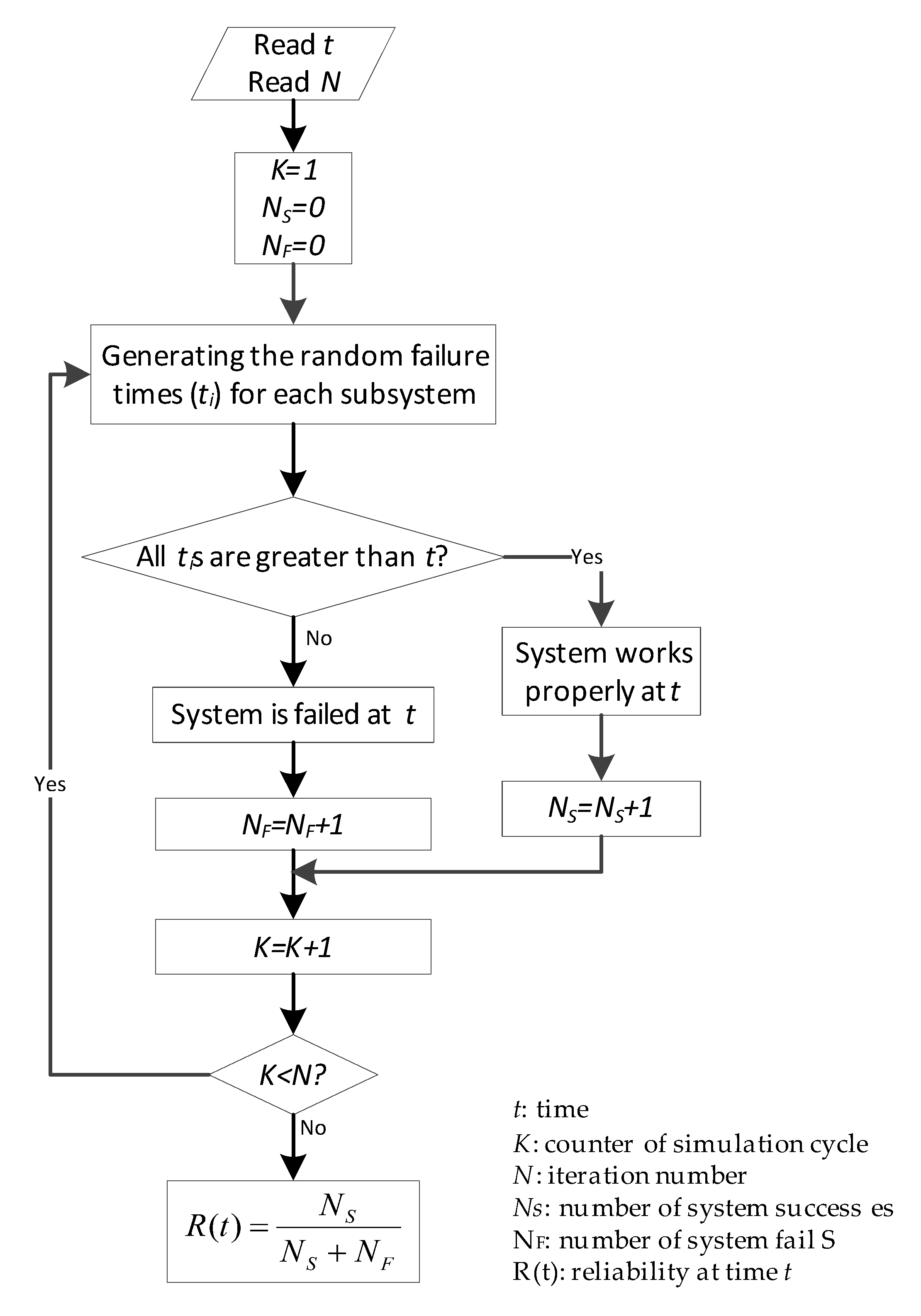
- Simulation: stochastic simulation is a suitable technique to assess the reliability of a system and can be applied in two ways [8,9,12]: (1) Sequential approach: by examining each basic interval of the simulated period in chronological order; and (2) Random approach: by examining randomly chosen basic intervals of the system lifetime.
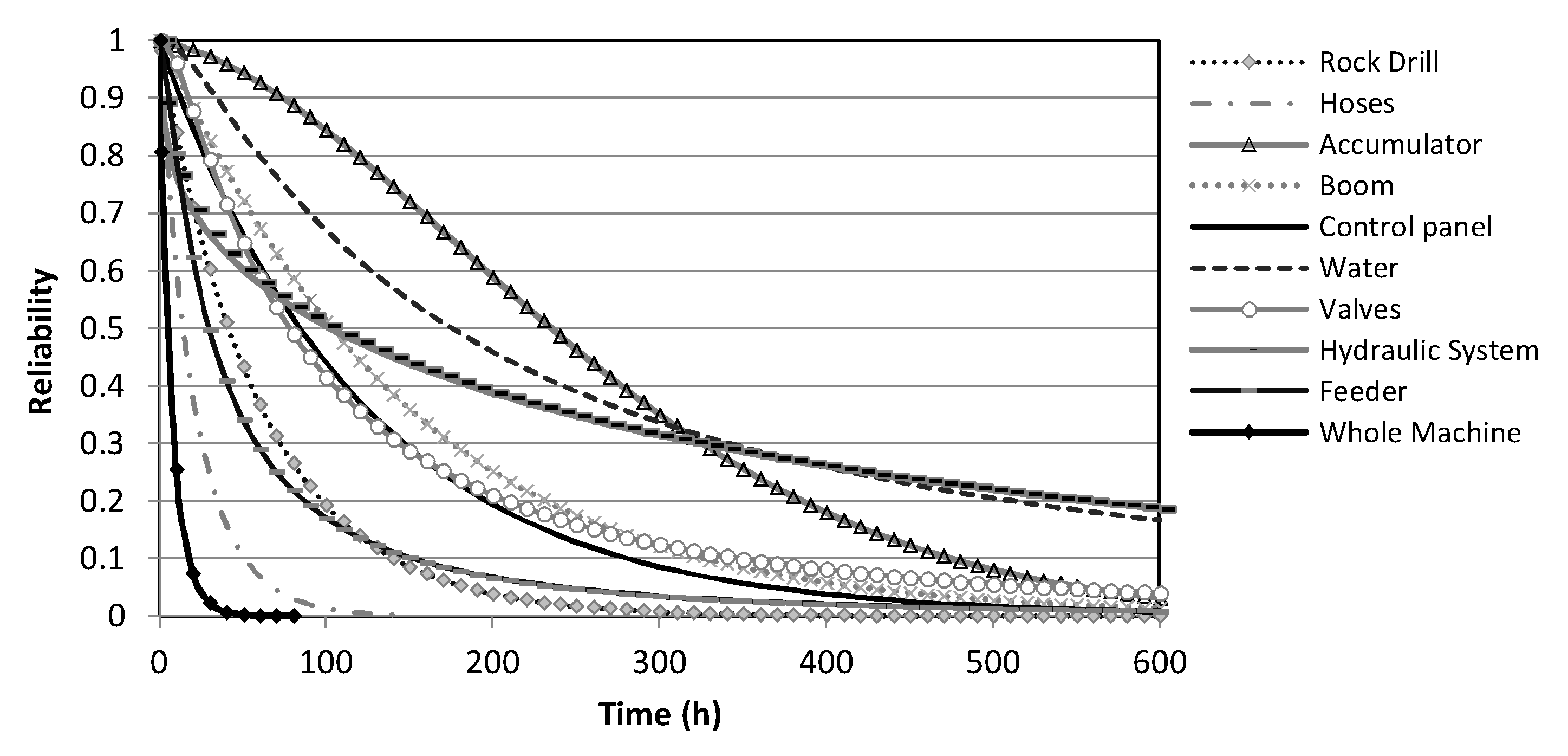
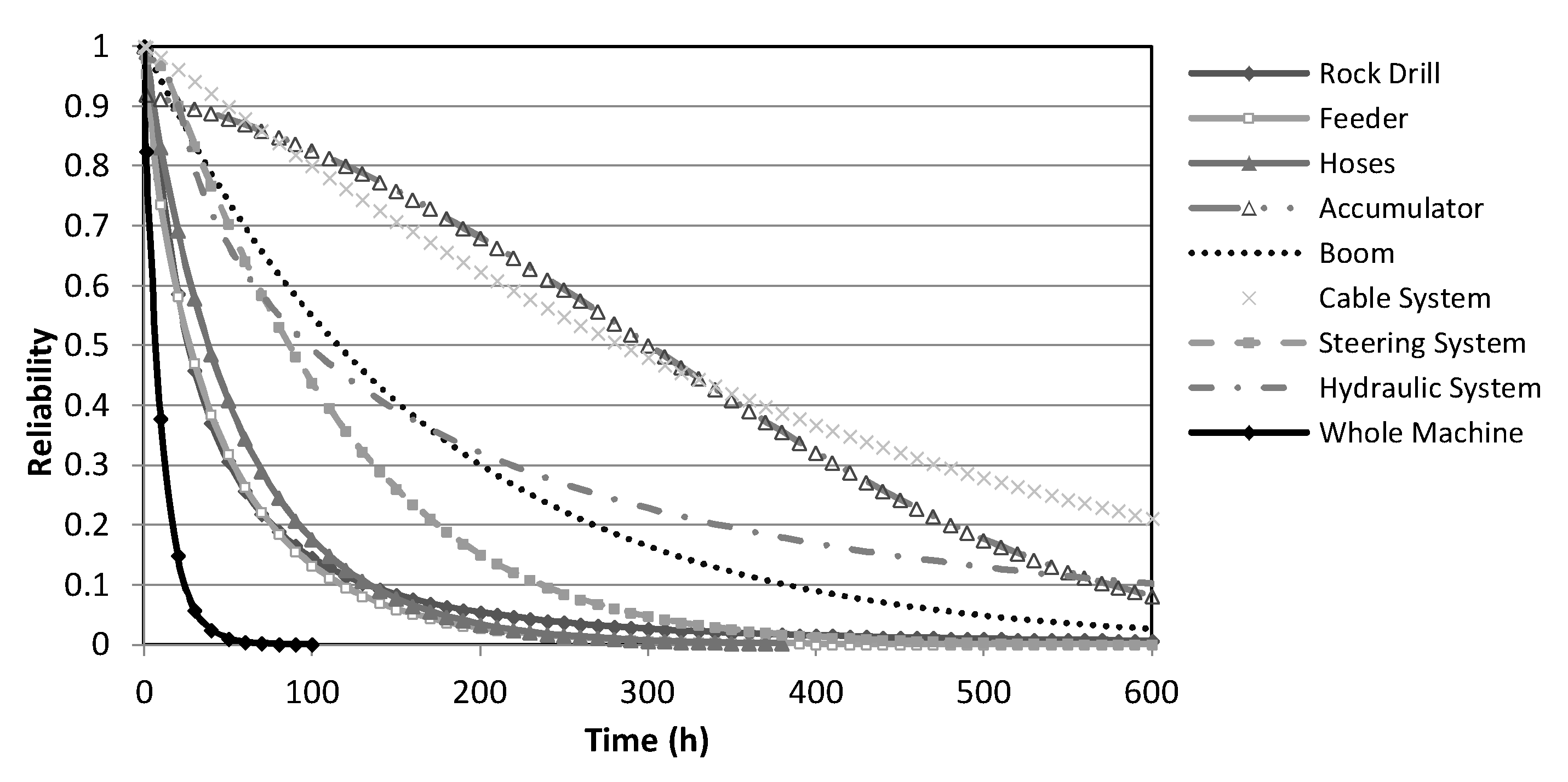
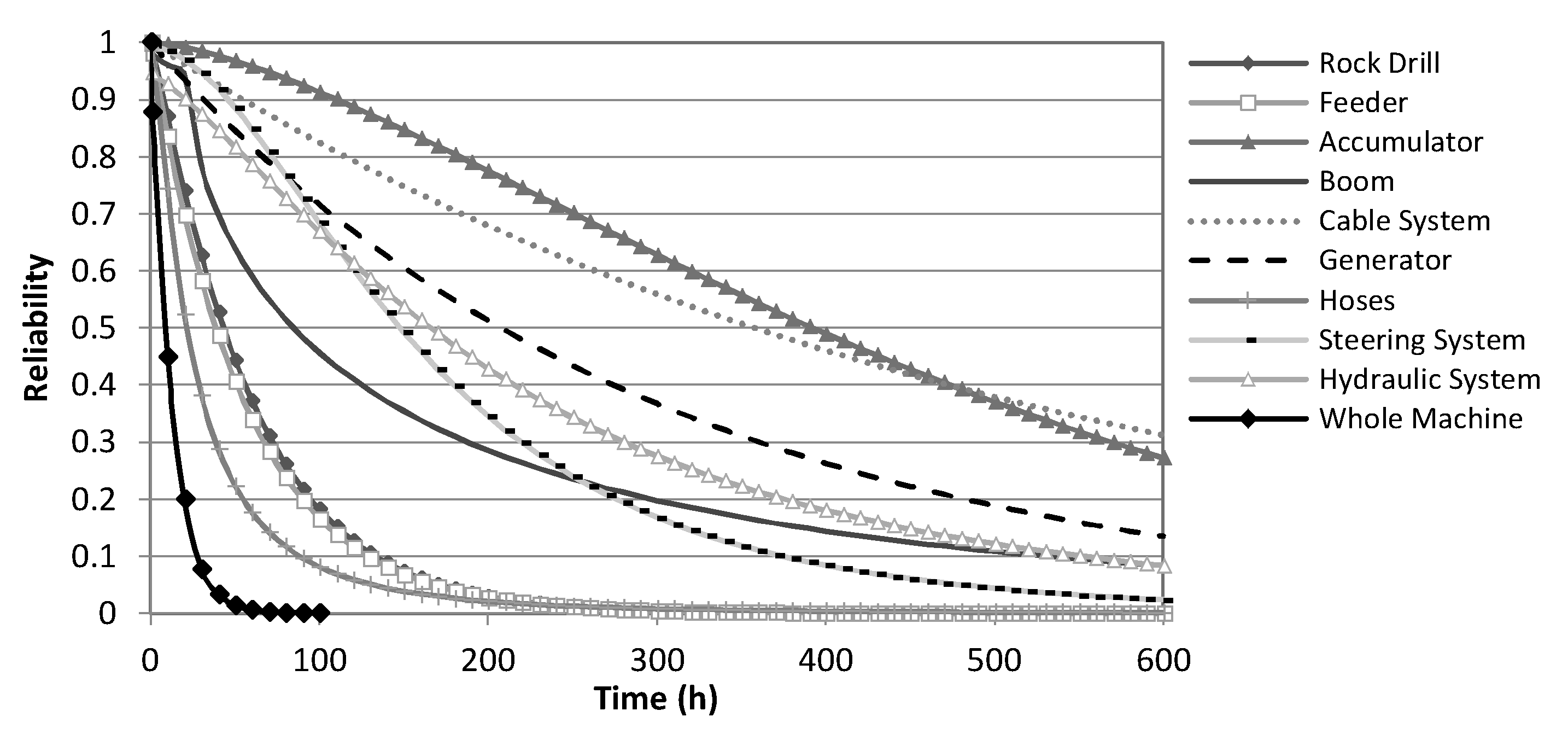
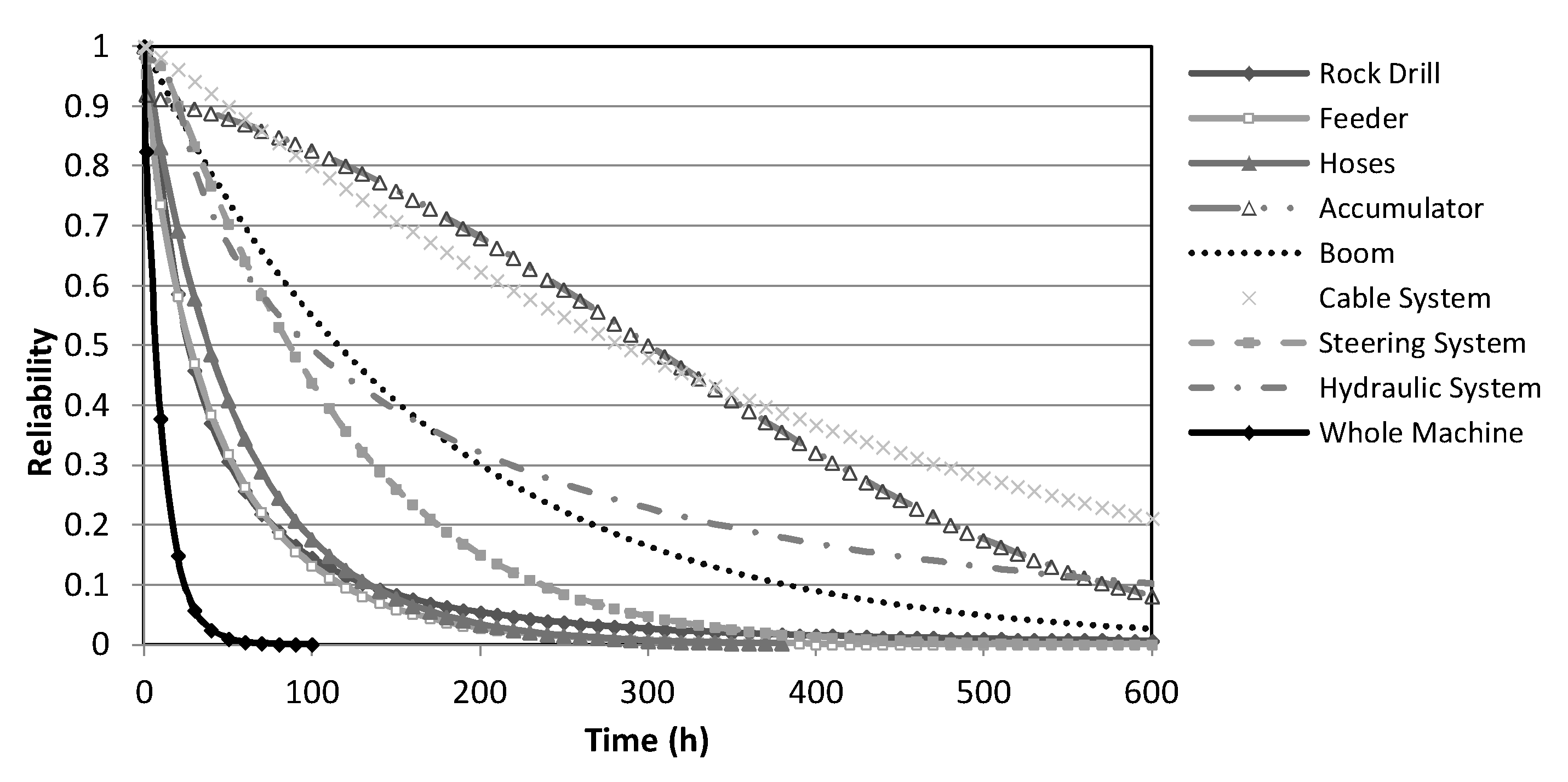
2.2.1. Reliability Analysis Using the White-Box Modeling Approach
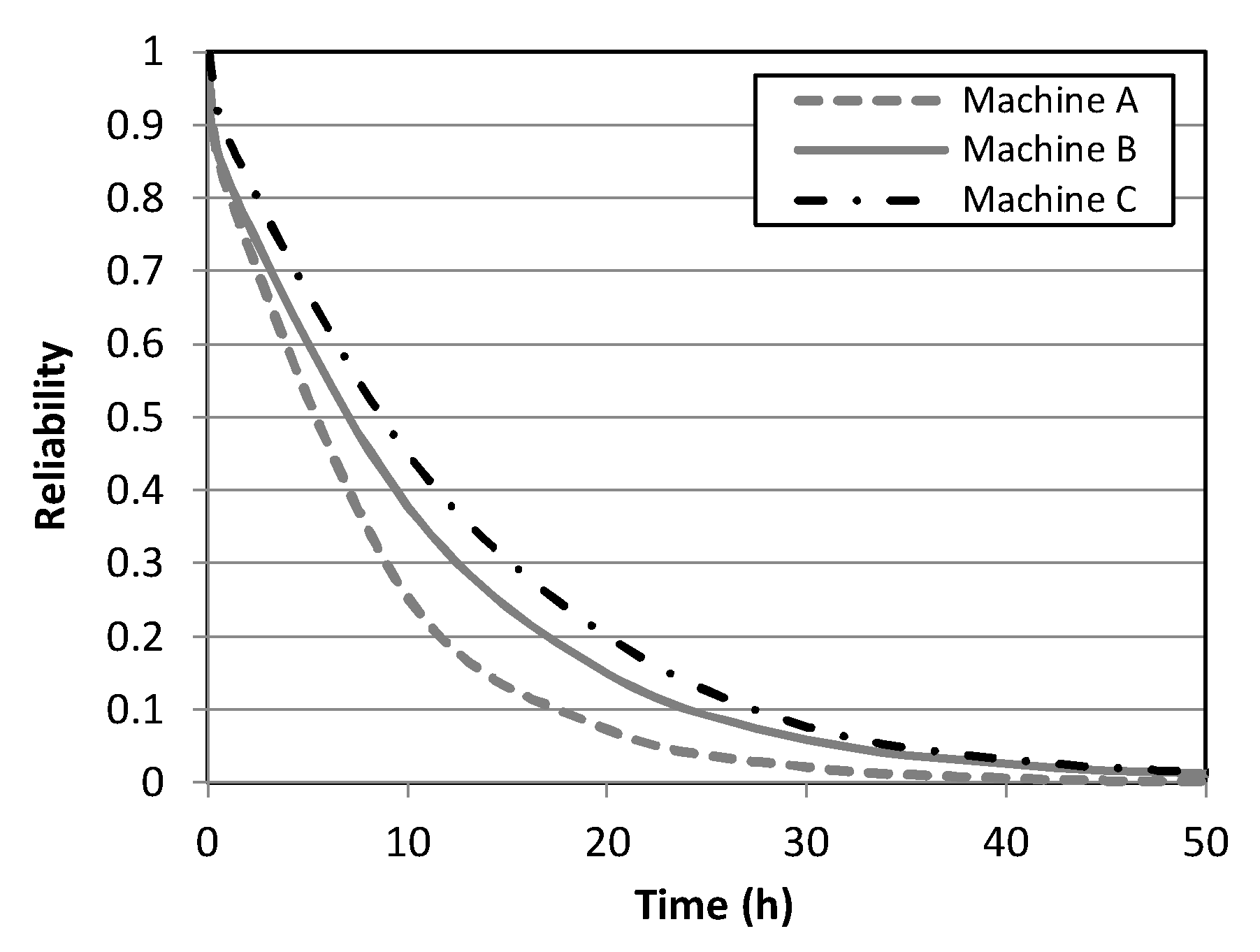
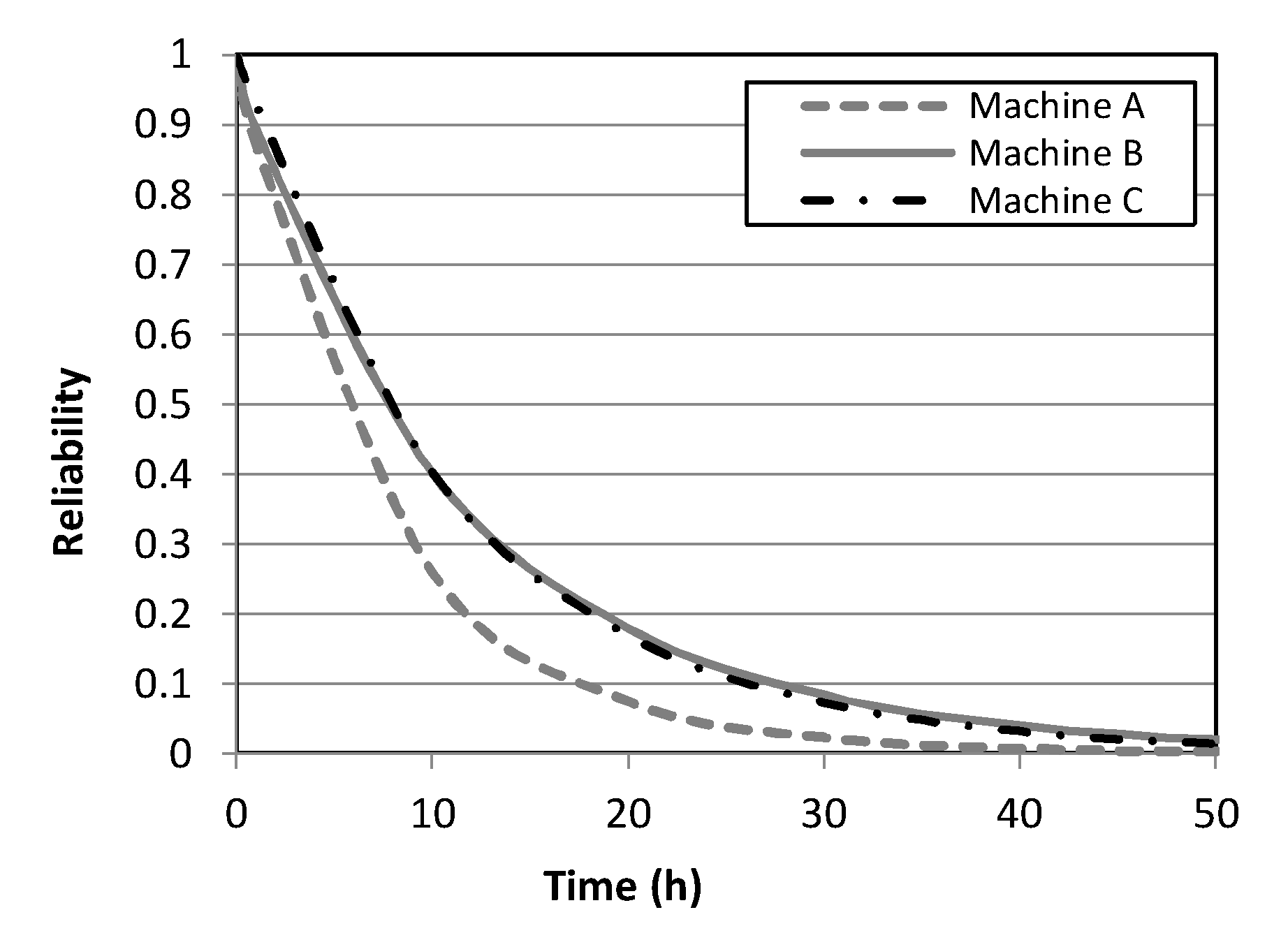
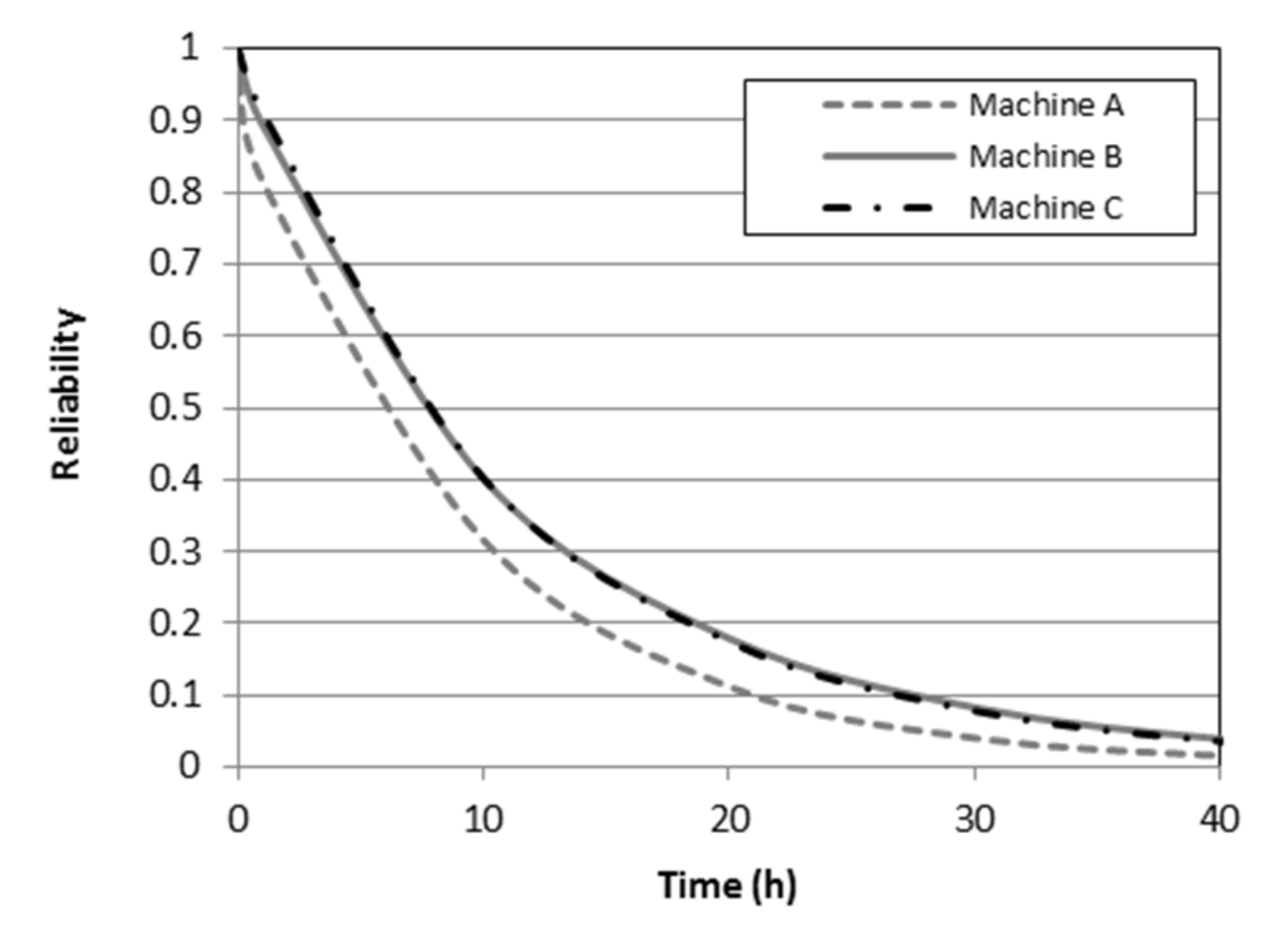
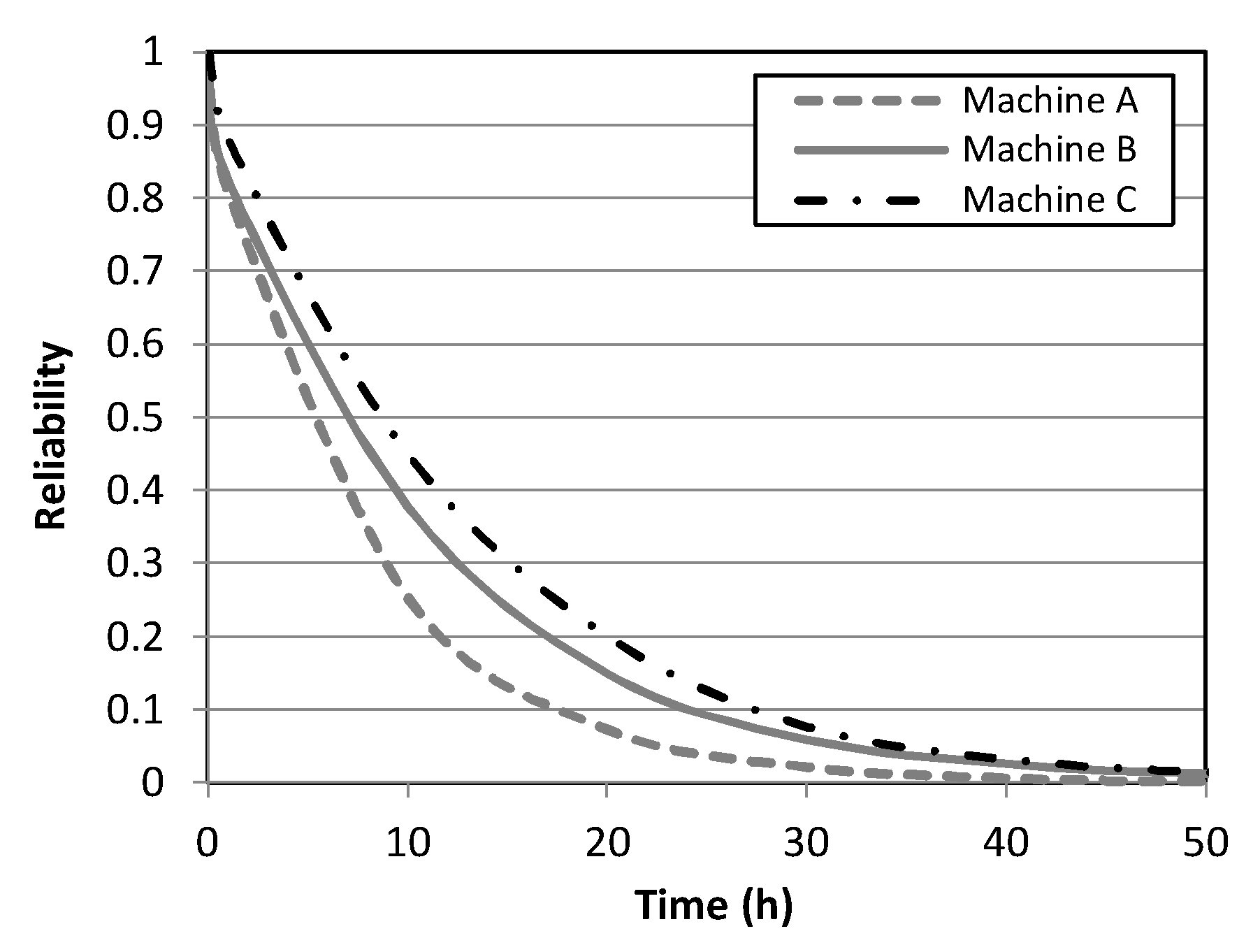
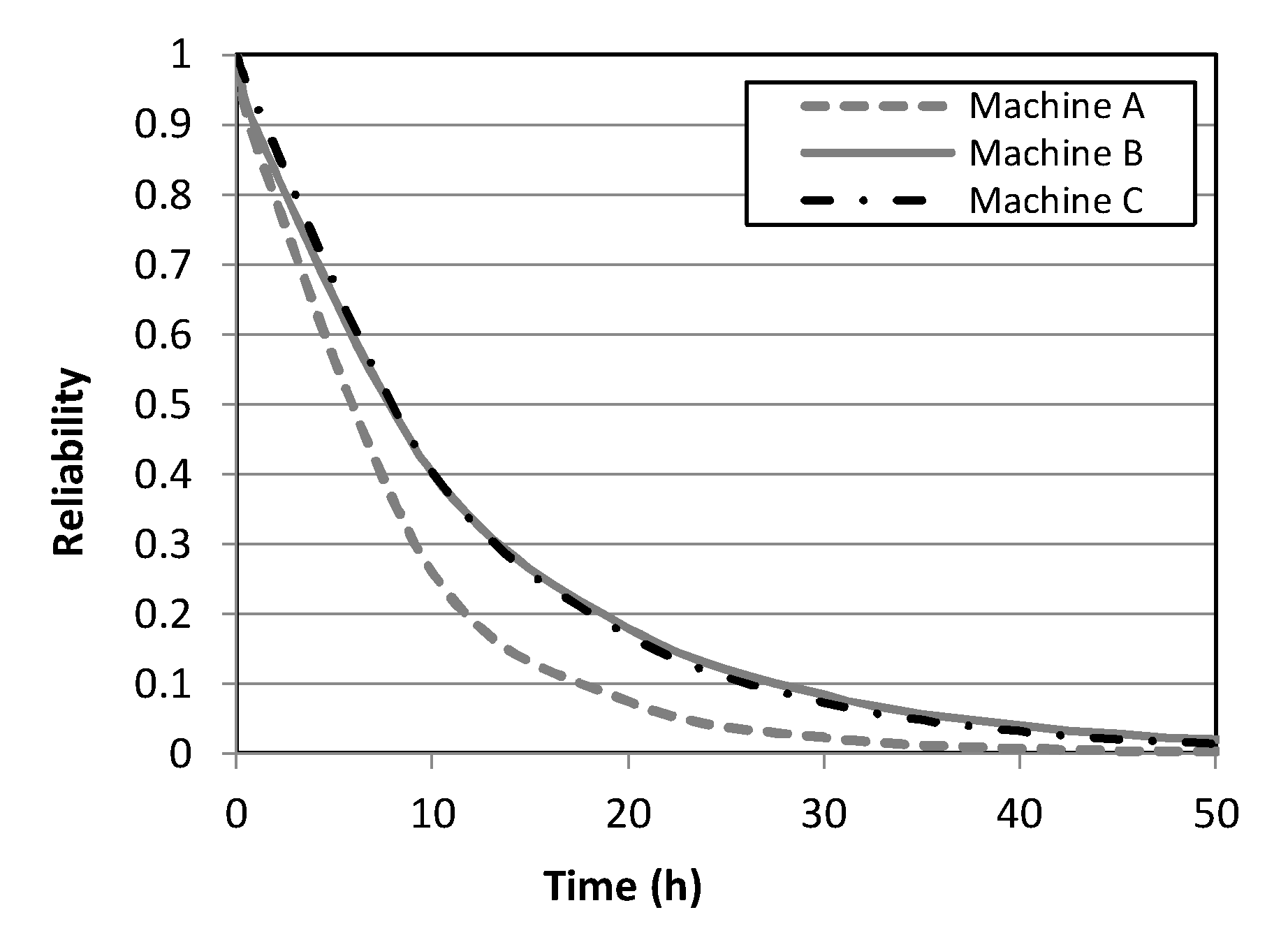
2.2.2. Reliability Analysis Using Black-Box Modelling Approach
2.2.3. Reliability Analysis Using Simulation Approach
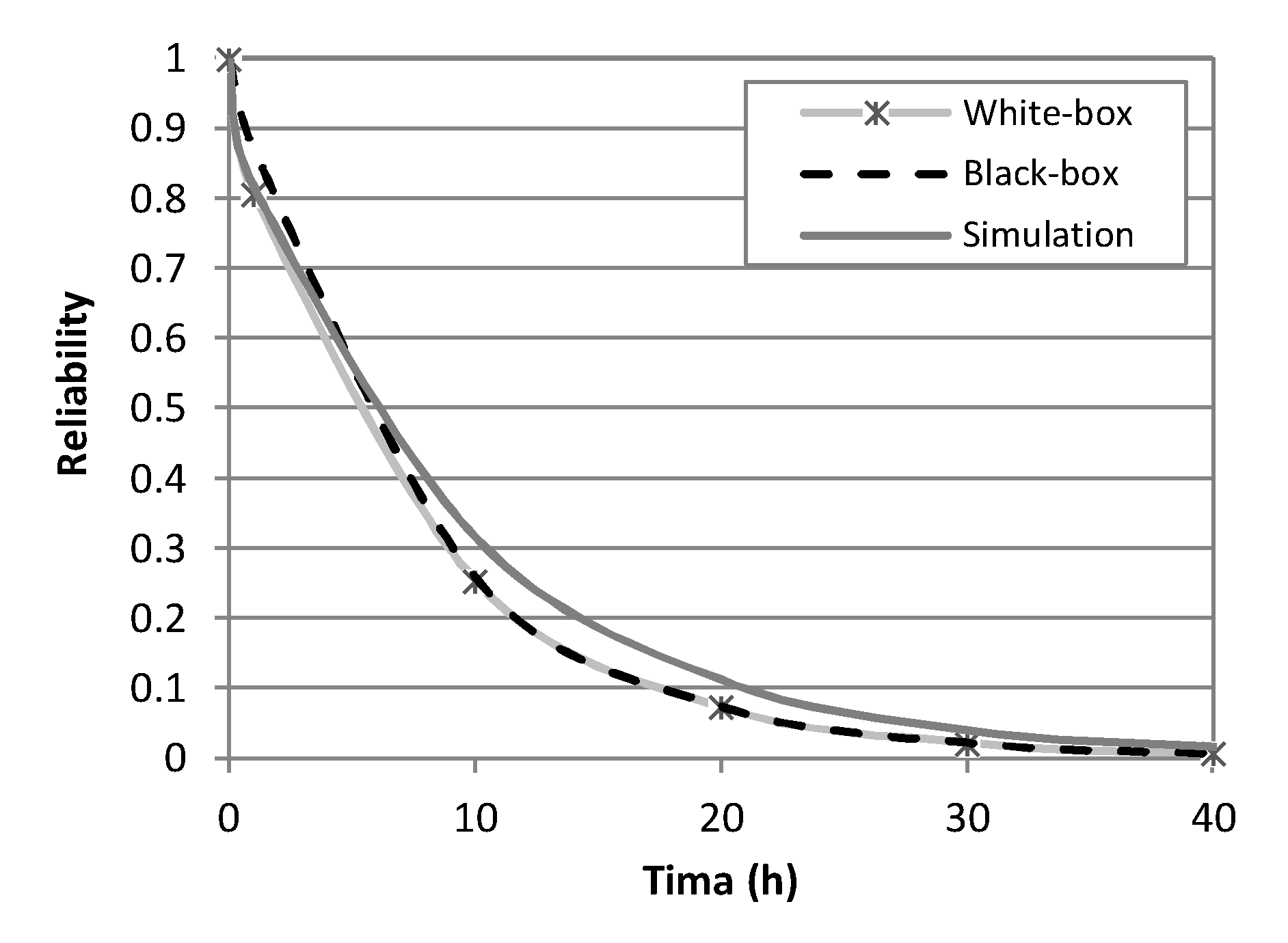
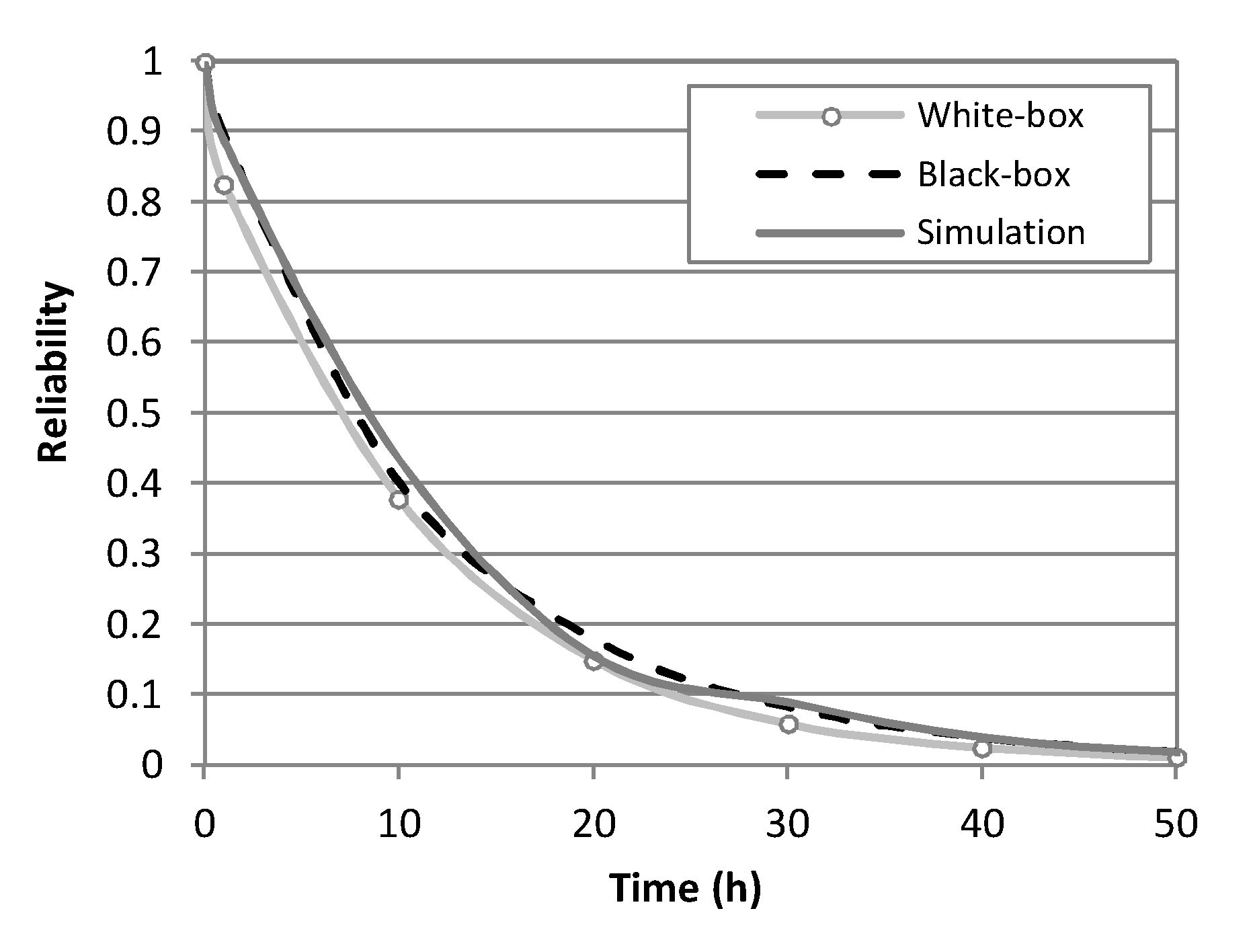
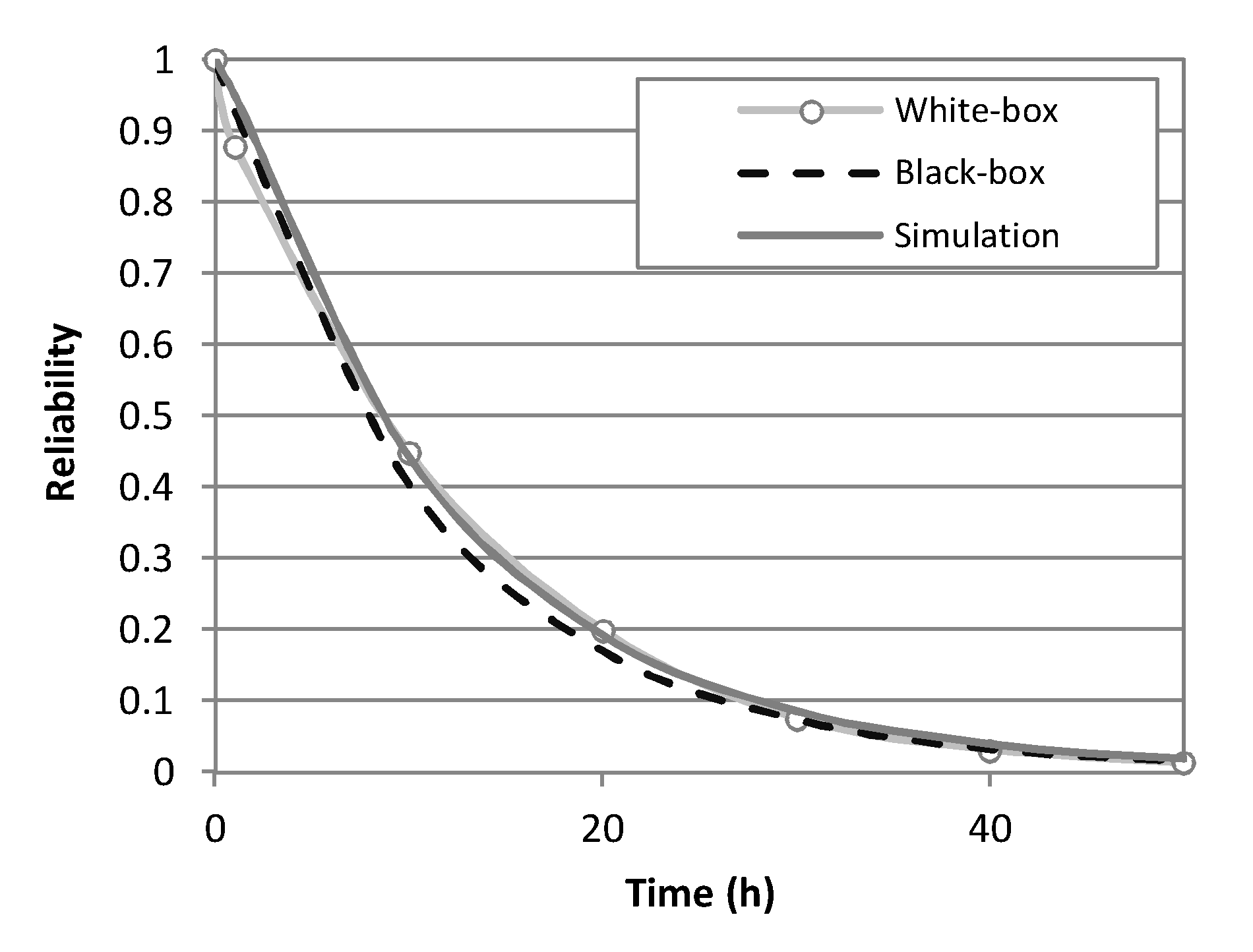
3. Comparison and Discussion
4. Conclusions
- Applied reliability analysis methods obviously reveal different results, where the difference varies from almost zero to 20 percent. It is recommended to apply the black-box method in fleet level analysis, the white-box in machine level and simulation only in complex systems or in the case of a lack of available failure data.
- Comparative analysis shows that the applied reliability analysis approaches present different rankings of machines within the fleet, nevertheless, in finding the last-ranked machine they present the same result.
- According to all findings of this study, when our aim is to analyze the machine’s reliability itself and to investigate the production stoppages and production reliability, the black-box method is the best method of modeling. All failure data are included in this method, and it is the shortest and easiest way when compared to the other methods.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Atlas Copco. Face Drilling, 2nd ed.; The Friday Press: Dorchester, UK, 2013. [Google Scholar]
- Al-Chalabi, H. Reliability and Life Cycle Cost Modelling of Mining Drilling Rigs. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, 2015. [Google Scholar]
- Hoseinie, S.H.; Ataie, M.; Khalokakaie, R.; Ghodrati, B.; Kumar, U. Reliability Analysis of Drum Shearer Machine at Mechanized Longwall Mines. J. Qual. Maint. Eng. 2012, 18, 98–119. [Google Scholar] [CrossRef]
- Dhillon, B.S. Mining Equipment Reliability, Maintainability and Safety; Springer: New York, NY, USA, 2008. [Google Scholar]
- Atlas Copco Rock Drills AB. Atlas Copco Boomer L1C, L2C Mk 7B Operator’s Instructions; Manual Edition; Atlas Copco Rock Drills AB: Orebro, Sweden, 2010. [Google Scholar]
- Stedt, M. We Have a Very Stable Future. Available online: http://www.regiondalarna.se/leva-i-dalarna/garpenberg-framtid (accessed on 9 April 2018).
- Kececiyoglu, D.B. Reliability Engineering Handbook; Destech Publication: Lancaster, PA, USA, 2002; Volume 1, p. 721. [Google Scholar]
- Misra, K.B. Principles of Reliability Engineering; RAMS Consultants: Bangalore, India, 2011; p. 456. [Google Scholar]
- Cheung, R.C. A user-oriented software reliability model. IEEE Trans. Softw. Eng. 1980, SE-6, 118–125. [Google Scholar] [CrossRef]
- Littlewood, B. Software reliability model for modular program structure. IEEE Trans. Reliab. 1979, 28, 241–246. [Google Scholar] [CrossRef]
- Krishna, M.K.; Verma, A.K.; Srividya, A.; Ljubisa, P. Integration of black-box and white-box modeling approaches for software reliability estimation. Int. J. Reliab. Qual. Saf. Eng. 2010, 17, 261–273. [Google Scholar] [CrossRef]
- Rausand, M.; Høyland, A. System Reliability Theory: Models, Statistical Methods and Applications; John Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- ReliaSoft. Weibull++—Reliability Life Data Analysis. Available online: http://reliawiki.org/index.php/Weibull%2B%2B_Examples (accessed on 9 April 2018).
- Kumar, U.; Klefsjö, B. Reliability analysis of hydraulic systems of LHD machines using the power law process model. Reliab. Eng. Syst. Saf. 1992, 35, 217–224. [Google Scholar] [CrossRef]
- Birolini, A. Reliability Engineering: Theory and Practice, 5th ed.; Springer: Heidelberg, Germany; New York, NY, USA, 2007. [Google Scholar]
- Louit, D.M.; Pascual, R.; Jardine, A.K. A practical procedure for the selection of time-to-failure models based on the assessment of trends in maintenance data. Reliab. Eng. Syst. Saf. 2009, 94, 1618–1628. [Google Scholar] [CrossRef]
- MathWave Technologies, Easyfit Distribution Fitting Software. Available online: http://www.mathwave.com/easyfit-distribution-fitting.html,%202017 (accessed on 9 April 2018).
- Minitab Ltd. Available online: http://www.minitab.com (accessed on 9 April 2018).
- Wang, H.; Pham, H. Survey of Reliability and Availability Evaluation of Complex Networks Using Monte Carlo Techniques. Microelectron. Reliab. 1997, 31, 187–209. [Google Scholar] [CrossRef]
- Kamat, S.J.; Riley, M.W. Determination of Reliability Using Event-Based Monte Carlo Simulation. IEEE Trans. Reliab. 1975, 24, 73–75. [Google Scholar] [CrossRef]
- Rice, R.E.; Moore, A.H. A Monte Carlo Technique for Estimating Lower Confidence Limits on System Reliability Using Pass-Fail Data. IEEE Trans. Reliab. 1983, R-32, 366–369. [Google Scholar] [CrossRef]
- Chao, A.; Huang, L.C. A Modified Monte Carlo Technique for Confidence Limits of System Reliability Using Pass-Fail Data. IEEE Trans. Reliab. 1987, R-36, 109–112. [Google Scholar] [CrossRef]
- Lin, C.T.; Duran, B.S.; Lewis, T.O. Estimating Lower Confidence Limits on System Reliability Using a Monte Carlo Technique on Binomial Data. Microelectron. Reliab. 1988, 28, 487–493. [Google Scholar] [CrossRef]
- Lin, J.Y.; Donaghey, C.E. A Monte Carlo Simulation to Determine Minimal Cut Sets and System Reliability. In Proceedings of the Annual Reliability and Maintainability Symposium, Atlanta, GA, USA, 26–28 January 1993; pp. 246–249. [Google Scholar]
- Hoseinie, S.H.; Khalokakaie, R.; Ataie, M.; Ghodrati, B.; Kumar, U. Monte Carlo Reliability Simulation of Coal Shearer Machine. Int. J. Perform. Eng. 2013, 9, 487–494. [Google Scholar]
- Hoseinie, S.H.; Ghodrati, B.; Kumar, U. Monte Carlo reliability simulation of water system of longwall shearer machine. Int. J. Reliab. Qual. Saf. Eng. 2013, 20, 1350023. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Subsystems | Best Fitted Function | ||
|---|---|---|---|
| Machine A | Machine B | Machine C | |
| Hoses | Weibull 2P α = 0.92, β = 20.75 | Weibull 3P α = 0.95, β = 55.53, γ = 0.6 | Lognormal 3P σ = 1.07, µ = 3.12, γ = −1.19 |
| K-S goodness of fit | 0.067 | 0.121 | 0.094 |
| Rock Drill | Weibull 2P α = 0.98, β = 69.1 | Lognormal σ = 1.26, µ = 3,27 | Gamma 3P α = 1.13, β = 52.61 |
| K-S goodness of fit | 0.115 | 0.084 | 0.173 |
| Feeder | Lognormal 3P σ = 1.26, µ = 3.4, γ = −0.14 | Weibull 2P α = 0.82, β = 42.47 | Exponential λ = 0.018 |
| K-S goodness of fit | 0.089 | 0.115 | 0.109 |
| Boom | Weibull 2P α = 1.04, β = 146.28 | Exponential λ = 0.006 | Weibull 3P α = 0.58, β = 122.7, γ = 19.04 |
| K-S goodness of fit | 0.023 | 0.159 | 0.063 |
| Accumulators | Normal σ = 197.41, µ = 256.16 | Normal σ = 214.1, µ = 300.5 | Weibull 2P α = 1.48, β = 502.1 |
| K-S goodness of fit | 0.095 | 0.118 | 0.159 |
| Cable System | Less than 5 failures | Weibull 2P α = 1.09, β = 339.7 | Exponential λ = 0.002 |
| K-S goodness of fit | 0.039 | 0.047 | |
| Hydraulic System | Gamma α = 0,336, β = 1047 | Weibull 3P α = 0.6, β = 148.3, γ = 16.92 | Lognormal 3P σ = 0.77, µ = 5.45, γ = −66.72 |
| K-S goodness of fit | 0.152 | 0.089 | 0.096 |
| Valves | Lognormal σ = 1.17, µ = 4.36 | Less than 5 failures | Less than 5 failures |
| K-S goodness of fit | 0.117 | ||
| Control Panel | Exponential λ = 0.008 | Less than 5 failures | Less than 5 failures |
| K-S goodness of fit | 0.053 | ||
| Water System | Lognormal σ = 1.27, µ = 5.17 | Less than 5 failures | Less than 5 failures |
| K-S goodness of fit | 0.071 | ||
| Steering System | Less than 5 failures | Weibull 3P α = 1.15, β = 112.9, γ = 4.27 | Lognormal 3P σ = 0.62, µ = 5.22, γ = −37.7 |
| K-S goodness of fit | 0.108 | 0.113 | |
| Generator | Less than 5 failures | Less than 5 failures | Weibull 2P α = 0.999, β = 299.82 |
| K-S goodness of fit | 0.021 | ||
| Total number of failures | 313 | 196 | 231 |
| Machine | Number of Failures | Best-Fitted Function | Parameters |
|---|---|---|---|
| A | 347 | Weibull (3P) | α = 0.93 β = 7.11 γ = 0.11 |
| B | 216 | Weibull (2P) | α = 0.91 β = 11.04 |
| C | 251 | Weibull (3P) | α = 0.94 β = 10.69 γ = 0.33 |
| Machine | Number of Failures Used in Analysis | Missed Failure Data (%) | |
|---|---|---|---|
| Black-Box | White-Box | ||
| A | 347 | 313 | 9.8 |
| B | 216 | 196 | 9.3 |
| C | 251 | 231 | 8 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoseinie, S.H.; Al-Chalabi, H.; Ghodrati, B. Comparison between Simulation and Analytical Methods in Reliability Data Analysis: A Case Study on Face Drilling Rigs. Data 2018, 3, 12. https://doi.org/10.3390/data3020012
Hoseinie SH, Al-Chalabi H, Ghodrati B. Comparison between Simulation and Analytical Methods in Reliability Data Analysis: A Case Study on Face Drilling Rigs. Data. 2018; 3(2):12. https://doi.org/10.3390/data3020012
Chicago/Turabian StyleHoseinie, Seyed Hadi, Hussan Al-Chalabi, and Behzad Ghodrati. 2018. "Comparison between Simulation and Analytical Methods in Reliability Data Analysis: A Case Study on Face Drilling Rigs" Data 3, no. 2: 12. https://doi.org/10.3390/data3020012