
Study on the Influence of Surface Texture Parameters of Oil Production Screw Motor Rotor on the Tribological Properties of Its Friction Pair

Abstract
:1. Introduction
2. Tribological Test and Model Construction
2.1. Structure of Hydraulic Motor
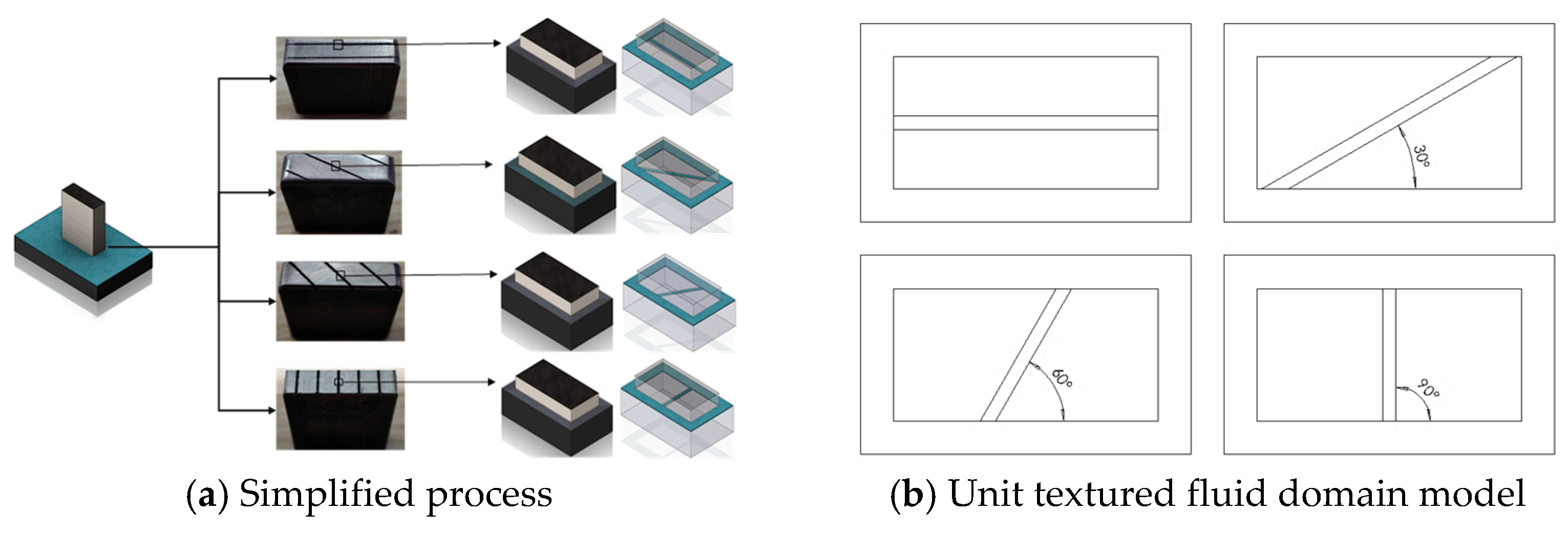
2.2. Establishment of Simulation Model for Texture
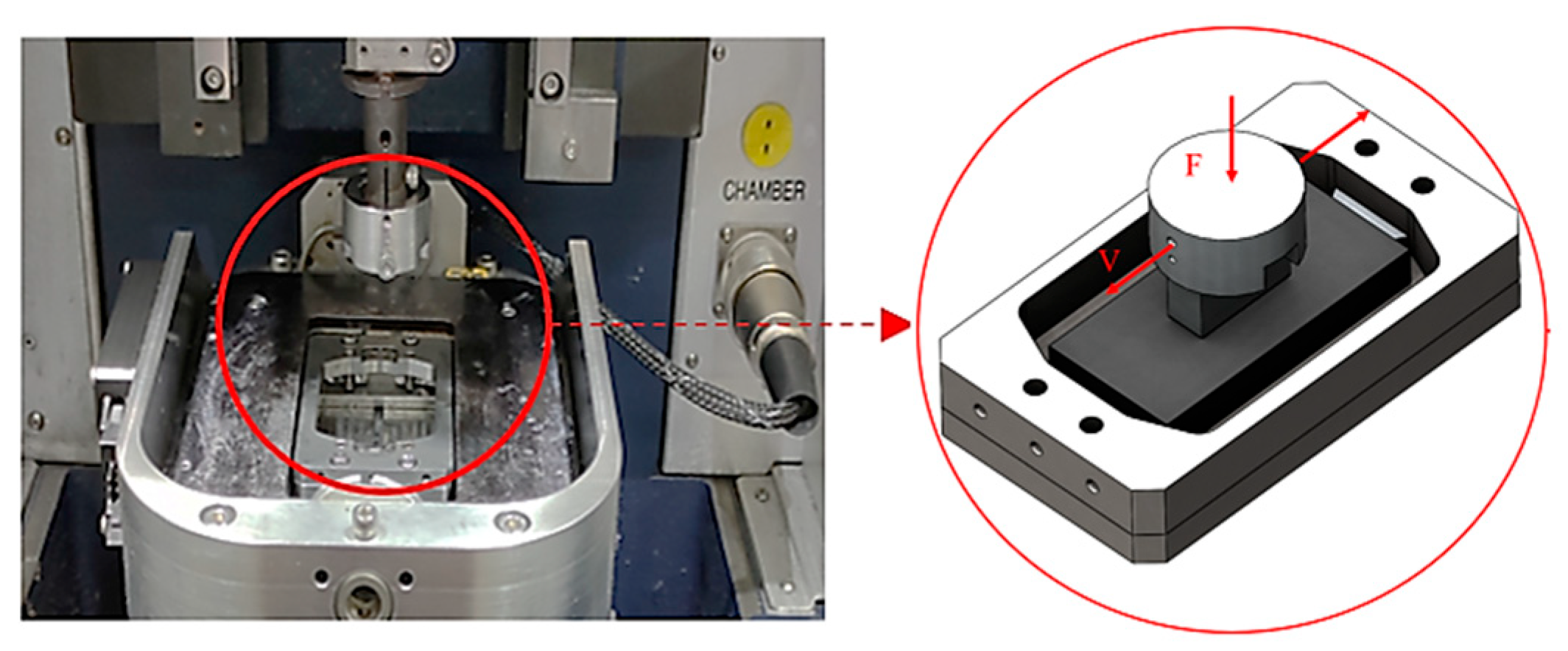
2.3. Tribological Tests
2.3.1. Experimental Design
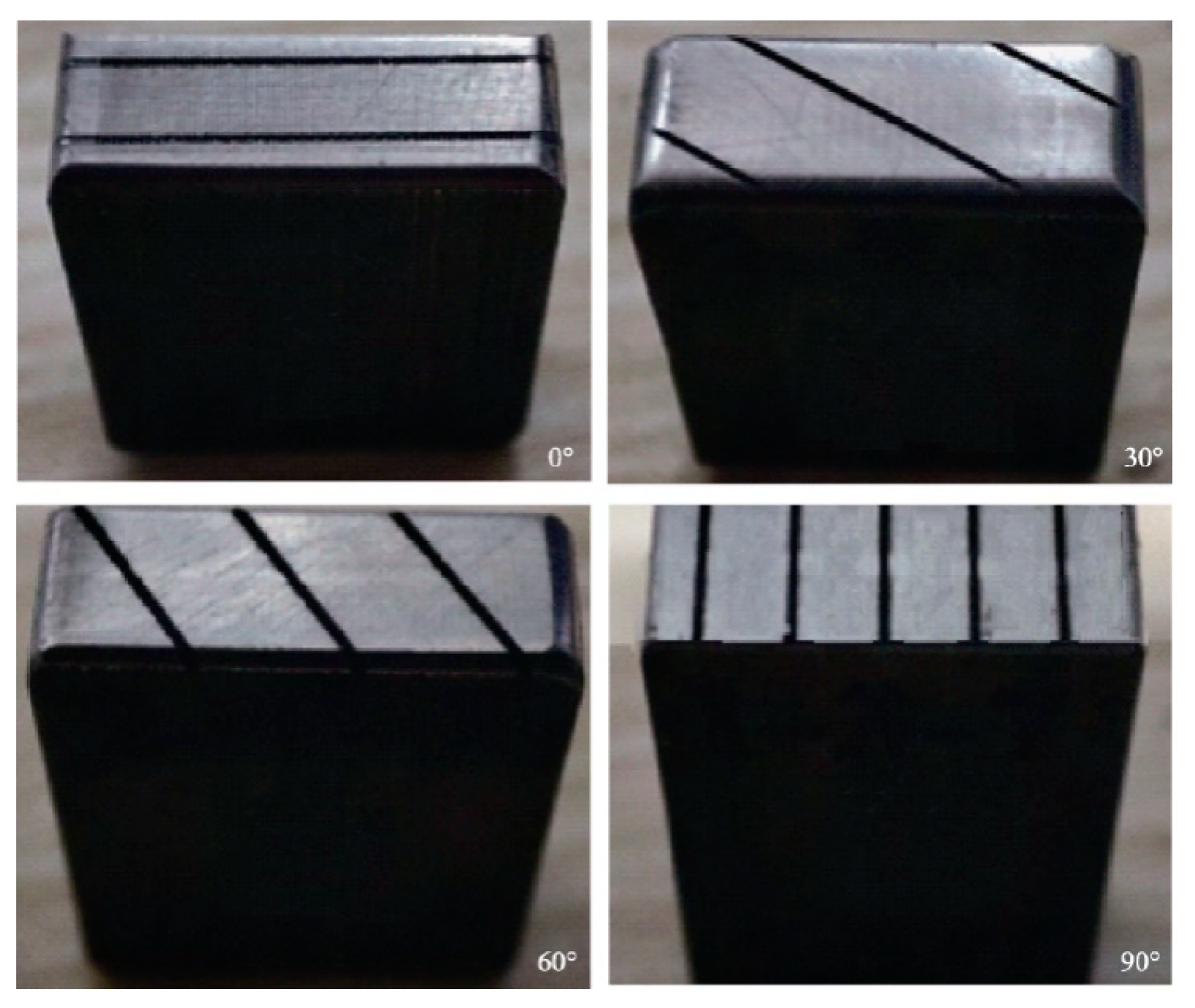
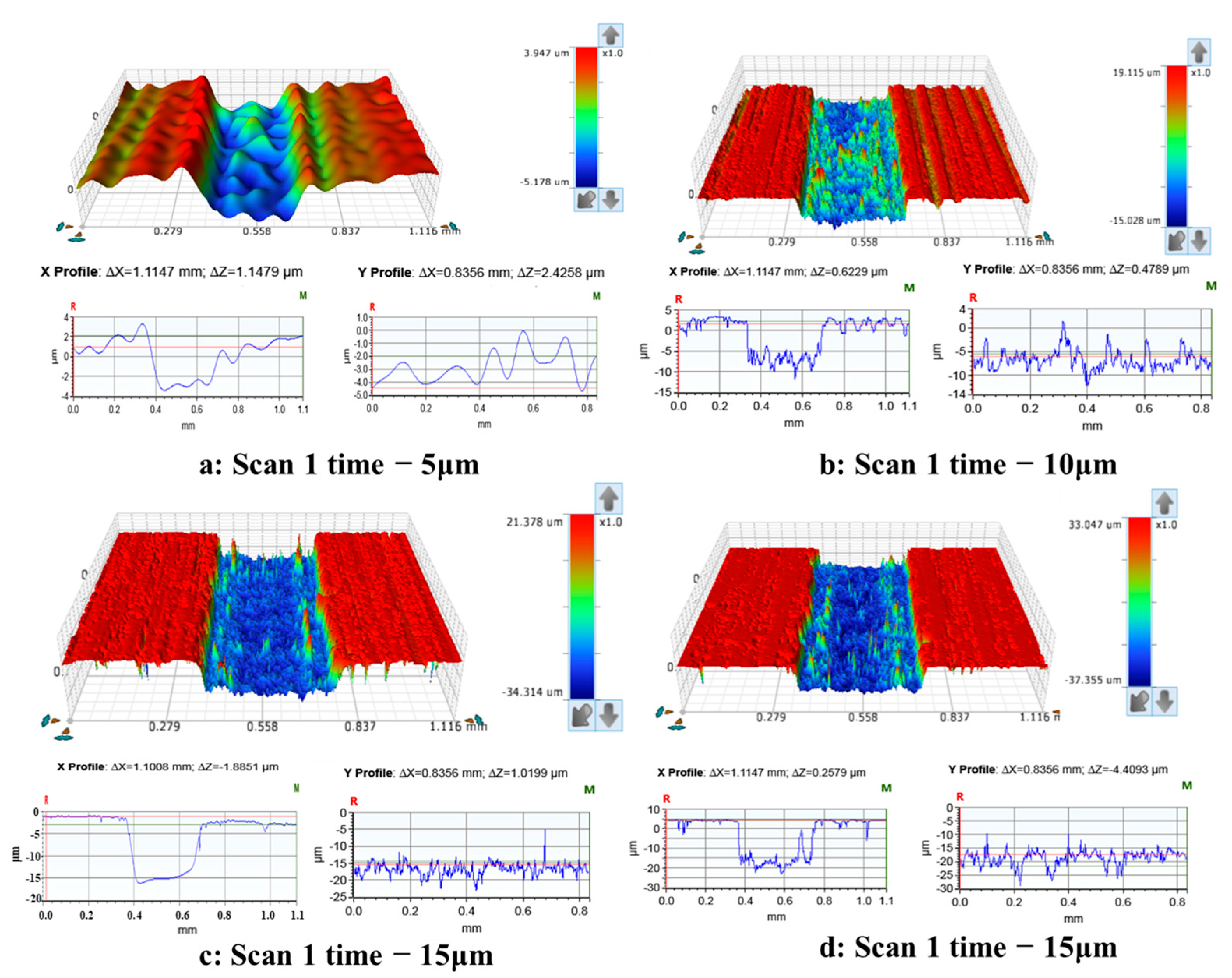
2.3.2. Specimen Preparation
3. Results
3.1. Effect of Texture Angle on Tribological Properties
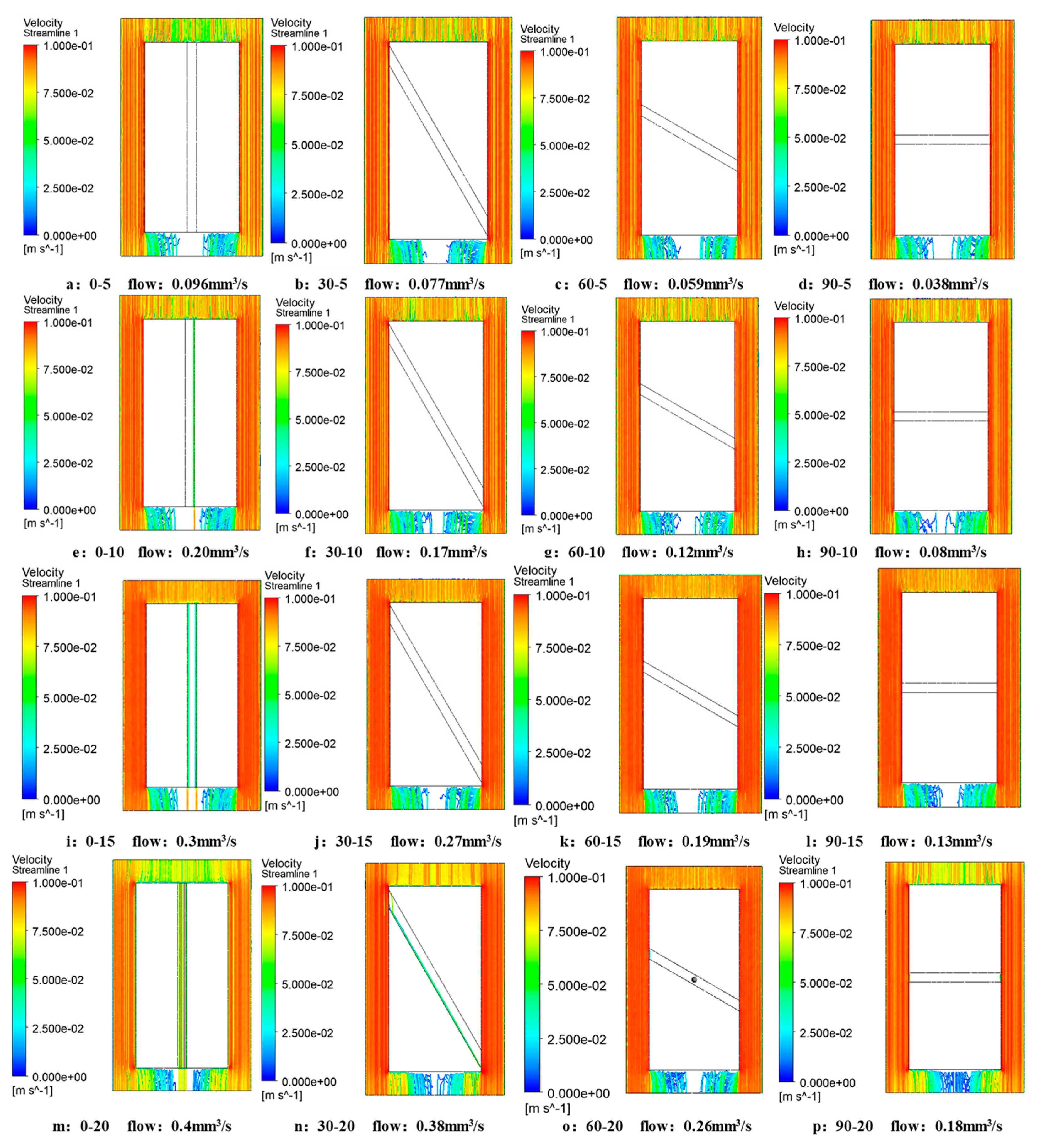
3.1.1. The Influence of Texture Angle on the Transport Capacity of the Lubricating Medium
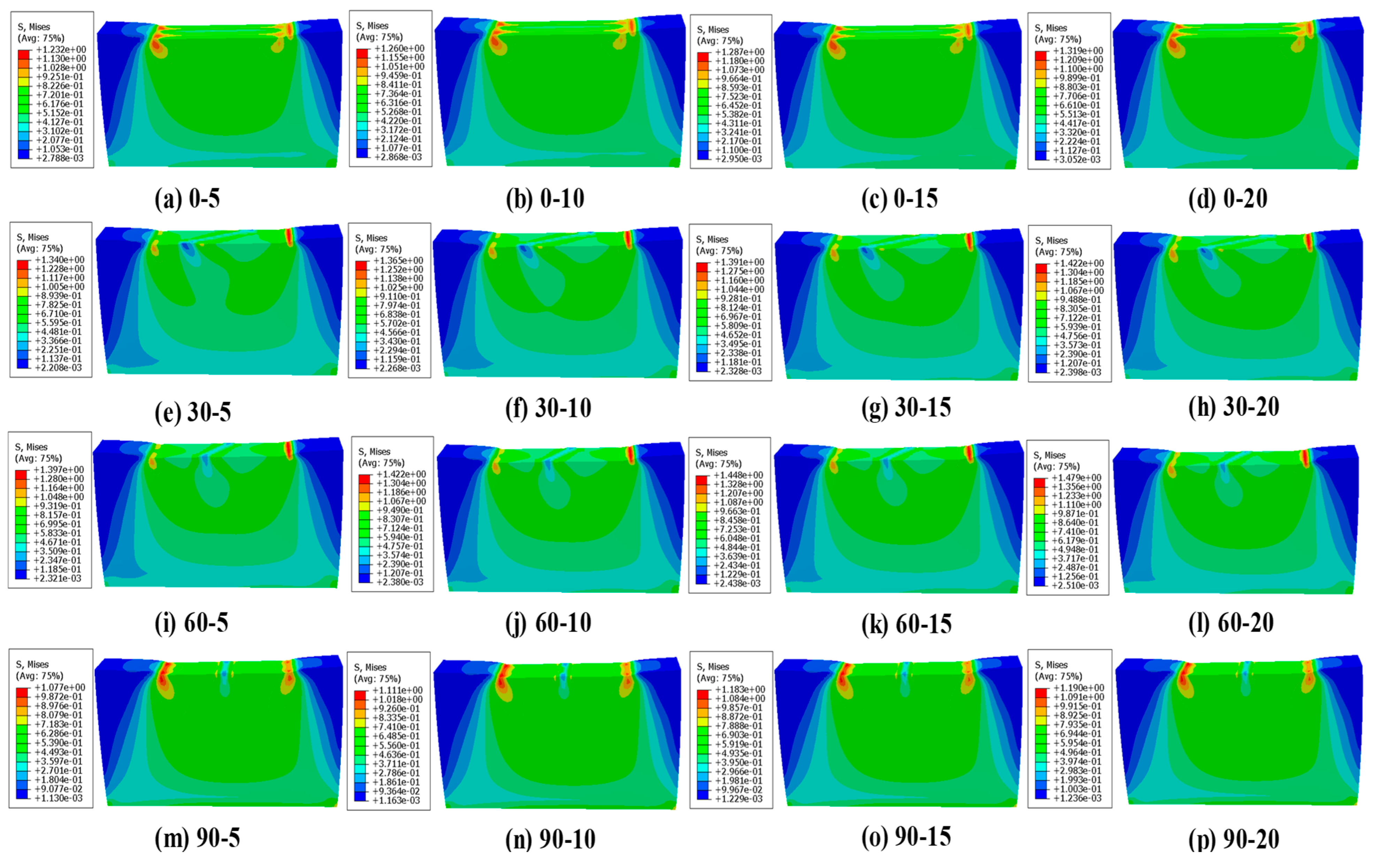
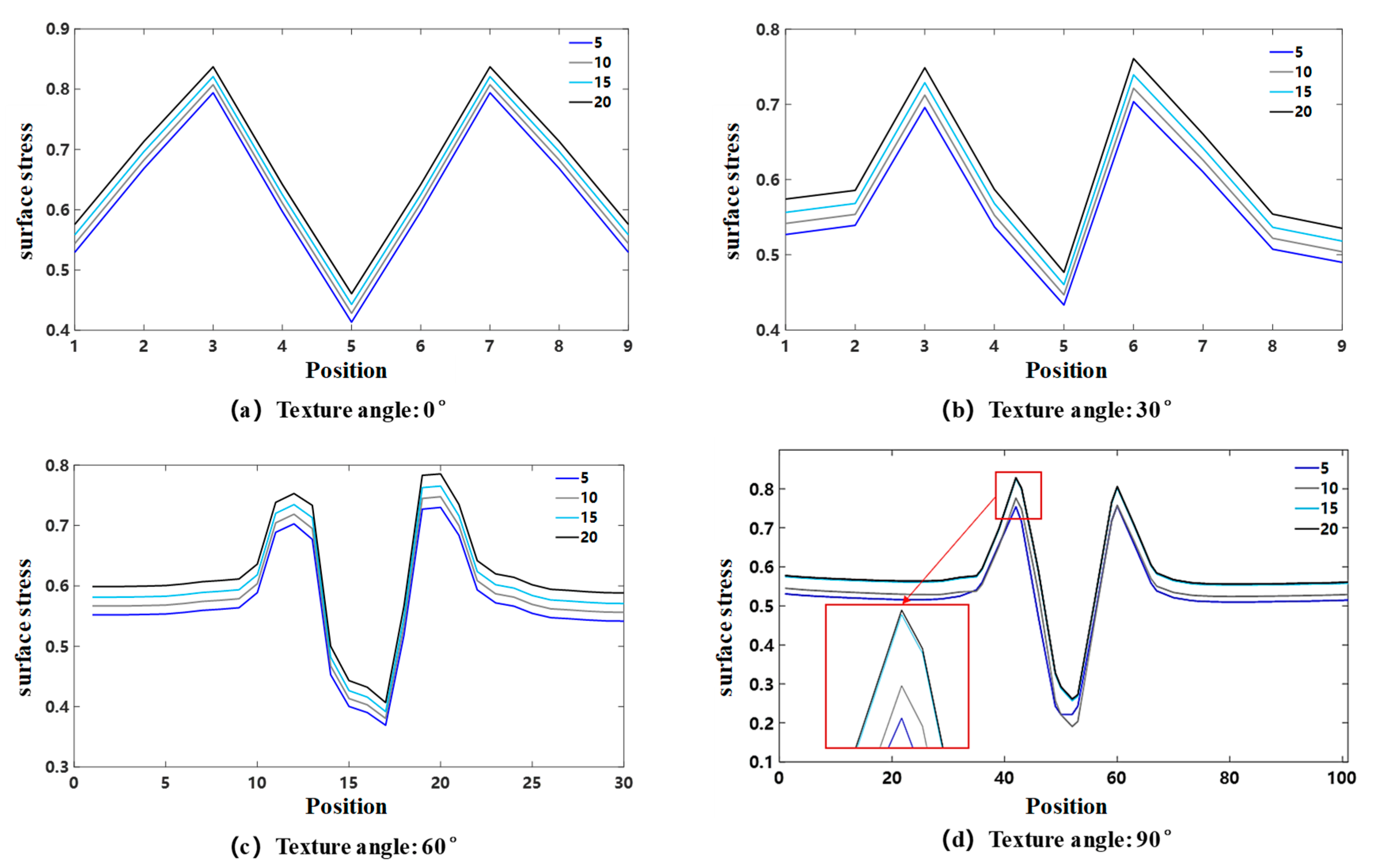
3.1.2. The Effect of Texture Angle on Scraping Force
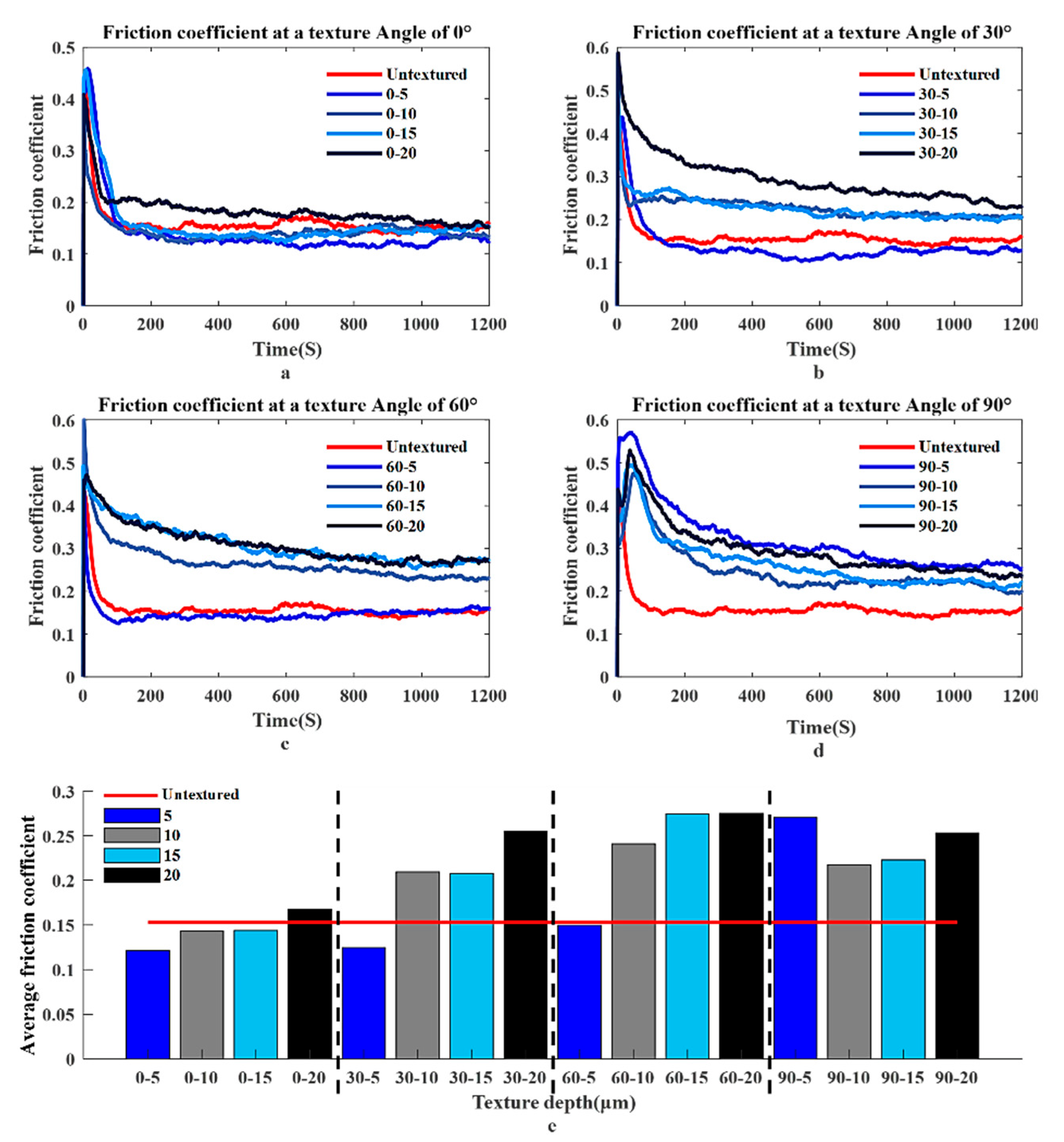
3.1.3. Effect of Texture Angle on Friction Coefficient
3.2. Effect of Texture Depth on Tribological Properties
3.2.1. Effect of Texture Depth on Lubricating Medium Transport Capacity
3.2.2. Effect of Texture Depth on Scraping Force
3.2.3. Effect of Texture Depth on Friction Coefficient
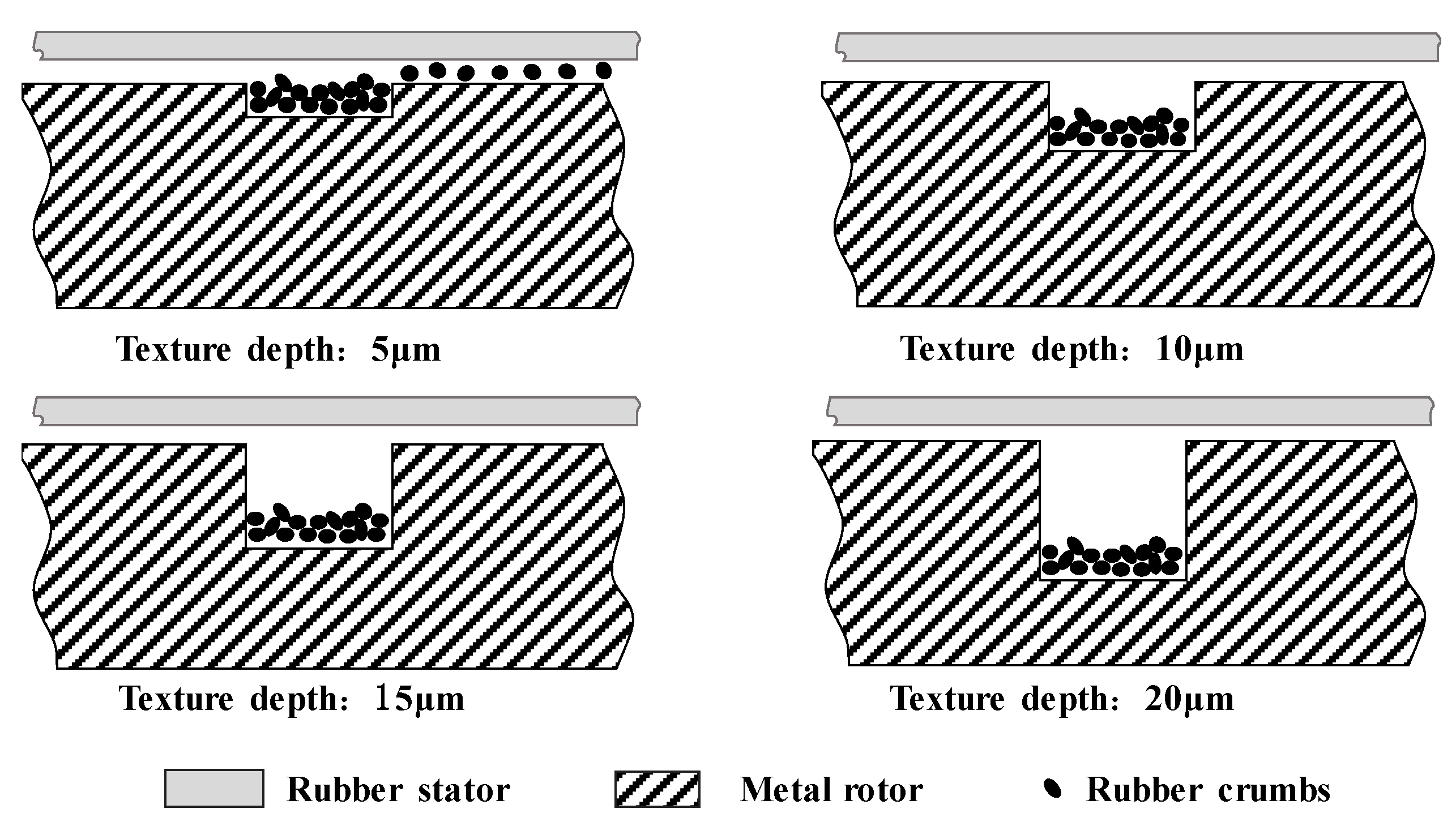
3.3. Wear Reduction Mechanism of Texturing in Metal-Rubber Pair of Screw Motors
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ming, X. Present situation and prospect of oil recovery technology in petroleum engineering. J. Chifeng Univ. (Nat. Sci. Ed.) 2018, 34, 75–76. [Google Scholar]
- Jin, X. Present situation and future prospect of petroleum and chemical production technology. Petrochem. Ind. Technol. 2019, 26, 44–49. [Google Scholar]
- Yu, C. The current situation of petroleum engineering oil recovery technology and prospect discussion. Petrochem. Ind. Technol. 2018, 25, 283. [Google Scholar]
- Gusmanova, A.; Bekbayeva, R.; Koyshieva, A.; Koyshiev, A. Oil withdrawal technological advancement for multilayer field. Int. J. Oil Gas Coal Technol. 2022, 30, 265–282. [Google Scholar] [CrossRef]
- He, L.I.; Zhongxian, H.A.; Liangang, W.A.; Gang, C. Current technical status and development trend of artificial lift. Acta Pet. Sin. 2015, 36, 1441–1448. [Google Scholar]
- Liu, H.; Liu, W.; Lu, Q.; Wang, S. Research status and development trend of deep well production technology. J. Northeast Pet. Univ. 2020, 44, 1–6, 29, 149. [Google Scholar]
- Fakher, S.; Khlaifat, A.; Hossain, M.E.; Nameer, H. A comprehensive review of sucker rod pumps’ components, diagnostics, mathematical models, and common failures and mitigations. J. Pet. Explor. Prod. Technol. 2021, 11, 3815–3839. [Google Scholar]
- Shi, Y.; Wang, M. Characteristics of the formation of bitumen-gum-paraffin deposits on different process equipment in oil recovery systems. Foreign Oilfield Eng. 2009, 25, 23–46. [Google Scholar]
- Ilyushin, Y.V.; Fetisov, V. Experience of virtual commissioning of a process control system for the production of high-paraffin oil. Sci. Rep. 2022, 12, 18415. [Google Scholar]
- Han, C.J.; Ren, X.Y.; Zheng, J.P. Study on Wear of Stator Bushing of Conventional Progressive Cavity Pump in Heavy Oil Extraction. Lubr. Eng. 2018, 43, 25–29. [Google Scholar]
- Liang, Z.Y.; Wang, L.L.; Tang, Z.X. Technology of heavy oil recovered by screw pump combined with water-soluble viscosity in Tahe Oilfield. Reserv. Eval. Dev. 2020, 10, 111–115. [Google Scholar]
- Xi, J.C.; An, G.C.; Wang, M.Z. Study on Starting Performance for High-Torque Low-Speed Hydraulic Motors. China Mech. Eng. 2008, 19, 2929–2933. [Google Scholar]
- Wang, J.; Wei, S.; Sha, R.; Liu, H.; Wang, Z. Design methodology of a new smooth rotor profile of the screw vacuum pump. Vacuum 2019, 159, 456–463. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, J.; Bei, W.; Han, W.; Chen, C.; Yang, L. Optimal Structure Design and Performance Analysis of Multiphase Twin-screw Pump for Wet Gas Compression: Original papers. Int. J. Fluid Mach. Syst. 2021, 14, 208–219. [Google Scholar] [CrossRef]
- Ye, Z.; Luo, L.; Feng, K.; Yi, Q.; Tan, L. Design and contact characteristics analysis of a new internal twin-screw pump. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 2022, 236, 7259–7269. [Google Scholar]
- Wang, R.; Wang, K.H. Microstructure of Plasma Spraying Ceramics Coating Doping Nanometer on Screw-Pump. J. Southwest Pet. Univ. (Sci. Technol. Ed.) 2008, 30, 143–145. [Google Scholar]
- Xiao, J.J.; Deng, B.H.; Li, Z.X. Performance Comparison and Application Research of Two Supersonic Flame Spraying Coatings Used for the Positive Displacement Motor. Mater. Prot. 2019, 52, 174–178. [Google Scholar]
- Guo, H.; Zhu, C.; Zhao, E.; Yu, P.; Liu, L.; Li, L.; Yang, H. Tribology and corrosion properties of HVOF-sprayed WC coatings on surface of screw pump rotor. J. Jiangsu Univ. Nat. Sci. Ed. 2022, 43, 332–340. [Google Scholar]
- Tang, L.M.; Wang, S.J.; Lv, X.R.; Yao, H. Effect of Zinc Oxide on Friction and Wear Behavior of NBR under Dry Sliding. Polym. Mater. Sci. Eng. 2016, 32, 98–101. [Google Scholar]
- Han, H.; Wang, S.J.; Lv, X.R. Effect of Surface Modification on Oil Resistance and Wear Resistance of NBR. China Rubber Ind. 2015, 62, 587–591. [Google Scholar]
- Zeng, D.; Xu, X.; Wu, J.; Xu, J.; Xue, Y.; Liu, J.; Zhang, M.; Chen, C.; Tian, Y.; Chen, X. Properties of Modified Rubber Powder by Twin-screw Extrusion/NR Blends. China Rubber Ind. 2020, 67, 839–842. [Google Scholar]
- Dang, L.; Wu, W.; Ren, W. The effect of PVC modification on the mechanical properties and media resistance of the stator buna rubber of screw pumps. Shandong Chem. Ind. 2016, 45, 19–21. [Google Scholar]
- Liu, X.J.; Jing, K.N.; Shan, B.; Chen, P. Numerical Simulation Analysis of Stress in Textured Stamping Die. Surf. Technol. 2019, 48, 9–15. [Google Scholar]
- Liu, S.; Sai, Q.; Wang, S.; Williams, J. Effects of Laser Surface Texturing and Lubrication on the Vibrational and Tribological Performance of Sliding Contact. Lubricants 2022, 10, 10. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Baykara, M.Z.; Martini, A. Synergetic effects of surface texturing and solid lubricants to tailor friction and wear—A review. Tribol. Int. 2021, 155, 106792. [Google Scholar]
- Wang, M.L.; Li, Q.; Huang, Z.Q.; Qian, W.J.; Chen, X.; Li, Q.; Lai, T.H. Influence of surface texture parameters of screw pump rotor on tribological properties of its friction pairs. Ind. Lubr. Tribol. 2022, 74, 964–974. [Google Scholar] [CrossRef]
- Guo, Y.; Quan, S.; Gong, J.; Liu, D.; Jin, Y.; Yang, S.; Zhang, L. Construction and Numerical Simulation of Energy Consumption Model of High-Frequency Hydraulic Impact Piston with Cylindrical Texture. Lubr. Eng. 2020, 45, 76–82. [Google Scholar]
- Grabon, W.; Koszela, W.; Pawlus, P.; Ochwat, S. Improving Tribological Behaviour of Piston Ring-Cylinder Liner Frictional Pair by Liner Surface Texturing. Tribol. Int. 2013, 61, 102–108. [Google Scholar] [CrossRef]
- Xu, M.G.; Song, E.Y.; Zhang, H.X.; Cheng, X.; Wu, Z.W. Research on the Cutting Simulation and Experiment of Super-Hard Material Tool with Grooved Micro Texture. Surf. Technol. 2021, 50, 363–370. [Google Scholar]
- Xiao, J.; Zhang, D.S.; Jing, Y.; Gong, J.Y. Lubrication Characteristics of Water Lubricated Stern Tube Bearing with Surface Textured Microgrooves. Lubr. Eng. 2020, 45, 125–129. [Google Scholar]
- Suh, A.Y.; Lee, S.C.; Polycarpou, A.A. Adhesion and Friction Evaluation of Textured Slider Surfaces in Ultra-Low Flying Head-Disk Interfaces. Tribol. Lett. 2004, 17, 739–749. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Textured Surfaces for Improved Lubrication at High Pressure and Low Sliding Speed of Roller/Piston in Hydraulic Motors. Tribol. Int. 2007, 40, 355–359. [Google Scholar] [CrossRef]
- Edachery, V.; Shashank, R.; Kailas, S.V. Influence of surface texture directionality and roughness on wettability, sliding angle, contact angle hysteresis, and lubricant entrapment capability. Tribol. Int. 2021, 158, 106932. [Google Scholar]
- Zhang, D.; Sun, X.; Gao, F.; Zhong, S.; Duan, J. Effect of Texture Parameters on Tribological Performance of Slipper Surface in Hydraulic Motor. Surf. Technol. 2019, 48, 230–236. [Google Scholar]
- Li, C.; Yang, X.; Wang, S.; Wang, Y.; Lu, C.; Cao, J. Study on Friction and Lubrication Characteristics of Surface with Unidirectional Convergence Texture. Coatings 2019, 9, 780. [Google Scholar] [CrossRef] [Green Version]
- Su, F.H.; Mao, C.; Li, Z.J. Experiment and Simulation Study on the Effect of Texture Depth on Tribological Properties of Stainless Steel Surface under Oil Lubricating Condition. Tribology 2019, 39, 181–187. [Google Scholar]
- Liu, S.S.; Liu, Q.; Liu, J.G.; Jiang, S.Q.; Liao, J.H.; Yu, J.; He, J.G. Synergistic Antifriction Mechanism of Surface Micro-Textured Graphite Coating on Aluminum Alloy Surface. Surf. Technol. 2019, 48, 29–38. [Google Scholar]
- He, X.; Liao, W.L.; Wang, G.R.; Zhong, L.; Jiang, L. Influence of Edges Bulgeof Texture on Tribological Performances of Plunger-Seal Pair in Fracturing Pump. Lubr. Eng. 2016, 41, 96–101. [Google Scholar]
- Xu, Z.; Xue, S.; Wang, C.; Wang, X.; Xu, J.; Shan, D.; Guo, B. Electrically assisted micro-rolling process of surface texture on T2 copper sheets. Int. J. Adv. Manuf. Technol. 2021, 118, 2453–2466. [Google Scholar]
- Wu, Z.; Bao, H.; Xing, Y.; Liu, L. Tribological characteristics and advanced processing methods of textured surfaces: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1241–1277. [Google Scholar]
- Dzyura, V.; Maruschak, P. Optimizing the Formation of Hydraulic Cylinder Surfaces, Taking into Account Their Microrelief Topography Analyzed during Different Operations. Machines 2021, 9, 116. [Google Scholar] [CrossRef]
- Dzyura, V.; Maruschak, P.; Slavov, S.; Gurey, V.; Prentkovskis, O. Evaluating Service Characteristics of Working Surfaces of Car Parts by Microgeometric Quality Parameters. Machines 2021, 9, 366. [Google Scholar] [CrossRef]
- Zhang, H.; Hua, M.; Dong, G.N.; Zhang, D.Y.; Chin, K.S. A Mixed Lubrication Model for Studying Tribological Behaviors of Surface Texturing. Tribol. Int. 2016, 93, 583–592. [Google Scholar] [CrossRef]
- Yan, Z.; Sun, J.Y.; Jiang, D.; Wang, D.; Quan, X.; Weng, L. Tribological Behavior of Laser Textured TiN Films under Dry Friction Condition. Tribology 2017, 37, 518–526. [Google Scholar]
- Sedlaček, M.; Podgornik, B.; Ramalho, A.; Česnik, D. Influence of Geometry and the Sequence of Surface Texturing Process on Tribological Properties. Tribol. Int. 2017, 115, 268–273. [Google Scholar] [CrossRef]
- Wang, J.Q.; Wang, X.L. State of the Art in Innovative Design of Surface Texture. J. Mech. Eng. 2015, 51, 84–95. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density kg/m3 | Elasticity Modulus MPa | Poisson Ratio |
|---|---|---|
| 7800 | 2.1 × 105 | 0.3 |
| Density kg/m3 | Elasticity Modulus MPa | Poisson Ratio | Material Constant C10/MPa | Material Constant C01/MPa |
|---|---|---|---|---|
| 1200 | 11.49 | 0.4996 | 1.879 | 0.038 |
| Level | Factors | |
|---|---|---|
| Angle/° | Depth/μm | |
| 1 | 0 | 5 |
| 2 | 30 | 10 |
| 3 | 60 | 15 |
| 4 | 90 | 20 |
| Depth | 5 | 10 | 15 | 20 | |
|---|---|---|---|---|---|
| Angle | |||||
| 0 | 0–5 | 0–10 | 0–15 | 0–20 | |
| 30 | 30–5 | 30–10 | 30–15 | 30–20 | |
| 60 | 60–5 | 60–10 | 60–15 | 60–20 | |
| 90 | 90–5 | 90–10 | 90–15 | 90–20 | |
| Mark | Factors | Friction Coefficient | |
|---|---|---|---|
| Angle/(°) | Depth/μm | ||
| Untextured | 0 | 0 | 0.153 |
| 0–5 | 0(1) | 5(1) | 0.122 |
| 0–10 | 0(1) | 10(2) | 0.143 |
| 0–15 | 0(1) | 15(3) | 0.144 |
| 0–20 | 0(1) | 20(4) | 0.168 |
| 30–5 | 30(2) | 5(1) | 0.125 |
| 30–10 | 30(2) | 10(2) | 0.208 |
| 30–15 | 30(2) | 15(3) | 0.241 |
| 30–20 | 30(2) | 20(4) | 0.255 |
| 60–5 | 60(3) | 5(1) | 0.149 |
| 60–10 | 60(3) | 10(2) | 0.209 |
| 60–15 | 60(3) | 15(3) | 0.275 |
| 60–20 | 60(3) | 20(4) | 0.275 |
| 90–5 | 90(4) | 5(1) | 0.27 |
| 90–10 | 90(4) | 10(2) | 0.208 |
| 90–15 | 90(4) | 15(3) | 0.223 |
| 90–20 | 90(4) | 20(4) | 0.253 |
| K1 | 0.577 | 0.666 | |
| K2 | 0.829 | 0.768 | |
| K3 | 0.908 | 0.883 | |
| K4 | 0.954 | 0.951 | |
| t1 | 0.14425 | 0.1665 | |
| t2 | 0.20725 | 0.192 | |
| t3 | 0.227 | 0.22075 | |
| t4 | 0.2385 | 0.23775 | |
| R | 0.09425 | 0.07125 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, S.; Huang, Z.; Wang, M.; Xiong, C.; Chen, K. Study on the Influence of Surface Texture Parameters of Oil Production Screw Motor Rotor on the Tribological Properties of Its Friction Pair. Processes 2023, 11, 618. https://doi.org/10.3390/pr11020618
Peng S, Huang Z, Wang M, Xiong C, Chen K. Study on the Influence of Surface Texture Parameters of Oil Production Screw Motor Rotor on the Tribological Properties of Its Friction Pair. Processes. 2023; 11(2):618. https://doi.org/10.3390/pr11020618
Chicago/Turabian StylePeng, Shijin, Zhiqiang Huang, Meiling Wang, Chen Xiong, and Ke Chen. 2023. "Study on the Influence of Surface Texture Parameters of Oil Production Screw Motor Rotor on the Tribological Properties of Its Friction Pair" Processes 11, no. 2: 618. https://doi.org/10.3390/pr11020618