
Development of an Online Monitoring Device for the Mixing Ratio of Two-Part Epoxy Adhesives Using an Electrical Impedance Spectroscopy Technique and Machine Learning


Abstract
:1. Two-Part Epoxy Adhesive Overview
1.1. The Importance of the Mixing Ratio of Two-Part Epoxy Adhesive at Mixing Process
1.2. Method for Measuring Material Properties Using an Impedance Measurement Technique
1.3. Estimation Method Using Machine Learning
2. The Method for the Estimation of the Characteristics for Liquid Materials through Impedance Measurement
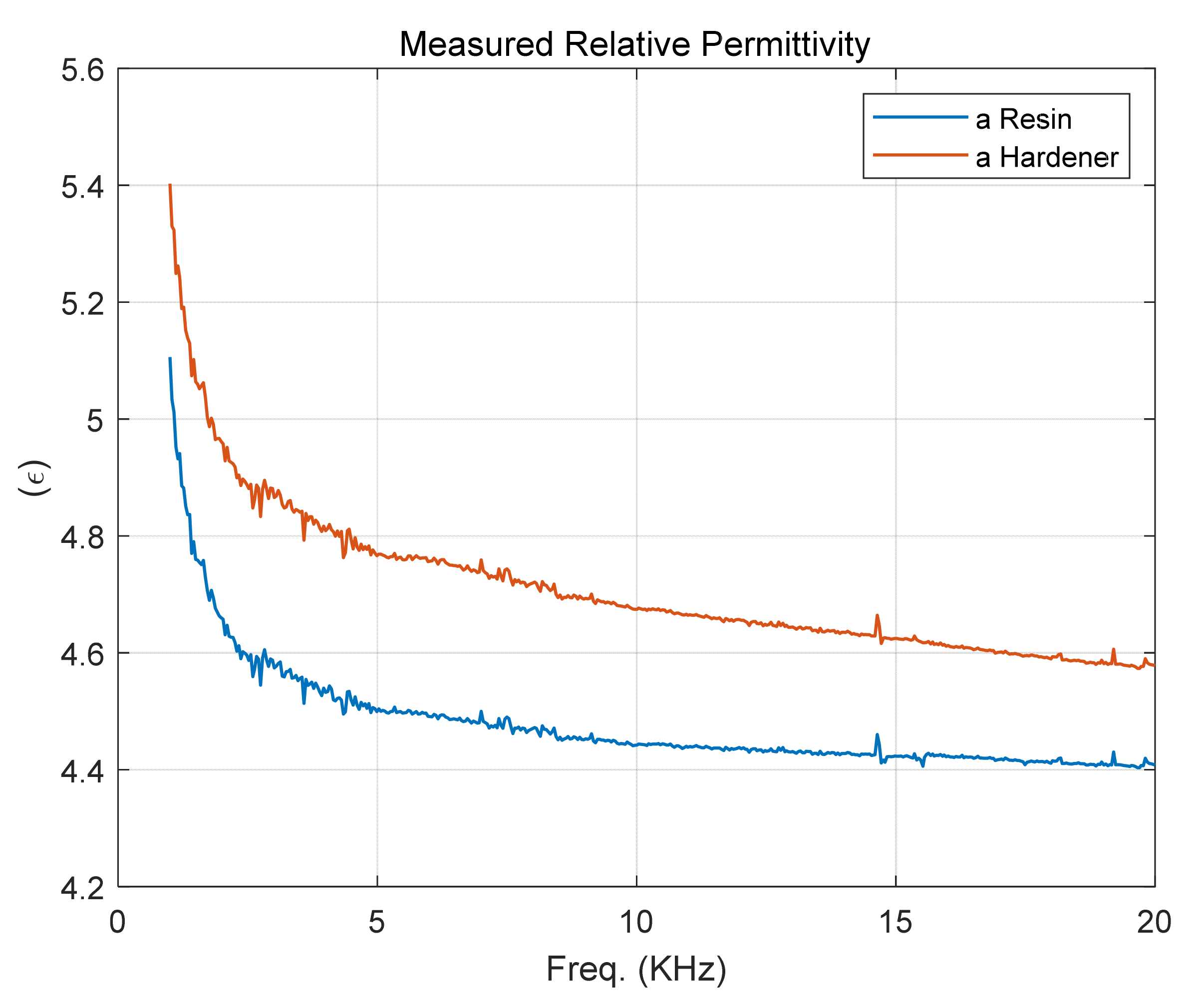
2.1. Characteristics of Solutions and Relative Permittivity
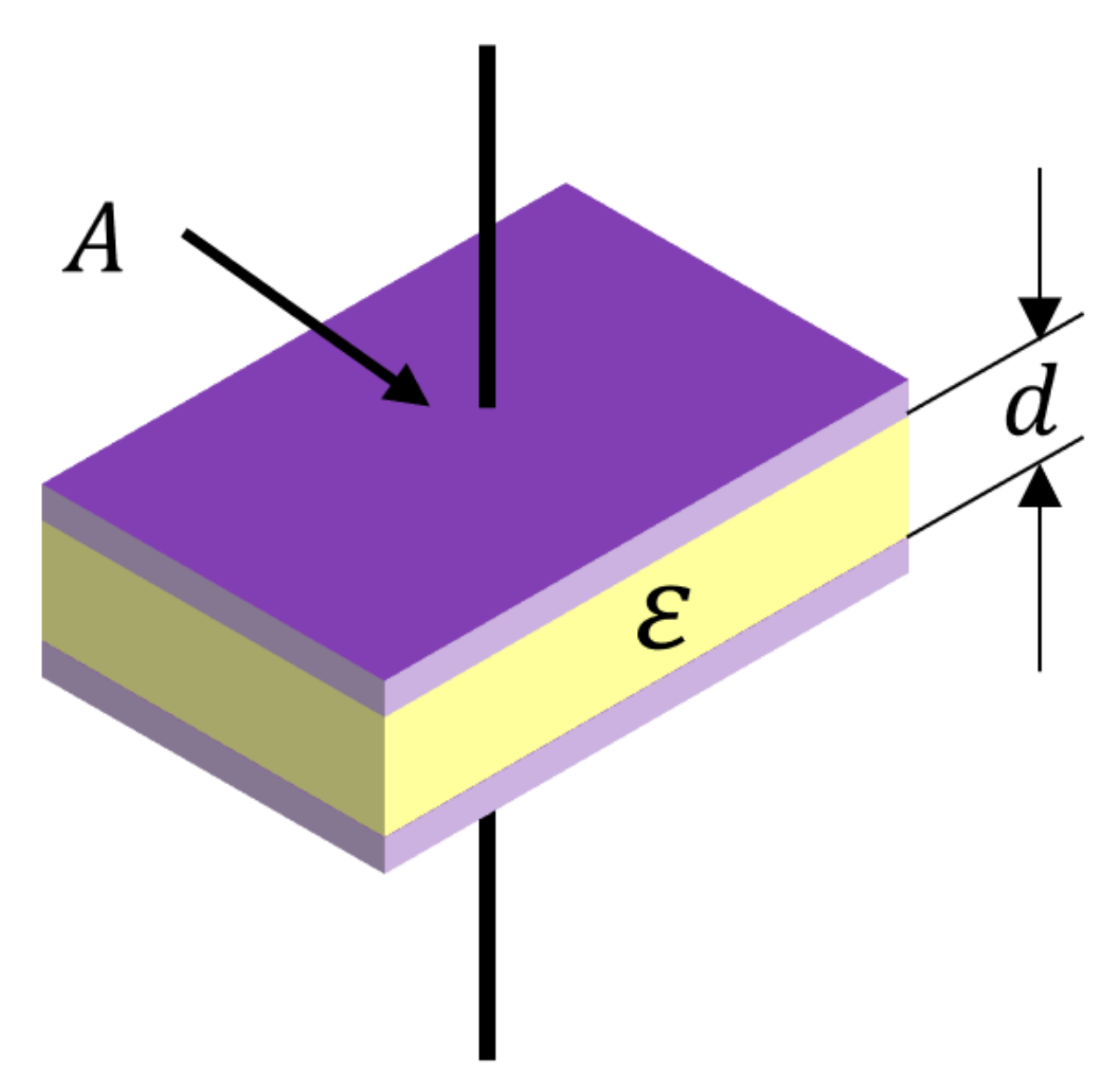
2.2. Relationship between Relative Permittivity and Impedance
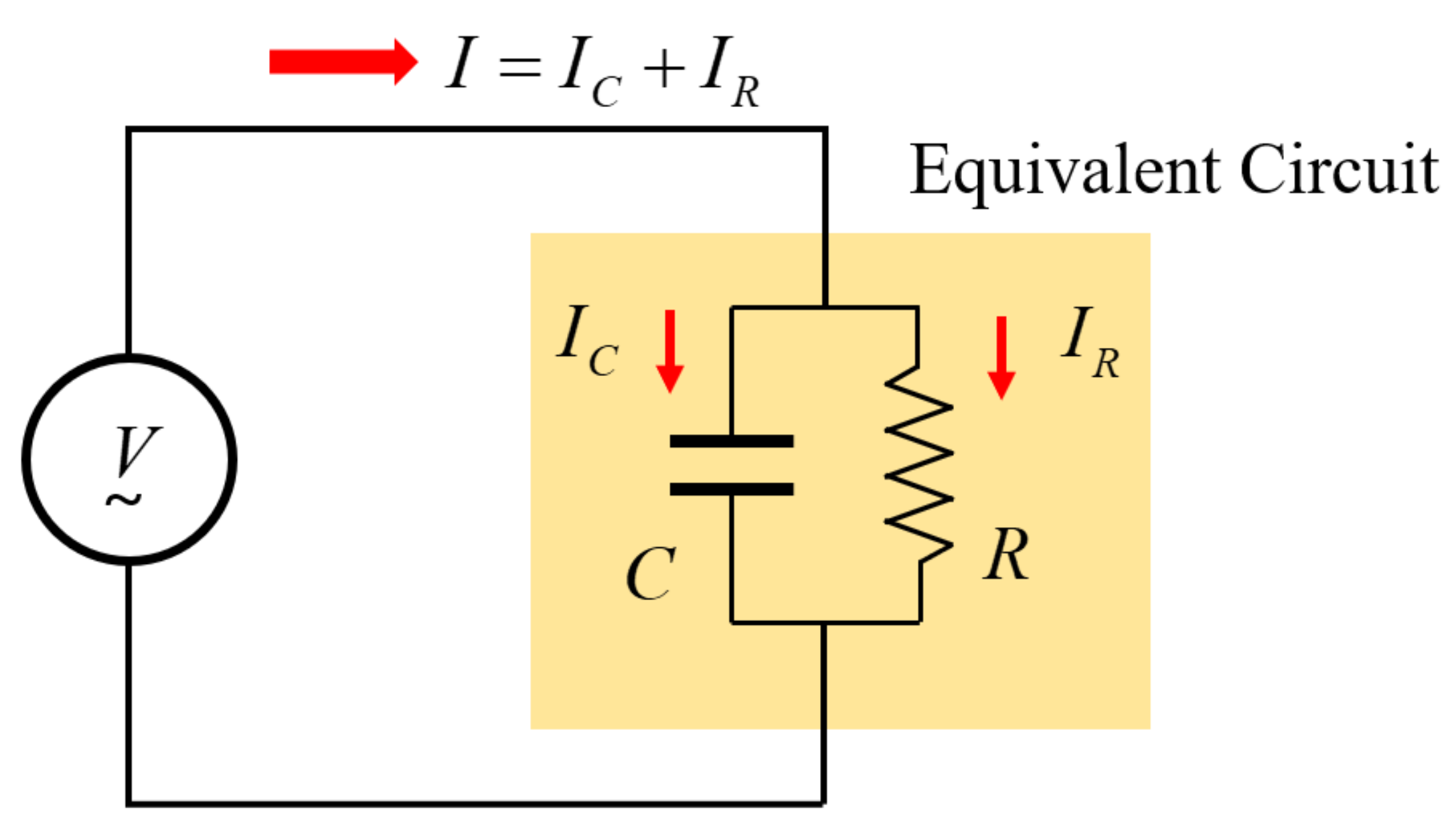
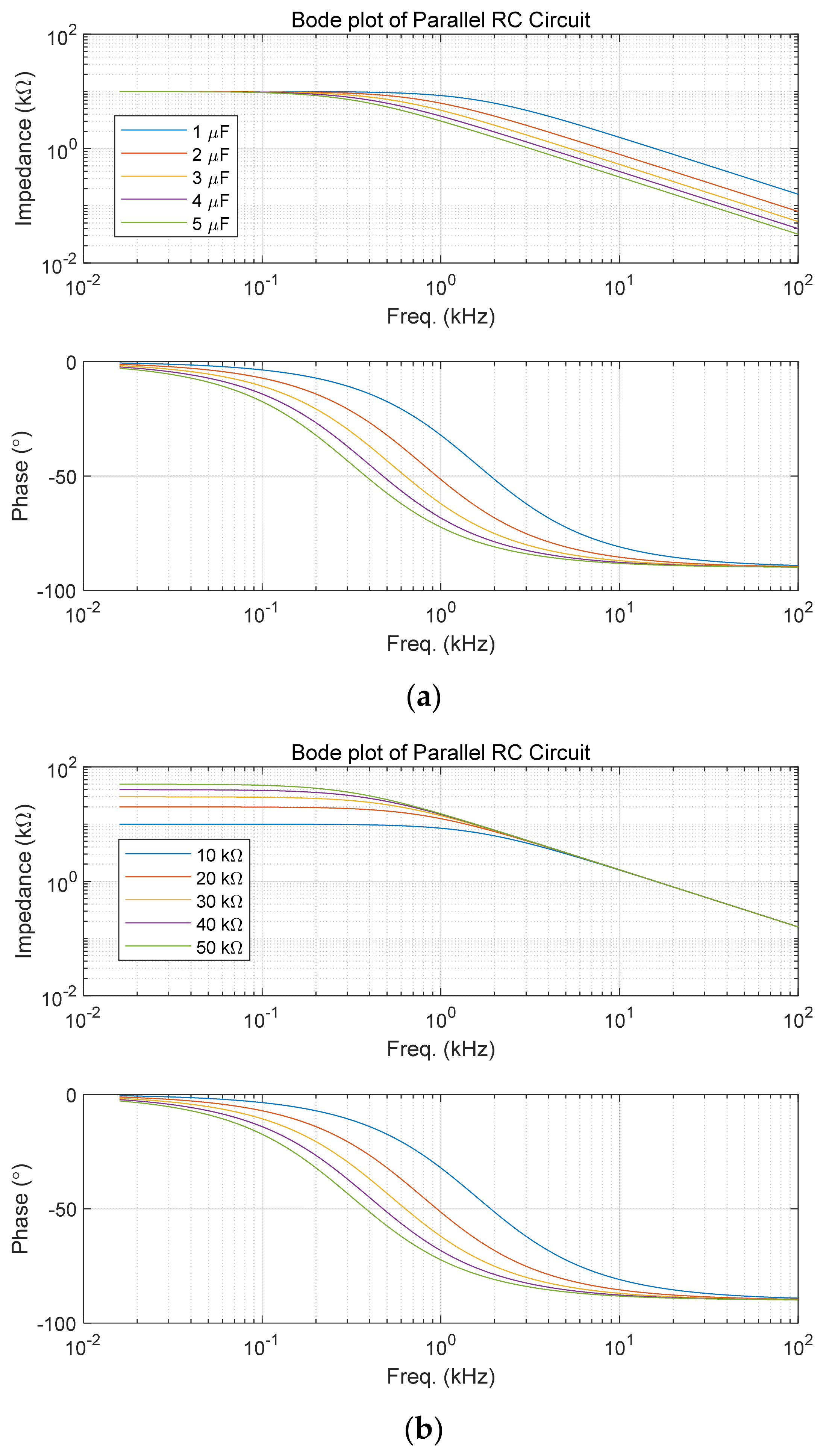
2.3. Impedance Characteristics of the Parallel RC Circuit
2.4. Effects of Parasitic Elements
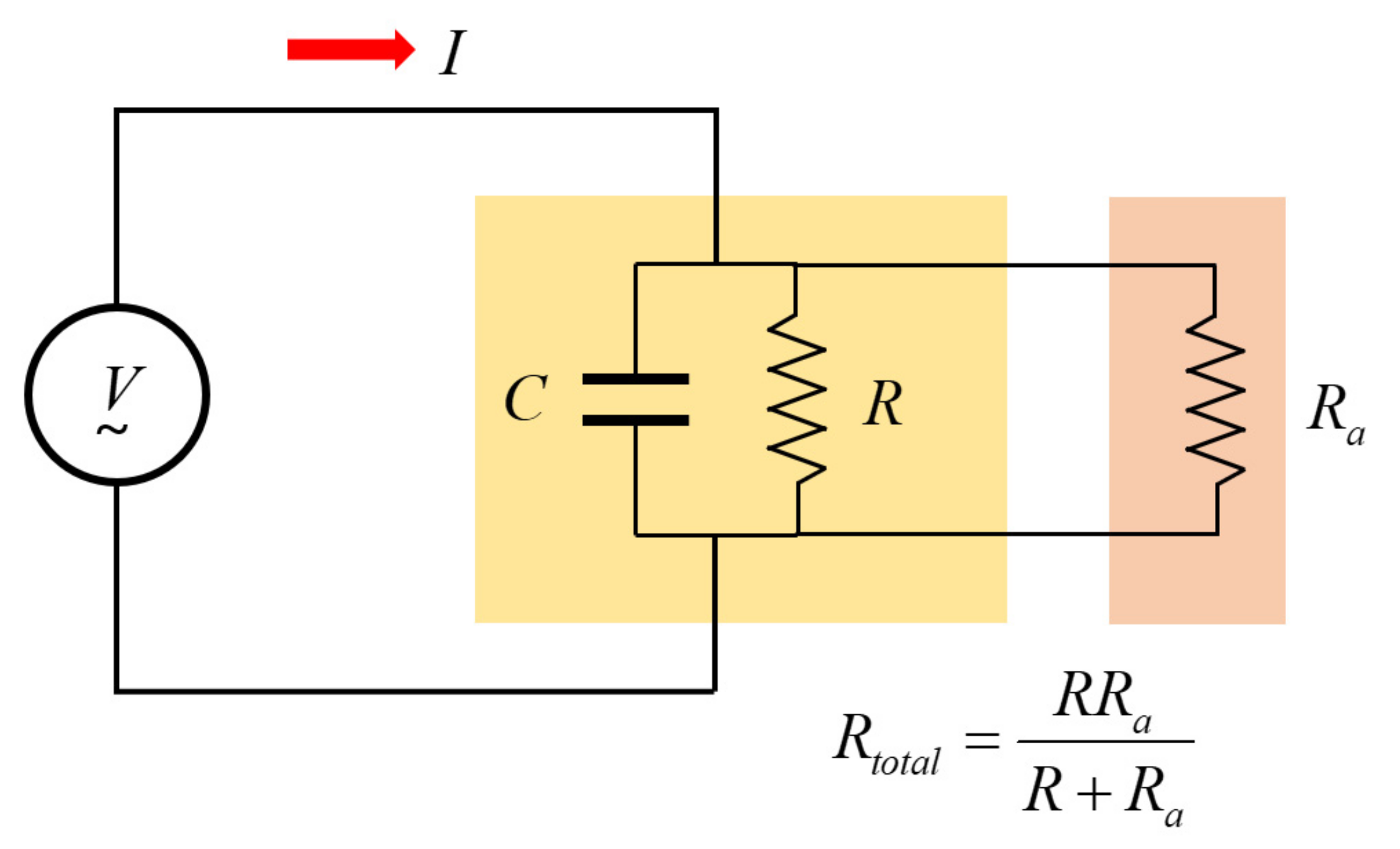
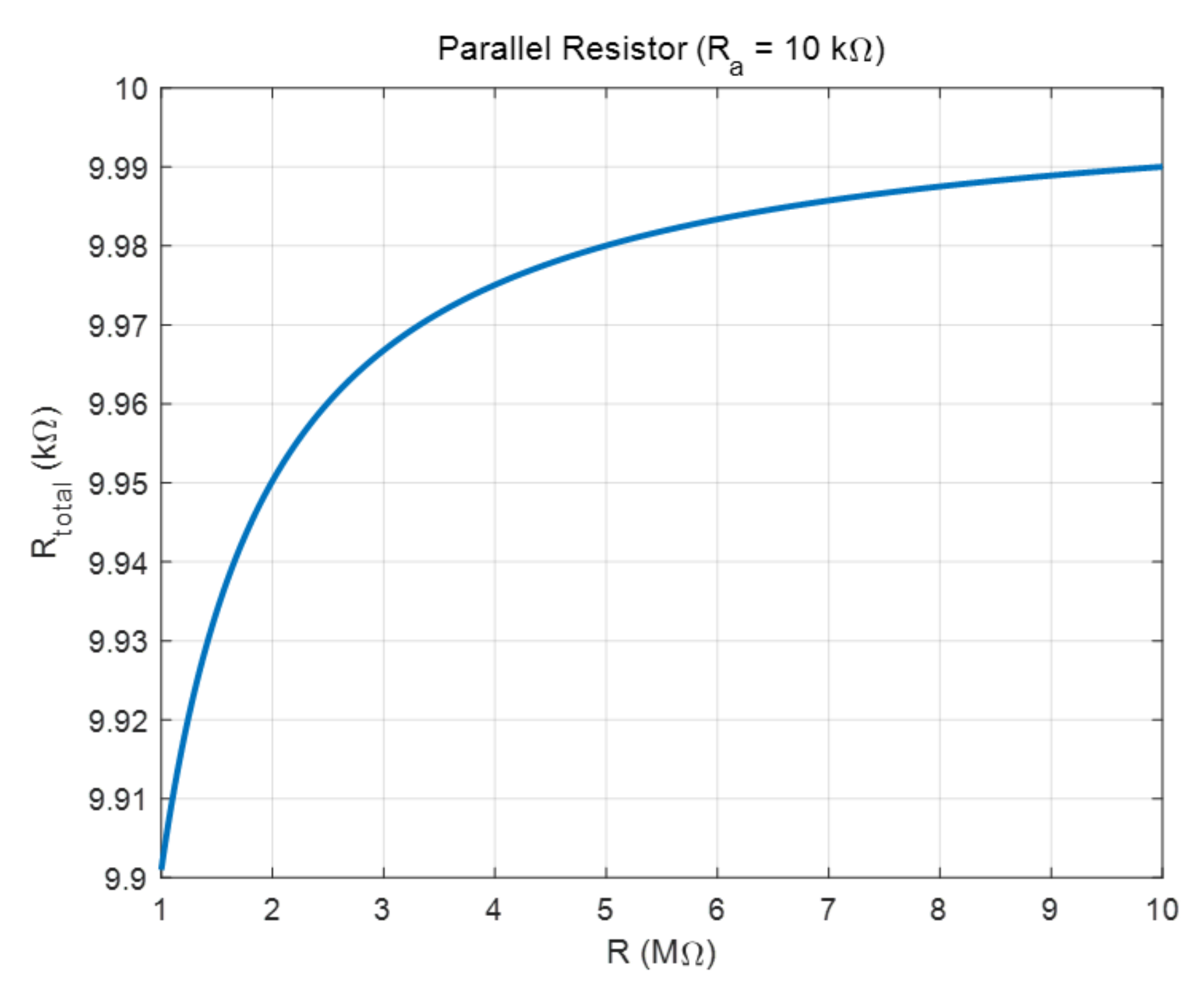
2.5. Connection of Additional Resistor
3. Experimental Device Configuration and Results
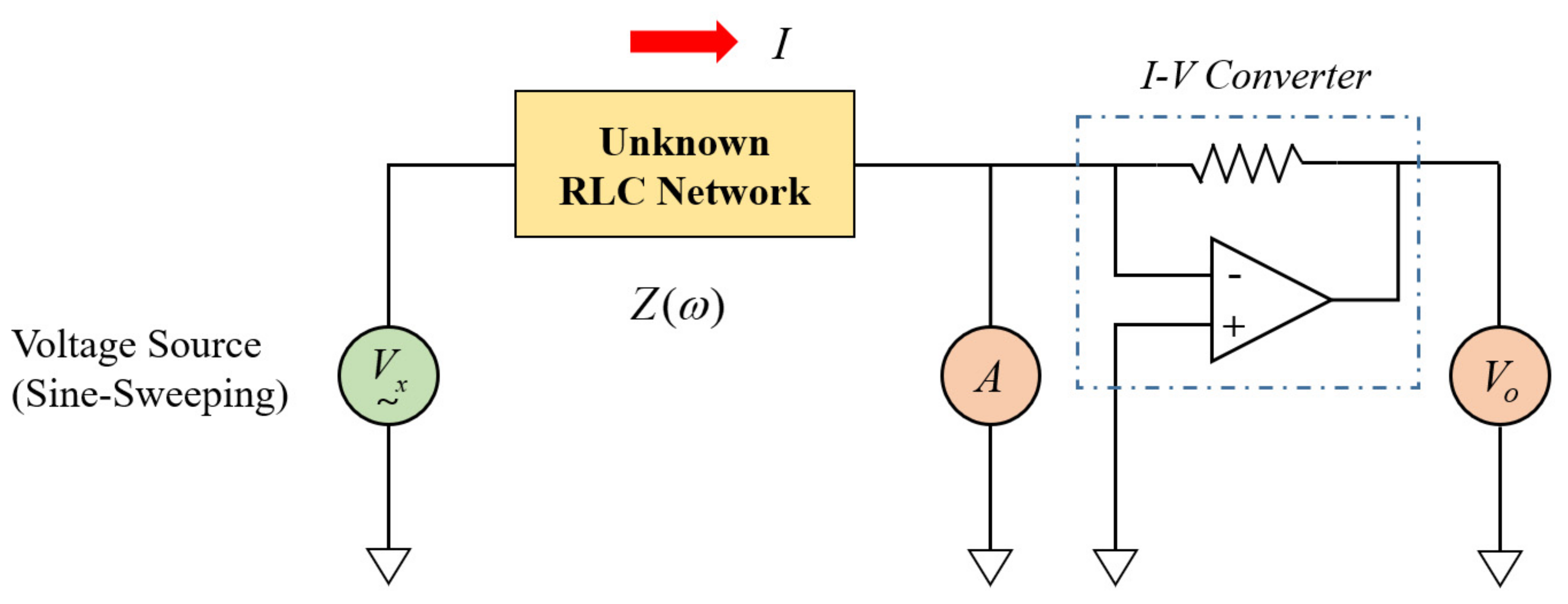
3.1. Configuration of the Impedance Measurement Circuit
3.2. Impedance Change According to Temperature Change
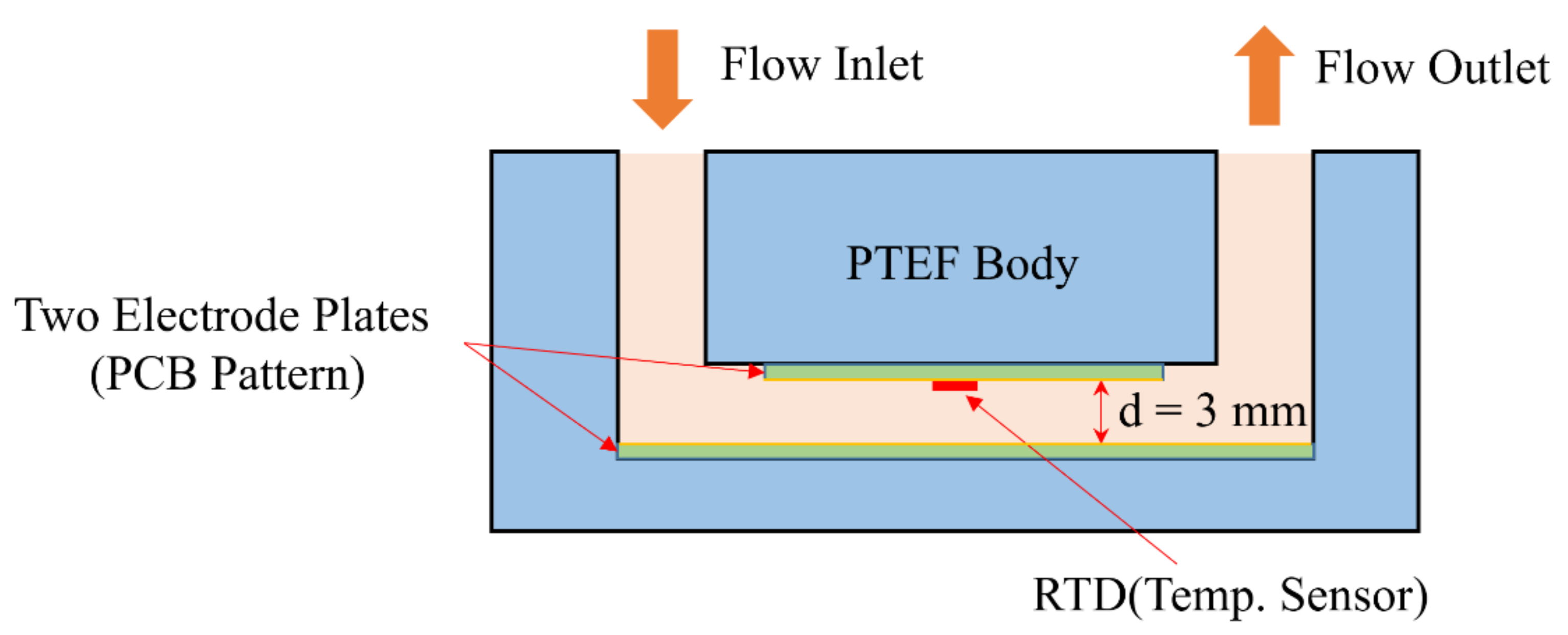
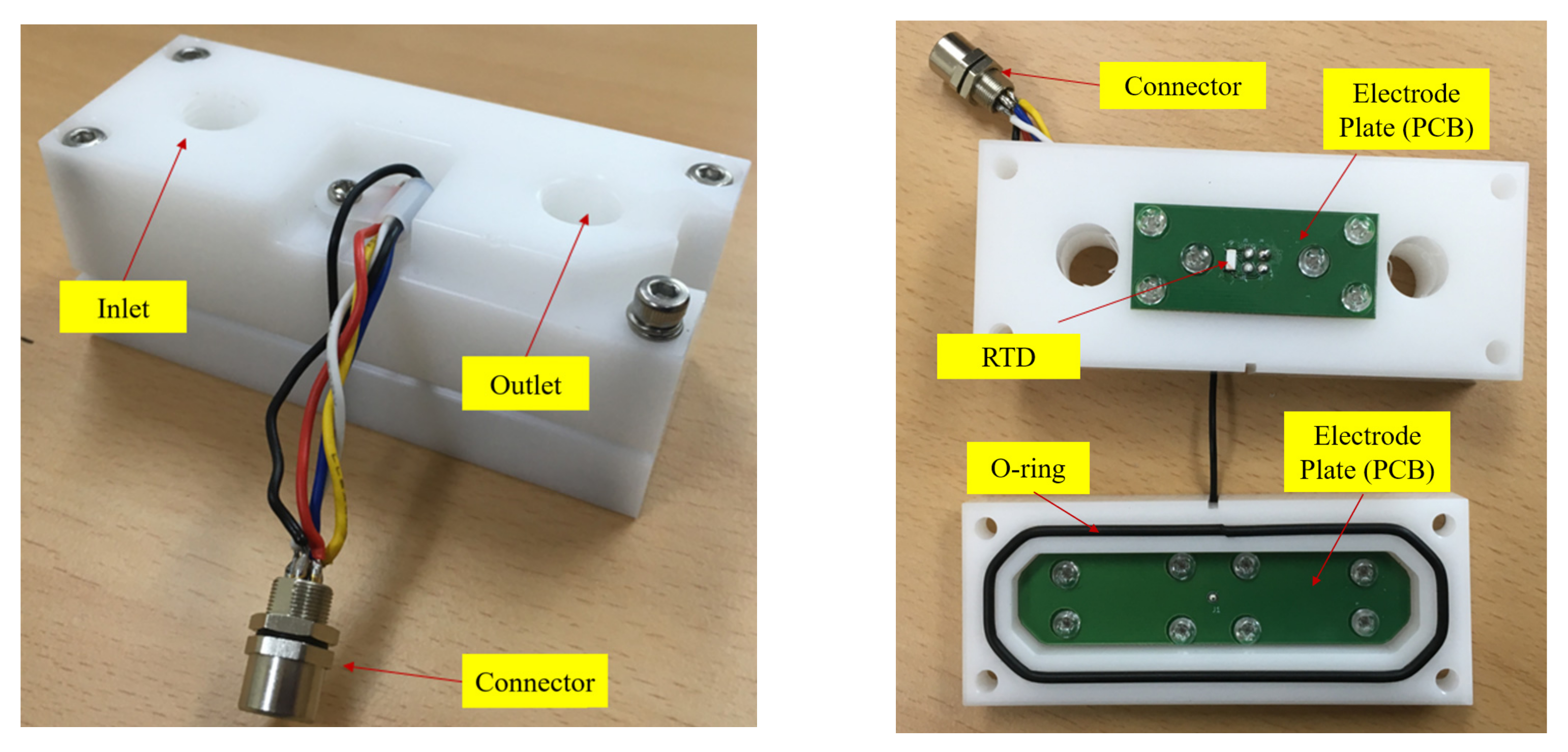
3.3. Design of Sensor Structure for Impedance Measurement
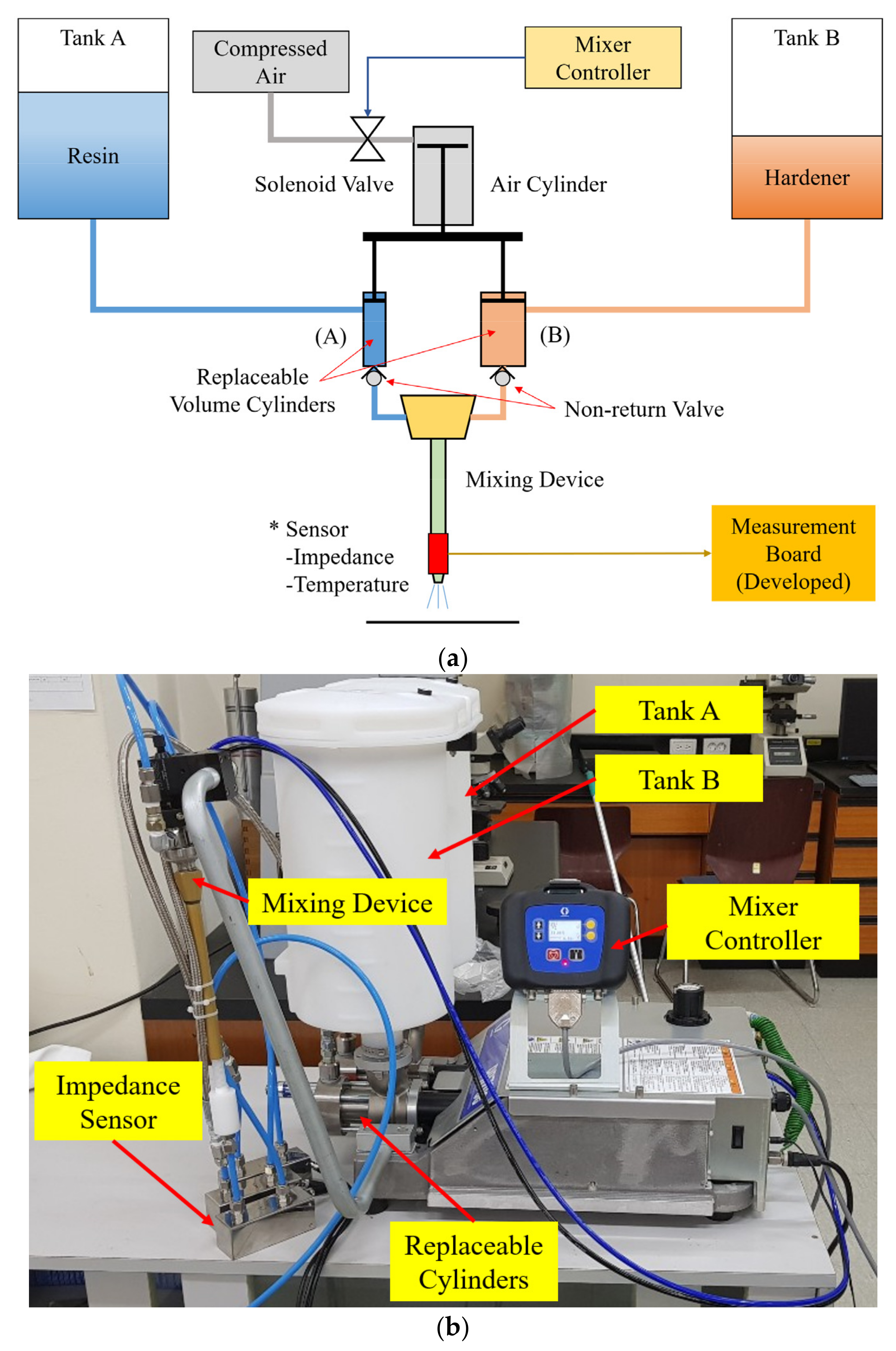
3.4. Composition of Two-Part Epoxy Adhesive Mixing Experiment Equipment
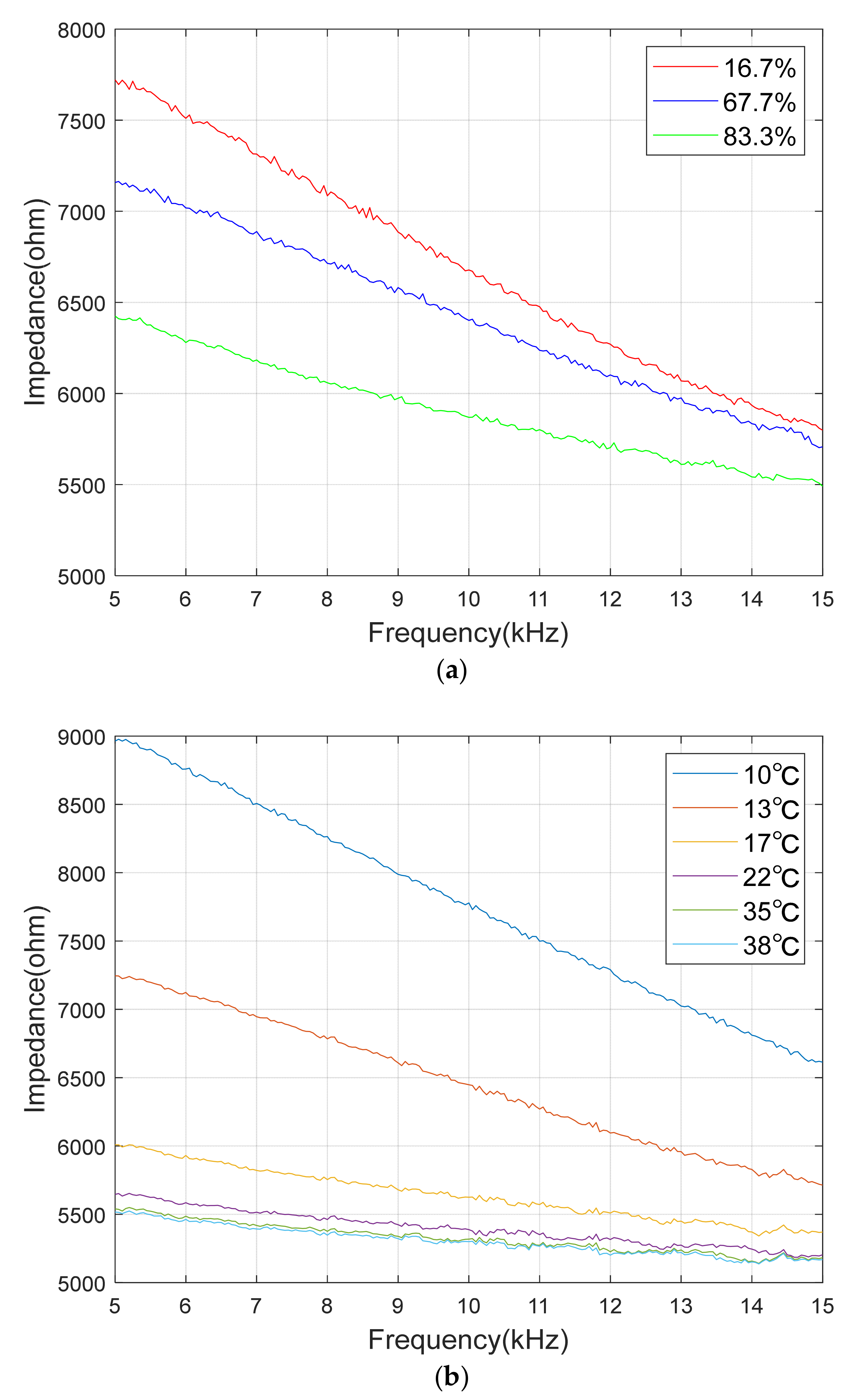
3.5. Experimental Progress and Analysis of Result Data
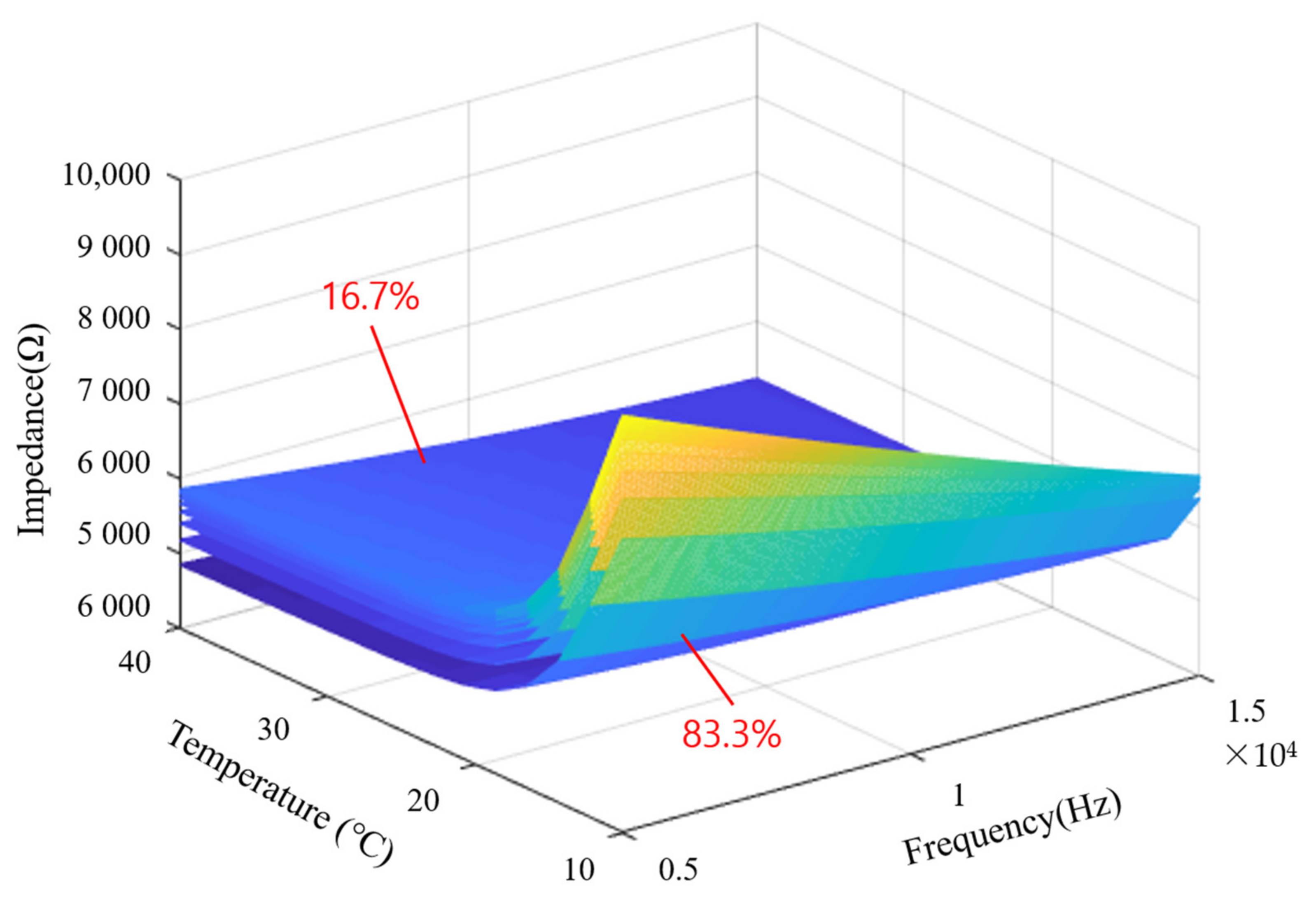
3.6. Impedance Change with Temperature Change
4. Mixing Ratio Estimation Using Machine Learning Algorithm
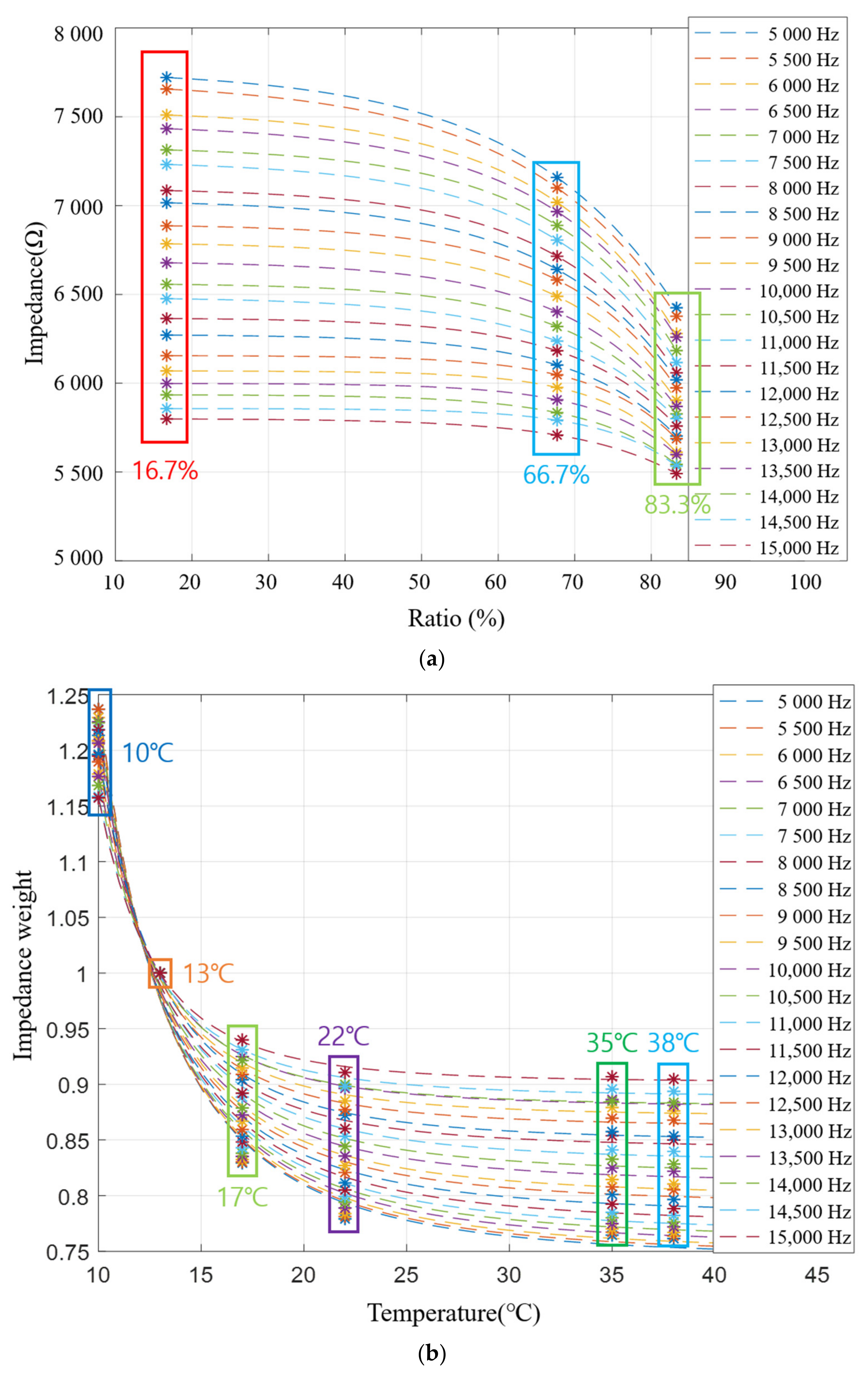
4.1. Data Preprocessing for Machine Learning
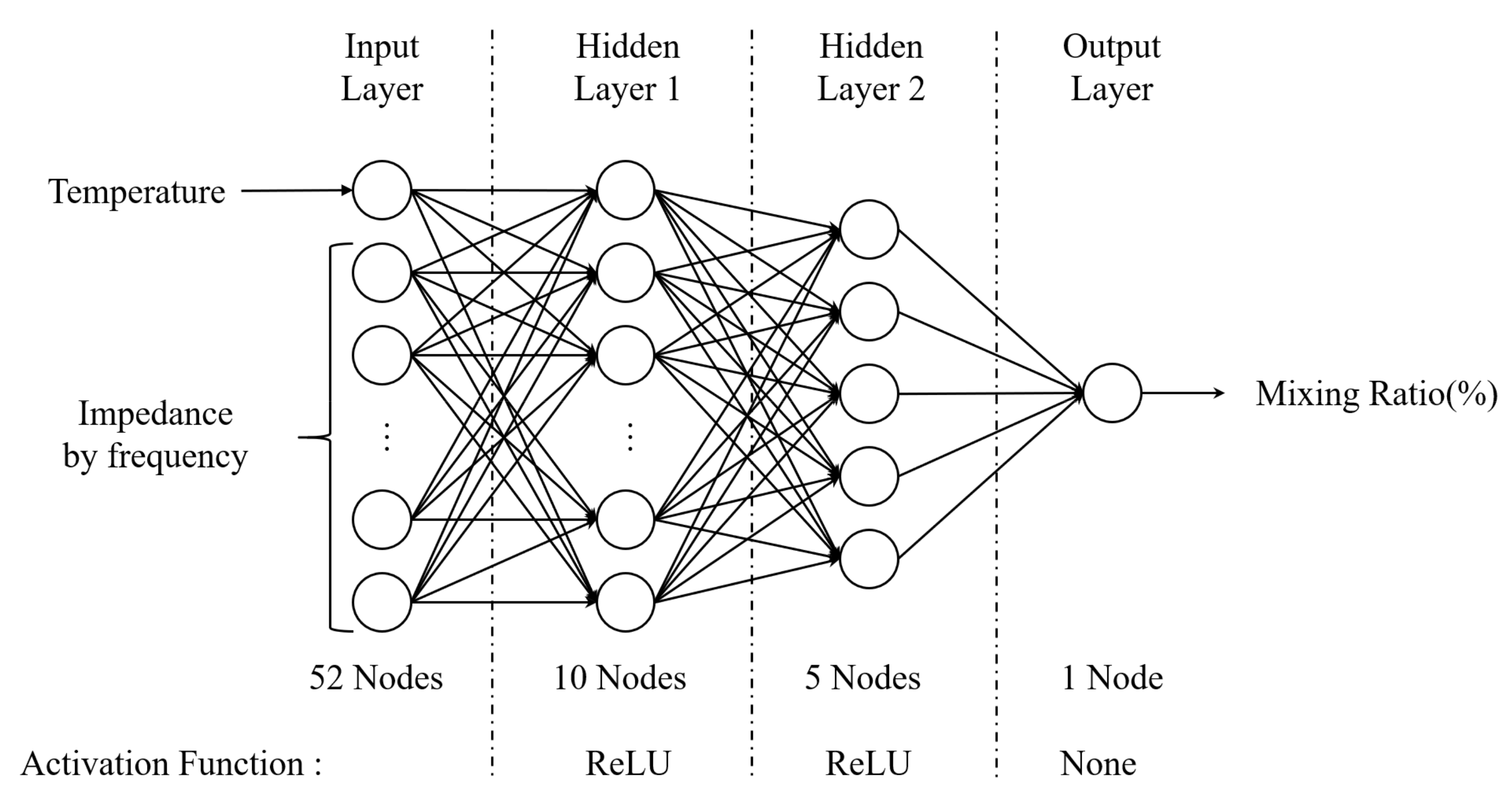
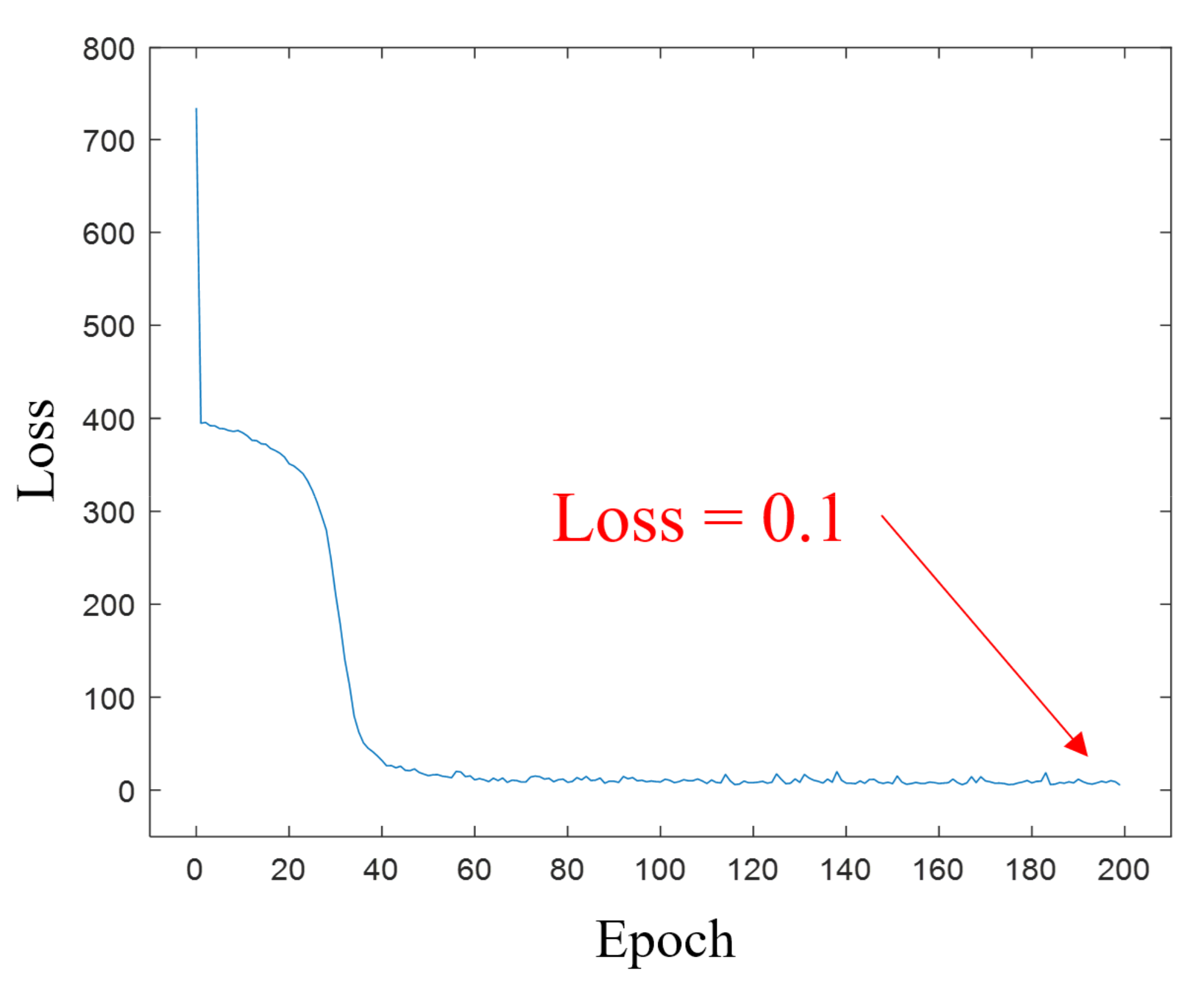
4.2. Training and Evaluation of Machine Learning Models
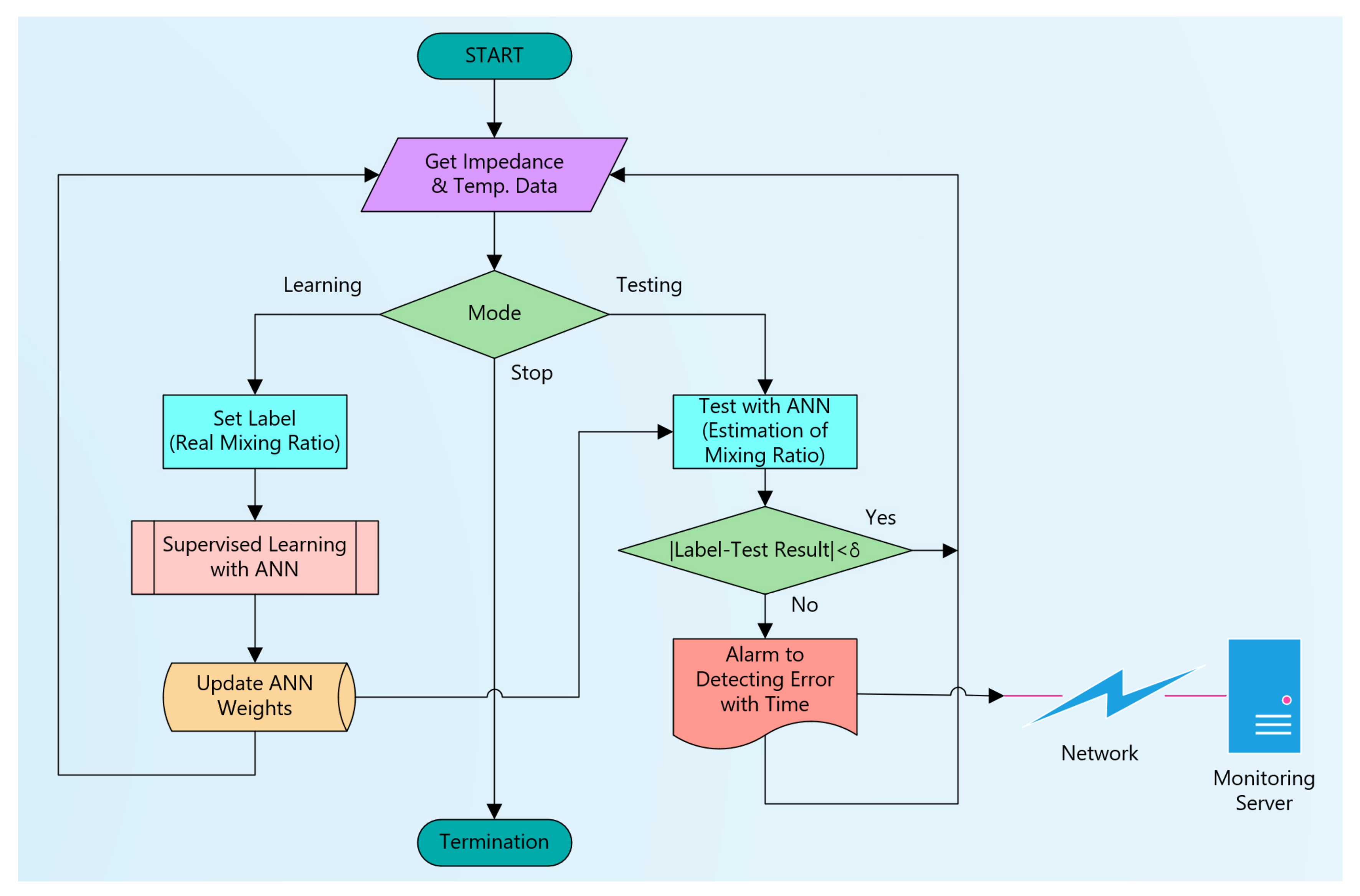
4.3. A Suggestion for Configuring a Remote Online Monitoring System
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Da Silva, L.F.M.; Ochsner, A.; Adams, R.D. Handbook of Adhesion Technology; Springer: Berlin/Heidelberg, Germany, 2011; Volume 1. [Google Scholar]
- Lakshmi, B.; Shivananda, K.N.; Mahendra, K.N. Synthesis, Characterization and Curing Studies of Thermosetting Epoxy Resin with Amines. Bull. Korean Chem. Soc. 2010, 31, 2272–2278. [Google Scholar] [CrossRef] [Green Version]
- Antelo, J.; Akhavan-Safar, A.; Carbas, R.J.C.; Marques, E.A.S.; Goyal, R.; da Silva, L.F.M. Replacing Welding with Adhesive Bonding: An Industrial Case Study. Int. J. Adhes. Adhes. 2022, 113, 103064. [Google Scholar] [CrossRef]
- Akhavan-Safar, A.; Ramezani, F.; Delzendehrooy, F.; Ayatollahi, M.R.; da Silva, L.F.M. A Review on Bi-Adhesive Joints: Benefits and Challenges. Int. J. Adhes. Adhes. 2022, 114, 103098. [Google Scholar] [CrossRef]
- Weißgraeber, P.; Becker, W. Finite Fracture Mechanics Model for Mixed Mode Fracture in Adhesive Joints. Int. J. Solids Struct. 2013, 50, 2383–2394. [Google Scholar] [CrossRef] [Green Version]
- De La Pierre, S.; Scalici, T.; Tatarko, P.; Valenza, A.; Goglio, L.; Paolino, D.S.; Ferraris, M. Torsional Shear Strength and Elastic Properties of Adhesively Bonded Glass-to-Steel Components. Mater. Des. 2020, 192, 108739. [Google Scholar] [CrossRef]
- Liu, Y.; Gu, Z.; Hughes, D.J.; Ye, J.; Hou, X. Understanding Mixed Mode Ratio of Adhesively Bonded Joints Using Genetic Programming (GP). Compos. Struct. 2021, 258, 113389. [Google Scholar] [CrossRef]
- Katnam, K.B.; Stevenson, J.P.J.; Stanley, W.F.; Buggy, M.; Young, T.M. Tensile Strength of Two-Part Epoxy Paste Adhesives: Influence of Mixing Technique and Micro-Void Formation. Int. J. Adhes. Adhes. 2011, 31, 666–673. [Google Scholar] [CrossRef]
- Young, R.J.; Lovell, P.A. Introduction to Polymers, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Chang, B.-Y.; Park, S.-M. Electrochemical Impedance Spectroscopy. Annu. Rev. Anal. Chem. 2010, 3, 207–229. [Google Scholar] [CrossRef]
- Choi, W.; Shin, H.-C.; Kim, J.M.; Choi, J.-Y.; Yoon, W.-S. Modeling and Applications of Electrochemical Impedance Spectroscopy (EIS) for Lithium-Ion Batteries. J. Electrochem. Sci. Technol. 2020, 11, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Mandalunis, S.; Sorichetti, P.A.; Romano, S.D. Relative Permittivity of Bioethanol, Gasoline and Blends as a Function of Temperature and Composition. Fuel 2021, 293, 120419. [Google Scholar] [CrossRef]
- Husairi, F.S.; Rouhi, J.; Eswar, K.A.; Ooi, C.H.R.; Rusop, M.; Abdullah, S. Ethanol Solution Sensor Based on ZnO/PSi Nanostructures Synthesized by Catalytic Immersion Method at Different Molar Ratio Concentrations: An Electrochemical Impedance Analysis. Sens. Actuators A Phys. 2015, 236, 11–18. [Google Scholar] [CrossRef]
- Lima, L.F.; Vieira, A.L.; Mukai, H.; Andrade, C.M.G.; Fernandes, P.R.G. Electric Impedance of Aqueous KCl and NaCl Solutions: Salt Concentration Dependence on Components of the Equivalent Electric Circuit. J. Mol. Liq. 2017, 241, 530–539. [Google Scholar] [CrossRef]
- Ghasemi, S.; Darestani, M.T.; Abdollahi, Z.; Hawkett, B.S.; Gomes, V.G. Electrical Impedance Spectroscopy for Determining Critical Micelle Concentration of Ionic Emulsifiers. Colloids Surf. A Physicochem. Eng. Asp. 2014, 441, 195–203. [Google Scholar] [CrossRef]
- Calvo, P.C.; Campo, O.; Guerra, C.; Castaño, S.; Fonthal, F. Design of Using Chamber System Based on Electrical Impedance Spectroscopy (EIS) to Measure Epithelial Tissue. Sens. Bio-Sens. Res. 2020, 29, 100357. [Google Scholar] [CrossRef]
- Sarró, E.; Lecina, M.; Fontova, A.; Solà, C.; Gòdia, F.; Cairó, J.J.; Bragós, R. Electrical Impedance Spectroscopy Measurements Using a Four-Electrode Configuration Improve on-Line Monitoring of Cell Concentration in Adherent Animal Cell Cultures. Biosens. Bioelectron. 2012, 31, 257–263. [Google Scholar] [CrossRef]
- Tura, A.; Sbrignadello, S.; Barison, S.; Conti, S.; Pacini, G. Impedance Spectroscopy of Solutions at Physiological Glucose Concentrations. Biophys. Chem. 2007, 129, 235–241. [Google Scholar] [CrossRef] [Green Version]
- Grossi, M.; Lanzoni, M.; Pompei, A.; Lazzarini, R.; Matteuzzi, D.; Riccò, B. Detection of Microbial Concentration in Ice-Cream Using the Impedance Technique. Biosens. Bioelectron. 2008, 23, 1616–1623. [Google Scholar] [CrossRef]
- Encinas-Sánchez, V.; de Miguel, M.T.; Lasanta, M.I.; García-Martín, G.; Pérez, F.J. Electrochemical Impedance Spectroscopy (EIS): An Efficient Technique for Monitoring Corrosion Processes in Molten Salt Environments in CSP Applications. Sol. Energy Mater. Sol. Cells 2019, 191, 157–163. [Google Scholar] [CrossRef]
- Kuipers, M.; Schröer, P.; Nemeth, T.; Zappen, H.; Blömeke, A.; Sauer, D.U. An Algorithm for an Online Electrochemical Impedance Spectroscopy and Battery Parameter Estimation: Development, Verification and Validation. J. Energy Storage 2020, 30, 101517. [Google Scholar] [CrossRef]
- Kim, J.; Krüger, L.; Kowal, J. On-Line State-of-Health Estimation of Lithium-Ion Battery Cells Using Frequency Excitation. J. Energy Storage 2020, 32, 101841. [Google Scholar] [CrossRef]
- Zhou, X.; Huang, J. Impedance-Based Diagnosis of Lithium Ion Batteries: Identification of Physical Parameters Using Multi-Output Relevance Vector Regression. J. Energy Storage 2020, 31, 101629. [Google Scholar] [CrossRef]
- Tran, M.L.; Fu, C.-C.; Wu, M.-H.; Juang, R.-S. Experimental Verification on Real-Time Fouling Analysis in Crossflow UF of Protein Solutions by Electrical Impedance Spectroscopy. J. Taiwan Inst. Chem. Eng. 2022, 133, 104197. [Google Scholar] [CrossRef]
- Shu, X.; Shen, S.; Shen, J.; Zhang, Y.; Li, G.; Chen, Z.; Liu, Y. State of Health Prediction of Lithium-Ion Batteries Based on Machine Learning: Advances and Perspectives. iScience 2021, 24, 103265. [Google Scholar] [CrossRef] [PubMed]
- Drozdov, A.D.; deClaville Christiansen, J. Modeling Dielectric Permittivity of Polymer Composites at Microwave Frequencies. Mater. Res. Bull. 2020, 126, 110818. [Google Scholar] [CrossRef]
- Akbaş, H.Z.; Durmuş, H.; Ahmetlï, G. Dielectric properties of cured epoxy with teta. Ozean J. Appl. Sci. 2009, 2, 443–449. [Google Scholar]
- Pan, M.; Zhang, C.; Liu, B.; Mu, J. Dielectric and Thermal Properties of Epoxy Resin Nanocomposites Containing Polyhedral Oligomeric Silsesquioxane. JMSR 2012, 2, 153. [Google Scholar] [CrossRef] [Green Version]
- Hussain, W.A.; Hussein, A.A.; Khalaf, J.M.; Al-Mowali, A.H.; Sultan, A.A. Dielectric Properties and a.c. Conductivity of Epoxy/Alumina Silicate NGK Composites. ACES 2015, 5, 282–289. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Chen, G. Effect of Nanofillers on the Dielectric Properties of Epoxy Nanocomposites. Adv. Mater. Res. 2012, 1, 93–107. [Google Scholar] [CrossRef]
- Mujahid, M.; Srivastava, D.S.; Avasthi, D.K. Dielectric Constant and Loss Factor Measurement of Polycarbonate, Makrofol KG Using Swift Heavy Ion O5+. Radiat. Phys. Chem. 2011, 80, 582–586. [Google Scholar] [CrossRef]
- Iban, M.C.; Şentürk, E. Machine Learning Regression Models for Prediction of Multiple Ionospheric Parameters. Adv. Space Res. 2022, 69, 1319–1334. [Google Scholar] [CrossRef]
- Narayanan, S.S.S.; Thangavel, S. Machine Learning-Based Model Development for Battery State of Charge-Open Circuit Voltage Relationship using Regression Techniques. J. Energy Storage 2022, 49, 104098. [Google Scholar] [CrossRef]
- Zhu, S.; Sun, X.; Gao, X.; Wang, J.; Zhao, N.; Sha, J. Equivalent Circuit Model Recognition of Electrochemical Impedance Spectroscopy via Machine Learning. J. Electroanal. Chem. 2019, 855, 113627. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Ciucci, F. The Gaussian Process Distribution of Relaxation Times: A Machine Learning Tool for the Analysis and Prediction of Electrochemical Impedance Spectroscopy Data. Electrochim. Acta 2020, 331, 135316. [Google Scholar] [CrossRef]
- Shohan, S.; Harm, J.; Hasan, M.; Starly, B.; Shirwaiker, R. Non-Destructive Quality Monitoring of 3D Printed Tissue Scaffolds via Dielectric Impedance Spectroscopy and Supervised Machine Learning. Procedia Manuf. 2021, 53, 636–643. [Google Scholar] [CrossRef]
- Bongiorno, V.; Gibbon, S.; Michailidou, E.; Curioni, M. Exploring the Use of Machine Learning for Interpreting Electrochemical Impedance Spectroscopy Data: Evaluation of the Training Dataset Size. Corros. Sci. 2022, 198, 110119. [Google Scholar] [CrossRef]
- Chen, L.; Kim, C.; Batra, R.; Lightstone, J.P.; Wu, C.; Li, Z.; Deshmukh, A.A.; Wang, Y.; Tran, H.D.; Vashishta, P.; et al. Frequency-Dependent Dielectric Constant Prediction of Polymers Using Machine Learning. npj Comput. Mater. 2020, 6, 61. [Google Scholar] [CrossRef]
- Jang, D.; Kil, T.; Yoon, H.N.; Seo, J.; Khalid, H.R. Artificial Neural Network Approach for Predicting Tunneling-Induced and Frequency-Dependent Electrical Impedances of Conductive Polymeric Composites. Mater. Lett. 2021, 302, 130420. [Google Scholar] [CrossRef]
- A Guide to Measurement Technology and Techniques, 4th ed.; Agilent Technologies: Santa Clara, CA, USA, 2013.
- Zafar, M.; Aggarwal, A.; Rene, E.R.; Barbusiński, K.; Mahanty, B.; Behera, S.K. Data-Driven Machine Learning Intelligent Tools for Predicting Chromium Removal in an Adsorption System. Processes 2022, 10, 447. [Google Scholar] [CrossRef]
- Reis, M.S.; Gins, G. Industrial Process Monitoring in the BigData/Industry 4.0 Era: From Detection, to Diagnosis, to Prognosis. Processes 2017, 5, 35. [Google Scholar] [CrossRef] [Green Version]
- Kuo, Y.-W.; Wen, W.-L.; Hu, X.-F.; Shen, Y.-T.; Mia, S.-Y. A LoRa-Based Multisensor IoT Platform for Agriculture Monitoring and Submersible Pump Control in a Water Bamboo Field. Processes 2021, 9, 813. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Test Data | Predicted Ratio (%) | Error (%) | |
|---|---|---|---|---|
| Temperature (°C) | Ratio (%) | |||
| 1 | 25.23 | 71.47 | 71.58 | −0.11 |
| 2 | 25.23 | 36.78 | 37.13 | −0.35 |
| 3 | 38.88 | 40.87 | 41.03 | −0.16 |
| 4 | 38.88 | 39.84 | 39.55 | 0.29 |
| 5 | 19.03 | 72.09 | 72.81 | −0.72 |
| 6 | 19.03 | 53.15 | 53.09 | 0.06 |
| 7 | 35.39 | 37.62 | 37.71 | −0.09 |
| 8 | 35.39 | 29.07 | 28.33 | 0.74 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, J.H.; An, C.H. Development of an Online Monitoring Device for the Mixing Ratio of Two-Part Epoxy Adhesives Using an Electrical Impedance Spectroscopy Technique and Machine Learning. Processes 2022, 10, 951. https://doi.org/10.3390/pr10050951
Choi JH, An CH. Development of an Online Monitoring Device for the Mixing Ratio of Two-Part Epoxy Adhesives Using an Electrical Impedance Spectroscopy Technique and Machine Learning. Processes. 2022; 10(5):951. https://doi.org/10.3390/pr10050951
Chicago/Turabian StyleChoi, Jeong Hee, and Chae Hun An. 2022. "Development of an Online Monitoring Device for the Mixing Ratio of Two-Part Epoxy Adhesives Using an Electrical Impedance Spectroscopy Technique and Machine Learning" Processes 10, no. 5: 951. https://doi.org/10.3390/pr10050951