Comparative Evaluation of Physical and Structural Properties of Water Retted and Non-retted Flax Fibers


Abstract
:1. Introduction
2. Experimental Section
2.1. Flax Straw
2.2. Non-retted Flax Fiber
2.3. Water Retting of Flax Straw

2.4. Measurement of Impurity

2.5. Scanning Electron Microscope (SEM) Analysis of Fiber Structure
2.6. Weighted Average Length of Fiber


2.7. Linear Density (Thinness)

2.8. Tenacity and Elongation
3. Results and Discussion
3.1. Impurities

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibers | Impurity (%) | SD |
|---|---|---|
| Non retted | 38 | 0.05 |
| Retted (long) | 0.3 | 0.01 |
| Retted (short) | 16.5 | 0.03 |
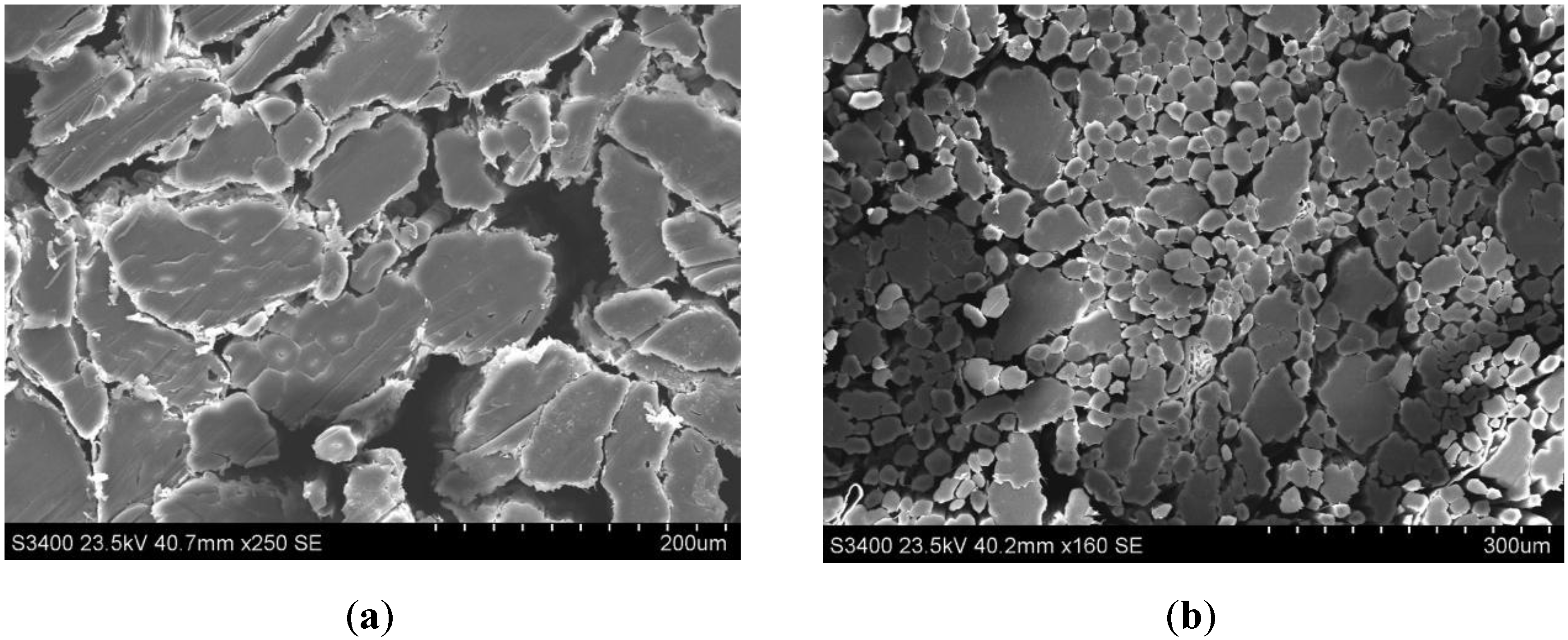
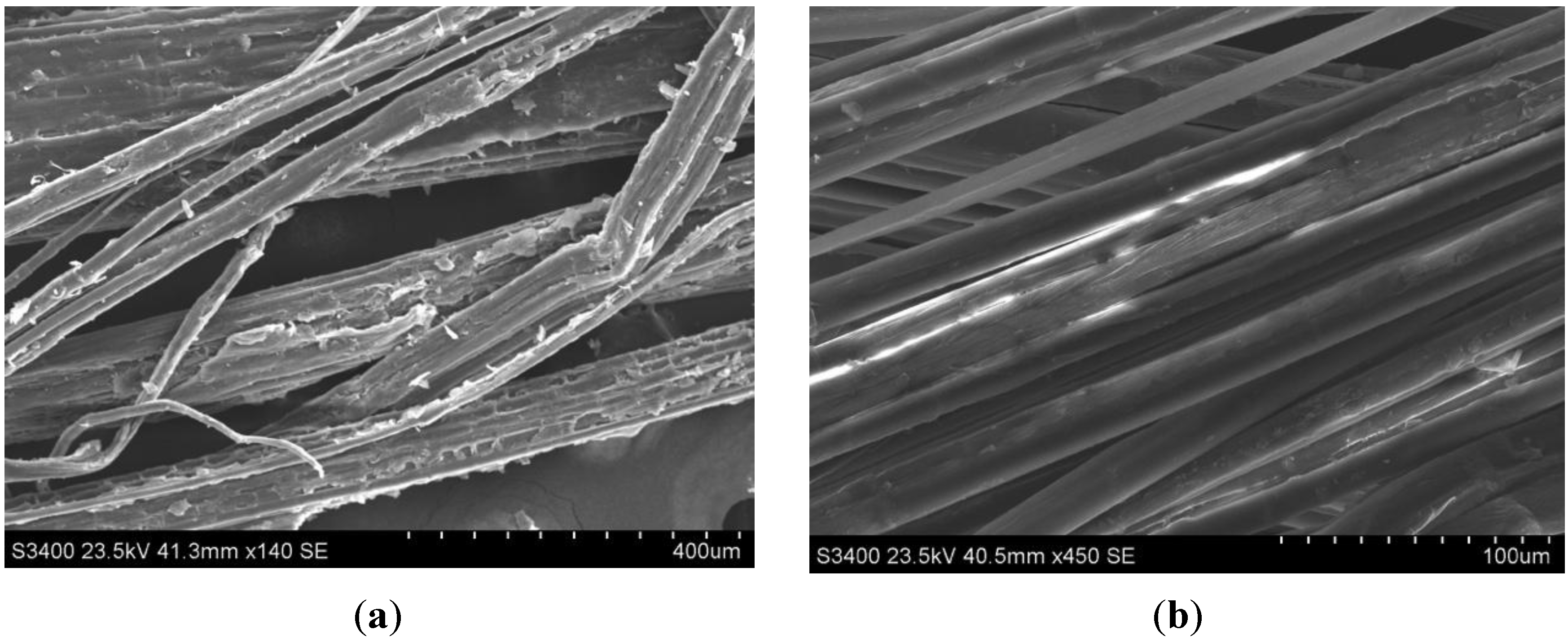
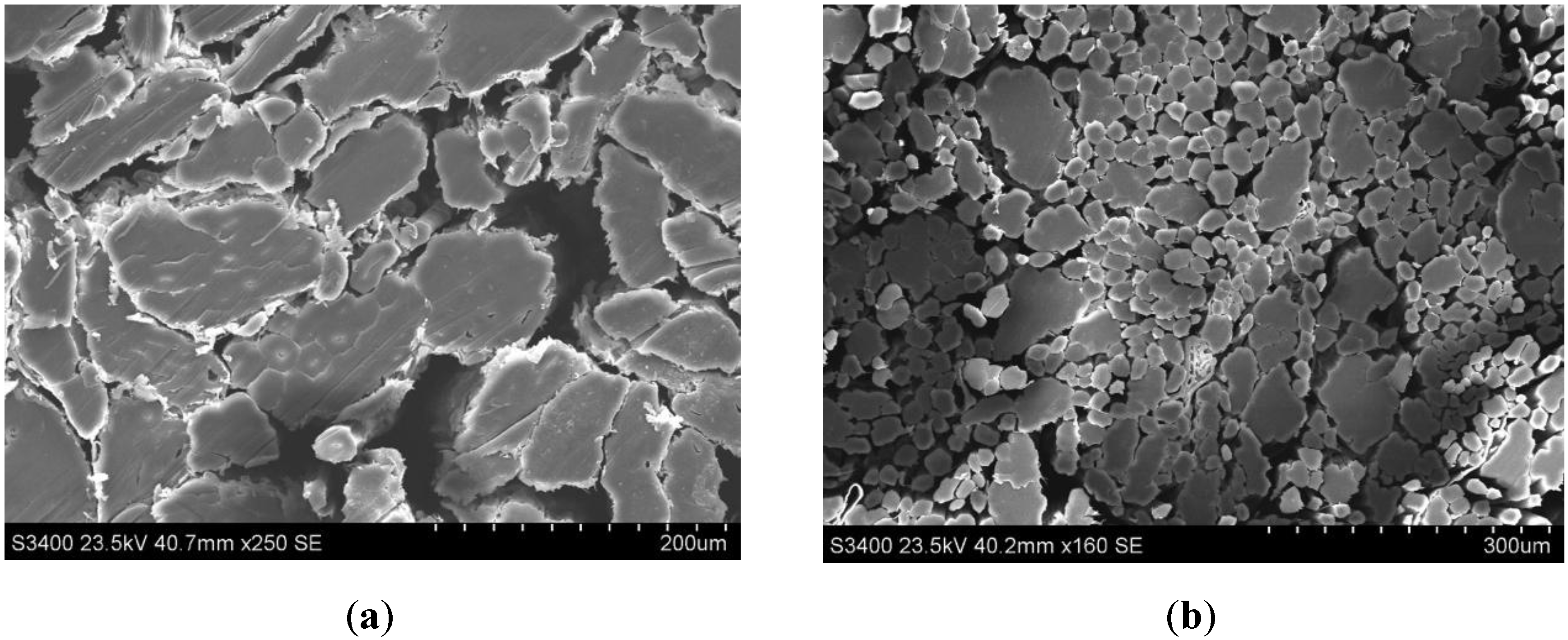
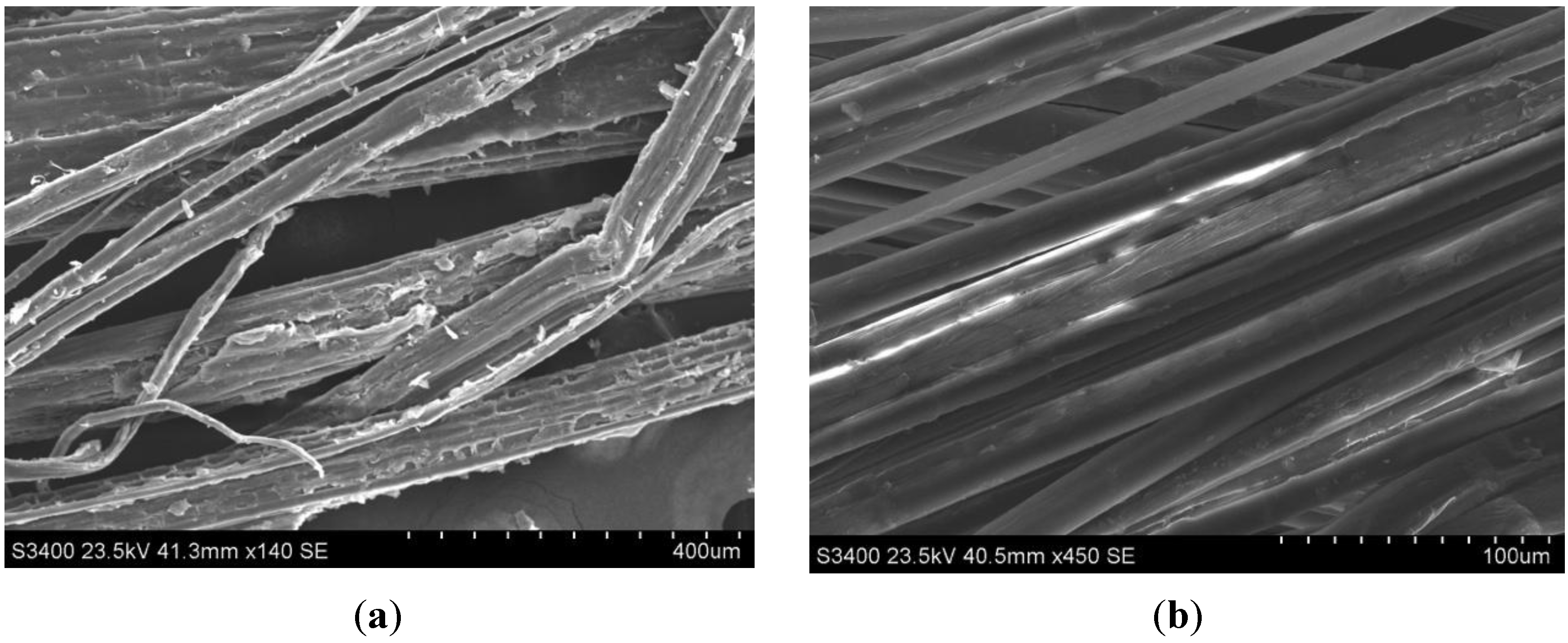
3.2. SEM Analysis
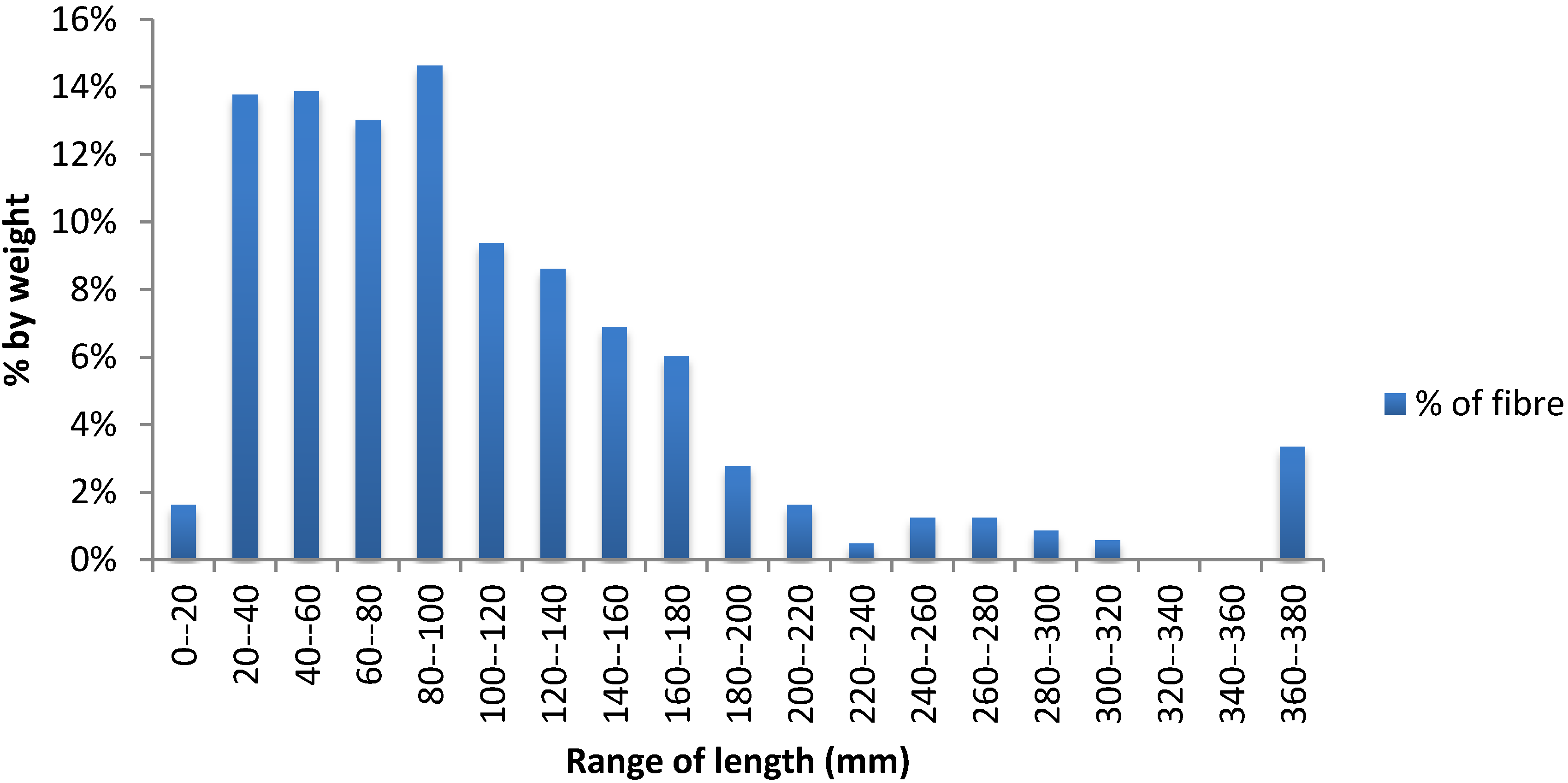
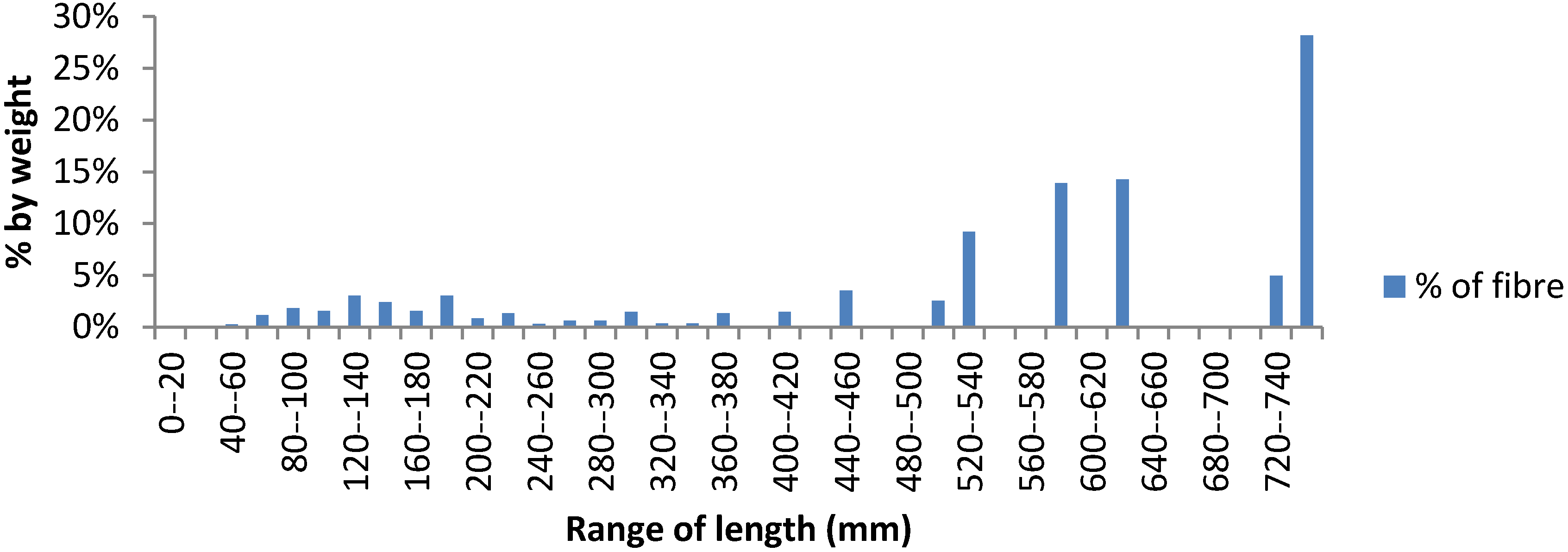
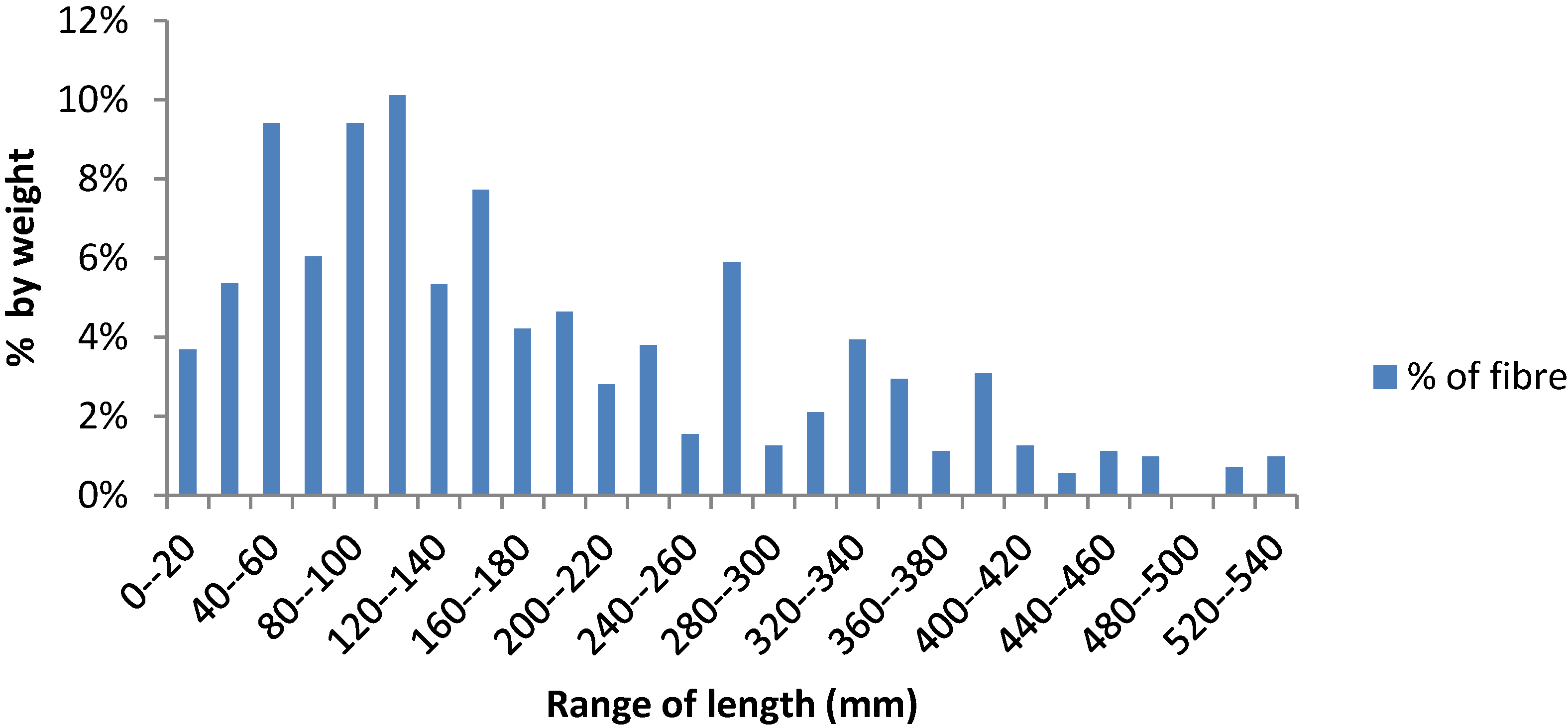
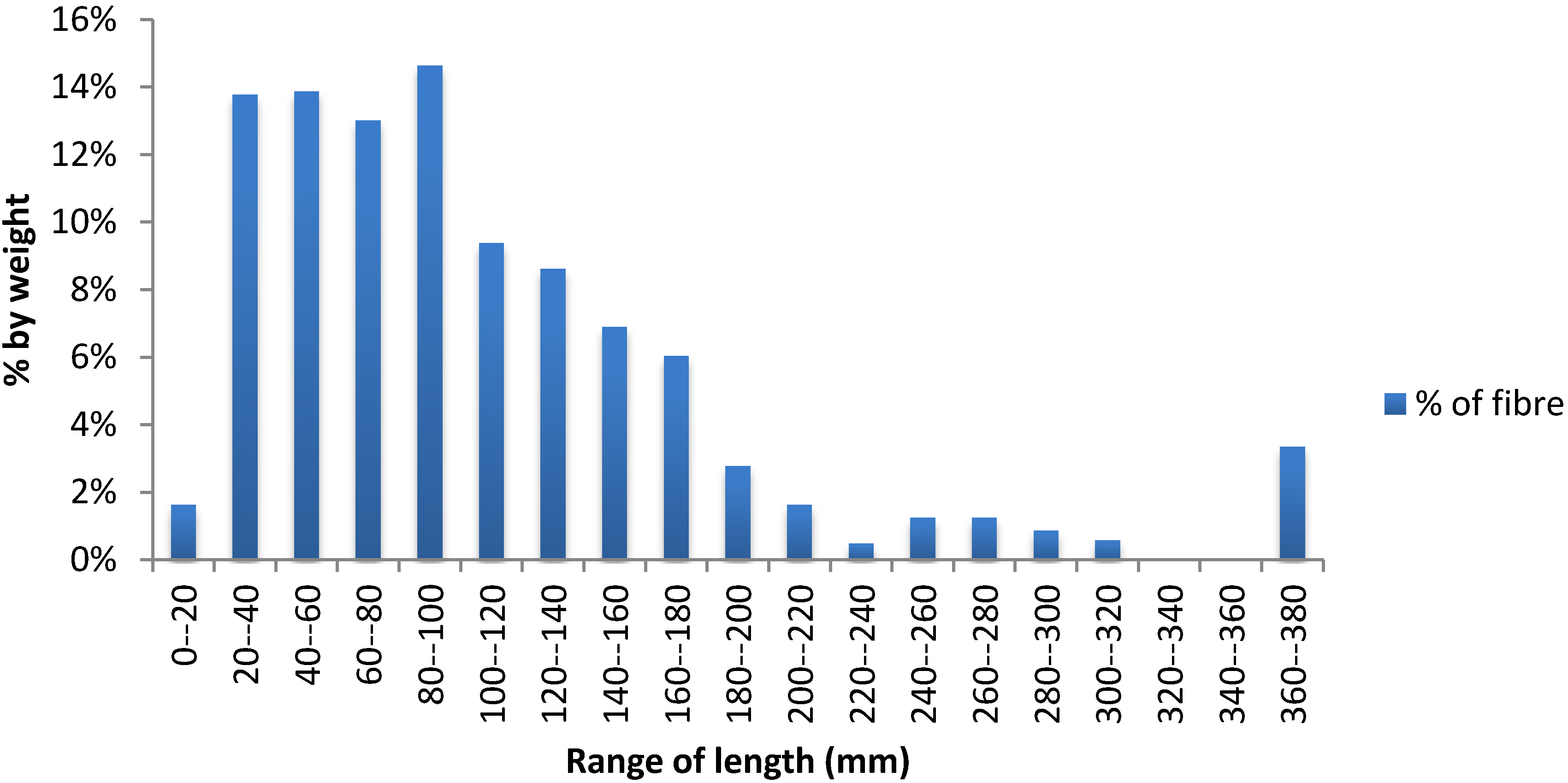
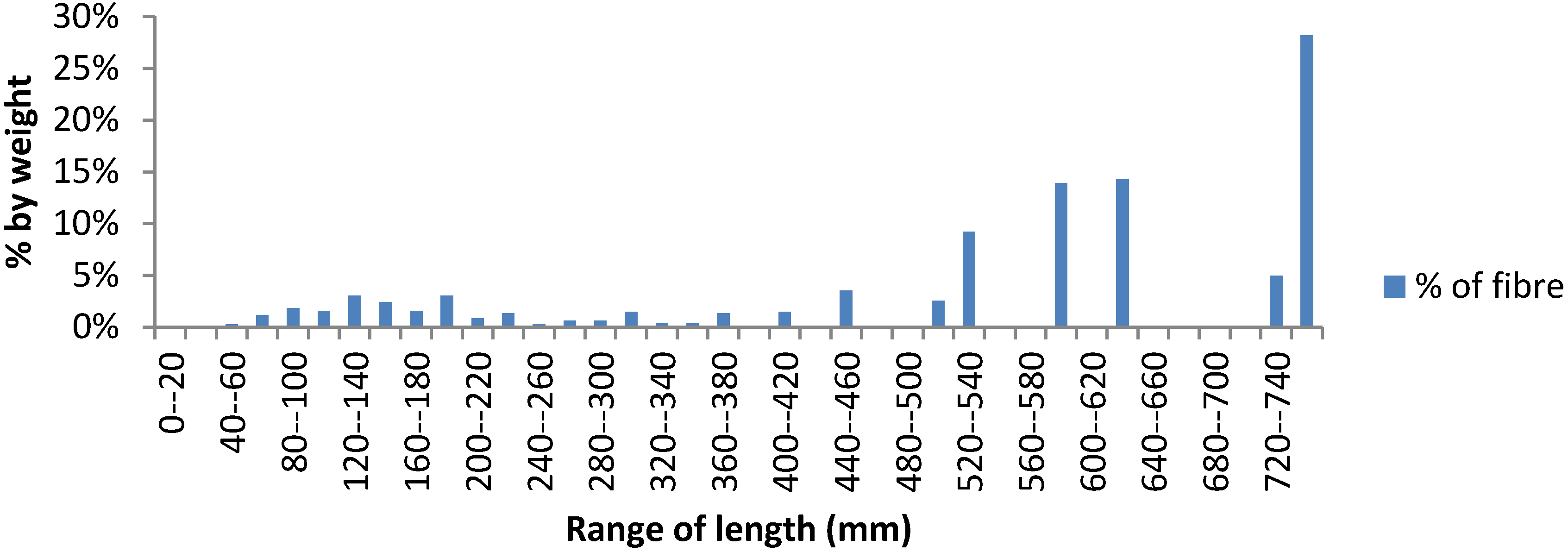
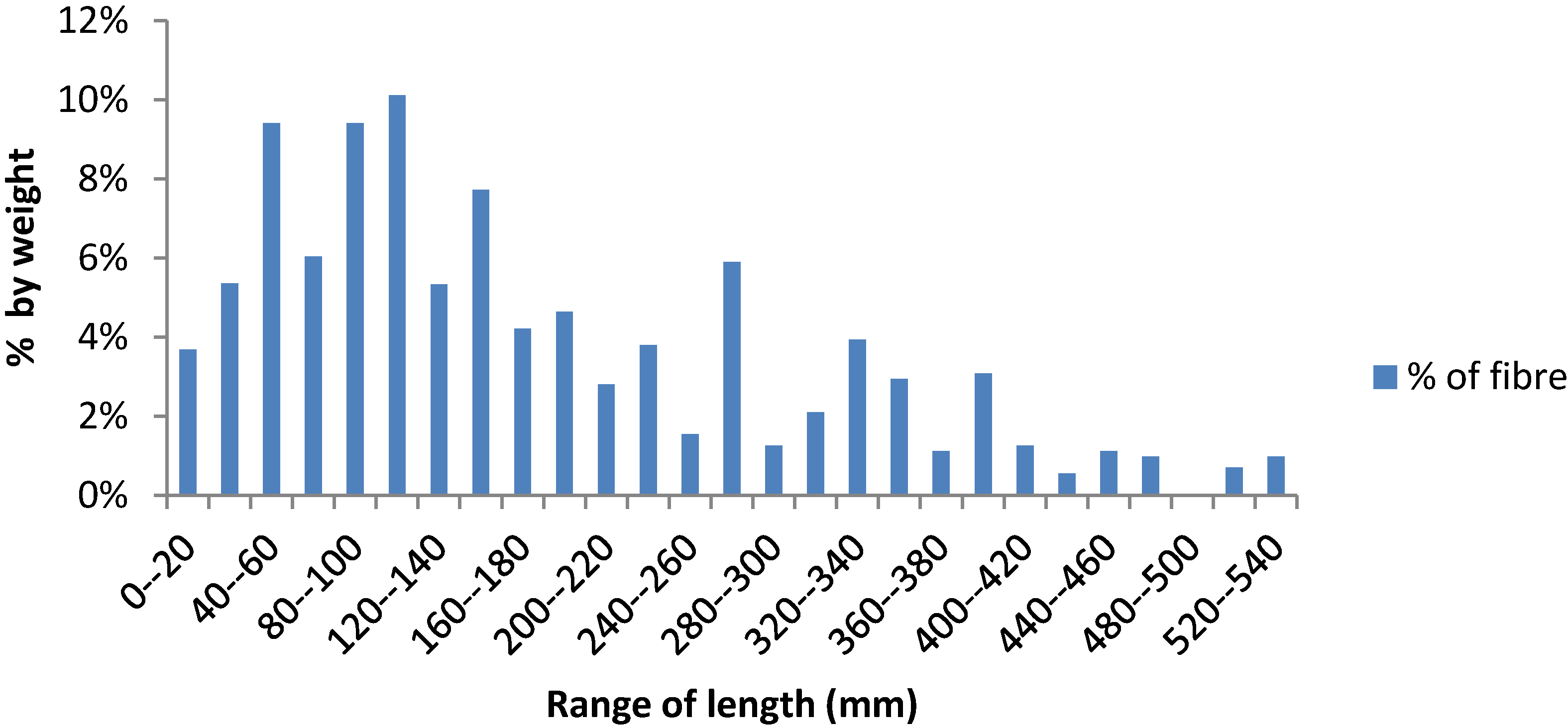
3.3. Weighted Average Length
3.4. Linear Density (Thinness) of the Flax Fibers
| Samples | Linear density (Tex) | Coeff. of variance (%) |
|---|---|---|
| Non retted | 3.26 | 19 |
| Retted (long) | 2.54 | 9 |
| Retted (short) | 2.3 | 19 |
3.5. Tenacity and Elongation
| Samples | Force (N) | Elongation (%) | Work to rupture (N.cm) | Bundle strength (daN/mg) | Breaking force cN/Tex | Time to rupture (sec) |
|---|---|---|---|---|---|---|
| Non-retted | 58.75 | 41.35 | 4.012 | 2.218 | 39.73 | 12.16 |
| Retted (long) | 72.76 | 44.67 | 11.09 | 2.73 | 39.97 | 29.78 |
| Retted (short) | 65.64 | 42.9 | 4.74 | 2.38 | 41.37 | 13.37 |
3.6. Applications of Retted and Non-retted Fibers
3.6.1. Specialty Paper and Pulp
3.6.2. Insulation
3.6.3. Geotextiles
3.6.4. Building Products
3.6.5. Textiles
3.6.6. Bio-plastic Composites
4. Conclusions
Acknowledgments
Conflicts of Interest
References
- Judd, A. Flax-some Historical Considerations. In Flaxseed in Human Nutrition; Cunnane, S.C., Thompson, I.U., Eds.; AOCS Press: Champaign, IL, USA, 1995; pp. 1–10. [Google Scholar]
- Akin, D.E.; Foulk, J.A.; Dodd, R.B.; McAlister Iii, D.D. Enzyme-retting of flax and characterization of processed fibers. J. Biotech. 2001, 89, 193–203. [Google Scholar] [CrossRef]
- Van Sumere, C.F.; Arma, S. Analysis of fine flax fibre produced by enzymatic retting. Asp. Appl. Bio. 1991, 28, 15–20. [Google Scholar]
- Thomsen, A.B.; Thygesen, A.; Bohn, V.; Nielsen, K.V.; Pallesen, B.; Jørgensen, M.S. Effects of chemical-physical pre-treatment processes on hemp fibres for reinforcement of composites and for textiles. Ind. Crop. Prod. 2006, 24, 113–118. [Google Scholar] [CrossRef]
- Foulk, J.A.; Akin, D.E.; Dodd, R.B. Processing techniques for improving enzyme-retting of flax. Ind. Crop. Prod. 2001, 13, 239–248. [Google Scholar] [CrossRef]
- Brown, A.E. Epicoccum nigrum, a primary saprophyte involved in the retting of flax. Trans. Brit. Myco. Soci. 1984, 83, 29–35. [Google Scholar] [CrossRef]
- Donaghy, J.A.; Levett, P.N.; Haylock, R.W. Changes in microbial populations during anaerobic flax retting. J. Appl. Micro. 1990, 69, 634–641. [Google Scholar] [CrossRef]
- Morrison Iii, W.H.; Archibald, D.D.; Sharma, S.H.S.; Akin, D.E. Chemical and physical characterization of water- and dew-retted flax fibers. Ind. Crop. Prod. 2000, 12, 39–46. [Google Scholar] [CrossRef]
- Charlet, K.; Jernot, J.P.; Eve, S.; Gomina, M.; Bréard, J. Multi-scale morphological characterisation of flax: From the stem to the fibrils. Carb. Poly. 2010, 82, 54–61. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Composites Sci. Tech. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Stamboulis, A.; Baillie, C.A.; Peijs, T. Effects of environmental conditions on mechanical and physical properties of flax fibers. Composites. Part A. 2001, 32, 1105–1115. [Google Scholar] [CrossRef]
- Baley, C. Analysis of the flax fibres tensile behaviour and analysis of the tensile stiffness increase. Composites. Part A. 2002, 33, 939–948. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Biofibers from agricultural byproducts for industrial applications. Trends Biotech. 2005, 23, 22–27. [Google Scholar] [CrossRef]
- Foulk, J.A.; Akin, D.E.; Dodd, R.B. Processability of flax plant stalks into functional bast fibers. Compos. Interfaces 2008, 15, 147–168. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. J. Poly. Env. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Turner, A.J. The structure of textile fibers VII-The structure of flax. J. Tex. Inst. Proc. 1949, 40, 857–868. [Google Scholar] [CrossRef]
- Alix, S.; Marais, S.; Morvan, C.; Lebrun, L. Biocomposite materials from flax plants: Preparation and properties. Composites. Part A. 2008, 39, 1793–1801. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Nair, G.R.; Singh, A.; Zimniewska, M.; Raghavan, V. Comparative Evaluation of Physical and Structural Properties of Water Retted and Non-retted Flax Fibers. Fibers 2013, 1, 59-69. https://doi.org/10.3390/fib1030059
Nair GR, Singh A, Zimniewska M, Raghavan V. Comparative Evaluation of Physical and Structural Properties of Water Retted and Non-retted Flax Fibers. Fibers. 2013; 1(3):59-69. https://doi.org/10.3390/fib1030059
Chicago/Turabian StyleNair, Gopu Raveendran, Ashutosh Singh, Malgorzata Zimniewska, and Vijaya Raghavan. 2013. "Comparative Evaluation of Physical and Structural Properties of Water Retted and Non-retted Flax Fibers" Fibers 1, no. 3: 59-69. https://doi.org/10.3390/fib1030059
APA StyleNair, G. R., Singh, A., Zimniewska, M., & Raghavan, V. (2013). Comparative Evaluation of Physical and Structural Properties of Water Retted and Non-retted Flax Fibers. Fibers, 1(3), 59-69. https://doi.org/10.3390/fib1030059