Automated Control of Plasma Ion-Assisted Electron Beam-Deposited TiO2 Optical Thin Films


 , ,
, ,
Abstract
:1. Introduction
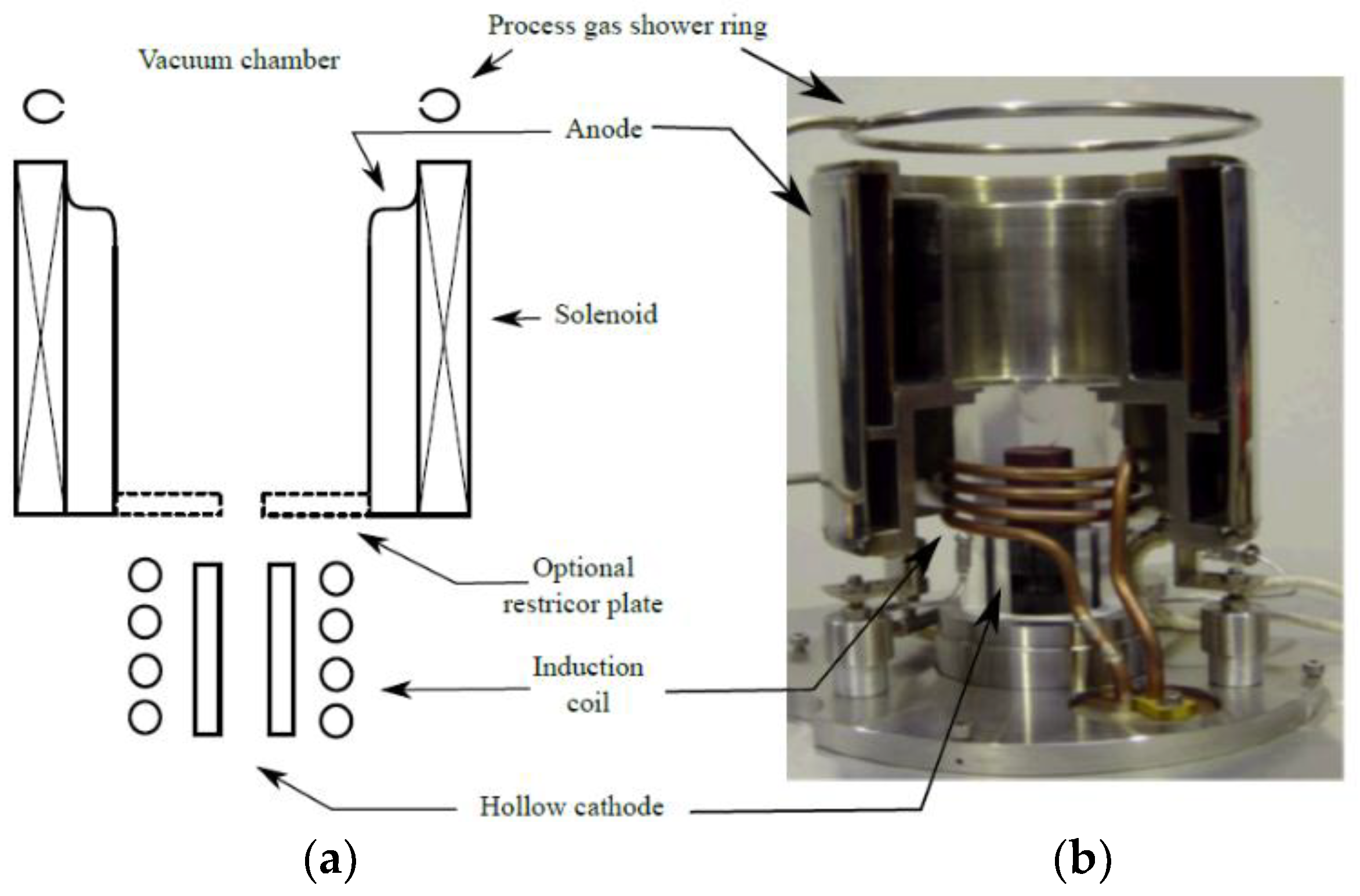
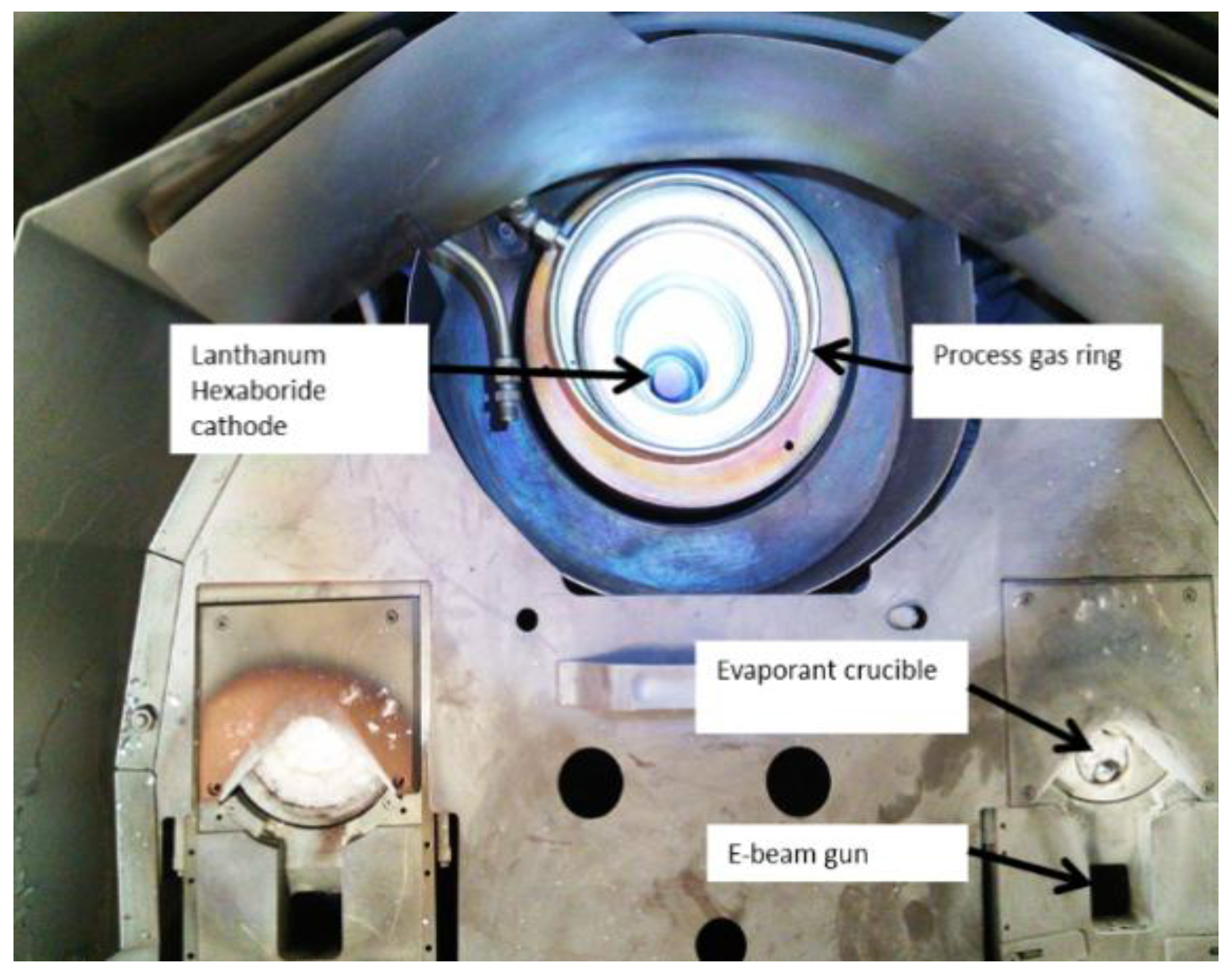
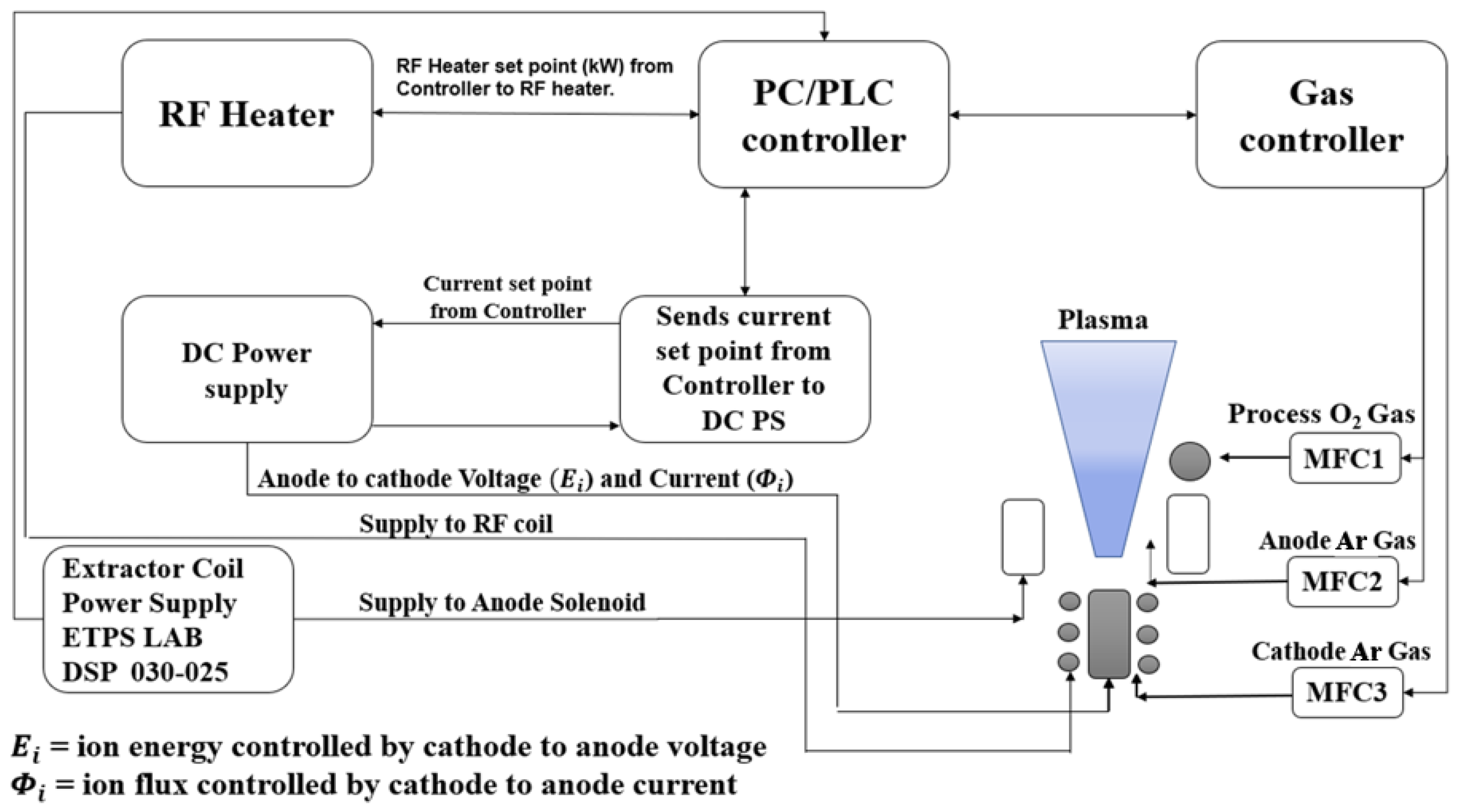
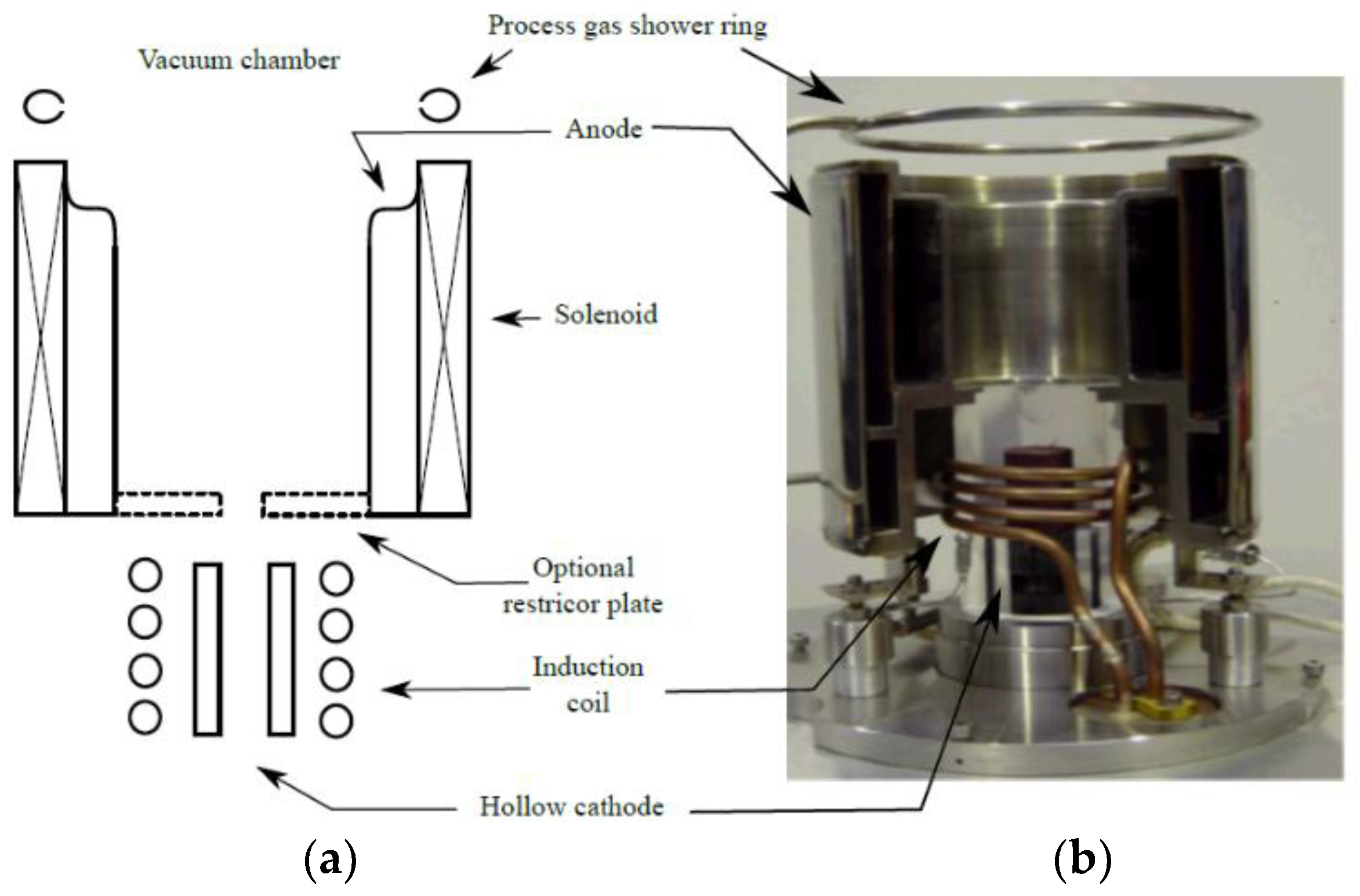
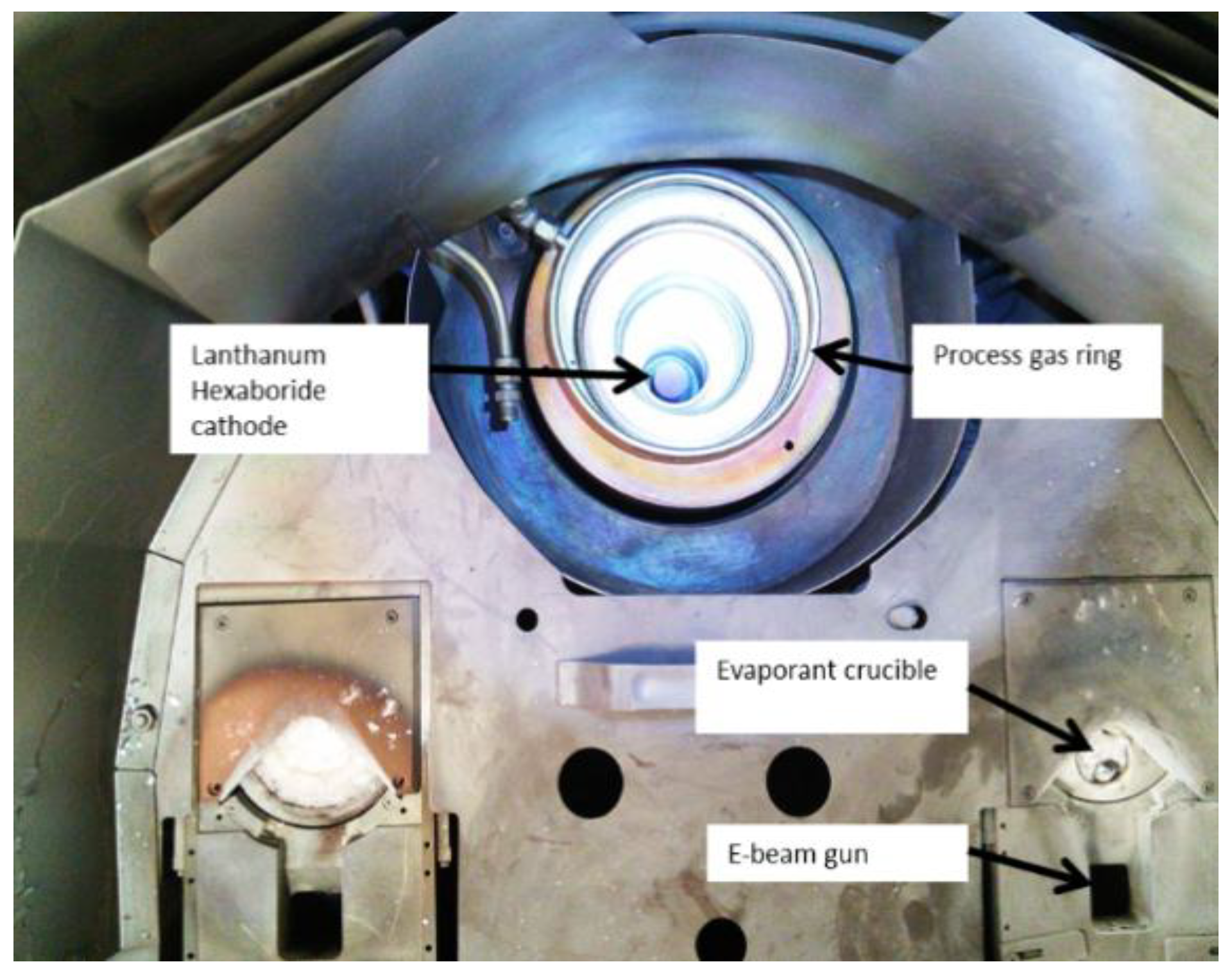
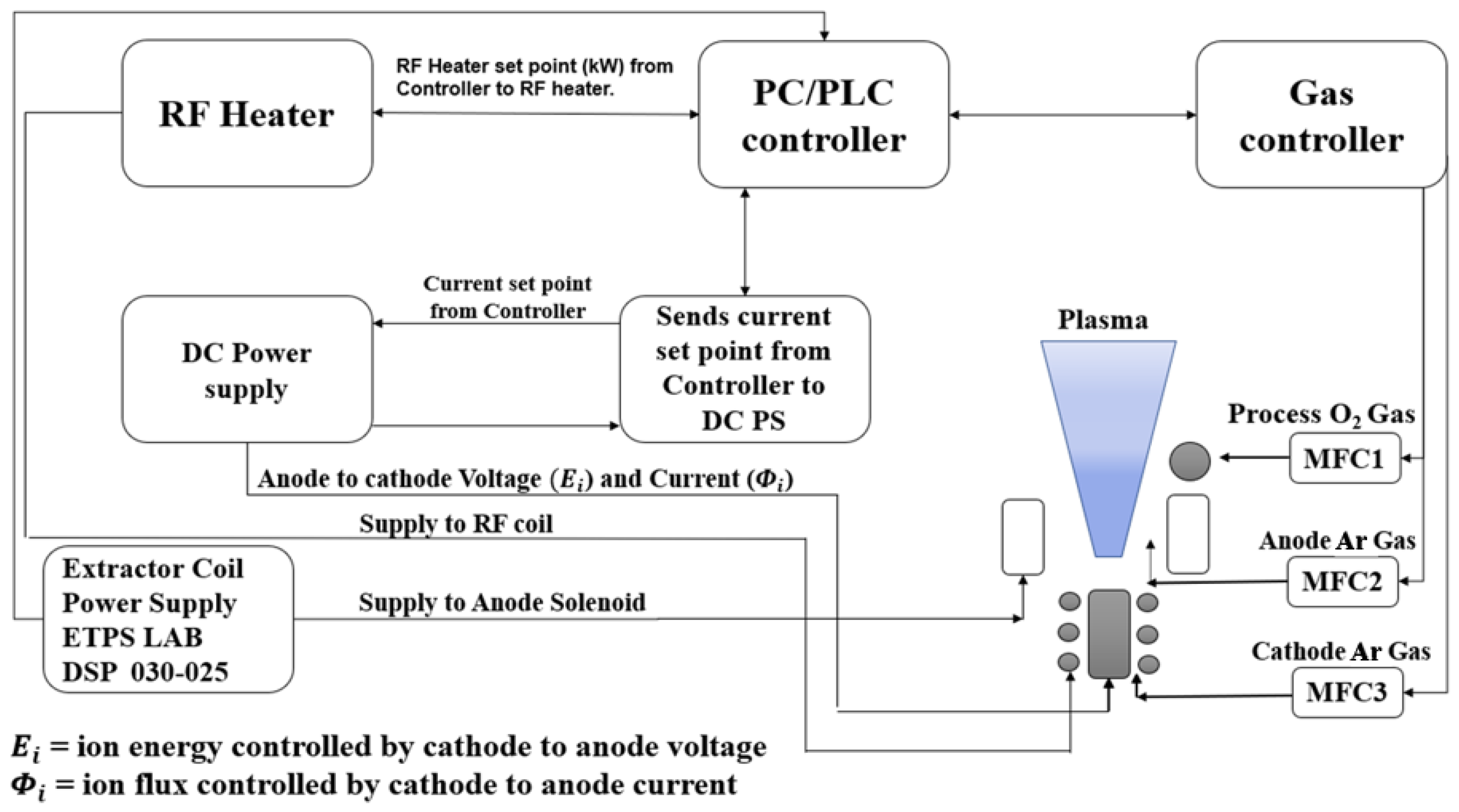
2. Plasma Source and Electron Beam Deposition System Description
- Reduces heating loading from the cathode region to the chamber deposition area by typically 60%, and reduces defect incorporation into the deposited film [4]).
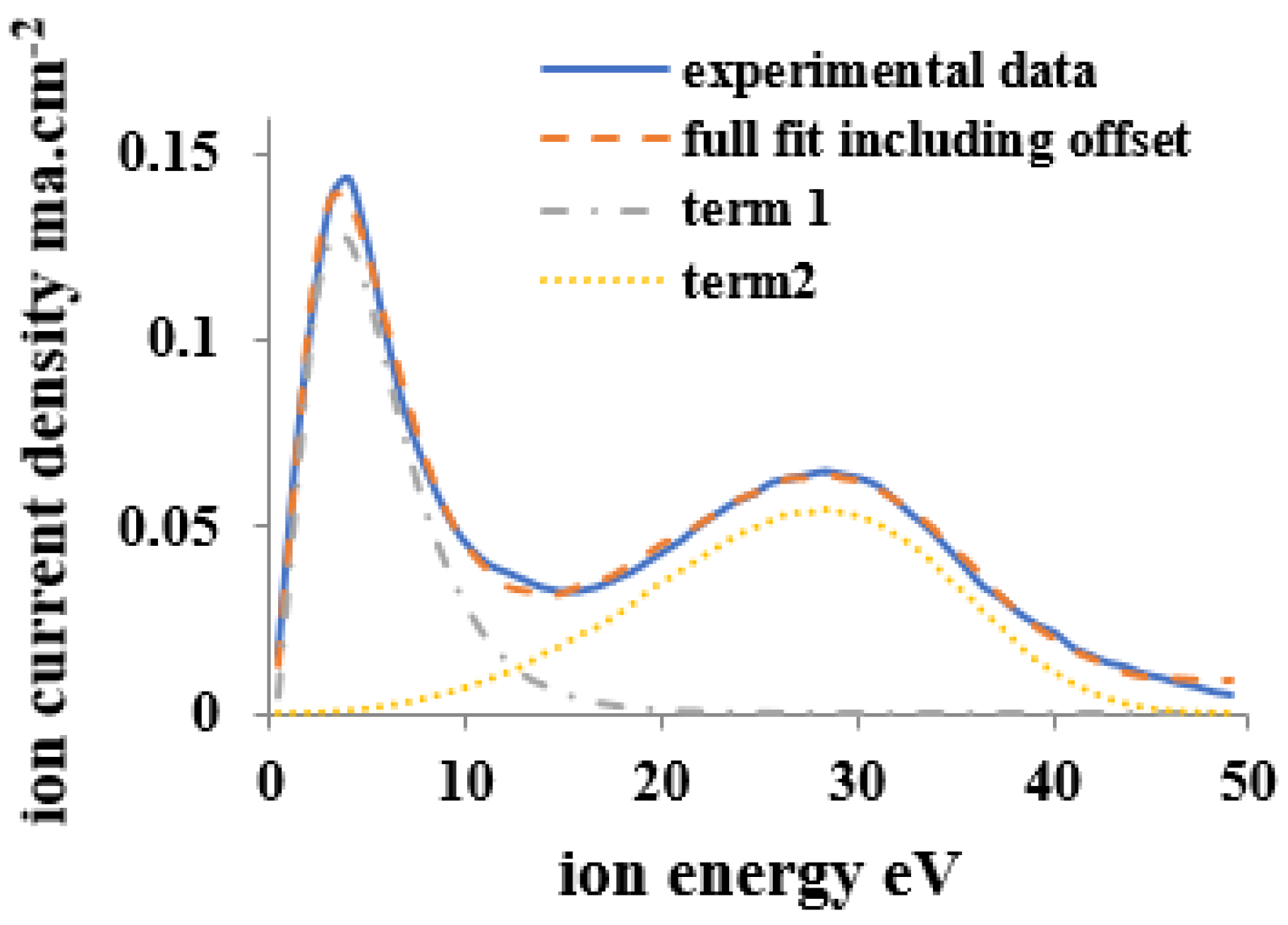
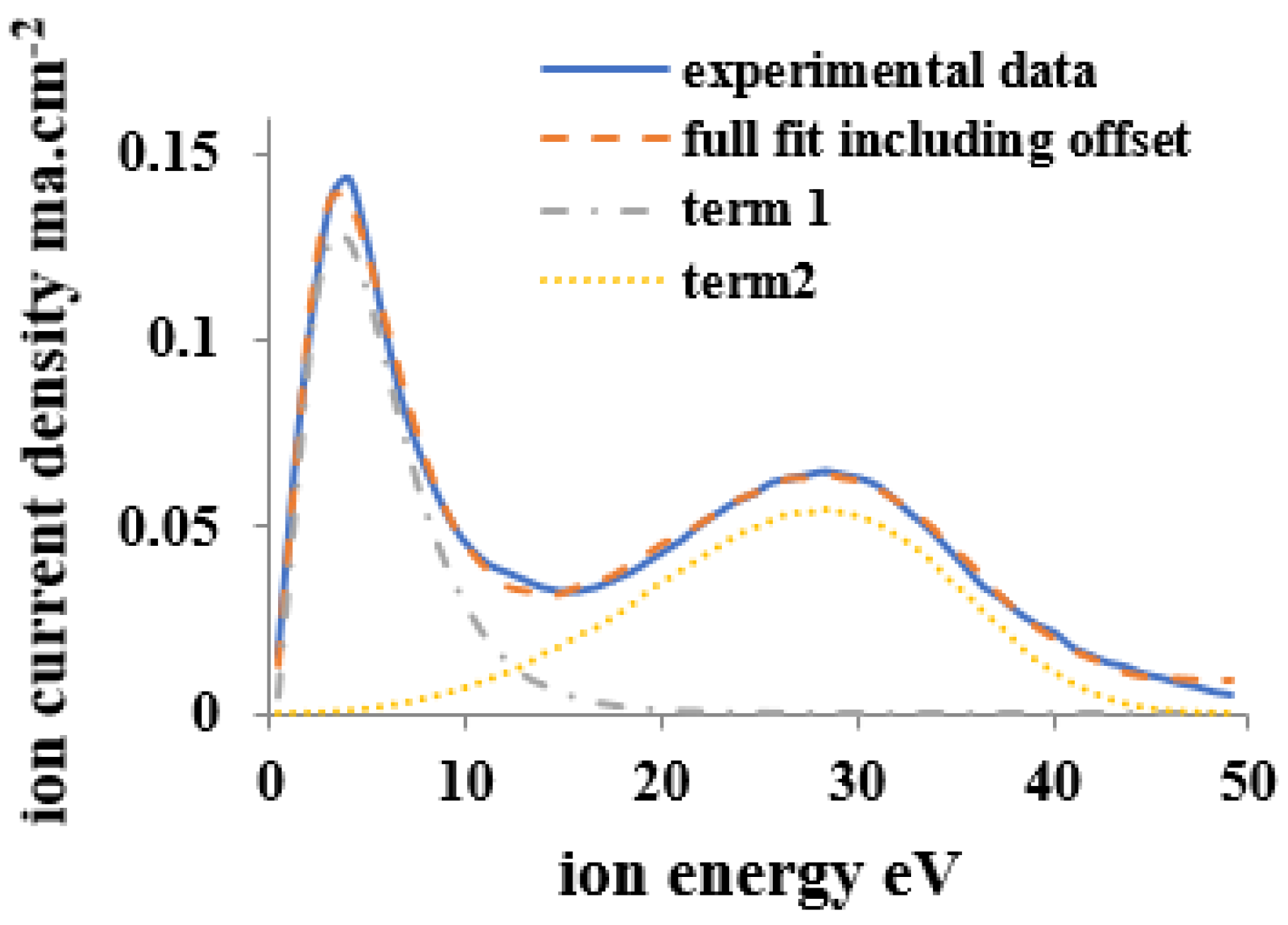
3. Influence of Plasma Ion Energetics in Film Growth and Control
4. Experimental Conditions and Method
5. Results and Analysis
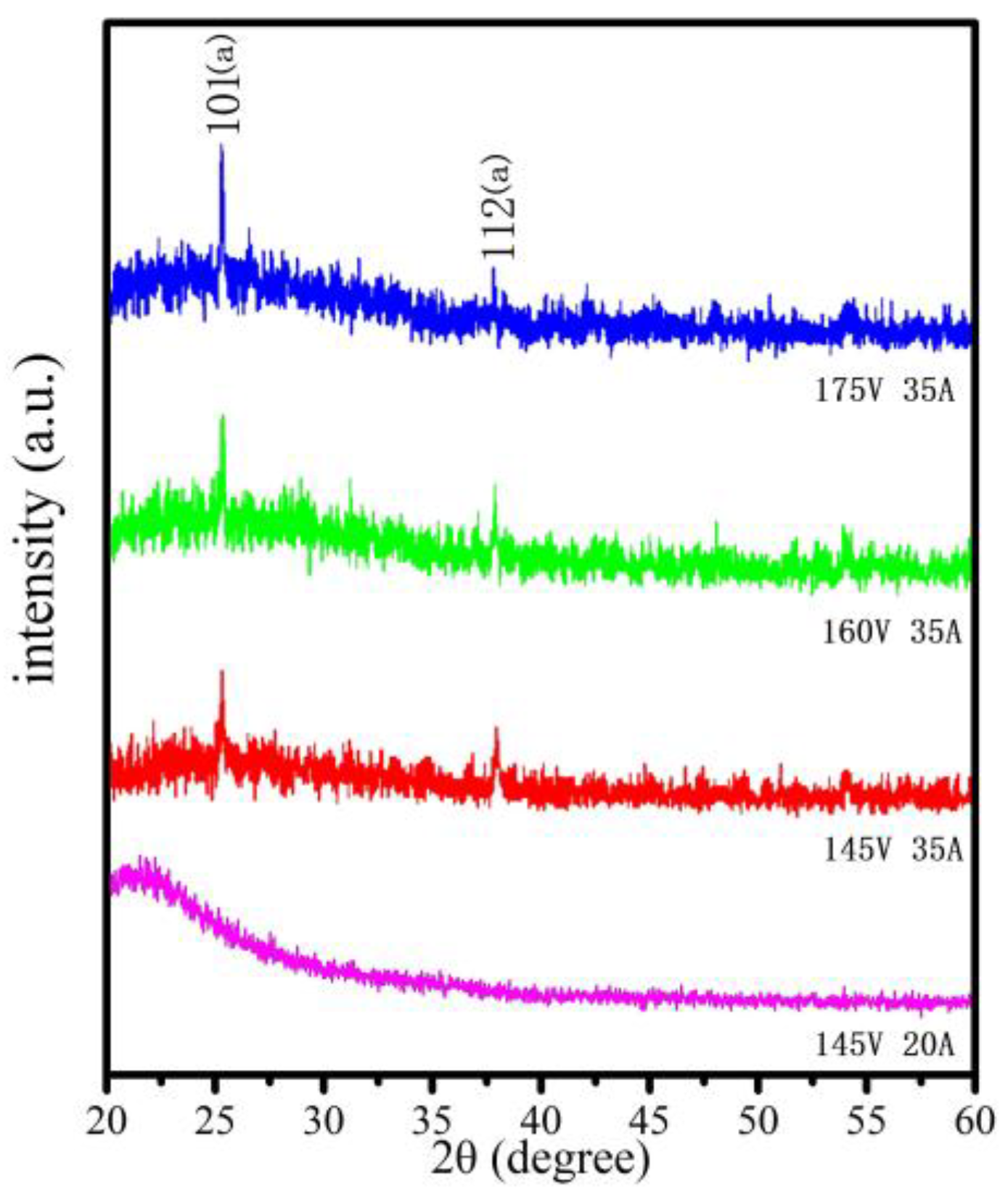
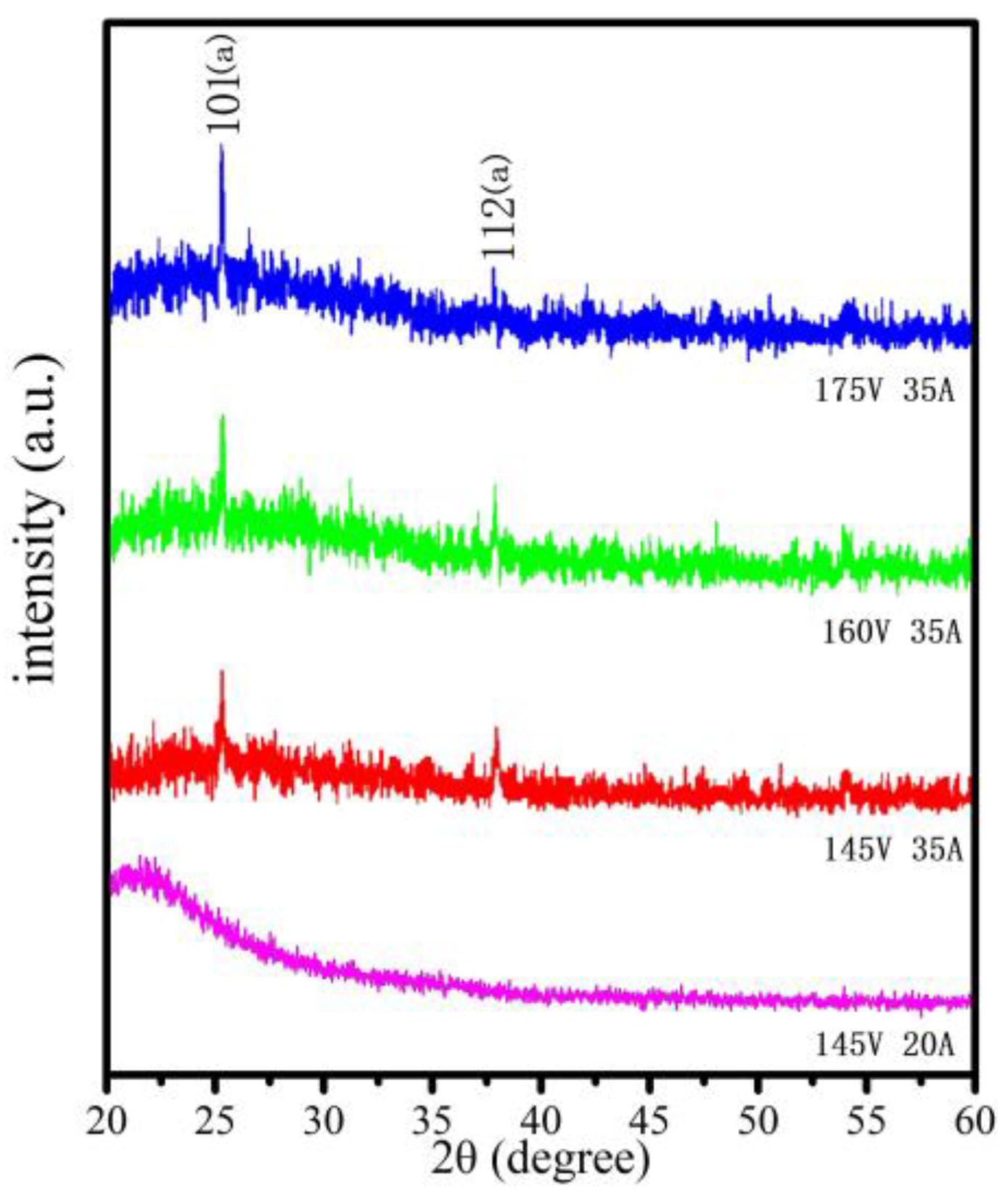
5.1. TiO2 Structure Characterization
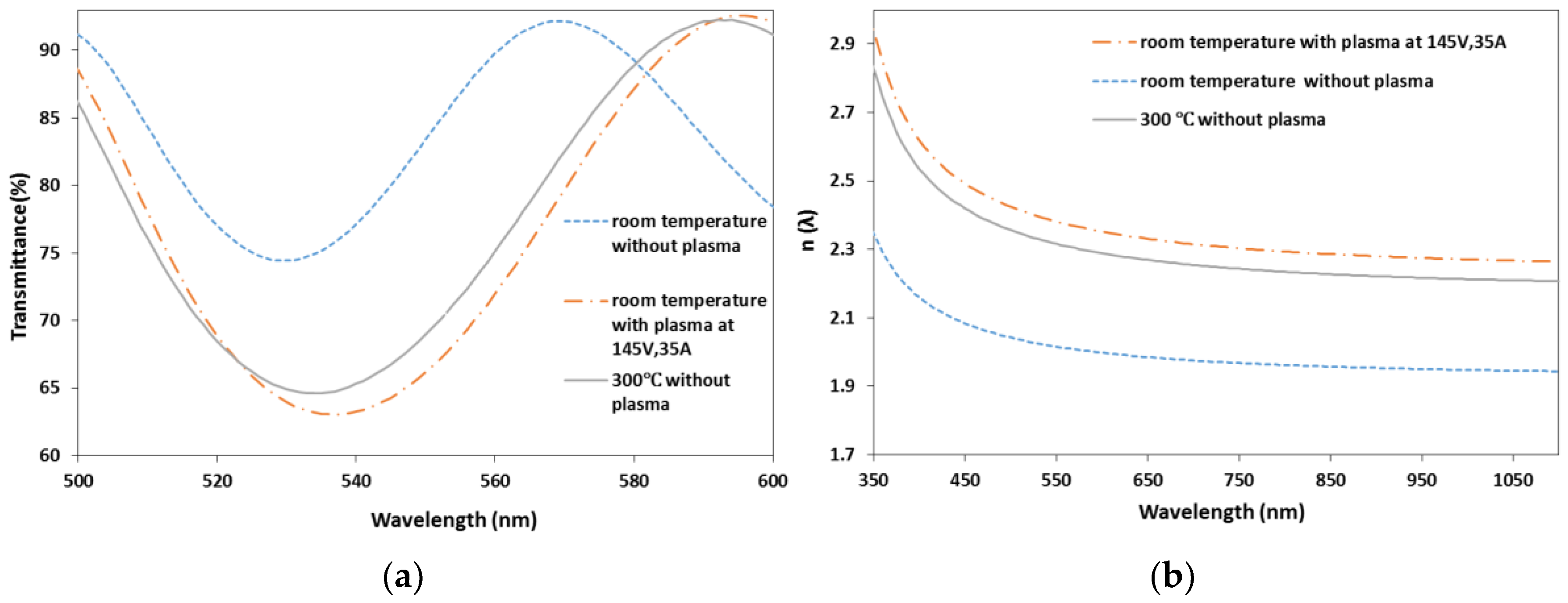
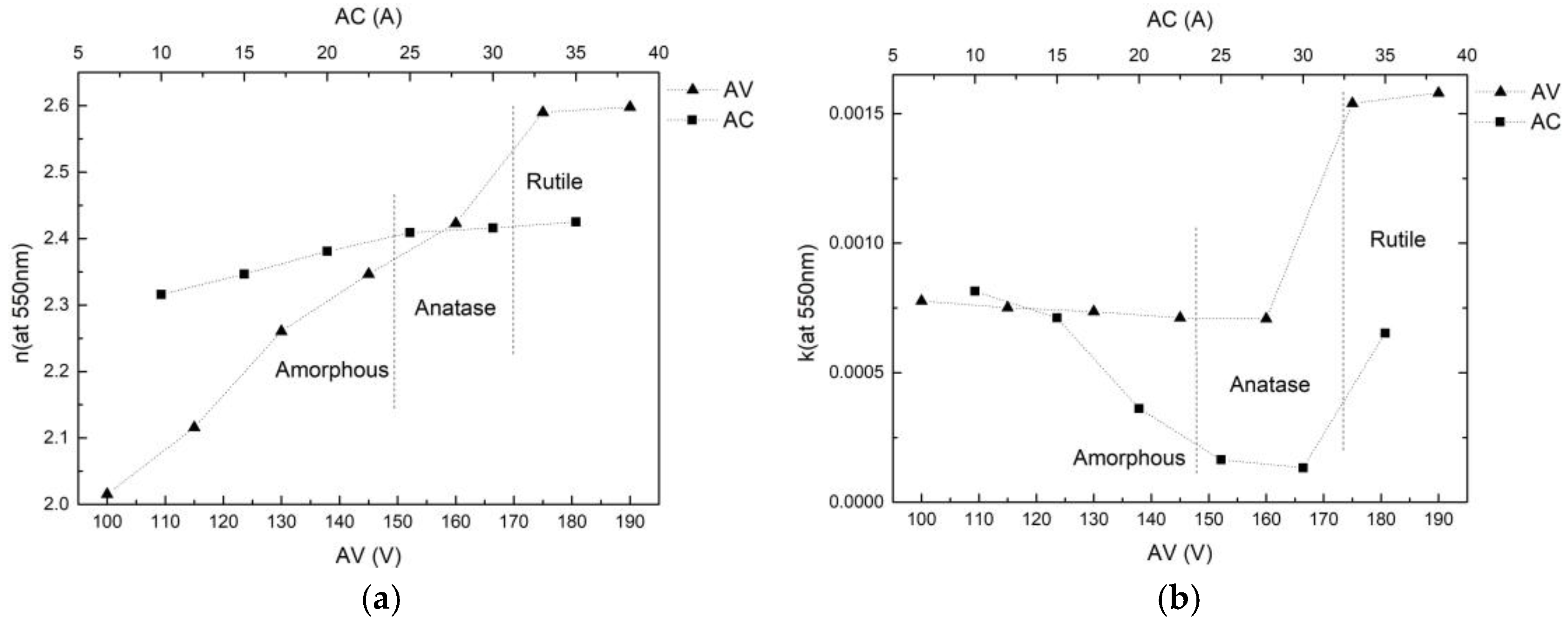
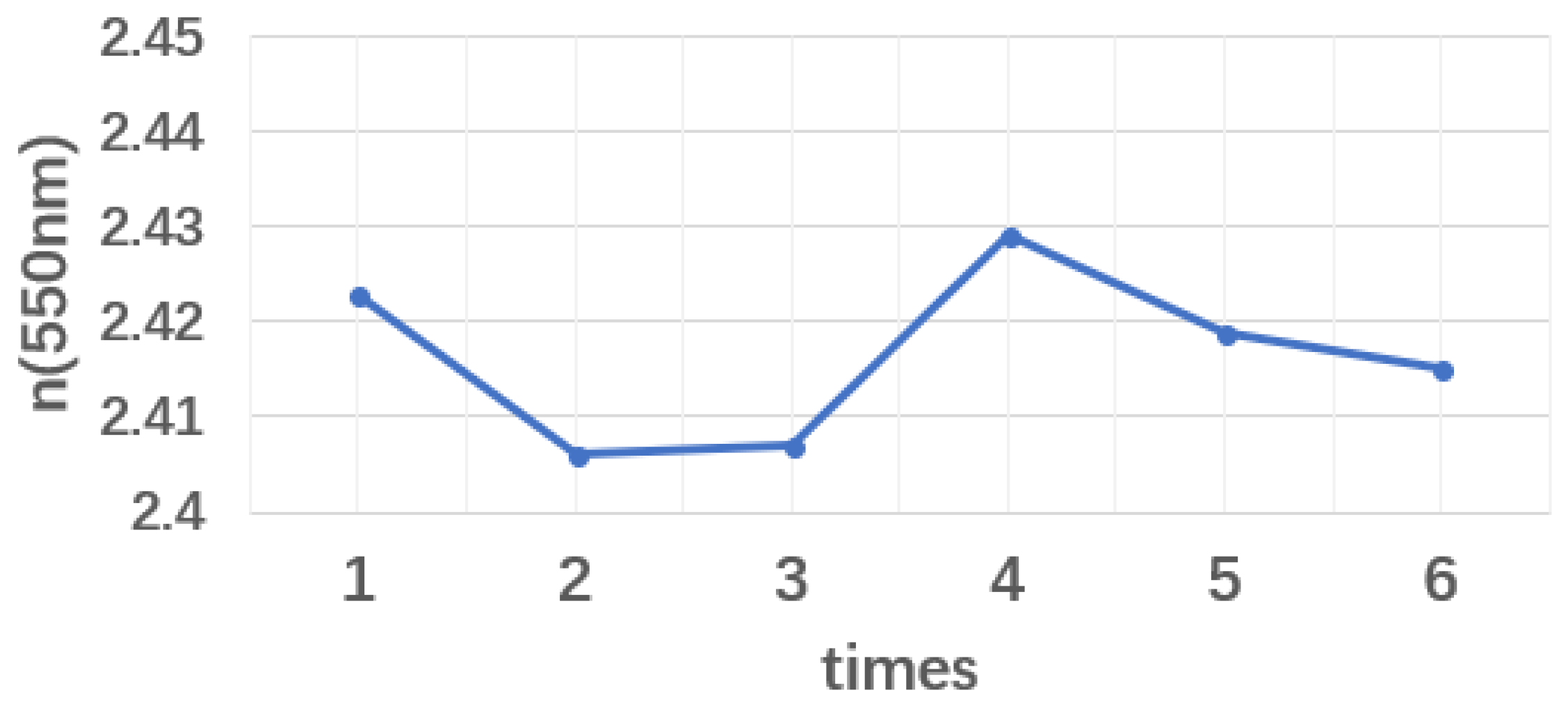
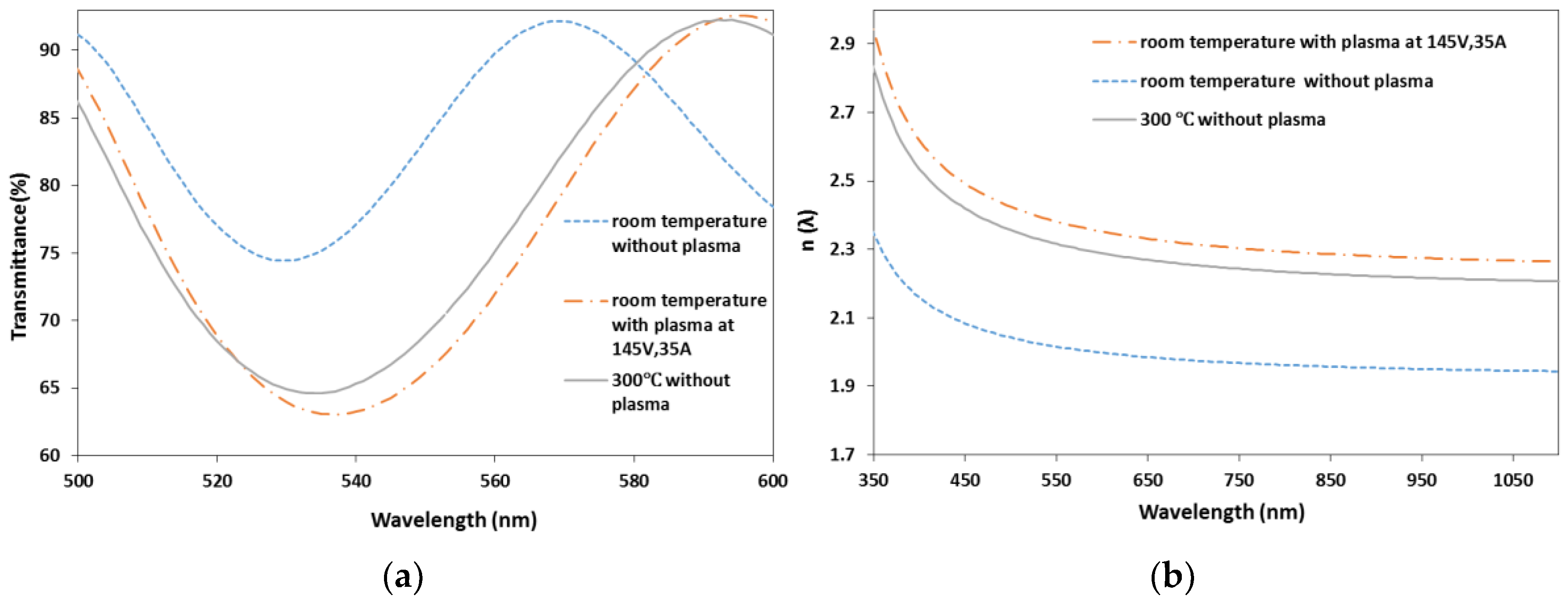
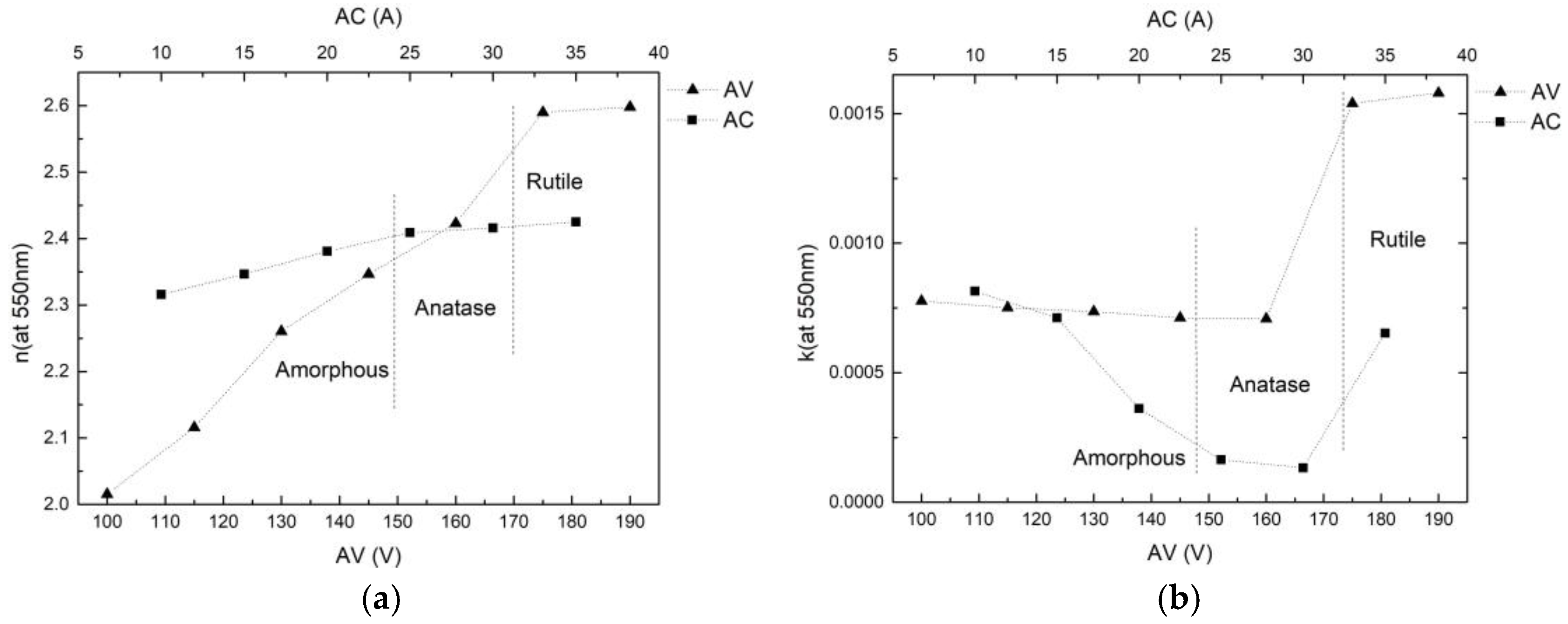
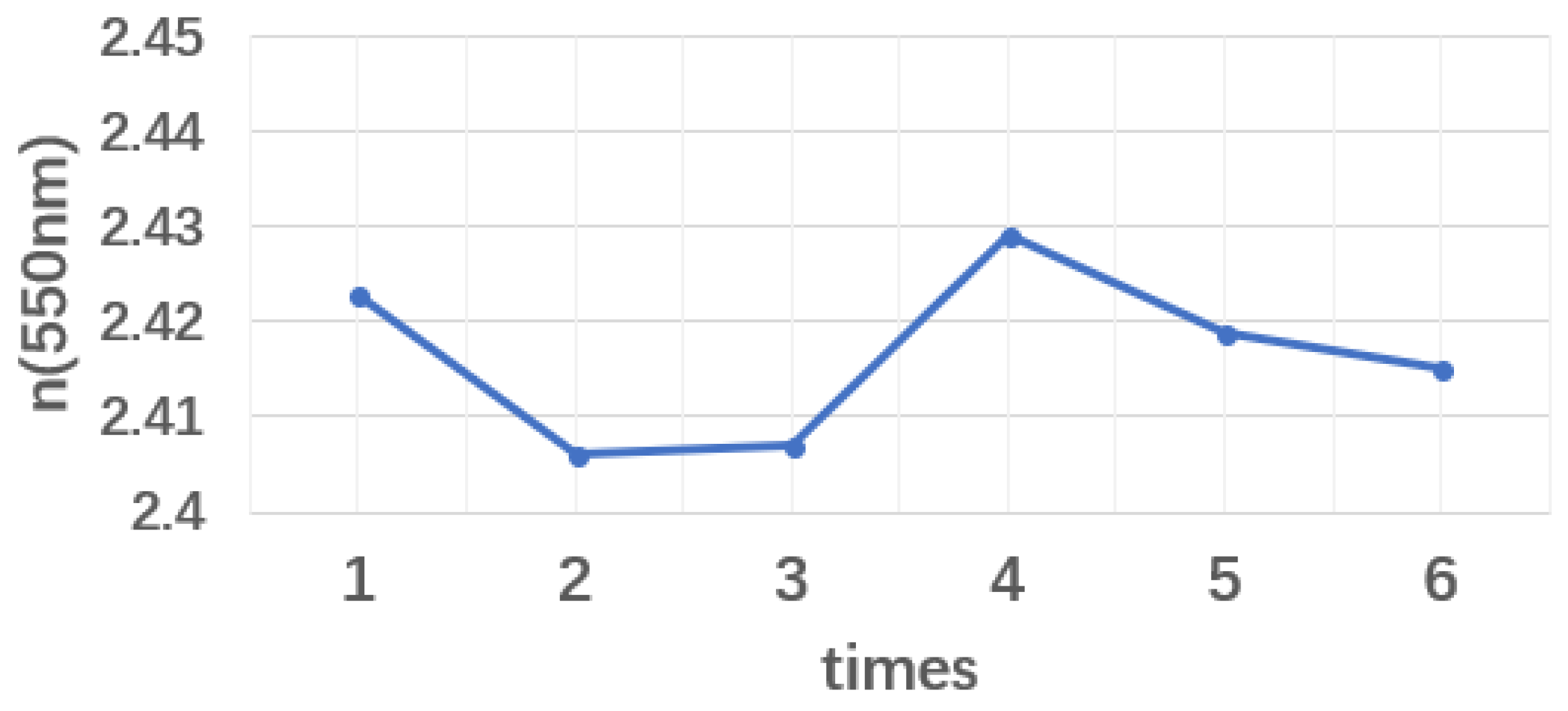
5.2. Optical Characterization
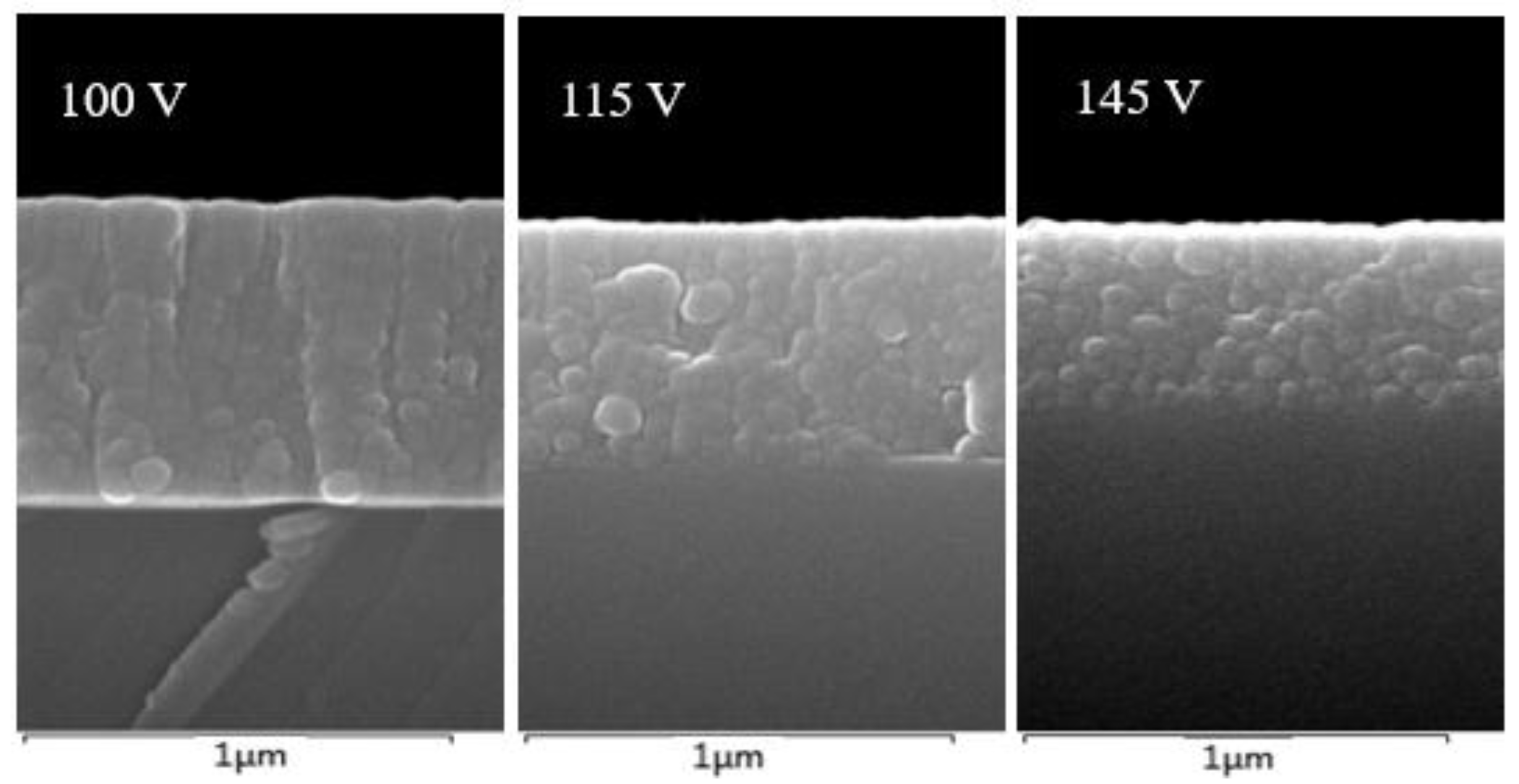
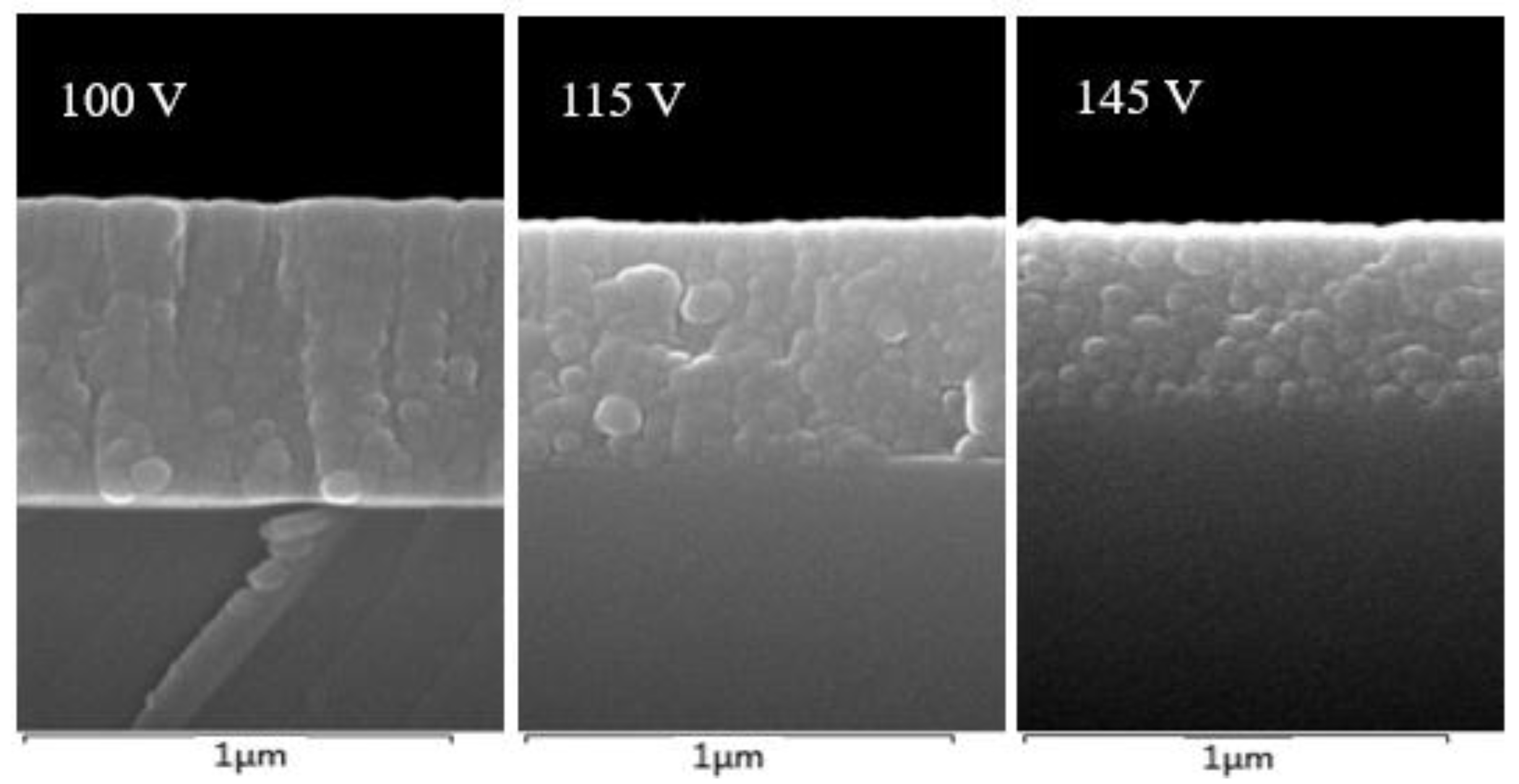
5.3. Electron Microscopy
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rauschenbach, B. Ion beam assisted deposition—A processing technique for preparing thin films for high-technology applications. Vacuum 2002, 69, 3–10. [Google Scholar] [CrossRef]
- Smidt, F.A. Use of ion beam assisted deposition to modify the microstructure and properties of thin films. Int. Mater. Rev. 1990, 35, 61–128. [Google Scholar] [CrossRef]
- Hirvonen, J.K. Ion beam assisted thin film deposition. Mater. Sci. Rep. 1991, 6, 215–274. [Google Scholar] [CrossRef]
- Child, D.; Gibson, D.; Placido, F.; Waddell, E. Enhanced hollow cathode plasma source for assisted low pressure electron beam deposition processes. Surf. Coat. Technol. 2015, 267, 105–110. [Google Scholar] [CrossRef]
- Gibson, D.; Child, D.; Song, S.; Zhao, C.; Alajiani, Y.; Waddell, E. Control of ordered mesoporous titanium dioxide nanostructures formed using plasma enhanced glancing angle deposition. Thin Solid Films 2015, 592, 276–280. [Google Scholar] [CrossRef]
- Child, D.A. Investigation of a Hollow Cathode Plasma Source for Assisted Low Pressure Deposition of Thin Films; University of the West of Scotland: Paisley, UK, 2016. [Google Scholar]
- Gibson, D.R.; Waddell, E.; Placido, F.; Child, D.A. High Ion Current Density Plasma Source for Ion Assisted Deposition of Optical Thin Films. Chin. Opt. Lett. 2010, 8, 1671–7694. [Google Scholar]
- Wolf, B. Handbook of Ion Sources; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Loeb, H.W. Plasma-based ion beam sources. Plasma Phys. Control. Fusion 2005, 47, B565. [Google Scholar] [CrossRef]
- Gawlitza, P.; Braun, S.; Leson, A.; Lipfert, S.; Nestler, M. Precise thin film synthesis by ion beam sputter deposition. Vak. Forsch. Prax. 2007, 19, 37–43. [Google Scholar] [CrossRef]
- Vivero-Escoto, J.L.; Chiang, Y.D.; Wu, K.C.W.; Yamauchi, Y. Recent progress in mesoporous titania materials: Adjusting morphology for innovative applications. Sci. Technol. Adv. Mater. 2012, 13. [Google Scholar] [CrossRef] [PubMed]
- Daghrir, R.; Drogui, P.; Robert, D. Modified TiO2 for environmental photocatalytic applications: A review. Ind. Eng. Chem. Res. 2013, 52, 3581–3599. [Google Scholar] [CrossRef]
- Pulker, H.K.; Paesold, G.; Ritter, E. Refractive indices of TiO2 films produced by reactive evaporation of various titanium-oxygen phases. Appl. Opt. 1976, 15, 2986–2991. [Google Scholar] [CrossRef] [PubMed]
- Macleod, H.A. Thin-Film Optical Filters Third Edition, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Martinu, L.; Hichwa, B.; Rosa, S.; Klemberg-Sapieha, J.E.; Mattox, D.M.; Mattox, V.H. Advances in Optical Coatings Stimulated by the Development of Deposition Techniques and the Control of Ion Bombardment. Available online: https://www.svc.org/DigitalLibrary/documents/2014_Spring_LMartinu_BHichwa_JEKlemberg-Sapieha_pp37-45.pdf (accessed on 25 July 2018).
- Gibson, D. Plasma Source. Patent EP 1 154 459 A2, 2001. [Google Scholar]
- Goebel, D.M.; Watkins, R.M. LaB6 Hollow Cathodes for Ion and Hall Thrusters. In Proceedings of the 41st AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Tucson, AZ, USA, 10–13 July 2005. [Google Scholar] [CrossRef]
- Harper, J.M.E.; Cuomo, J.J.; Gambino, R.J.; Kaufman, H.R. Modification of thin film properties by ion bombardment during deposition. Nucl. Instrum. Methods in Phys. Res. B 1985, 7–8, 886–892. [Google Scholar] [CrossRef]
- Goebel, D.M.; Hirooka, Y.; Sketchley, T.A. Large-area lanthanum hexaboride electron emitter. Rev. Sci. Instrum. 1985, 56, 1717–1722. [Google Scholar] [CrossRef]
- Goebel, D.M.; Jameson, K.K.; Katz, I.; Mikellides, I.G. Potential fluctuations and energetic ion production in hollow cathode discharges. Phys. Plasmas 2007, 14, 103508. [Google Scholar] [CrossRef]
- Mergel, D.; Buschendorf, D.; Eggert, S.; Grammes, R.; Samset, B. Density and refractive index of TiO2 films prepared by reactive evaporation. Thin Solid Films 2000, 371, 218–224. [Google Scholar] [CrossRef]
- Oliver, J.B.; Kupinski, P.; Rigatti, A.L.; Schmid, A.W.; Lambropoulos, J.C.; Papernov, S.; Kozlov, A.; Spaulding, J.; Sadowski, D.; Chrzan, Z.R.; et al. Large-aperture plasma-assisted deposition of inertial confinement fusion laser coatings. Appl. Opt. 2011, 50, C19–C26. [Google Scholar] [CrossRef] [PubMed]
- Rafieian, D.; Ogieglo, W.; Savenije, T.; Lammertink, R.G.H. Controlled formation of anatase and rutile TiO2 thin films by reactive magnetron sputtering. AIP Adv. 2015, 5, 097168. [Google Scholar] [CrossRef]
- O’Leary, S.K.; Johnson, S.R.; Lim, P.K. The relationship between the distribution of electronic states and the optical absorption spectrum of an amorphous semiconductor: An empirical analysis. J. Appl. Phys. 1997, 82, 3334–3340. [Google Scholar] [CrossRef]
- Jacobsson, R. Optical Properties of a Class of Inhomogeneous Thin Films. Opt. Acta Int. J. Opt. 1963, 10, 309–323. [Google Scholar] [CrossRef]
- Bedard, C.; Destexhe, A. Kramers-Kronig relations and the properties of conductivity and permittivity in heterogeneous media. J. Electromagn. Anal. Appl. 2018, 10, 34–51. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental and Conditions | Parameter |
|---|---|
| Vacuum during deposition | |
| Deposition rate | |
| Temperature | Room temperature |
| Film thickness | 500 nm |
| RF induction power | 3.0 kW, 102 kHz |
| Accelerator current—AC | 10, 15, 20, 25, 30, 35 A |
| Accelerator voltage—AV | 100, 115, 130, 145, 160, 175, 190 V |
| Accelerator Voltage (V) | Current (A) | (101) Crystallite Size (nm) | (112) Crystallite Size (nm) |
|---|---|---|---|
| 175 | 35 | 19.48 | 25.27 |
| 160 | 35 | 9.60 | 19.05 |
| 145 | 35 | 8.96 | 15.04 |
| 145 | 20 | NA | NA |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hui, B.; Fu, X.; Gibson, D.; Child, D.; Song, S.; Fleming, L.; Rutins, G.; Chu, H.O.; Clark, C.; Reid, S. Automated Control of Plasma Ion-Assisted Electron Beam-Deposited TiO2 Optical Thin Films. Coatings 2018, 8, 272. https://doi.org/10.3390/coatings8080272
Hui B, Fu X, Gibson D, Child D, Song S, Fleming L, Rutins G, Chu HO, Clark C, Reid S. Automated Control of Plasma Ion-Assisted Electron Beam-Deposited TiO2 Optical Thin Films. Coatings. 2018; 8(8):272. https://doi.org/10.3390/coatings8080272
Chicago/Turabian StyleHui, Bing, Xiuhua Fu, Des Gibson, David Child, Shigeng Song, Lewis Fleming, Guntis Rutins, Hin On Chu, Caspar Clark, and Stuart Reid. 2018. "Automated Control of Plasma Ion-Assisted Electron Beam-Deposited TiO2 Optical Thin Films" Coatings 8, no. 8: 272. https://doi.org/10.3390/coatings8080272