The High-Temperature Resistance Properties of Polysiloxane/Al Coatings with Low Infrared Emissivity


1
National Engineering Research Center of Electromagnetic Radiation Control Materials, University of Electronic Science and Technology of China, Chengdu 610054, China
2
Key Laboratory of Fluid and Power Machinery of Ministry of Education, School of Materials Science and Engineering, Xihua University, Chengdu 610039, China
3
Sichuan Wisepride Industry Co., Ltd., Chengdu 611731, China
*
Author to whom correspondence should be addressed.
Coatings 2018, 8(4), 125; https://doi.org/10.3390/coatings8040125
Submission received: 2 February 2018
/
Revised: 2 March 2018
/
Accepted: 24 March 2018
/
Published: 28 March 2018
Abstract
:High-temperature-resistant coatings with low infrared emissivity were prepared using polysiloxane resin and flake aluminum as the adhesive and pigment, respectively. The heat resistance mechanisms of the polysiloxane/Al coating were systematically investigated. The composition, surface morphology, infrared reflectance spectra, and thermal expansion dimension (ΔL) of the coatings were characterized by X-ray photoelectron spectroscopy (XPS), field emission scanning electron microscopy (FE-SEM), Fourier transform infrared spectroscopy, and thermal mechanical analysis (TMA), respectively. The results show that thermal decomposition of the resin and mismatch of ΔL between the coating and the substrate facilitate the high temperature failure of the coating. A suitable amount of flake aluminum pigments could restrain the thermal decomposition of the resin and could increase the match degree of ΔL between the coating and substrate, leading to an enhanced thermal resistance of the coating. Our results find that a coating with a pigment to binder ratio (P/B ratio) of 1.0 could maintain integrity until 600 °C, and the infrared emissivity was as low as 0.27. Hence, a coating with high-temperature resistance and low emissivity was obtained. Such coatings can be used for infrared stealth technology or energy savings in high-temperature equipment.
1. Introduction
Low infrared emissivity coatings are usually composed of a polymer binder and functional particles, which are widely applied for both energy savings and infrared camouflage due to their low emissivity, cheap cost, and simple construction technology [1,2,3,4]. Coating the low emissivity material onto an aircraft’s exterior surface can greatly decrease the infrared radiation intensity of the aircraft surface. This method is one of the main means for infrared stealth technology in various aircrafts. However, as aircrafts achieve higher velocity flights, their exterior surface temperatures also rapidly increase. This necessitates broader temperature requirements for low infrared emissivity coating [5,6,7].
Existing low infrared emissivity coatings have poor heat-resistance properties due to the thermal decomposition of the organic binder and the oxidation of the metal pigment at high temperatures. Xiao [7] prepared a low infrared emissivity coating with modified silicone resin and flake aluminum powder for the adhesive and pigment, respectively. The coating had good mechanical and low emissivity performance below 300 °C, but when the temperature was above 300 °C, the mechanical properties of the coating decreased rapidly because of the thermal degradation of the modified silicone resin. Hence, improving heat resistance of the low infrared emissivity coating is one of the most important research directions in this field.
It has been reported that epoxy-modified silicone and flake aluminum powder can produce heat-resistant low emissivity coatings with an infrared emissivity of 0.22 after being heated to 500 °C for 50 h [8]. Guo [9] synthesized low infrared emissivity coatings using flake aluminum powder and pure silicone resin. The infrared emissivity did not increase significantly unless the coating was heated to 600 °C.
Previous studies have shown that the use of polysiloxane resin and flake metal pigments could improve the heat resistance of low infrared emissivity coatings, but the improvements were limited. There are a few reports about the mechanisms underlying the structural and mechanical changes of low emissivity coatings that occur at high temperature. However, systematic research on the high temperature failure mechanism is important for the design of high-temperature-resistant, low emissivity coatings.
In this paper, low infrared emissivity coatings were prepared using flake aluminum powders and polysiloxane resin as raw materials. The composition, structure, and infrared emissivity of the coatings at high temperatures were systematically studied by Thermogravimetric Analysis (TG), IR spectroscopy, X-ray photoelectron spectroscopy (XPS), and thermal mechanical analysis (TMA), respectively. These results were combined to explain the high-temperature failure mechanism (both the mechanical and optical failure). The results provide theoretical guidance for future design of low emissivity coatings with high-temperature resistance.
2. Materials and Methods
2.1. Materials
Flake aluminum pigments (particle size 20–30 μm), pre-treated with stearic acid, were purchased from Guangzhou Xingbailian Co. Ltd., Guangzhou, China. Methylphenyl-siloxane (with a methyl/phenyl ratio of 1.0/1.1 and a functional group Si–OH), was purchased from Guangzhou Suomo Chemical Technology Co. Ltd., Guangzhou, China. The organic solvents such as ethyl acetate, butyl acetate, and xylene were Analytical Reagent grade (A.R.). All chemicals were A.R. grade and used without further treatment.
2.2. Preparation of Polysiloxane/Al Coatings
Flake aluminum powder and the mixed solvents (the mass ratio of ethyl acetate, butyl acetate, and xylene was 6:4:3) were mixed at a mass ratio of 1:1 to confirm that the aluminum powder was completely dispersed. Next, the polysiloxane resin was added into the mixture as the binder. The mass ratio of pigment to binder (P/B ratio) was fixed at 0.5, 1.0, 1.5, and 2.0. Then, mixed solvents were added into the mixture to adjust the viscosity. After continuous mechanical stirring for 30 min, the mixture was painted onto the tin substrates (12 cm × 5 cm × 0.3 cm) via an air spraying technique (GB 1727-92) The original 98PSI Japan was a Japanese Industrial Standard, and we have found a corresponding Chinese standard to replace it. During spraying, the air pressure was 0.4 MPa, the distance between the spray gun and substrate was 20 cm, and the spraying speed was 30 cm/s. Finally, the coatings were dried at room temperature and the resulting coatings were completely solidified for 2 h at 200 °C. The thickness of the samples was about 40–50 μm (measured by the QuaNix4500 coating thickness gauge, Tianjin, China).
2.3. Heat Treatment
To study the heat resistance of polysiloxane/Al coatings, the samples were heated in air at 400–700 °C for 1 h before being cooled inside the electric furnace to room temperature. The surface states of the coatings were observed. The infrared reflectance spectra, surface morphologies, and chemical compositions were also characterized.
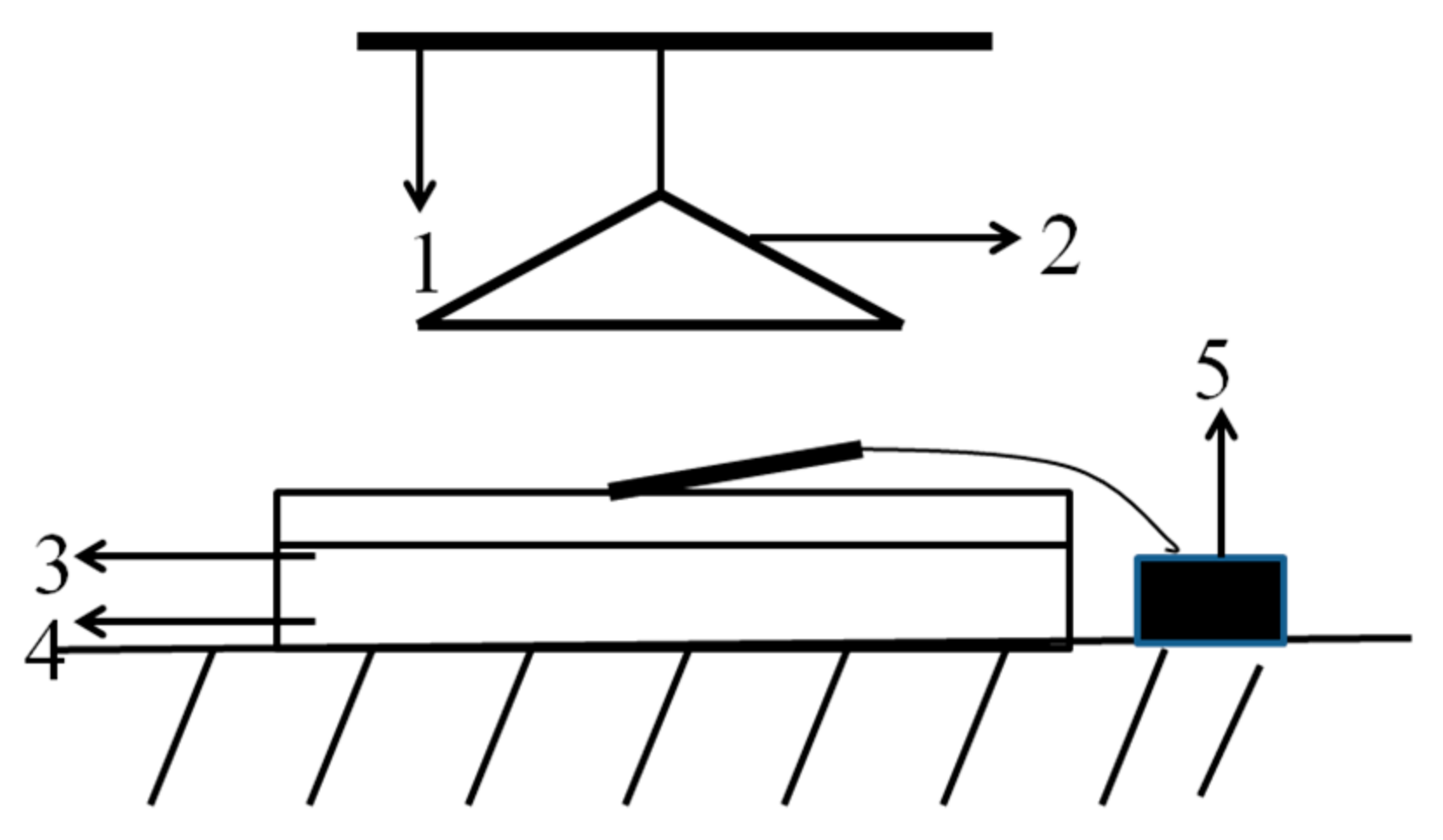
In addition, in order to study the radiation-heating effect of the coating surface, the samples were irradiated continuously by an infrared lamp. The experimental device is shown in Figure 1. The vertical distance between the center of the thermal radiation source and the coating surface was 30 cm, and the testing time was 40 min. The change in temperature of the coating surface under continuous IR radiation heating was recorded.
2.4. Characterization
The TG and DSC curves were measured by thermogravimetric analysis (Netzsch STA 449C, Selb, Germany). The infrared reflectance spectrum was measured using a Fourier transform infrared spectrometer (BRUKER, Tensor27, Beijing, China) with an integrating sphere attachment. The morphology and XPS spectrum of samples were characterized by field emission scanning electron microscopy (FE-SEM, JEOL JSM-7600F, Tokyo, Japan) and X-ray photoelectron spectroscopy (XPS, Escalab 250Xi, Waltham, MA, USA), respectively. The TMA curve was obtained from a thermal mechanical analyzer (Seiko TMA 6300, Tokyo, Japan). The heating rate was 10 °C/min. The samples used in the TMA tests were the coatings without any heat treatment and the size was 12 cm × 5 cm. The infrared emissivity of polysiloxane/Al low emissivity coatings from 8 to 14 μm was calculated from the infrared reflectance spectrum.
3. Results and Discussion
3.1. Heat-Resistance Properties of the Polysiloxane/Al Coatings
Figure 2a shows the TG and DSC (The variation curves of sample endothermic or exothermic rates with temperature) curves of the aluminum pigments. The weight of aluminum powder remained unchanged before 550 °C, and an obvious weight gain occurred in the range 550–700 °C. The DSC curve has a strong exothermic peak at 600 °C, so the weight gain between 550–700 °C was caused by the oxidation of the aluminum powder. The sharp endothermic peak near 660 °C is attributed to the melting of aluminum powder [10].
The TG curves of polysiloxane resin and polysiloxane/Al coatings are shown in Figure 2b. The polysiloxane resin began to decompose after 200 °C, and there was a continuous weight loss at 200–700 °C. The mass loss of resin at 500 °C was 20%, and it reached 40% at 600 °C. These results indicate that the polysiloxane resin has poor heat resistance. As for the polysiloxane/Al coatings, the oxidation of aluminum powder only led to a weight gain of coating at 600–700 °C, which could be clearly observed from the TG curves of the coatings with P/B ratios of 1.5 and 2.0. That is, the mass loss of polysiloxane/Al coatings at 200–700 °C was still caused by the degradation of the polysiloxane resin.
The DTG curves (Figure 2c) show the mass loss rate of the pure polysiloxane resin and the polysiloxane/Al coating as the operating temperature varied from 200 °C to 750 °C. The peak temperature on the DTG curve represents the temperature of maximum weight loss rate, which indicates that there are three different degradation regimes for the polysiloxane resin. The trace mass loss at 240–400 °C is most probably related to the cleavage of organic groups (Si–CH3 and Si–Ph) bound to silicon atoms resulting in the formation of gaseous products [11]. The peak at 400–520 °C is attributed to the main chain decomposition, which is induced by the free terminated hydroxyl [12]. The peak centered at 570 °C is the result of main chain rearrangements [13]. The products of these two processes were mainly small molecular weight cyclic siloxanes (hexamethylcyclotri-siloxane and octamethylcyclotetra-siloxane) [14,15]. The continuous weight loss from 600 °C to 700 °C was due to the transformation of small molecular weight cyclic siloxane into SiO2 [16]. These results confirm that SiO2 is the final degradation product of polysiloxane resin. Thus, the degradation extent of the polysiloxane/Al coatings was evaluated according to the concentration of SiO2 in the coating. As for all the polysiloxane/Al coatings, the peak temperatures are consistent with pure polysiloxane resin. This means that the weight loss of the polysiloxane/Al coating is mainly attributed to the thermal degradation of polysiloxane resin. However, the mass loss rate of the coating was lower than the pure resin, and this might be due to the addition of flake aluminum pigment.
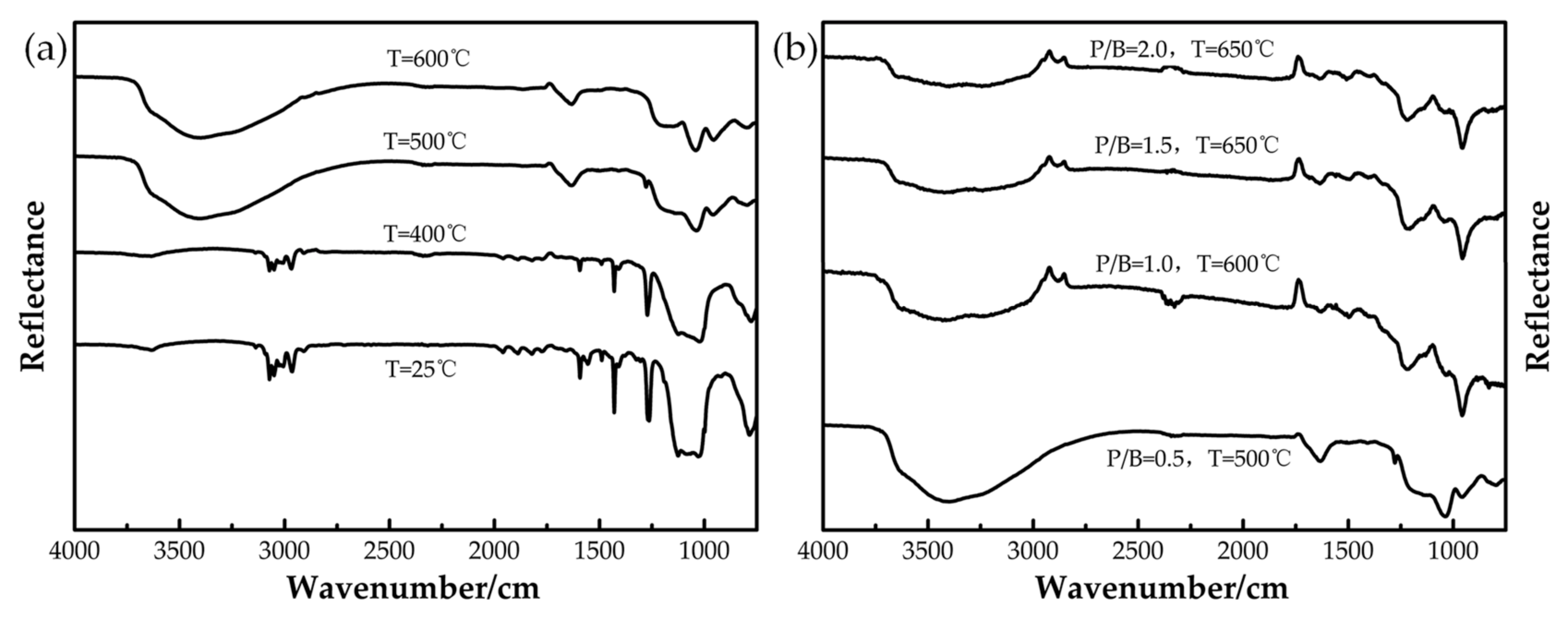
Figure 3a presents the FTIR reflectance spectra of the polysiloxane/Al coating with a P/B ratio of 0.5 at different heating temperatures. The reflectance spectra show a characteristic absorption band for the polysiloxane resin near 1000–1130 cm−1 at room temperature. This is related to the asymmetric Si–O–Si stretching. The absorption peaks at 1602 cm−1 and 1403 cm−1 were attributed to the vibrations of benzene ring and the Si–C6H5 [17]. The absorption peaks at 2962 cm−1, 1260 cm−1 and 790 cm−1 were attributed to Si–CH3 [17]. After heating to 400 °C, the Si–O–Si absorption peak intensity decreased, which implies that the polysiloxane resin began to degrade. The characteristic absorption peaks of the polysiloxane/Al coating heated at 500 °C and 600 °C disappeared completely. The spectra of the coatings were consistent with the standard spectrum of nano SiO2 [18]. The absorption peak at 1040 cm−1 is due to the antisymmetric stretching vibration of Si–O–Si. The strong and broad absorption band at 3449 cm−1 is due to the antisymmetric stretching vibration peak of –OH in constitutional water, and the peak near 1640 cm−1 is attributed to the flexural vibration of H–O–H [19]. That is, the appearance of SiO2 means the complete degradation of polysiloxane resin.
To study the effect of flake aluminum pigments on the thermal decomposition process of polysiloxane resin, we collected FTIR reflectance spectra of polysiloxane/Al coating with different P/B ratios after high temperature treatment (Figure 3b). The temperatures shown in this figure represent the heat treatment temperatures at which the sample spectrum had just changed. The temperature of the resin’s complete degradation increases as the P/B ratio increases, and the intensity of the absorption peaks for SiO2 gradually decrease. These results illustrate that increasing the content of aluminum pigments inhibited the thermal degradation of polysiloxane resin in the polysiloxane/Al coatings. Consequently, the polysiloxane/Al coatings with a high P/B ratio have better heat resistance.
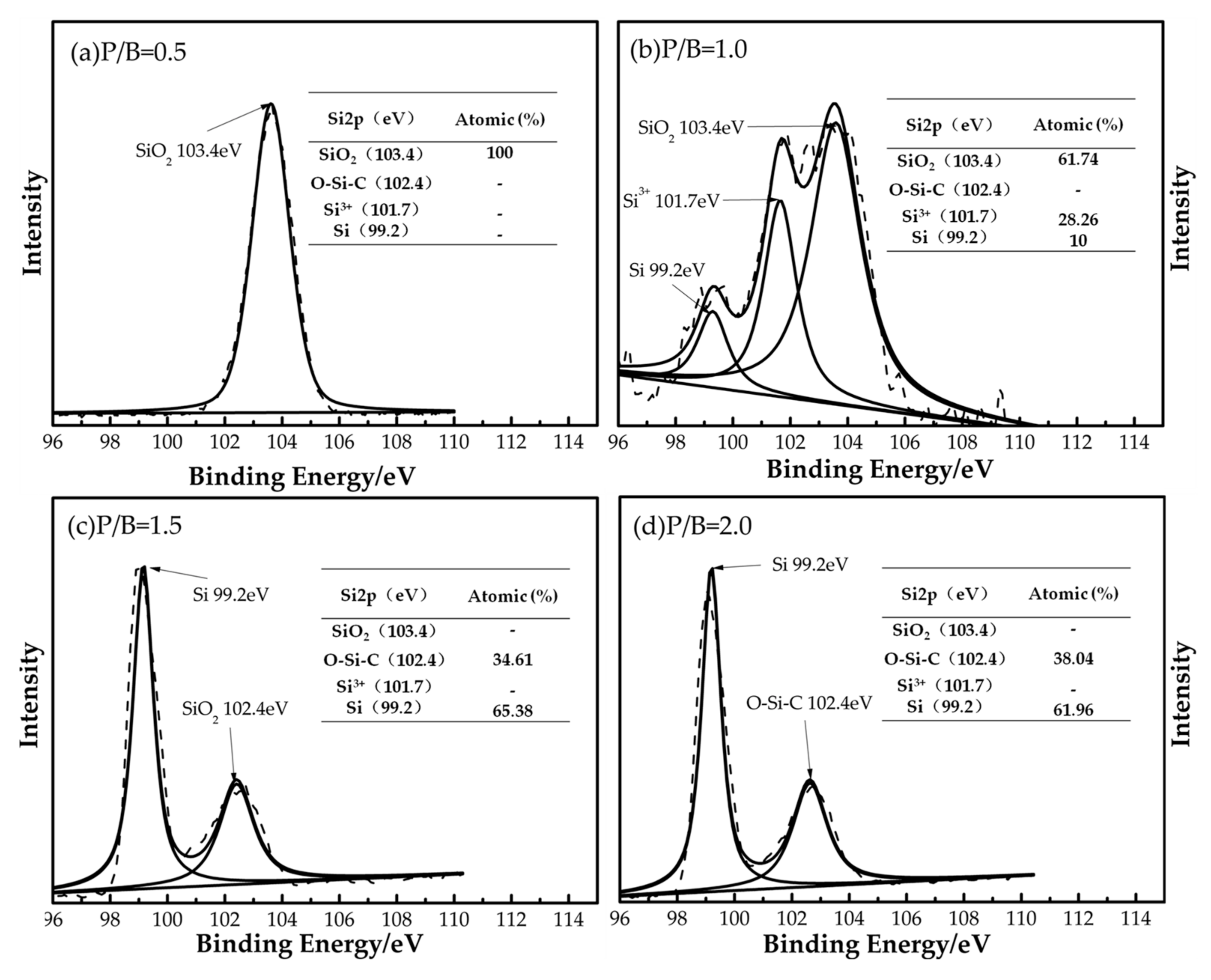
X-ray photoelectron spectroscopy (XPS) evaluated the effects of the flake aluminum pigments on the degradation of the polysiloxane resin. Figure 4 presents XPS spectra in the Si2p region for polysiloxane/Al coatings heated at 500 °C for 1 h. The coating with a P/B ratio of 0.5 (Figure 4a) only shows one photoelectron peak at 103.4 eV, and the peak is due to SiO2. This indicates that the polysiloxane resin in this coating was entirely degraded into SiO2. The coating with a P/B ratio of 1.0 has two other peaks at 99.2 eV (Si) and 101.7 eV (Si3+) in addition to the SiO2 photoelectron peak. These two peaks are the result of the resin’s thermal decomposition intermediates [20]. The atomic mass percentage of SiO2 was 61.74%, which means that the polysiloxane resin in this coating was incompletely oxidized at high temperature; some of the resin still remained as Si and Si3+.
The P/B ratio 1.5 and 2.0 coatings (Figure 4c,d) do not have photoelectron peaks for SiO2. The new peak at 102.4 eV comes from the O–Si–C of polysiloxane resin, indicating that the resin in these two coatings did not completely decompose [20]. In fact, the atomic mass percentage shows that the content of polysiloxane resin quickly increases with increasing P/B ratio, but the total concentration of the degradation products (SiO2, Si3+ and Si) decreases. These results confirm that increasing the flake aluminum pigment concentration significantly decreases the thermal degradation of polysiloxane resin. This agrees with the FTIR reflectance data.
The electric furnace heated the sample through two heating mechanisms: heat radiation and heat conduction. Moreover, the radiation-heating effect of the coating surface decreased with increasing flake aluminum powder content. This is because the flake aluminum pigment is a highly infrared reflective material. Thus, the coating surface temperature decreases, and there is less heat decomposition in the polysiloxane resin. As a result, the coatings with a high P/B ratio had better heat resistance performance. To further prove the above analysis, the samples were irradiated continuously by IR radiation heating. The experimental device is shown in Figure 1. Figure 5 shows the temperature change of coating surface under continuous IR radiation heating. These data show that the coating surface temperature decreases by 8 °C when the P/B ratio is increased from 0.5 to 2.0.
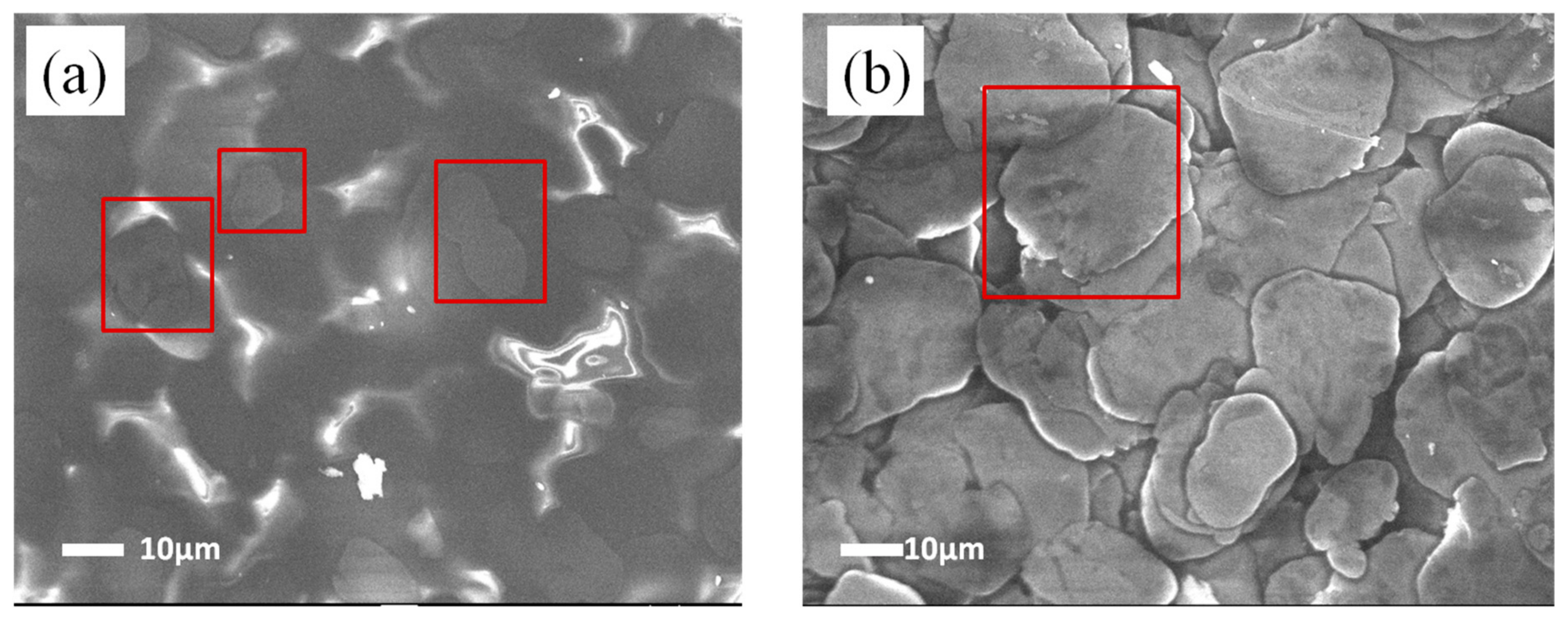
An analysis of the morphologies of the coatings could explain the above phenomena. The surface morphologies of polysiloxane/Al coatings with P/B = 0.5 and 2.0 are shown in Figure 6a,b. Neither of these coatings was heated. For Figure 6a, the coating surface is nearly entirely filled with high infrared absorbing polysiloxane resin; there are only small amounts of flake aluminum powders (labeled by red boxes) floating on the surface. With increasing aluminum powder concentration, many directional flake particles closely arrange on the coating surface to form a dense and highly reflective metal layer (Figure 6b). This metal layer substantially reduces the radiation heating effect of the coating surface [21,22]. In fact, the heat radiation intensity was stronger in the actual high temperature environment. Hence, increasing the content of the flake aluminum pigments has a more significant effect on the thermal decomposition of the polysiloxane/Al coating. This is the main reason for the weaker thermal degradation degree of resin in the coating with a high P/B ratio.
The surface states of the coating after heat treatment in the electric furnace for 1 h are shown in Table 1. The coatings which exhibit no powdering, cracking, or exfoliation can be considered as qualified sample in high temperature resistance testing. As the P/B ratio increases, the maximum service temperature of polysiloxane/Al coatings first increases and then decreases. The coating with a P/B ratio of 1.0 had the best heat resistance because it could maintain surface integrity without powdering, cracking, or exfoliating until 600 °C. These results show that excessive aluminum pigments have negative impacts on the heat resistance of the coatings. Thus, in addition to inhibiting the thermal decomposition of resin, the aluminum powder might also influence the high-temperature resistance mechanisms of the polysiloxane/Al coatings.
The polysiloxane resin in the polysiloxane/Al coating is the main film-forming substance. It determines the mechanical performance of the coating. The high content of the flake aluminum pigments not only restrains the thermal decomposition of the resin, but also reduces the relative content of the polysiloxane resin. This leads to adverse effects on the mechanical properties of the coatings at high temperature.
To further study the mechanical performance of the polysiloxane/Al coatings, thermal mechanical analysis (TMA) was used to measure the thermal expansion dimension (ΔL) of the polysiloxane/Al coatings in the horizontal direction at different temperatures. The resulting TMA curves are shown in Figure 7. For a P/B ratio of 0.5, the content of the polysiloxane resin is relatively higher. The main chains of the resin are broken at high temperatures, which result in a massive volume shrinkage of the polysiloxane/Al coating [23]. As a result, the ΔL of the coating is much lower than the substrate from 50 °C to 600 °C. The mismatch of ΔL would induce a strong shrinkage stress inside the coating causing the coating to crack and peel off above 400 °C.
However, as the P/B ratio increases from 0.5 to 2.0, the ΔL of polysiloxane/Al coating increases first and then decreases. The thermal expansion dimension, ΔL, of the coating with a P/B ratio of 1.0 is closest to that of the substrate. This coating had the minimum shrinkage stress during the heat treatment, and thus it could avoid cracking or exfoliating [24]. Therefore, this coating remained intact even at 600 °C. However, an increase or decrease in the P/B ratio could result in a mismatch of thermal expansion dimensions between the coating and the substrate and in turn worsen the high-temperature resistance of the coating [25].
3.2. Emissivity Properties of Polysiloxane/Al Coatings
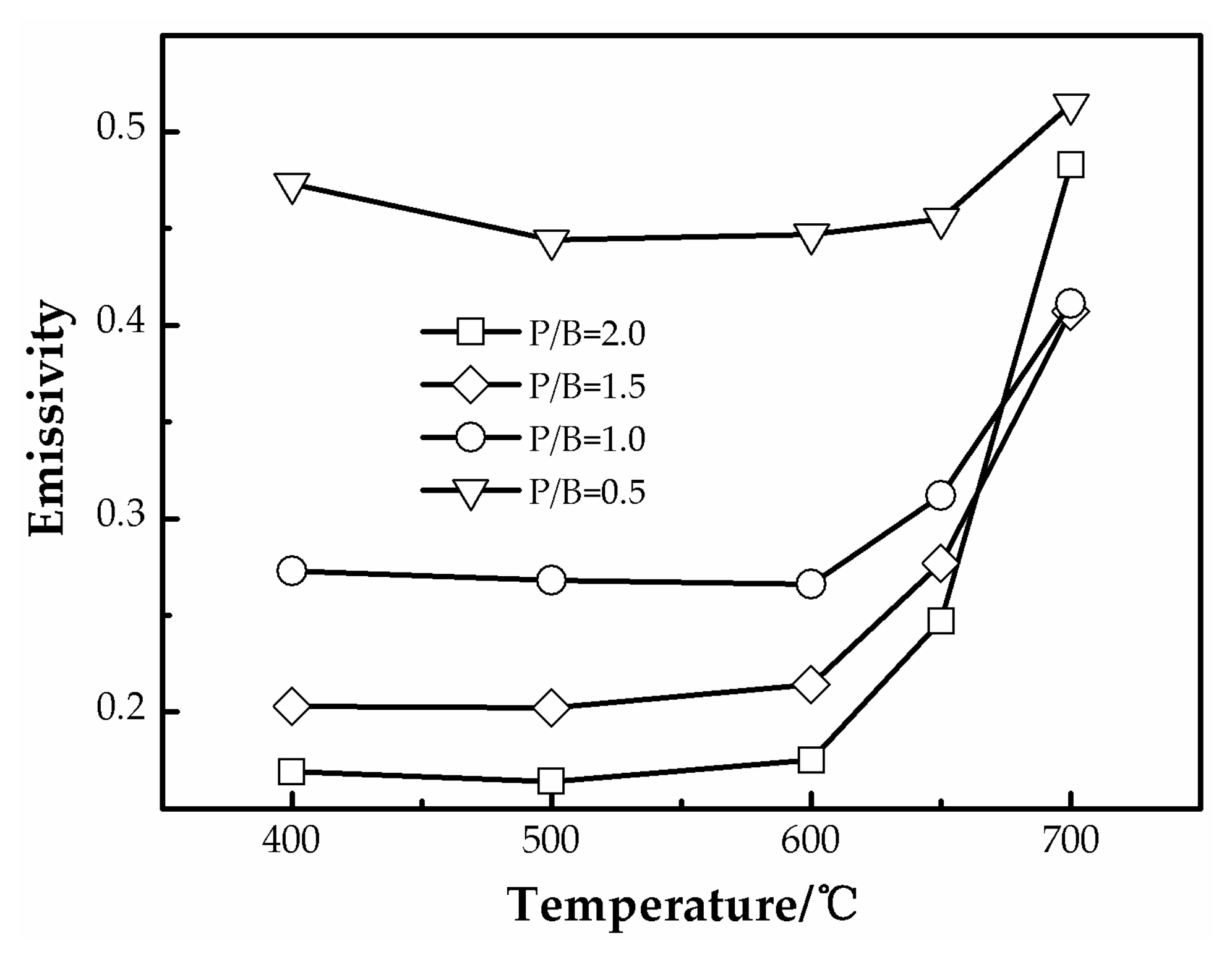
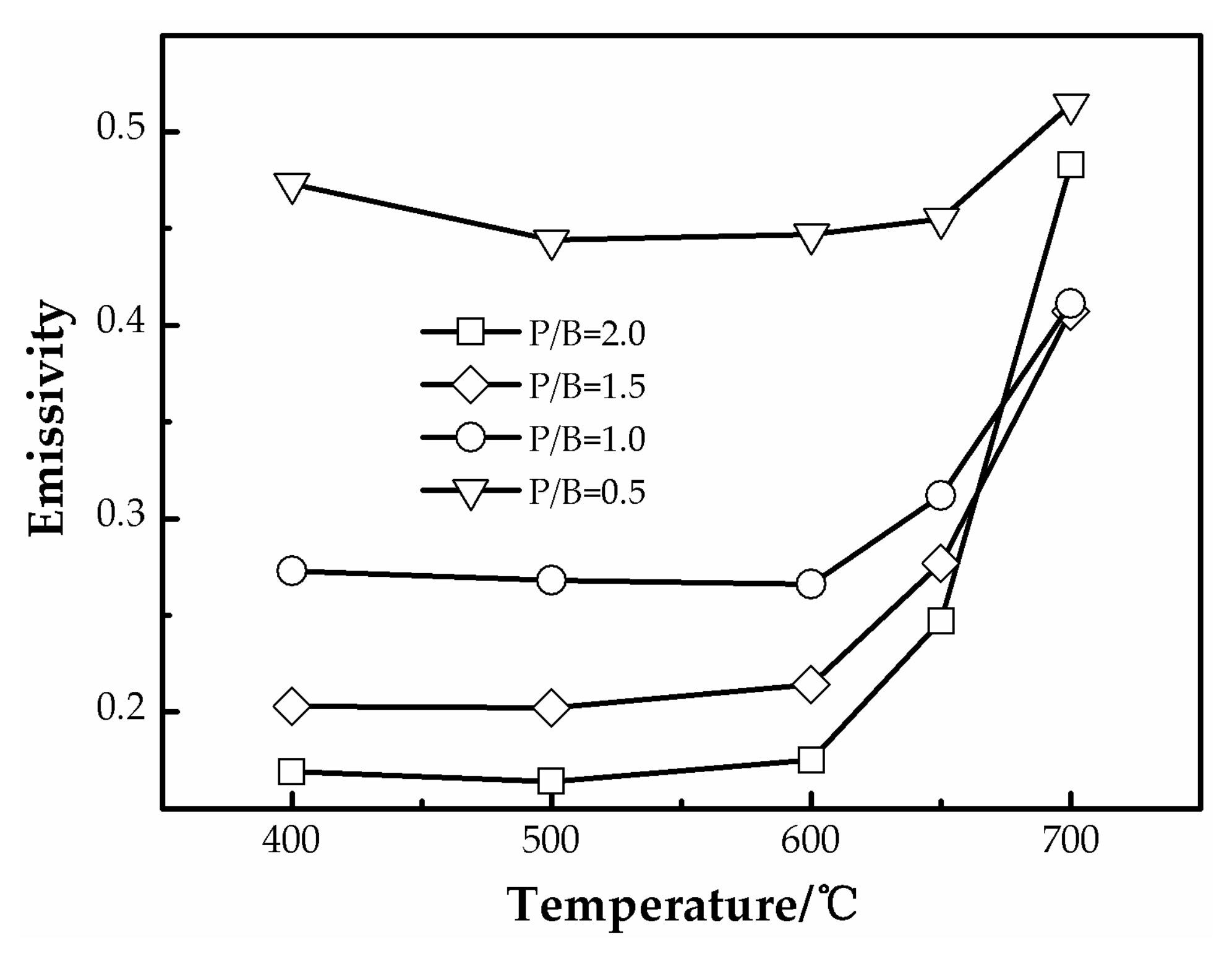
The infrared emissivity of the polysiloxane/Al coatings is shown in Figure 8. For temperatures below 600 °C, the emissivity of coatings with a P/B ratio of 0.5 and 1.0 decreases with increasing temperature, which may be caused by the thermal degradation of the resin. When the heating temperature exceeded 600 °C, the aluminum powder was vigorously oxidized in the range 600–700 °C and it melted around 660 °C. The melting of aluminum powder greatly increases the degree of aluminum oxidation, which results in the rapid increase of the two coatings’ emissivities at 650 °C and 700 °C [26]. On the other hand, the coatings with a P/B ratio of 1.5 and 2.0 had a relatively high content of aluminum powder, and the oxidization speed of aluminum powder increased [26]. Thus, the emissivity of these two coatings increased with increasing temperature. And when the temperature exceeded 600 °C, both coatings had greater degree of emissivity increase.
Therefore, taking into consideration the heat resistant capacity and infrared emissivity, it is necessary to choose a suitable amount of flake aluminum pigment when preparing a high temperature-resistant coating with low infrared emissivity. In this paper, a polysiloxane/Al coating with high-temperature resistance and low infrared emissivity could be achieved by controlling the mass ratio of aluminum and polysiloxane resin (P/B = 1.0).
4. Conclusions
The high-temperature resistance mechanisms of polysiloxane/Al coatings were studied. The results show that the thermal decomposition of polysiloxane resin and the mismatch of the thermal expansion dimensions (ΔL) of the coating and the substrate were the major reasons for the coating failure at high temperatures. These could be markedly improved by tuning the content of the aluminum powder. High contents of flake aluminum pigment could form a highly reflective layer for external radiation, which weakens the radiation heating effect and reduces the heat accumulating near the coating surface. This ultimately restrained the thermal decomposition degree of the resin. The proper aluminum content also improved the degree of mismatch of ΔL between the coating and the substrate, which decreased the shrinkage stress inside the coating. The high-temperature infrared emissivity of the coating was also affected by the content of the aluminum powder. The value of emissivity decreased with increasing aluminum content. However, the aluminum pigments were more easily oxidized at high temperatures. This rapidly increased the infrared emissivity of the coating with high P/B ratios. Clearly, finding the proper balance between the heat-resistance properties and the infrared emissivity is important. The coating with a P/B ratio of 1.0 could maintain integrity until 600 °C and its lowest emissivity value was 0.27 at 600 °C. Thus, a coating with high-temperature resistance and low emissivity was obtained, which could be used for infrared stealth technology or energy savings in high-temperature equipment.
Acknowledgments
The authors would like to acknowledge financial support from the National Natural Science Foundation of China (No. 51402241). We would like to thank LetPub for providing linguistic assistance during the preparation of this manuscript.
Author Contributions
Jun Zhao, Le Yuan conceived and designed the experiments; Jun Zhao and Lun Qi performed the experiments; Xiaolong Weng, Wei Luo analyzed the data; Gang Huang and Yan Huang carried out FTIR and TMA measurements; Wei Luo and Jun Zhao wrote the paper.
Conflicts of Interest
The author declares no conflict of interest.
References
- Yuan, L.; Weng, X.L.; Deng, L.J. Influence of binder viscosity on the control of infrared emissivity in low emissivity coating. Infrared Phys. Technol. 2013, 56, 25–29. [Google Scholar] [CrossRef]
- Chen, S.; Yuan, L.; Weng, X.L.; Deng, L.J. Modeling emissivity of low-emissivity coating containing horizontally oriented metallic flake particles. Infrared Phys. Technol. 2014, 67, 377–381. [Google Scholar] [CrossRef]
- Wu, G.; Yu, D. Preparation and characterization of a new low infrared-emissivity coating based on modified aluminum. Prog. Org. Coat. 2013, 76, 107–112. [Google Scholar] [CrossRef]
- Tomas, H.; Tiina, N.; Eva, H.K.; Salonen, P.S.; Christina, N.; Anna, J. Development of Low-Emissive Camouflage Paint: Final Report; Sensor Technology, Swedish Defence Research Agency: Stockholm, Sweden, 2005. [Google Scholar]
- Leftheriotis, G.; Yianoulis, P. Characterization and stability of low-emittance multiple coatings for glazing applications. Energy Mater. Sol. Cells 1999, 58, 185–197. [Google Scholar] [CrossRef]
- Sun, K.; Zhou, W.; Tang, X.; Luo, F. Application of indium tin oxide (ITO) thin film as a low emissivity film on Ni-based alloy at high temperature. Infrared Phys. Technol. 2016, 78, 156–161. [Google Scholar] [CrossRef]
- Xiao, S.R.; Ding, H.Y.; Wang, Z.Y.; Zhang, T.; Liu, P.R. Thermal stability of a low infrared emissivity coating. Aeroengine 2014, 40, 15–18. [Google Scholar]
- Hu, C.; Xu, G.Y.; Shen, X.M.; Shao, C.; Yan, X. The epoxy-siloxane/Al composite coatings with low infrared emissivity for high temperature applications. Appl. Surf. Sci. 2010, 256, 3459–3463. [Google Scholar] [CrossRef]
- Guo, T.; Xu, G.Y.; Chen, Y.; Hu, C.; Wang, Y. Preparation of heat resistant coatings with low infrared emissivity and mechanism. Mater. Rev. 2011, 25, 96–99. [Google Scholar]
- Wang, M.; Liang, H.M.; Xu, J. Research on the oxidation characteristics of aluminum flakes of DSC/DTG method. J. Saf. Environ. 2013, 2, 045. [Google Scholar]
- Hu, C.; Xu, G.; Shen, X.M. Preparation and characteristics of thermal resistance polysiloxane/Al composite coatings with low infrared emissivity. J. Appl. Polym. Sci. 2009, 486, 371–375. [Google Scholar] [CrossRef]
- Radhakrishnan, T.S. New method for evaluation of kinetic parameters and mechanism of degradation from pyrolysis-GC studies: Thermal degradation of polydimethylsiloxanes. J. Appl. Polym. Sci. 1999, 73, 441–450. [Google Scholar] [CrossRef]
- Wagner, Ö.; Kenessey, G. A new catalytic method for crosslinking of silicone polymers. J. Appl. Polym. Sci. 1998, 69, 1705–1709. [Google Scholar] [CrossRef]
- Sun, J.T.; Huang, Y.D.; Cao, H.L.; Gong, G.F. Synthesis of heat-resistant silicone resin and studies on its thermal and curing properties. J. Aeronaut. Mater. 2005, 25, 25–29. [Google Scholar]
- Tomer, N.S.; Delorjestin, F.; Frezet, L.; Lacoste, J. Oxidation, chain scission and cross-linking studies of polysiloxanes upon ageings. Open J. Org. Polym. Mater. 2012, 2, 13–22. [Google Scholar] [CrossRef]
- Pham, Q.T.; Chern, C.S. Thermal stability of organofunctional polysiloxanes. Thermochim. Acta 2013, 565, 114–123. [Google Scholar] [CrossRef]
- Jovanovic, J.D.; Govedarica, M.N.; Dvornic, P.R.; Popovic, I.G. The thermogravimetric analysis of some polysiloxanes. Polym. Degrad. Stab 1998, 61, 87–93. [Google Scholar] [CrossRef]
- Nagai, N.; Hashimoto, H. FT-TR-ATR study of depth profile of SiO2 ultra-thin films. Appl. Surf. Sci. 2001, 172, 307–311. [Google Scholar] [CrossRef]
- Cheng, H.S.; Sun, Z.Y.; Shao, J.C. Infrared spectral characteristics of eight different sources of SiO2. Bull. Chin. Ceram. Soc. 2011, 30, 934–937. [Google Scholar]
- Egitto, F.D.; Matienzo, L.J. Transformation of poly (dimethylsiloxane) into thin surface films of SiOx by UV/Ozone treatment. Part I: Factors affecting modification. J. Mater. Sci. 2006, 41, 6362–6373. [Google Scholar] [CrossRef]
- Visser, S.A.; Hewitt, C.E.; Fitzgerald, J.J.; Ferrar, W.T.; Binga, T.D. Effect of filler type on the response of polysiloxane elastomers to cyclic stress at elevated temperatures. J. Appl. Polym. Sci. 1997, 65, 1805–1820. [Google Scholar] [CrossRef]
- Wang, H.Q. Preparation of organic silicone coating with high-temperature resistance. J. Beijing Univ. Chem. Technol. 2006, 33, 59–62. [Google Scholar]
- Patel, M.; Shames, M.; Skinner, A.R.; Stephens, T.S. Stress relaxation and thermogravimetric studies on room temperature vulcanised polysiloxane rubbers. Polym. Degrad. Stab. 2004, 83, 111–116. [Google Scholar] [CrossRef]
- Mirabedini, S.M.; Mohseni, M.; Pazokifard, S.; Esfandeh, M. Effect of TiO2 on the mechanical and adhesion properties of RTV silicone elastomer coatings. Colloids Surf. A Physicochem. Eng. Asp. 2008, 317, 80–86. [Google Scholar] [CrossRef]
- Sato, K. The internal stress of coating films. Prog. Org. Coat. 1980, 8, 143–160. [Google Scholar] [CrossRef]
- Hu, C.; Xu, G.; Shen, X.; Huang, R.; Li, F.L. Thermal ageing studies on low infrared emissivity composite coatings. J. Alloys Compd. 2010, 496, 691–694. [Google Scholar] [CrossRef]
Figure 1.
Experimental device for measuring the radiation-heating effect of the coating surface. 1—fixed devide; 2—275 W infrared lamp; 3—polysiloxane/Al coating; 4—substrate; 5—thermocouple display.
Figure 1.
Experimental device for measuring the radiation-heating effect of the coating surface. 1—fixed devide; 2—275 W infrared lamp; 3—polysiloxane/Al coating; 4—substrate; 5—thermocouple display.
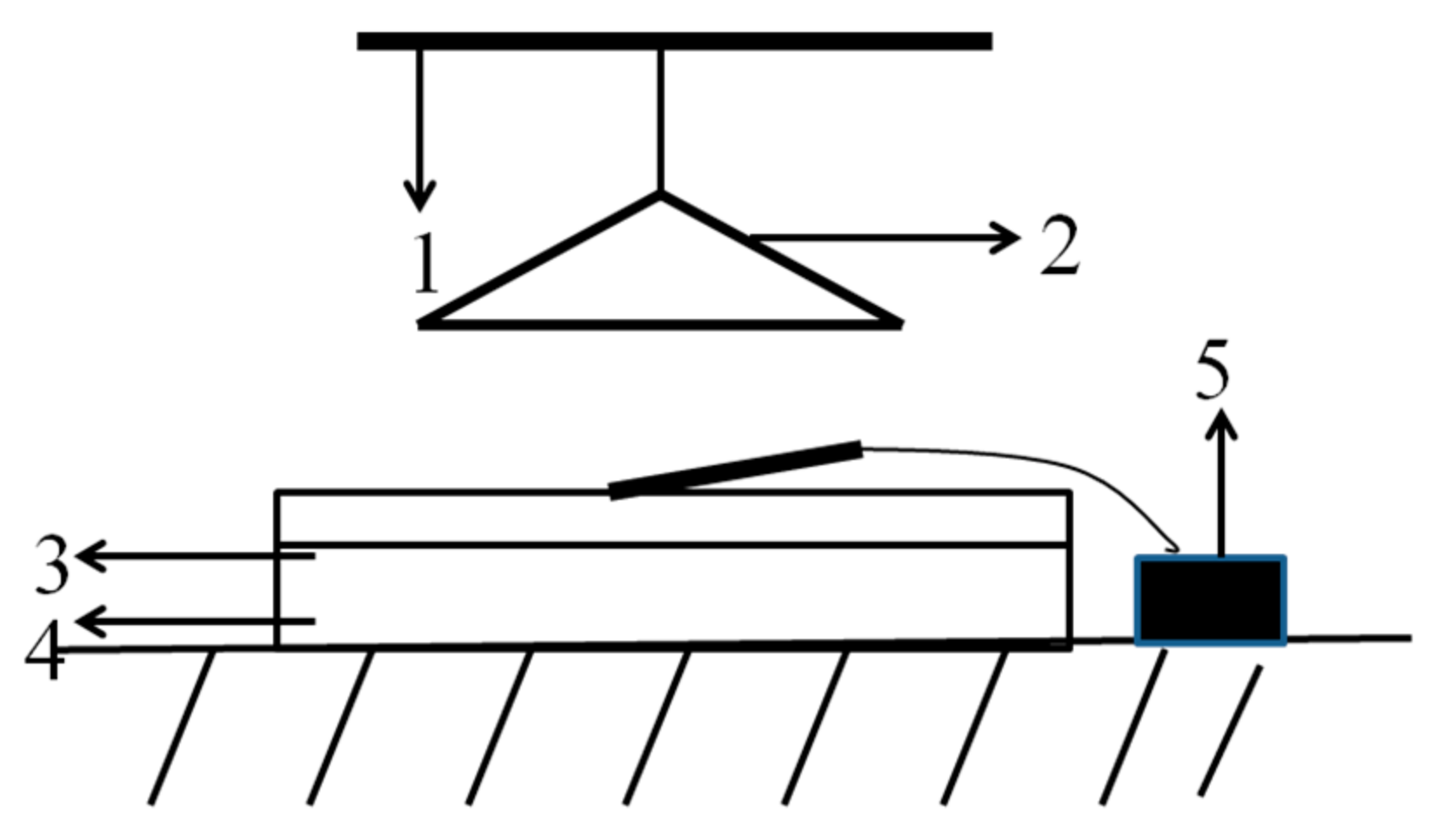
Figure 2.
(a) TG and DSC curves of aluminum pigments; (b) TG curves of polysiloxane resin and polysiloxane/Al coatings with different P/B ratios (the mass ratio of pigment to binder); (c) DTG curves of polysiloxane resin and polysiloxane/Al coatings.
Figure 2.
(a) TG and DSC curves of aluminum pigments; (b) TG curves of polysiloxane resin and polysiloxane/Al coatings with different P/B ratios (the mass ratio of pigment to binder); (c) DTG curves of polysiloxane resin and polysiloxane/Al coatings.
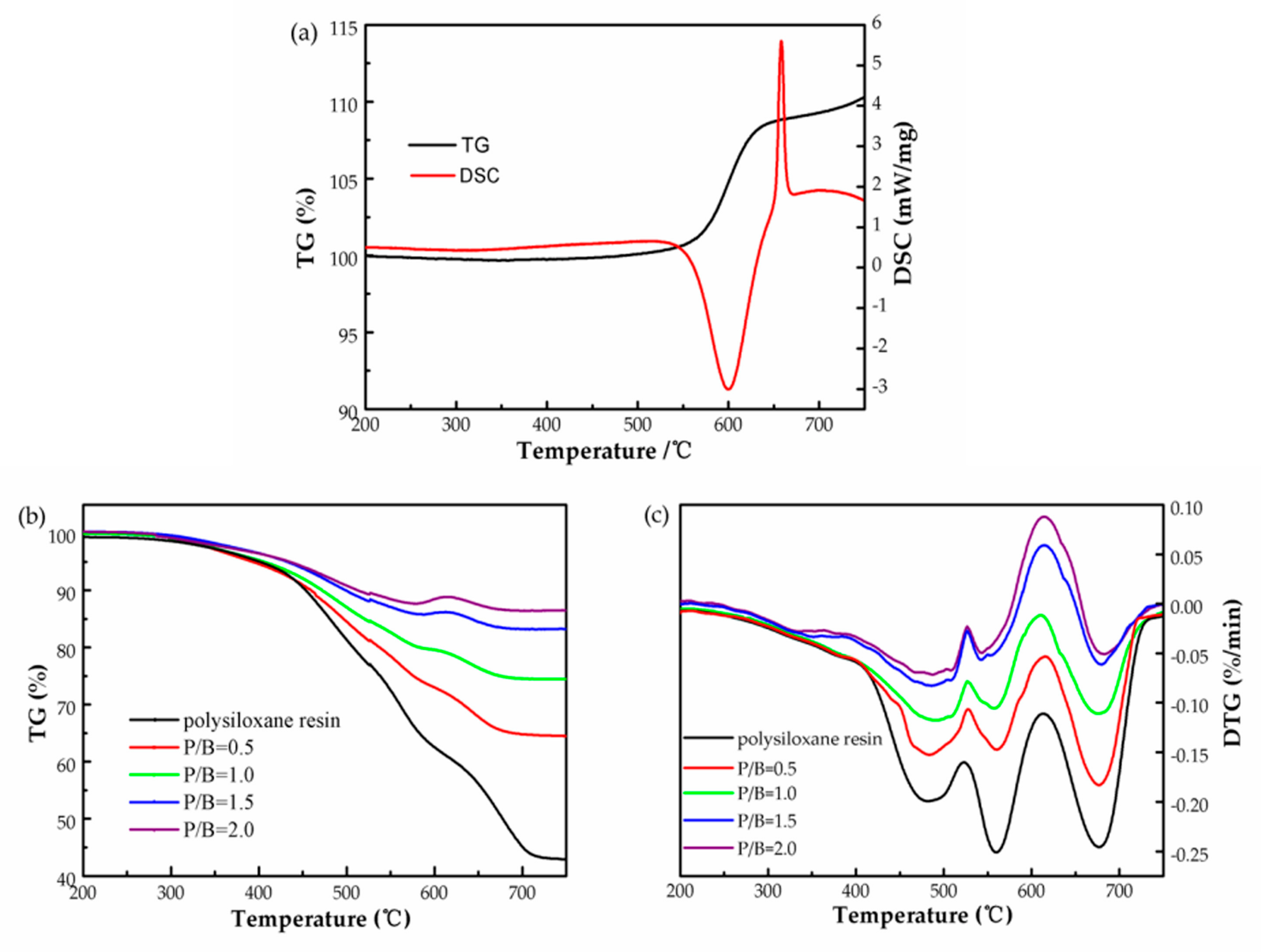
Figure 3.
FTIR reflectance spectra of polysiloxane/Al coating with (a) P/B = 0.5 after heat treatment; (b) different P/B ratios after heat treatment.
Figure 3.
FTIR reflectance spectra of polysiloxane/Al coating with (a) P/B = 0.5 after heat treatment; (b) different P/B ratios after heat treatment.
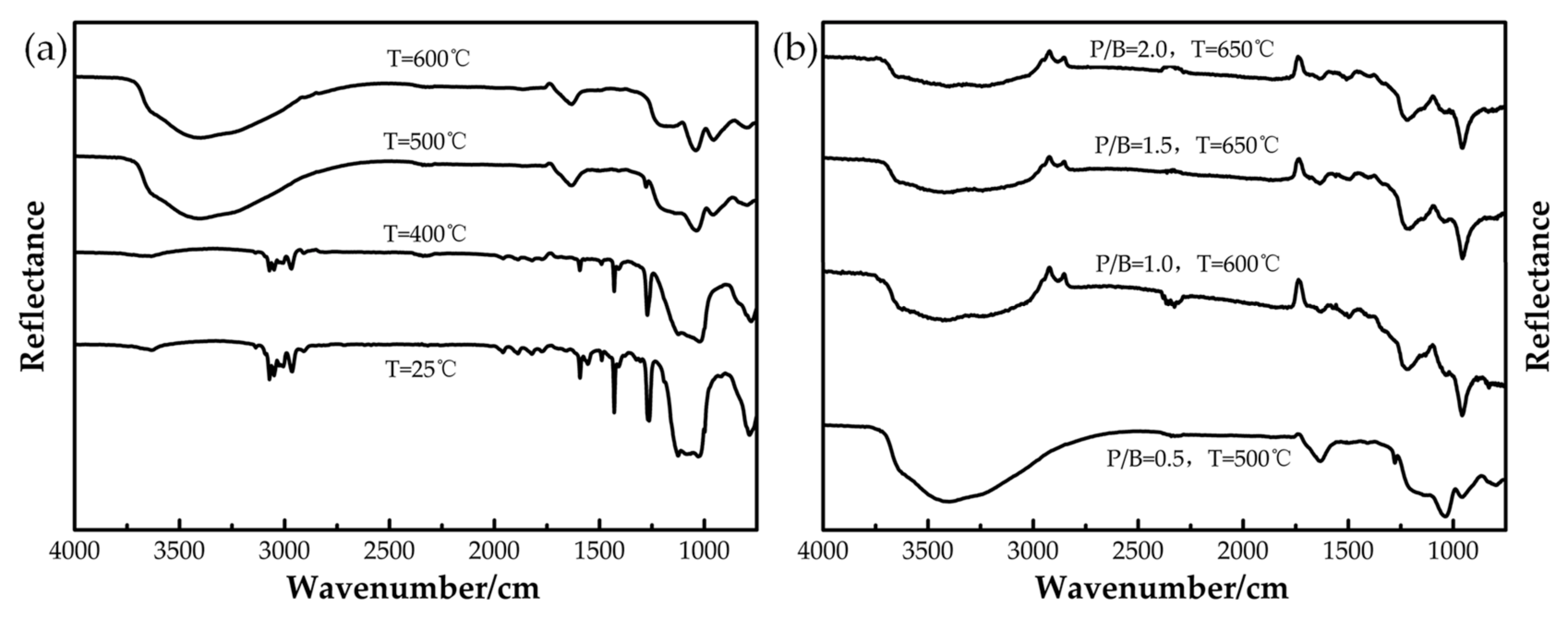
Figure 4.
X-ray photoelectron spectroscopy (XPS) spectra in the Si2p region for polysiloxane/Al coatings after being heated to 500 °C: (a) P/B = 0.5; (b) P/B = 1.0; (c) P/B = 1.5; and (d) P/B = 2.0.
Figure 4.
X-ray photoelectron spectroscopy (XPS) spectra in the Si2p region for polysiloxane/Al coatings after being heated to 500 °C: (a) P/B = 0.5; (b) P/B = 1.0; (c) P/B = 1.5; and (d) P/B = 2.0.
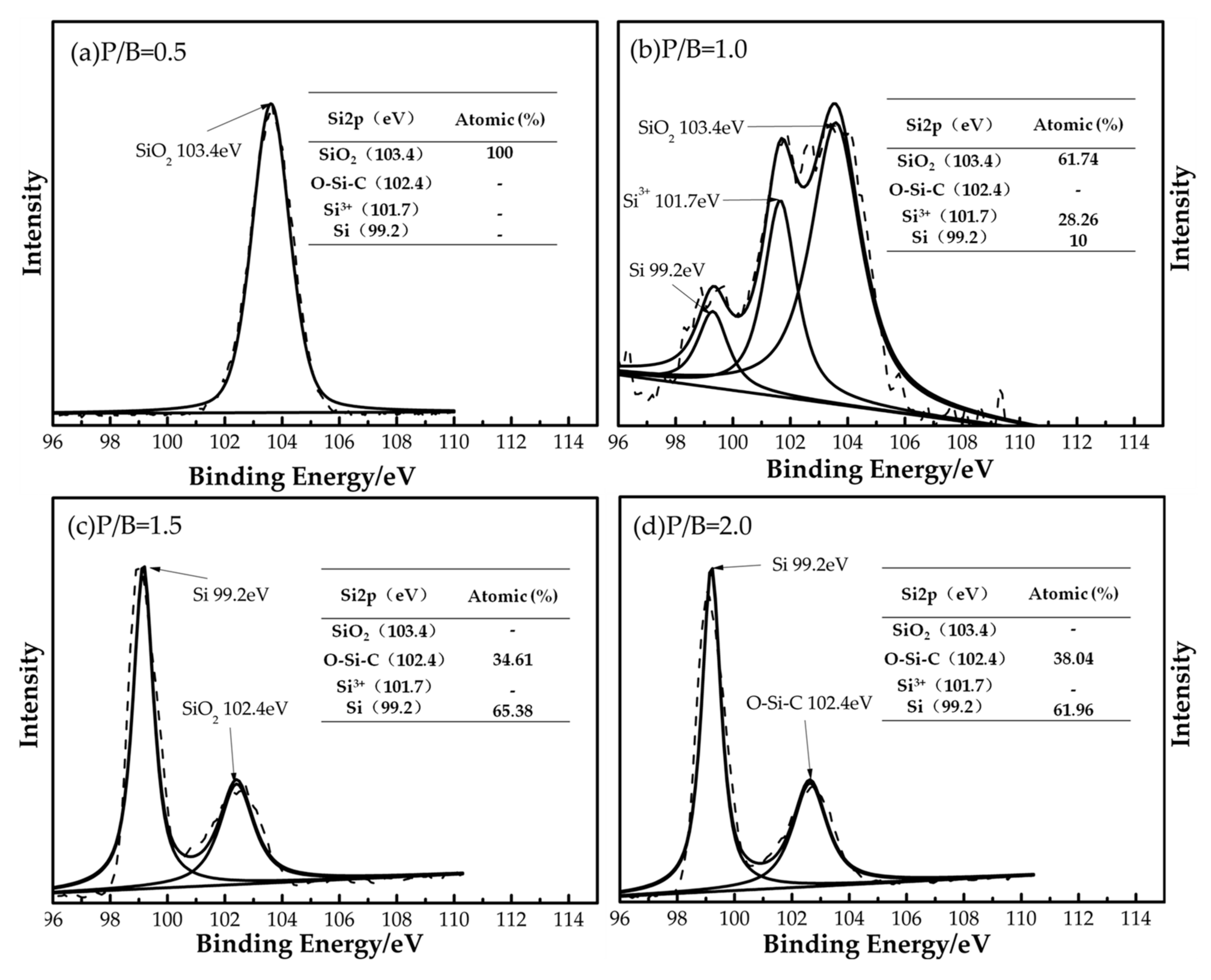
Figure 5.
The surface temperature of polysiloxane/Al coatings under continuous IR radiation.
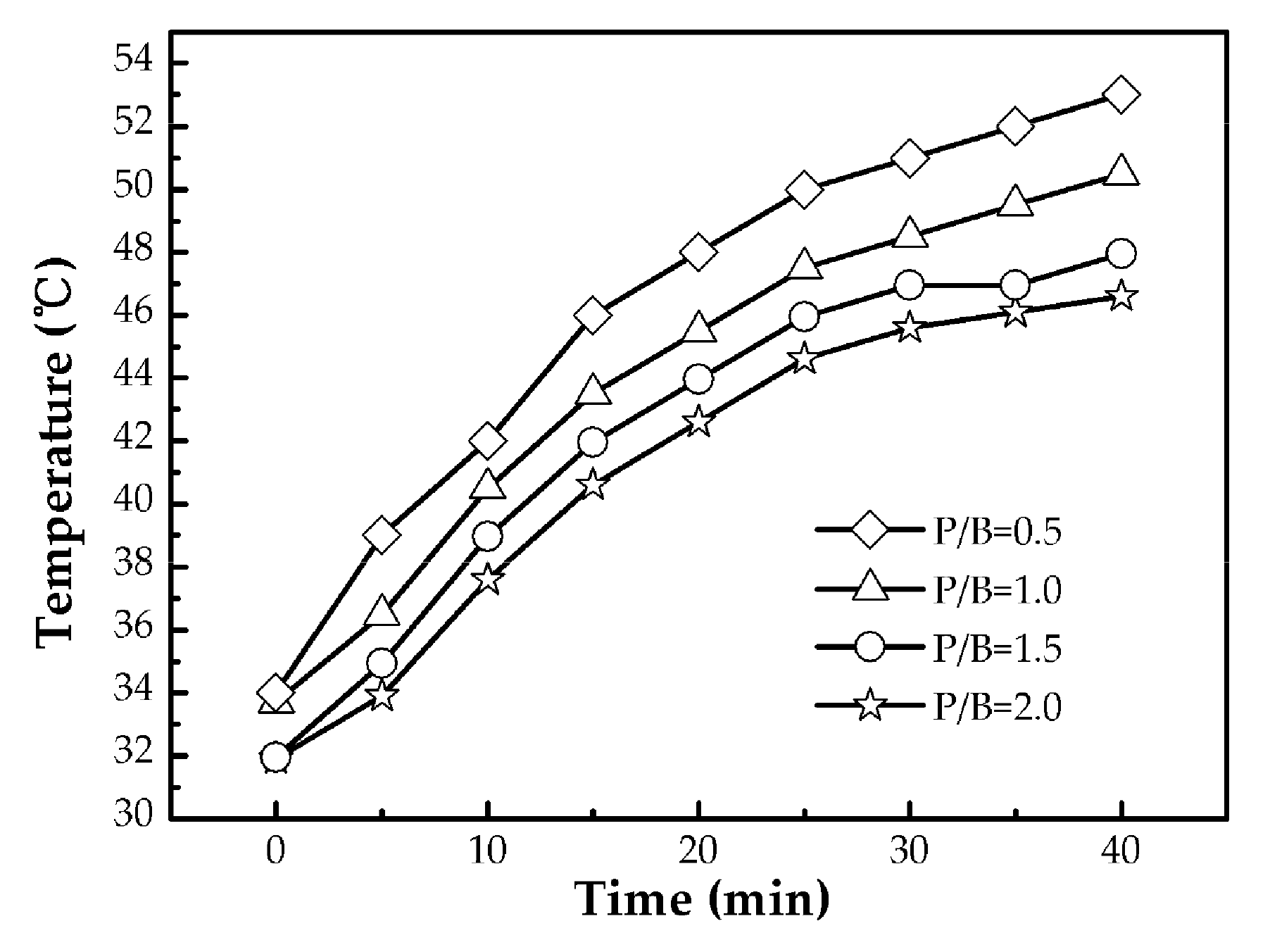
Figure 6.
SEM micrographs of the coatings with (a) P/B = 0.5 and (b) P/B = 2.0 without any heat treatment.
Figure 6.
SEM micrographs of the coatings with (a) P/B = 0.5 and (b) P/B = 2.0 without any heat treatment.
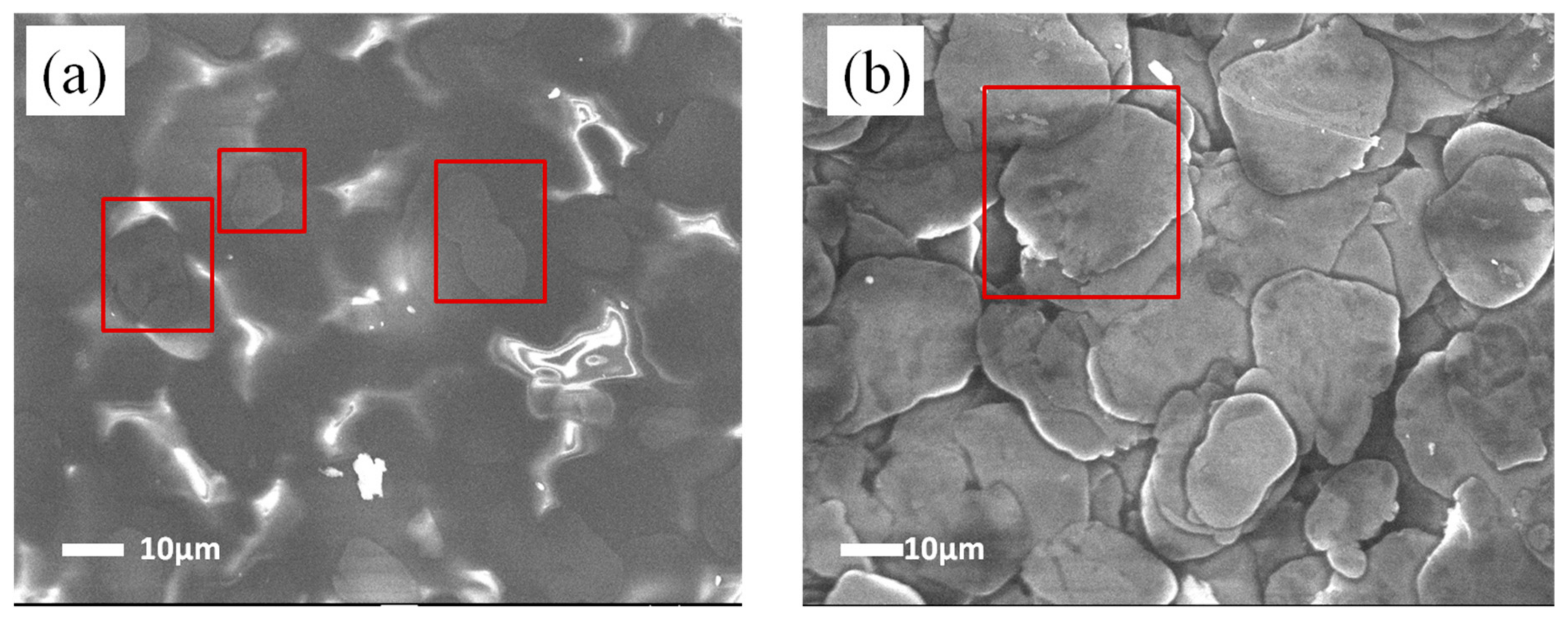
Figure 7.
Thermal mechanical analysis (TMA) curves of polysiloxane/Al coatings with different P/B ratios, the ΔL means the size defference in the sample at temperature T and at room temperature.
Figure 7.
Thermal mechanical analysis (TMA) curves of polysiloxane/Al coatings with different P/B ratios, the ΔL means the size defference in the sample at temperature T and at room temperature.
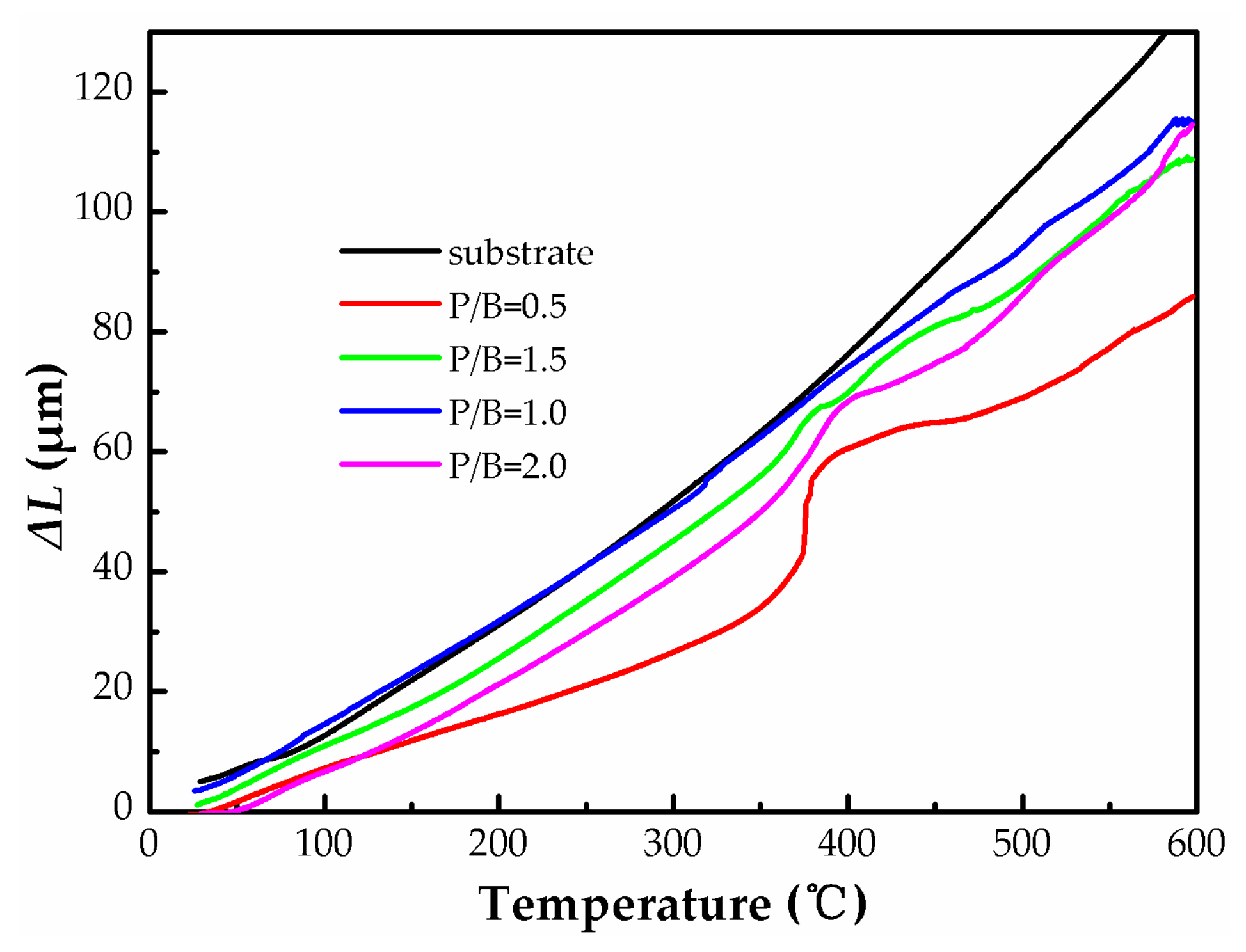
Figure 8.
Average IR emissivity (8–14 μm) of polysiloxane/Al coatings after heat treatment.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The surface states for polysiloxane/Al coating after heat treatment.
| Samples | Heat-Treatment Temperature | ||||
|---|---|---|---|---|---|
| 400 °C | 500 °C | 600 °C | 650 °C | 700 °C | |
| Polysiloxane resin | * | – | – | – | – |
| P/B = 0.5 | ○ | × | × | × | × |
| P/B = 1.0 | ○ | ○ | ○ | Δ | Δ |
| P/B = 1.5 | ○ | ○ | Δ | Δ | Δ |
| P/B = 2.0 | ○ | ○ | Δ | Δ | Δ |
Notes: (*) powdery; (○) good (coherence); (×) cracked; (Δ) exfoliated.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhao, J.; Luo, W.; Qi, L.; Yuan, L.; Huang, G.; Huang, Y.; Weng, X. The High-Temperature Resistance Properties of Polysiloxane/Al Coatings with Low Infrared Emissivity. Coatings 2018, 8, 125. https://doi.org/10.3390/coatings8040125
AMA Style
Zhao J, Luo W, Qi L, Yuan L, Huang G, Huang Y, Weng X. The High-Temperature Resistance Properties of Polysiloxane/Al Coatings with Low Infrared Emissivity. Coatings. 2018; 8(4):125. https://doi.org/10.3390/coatings8040125
Chicago/Turabian StyleZhao, Jun, Wei Luo, Lun Qi, Le Yuan, Gang Huang, Yan Huang, and Xiaolong Weng. 2018. "The High-Temperature Resistance Properties of Polysiloxane/Al Coatings with Low Infrared Emissivity" Coatings 8, no. 4: 125. https://doi.org/10.3390/coatings8040125
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.