
Effects of Negative Bias Voltage and Ratio of Nitrogen and Argon on the Structure and Properties of NbN Coatings Deposited by HiPIMS Deposition System

Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussion
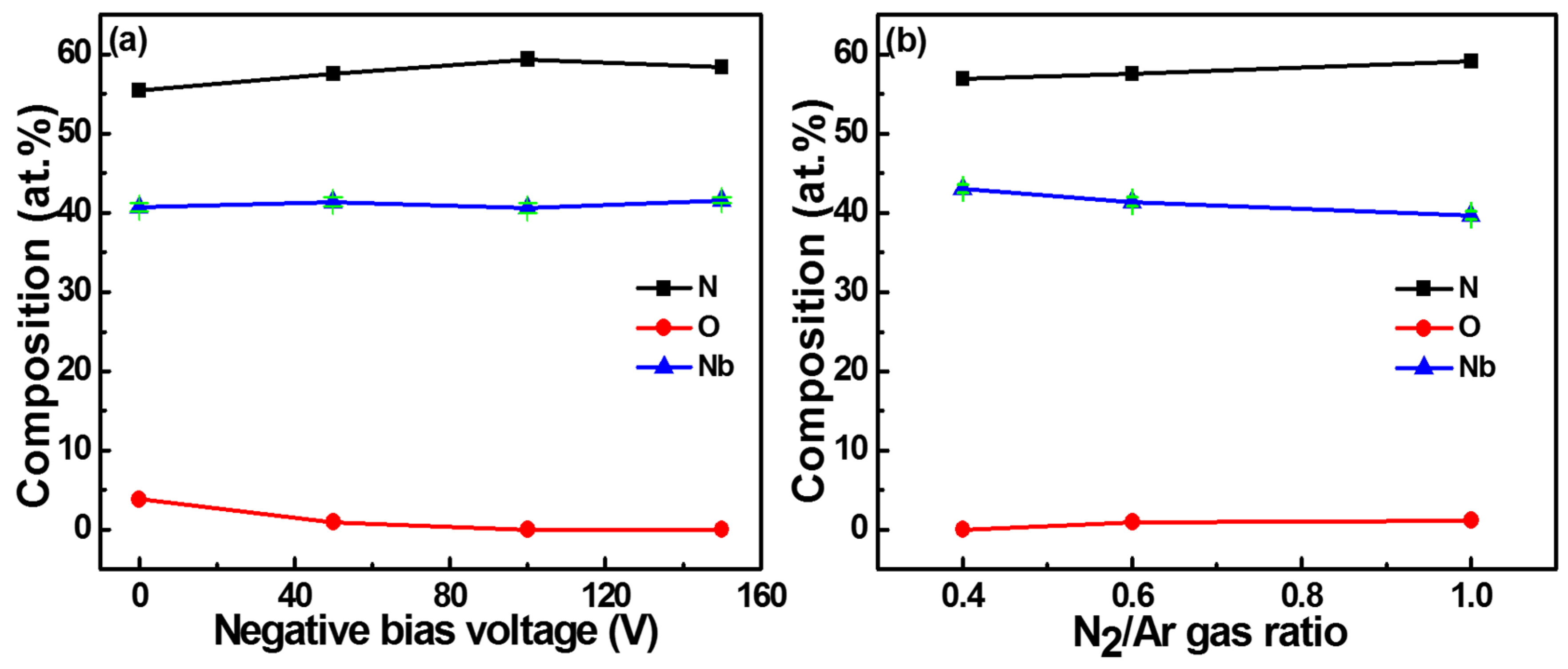
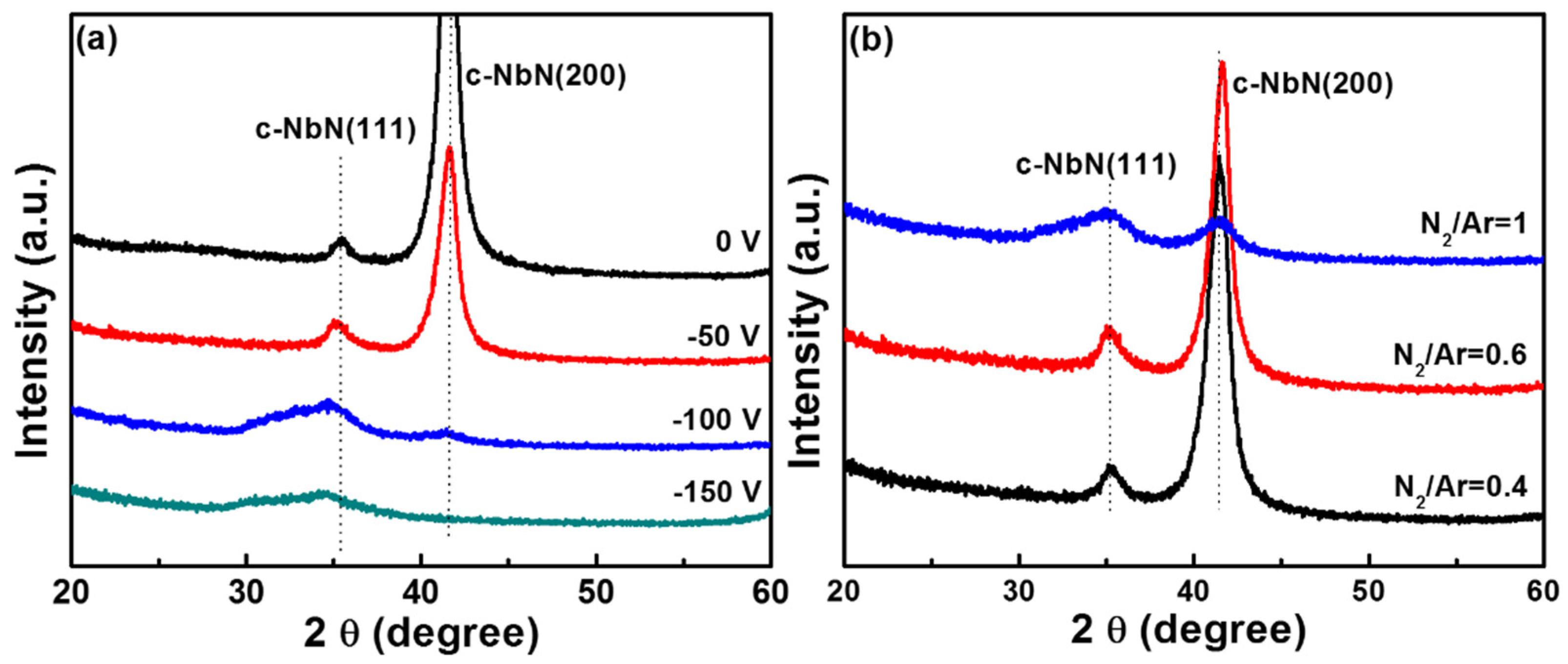
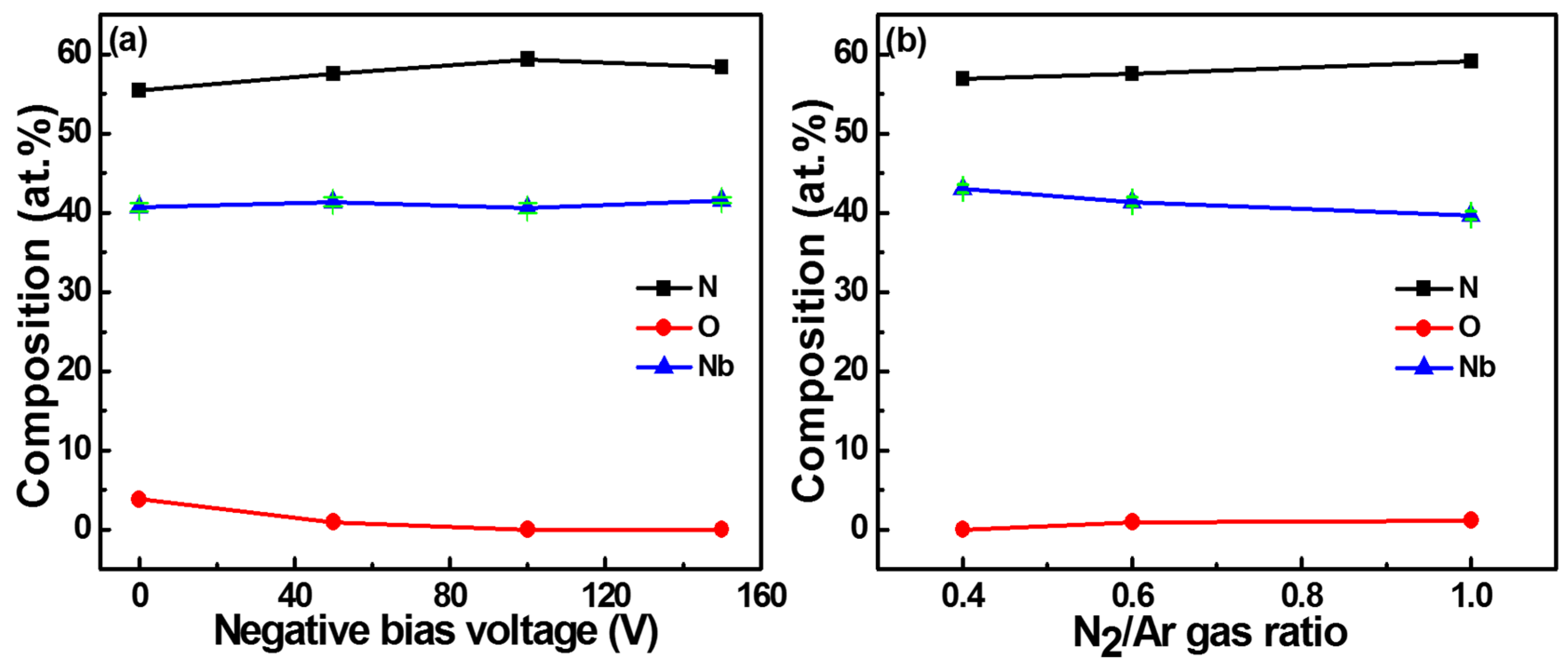
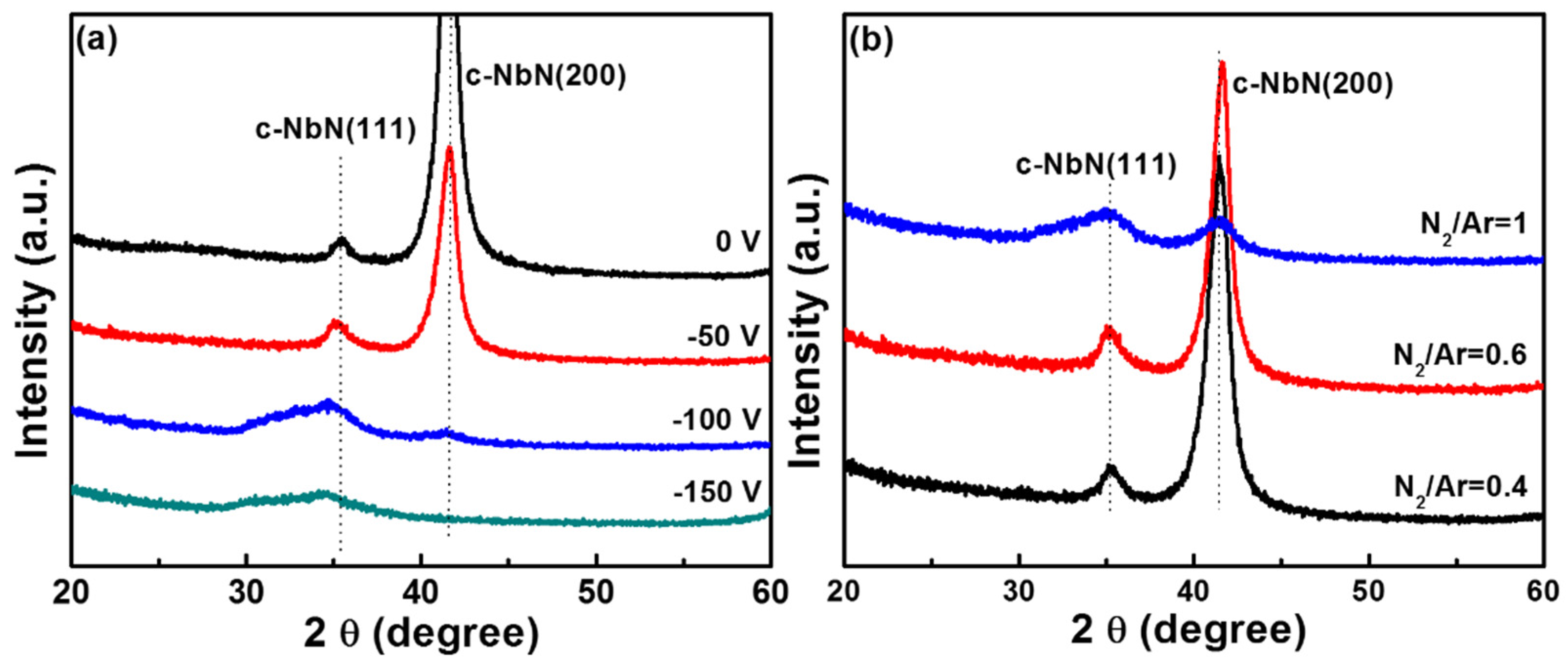
3.1. Elemental Composition and Phase Structure of NbNx>1 Coatings
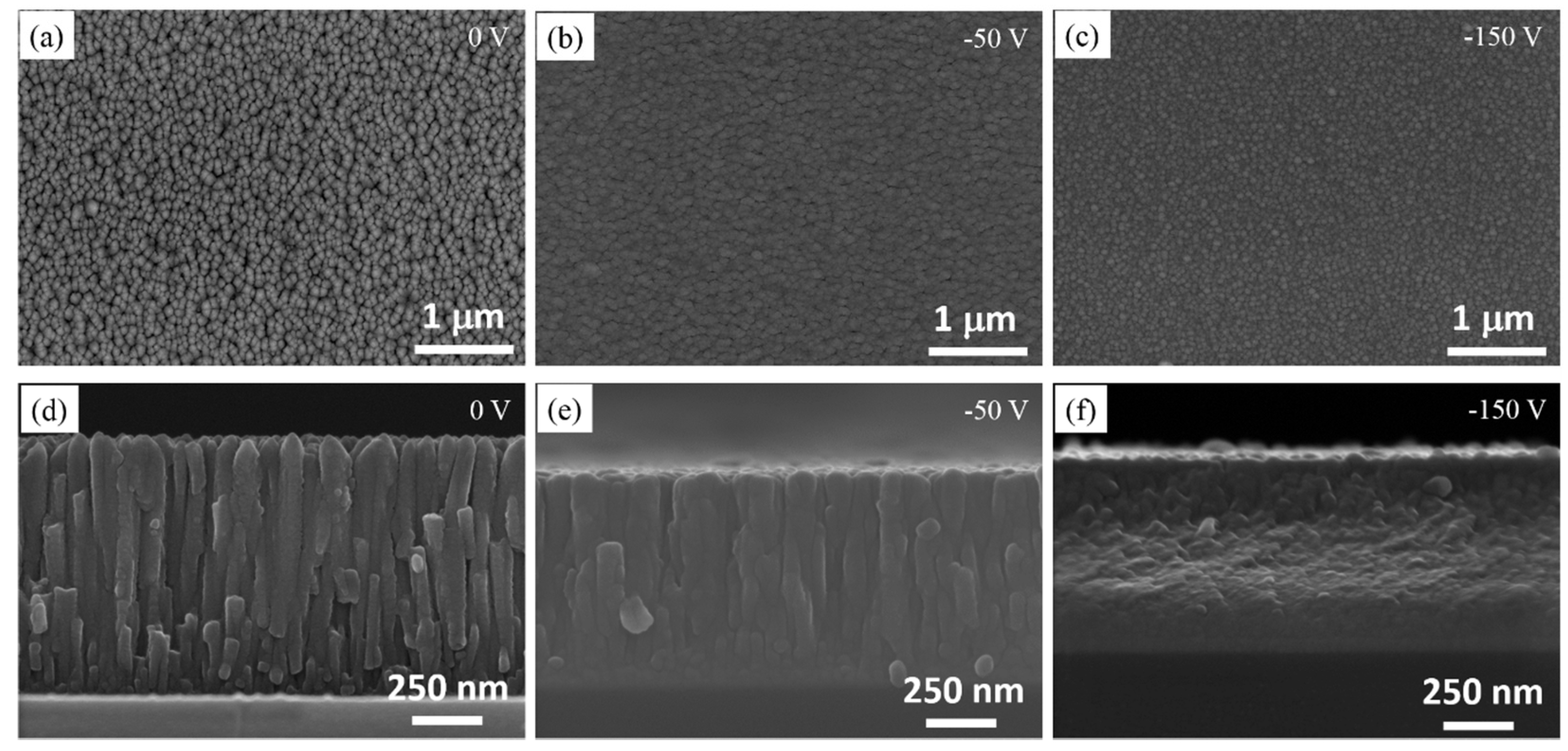
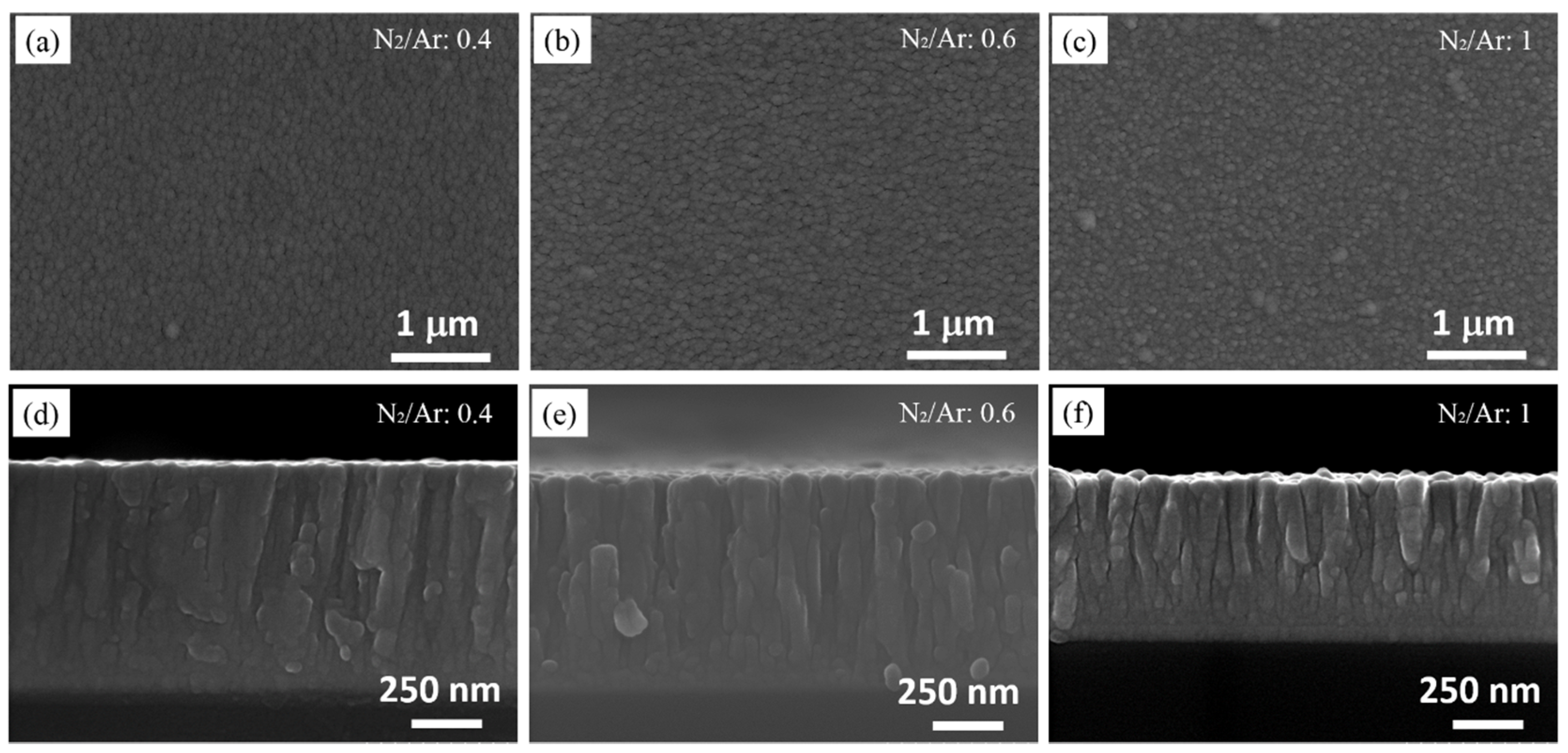
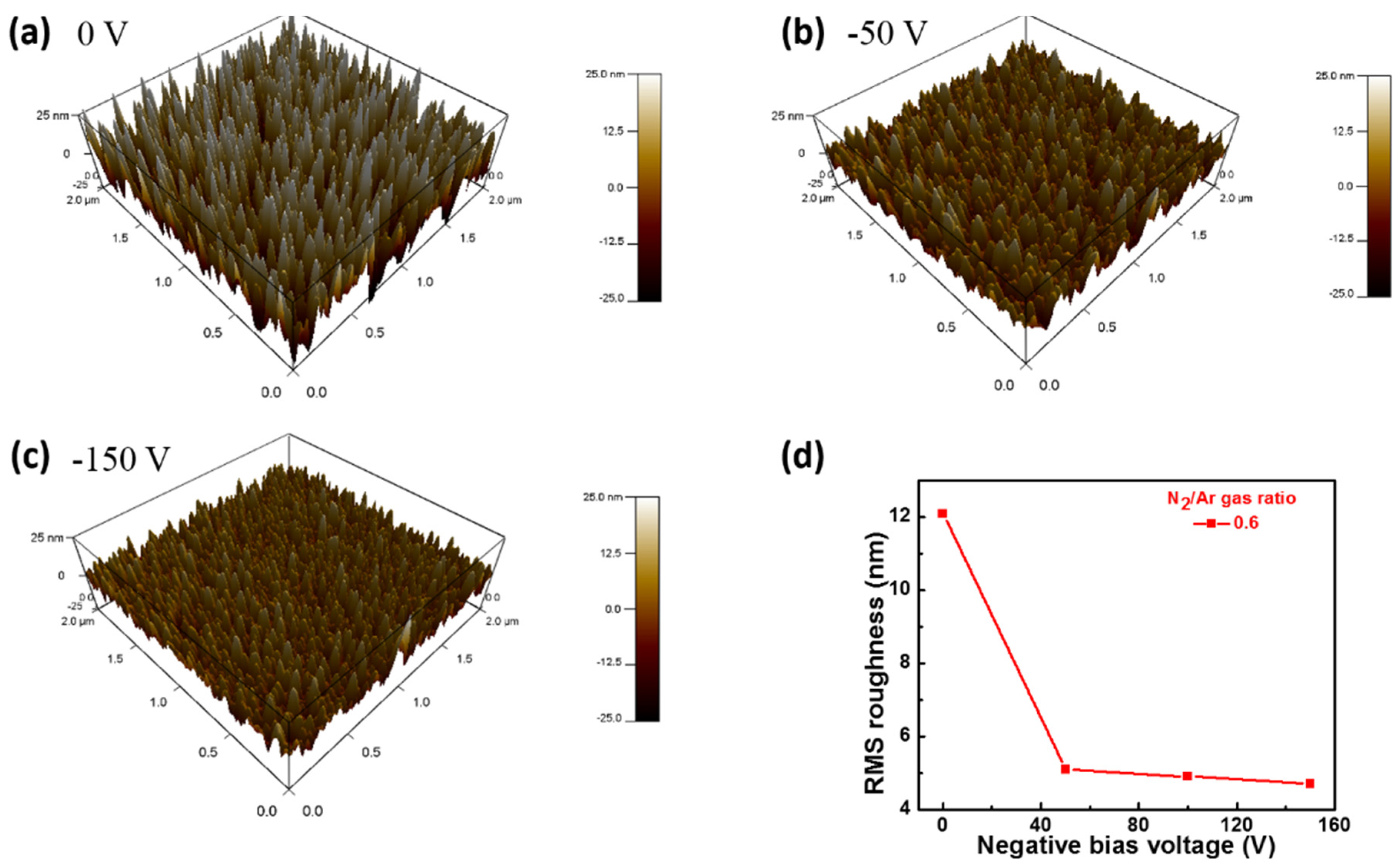
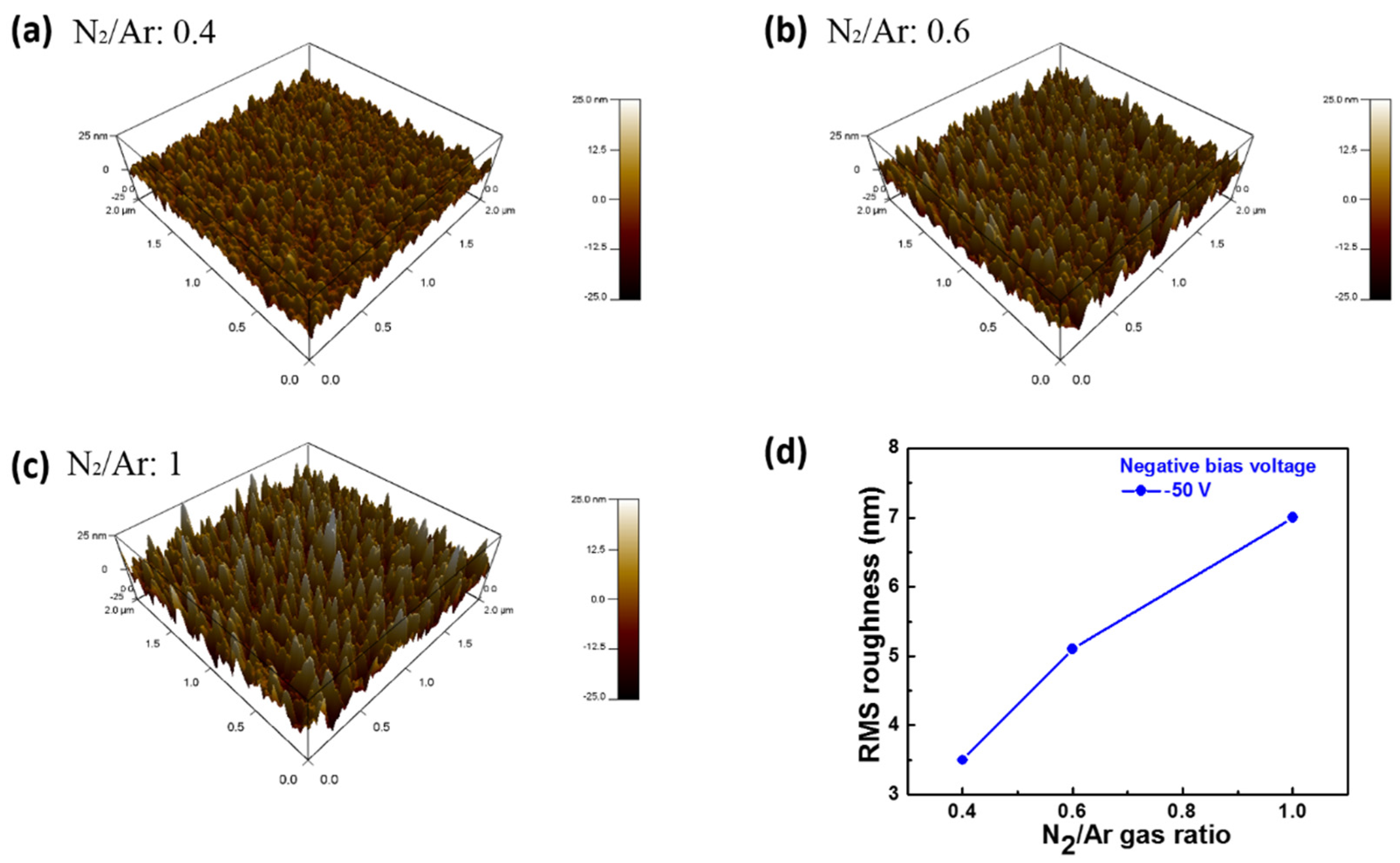
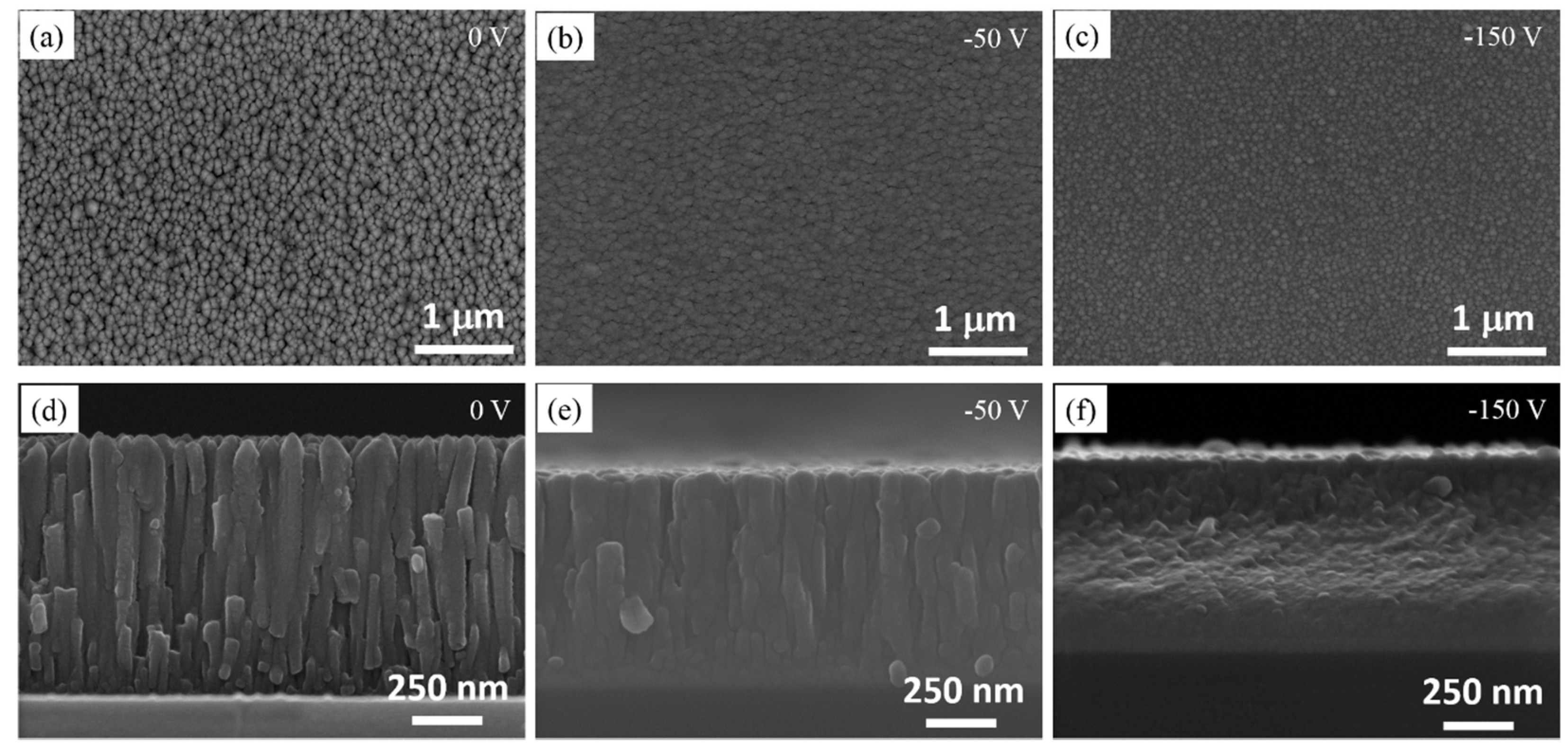
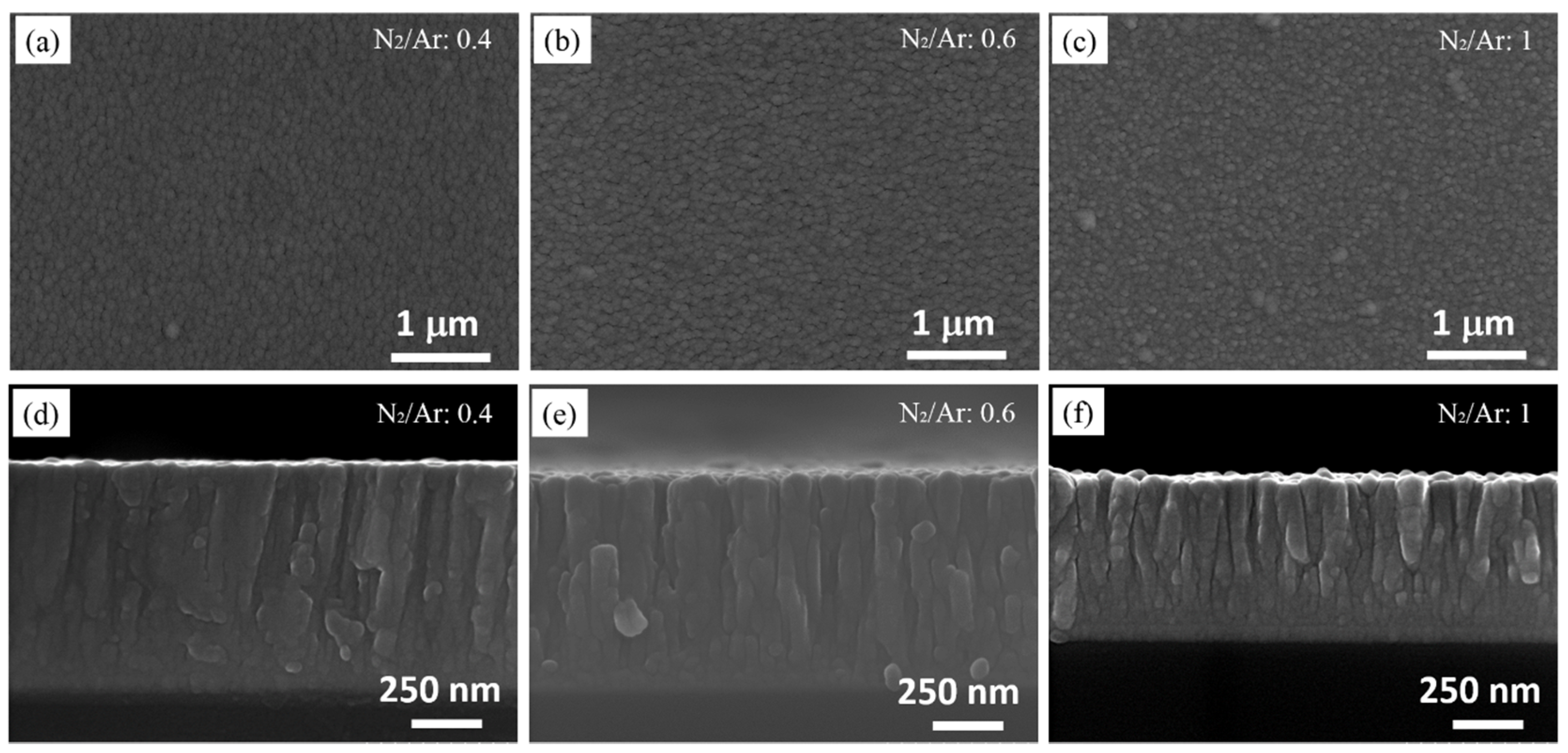
3.2. Microstructure and Surface Topographies of NbNx>1 Coatings
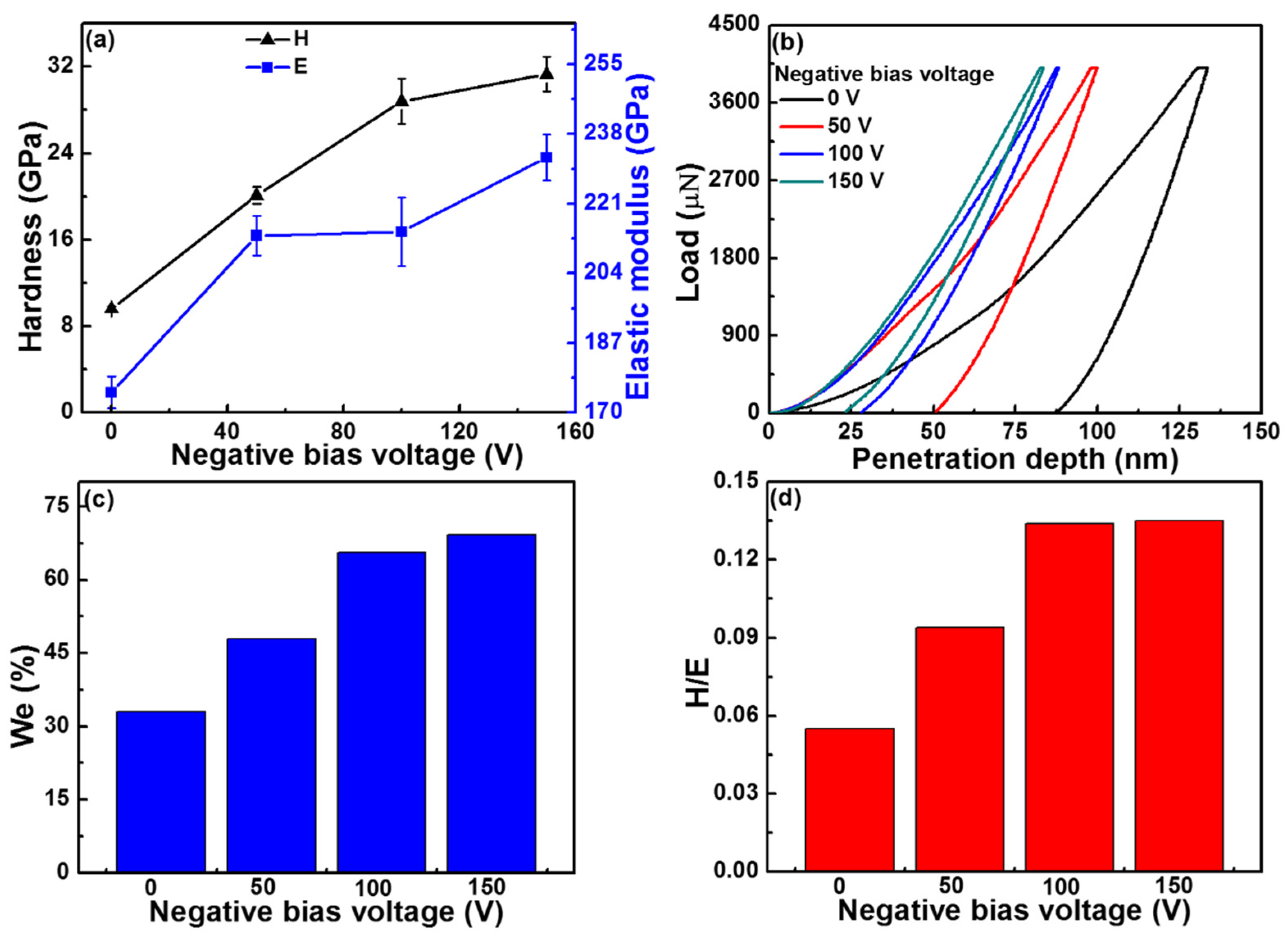
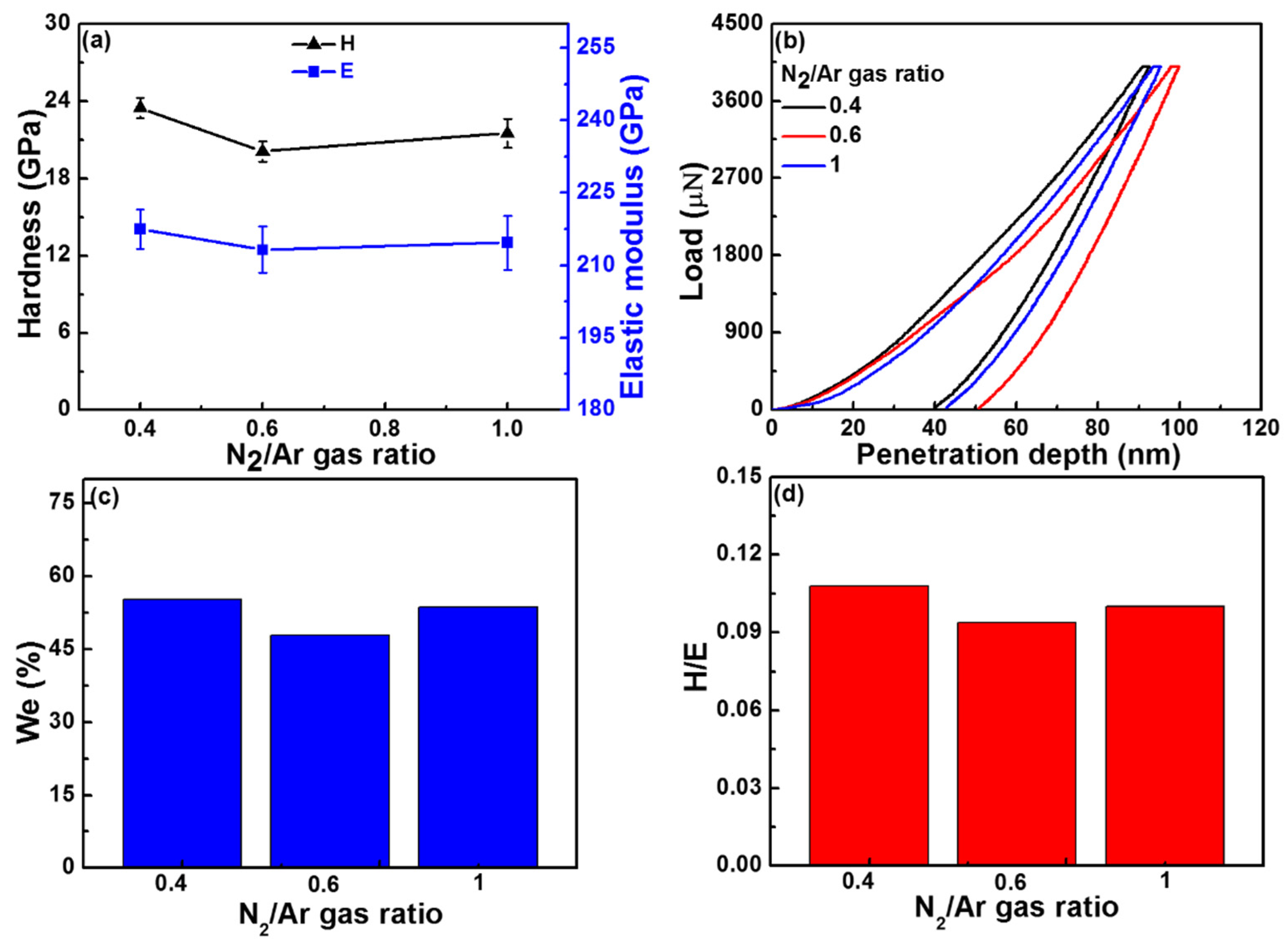
3.3. Mechanical Properties of NbNx>1 Coatings
4. Conclusions
- The stoichiometry x of NbNx does not depend on the negative substrate bias or the N2/Ar ratio. All sputtered NbNx coatings are over stoichiometric with x = N/Nb > 1. It is the result of an additional nitriding of growing coating during the substrate rotation or the pulse-off time between pulses in the HiPIMS process. The preferred orientation of NbNx>1 coating changes from (200) to (111) with increasing bias voltage, i.e., with increasing energy Ebi delivered into the coating by bombarding ions. The hardness H and elastic recovery We increases with increasing negative substrate bias voltage due to increasing energy Ebi. The NbNx>1 coatings sputtered at negative substrate bias over −100 V exhibit high values of H/E > 0.1 and We > 60% and dense, void-free microstructure.
- Increasing N2/Ar gas ratio has resulted in the change of NbNx>1 preferred orientations from (200) phase to (200) and (111) coexisting phases. The grain refinement is also found in these coatings. Due to the poor sputtering capability of nitrogen compared with argon, the thickness of NbNx>1 coatings is vastly decreased and the roughness value is increased with increasing the ratio of N2/Ar gas. However, the N2/Ar gas ratio showed little effect on mechanical properties of the coatings, which is ascribed to the less variation in microstructure with various N2/Ar gas ratios in the coatings.
- The obtained coatings deposited by HiPIMS method show smooth surfaces and superior mechanical properties compared to DC sputtering, which indicated the merits of HiPIMS technique for industrial applications.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ding, J.C.; Zhang, T.F.; Yun, J.M.; Kang, M.C.; Wang, Q.M.; Kim, K.H. Microstructure, Mechanical, Oxidation and Corrosion properties of the Cr–Al–Si–N coatings deposited by a hybrid sputtering system. Coatings 2017, 7, 119. [Google Scholar] [CrossRef]
- Tian, C.X.; Yang, B.; He, J.; Wang, H.J.; Fu, D.J. Structure and mechanical properties of CrNx coatings deposited by Medium-Frequency Magnetron Sputtering with and without Ion Source Assistance. J. Nanomater. 2011, 201, 534647. [Google Scholar]
- Sabitzer, C.; Paulitsch, J.; Kolozsvári, S.; Rachbauer, R.; Mayrhofer, P.H. Impact of bias potential and layer arrangement on thermal stability of arc evaporated Al–Cr–N coatings. Thin Solid Films 2016, 610, 26–34. [Google Scholar] [CrossRef]
- Lu, L.; Wang, Q.M.; Chen, B.Z.; Ao, Y.C.; Yu, D.H.; Wang, C.Y.; Wu, S.H.; Kim, K.H. Microstructure and cutting performance of CrTiAlN coating for high-speed dry milling. Trans. Nonferr. Met. Soc. China 2014, 24, 1800–1806. [Google Scholar] [CrossRef]
- Liu, W.; Li, A.Q.; Wu, H.D.; He, R.X.; Huang, J.W.; Long, Y.; Deng, X.; Wang, Q.M.; Wang, C.Y.; Wu, S.H. Effects of bias voltage on microstructure, mechanical properties, and wear mechanism of novel quaternary (Ti, Al, Zr)N coating on the surface of silicon nitride ceramic cutting tool. Ceram. Int. 2016, 42, 17693–17697. [Google Scholar] [CrossRef]
- Kim, S.K.; Cha, B.C.; Yoo, J.S. Deposition of NbN thin films by DC magnetron sputtering process. Surf. Coat. Technol. 2004, 177–178, 434–440. [Google Scholar] [CrossRef]
- Singh, K.; Bidaye, A.C.; Suri, A.K. Magnetron sputtered NbN films with electroplated Cr interlayer. Vacuum 2011, 86, 267–274. [Google Scholar] [CrossRef]
- Wen, M.; Hu, C.Q.; Wang, C.; An, T.; Su, Y.D.; Meng, Q.N. Effects of substrate bias on the preferred orientation, phase transition and mechanical properties for NbN films grown by direct current reactive magnetron sputtering. J. Appl. Phys. 2008, 104, 023527. [Google Scholar] [CrossRef]
- Sandu, C.S.; Benkahoul, M.; Wojtan, M.P.; Sanjines, R.; Levy, F. Morphological, structural and mechanical properties of NbN thin films deposited by reactive magnetron sputtering. Surf. Coat. Technol. 2006, 200, 6544–6548. [Google Scholar] [CrossRef]
- Singh, K.; Bidaye, A.C.; Suri, A.K. Magnetron sputtered NbN films with Nb interlayer on mild steel. Int. J. Corros. 2011, 2011, 748168. [Google Scholar] [CrossRef]
- Benkahoul, M.; Martinez, E.; Karimi, A.; Sanjines, R.; Levy, F. Structural and mechanical properties of sputtered cubic and hexagonal NbNx thin films. Surf. Coat. Technol. 2004, 180–181, 178–183. [Google Scholar] [CrossRef]
- Cappuccio, G.; Gambardella, U.; Morone, A.; Orlando, S.; Parisi, G. Pulsed laser ablation of NbN/Mgo/NbN multilayers. Appl. Surf. Sci. 1997, 109–110, 399–402. [Google Scholar] [CrossRef]
- Hayashi, N.; Murzin, I.H.; Sakamoto, I.; Ohkubo, M. Single-crystal niobium nitride thin films prepared with radical beam assisted deposition. Thin Solid Films 1995, 259, 146–149. [Google Scholar] [CrossRef]
- Bendavid, A.; Martin, P.J.; Kinder, T.J.; Preston, E.W. The deposition of NbN and NbC thin films by filtered vacuum cathodic arc deposition. Surf. Coat. Technol. 2003, 163–164, 347–352. [Google Scholar] [CrossRef]
- Cansever, N. Properties of niobium nitride coatings deposited by cathodic arc physical vapor deposition. Thin Solid Films 2007, 515, 3670–3674. [Google Scholar] [CrossRef]
- Kim, D.H.; Zhang, T.F.; Shin, J.H.; Kang, M.C.; Kim, K.H. Microstructure and mechanical properties of Cr–Ni–N coatings deposited by HIPIMS. Surf. Eng. 2016, 32, 314–320. [Google Scholar] [CrossRef]
- Sarakinos, K.; Alami, J.; Konstantinidis, S. High power pulsed magnetron sputtering: A review on scientific and engineering state of the art. Surf. Coat. Technol. 2010, 204, 1661–1684. [Google Scholar] [CrossRef]
- Giudice, L.D.; Adjam, S.; Grange, D.L.; Banakh, O.; Karimi, A.; Sanjines, R. NbTiN thin films deposited by hybrid HiPIMS/DC magnetron co-sputtering. Surf. Coat. Technol. 2016, 295, 99–106. [Google Scholar] [CrossRef]
- Paulitsch, J.; Schenkel, M.; Zufrab, T.; Mayrhofer, P.H.; Munz, W.D. Structure and properties of high power impulse magnetron sputtering and DC magnetron sputtering CrN and TiN films deposited in an industrial scale unit. Thin Solid Films 2010, 518, 5558–5564. [Google Scholar] [CrossRef]
- Ehiasarian, A.P.; Hovsepian, P.E.; Hultman, L.; Helmersson, U. Comparison of microstructure and mechanical properties of chromium nitride-based coatings deposited by high power impulse magnetron sputtering and by the combined steered cathodic arc/unbalanced magnetron technique. Thin Solid Films 2004, 457, 270–277. [Google Scholar] [CrossRef]
- Musil, J.; Jaros, M.; Cerstvy, R.; Haviar, S. Evolution of microstructure and macrostress in sputtered hard Ti(Al,V)N films with increasing energy delivered during their growth by bombarding ions. J. Vac. Sci. Technol. A 2017, 35. [Google Scholar] [CrossRef]
- Musil, J. Flexible hard nanocomposite coatings. RSC Adv. 2015, 5, 60482–60495. [Google Scholar] [CrossRef]
- Pharr, G.M. Measurement of mechanical properties by ultra-low load indentation. Mater. Sci. Eng. A 1998, 253, 151–159. [Google Scholar] [CrossRef]
- Jun, S.H.; Kim, J.H.; Kim, S.K.; You, Y.Z.; Cha, B.C. Characteristics of NbN films deposited on AISI 304 using inductively coupled plasma assisted DC magnetron sputtering method. J. Korean Inst. Surf. Eng. 2013, 46, 187–191. [Google Scholar] [CrossRef]
- Lin, J.; Sproul, W.D.; Moore, J.J.; Wu, Z.L.; Lee, S.L. Effect of negative substrate bias voltage on the structure and properties of CrN films deposited by modulated pulsed power (MPP) magnetron sputtering. J. Phys. D Appl. Phys. 2011, 44, 425305. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.K.; Kim, K.H.; Pan, F. Structural and mechanical properties of compositionally gradient CrNx coatings prepared by arc ion plating. Appl. Surf. Sci. 2009, 255, 9200–9205. [Google Scholar] [CrossRef]
- Tan, S.Y.; Zhang, X.H.; Zhang, Y.; Zhen, R.; Zhu, X.F.; Tian, Z.; Wang, Z.Z. Microstructure and properties of Cr–Cu–N coatings with ultra-low copper content. Surf. Coat. Technol. 2015, 275, 270–275. [Google Scholar] [CrossRef]
- Wang, Q.M.; Kim, K.H. Effect of negative bias voltage on CrN films deposited by arc ion plating. I. Macroparticles filtration and film-growth characteristics. J. Vac. Sci. Technol. A 2008, 26, 1258–1266. [Google Scholar] [CrossRef]
- Zhang, G.A.; Yan, P.X.; Wang, P.; Chen, Y.M.; Zhang, J.Y. Influence of nitrogen content on the structural, electrical and mechanical properties of CrNx thin films. Mater. Sci. Eng. A 2007, 460–461, 301–305. [Google Scholar] [CrossRef]
- Kong, Q.H.; Ji, L.; Li, H.X.; Liu, X.H.; Wang, Y.J.; Chen, J.M.; Zhou, H.D. Influence of substrate bias voltage on the microstructure and residual stress of CrN films deposited by medium frequency magnetron sputtering. Mater. Sci. Eng. B 2011, 176, 850–854. [Google Scholar] [CrossRef]
- Neidhardt, J.; Mráz, S.; Schneider, J.M.; Strub, E.; Bohne, W.; Liedke, B.; Möller, W.; Mitterer, C. Experiment and simulation of the compositional evolution of Ti–B thin films deposited by sputtering of a compound target. J. Appl. Phys. 2008, 104, 063304. [Google Scholar] [CrossRef]
- Pogrebnjak, A.D.; Bondar, O.V.; Abadias, G.; Ivashchenko, V.; Sobol, O.V.; Jurga, S.; Coy, E. Structural and mechanical properties of NbN and Nb–Si–N films: Experiment and molecular dynamics simulations. Ceram. Int. 2016, 42, 11743–11756. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: a nanocomposite coating approach to optimized tribological behavior. Wear 2000, 246. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Polakova, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Musil, J. Hard nanocomposite coatings: Thermal stability, Oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | |
|---|---|---|
| Pulse Parameters | Repetition Frequency | 147 Hz |
| Duty Cycle | 14% | |
| Pa | 0.8 kW | |
| Pp | 14 kW | |
| Wt | 16 W/cm2 | |
| Base Pressure | 5 × 10−3 Pa | |
| Working Pressure | 0.5 Pa | |
| Substrate temperature | 300 °C | |
| Substrate to target distance | 120 mm | |
| Deposition time | 150 min | |
| N2/Ar Ratio | Bias Voltage (V) | Ebi (MJ/cm3) | Thickness (nm) |
|---|---|---|---|
| 0.6 | 0 | 0 | 1000 |
| 0.6 | −50 | 1.42 | 890 |
| 0.6 | −100 | 4.18 | 796 |
| 0.6 | −150 | 8.75 | 709 |
| Bias Voltage (V) | N2/Ar Ratio | Thickness (nm) |
|---|---|---|
| −50 | 0.4 | 900 |
| −50 | 0.6 | 890 |
| −50 | 1 | 612 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, J.; Zhang, T.; Mei, H.; Yun, J.M.; Jeong, S.H.; Wang, Q.; Kim, K.H. Effects of Negative Bias Voltage and Ratio of Nitrogen and Argon on the Structure and Properties of NbN Coatings Deposited by HiPIMS Deposition System. Coatings 2018, 8, 10. https://doi.org/10.3390/coatings8010010
Ding J, Zhang T, Mei H, Yun JM, Jeong SH, Wang Q, Kim KH. Effects of Negative Bias Voltage and Ratio of Nitrogen and Argon on the Structure and Properties of NbN Coatings Deposited by HiPIMS Deposition System. Coatings. 2018; 8(1):10. https://doi.org/10.3390/coatings8010010
Chicago/Turabian StyleDing, Jicheng, Tengfei Zhang, Haijuan Mei, Je Moon Yun, Seong Hee Jeong, Qimin Wang, and Kwang Ho Kim. 2018. "Effects of Negative Bias Voltage and Ratio of Nitrogen and Argon on the Structure and Properties of NbN Coatings Deposited by HiPIMS Deposition System" Coatings 8, no. 1: 10. https://doi.org/10.3390/coatings8010010