Structural Properties and Oxidation Resistance of ZrN/SiNx, CrN/SiNx and AlN/SiNx Multilayered Films Deposited by Magnetron Sputtering Technique

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
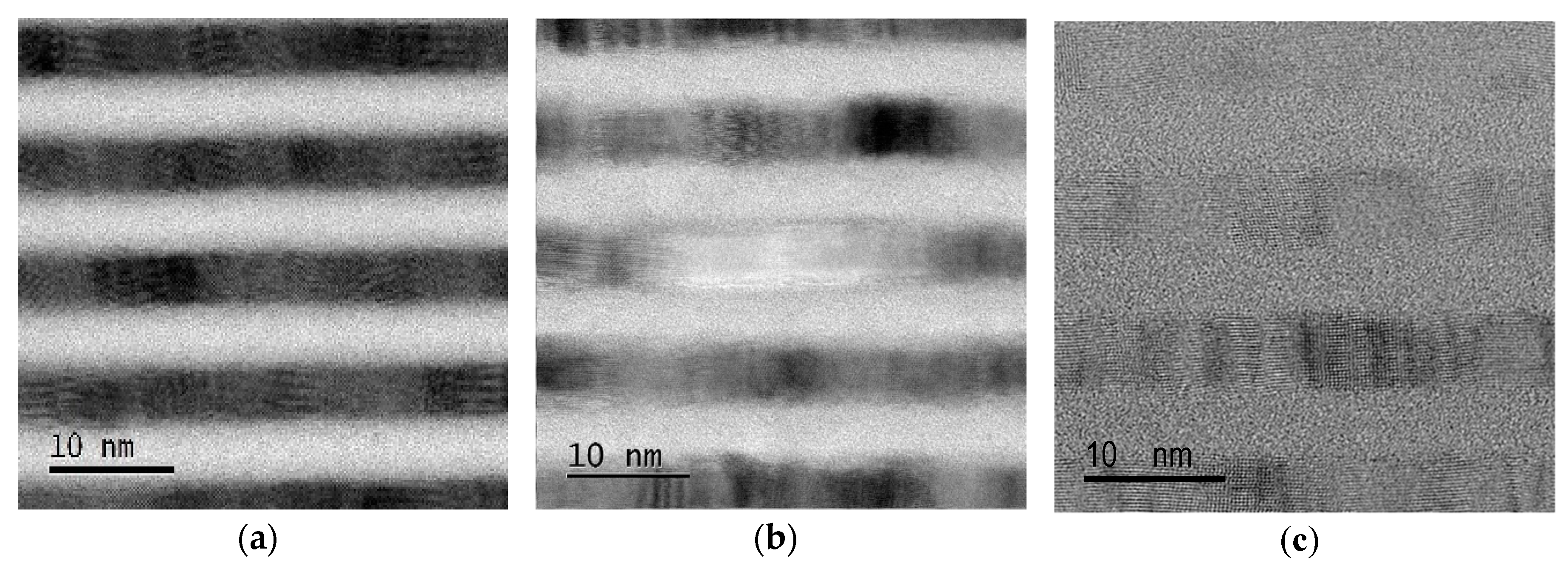
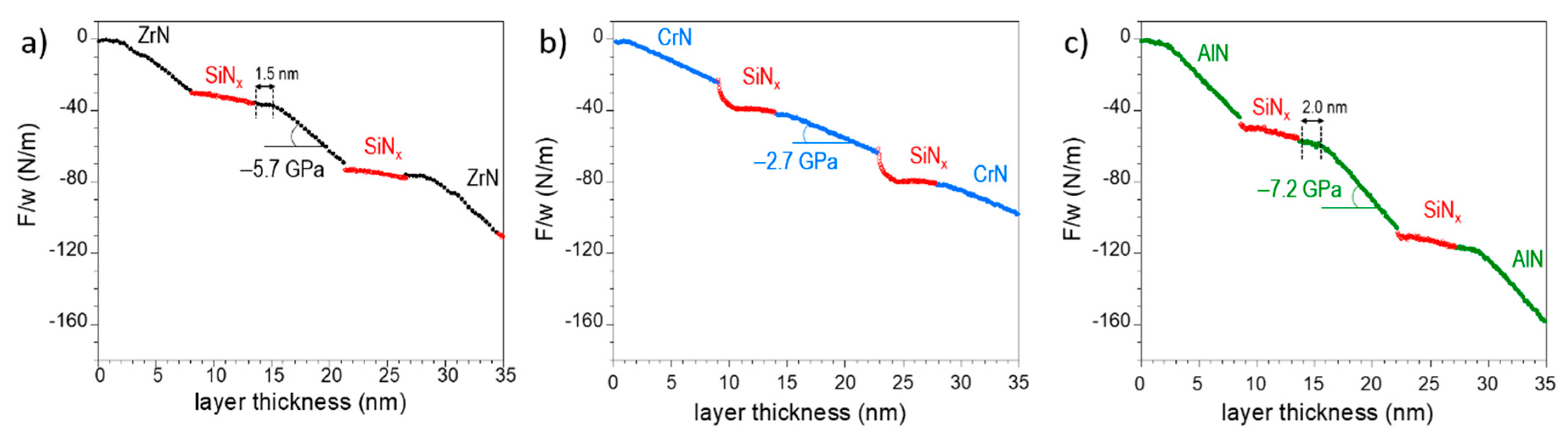
3.1. Structure and Phase Composition of As-Deposited MeN/SiNx (Me = Zr, Cr, Al) Multilayered Films
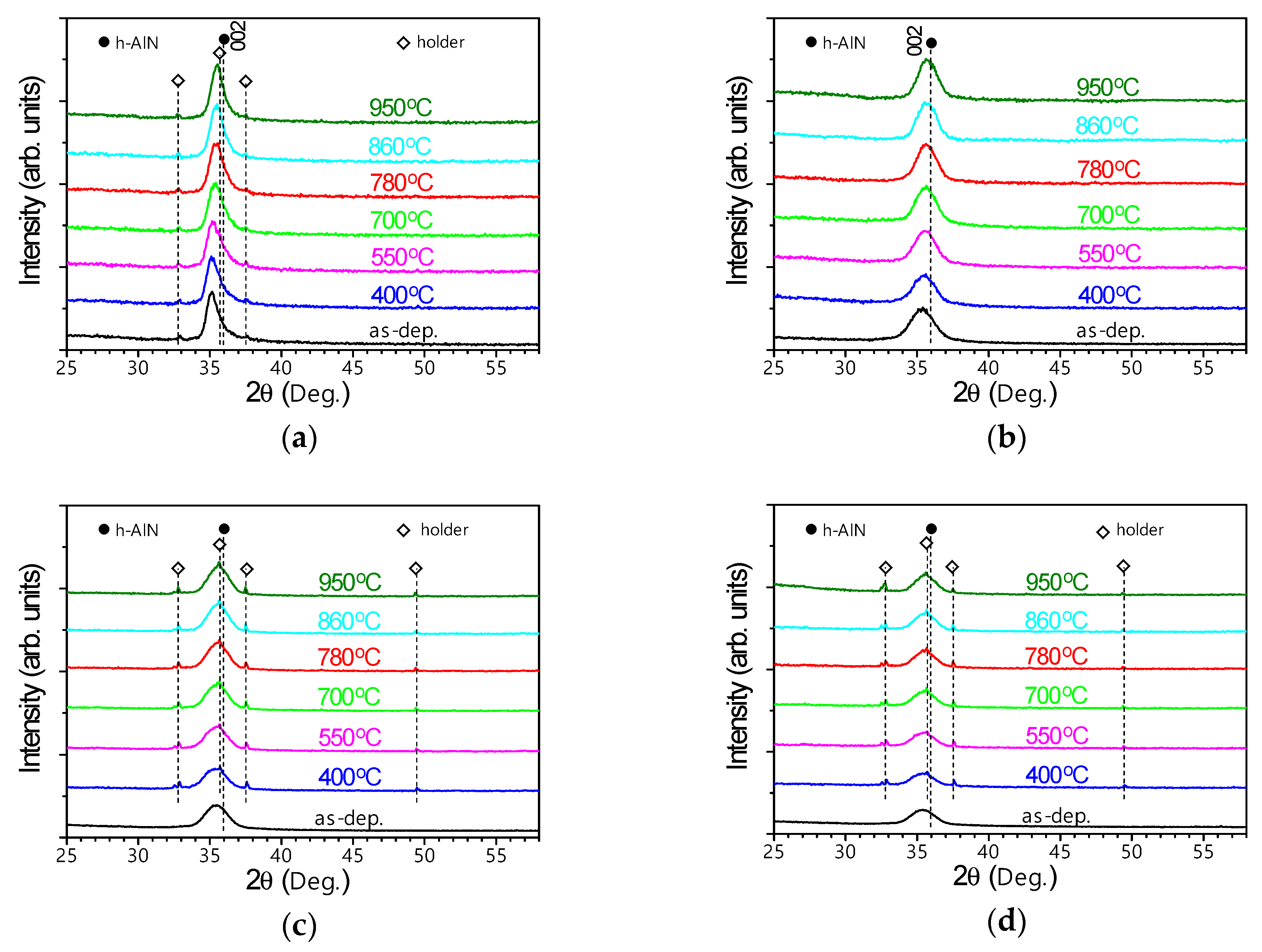
3.2. Evolution of Phase Composition of MeN/SiNx (Me = Zr, Cr, Al) Multilayered Films during Air Annealing
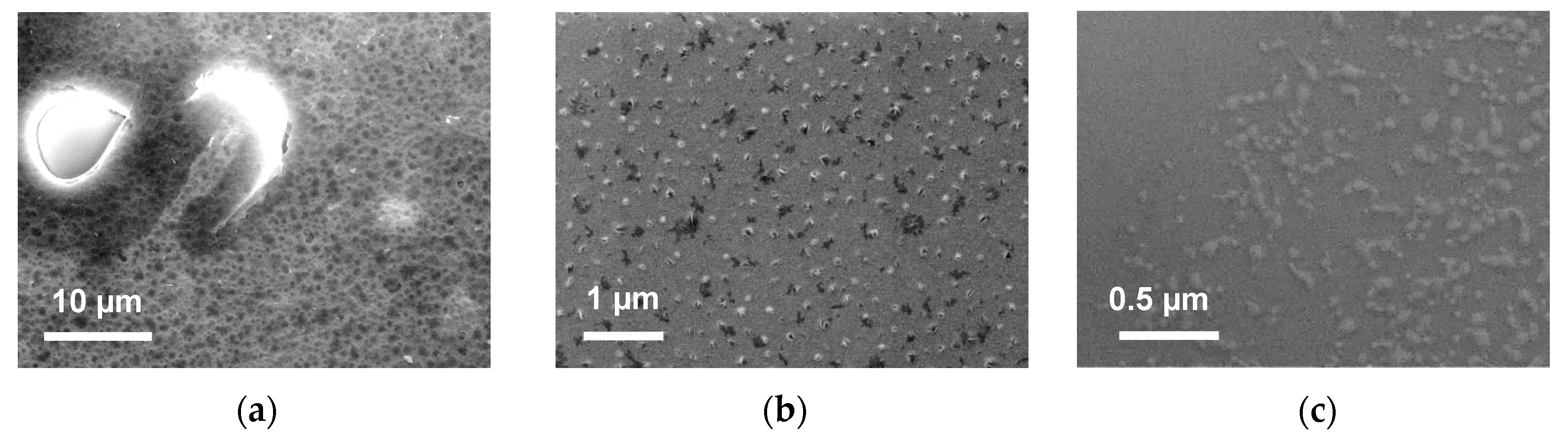
3.3. Elemental Composition and Surface State of MeN/SiNx (Me = Zr, Cr, Al) Multilayered Films after Air Annealing Procedure
3.4. Discussion on the Comparative Oxidation Resistance of MeN/SiNx Multilayers and Me-Si-N Single-Layers
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Milosev, I.; Strehblow, H.-H.; Navinsek, B. Comparison of TiN, ZrN and CrN hard nitride coatings: Electrochemical and thermal oxidation. Thin Solid Films 1997, 303, 246–254. [Google Scholar] [CrossRef]
- Vaz, F.; Ferreira, J.; Ribeiro, E.; Rebouta, L.; Lanceros-Mendez, S.; Mendes, J.A.; Alves, E.; Goudeau, P.; Riviere, J.P.; Ribeiro, F.; et al. Influence of nitrogen content on the structural, mechanical and electrical properties of TiN thin films. Surf. Coat. Technol. 2005, 191, 317–323. [Google Scholar] [CrossRef] [Green Version]
- Wen, F.; Meng, Y.D.; Ren, Z.X.; Shu, X.S. Microstructure, hardness and corrosion resistance of ZrN films prepared by inductively coupled plasma enhanced RF magnetron sputtering. Plasma Sci. Technol. 2008, 10, 170–175. [Google Scholar] [CrossRef]
- Abadias, G.; Koutsokeras, L.E.; Siozios, A.; Patsalas, P. Stress, phase stability and oxidation resistance of ternary Ti–Me–N (Me = Zr, Ta) hard coatings. Thin Solid Films 2013, 538, 56–70. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Deepthi, B.; Arun Prabhu, A.S.; Rajam, K.S. Superhard nanocomposite coatings of TiN/Si3N prepared by reactive direct current unbalanced magnetron sputtering. Surf. Coat. Technol. 2006, 201, 329–337. [Google Scholar] [CrossRef]
- Saladukhin, I.A.; Abadias, G.; Uglov, V.V.; Zlotski, S.V.; Michel, A.; Vuuren, A.J. Thermal stability and oxidation resistance of ZrSiN nanocomposite and ZrN/SiNx multilayered coatings: A comparative study. Surf. Coat. Technol. 2017, 332, 428–439. [Google Scholar] [CrossRef]
- Silva Neto, P.C.; Freitas, F.G.R.; Fernandez, D.A.R.; Carvalho, R.G.; Felix, L.C.; Tertoa, A.R.; Hubler, R.; Mendes, F.M.T.; Silva Junior, A.H.; Tentardini, E.K. Investigation of microstructure and properties of magnetron sputtered Zr-Si-N thin films with different Si content. Surf. Coat. Technol. 2018, 353, 355–363. [Google Scholar] [CrossRef]
- Musil, J.; Vlček, J.; Zeman, P. Hard amorphous nanocomposite coatings with oxidation resistance above 1000 °C. Adv. Appl. Ceram. 2008, 107, 148–154. [Google Scholar] [CrossRef]
- Musil, J. Hard nanocomposite coatings: Thermal stability, oxidation resistance and toughness. Surf. Coat. Technol. 2012, 207, 50–65. [Google Scholar] [CrossRef]
- Musil, J. Advanced Hard Nanocoatings: Present State and Trends. In Top 5 Contributions in Molecular Sciences, 6th ed.; Avid Science; Telanga India: Berlin, Germany, 2020; pp. 2–65. [Google Scholar]
- Abadias, G.; Michel, A.; Tromas, C.; Jaouen, C.; Dub, S.N. Stress, interfacial effects and mechanical properties of nanoscale multilayered coatings. Surf. Coat. Technol. 2007, 202, 844–853. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Kruppe, N.C.; Arghavani, M.; Mayer, J.; Weirich, T.E. Plastic deformation behavior of nanostructured CrN/AlN multilayer coatings deposited by hybrid dcMS/HPPMS. Surf. Coat. Technol. 2017, 332, 253–261. [Google Scholar] [CrossRef]
- Chang, Y.-Y.; Weng, S.-Y.; Chen, C.-H.; Fu, F.-X. High temperature oxidation and cutting performance of AlCrN, TiVN and multilayered AlCrN/TiVN hard coatings. Surf. Coat. Technol. 2017, 332, 494–503. [Google Scholar] [CrossRef]
- Contreras, E.; Galindez, Y.; Rodas, M.A.; Bejarano, G.; Gómez, M.A. CrVN/TiN nanoscale multilayer coatings deposited by DC unbalanced magnetron sputtering. Surf. Coat. Technol. 2017, 332, 214–222. [Google Scholar] [CrossRef]
- Pogrebnjak, A.; Smyrnova, K.; Bondar, O. Nanocomposite Multilayer Binary Nitride Coatings Based on Transition and Refractory Metals: Structure and Properties. Coatings 2019, 9, 155. [Google Scholar] [CrossRef] [Green Version]
- Lei, Z.; Liu, Y.; Ma, F.; Song, Z.; Li, Y. Oxidation resistance of TiAlN/ZrN multilayer coatings. Vacuum 2016, 127, 22–29. [Google Scholar] [CrossRef]
- Xiao, B.; Li, H.; Mei, H.; Dai, W.; Zuo, F.; Wu, Z.; Wang, Q. A study of oxidation behavior of AlTiN-and AlCrN-based multilayer coatings. Surf. Coat. Technol. 2018, 333, 229–237. [Google Scholar] [CrossRef]
- Kong, M.; Zhao, W.; Wei, L.; Li, G. Investigations on the microstructure and hardening mechanism of TiN/Si3N4 nanocomposite coatings. J. Phys. D Appl. Phys. 2007, 40, 2858. [Google Scholar] [CrossRef]
- Wu, Z.; Zhong, X.; Liu, C.; Wang, Z.; Dai, W.; Wang, Q. Plastic Deformation Induced by Nanoindentation Test Applied on ZrN/Si3N4 Multilayer Coatings. Coatings 2018, 8, 11. [Google Scholar] [CrossRef] [Green Version]
- Bai, X.; Zheng, W.; An, T.; Jiang, Q. Effects of deposition parameters on microstructure of CrN/Si3N4 nanolayered coatings and their thermal stability. J. Phys. Condens. Matter 2005, 17, 6405–6413. [Google Scholar] [CrossRef]
- Soares, T.P.; Aguzzoli, C.; Soares, G.V.; Figueroa, C.A.; Baumvol, I.J.R. Physicochemical and mechanical properties of crystalline/amorphous CrN/Si3N4 multilayers. Surf. Coat. Technol. 2013, 237, 170–175. [Google Scholar] [CrossRef] [Green Version]
- Hultman, L.; Bareño, J.; Flink, A.; Söderberg, H.; Larsson, K.; Petrova, V.; Odén, M.; Greene, J.E.; Petrov, I. Interface structure in superhard TiN-SiN nanolaminates and nanocomposites: Film growth experiments and ab initio calculations. Phys. Rev. B 2007, 75, 155437. [Google Scholar] [CrossRef]
- Abadias, G.; Uglov, V.V.; Saladukhin, I.A.; Zlotski, S.V.; Tolmachova, G.; Dub, S.N.; Vuuren, A.J. Growth, structural and mechanical properties of magnetron-sputtered ZrN/SiNx nanolaminated coatings. Surf. Coat. Technol. 2016, 308, 158–167. [Google Scholar] [CrossRef]
- Söderberg, H.; Odén, M.; Larsson, T.; Hultman, L.; Molina-Adareguia, J.M. Epitaxial stabilization of cubic-SiNx in TiN/SiNx multilayers. Appl. Phys. Lett. 2006, 88, 191902. [Google Scholar] [CrossRef]
- Dong, Y.; Zhao, W.; Yue, J.; Li, G. Crystallization of Si3N4 layers and its influences on the microstructure and mechanical properties of ZrN/Si3N4 nanomultilayers. Appl. Phys. Lett. 2006, 89, 121916. [Google Scholar] [CrossRef]
- Ghafoor, N.; Lind, H.; Tasnaґdi, F.; Abrikosov, I.A.; Odeґn, M. Anomalous epitaxial stability of (001) interfaces in ZrN/SiNx multilayers. APL Mater. 2014, 2, 046106. [Google Scholar] [CrossRef]
- Parlinska-Wojtan, M.; Pélisson-Schecker, A.; Hug, H.J.; Rutkowski, B.; Patscheider, J. AlN/Si3N4 multilayers as an interface model system for Al1−xSixN/Si3N4 nanocomposite thin films. Surf. Coat. Technol. 2015, 261, 418–425. [Google Scholar] [CrossRef]
- Huang, L.; Chen, Z.Q.; Liu, W.B.; Huang, P.; Meng, X.K.; Xu, K.W.; Wang, F.; Lu, T.J. Enhanced irradiation resistance of amorphous alloys by introducing amorphous/amorphous interfaces. Intermetallics 2019, 107, 39–46. [Google Scholar] [CrossRef]
- Mège-Revil, A.; Steyer, P.; Cardinal, S.; Thollet, G.; Esnouf, C.; Jacquot, P.; Stauder, B. Correlation between thermal fatigue and thermomechanical properties during the oxidation of multilayered TiSiN nanocomposite coatings synthesized by a hybrid physical/chemical vapour deposition process. Thin Solid Films 2010, 518, 5932–5937. [Google Scholar] [CrossRef]
- Colin, J.J.; Diot, Y.; Guerin, P.; Lamongie, B.; Berneau, F.; Michel, A.; Jaouen, C.; Abadias, G. A load-lock compatible system for in situ electrical resistivity measurements during thin film growth. Rev. Sci. Instrum. 2016, 87, 023902. [Google Scholar] [CrossRef]
- Abadias, G.; Koutsokeras, L.E.; Dub, S.N.; Tolmachova, G.N.; Debelle, A.; Sauvage, T.; Villechaise, P. Reactive magnetron cosputtering of hard and conductive ternary nitride thin films: Ti–Zr–N and Ti–Ta–N. J. Vac. Sci. Technol. A 2010, 28, 541–551. [Google Scholar] [CrossRef]
- Simonot, L.; Babonneau, D.; Camelio, S.; Lantiat, D.; Guérin, P.; Lamongie, B.; Antad, V. In situ optical spectroscopy during deposition of Ag:Si3N4 nanocomposite films by magnetron sputtering. Thin Solid Films 2010, 518, 2637–2643. [Google Scholar] [CrossRef]
- Abadias, G.; Chason, E.; Keckes, J.; Sebastiani, M.; Thompson, G.B.; Barthel, E.; Doll, G.L.; Murray, C.E.; Stoessel, C.H.; Martinu, L. Review Article: Stress in thin films and coatings: Current status, hallenges, and prospects. J. Vac. Sci. Technol. A 2018, 36, 20801. [Google Scholar] [CrossRef] [Green Version]
- Parratt, L.G. Surface Studies of Solids by Total Reflection of X-Rays. Phys. Rev. 1954, 95, 359–369. [Google Scholar] [CrossRef]
- Koutsokeras, L.E.; Abadias, G. Intrinsic stress in ZrN thin films: Evaluation of grain boundary contribution from in situ wafer curvature and ex situ X-ray diffraction techniques. J. Appl. Phys. 2012, 111, 093509. [Google Scholar] [CrossRef]
- Abadias, G.; Ivashchenko, V.I.; Belliard, L.; Djemia, P. Structure, phase stability and elastic properties in the Ti1−xZrxN thin-film system: Experimental and computational studies. Acta Mater. 2012, 60, 5601–5614. [Google Scholar] [CrossRef]
- Patsalas, P.; Kalfagiannis, N.; Kassavetis, S.; Abadias, G.; Bellas, R.V.; Lekka, C.; Lidorikis, E. Conductive nitrides: Growth principles, optical and electronic properties, and their perspectives in photonics and plasmonics. Mater. Sci. Eng. R 2018, 123, 1–55. [Google Scholar] [CrossRef]
- Musil, J. Flexible Hard Nanocomposite Coatings. RSC Adv. 2015, 5, 60482–60495. [Google Scholar] [CrossRef]
- Xingrun, R.; Zhu, H.; Meixia, L.; Jiangao, Y.; Hao, C. Comparison of microstructure and tribological behaviors of CrAlN and CrN film deposited by DC magnetron sputtering. Rare Met. Mater. Eng. 2018, 47, 1100–1106. [Google Scholar] [CrossRef]
- Ren, X.; Zhang, Q.; Huang, X.; Su, W.; Yang, J.; Chen, H. Microstructure and tribological properties of CrN films deposited by direct current magnetron sputtering. Rare Met. Mater. Eng. 2018, 47, 2283–2289. [Google Scholar] [CrossRef]
- Khan, S.; Shahid, M.; Mahmood, A.; Shah, A.; Ahmed, I.; Mehmood, M.; Aziz, U.; Raza, Q.; Alam, M. Texture of the nano-crystalline AlN thin films and the growth conditions in DC magnetron sputtering. Prog. Nat. Sci. Mater. Int. 2015, 25, 282–290. [Google Scholar] [CrossRef]
- Taurino, A.; Signore, M.A.; Catalano, M.; Kim, M.J. (101) and (002) oriented AlN thin films deposited by sputtering. Mater. Lett. 2017, 200, 18–20. [Google Scholar] [CrossRef]
- Signore, M.A.; Taurino, A.; Valerini, D.; Rizzo, A.; Farella, I.; Catalano, M.; Quaranta, F.; Siciliano, P. Role of oxygen contaminant on the physical properties of sputtered AlN thin films. J. Alloys Compd. 2015, 649, 1267–1272. [Google Scholar] [CrossRef]
- Riah, B.; Ayad, A.; Camus, J.; Rammal, M.; Boukari, F.; Chekour, L.; Djouadi, M.A.; Rouag, N. Textured hexagonal and cubic phases of AlN films deposited on Si (100) by DC magnetron sputtering and high power impulse magnetron sputtering. Thin Solid Films 2018, 655, 34–40. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Rovere, F.; Moser, M.; Strondl, C.; Tietema, R. Thermally induced transitions of CrN thin films. Scr. Mater. 2007, 57, 249–252. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Wang, J.; Sproul, W.D. High temperature oxidation behavior of CrN/AlN superlattice films. Thin Solid Films 2011, 519, 2402–2408. [Google Scholar] [CrossRef]
- Abadias, G.; Saladukhin, I.A.; Uglov, V.V.; Zlotski, S.V.; Eyidi, D. Thermal stability and oxidation behavior of quaternary TiZrAlN magnetron sputtered thin films: Influence of the pristine microstructure. Surf. Coat. Technol. 2013, 237, 187–195. [Google Scholar] [CrossRef]
- Pilloud, D.; Pierson, J.F.; Marco de Lucas, M.C.; Alnot, M. Stabilisation of tetragonal zirconia in oxidized Zr–Si–N nanocomposite coatings. Appl. Surf. Sci. 2004, 229, 132–139. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Chang, S.-C.; Chang, L.-C. Oxidation resistance and mechanical properties of Zr–Si–N coatings with cyclic gradient concentration. Surf. Coat. Technol. 2017, 320, 168–173. [Google Scholar] [CrossRef]
- Chen, Y.-I.; Gao, Y.-X.; Chang, L.-C. Oxidation behavior of Ta-Si-N coatings. Surf. Coat. Technol. 2017, 332, 72–79. [Google Scholar] [CrossRef]
- Mikula, M.; Grančič, B.; Drienovský, M.; Satrapinskyy, L.; Roch, T.; Hájovská, Z.; Gregor, M.; Plecenik, T.; Čička, R.; Plecenik, A.; et al. Thermal stability and high-temperature oxidation behavior of Si–Cr–N coatings with high content of silicon. Surf. Coat. Technol. 2013, 232, 349–356. [Google Scholar] [CrossRef]
- Musil, J.; Remnev, G.; Legostaev, V.; Uglov, V.; Lebedynskiy, A.; Lauk, A.; Procházka, J.; Haviar, S.; Smolyanskiy, E. Flexible hard Al-Si-N films for high temperature operation. Surf. Coat. Technol. 2016, 307, 1112–1118. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film | Tdep. (°C) | Me Power (W) | Si3N4 Power (W) | Ar/N2 Flow | Total Pressure(Pa) | Partial Pressure (Pa) | Growth Rate(nm/min) | Film Thick-ness (nm) | Me (at. %) | Si (at. %) | N (at. %) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ZrN | 300 | 300 | – | 10/0.5 | 0.22 | 4.6 × 10−3 | 12.5 | 249 | 46.6 | – | 53.4 |
| CrN | 450 | 200 | – | 25/20 | 0.29 | 6.3 × 10−2 | 5.4 | 259 | 54.6 | – | 45.4 |
| AlN | 300 | 300 | – | 24/6.5 | 0.22 | 2.4 × 10−2 | 5.9 | 293 | 43.6 | – | 56.4 |
| Si3N4 | 300 | – | 176 | 24/5.1 | 0.22 | 2.2 × 10−2 | 2.1 | 287 | – | 43.3 | 56.7 |
| Multi-Layers | MeN (Me = Zr, Cr, Al) Sublayer | SiNx Sublayer | Number of Bilayers | Total Thickness (nm) | |||||
|---|---|---|---|---|---|---|---|---|---|
| (nm) | (g cm −3) | (nm) | (nm) | (g cm −3) | (nm) | ||||
| ZrN/SiNx | |||||||||
| 5 nm/5 nm | 3.7 | 7.3 | 0.4 | 5.3 | 3.1 | 0.6 | 0.41 | 29 | 261 |
| 5 nm/10 nm | 4.9 | 7.4 | 0.7 | 9.9 | 2.9 | 0.5 | 0.33 | 20 | 296 |
| 2 nm/5 nm | 1.6 | 7.4 | 0.6 | 5.0 | 3.0 | 0.6 | 0.24 | 43 | 284 |
| CrN/SiNx | |||||||||
| 5 nm/5 nm | 4.5 | 6.2 | 0.6 | 4.9 | 3.0 | 0.3 | 0.48 | 30 | 282 |
| 5 nm/10 nm | 4.4 | 6.4 | 0.4 | 9.7 | 3.0 | 0.3 | 0.31 | 20 | 282 |
| 2 nm/5 nm | 1.6 | 6.2 | 0.3 | 5.1 | 3.0 | 0.3 | 0.24 | 43 | 288 |
| AlN/SiNx | |||||||||
| 5 nm/5 nm | 4.3 | 3.2 | 0.2 | 5.6 | 3.0 | 0.8 | 0.43 | 30 | 297 |
| 5 nm/10 nm | 3.8 | 3.3 | < 0.1 | 11.3 | 3.0 | 0.4 | 0.25 | 20 | 302 |
| 2 nm/5 nm | 1.6 | 3.2 | 0.2 | 5.6 | 3.0 | 0.8 | 0.22 | 43 | 310 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saladukhin, I.; Abadias, G.; Uglov, V.; Zlotski, S.; Janse van Vuuren, A.; Herman O’Connell, J. Structural Properties and Oxidation Resistance of ZrN/SiNx, CrN/SiNx and AlN/SiNx Multilayered Films Deposited by Magnetron Sputtering Technique. Coatings 2020, 10, 149. https://doi.org/10.3390/coatings10020149
Saladukhin I, Abadias G, Uglov V, Zlotski S, Janse van Vuuren A, Herman O’Connell J. Structural Properties and Oxidation Resistance of ZrN/SiNx, CrN/SiNx and AlN/SiNx Multilayered Films Deposited by Magnetron Sputtering Technique. Coatings. 2020; 10(2):149. https://doi.org/10.3390/coatings10020149
Chicago/Turabian StyleSaladukhin, Ihar, Gregory Abadias, Vladimir Uglov, Sergey Zlotski, Arno Janse van Vuuren, and Jacques Herman O’Connell. 2020. "Structural Properties and Oxidation Resistance of ZrN/SiNx, CrN/SiNx and AlN/SiNx Multilayered Films Deposited by Magnetron Sputtering Technique" Coatings 10, no. 2: 149. https://doi.org/10.3390/coatings10020149