3.1. Sequence of Intermetallic Phases in Interconnections
The diffusion-soldering at the temperature of 720 °C for different periods of time resulted in the growth of the several intermetallic phases in the joined area. It is important that the sequence of phase-creation in all cases was the same as it was predicted in [
13,
14,
26]. They grew according to equilibrium phases diagram from the ones rich in low melting component to the ones with higher amount of nickel. Sequence of their appearance in the interconnection zone depended on the duration of reaction.
The initial stage of reaction in Ni/Al/Ni interconnection was observed after 15 min of annealing (
Figure 4a). SEM observations using BSE mode showed the contrast differences at the Ni/solder interface, pointing the existence of two intermetallic phases. The measurements of the chemical composition within the interconnection zone confirmed that these phases were Al
3Ni (76.0 at. % Al, 24.0 at. % of Ni) and Al
3Ni
2 (60.6 at. % of Al, 39.4 at. % of Ni). On the other hand, the middle of the joined zone was composed of Al
3Ni-Al eutectics (97.1 at. % of Al, 2.9 at. % of Ni) instead of pure aluminum. Moreover, inside of the Al
3Ni-Al eutectics, the primary precipitates of the Al
3Ni intermetallic phase possessing the faced walls could be observed. Thanks to the channeling contrast, the dual-morphology of Al
3Ni
2 is visible, showing the larger grains to be located closer to the middle of the interconnection and finer grains being located close to the nickel substrates. As it is showed in
Figure 4a, the Al
3Ni phase, growing next to the nickel substrate, formed the areas of irregular shape at the interface with eutectics. Such a morphology is called scallops and it is typical for the growth of the intermetallics with assistance of the liquid. Additionally, it was noticed that the interface between Al
3Ni and Al
3Ni
2 phases is wavy. At this point it can be summarized that the interconnection consisted of the following constituents:
The interface between nickel and Al
3Ni
2 phase is smooth and approximately parallel to the surface of the applied substrates. This type of planar interfaces is characteristic for solid/solid reaction. Similar observation was noticed in other papers [
14,
26].
The obtained interconnection zone after 15 min of annealing at 720 °C may be compared with joint described by Tumminello and Sommadossi [
14], for the same time of annealing (15 min) but at higher temperature of 776 °C. The sequence of the intermetallics creation is in both cases compatible. In present work, the interconnection zones are much broader in comparison to the ones shown in [
14], being approximately twice as wide.
Table 2 contains the comparison of the results from both papers. In present work the whole joint consists of Al
3Ni in 21% and Al
3Ni
2 in 59%, the rest is the eutectics (Al) + Al
3Ni. In Tumminello’s work [
14] the amount of the phases were 13% and 47%, respectively. The observed differences between these two works could arise mostly from the various thickness of applied aluminum foil (much broader in [
14]) and also possibly from the used atmosphere (here vacuum, while argon in [
14]).
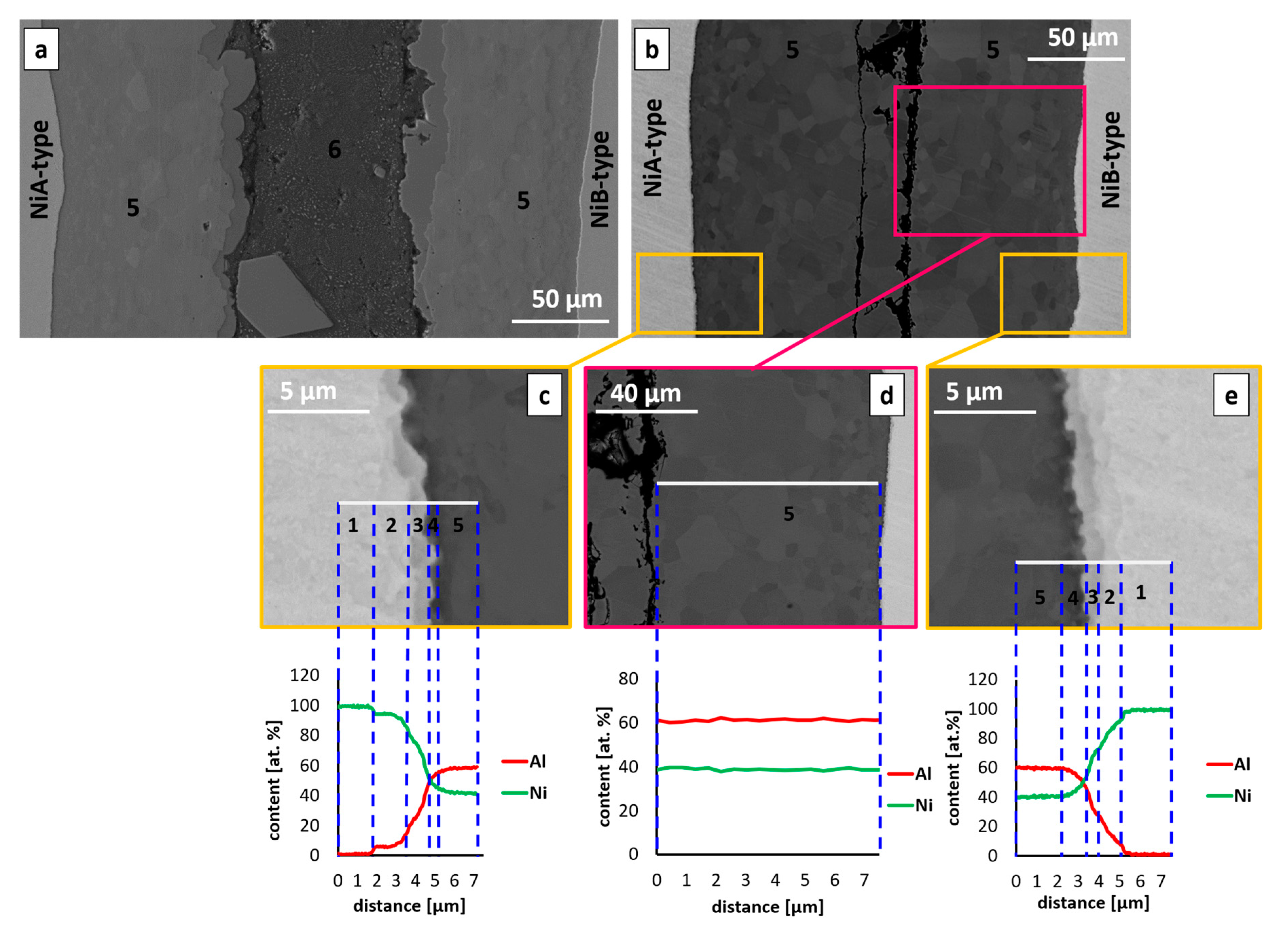
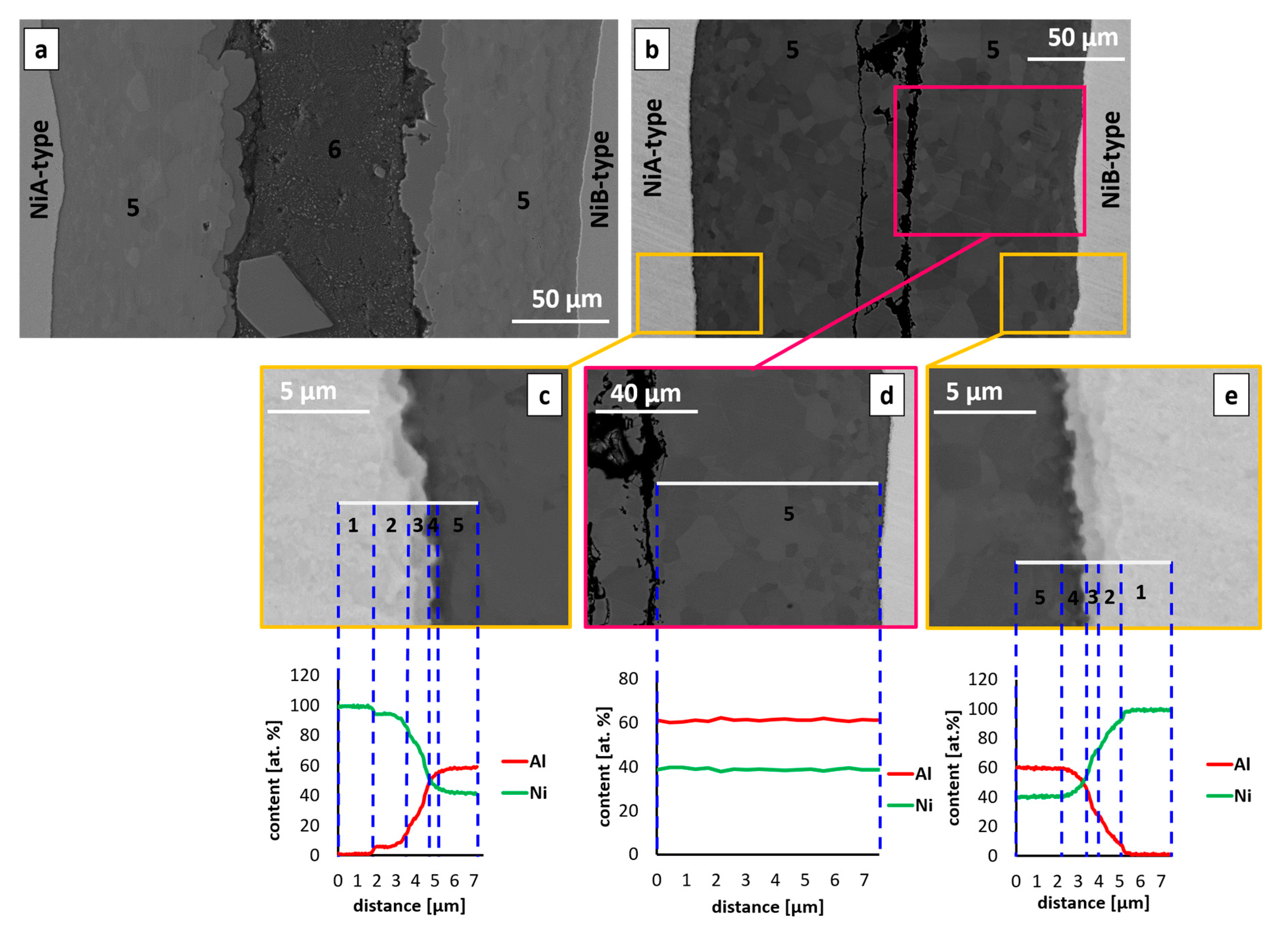
Elongation of the reaction time to 30 min, allowed observing significant difference of the interconnection zones in comparison to the sample after 15 min of annealing.
Figure 4b shows the interconnection at this stage of annealing, where the middle of the joint is completely filled by Al
3Ni
2 phase, which was confirmed by EDS. The line scan through the area inside the pink frame, allowed excluding the presence of the eutectics (Al
3Ni–Al) and Al
3Ni phase in this area. The next important microstructural feature exists at the interface between Al
3Ni
2 phase and Ni substrate and has occurred in early stages of solid/solid reaction. The EDS measurements indicate high variability of chemical composition in the areas marked with yellow frames. Average content of aluminum in Al
3Ni
2 equals 60.5 at. %, while in the close neighborhood of the Al
3Ni
2/Ni interface it is about 57.6 at % and decreases in the direction toward the nickel substrate. The next measurements of the chemical composition showed the presence of narrow zones of about 1.5 µm, where the content of aluminum equals 51.3 at. %, which can be attributed to AlNi phase, then 30.3 at. % of Al, standing for AlNi
3 phase. The presence of Ni solid solution was also observed (0.8 at. % of Al). In the mentioned area the differences in BSE contrast can be observed, the last one being distinguishable at the Al
3Ni
2/AlNi interface. Changes of the chemical composition near the phases’ boundaries indicate progressive diffusion processes leading to the initial stages of the AlNi growth after 30 min of annealing. Interconnection zone constituents can be this time summarized as follows:
The interfaces of the phases growing due to the reaction in the solid state show a linear character, as it was the case in the samples being annealed for 15 min shown in
Figure 4a.
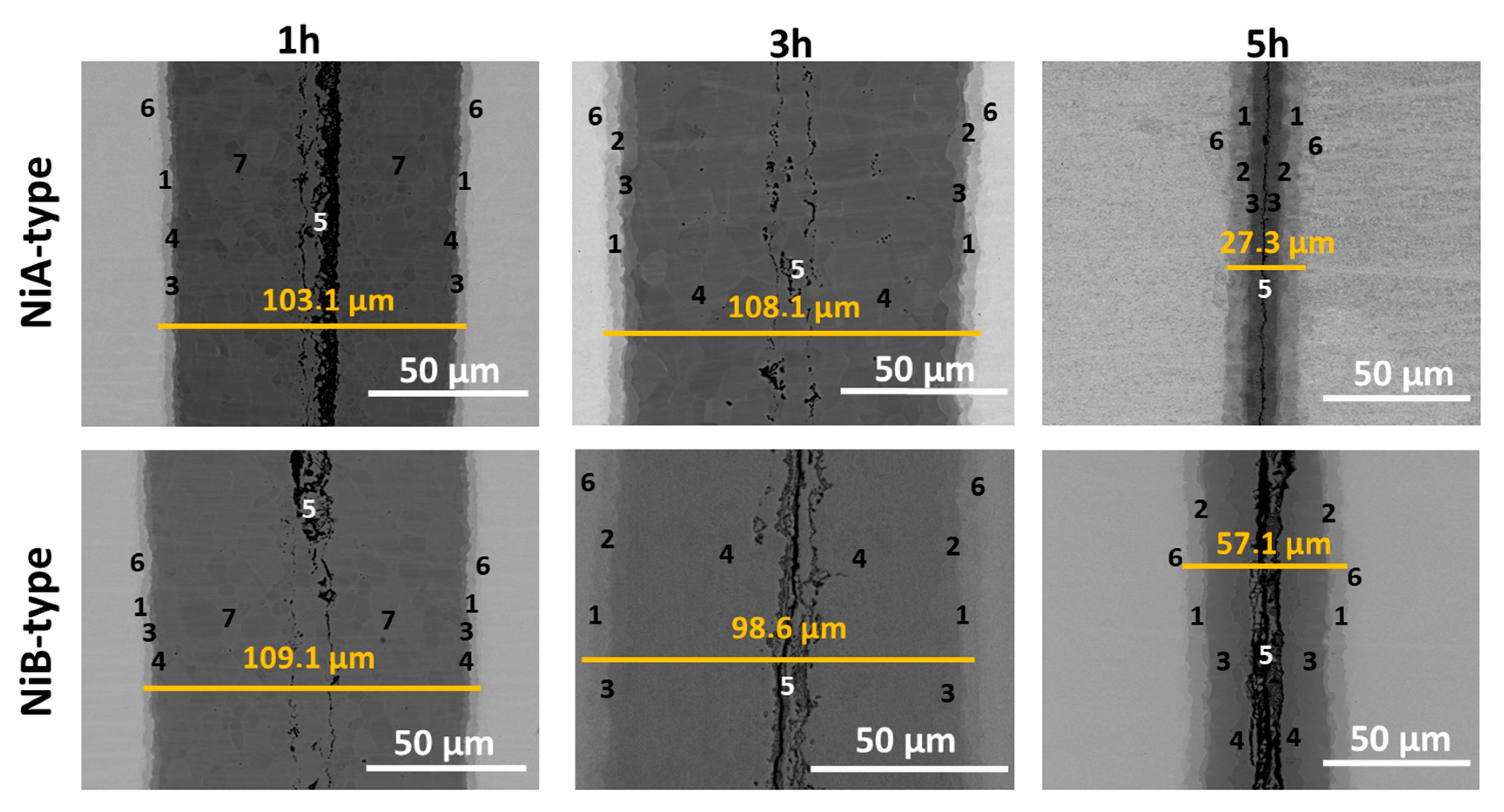
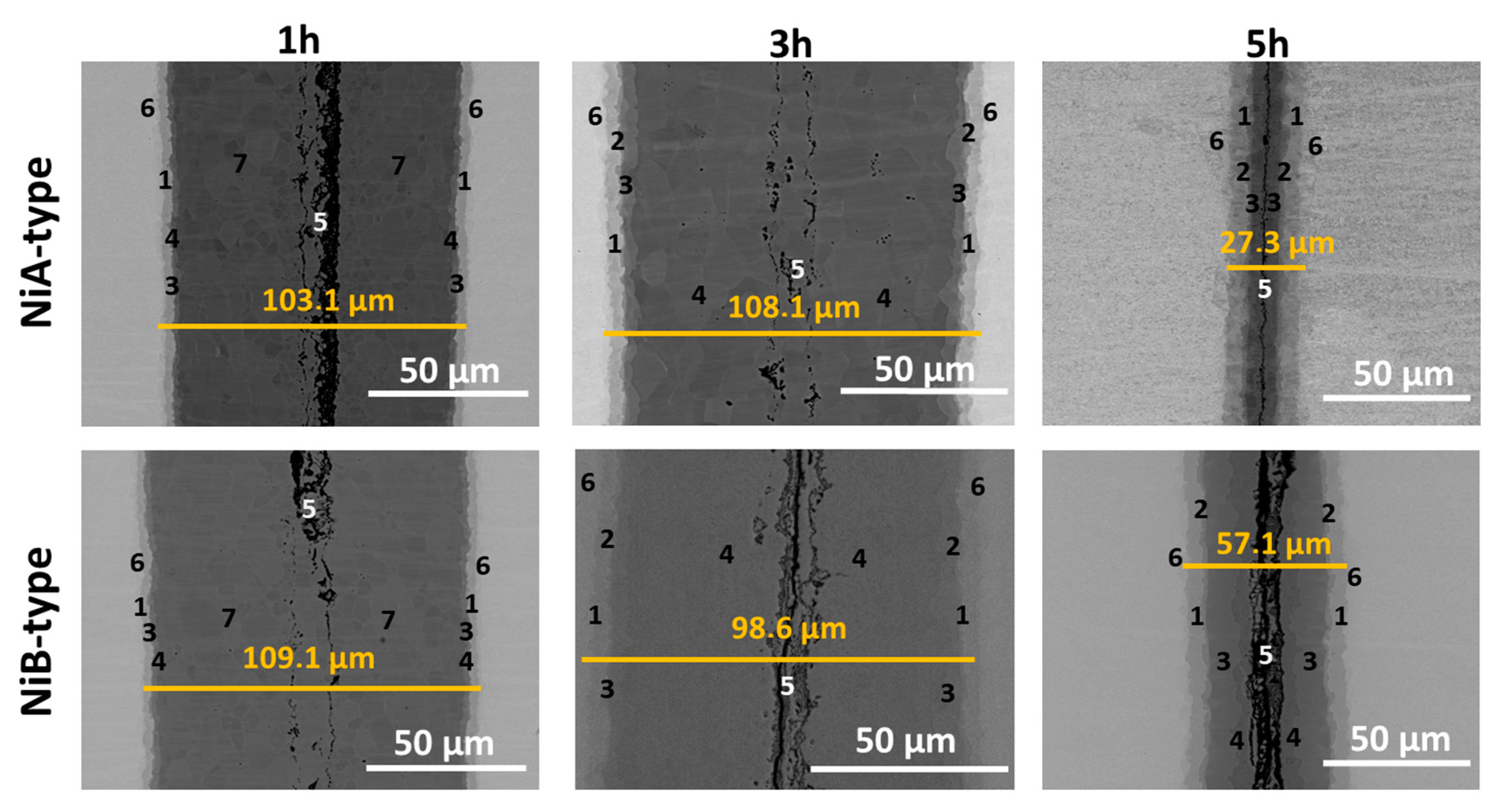
Figure 5 shows the morphology of the growing phases after 1, 3 and 5 h of reaction at 720 °C. SEM observations revealed the existence of several intermetallic phases. The measurements of the chemical composition within the joined area indicated that they consisted of:
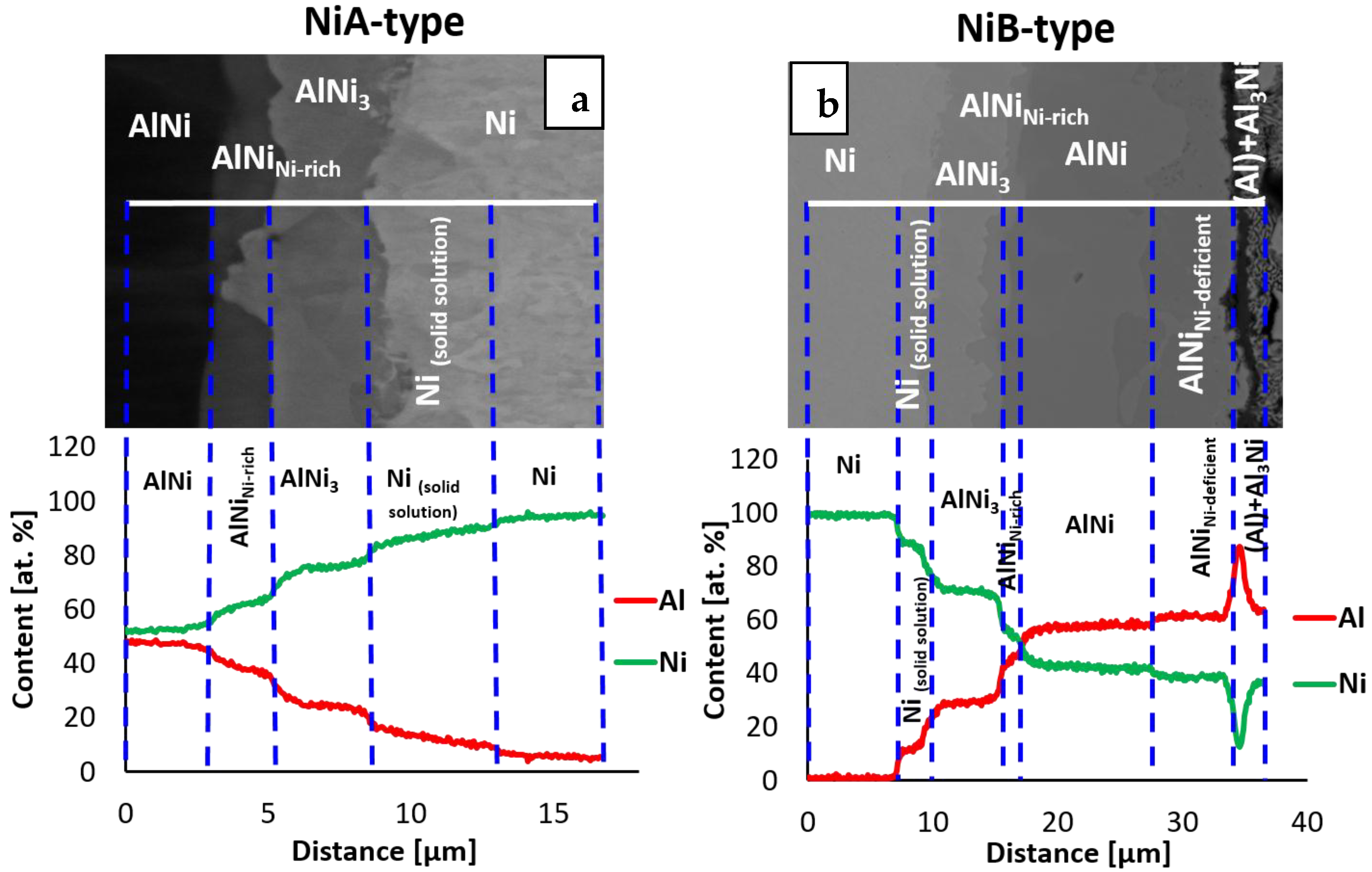
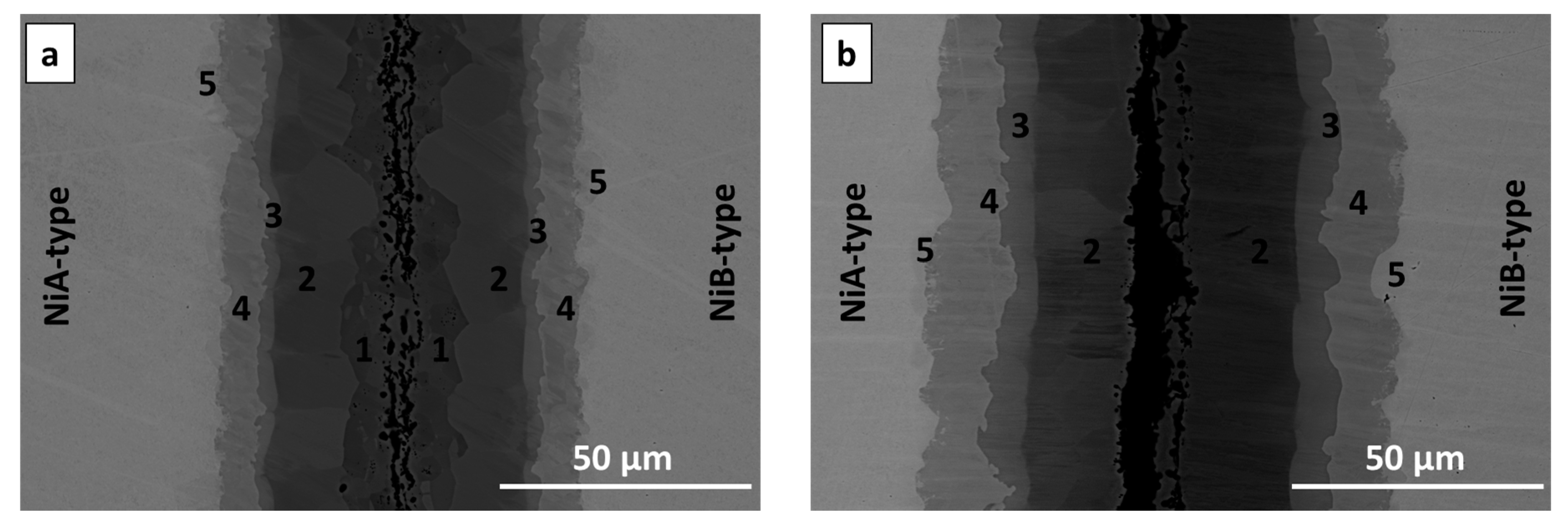
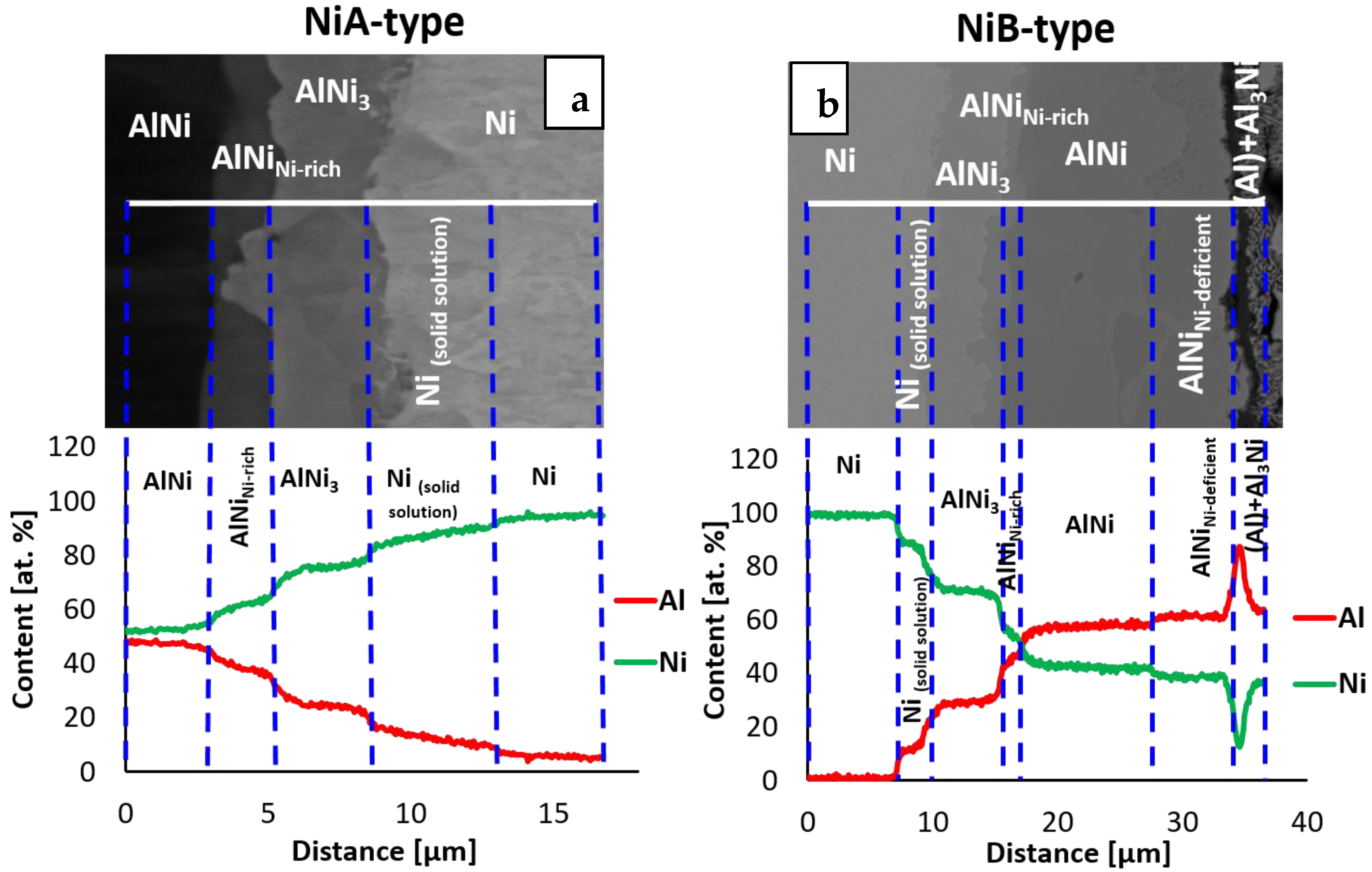
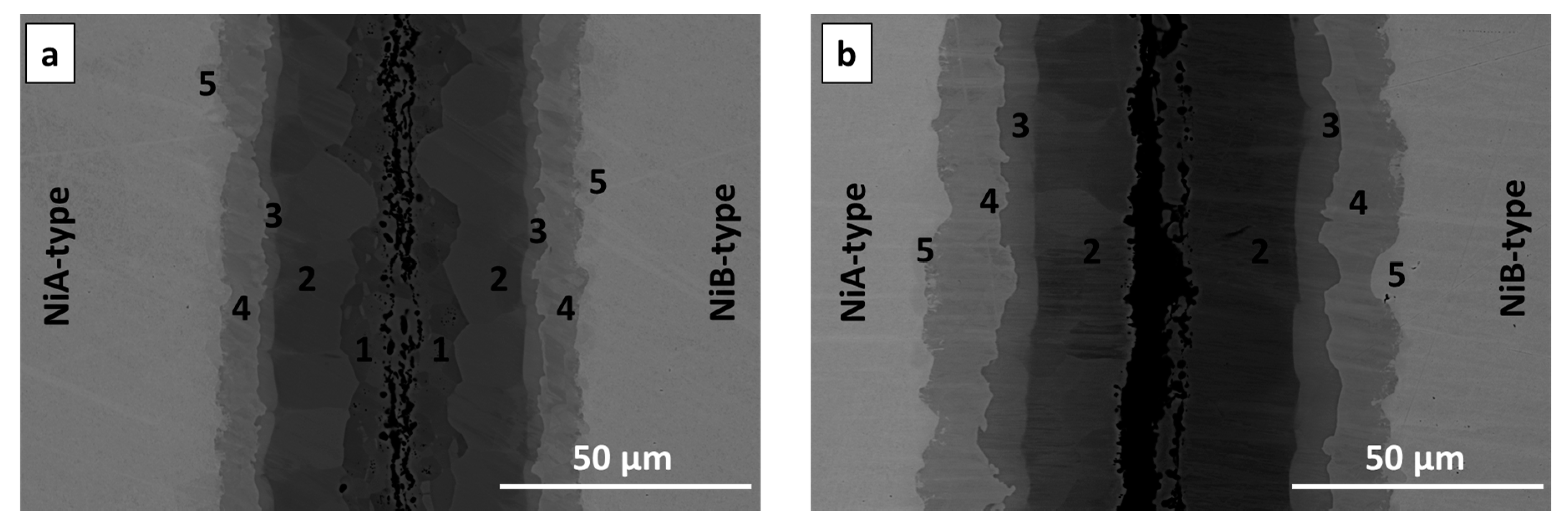
Obtained results are the same for both types of applied orientations of nickel substrates. However, after 5 h of reaction time one significant difference was noticed. Namely, the sequence of the intermetallic phases for types A and B was not the same (
Figure 6). For Ni/Al/Ni interconnection, where the substrates of type B were used, the phase sequence was the same as in the case of 3 h of annealing, whereas, for the joints obtained from substrates of A-type, the AlNi phase deficient in nickel (AlNi
Ni-deficient) did not appear.
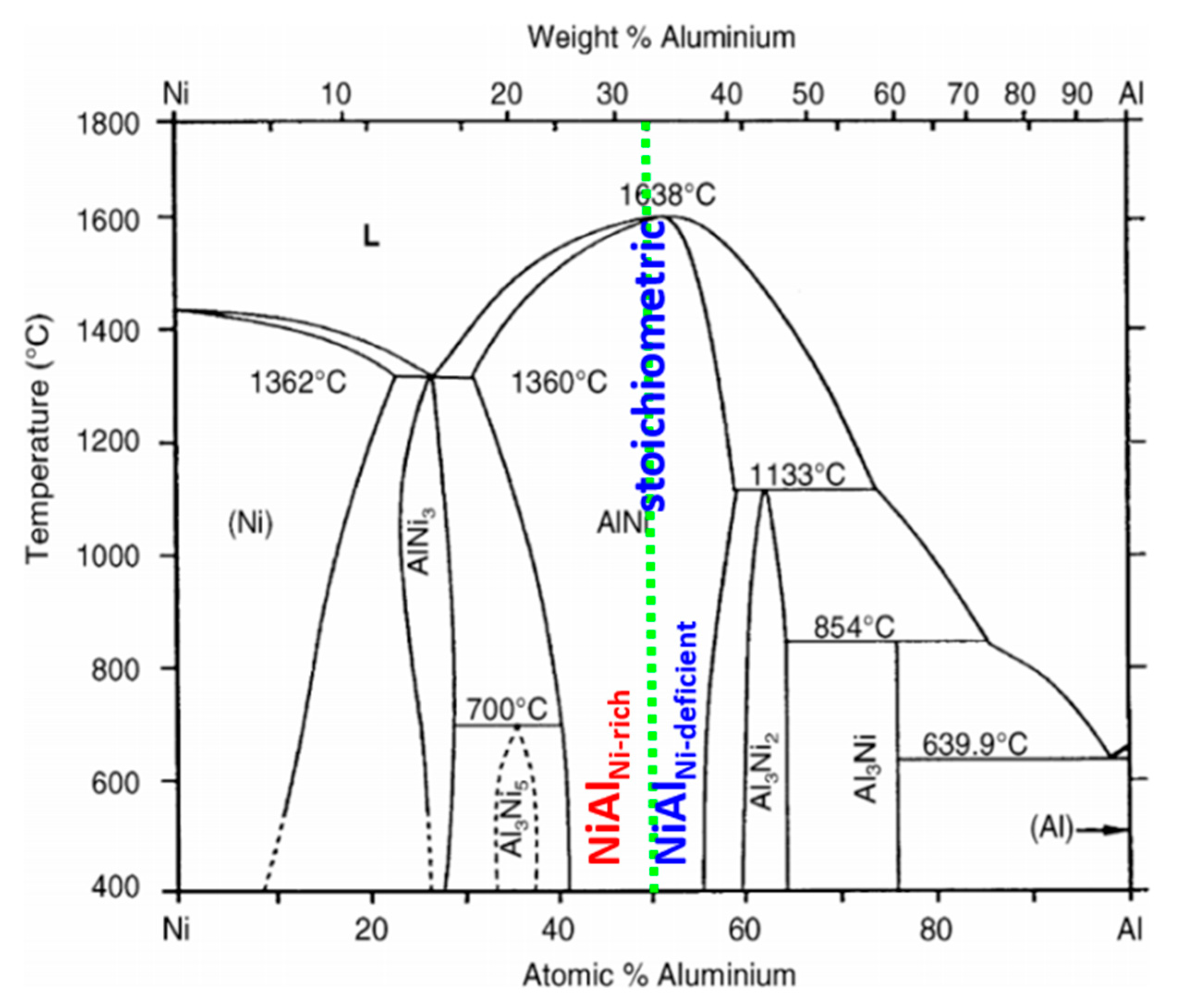
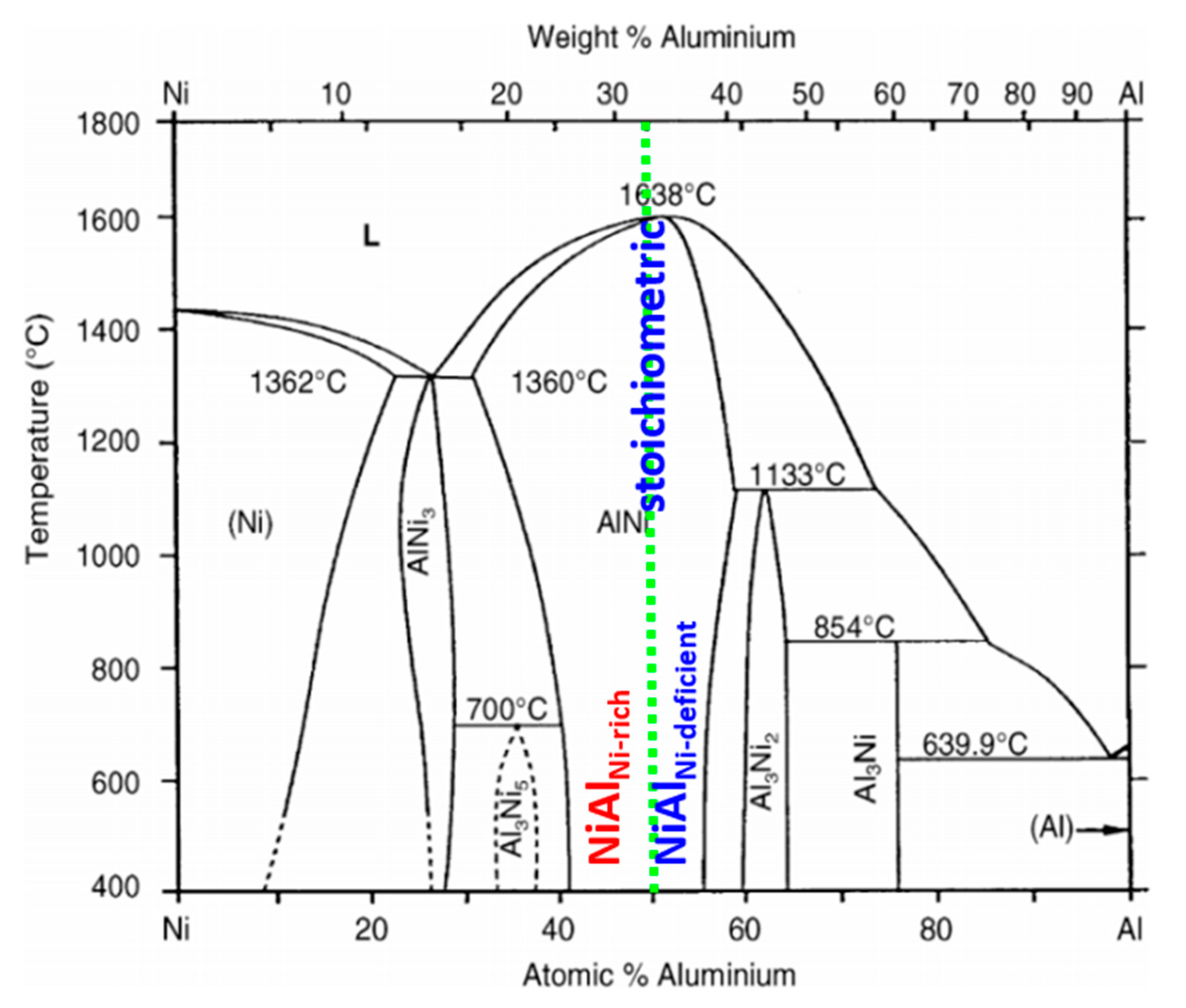
Figure 5 presents the phase composition of the interconnection zones for both types of substrates, where particular phases (as previously) are noted by numbers. As can be seen in the equilibrium phase diagram presented in
Figure 2, the AlNi phase possesses a wide range of chemical composition. Therefore, there are several types of AlNi intermetallics, namely: stoichiometric, where the ratio of Ni to Al equals (50:50 at. %), AlNi deficient in nickel (45–50 at. % of Ni) and AlNi rich in nickel (50–60 at. % of Ni). Last one was evidenced in the literature data by Lopez et al. [
13].
A significant expansion of the annealing time to 20 and 72 h resulted in widening (
Figure 7a) and disappearance (
Figure 7b) of particular phases. After 20 h annealing at 720 °C the phases are broadened, however, the location of phases within the interconnection is the same as for samples annealed for 5 h using the substrates of B-type. The interconnection zone is symmetric. The AlNi deficient in nickel is slowly consumed, while the stoichiometric phase expands. 72 h is enough time to fully consume AlNi deficient in nickel and in the interconnection area only AlNi (51.6 at. % Ni), AlNi rich in nickel (60 at. % Ni) and Al
3Ni (24.1 at. % Ni) are present. Phases of AlNi type are approximately twice wider in comparison to 20 h of annealing, AlNi
3 phase changes its thickness of about 30% (broadening). The sequence of the phases after 72h is as follow:
Average chemical composition of all intermetallic phases after annealing for different periods of time is collected in
Table 3.
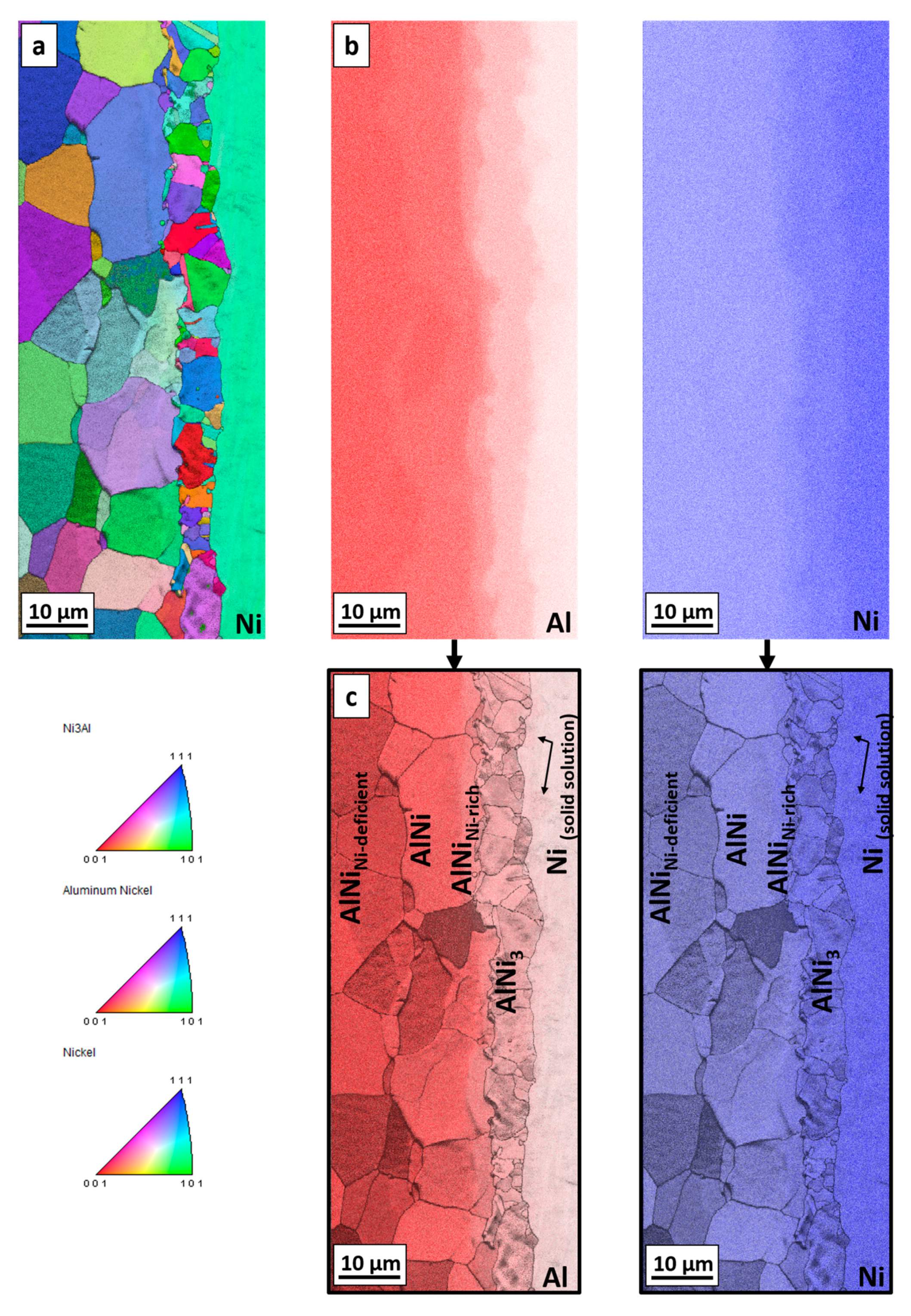
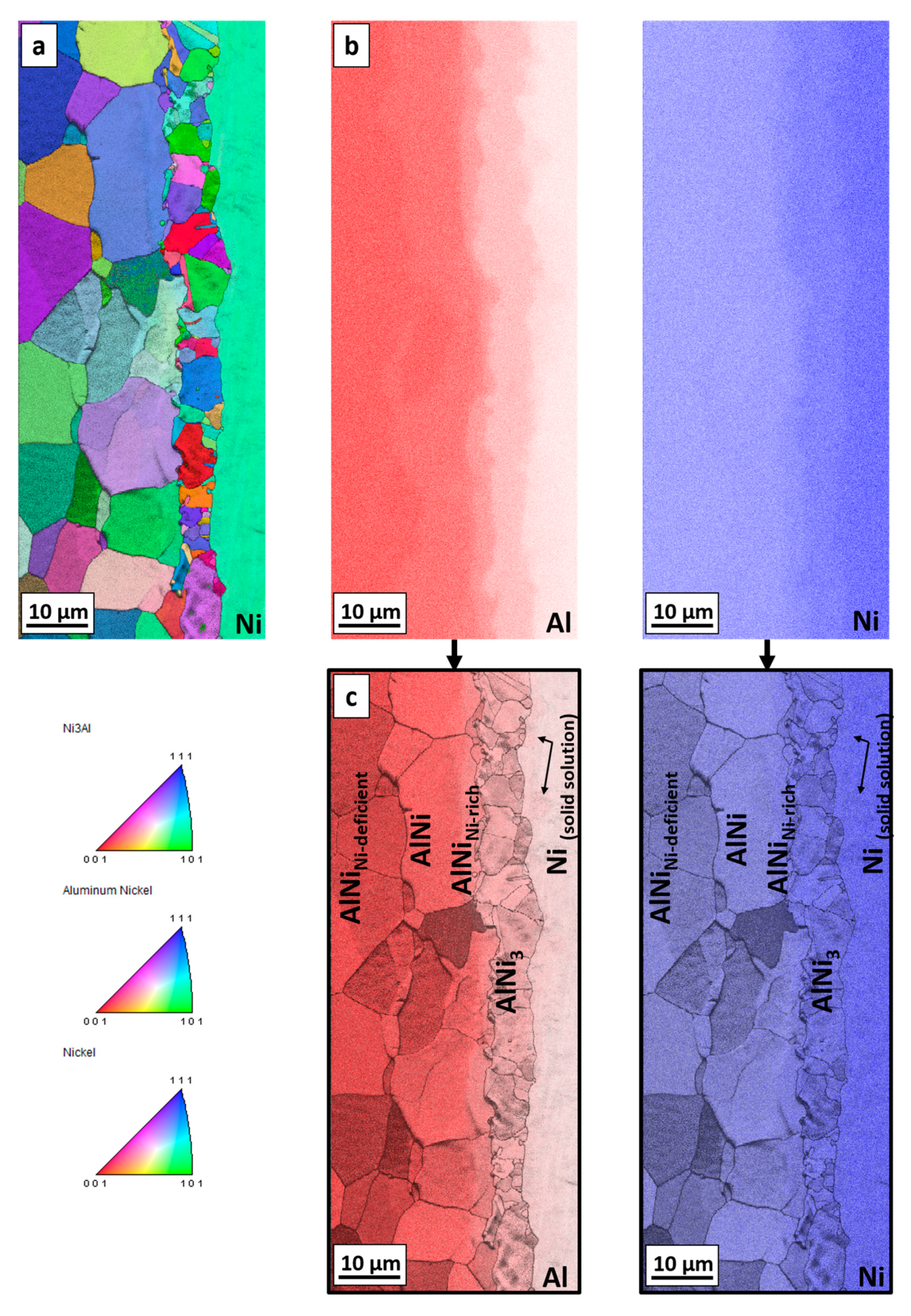
The interfaces, where the solid/solid diffusion occurs were also examined by EBSD technique. Due to sufficient width of particular phases, which grow with time, the sample annealed for 20 h at 720 °C was selected. The EBSD map in
Figure 8a indicates the existence of three main areas, which are indexed starting from the nickel as: Ni, AlNi
3 and AlNi. The map shows that the zone of interest consists of grains with a random crystallographic orientation and the one large grain of nickel. The differences in size of grains for particular areas are visible. Much finer grains in comparison to other areas are observed for the intermetallic phase identified as AlNi
3. On the other hand, in the case of AlNi phases large grains are observed. In both cases range of these phases grain sizes is variable. Complementary to the EBSD map, for the same area the EDS maps were collected (
Figure 8b). As can be noticed, these EDS maps show more individual phases compared to EBSD measurement. Area between Al
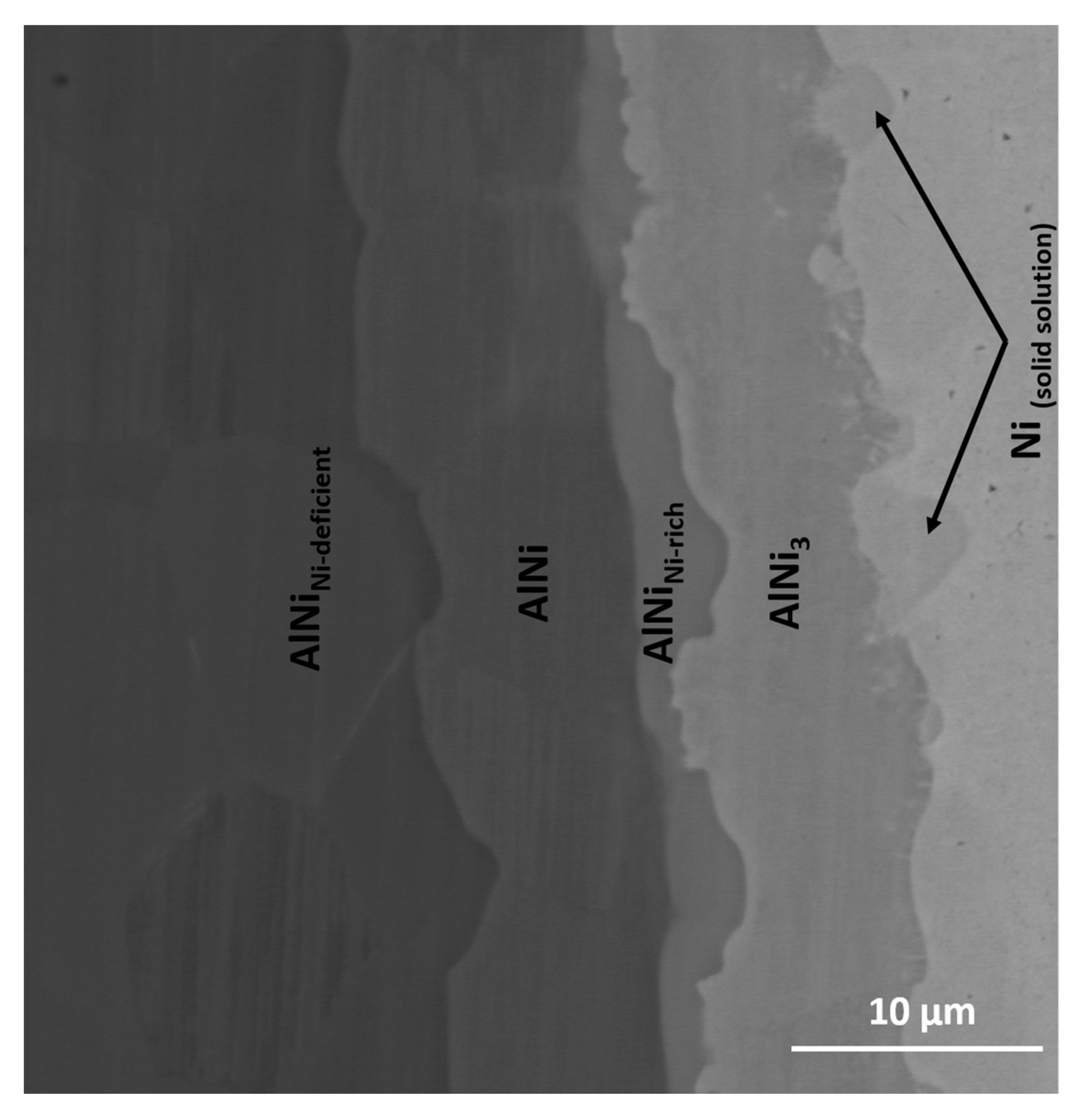
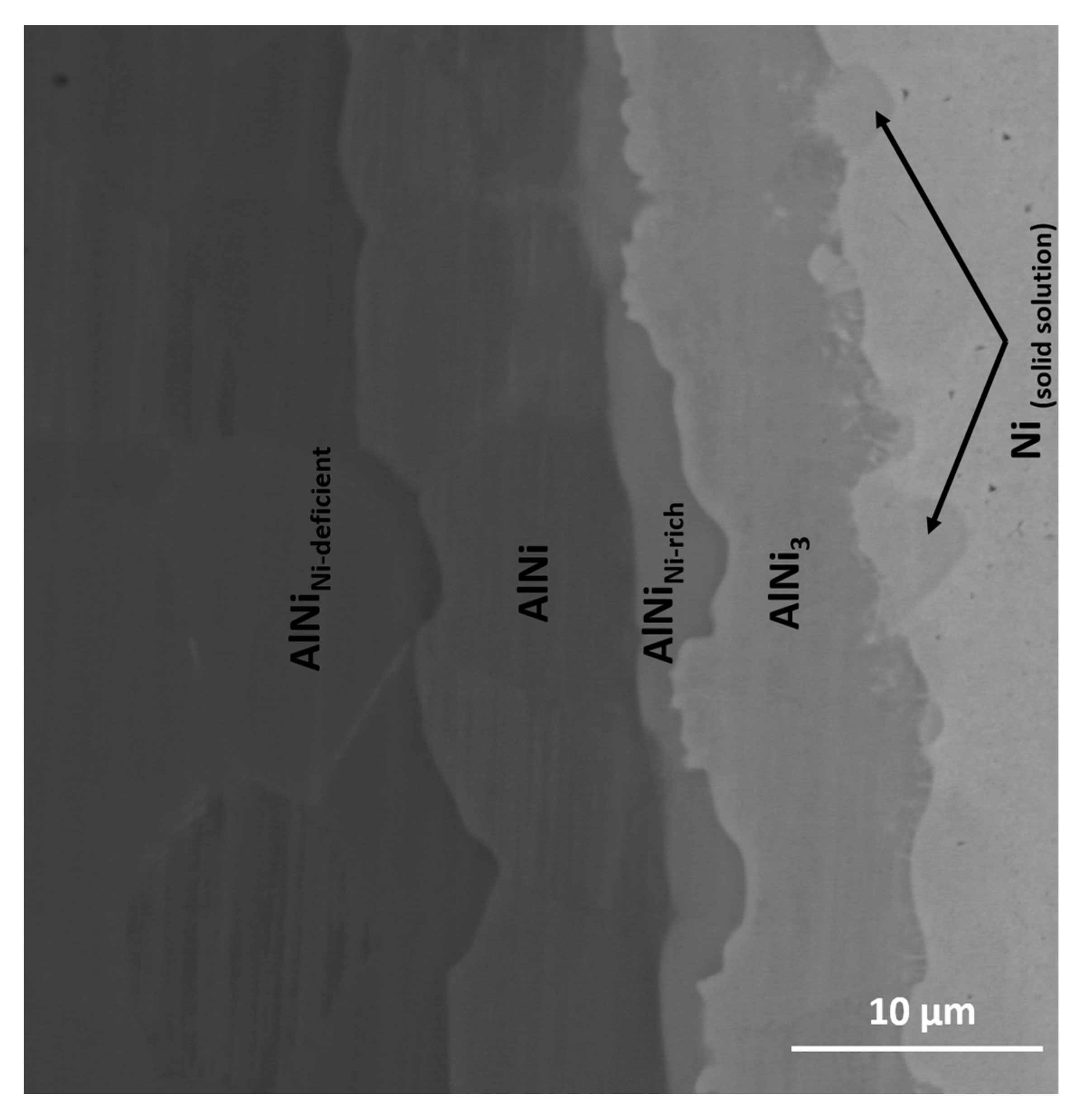
3Ni and AlNi intermetallic phases is rich in nickel, in comparison to AlNi phase, while at the second side of AlNi phase, the area deficient in nickel is present. This dependency is compatible with SEM micrograph registered in BSE mode for the same area and it is shown in
Figure 9. For full understanding of the observed relation, the EBSD indexing confidence map was imposed in the EDS maps for Al and Ni elements (
Figure 8c). The result was surprising, as it was mentioned above, the EBSD map does not indicate the existence of more than three phases. However, the combination of EBSD and EDS maps reveals the concentration gradient throughout the AlNi phase grains. Some grains of AlNi phase are enriched in nickel, confirming previous suspicion of existence of AlNi rich phase. The most interesting observation is that the AlNi Ni-rich phase does not create new grains but rather changes the composition of the grains of already existing phases. In contrary to this, AlNi deficient in nickel possess own grains, being separated from the AlNi stoichiometric phase ones.
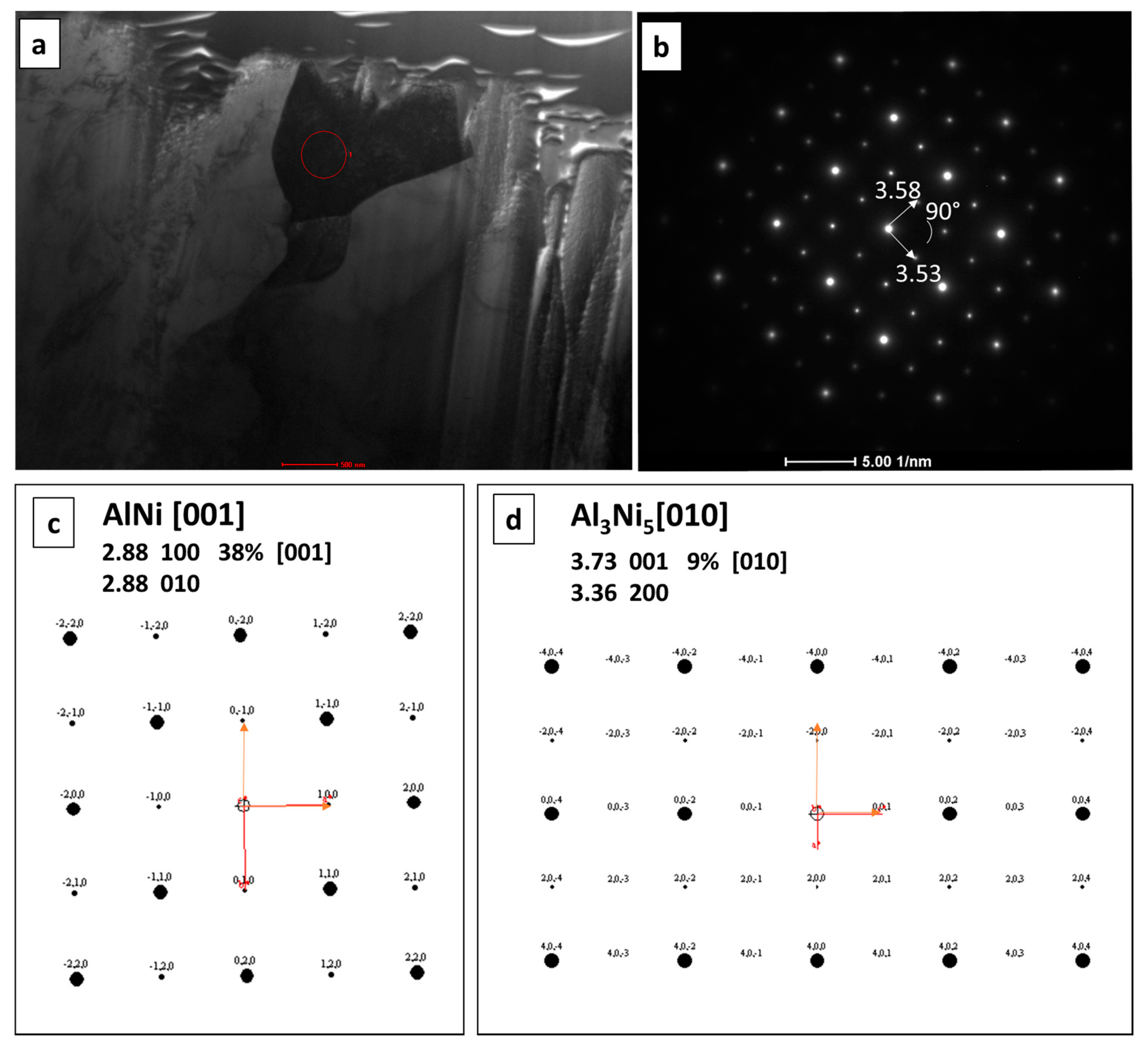
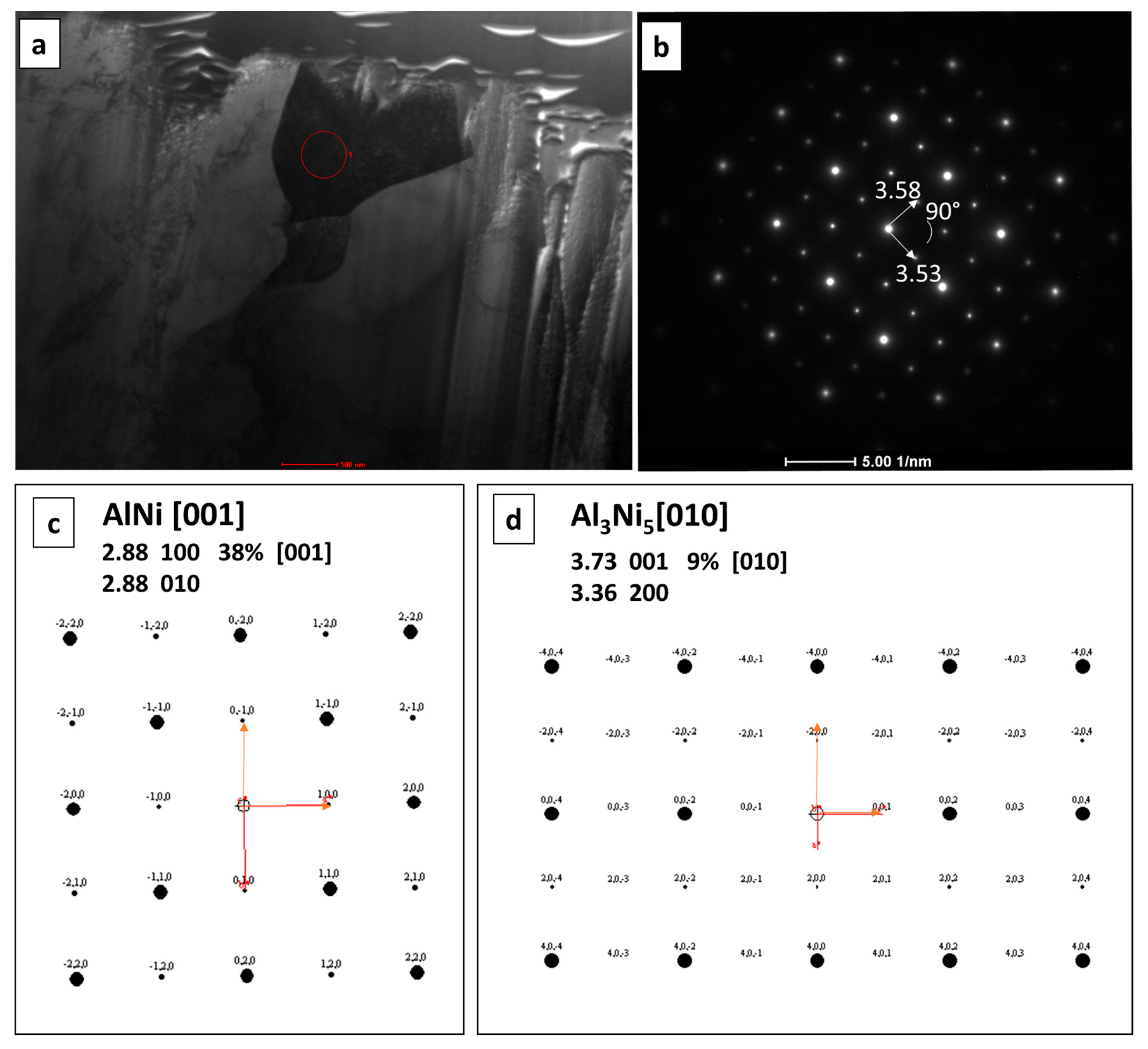
The TEM investigation for sample annealed for 3 h at 720 °C indicates different results in comparison to the EBSD and EDS overlapping for sample after 20 h of annealing. The diffraction pattern from the area taken by the AlNi
Ni-rich phase (
Figure 10), determined based on the chemical composition, did not unambigously confirmed its presence. Two possible phases were taken into consideration, namely AlNi and Al
3Ni
5. Important is that AlNi is always identified based on the same crystallographic data [
31], however, the content of elements is different, so this phase is considered as AlNi without division into rich and deficient in nickel types. The degree of mismatch is very high for AlNi phase reaching 38% (
Figure 10c). For the second considered phase Al
3Ni
5, the degree of mismatch is of only 9% (
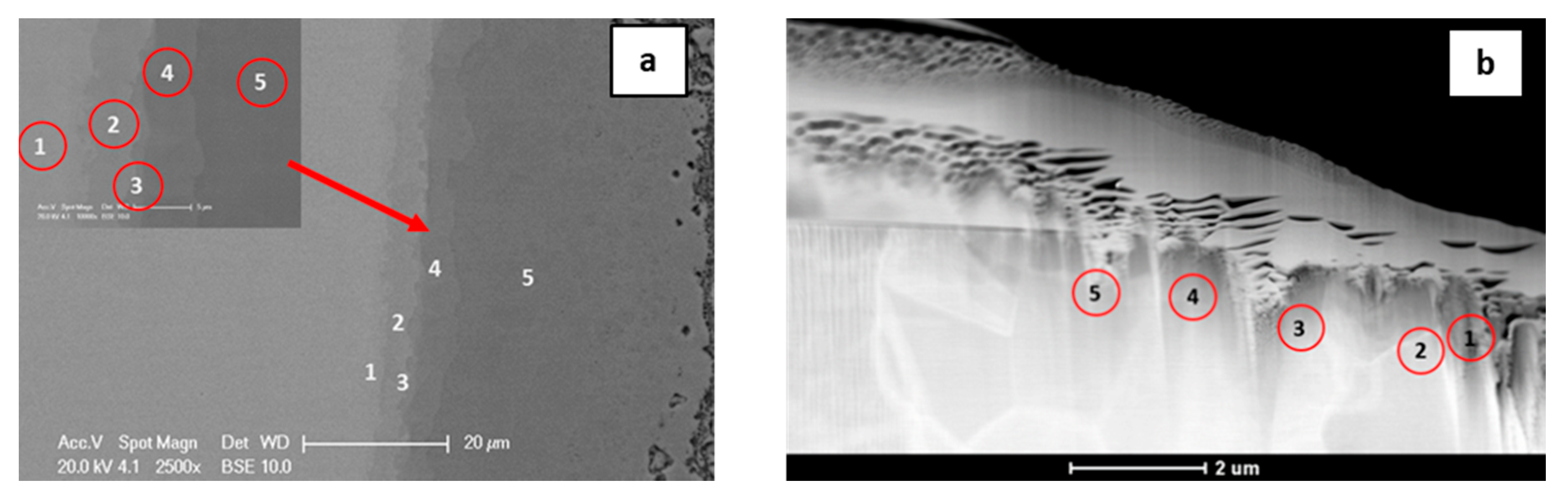
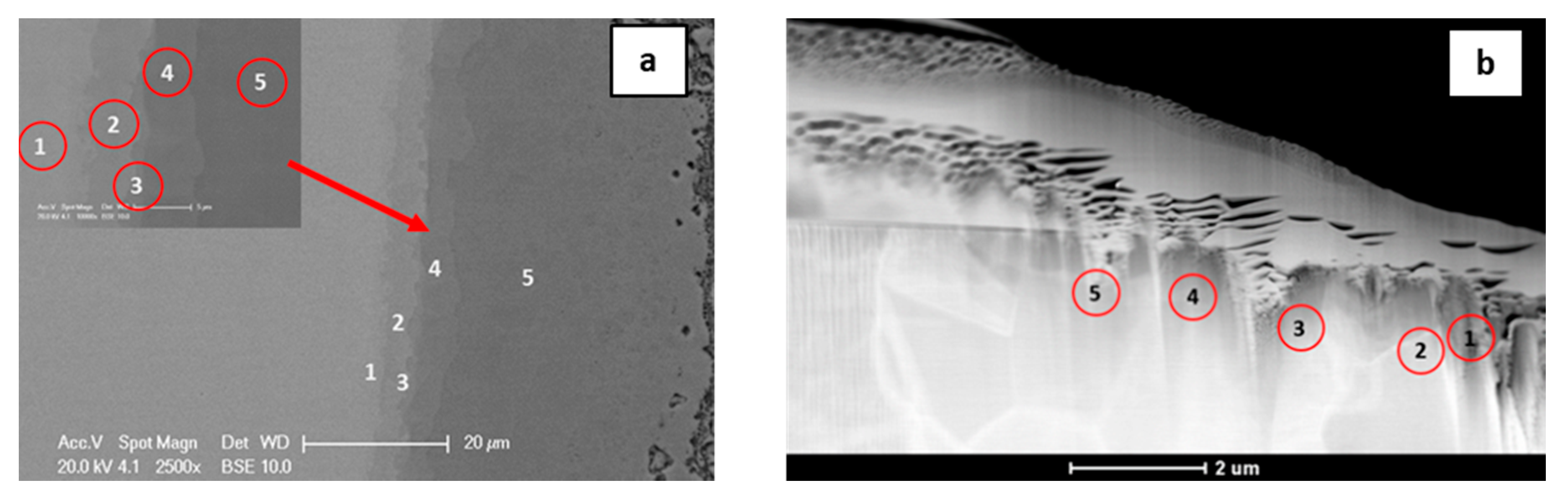
Figure 10d). This orthorombic phase is metastable below 700 °C, as the samples were cooled with furnace after the annealing process, it could be formed. However, due to the fact that growth of this phase takes place at 720 °C, in the manuscript it is noted as Ni-rich AlNi phase. Further TEM investigations would be of great benefit for the description and understanding of the phase evolution, especially for the early stage of the Ni-rich AlNi phase growth. As the phase thickness was below the analytical resolution in SEM (see
Figure 11) such examination in TEM is of essential need. The results of TEM-EDS and SEM-EDS measurements are similar and were collected in
Table 4, however, in case of the doubtful phase substantial difference is visible. From SEM-EDS it follows that the phase present in the joint is the Al
3Ni
5 but the TEM-EDS results point at the AlNi rich in nickel one. As mentioned above, this phase was extremely narrow, the thickness is on the border of the resolving power of the method. Examined areas for both methods are shown in
Figure 11.
3.2. Growth Rate of the Intermetallic Phases
Determination of the thickness of the intermetallics (
Table 5) allowed revealing their growth kinetics. For the short time of the reaction, the interconnection zones were broadening as it is assumed in the diffusion soldering process. Between 1 and 3 h of annealing only the subtle difference of the thickness of the whole joint was observed, nevertheless, different intermetallic phases in reaction zones appeared. Changes of phases composition points that the reaction after 1 h probably takes place in the solid state. After 5 h of annealing, due to isothermal solidification stage of DS, for both types of substrates, the interconnection zones shrink. As it was mentioned earlier, phases composition between 3 and 5 h stays the same, while the main difference is associated with the thickness of the interconnection zones for both types of substrates. For samples of A-type, the interconnection zones after 5 h of annealing is four times narrower and for B-type two times thinner than after 3 h of annealing. Comparing the samples after the same annealing conditions, for A-type to B-type Ni substrates, the following results are observed: after 1 h of annealing the thickness of the entire joint is comparable and widths of particular phases are similar. When time of annealing is extended to 3 h, the differences in diffusion process and in the overall appearance of the interconnection zones are not observed. After 5 h of annealing more visible differences appeared. First of all, the thickness of the joint, where substrate B-type was used, is twice broader than in Ni/Al/Ni reaction zone with A-type substrates. Additionally, in case of NiA/Al/NiA, the phase AlNi deficient in nickel is not observed. Thicknesses of the individual phases are similar, beside of the total width of AlNi phases (of every type), which in case of B-type nickel is broader, however, stoichiometric type of AlNi phases are comparable. This difference between thickness of whole joint after 5 h could be caused by the leakage of liquid solder during the experiment due to too high pressure applied. The comparison of the thickness of the particular layers of the intermetallic phases formed in Ni/Al/Ni interconnection in different time of reaction is collected in
Table 5. Authors conducted experiment which allowed to eliminate the necessity of application of two separated systems: NiA/Al/NiA and NiB/Al/NiB. Numerous attempts prove that the localization of the Ni substrates (above or below the Al solder) does not affect the width and sequence of created phases. This approach resulted in simplifying the experimental procedure and allowed for producing of NiA/Al/NiB system (and conversely), which shortened experiment time. This procedure was used for shorter and longer annealing times. In early stages of diffusion soldering processes phase Al
3Ni disappears fast—only after 30 min it is completely consumed and replaced by Al
3Ni
2 phase, which, in turn, after 3 h of annealing no longer exists. The longest times of annealing cause further phases broadening. Finally, after 72 h of annealing the interconnection zone contains only high nickel phases (50 at.% of Ni and higher). Three phases: AlNi
3, AlNi, AlNi
Ni-rich for which the growth kinetic is calculated expand gradually with the annealing time.
Determination of the main mechanisms, which control the growth of the intermetallic phase is based on simple and useful formula (Equation 1), in details discussed in [
32], giving the relation between the thickness of the intermetallics with the time of annealing.
where:
is a thickness of the intermetallic phase layer,
—the growth rate constant and
—time of annealing. To define the mechanism of the intermetallic phase growth, it is necessary to determine the value of
exponent. Depending on this value, the growth can be controlled either by the volume diffusion (
), or by the chemical reaction at the interfaces (
), grain boundary diffusion (
) and finally by mixed mechanism of growth (
). The growth rate constant
can be determined from two types of plot, namely
vs.
or
vs.
. First type of plot is better for the growth of the intermetallic phases, where the layer is formed at the initial period of growth and does not influence the course of further stabilized growth. Second type should be used, when the initial growth of the obtained layer affects the period of the parabolic growth [
32]. Diffusion process may be controlled by the dislocation mechanism but only at lower temperature, while at the temperature close to the melting point of metals the amplitude of thermal vibrations of atoms is too high and dislocations as a structural effects disappear. Therefore, in such a case, the dislocations are not taken into account and the mechanisms of diffusion are either volume diffusion or diffusion by grain boundaries or reactive diffusion. The growth kinetics results are collected in
Table 6 and shown in
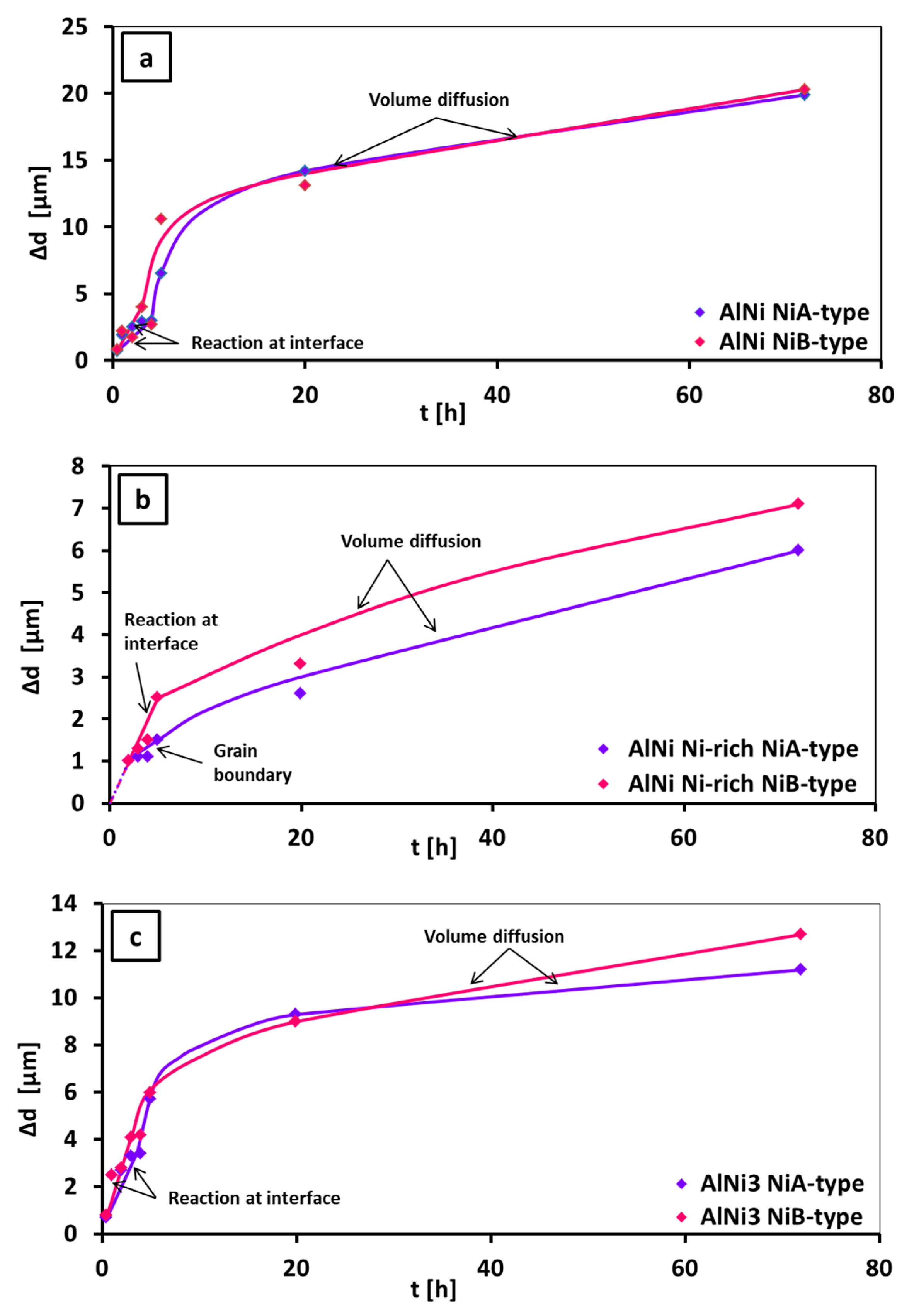
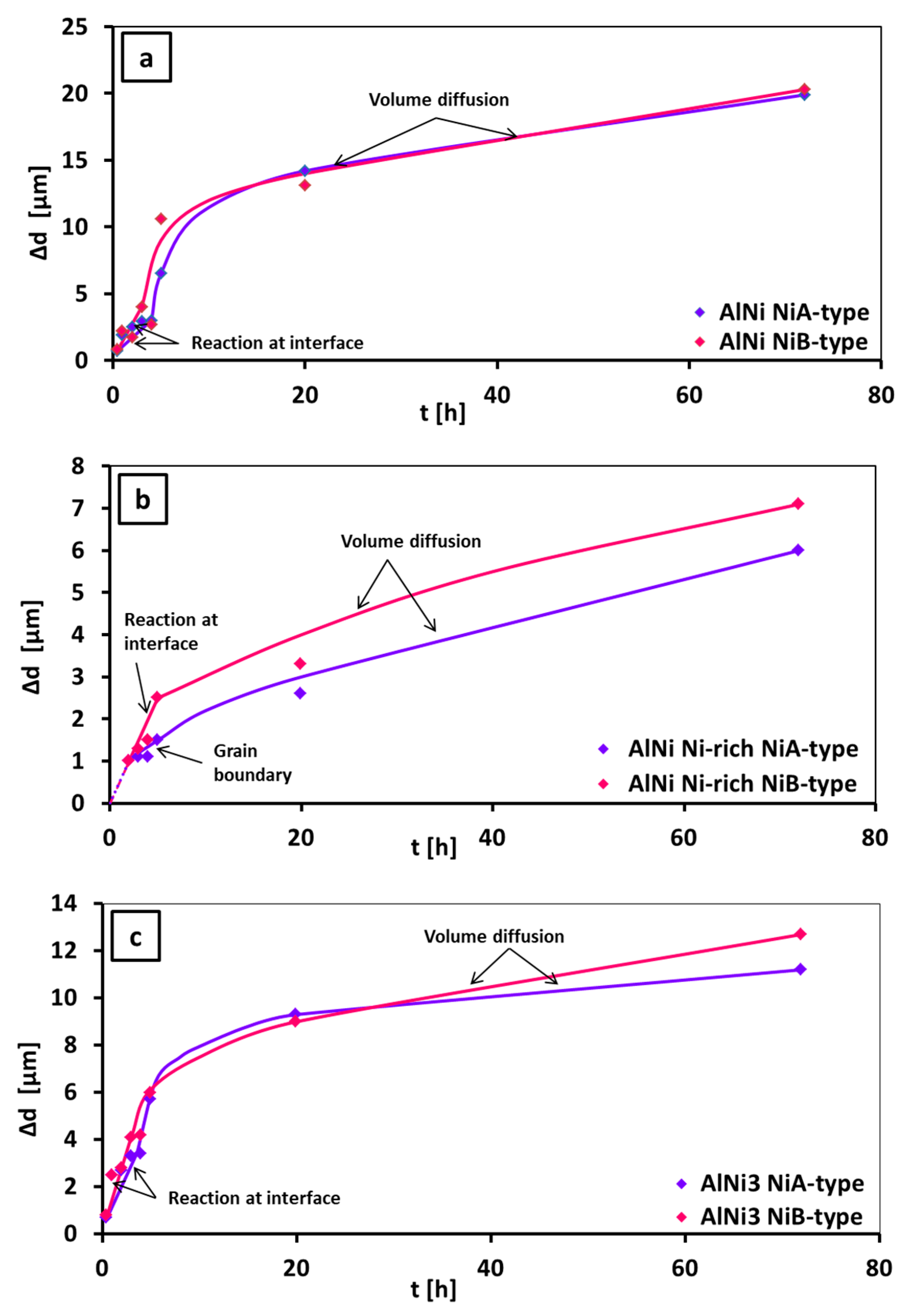
Figure 12.
The growth kinetics data for three phases formed in the solid state in Ni/Al/Ni interconnections was determined. Plots (
Figure 12)
vs.
for AlNi stoichiometric (
Figure 12a), AlNi
Ni-rich (
Figure 12b) and AlNi
3 phases (
Figure 12c), showed that the growth of AlNi phases was controlled by different mechanism in comparison to AlNi
Ni-rich and AlNi
3. The growth of AlNi phase involved two mechanisms: at first, the reaction at the interface took place and then it was replaced by the volume diffusion. The time exponent
for AlNi phase equals
for substrates of A-type and
for the B-type ones. The calculation showed that growth mechanism for AlNi rich in nickel and AlNi
3 are similar and governed by the volume diffusion (
is
). In the case of AlNi rich in nickel phase growth with the short incubation time occurred only for substrate of A-type. The AlNi
3 phase grew due to the volume diffusion mechanism and no incubation time was observed in its growth. Finally, it was verified, that neither of these phases grew due to the grain boundary diffusion, therefore, the differences between the samples of A and B Ni substrates were not observed. In the study made by Lopez et al. [
13] phases grew only by volume diffusion, while in present work the growth mechanism for the AlNi stoichiometric is found to be mixed (chemical reaction and volume diffusion). Lopez et al. [
13] determined that the fastest growth occurred for stoichiometric AlNi and the slowest growth for Ni-rich AlNi one. They also calculated that the values of n factor equaled
for all three phases: AlNi, AlNi
Ni-rich and AlNi
3. Therefore, the authors assumed that the growth of all these layers obeys a parabolic law—it is governed by the volume diffusion. What is interesting, they also noticed a transition period of AlNi
3 growth for short time of annealing. In this study presented graphs in
Figure 12 and
Table 6 revealed new insight for the Al/Ni interaction. At present work the differences in behavior of phase-growth at short time of annealing and after longer time was noticed. Growth of AlNi rich in Ni phase is governed by volume diffusion but only after longer time of annealing. Focusing on the shorter time of process (2–5 h), the calculated
exponent shows that for substrates of A-type, the grain boundary mechanism dominates (
). On the other hand, considering of B-type substrate, data obtained at the beginning of DS suggesting the significant contribution of the reaction at interface (
). Similar behavior for AlNi
3 phase for both types of substrates was observed, however in the range of 0.5–5 h time of annealing, only reaction at interface was evidenced as the governing mechanism of growth (for A-type
; for B-type
). In the case of AlNi stoichiometric, independently on time of annealing, two mechanisms of growth, as it was mentioned above - reaction at interface and volume diffusion occurred.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}