The Influence of Wire Electrical Discharge Machining Cutting Parameters on the Surface Roughness and Flexural Strength of ZrO2/TiN Ceramic Nanocomposites Obtained by Spark Plasma Sintering

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Nanocomposite Preparation
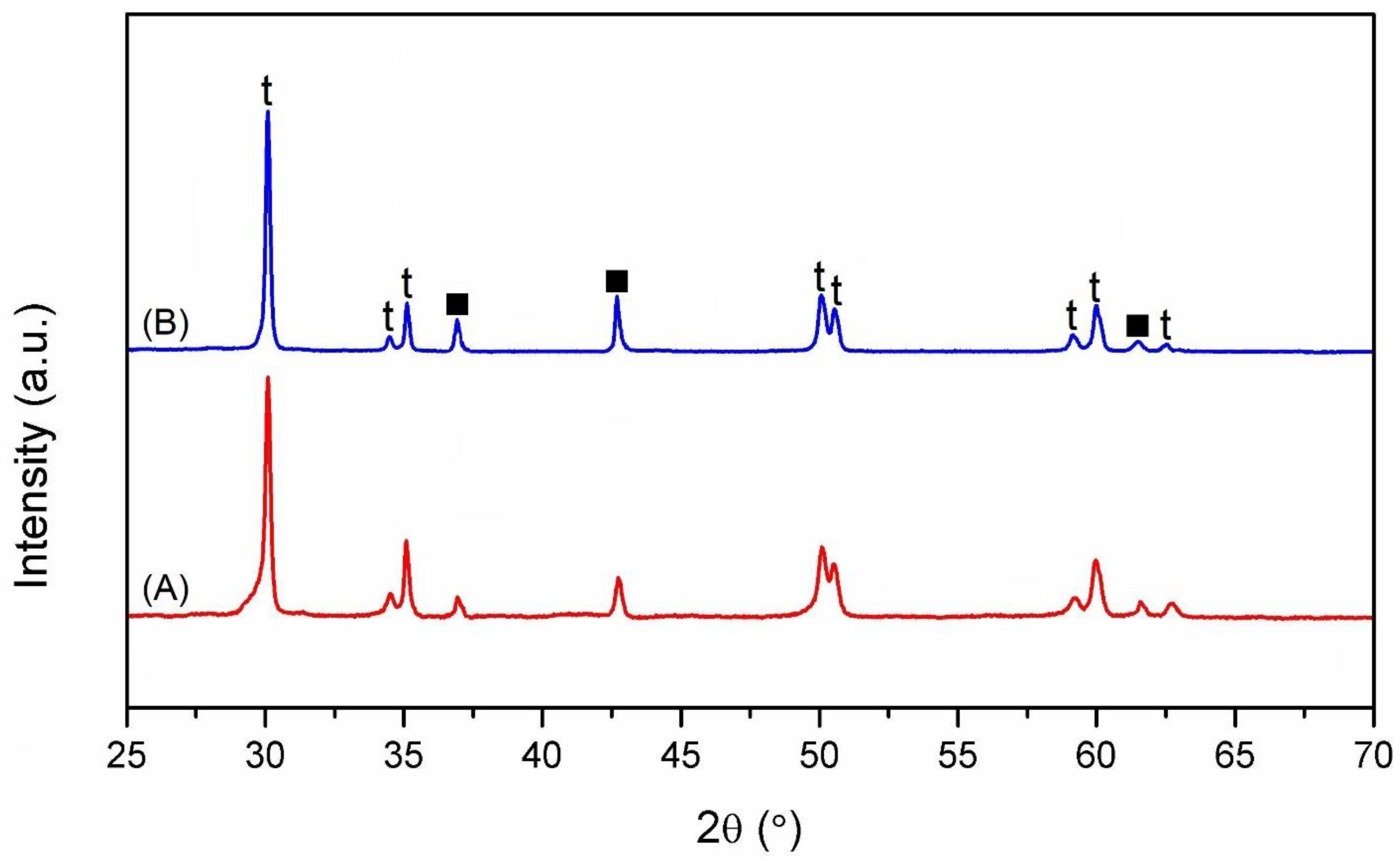
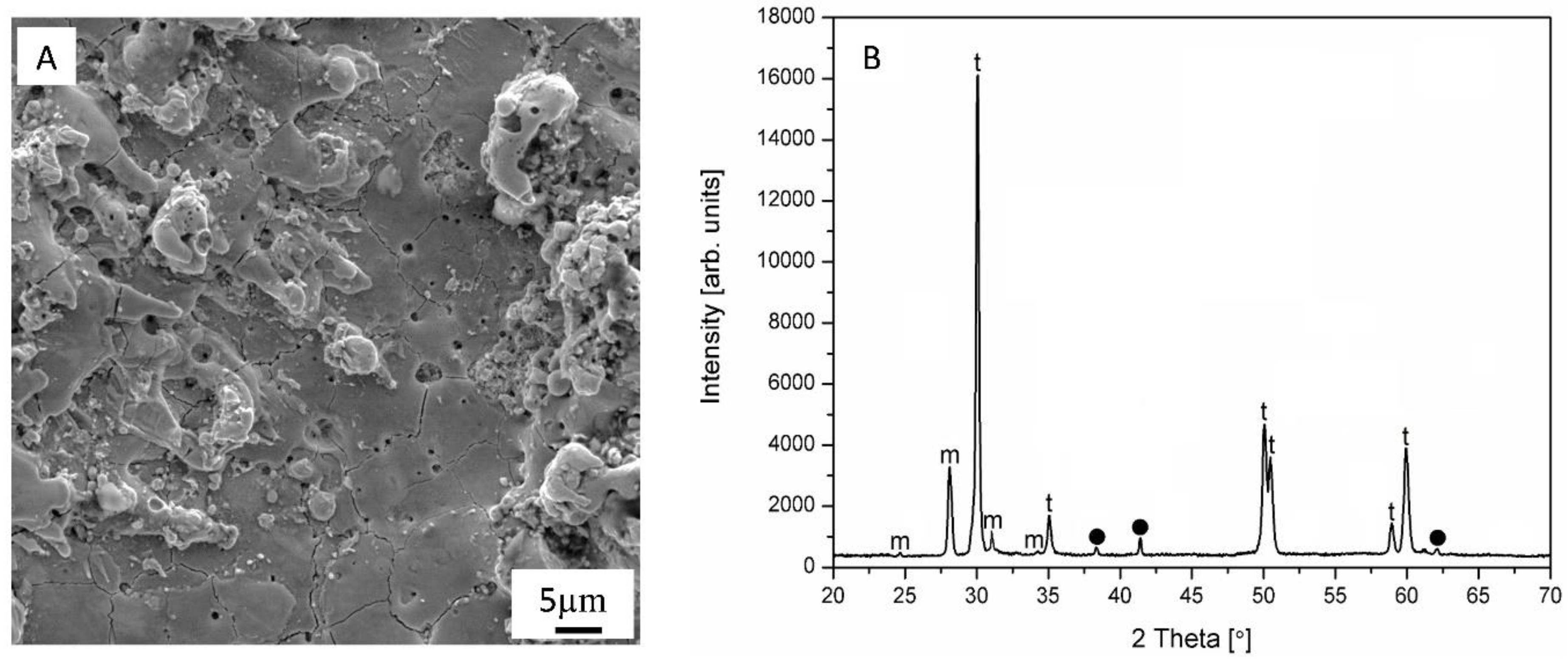
2.2. XRD Characterization
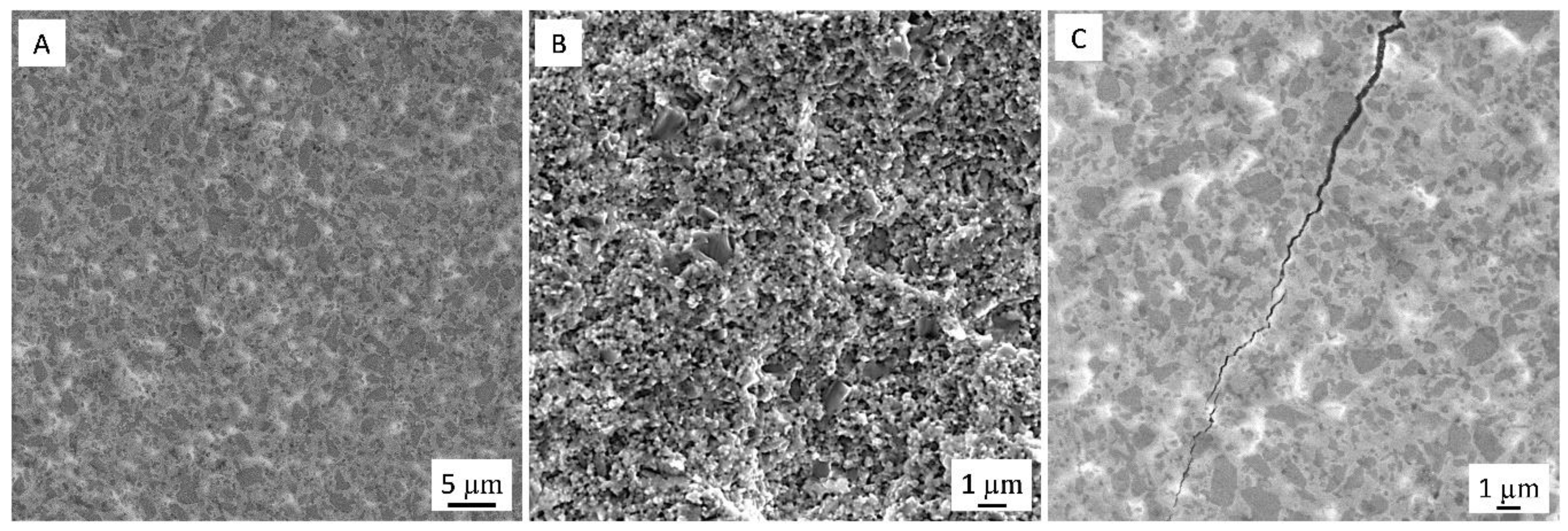
2.3. Microstructural Characterization
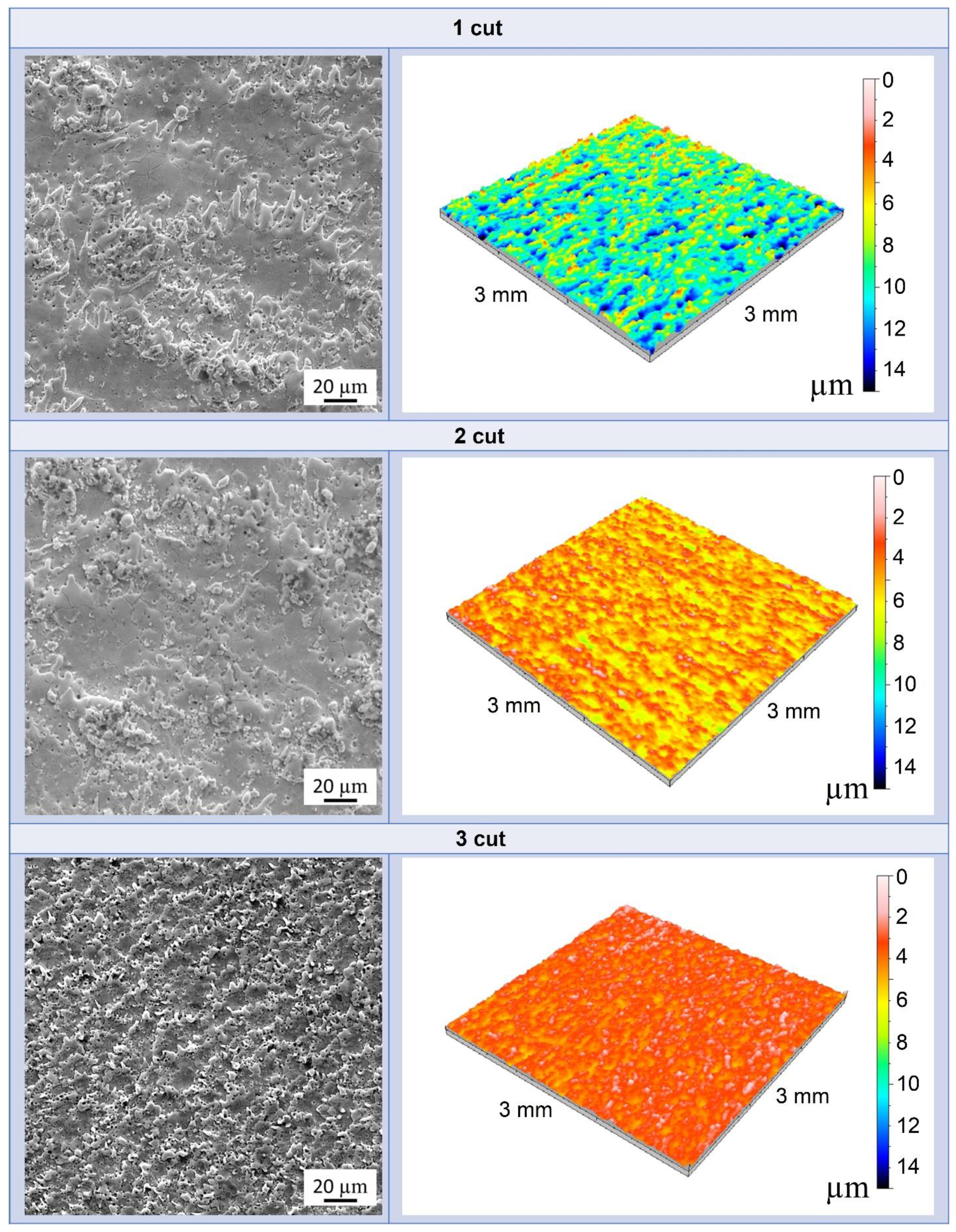
2.4. Determination of Electrical Properties and Wire-Electroerosion Machining (WEDM)
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hannink, R.H.J.; Kelly, P.M.; Muddle, B.C. Transformation toughening in zirconia-containing ceramics. J. Am. Ceram. Soc. 2000, 83, 461–487. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H.; De La Torre, S.D. Phase transitions in zirconium dioxide and related materials for high performance engineering ceramics. J. Mater. Sci. 2002, 37, 4947–4971. [Google Scholar] [CrossRef]
- Solís, N.W.; Peretyagin, P.; Torrecillas, R.; Fernández, A.; Menéndez, J.L.; Mallada, C.; Díaz, L.A.; Moya, J.S. Electrically conductor black zirconia ceramic by SPS using graphene oxide. J. Electroceram. 2017, 38, 119–124. [Google Scholar] [CrossRef]
- Kameo, K.; Friedrich, K.; Bartolome, J.F.; Diaz, M.; Lopez-Esteban, S.; Moya, J.S. Sliding wear of ceramics and cermets against steel. J. Eur. Ceram. Soc. 2003, 23, 2867–2877. [Google Scholar] [CrossRef]
- Pecharroman, C.; Lopez-Esteban, S.; Bartolome, J.F.; Moya, J.S. Evidence of nearest-neighbor ordering in wet-processed zirconia-nickel composites. J. Am. Ceram. Soc. 2001, 84, 2439–2441. [Google Scholar] [CrossRef]
- Sergo, V.; Lughi, V.; Pezzotti, G.; Lucchini, E.; Meriani, S.; Muraki, N.; Katagiri, G.; Nishida, T. The effect of wear on the tetragonal-to-monoclinic transformation and the residual stress distribution in zirconia-toughened alumina cutting tools. Wear 1998, 214, 264–270. [Google Scholar] [CrossRef]
- Chen, Z.D.; Myo, M.H.; Choy, C.M. Rapid manufacturing of Y-TZP ceramic punch using powder injection moulding technology. Mater. Sci. Forum 2003, 437, 415–418. [Google Scholar] [CrossRef]
- Bartolome, J.F.; Montero, I.; Diaz, M.; Lopez-Esteban, S.; Moya, J.S. Accelerated aging in 3-mol%-yttria-stabilized tetragonal zirconia ceramics sintered in reducing conditions. J. Am. Ceram. Soc. 2004, 12, 2282–2285. [Google Scholar] [CrossRef]
- McEntire, B.J.; Bal, B.S.; Rahaman, M.N.; Chevalier, J.; Pezzotti, G. Ceramics and ceramic coatings in orthopaedics. J. Eur. Ceram. Soc. 2015, 35, 4327–4369. [Google Scholar] [CrossRef]
- Moya, J.S.; Sanchez-Herencia, J.A.; Bartolome, J.F.; Tanimoto, T. Elastic modulus in rigid Al2O3/ZrO2 ceramic laminates. Scr. Mater. 1997, 37, 1095–1103. [Google Scholar] [CrossRef]
- Rodriguez-Suarez, T.; Bartolomé, J.F.; Smirnov, A.; Lopez-Esteban, S.; Díaz, L.A.; Torrecillas, R.; Moya, J.S. Electroconductive Alumina-TiC-Ni nanocomposites obtained by Spark Plasma Sintering. Ceram. Int. 2011, 37, 1631–1636. [Google Scholar] [CrossRef]
- Grigoriev, S.; Peretyagin, P.; Smirnov, A.; Solis, W.; Diaz, L.A.; Fernandez, A.; Torrecillas, R. Effect of graphene addition on the mechanical and electrical properties of Al2O3-SiCw ceramics. J. Eur. Ceram. Soc. 2017, 37, 2473–2479. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Peretyagin, P.; Seleznev, A.; Okunkova, A.; Smirnov, A. The Effect of TiC additive on mechanical and electrical properties of Al2O3 ceramic. Appl. Sci. 2018, 8, 2385. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J.; Álvarez, L. Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC–Co. J. Mater. Process. Technol. 2004, 154, 1026–1032. [Google Scholar] [CrossRef]
- Khan, A.A.; Ali, M.; Shaffiar, M. Relationship of surface roughness with current and voltage during wire EDM. J. Appl. Sci. 2006, 6, 2317–2320. [Google Scholar]
- Díaz, L.A.; Solís, N.W.; Peretyagin, P.; Fernández, A.; Morales, M.; Pecharromán, C.; Moya, J.S.; Torrecillas, R. Spark plasma sintered Si3N4/TiN nanocomposites obtained by a colloidal processing route. J. Nanomater. 2016, 2016, 68. [Google Scholar] [CrossRef]
- Obara, H.; Satou, H.; Hatano, M. Fundamental study on corrosion of cemented carbide during wire EDM. J. Mater. Process. Technol. 2004, 149, 370–375. [Google Scholar] [CrossRef]
- Smirnov, A.; Peretyagin, P.; Bartolome, J.F. Wire electrical discharge machining of 3Y-TZP/Ta ceramic-metal composites. J. Alloys Compd. 2018, 739, 62–68. [Google Scholar] [CrossRef]
- Smirnov, A.; Peretyagin, P.; Bartolome, J.F. Processing and mechanical properties of new hierarchical metal-graphene flakes reinforced ceramic matrix composites. J. Eur. Ceram. Soc. 2019, 39, 3491–3497. [Google Scholar] [CrossRef]
- Rice, R.W. Effects of environment and temperature on ceramic tensile strength–grain size relations. J. Mater. Sci. 1997, 32, 3071–3087. [Google Scholar] [CrossRef]
- Eichler, J.; Rödel, J.; Eisele, U.; Hoffman, M. Effect of grain size on mechanical properties of submicrometer 3Y-TZP: Fracture strength and hydrothermal degradation. J. Am. Ceram. Soc. 2007, 90, 2830–2836. [Google Scholar] [CrossRef]
- Smirnov, A.; Kurland, H.-D.; Grabow, J.; Müller, F.A.; Bartolomé, J.F. Microstructure, mechanical properties and low temperature degradation resistance of 2Y-TZP ceramic materials derived from nanopowders prepared by laser vaporization. J. Eur. Ceram. Soc. 2015, 35, 2685–2691. [Google Scholar] [CrossRef]
- Viswanathan, V.; Laha, T.; Balani, K.; Agarwal, A.; Seal, S. Challenges and advances in nanocomposite processing techniques. Mater. Sci. Eng. Rep. 2006, 54, 121–185. [Google Scholar] [CrossRef]
- Smirnov, A.; Beltrán, J.I.; Rodriguez-Suarez, T.; Pecharromán, C.; Muñoz, M.C.; Moya, J.S.; Bartolomé, J.F. Unprecedented simultaneous enhancement in flaw tolerance and fatigue resistance of zirconia–Ta composites. Sci. Rep. 2017, 7, 44922. [Google Scholar] [CrossRef] [PubMed]
- Smirnov, A.; Peretyagin, P.; Solís Pinargote, N.W.; Gershman, I.; Bartolomé, J.F. Wear behavior of graphene-reinforced alumina–silicon carbide whisker nanocomposite. Nanomaterials 2019, 9, 151. [Google Scholar] [CrossRef] [PubMed]
- Smirnov, A.; Bartolomé, J.F.; Kurland, H.-D.; Grabow, J.; Müller, F.A. Design of a new zirconia-alumina-Ta micro-nanocomposite with unique mechanical properties. J. Am. Ceram. Soc. 2016, 99, 3205–3209. [Google Scholar] [CrossRef]
- Morrell, R. Handbook of Properties of Technical & Engineering Ceramics, an Introduction for Engineer and Designer, Part 1; Her Majesty’s Stationery Office (HMSO): London, UK, 1985; pp. 95–166. [Google Scholar]
- Pierson, H.O. Handbook of Refractory Carbides and Nitrides: Properties, Characteristics, Processing and Applications; William Andrew: Norwich, NY, USA, 1996; pp. 183–187. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Conditions | |||
|---|---|---|---|
| Average Working Voltage (V) | Average Working Current (A) | Off Time (μs) | |
| 1 cut | 100 | 3.0 | 8 |
| 2 cut | 84 | 2.2 | 4 |
| 3 cut | 72 | 1.5 | 2 |
| Specimen | Density [%ρth] † | Elastic Modulus E [GPa] | Hardness HV [GPa] | Fracture Toughness KIc [MPa∙m1/2] | Electrical Conductivity × 105 [S∙m−1] |
|---|---|---|---|---|---|
| 3Y-TZP [22] | 99 | 198 ± 5 | 13 ± 0.3 | 6.1 ± 0.3 | - |
| Z30T | 99 | 237 ± 7 | 13.9 ± 0.4 | 6.3 ± 0.2 | 1.08 |
| Z40T | 99 | 252 ± 8 | 13.8 ± 0.3 | 6.5 ± 0.3 | 2.26 |
| Element | Polished Surface | WEDM Surface | ||||||
|---|---|---|---|---|---|---|---|---|
| Cut 1 | Cut 2 | Cut 3 | ||||||
| Wt.% | Atm.% | Wt.% | Atm.% | Wt.% | Atm.% | Wt.% | Atm.% | |
| N | 16.35 | 20.47 | 2.57 | 5.10 | 2.950 | 5.26 | 2.78 | 4.95 |
| O | 27.24 | 44.21 | 27.14 | 44.47 | 27.84 | 45.698 | 27.43 | 45.42 |
| Ti | 17.16 | 11.86 | 17.62 | 12.10 | 17.48 | 11.98 | 17.53 | 12.06 |
| Y | 1.21 | 0.49 | 2.03 | 0.62 | 2.14 | 0.82 | 2.09 | 0.78 |
| Zr | 38.04 | 22.97 | 38.58 | 23.72 | 38.17 | 23.47 | 38.36 | 23.58 |
| Cu | n.a. | n.a. | 4.24 | 3.62 | 3.89 | 3.24 | 4.15 | 3.34 |
| Zn | n.a. | n.a. | 1.65 | 1.15 | 2.08 | 1.44 | 2.02 | 1.09 |
| Al | n.a. | n.a. | 0.28 | 0.31 | 0.23 | 0.29 | 0.26 | 0.35 |
| C | n.a. | n.a. | 5.89 | 8.91 | 5.22 | 7.52 | 5.38 | 8.43 |
| Z30T | Z40T | |||||||
|---|---|---|---|---|---|---|---|---|
| Machining Conditions | ||||||||
| Traditional Preparation | 1 Cut | 2 Cut | 3 Cut | Traditional Preparation | 1 Cut | 2 Cut | 3 Cut | |
| Surface roughness, Sa (μm) | 0.21 ± 0.02 | 3.08 ± 0.08 | 2.11 ± 0.05 | 1.1 ± 0.03 | 0.22 ± 0.02 | 2.84 ± 0.05 | 1.73 ± 0.03 | 0.89 ± 0.02 |
| Flexural strength, σf (MPa) | 1411 ± 32 | 1226 ± 102 | 1287 ± 61 | 1319 ± 37 | 1423 ± 29 | 1267 ± 87 | 1323 ± 43 | 1373 ± 31 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smirnov, A.; Seleznev, A.; Solís Pinargote, N.W.; Pristinskiy, Y.; Peretyagin, P.; Bartolomé, J.F. The Influence of Wire Electrical Discharge Machining Cutting Parameters on the Surface Roughness and Flexural Strength of ZrO2/TiN Ceramic Nanocomposites Obtained by Spark Plasma Sintering. Nanomaterials 2019, 9, 1391. https://doi.org/10.3390/nano9101391
Smirnov A, Seleznev A, Solís Pinargote NW, Pristinskiy Y, Peretyagin P, Bartolomé JF. The Influence of Wire Electrical Discharge Machining Cutting Parameters on the Surface Roughness and Flexural Strength of ZrO2/TiN Ceramic Nanocomposites Obtained by Spark Plasma Sintering. Nanomaterials. 2019; 9(10):1391. https://doi.org/10.3390/nano9101391
Chicago/Turabian StyleSmirnov, Anton, Anton Seleznev, Nestor Washington Solís Pinargote, Yuri Pristinskiy, Pavel Peretyagin, and José F. Bartolomé. 2019. "The Influence of Wire Electrical Discharge Machining Cutting Parameters on the Surface Roughness and Flexural Strength of ZrO2/TiN Ceramic Nanocomposites Obtained by Spark Plasma Sintering" Nanomaterials 9, no. 10: 1391. https://doi.org/10.3390/nano9101391
APA StyleSmirnov, A., Seleznev, A., Solís Pinargote, N. W., Pristinskiy, Y., Peretyagin, P., & Bartolomé, J. F. (2019). The Influence of Wire Electrical Discharge Machining Cutting Parameters on the Surface Roughness and Flexural Strength of ZrO2/TiN Ceramic Nanocomposites Obtained by Spark Plasma Sintering. Nanomaterials, 9(10), 1391. https://doi.org/10.3390/nano9101391