Electrospinning of Block and Graft Type Silicone Modified Polyurethane Nanofibers

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
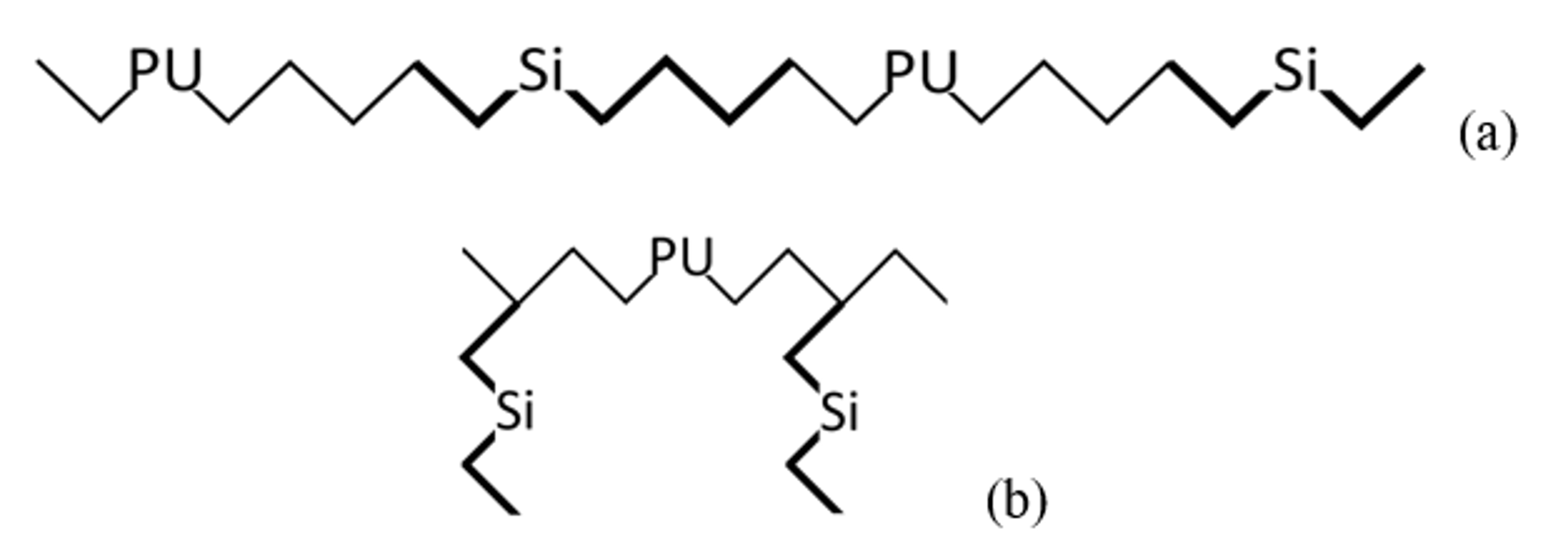
2.2. Synthesis of PUSX
2.3. Electrospinning Devices
2.4. Electrospinning Parameters
2.5. Characterization of Applied Polymer Solutions and Prepared Nanofibers
2.5.1. Viscosity Measurements
2.5.2. Characterization
3. Results and Discussions
3.1. Electrospinning of PUSX Solutions (Optimizations of Electrospinning Process)
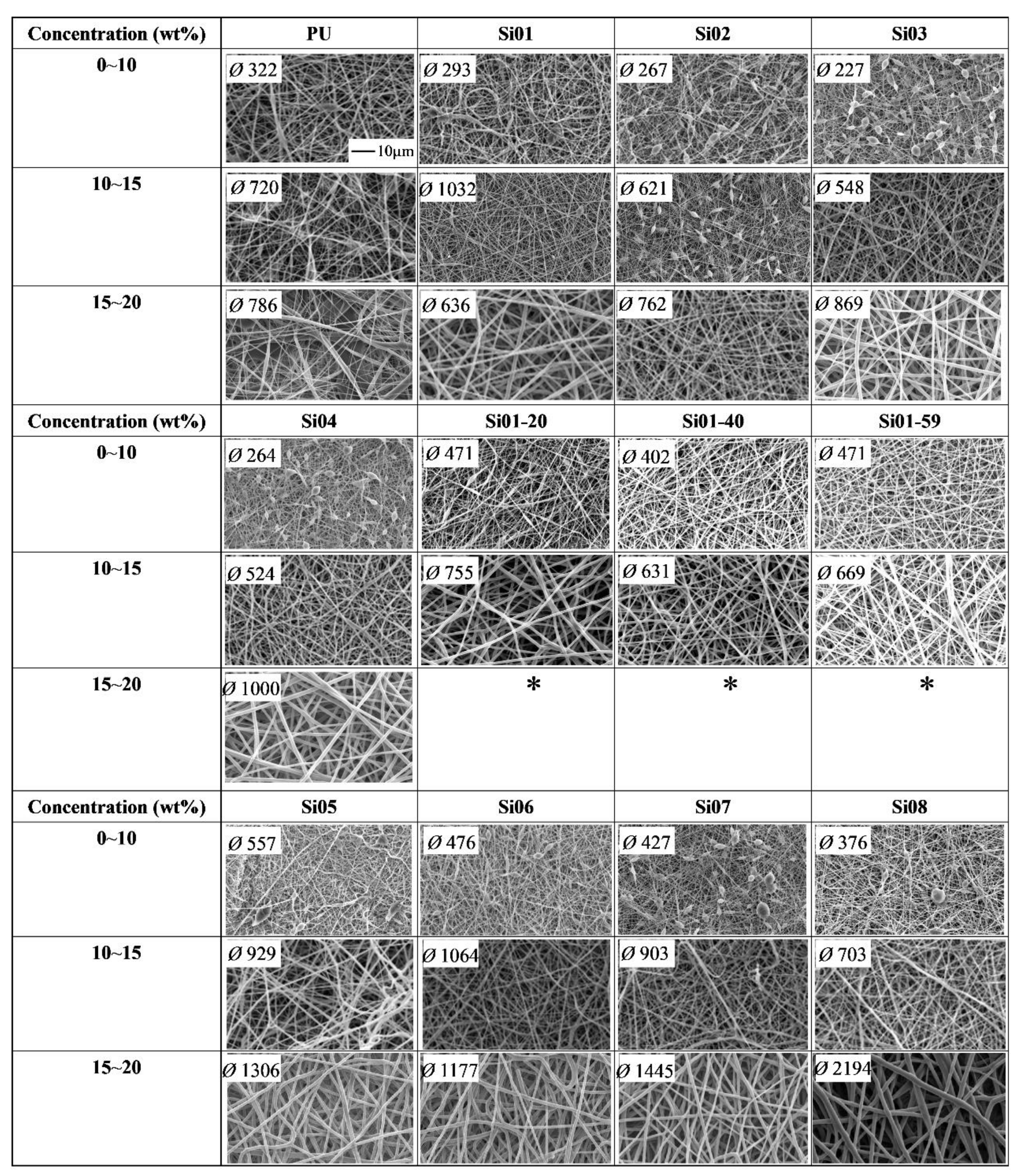
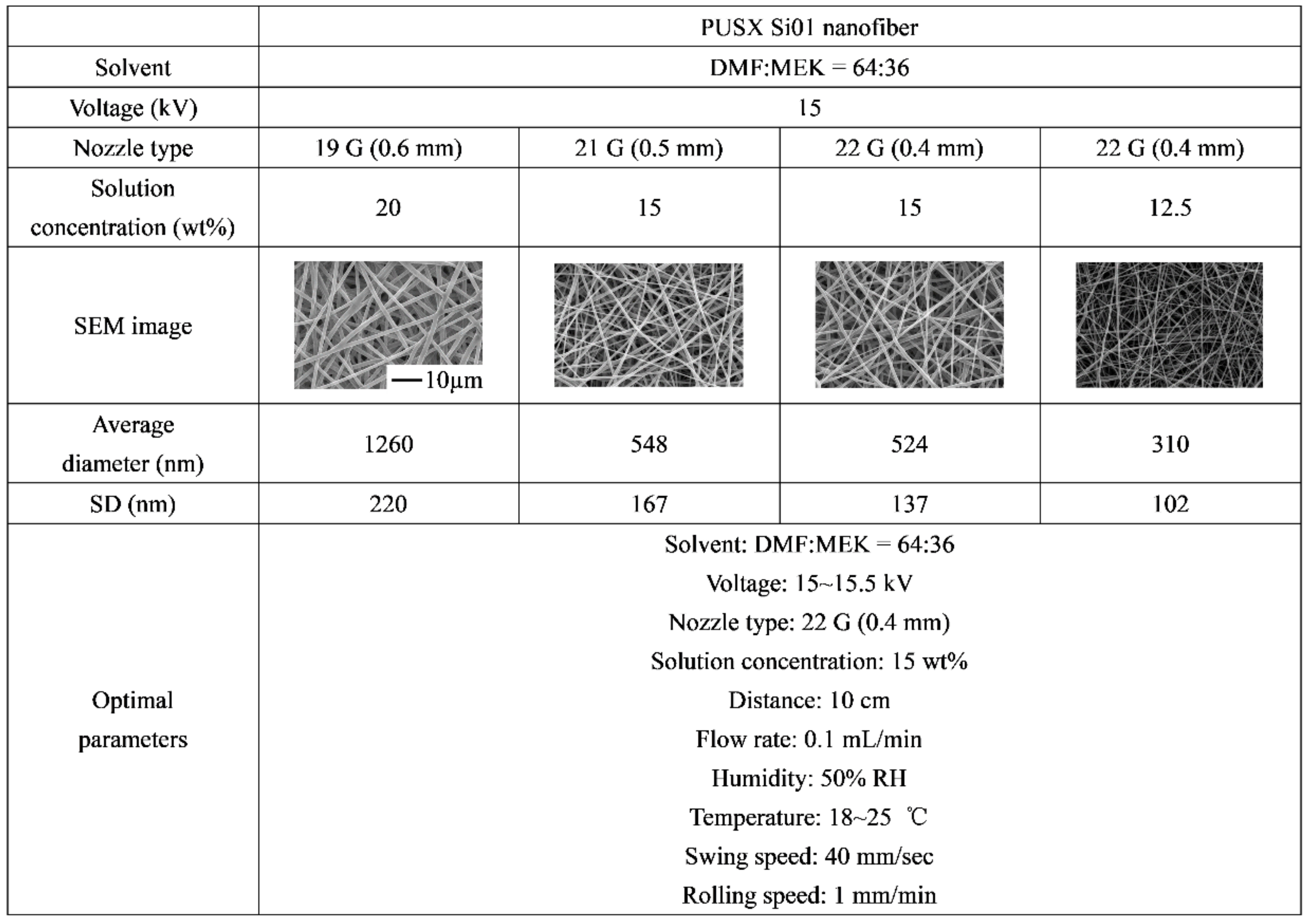
3.1.1. Effect of Polymer Concentration
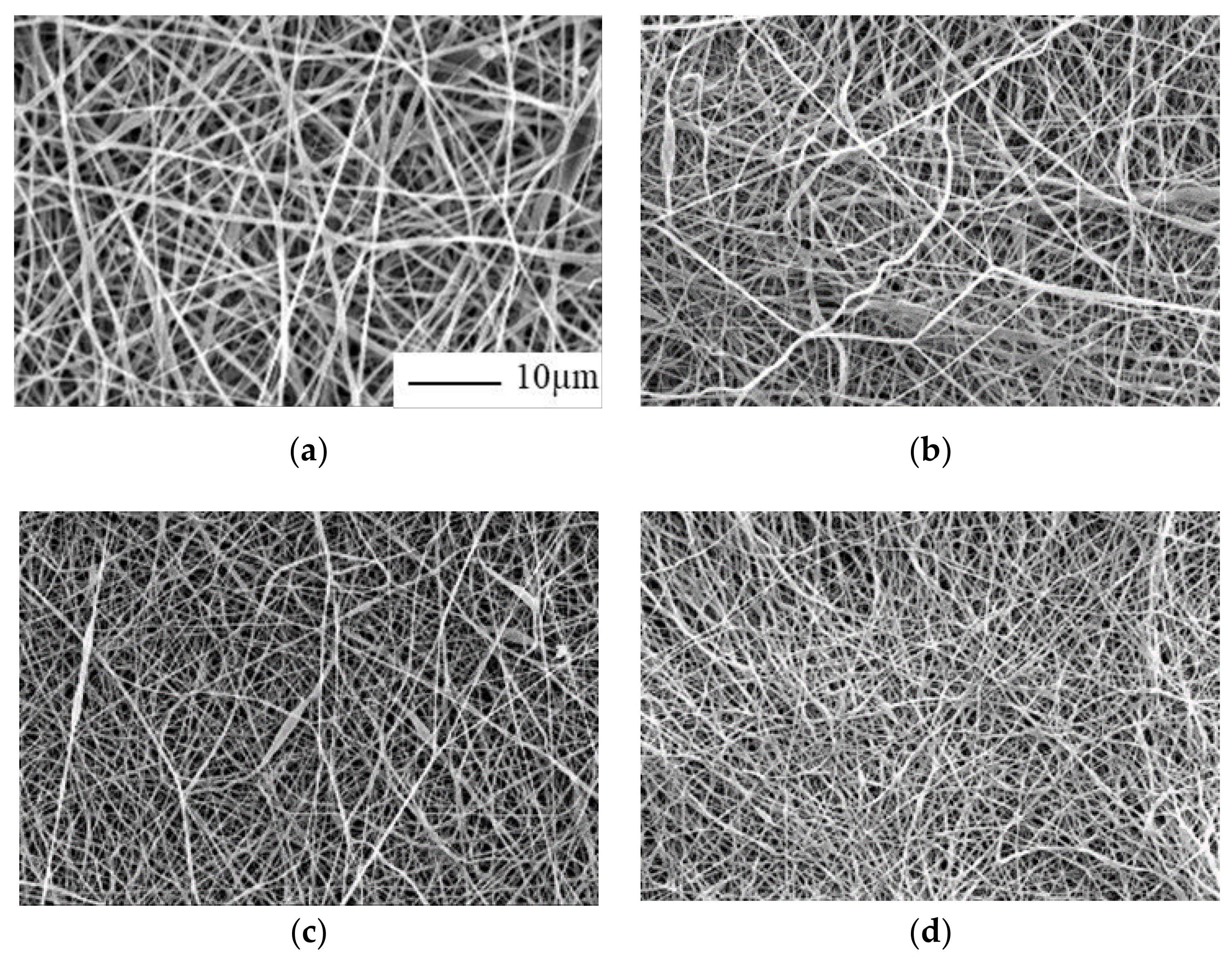
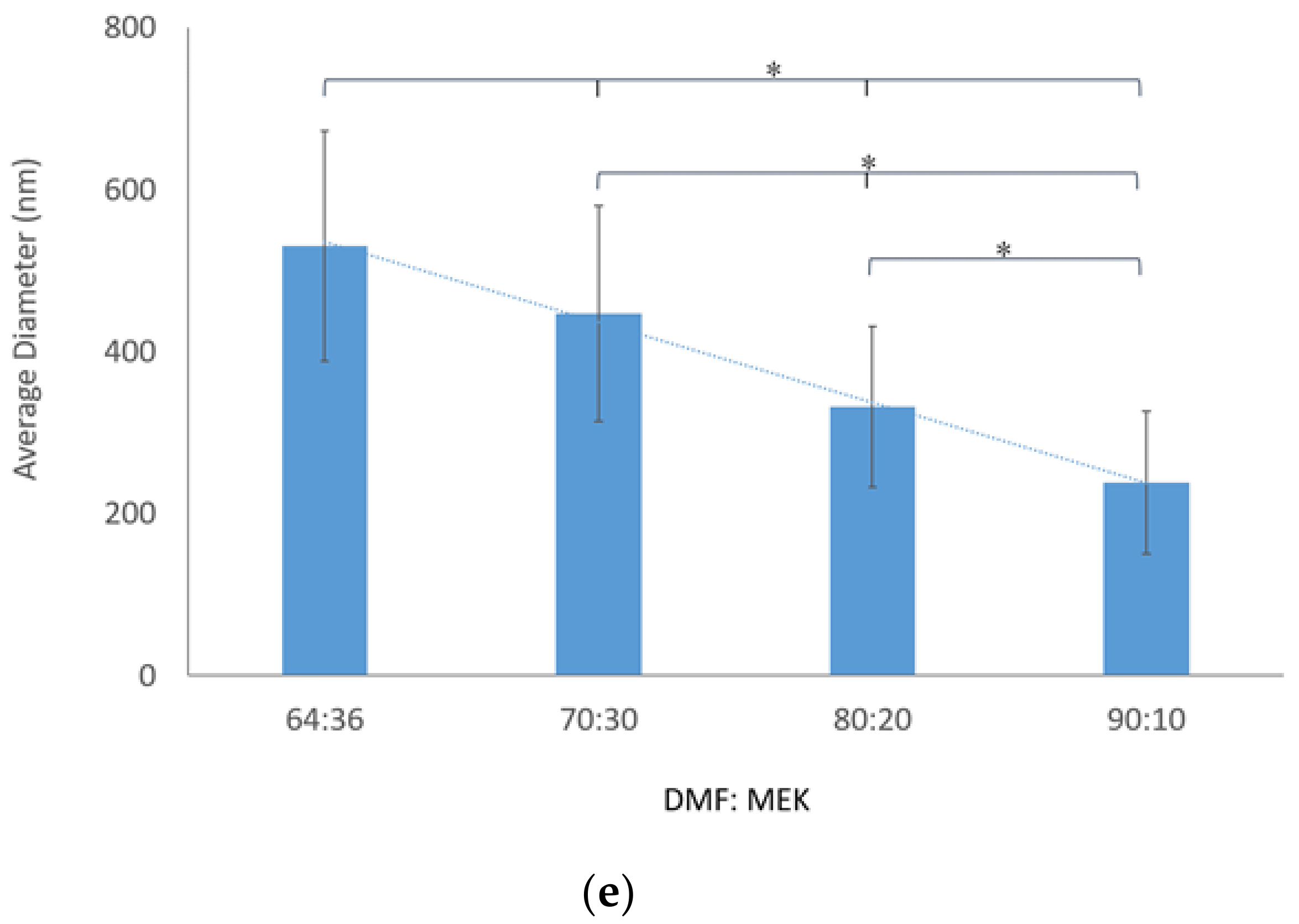
3.1.2. Effect of Different Solvent Ratio
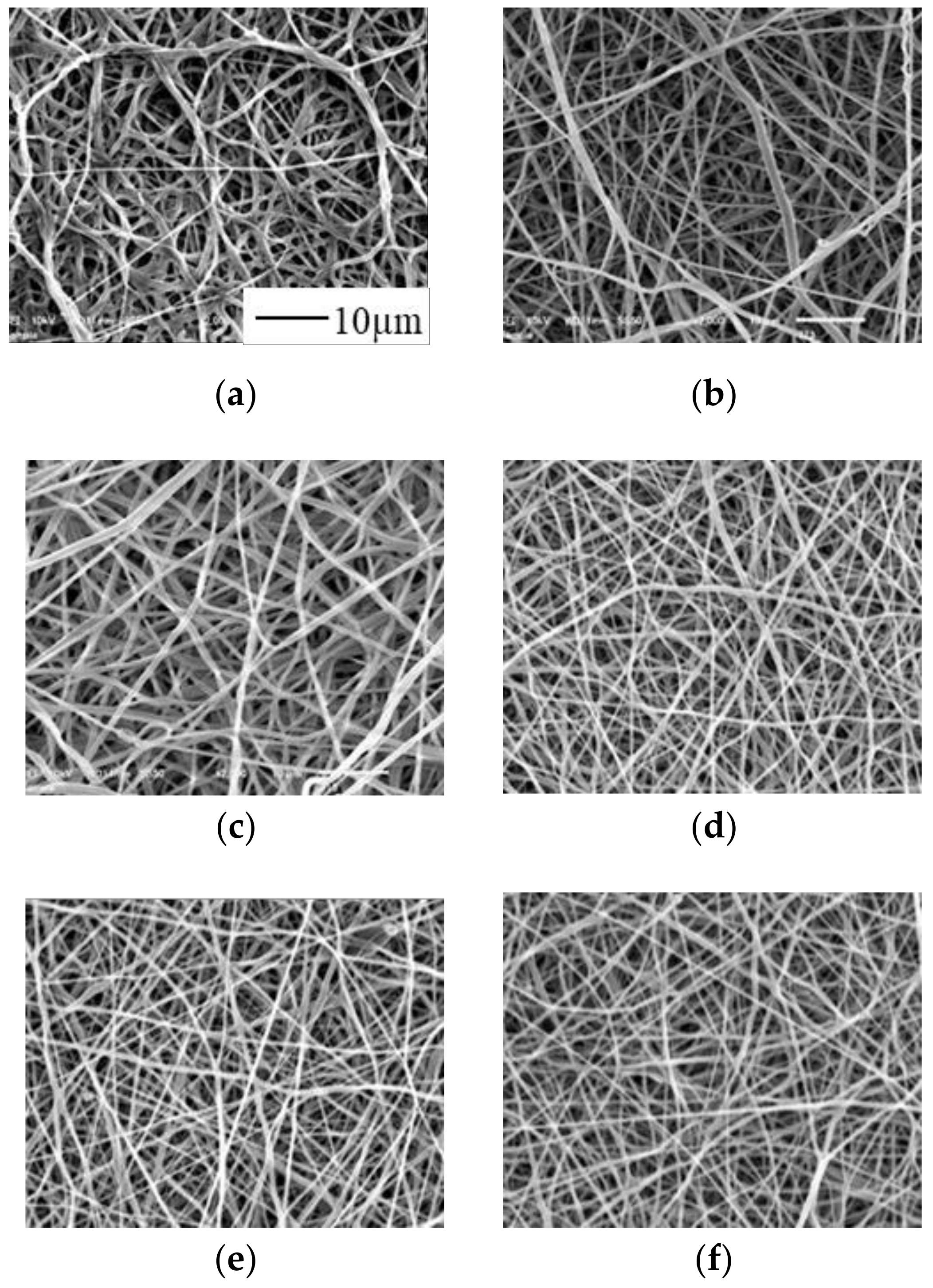
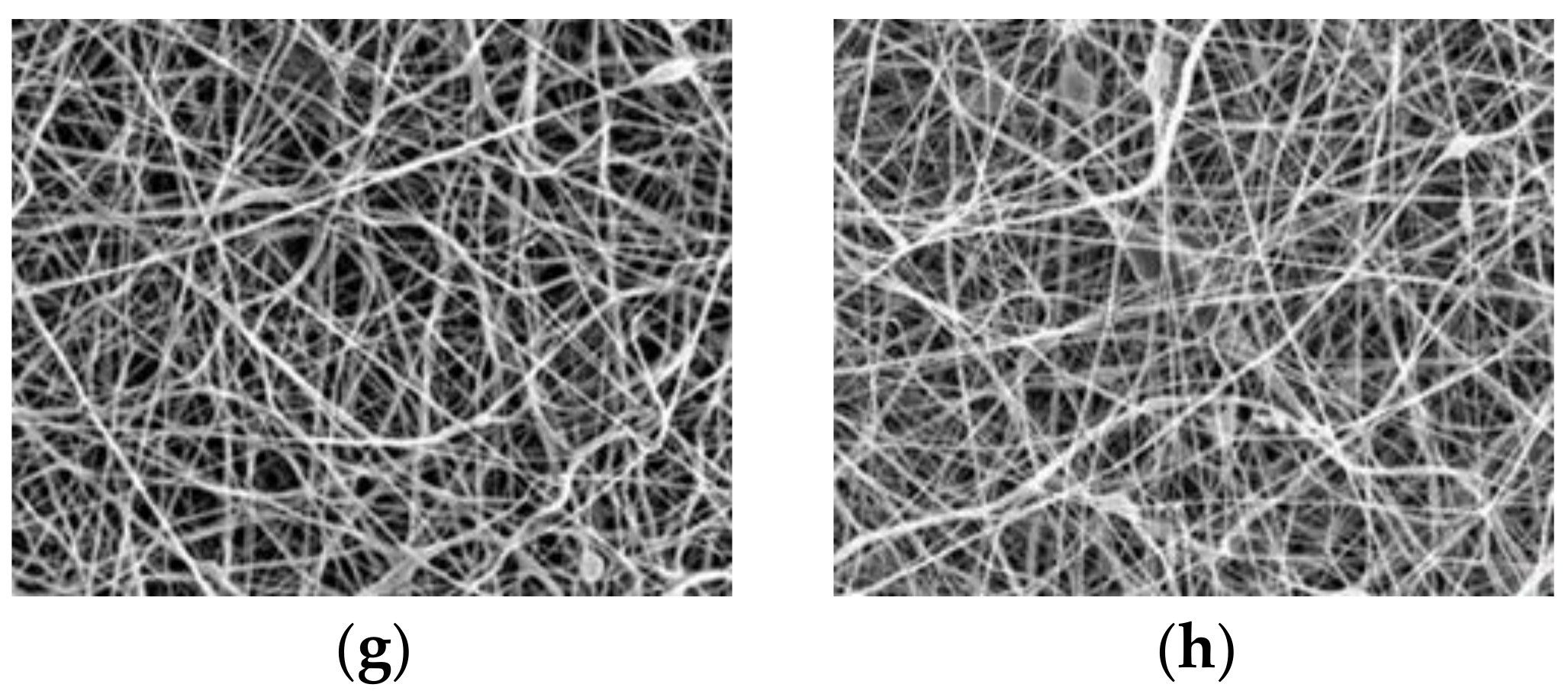
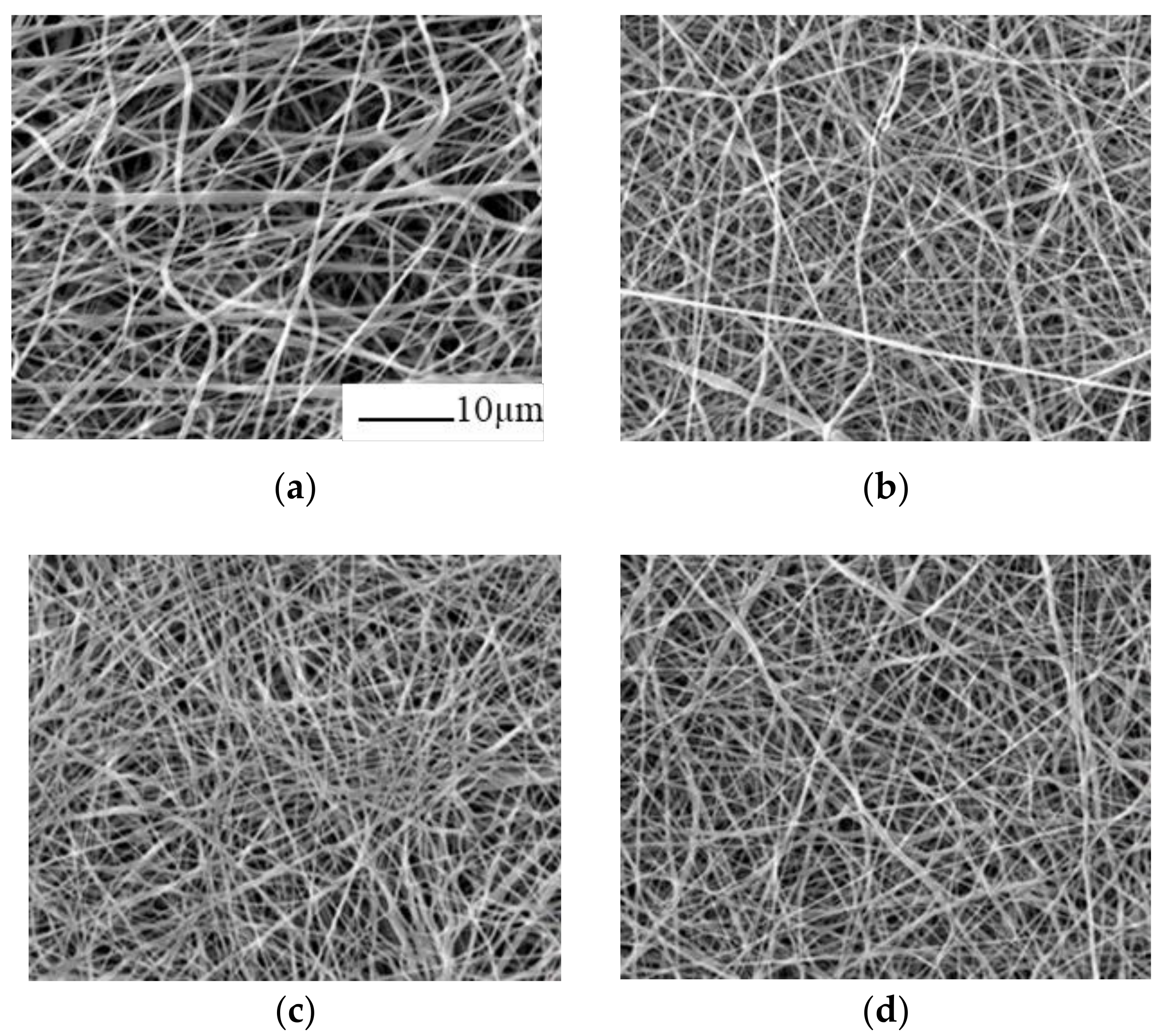
3.1.3. Morphology of PUSX Nanofibers under Optimized Conditions
3.2. Reproducibility and Upscaling
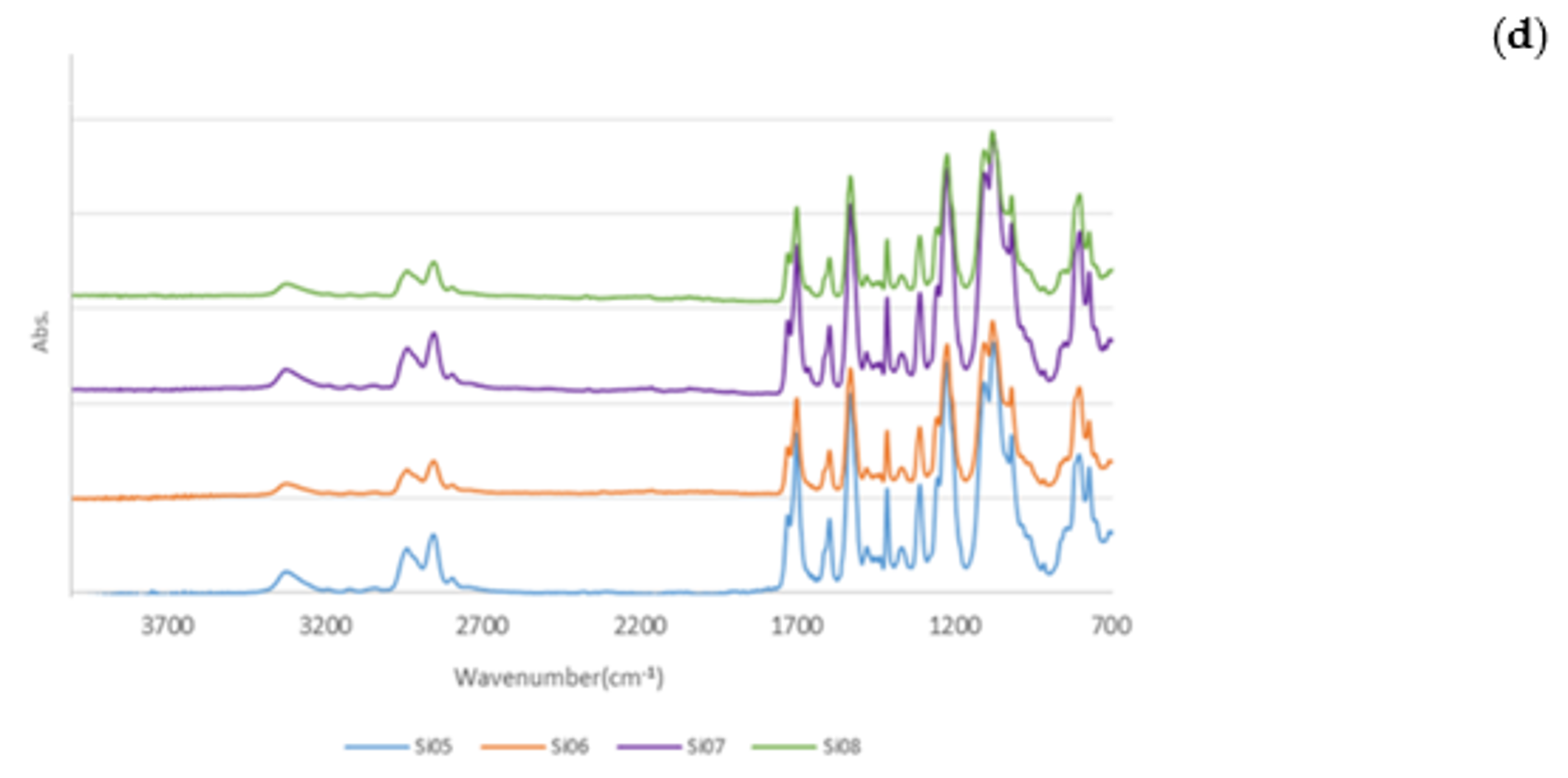
3.3. Fourier Transform Infrared Spectroscopy (FTIR)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Marco, H. New Types of Silicone Resin Open Up Wider Fields of Application; Paint and Coatings Industry: Troy, MI, USA, 2016. [Google Scholar]
- Zhang, F.A.; Yu, C.L. Application of a silicone-modified acrylic emulsion in two-component waterborne polyurethane coatings. J. Coat. Technol. Res. 2007, 4, 289–294. [Google Scholar] [CrossRef]
- Petrović, Z.S. Polyurethanes, Handbook of Polymer Synthesis, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Tijing, L.D.; Park, C.H.; Kang, S.J.; Amarjargal, A.; Kim, T.H.; Pant, H.R.; Kim, H.J.; Lee, D.H.; Kim, C.S. Improved mechanical properties of solution-cast silicone film reinforced with electrospun polyurethane nanofiber containing carbon nanotubes. Appl. Surf. Sci. 2013, 264, 453–458. [Google Scholar] [CrossRef]
- Park, C.H.; Kim, C.H.; Tijing, L.D.; Lee, D.H.; Yu, M.H.; Pant, H.R.; Kim, Y.; Kim, C.S. Preparation and characterization of (polyurethane/nylon-6) nanofiber/(silicone) film composites via electrospinning and dip-coating. Fibers Polym. 2012, 13, 339–345. [Google Scholar] [CrossRef]
- Prabu, A.A.; Alagar, M. Mechanical and Electrical Studies of Silicone Modified Polyurethane–Epoxy Intercrosslinked Networks. Polym. J. 2004, 36, 848–855. [Google Scholar] [CrossRef] [Green Version]
- Chauhan, N.P.S.; Jangid, N.K.; Punjabi, P.B.; Ameta, R. Polyurethanes: Silicone—Polyurethane Copolymers. Encycl. Biomed. Polym. Polym. Biomater. 2015. [Google Scholar] [CrossRef]
- Cui, W.; Li, X.; Zhou, S.; Weng, J. Investigation on process parameters of electrospinning system through orthogonal experimental design. J. Appl. Polym. Sci. 2007, 103, 3105–3112. [Google Scholar] [CrossRef]
- Huang, Z.M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Zhuo, H.; Hu, J.; Chen, S.; Yeung, L. Preparation of polyurethane nanofibers by electrospinning. Appl. Polym. Sci. 2008, 109, 406–411. [Google Scholar] [CrossRef]
- Cengiz, F.; Jirsak, O. The effect of salt on the roller electrospinning of polyurethane nanofibers. Fibers Polym. 2009, 10, 177–184. [Google Scholar] [CrossRef]
- Thandavamoorthy, S.; Gopinath, N.; Ramkumar, S.S. Self-assembled honeycomb polyurethane nanofibers. Appl. Polym. Sci. 2006, 101, 3121–3124. [Google Scholar] [CrossRef]
- Niu, H.; Wang, H.; Zhou, H.; Lin, T. Ultrafine PDMS fibers: Preparation from in situ curing-electrospinning and mechanical characterization. RSC Adv. 2014, 4, 11782. [Google Scholar] [CrossRef]
- Xue, R.; Behera, P.; Xu, J.; Viapiano, M.S.; Lannutti, J.J. Polydimethylsiloxane Core-Polycaprolactone Shell Nanofibers as Biocompatible, Real-Time Oxygen Sensors. Sens Actuators B Chem. 2014, 192, 697–707. [Google Scholar] [CrossRef] [PubMed]
- Haerst, M.; Seitz, V.; Ahrens, M.; Boudot, C.; Wintermantel, E. Silicone Fiber Electrospinning for Medical Applications. In Proceedings of the 6th European Conference of the International Federation for Medical and Biological Engineering; Dubrovnik, Croatia, 7–11 September 2014, Springer: Cham, Switzerland, 2014; pp. 537–540. [Google Scholar]
- Aneta, C.; Randal, H.; Randall, S.; Steven, S.; Dow Corning Corporation. Article comprising fibers and a method of forming the same. WO/2009/067232. 28 May 28 2009.
- Kazuko, S.; Toshimi, F.; Hitomi, M. Polysilsesquioxane-based nonwoven cloth and method of producing the same, separator for battery, and lithium secondary battery. JP-A 2014-025157. 6 February 6 2014.
- Huan, S.; Liu, G.; Han, G.; Cheng, W.; Fu, Z.; Wu, Q.; Wang, Q. Effect of Experimental Parameters on Morphological, Mechanical and Hydrophobic Properties of Electrospun Polystyrene Fibers. Materials 2015, 8, 2718–2734. [Google Scholar] [CrossRef] [Green Version]
- Hardick, O.; Stevens, B.; Bracewell, D.G. Nanofibre fabrication in a temperature and humidity controlled environment for improved fibre consistency. J. Mater. Sci. 2011, 46, 3890–3898. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Cai, Q.; Liu, X.; Ding, Y.; Xu, F. Temperature Effect on the Mechanical Properties of Electrospun PU Nanofibers. Nanoscale Res. Lett. 2018, 13, 384. [Google Scholar] [CrossRef] [PubMed]
- Zong, X.; Kim, K.; Fang, D.; Ran, S.; Hsiao, B.S.; Chu, B. Structure and process relationship of electrospun bioabsorbable nanofiber membranes. Polymer 2002, 43, 4403. [Google Scholar] [CrossRef]
- Persano, L.; Camposeo, A.; Tekmen, C.; Pisignano, D. Industrial upscaling of electrospinning and applications of polymer nanofibers: A review. Macromol. Mater. Eng. 2013, 298, 504–520. [Google Scholar] [CrossRef]
- Heikkilä, P.; Harlin, A. Parameter study of electrospinning of polyamide-6. Eur. Polym. J. 2008, 44, 3067–3079. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Silicone Concentration (wt %) | Silicone Chain Length (n) | Mw (×105) | Mn (×105) | Viscosity (15 wt %, mPa*s) | Surface Tension (mN/m) | |
|---|---|---|---|---|---|---|---|
| PU | × | 0 | × | 1.48 | 0.75 | 700 | 33.4 |
| Si01 | Block | 10 | 20 | 1.69 | 0.87 | 635 | 24.2 |
| Si02 | Block | 10 | 10 | 1.39 | 0.73 | 328 | 25.5 |
| Si03 | Block | 10 | 30 | 1.59 | 0.79 | 378 | 23.9 |
| Si04 | Block | 10 | 50 | 1.66 | 0.75 | 412 | 24.1 |
| Si01-20 | Block | 20 | 20 | 1.74 | 0.88 | 616 | 23.0 |
| Si01-40 | Block | 40 | 20 | 2.01 | 1.02 | 443 | 22.2 |
| Si01-59 | Block | 59 | 20 | 2.33 | 1.11 | 219 | 21.8 |
| Si05 | Graft | 10 | 10 | 1.56 | 0.71 | 520 | 25.0 |
| Si06 | Graft | 10 | 25 | 1.61 | 0.70 | 720 | 19.1 |
| Si07 | Graft | 10 | 30 | 1.57 | 0.72 | 810 | 23.6 |
| Si08 | Graft | 10 | 120 | 1.62 | 0.78 | 820 | 24.7 |
| Sample | Polymer Concentration (wt %) | Voltage (kV) | Average Diameter (nm) | SD (nm) |
|---|---|---|---|---|
| PU | 15 | 20 | 720 | 215 |
| Si01 | 20 | 20 | 636 | 179 |
| Si02 | 20 | 20 | 690 | 150 |
| Si03 | 15 | 20 | 548 | 128 |
| Si04 | 13 | 20 | 440 | 89 |
| Si01-20 | 13 | 17 | 531 | 142 |
| Si01-40 | 10 | 17 | 402 | 94 |
| Si01-59 | 10 | 17 | 471 | 111 |
| Sample | Concentration (wt %) | Voltage (kV) | Average Diameter (nm) | SD (nm) |
|---|---|---|---|---|
| Si05 | 15 | 15 | 564 | 142 |
| Si06 | 15 | 15 | 544 | 124 |
| Si07 | 15 | 15 | 456 | 117 |
| Si08 | 15 | 15 | 456 | 129 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, C.; Okamoto, R.; Kondo, M.; Tanaka, T.; Hattori, H.; Tanaka, M.; Sato, H.; Iino, S.; Koshiro, Y. Electrospinning of Block and Graft Type Silicone Modified Polyurethane Nanofibers. Nanomaterials 2019, 9, 34. https://doi.org/10.3390/nano9010034
Yin C, Okamoto R, Kondo M, Tanaka T, Hattori H, Tanaka M, Sato H, Iino S, Koshiro Y. Electrospinning of Block and Graft Type Silicone Modified Polyurethane Nanofibers. Nanomaterials. 2019; 9(1):34. https://doi.org/10.3390/nano9010034
Chicago/Turabian StyleYin, Chuan, Rino Okamoto, Mikihisa Kondo, Toshihisa Tanaka, Hatsuhiko Hattori, Masaki Tanaka, Hiromasa Sato, Shota Iino, and Yoshitaka Koshiro. 2019. "Electrospinning of Block and Graft Type Silicone Modified Polyurethane Nanofibers" Nanomaterials 9, no. 1: 34. https://doi.org/10.3390/nano9010034