A Product Development Approach in The Field of Micro-Assembly with Emphasis on Conceptual Design


1
Hahn-Schickard Institte for Micro Assembly Technology, Allmandring 9 b, 70569 Stuttgart, Germany
2
Institute for Micro Integration (IFM), University of Stuttgart, Allmandring 9 b, 70569 Stuttgart, Germany
*
Author to whom correspondence should be addressed.
Appl. Sci. 2019, 9(9), 1920; https://doi.org/10.3390/app9091920
Submission received: 30 March 2019
/
Revised: 30 April 2019
/
Accepted: 6 May 2019
/
Published: 10 May 2019
(This article belongs to the Special Issue Micro/Nano Manufacturing)
Abstract
:Faster product lifecycles make long-term investments in machines for micro assembly riskier. Therefore, reconfigurable manufacturing systems gain more and more attention. But most companies are uncertain if a reconfigurable manufacturing system can fulfill their needs and justify the initial investment. New and improved techniques for product development have the potential to foster the utilization and decrease the investment risk for such systems. In this paper, four different methods for product development are reviewed. A set of criteria regarding micro assembly on reconfigurable manufacturing systems RMS is established. Based on those criteria and the assessment, a novel approach for a product development method is provided, which tries to combine the strengths of the beforehand presented approaches. It focuses on the conceptual design phase to overcome the customers’ uncertainty in the development process. For this, an abstract representation of a micro-assembly product idea as well as a decision tree for joining processes are established and validated by real product ideas using expert interviews. The validation shows that the conceptual design phase can be used as a useful tool in the product development process in the field of micro assembly.
1. Introduction
Production of electronic devices has seen a decrease in product life time as well as an increase in customization over the last decades [1]. The costs for new machines in micro assembly and packaging are harder to make up and increase the investment risks, especially for smaller enterprises [2]. This trend leads to a strong need for novel production methods and systems that are able to react fast and are flexible to changing customer needs without having to build complex new systems every time a new product is introduced [3]. To achieve this, a lot of work has been done in the field of flexible and reconfigurable manufacturing systems (RMS) [4,5,6]. There are different reconfigurable machines available in the market for highly customized micro manufacturing needs, e.g., the OurPlant-Series of Häcker Automation. Such RMS normally consist of a core machine that provides the basic functionality like an axis system for precise positioning in X and Y-direction as well as additional hardware modules with which the user can customize the system. Examples for such hardware modules would be grippers for the pick-and-place process or camera-systems for visual detection.
Still, a lot of ideas for new products in this field get lost due to the uncertainty of whether a profitable production on a RMS is possible. RMS’ tend to have higher acquisition costs. Therefore, to pay off their initial investment, one has to use them over more than one product. But with a volatile future, it is hard to predict which kind of products an enterprise will build in the next decades [7]. Decreasing investment risk can only be achieved by helping product designers and engineers to utilize their micro assembly RMS as effective as possible. For this, specialized tools are needed. With such tools, the conversion rate of product ideas to functioning products that can be built on a specific RMS is fostered, which is crucial for investment calculations.
The goal of this paper is a new product development approach that aids product designers in developing products in the field of micro assembly in a way that suits their eventual production on RMS as best as possible. Such a method can overcome the need of higher utilization by integrating production knowledge into the development process. Therefore, this product development approach must be focused on the special needs of the micro assembly. As a crucial phase in development, its emphasis is the conceptual design phase, because decisions in conceptual design have the greatest impact on the finalized product. To achieve better results in this phase, customer integration is key.
A lot of research has been done regarding product development. Section 2 of this paper investigates the most common and well-known approaches in this field. Different publications have discussed conceptual design as a part of the product development. Arnold et al. have established a morphological matrix tool for automated concept generation called MEMIC [8]. While they were able to generate new concepts for given tasks relatively quick, a case study with engineering students showed that the method was rather hard and uncomfortable to use. Different research groups targeted the improved sustainability of products during their conceptual design by using Life Cycle Assessment [9]. For this, they propose methods like a functional impact matrix that works as a visual tool [10] or a design repository [11]. Buchert and Stark propose an engineering decision support system (EDSS) for a more sustainable component choice [12]. Krus and Grantham did research on reducing the failure risk of a product by improving the conceptual design phase and introduced a risk in early design (RED) method for this [13]. Both the proposed improvements in sustainability as well as in failure risk depend on an enhanced choice of components in the conceptual design phase without integrating the customer or the production factors. Tao et al. describe that a digital twin can greatly enhance the potential of product development and manufacturing by providing consistent data, but does not introduce a data format or clear methodology for the conceptual design phase [14].
In Section 2, Section 3, Section 4 and Section 5 of this paper, a new and specific product development approach in the field of micro assembly is developed. Therefore, Section 2 gives an overview of different existing product development approaches, while Section 3 defines requirements of micro assembly production and checks if the presented approaches fulfill those requirements. Section 4 combines different approaches to a new product development process that better fits micro assembly on RMS. The center of this new approach is a specialized conceptual design phase, which is introduced in Section 5. Both the new product development approach, as well as its conceptual design phase, are thoroughly discussed in Section 6. Finally, Section 7 outlines all results and findings and gives a first brief outlook over possible new studies as well as the future planned work of the authors.
2. Traditional Product Development Approaches
In this chapter, four different well-known product development approaches are presented. Systematic research on methods of formalized conceptual product development has begun in the 1940s with Value Engineering. Its base is to define the sub-functions of a new product that follows a clear scheme. Sub-functions are described with a verb-object pair, e.g., a bus’s sub-function would be to transport passengers [15]. Later two methods were built upon this research: In the Soviet Union, Genrich Altshuller published his Theory of Inventive Problem Solving, while in Europe different methods can be subsumed with the Systematic Approach of Pahl and Beitz. In the last decades, Concurrent Engineering, as well as Lean Development methods, are getting a lot of attention as the basis for the development of new products.
2.1. Theory of Inventive Problem Solving (TRIZ)
The Soviet scientist Altshuller has published his Theory of Inventive Problem Solving (Russian abbreviation TRIZ) in 1984 [16]. He and his group were able to analyze over 2 million patents. They found a set of about 40 principles and a few hundred physical, chemical, and geometrical effects with which they were able to describe most patents. Furthermore, they noticed that most patents try to find pareto efficient improvements to already existing solutions, ergo, solutions where one is able to improve something without having to deteriorate something else.
TRIZ is a complex system with different elements. Of main interest for product development is the Algorithm for Inventive Problem-Solving (Russian abbreviation ARIZ). Altshuller tried to find systematic ways to formalize the innovation process. His technique is suitable for incremental, less for disruptive innovations. In ARIZ, a developer first has to use a divide and conquer approach to break down a problem in an existing product in small pieces. These pieces are called mini-problems. Mini-problems should describe a system conflict in the product due to physical contradictions. The goal of this process is to reduce the physical properties that affect a mini-problem to a minimum amount without losing necessary dependencies. To solve the physical contradictions Altshuller defined own methods. Based on his patent analysis he developed a matrix of physical properties. Each cell of this matrix describes a physical contradiction of two properties. A set of inventive principles is assigned to each cell to provide a developer with possibilities to resolve the physical contradiction of mini-problems.
2.2. Systematic Approach of Pahl and Beitz (SAPB)
In the 1970s, the German researchers Pahl and Beitz established their systematic approach for the development of new products [17]. Prior to the start of the approach, an idea for a new product has to be found. Based on this idea a task needs to be formulated, e.g., the development of a new product. This task is transformed into a set of requirements and constraints regarding development. The SAPB is then structured on four main phases that are presented in Figure 1.
1. Clarification of the task
The general technological feasibility, as well as a possible market, should be proven. The task needs to be precisely clarified via specifications in a proposal.
2. Conceptual Design
With the beforehand identified specifications, a first conceptual design is worked out. This conceptual design incorporates functional structures to solve identified problems. It should show possible solution principles, but no concrete implementation. The solution principles must be evaluated against technical and economic criteria.
3. Embodiment Design
Based on the solution, principles first concrete layouts are developed. Those layouts must be carefully evaluated against technical and economic criteria. With multiple iterations, the layout can be refined and optimized to a complete design.
4. Detail Design
In the last step, the new product design is finalized by working out its specific details and creating the according to complete data, e.g., CAD files. All records must be checked, all steps documented.
Before and after each step there is a strict deliverable. This deliverable can lead to a leap back into a prior phase to redo some of the already performed steps, due to former unseen problems or new possibilities.
2.3. Concurrent Engineering (CE)
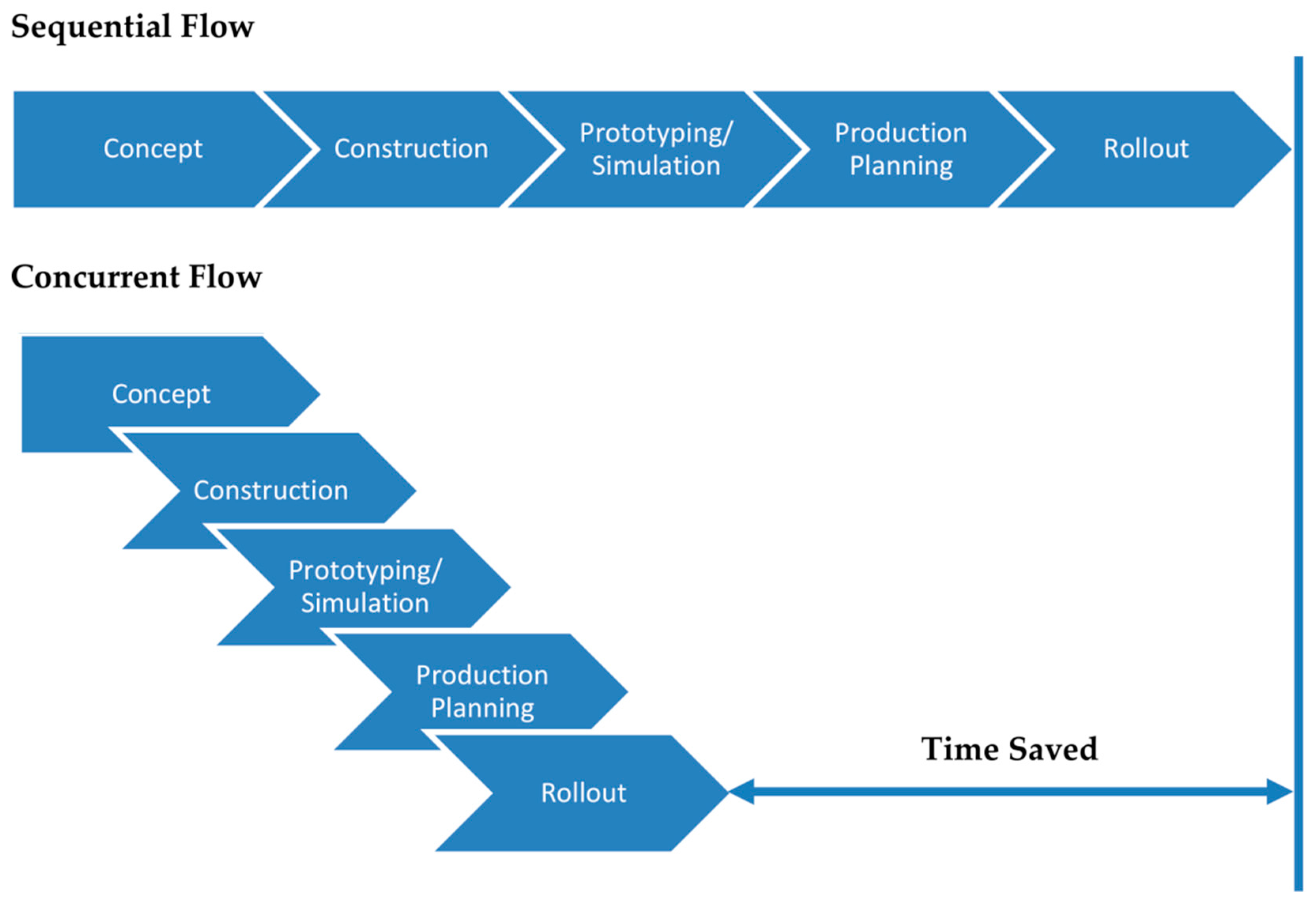
Concurrent Engineering (sometimes also called Simultaneous Engineering) is a product development approach that aims to shorten the development time of a new product by intertwining different development sequences, as shown in Figure 2. Since the 1980s and 1990s, it has been widely established in different industries [18,19].
Its focus is broader than the SAPB and does not only look at the different steps needed to find a product design. It also takes the production planning and manufacturing of a product into account. It does that by watering down the border between different development steps. For example, the production planning of a new product gets started before the final product design has been established. Even if the production planning gets more complicated, the time, as well as the communication benefit of overlapping development phases, overcompensates the complexity management effort. Also, mistakes that lead to costly redesigns can be noticed earlier, if the later development phases start sooner. This helps in reducing development costs. Concurrent Engineering often depends on interdisciplinary teams with a product related core-team and different subject-related members, which change in profession and number based on the actual project status.
2.4. Lean Development
Lean Development tries to transfer the general principles of lean production, mainly to minimize waste, to the process of developing new products. Therefore, a definition of waste has to be found. In the development process, waste can be described as any effort which has been put into a new product without generating any appropriate value for the customer [21]. Several methods exist to help in minimizing this kind of waste. One is the Minimum Viable Product (MVP) [22]. Its fundamental idea is that no one can predict the customer value of a new product precisely. So, the best method to prevent needless development effort is to get customer feedback as fast as possible. When developing a new product, one should try to focus on the very core value the product has to offer to the customer. In a next step, one must find the fastest and most inexpensive way to build up a prototype that satisfies the expected customer need. This prototype is the MVP. It does not need to incorporate any production specific characteristics. If it is suitable to get feedback with, it can even be a complete fake. If the customer feedback is positive, the MVP can gradually be advanced to more sophisticated prototypes that better fit production needs. Unlike the SAPB, CE, and TRIZ, LD is able to completely change the original idea behind a new product. It does not define a concrete task a product has to fulfill, but only focuses on satisfying the customer need. On the other hand, it is harder to predict how much time a project will take using this approach.
3. Applicability of the Presented Approaches for Micro Assembly on RMS
All of the beforehand given product development methods and approaches are designed without a specific field of application in mind. While this is handy for a broader usage, it comes with the disadvantage of not being optimized for a particular use case. This work focuses on product development for micro assembly on RMS. To design a novel approach in this field, characteristics that influence the product development of micro-assembled products, especially micro-assembled products on RMS, have to be found. Based on those characteristics, an evaluation matrix must be arranged. With this matrix, the presented approaches can be assessed to find out their strengths and weaknesses regarding micro assembly on RMS.
3.1. Challenges for Product Development on Micro Assembly RMS
Many operations in producing micro assembly products have very small tolerances and cannot be done by hand so micro assembly is a highly automated manufacturing process with already existing RMS. Examples for such micro assembly products are optical modules for an endoscopic application that need to be actively aligned during production to ensure proper functionality or special rotary sensors with a very high accuracy. The most micro-assembled products are built for business-to-business rather than consumer sales. The primary goal of the product development process is to foster the utilization of RMS to decrease the investment risk. Operations should be done by using as much existing standard devices and as few newly built special devices as possible. These constraints lead to a set of four different characteristics that are important for the product development in the field of micro assembly.
● Clear Structure
Many product ideas in the field of micro assembly are developed during a commission work and are not directly based on marketing or consumer studies by the developer. This fact demands a clear, billable structure for working together with a contracting partner as well as focusing the work on technical problems. For example, when developing and producing a new kind of sensor, a contractor has a set of requirements regarding function, connection and constraints. Any solution fulfilling those is acceptable for the contractor, but it must be delivered in a beforehand set time and budget following a reasonable development cycle containing clear status updates.
● High Integration of Production especially for Micro Assembly RMS
Due to the need of high automation, micro assembly lacks the possibility to use manual production steps for operations where no machine or machine module exists. So, if the design of a new product does not suit the already existing standard modules of a micro assembly RMS, specialized modules must be developed and built, which is costly and time-consuming. So, to optimize the use of a micro assembly RMS, production must be integrated in the whole development process. For instance, an RMS owner could possess a manipulation module with which it is possible to move a part in every direction and tilt it by some degree but impossible to rotate the part. In this case the product design must not need the rotation during the production process to be able to use this existing manipulation module.
● Design for Manufacturability
In micro assembly, fulfilling customer needs often means documenting their technical requirements and identifying clever solutions to solve them. While this sounds simple at first, it inherits some problems regarding product development. If the technical requirements are very strictly given, there may be only a few possibilities to find a solution for them and those might not easily be implemented on an RMS. This can lead to the situation where the more work the client has already put into pre-designing a potential product, the more expensive its production can get. A possible client should be engaged by the product development approach to get in touch with the development team as soon as possible and with a very rough idea for the product itself to optimize the RMS utilizing possibilities.
● Time Consumption
Shorter product lifecycles are an important trend in micro assembly and neighboring industry fields. If a customer needs a new sensor for a technical device that has an annual release cycle, e.g., a new smartphone, the development and production of this sensor must be fast enough to catch up with this annual cycle. The product development process must be fast enough to satisfy the general innovation speed. So, the more time consuming an approach is, the less suitable it is in the field of micro assembly.
3.2. Pairwise Comparison
To find out their strengths and weaknesses, all described product development approaches need to be assessed. The focus of this work is the readiness for the use in the field of the micro assembly with RMS. In 3.1 four criteria for this specific task are derived which can be used for comparing the different approaches. Each product development approach has been paired with each other approach. This leads to a total number of six pairs. For every pair of approaches in each of the four criteria, it has been qualitatively decided, if one or another approach is better or if both fulfill the criterion equally good. The winner of a comparison obtains two points, the other zero. If it is a draw, both approaches get one point. The maximum amounts of points an approach could get by this method is ten. The final score of an approach in a criterion is, therefore, determined by its collected amount of points within the pairwise comparison divided by ten.
3.3. Evaluation of Different Product Development Approaches Regarding Micro Assembly on RMS
The four product development approaches described in Section 2 are assessed by using the established pairwise comparison. The results of the pairwise comparison of all product development approaches are shown in Table 1. Of all approaches, SAPB has the clearest structure when it comes to developing a new product. CE does this job in a rather broad way, which helps to integrate production and cutting time costs, but is not as detailed as SAPB in designing and developing the product itself. TRIZ has good techniques to help solve very specialized problems within the development of a product. But these techniques are only loosely connected, and one can get lost in the details. LD mainly works with the MVP. While this is good for fitting a product to a customer need, it is not perfectly suited for contracting work that dominates the field of micro assembly on RMS. LD is clearly and deliberately less structured than the other methods.
When it comes to integration of production into the product development process, CE is doing best with the intertwining of product and process design, as well as the interdisciplinary teams. This is very handy when developing products for a micro assembly RMS. SAPB only designs the product, but has no clear and defined links to production, even if those links could be possible during the later design phases. TRIZ is a similar case. Only if the mini-problems are formulated in a way that takes production in account it may be considered, otherwise not. LD production is an inferior problem that needs to be solved after the customer need is satisfied. Nevertheless, the strong iterative and heavily-prototyped procedure can be very helpful in designing production processes, too.
Designing a product so that it fits the RMS is of uppermost importance in the field of micro assembly. This can only be done by encouraging the potential customer to be involved in the development process. SAPB defines the clarification of the task before the conceptual design. Often this happens by creating specification documents. In a lot of cases, these documents are written before an exact process can be defined and solely focus on the product itself. If they are part of a binding contract such documents are hard to change in the later development phases, even if it is clear that they do not fit production needs and harm the development without any benefit for the underlying product. TRIZ has a similar problem. CE is able to reduce it by integrating production experts in the interdisciplinary core team without completely solving the problem. LD integrates the customer in the development of the product and does not depend on clear specifications. The strong iterative process has no strict goal besides satisfying the customer need. This can greatly help to adapt the product design to production requirements in the later design phases.
The main premise of CE is to shorten the needed development time by overlapping the different phases of the development process. LD and TRIZ both need a lot of time to execute the different given development methods. SAPB is more streamlined but still lacks the optimization CE has. So, the best technique for a fast, less time-consummating product development approach is CE.
Overall, there is no approach that fits all the needs that are found in Section 2 for a micro assembly-based product development for RMS. Each approach has different strengths and weaknesses. But a lot of the presented methods are combinable. In the next step, a novel product development approach is proposed based on a recombination of the existing presented and assessed techniques.
4. New Combined Product Development Approach in the Field of Micro Assembly
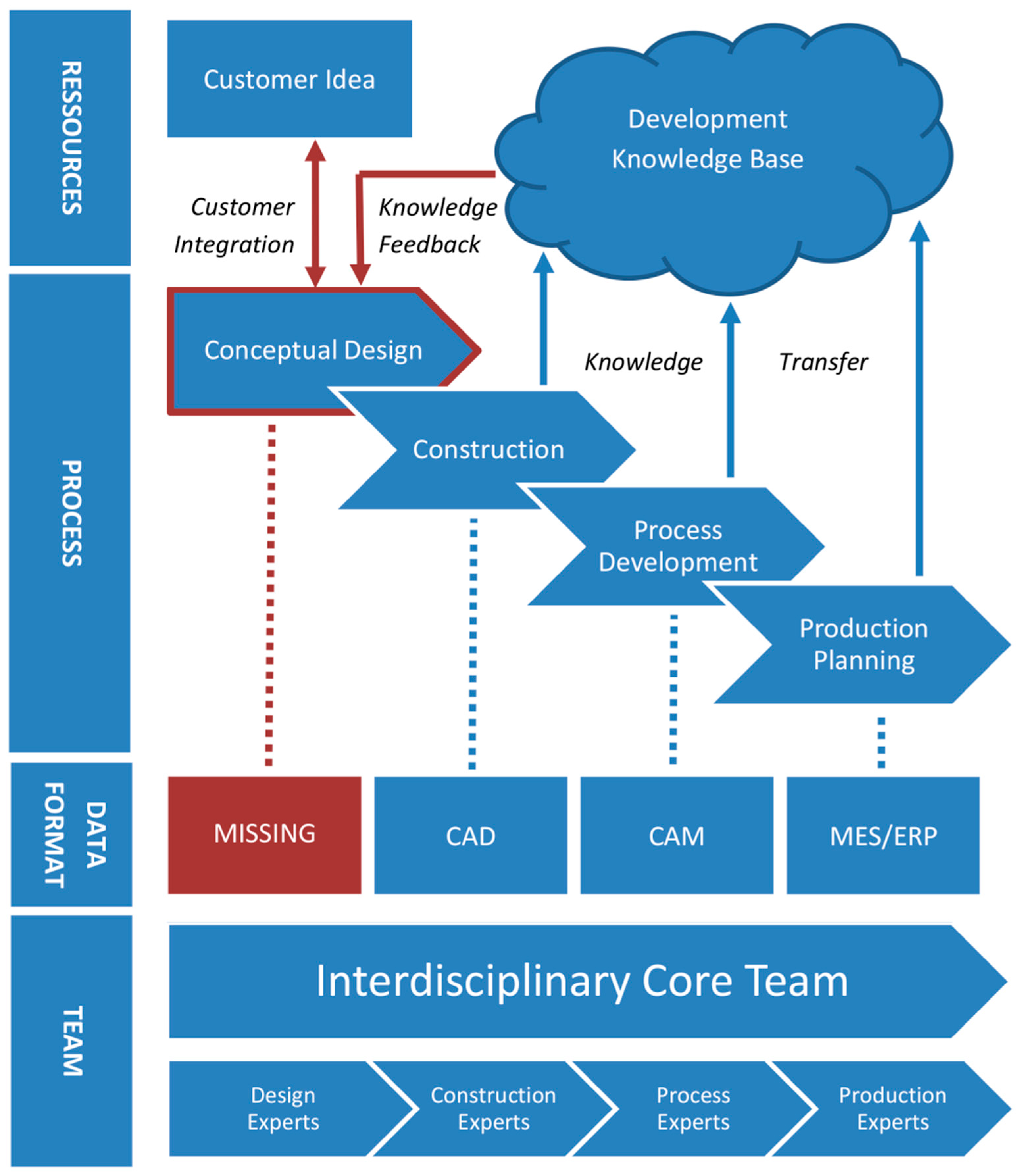
To establish a new product development approach in the field of micro assembly, the different presented methods are recombined using their strengths and avoiding their weaknesses regarding micro assembly on RMS derived in Section 3.1. Figure 3 gives an overview of the found novel combined product development approach. It is structured in three sections indicated by the vertical bars on the left:
- In the first section some highlighted resources are shown that are used by the development approach;
- In the process section, the four different development phases are arranged chronologically from left to right;
- The data format section defines data types that can or should be used in the corresponding development phases;
- In the team section the two horizontal streams show the composition of the employees working on the new product in the corresponding development phases.
Following the challenges for product development in micro assembly on RMS described in Section 3, four goals must be targeted when designing a new product development approach in this field: Clear structure, integration of production, design for manufacturability, and optimized time consumption. As an initial beginning, the clear structure criterion was selected to establish a first basis on which further improvements can be done to satisfy the other goals. Therefore, SAPB has been used as a starting frame for the development process, as it has shown the best results in the clear structure criterion in the pairwise comparison. Based on this choice, the SAPB has been altered to match the results of the remaining three criteria.
For the second goal, the integration of production, CE has ranked first in the evaluation, so the combined approach is using the identified strengths of it. SAPB does not strictly include methods for processing or production. The combined approach extends the thematic range of the SAPB and, following the CE, also introduces an interdisciplinary core team to guarantee a smoother transition between the different phases. Two phases are added after the original ones of the SAPB to bridge the gap towards manufacturing, a process development and a production planning phase. The process development phase uses CAM (computer aided manufacturing) data files, while the production planning can be done via MES (manufacturing execution systems) and ERP (enterprise resource planning). The embodiment and the detail phases of the SAPB are unified into a new construction phase. The main reason for this is that both phases use the same kind of data format and are done by the same kind of experts. Still, all the activities of Pahl and Beitz have determined the embodiment and detailing remain the same and are done in the aggregated new construction phase. In this construction phase, TRIZ techniques can be used to obtain faster and better results. As a data format computer-aided design (CAD) files are used. Following the CE, the combined approach requires an interdisciplinary core team that consists of employees out of every field of the four phases, so design, construction, process, and production. The core team is supported by additional experts based on the actual phase the product development is in.
Design for manufacturability is the third and eventually most important goal. The combined approach must establish a system that improves the assembly of the new products before they have been constructed. For this, the combined approach integrates the task clarification phase into the conceptual design phase to prevent harmful decisions regarding assembly and production while doing the design for a new product. To achieve this, three things need to be done. Firstly, the customer is integrated into the conceptual design phase. Potential customers clarify their exact tasks while they are doing the conceptual design together with micro assembly engineers. The LD idea of iteratively adding features and checking if the so newly created MVP is an improvement can be very helpful to achieve this. The conceptual design phase must establish a formalized method for this customer integration. Secondly, a specialized data format has to be found to enable customers to model their product ideas. Contrary to the other three phases such a data format does not exist for the specialized use case of micro assembly on RMS. The last point is transferring construction, process and production knowledge to a development knowledge base, which is able to generate fast feedback if a production of a planned product idea on a micro assembly RMS is feasible. All three points must work together to provide a conceptual design phase for micro assembly on RMS.
The final goal is optimized time consumption. Reaching this goal is done by using CE techniques. Each phase is overlapping with the subsequent one, so work for the following phase is done before the actual phase has been finished. Due to this phase overlap the time consumption, the strength of the CE can be realized in the combined approach. But it is necessary to work with interdisciplinary teams when doing so to fully reach this time potential and to avoid inefficiencies based on the higher complexity and stronger need of coordination compared to a pure SAPB approach.
5. Conceptual Design for Micro Assembly Product Development
The beforehand presented novel combined product development approach for products in the field of micro assembly depends on strong methods during the conceptual design phase. The main goal is to achieve the best possible design for manufacturability on an RMS. Therefore, the owners of a new product idea in the field of micro assembly, in many cases the contractor in a business-to-business relationship, must be convinced that they can benefit from using tools and methods to conceptually model their idea in a way that suits production on RMS.
Similar to using an MVP in LD, a user can iteratively alter his product model and is getting feedback whether production on a micro assembly RMS is feasible or not. Rather than optimizing the MVP based on a customer need, the abstracted model is optimized towards manufacturability on RMS. But it is using the same idea of getting feedback as fast as possible and during a development phase in which it is still possible to change the whole product idea without generating a lot of costs. This cost reduction should enhance the method approval of potential users. Still, they may not be experts in this field, so the methods must not be too complicated to apply. Based on these thoughts three main goals are set for the conceptual design system:
- Establish a system that allows the user as much freedom as possible for the design of a micro-assembled product without losing the ability to systematically analyze the given data to automatically provide information regarding the feasibility of a production on a micro-assembly RMS.
- Allow the system to work reasonably well with a given set of micro assembly RMS.
- Enable users to work with the system without extensive training.
A lot of physical problems behave differently in the micro world compared to the macro world. Also, some degrees of freedom that one typically finds in assembly might not apply to micro assembly. Hence, RMS for micro assembly are highly specialized machines. The conceptual design system has to consider this. To implement such tools, a formalized system, as well as a specific data structure to model product ideas, are needed. There already exist commonly known data structures for the later phases of the combined approach. In the construction phase, CAD data files like STEP are used. Process development can be done by using CAM data structures, production planning benefits from data management in Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP). There is no comparable data format for the conceptual work on micro-assembled products.
To establish a system for the conceptual design phase, first an abstract product representation for micro assembly products must be found. Based on this representation, data types and their properties can be defined. Those properties must be able to successfully translate a modeled product idea to a micro-assembly RMS. For this particular step decision trees are needed. Lastly, the method must be validated by real examples.
5.1. Abstract Product Representation for the Conceptual Design
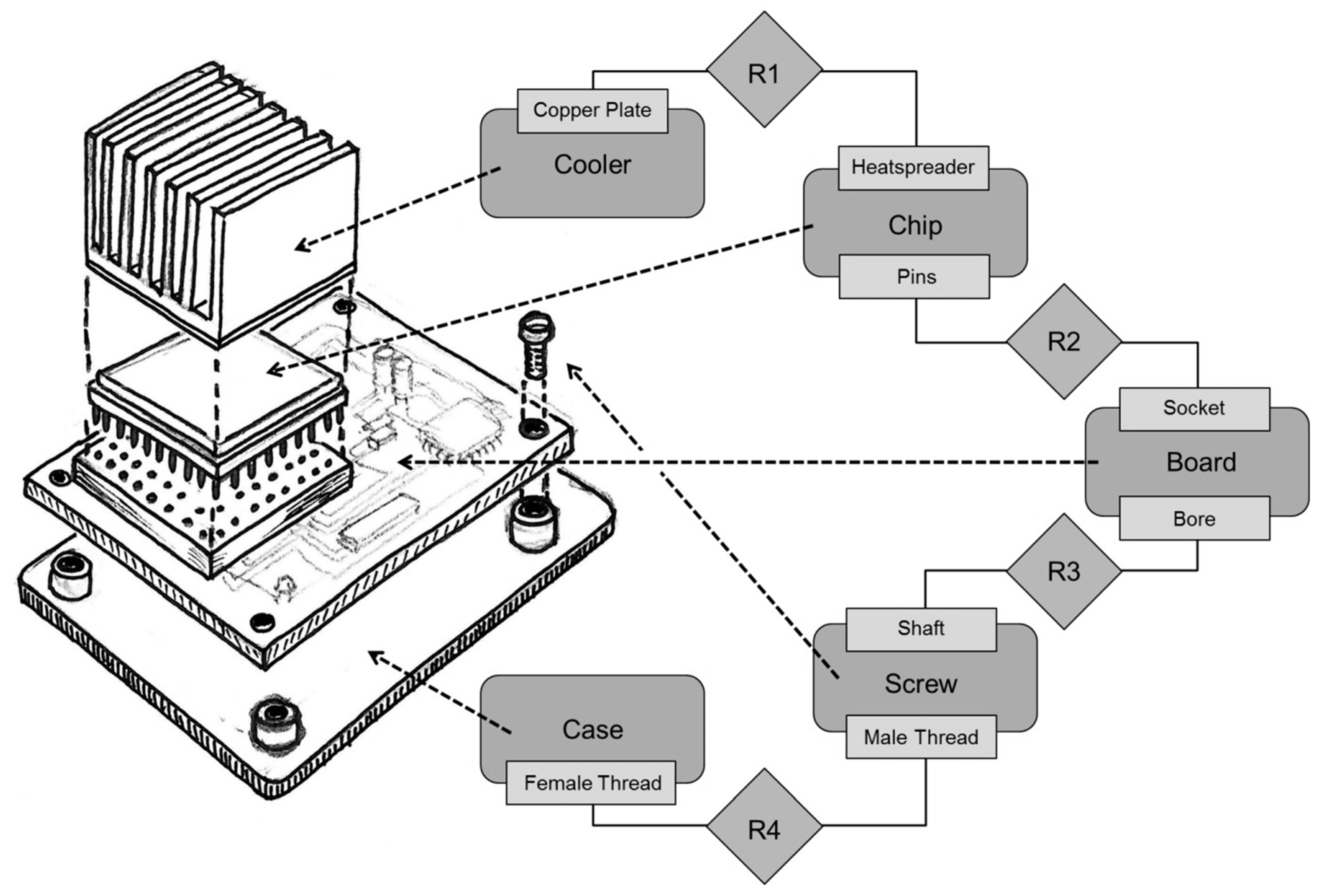
The abstract product representation aims to be as simple as possible without losing the ability to describe micro-assembled products sufficiently. Three different data types were used for the representation of the conceptual design: Components, relations, and connection points. A micro-assembled product normally consists of different elements like a substrate, chips, capacitors, wires, and so forth. These elements are the components. In an assembled product, the components are linked. This can be a geometrical but also an electrical or optical link. This is the second data type, the relation. Often a relation is not valid for a whole component but a special place anywhere on, in, or near the component. This special place, called connection point, can be something like a joint, a thread, or a face and is the last data type. Figure 4 shows a typical setup for the abstract product representation including different components, relations, and connection points.
5.2. Data Type Properties
As a first orientation, the DIN 32,563 (Production equipment for microsystems–System for classification of components for microsystems) can be used [23]. Based upon the DIN and own micro-assembly knowledge, eight property fields for the components are selected: Identifier, geometrical base form, weight, temperature consistency, material properties, feeding possibilities, picking possibilities, and connection points. A detailed view on all properties in the data fields is given in Table 2.
Similarly, the property fields for the relation and the connection point were chosen. For the relation, three property fields are established: Connecting point partners, spatial properties, and physical requirements. The connection points have four fields: Identifier, type, location, and material properties. All fields for both data types can be found in Table 3 and Table 4.
5.3. Decision Trees
The crucial step for the proposed conceptual design approach for micro-assembly is the early link between the product design and the assembly process that is needed for the fabrication of the product. This means that in a very early stage of the product development process feedback on the manufacturability of the product is provided. For this the link between the properties of the product and the subsequent assembly process is needed.
In order to standardize this link, decision trees for different phases of the micro-assembly process were developed in Reference [24] that allow a comparatively detailed choice of a specific process step based on the given properties of the product, represented by the above-mentioned data types. When applying the decision tree methodology, the decisions that have to be taken are reduced to a sequence of simple questions that can be easily answered, leading to a suggestion of the appropriate assembly process.
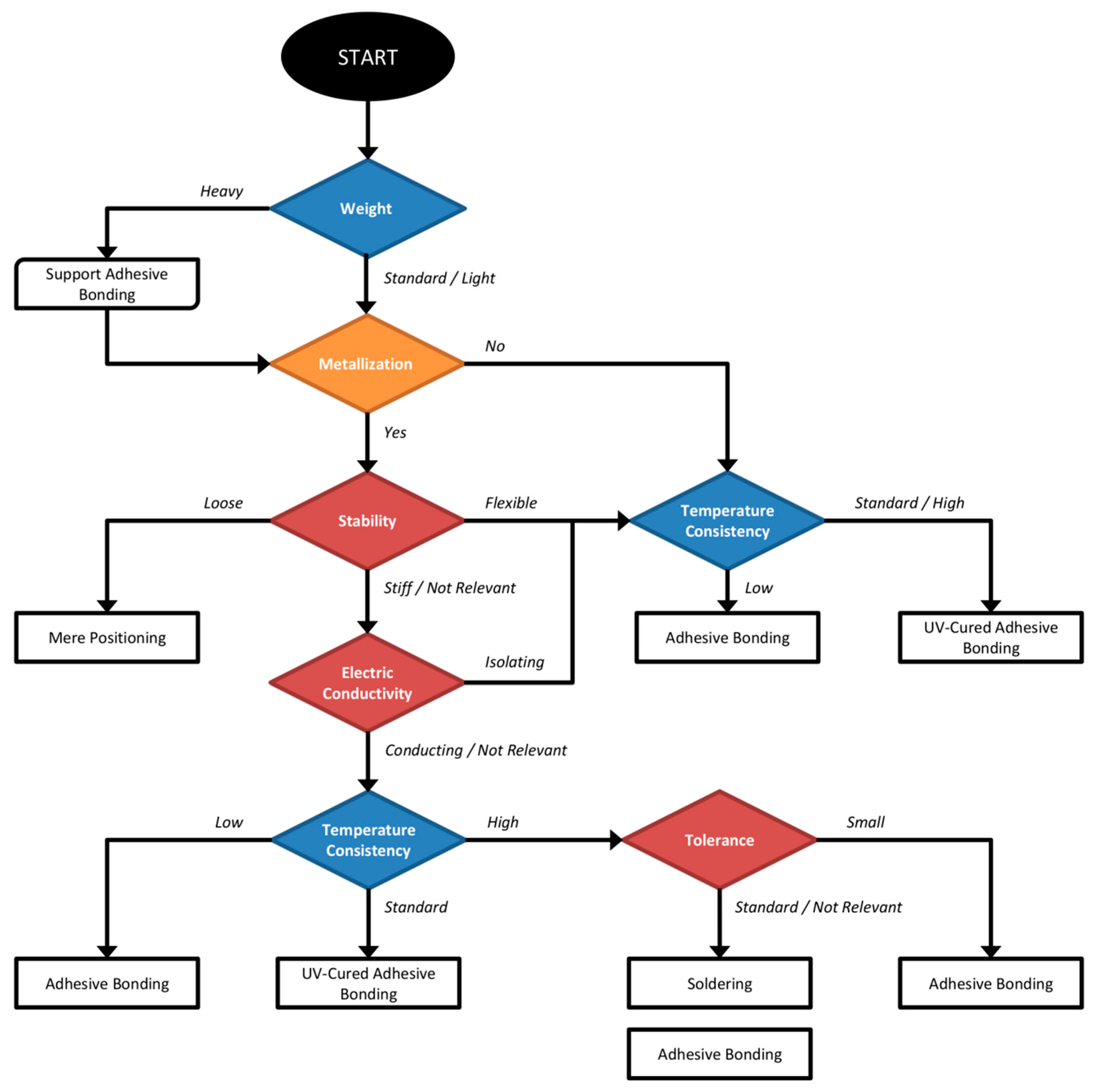
Exemplarily the decision tree for the joining processes is shown in Figure 5. The decision tree leads to a specific choice between 4 possible joining processes: UV-cured adhesive bonding, adhesive bonding, soldering, and a mere positioning, whereas the choice of the adhesive (whether conductive or non-conductive) can be seen as an additional feature that does not affect the decision on the process and, therefore, needs not to be considered in the decision tree. For each decision tree, different properties of the abstract product representation are used. As shown in the figure, this decision for the joining process is taken based on the following properties:
- Component properties: Weight, temperature consistency;
- connection point properties: Metallization;
- relation properties: Stability, electric conductivity, tolerance.
An analog approach is shown in Reference [24] for the decision on the sequence of the assembly processes. The methodology was established based on the analysis of a cross-section of several different micro-assembly products and validated with four specific products:
- Printed circuit board (PCB) based optical module for a rotary encoder;
- surface-mounted device (SMD) assembly of a Flex-PCB;
- molded Interconnected Devices (MID) based light module;
- MID based sensor holder for a hall sensor element.
All the aforementioned examples turned out to confirm the proposed methodology using the decision trees. Further validation with more examples during the ongoing development of the whole conceptual approach is planned.
5.4. Qualitative Validation of the Conceptual Design
For each data type of the abstract product representation (component, relation, and connection point) a paper survey was arranged. The paper surveys obtain all properties of the different data types as given in Table 2, Table 3 and Table 4. With the collected information out of the surveys, the decision trees as presented in Section 5.3 can be used to find concrete processing ways. These processing ways can then be linked to machine configurations of micro-assembly RMS. Thereby, the conceptual design phase can be simulated and as a result also qualitatively validated by using the surveys and the decision trees.
This simulation has been used to assess the conceptual design phase approach. Three teams were built, each consisting of product developers, machine experts for a specific micro-assembly RMS, and software developers. For the validation they used different, real existing micro-assembly product ideas and filled in the corresponding paper surveys. During this process the following findings were made by the experts:
- Most of the characteristics of the product ideas could successfully be modeled by using the paper surveys.
- If all properties are given, specific processing ways can be found for the selected micro-assembly product ideas by using the decision trees.
- There is currently no possibility to satisfactorily describe a component that is formed or reshaped during the assembly process, e.g., the molding of a cavity with glue.
- Analyzing the found processing ways, RMS experts were able to derive machine configurations that suit the product ideas. Still, not all processes could be implemented with standard modules. Some processes require specialized modules for the RMS that need to be designed and constructed separately.
- Because of the sheer amount of demanded properties, the system is not easy to use, especially if a product idea needs a lot of components and relations. Often the precise value for a property is unknown or deliberately not defined at this moment. Sometimes properties need to be filled in without being necessary for the later steps because previously made decisions have already made them unnecessary.
- It would be possible to implement the method as an automated software solution.
- The method does not generate a clear processing order, only a collection of required processing steps.
6. Discussion
Based on the review of four distinct well-known product development approaches and four criteria for challenges on production in the field of micro-assembly, a new combined product development approach was introduced. This approach has a focus on the conceptual design phase. Therefore, it introduces an abstract product representation as well as specialized decision trees. Both the new combined product development approach, as well as the conceptual design phase, are discussed in this chapter.
6.1. Discussion of the Product Development Approach
The pairwise comparison of the presented product development approaches shows that no single approach fulfills all requirements for a micro-assembly production on RMS. Still, only four approaches were examined. When selecting the described approaches, the goal was to choose distinct methods. A lot of product development approaches are very similar. They are highly optimized in the way they work, but their foundation tends to be alike. For example, Roth [25], Koller [26], and Rodenacker [27] have published their own approaches for product development. However, all of these approaches use a base structure that is similar to the one the SAPB has. Therefore, they were not considered during the comparison. Their estimated additional value towards the SAPB was too small for further consideration. An equal decision was made with LD. There are a lot of different techniques that are very similar to the described approach. The presented method is just a selection that had to be made. Nevertheless, the recent work in the field of product development methods should continuously be checked, and more and new approaches will be considered and involved.
To assess the product development approaches, four criteria for micro-assembly production on RMS were defined. Those criteria may not be applicable to all potential companies in the field of micro-assembly. Also, the pairwise comparison is a valuation that may not correctly portray all potential users of the product development approach. For example, an enterprise needs not to be focused on products for business-to-business sales or fast development cycles. In such cases, the established combined product development approach has to be adapted and altered to the special demands of the company.
The new combined product development approach has a strong focus on conceptual design because design decisions have the greatest impact in this phase. Also, the needed customer integration can be obtained best in this development phase. The conceptual design phase is an inherent part of the original SAPB and widely used in a lot of different publications [8,9,10,11,12]. Still, as shown in Figure 3, several research gaps could be identified. There is no general data format for the conceptual design phase that fits the needs of the micro-assembly. Often function-based modeling methods [10] or component databases with decision systems [11,12] are used. Both systems are either too complex or too restrictive. Therefore, customer integration must be done by using the three identified goals in Section 5. To enhance this customer integration by better feedback as well as guidance a development knowledge base is proposed, which would greatly benefit from digital twin techniques [14].
6.2. Discussion of the Conceptual Design for Micro-Assembly on RMS
Three goals for the new conceptual design phase were set. The first goal is to allow the users as much freedom in designing their product ideas as possible, but still be able to automatically prove the feasibility of the modeled ideas. Overall, this goal has been fairly reached. Most but not all characteristics could be modeled by the validators. Especially, forming or reshaping of components is not possible. The used paper surveys are only a proof of concept. So, an automated output of the method is not generated at the moment. However, the validation showed that this is feasible as long as all properties of the data types are given.
The second goal is that the system should work reasonably well with micro-assembly RMS. The validation came to the conclusion that not all steps of a micro-assembly can be done by only using standard modules of the RMS. The participating machine experts for micro-assembly on RMS estimate that roughly 80% of all operations required for a micro-assembly can be carried out by using standard modules, the remaining 20% need to be done by special modules.
The last goal was to provide a system that is relatively easy to use. Validation shows that this has not been reached yet. Paper surveys are a very static tool for data acquisition. They are not able to react to a given input and they are also not able to visualize possible inputs to help the user. Software implementations can help reducing these problems by aiding the user with graphical interfaces as well as automatically hiding and showing input forms based on the already given data. Yet, for the automated output, the system still relies on a full set of properties that may not be certain at the moment the conceptual design phase is done.
All in all, the conceptual design phase could be validated as a working tool to model product ideas in the field of micro-assembly and proof their feasibility regarding production on RMS. But the described approach still has limitations and does not fulfill all the goals that were set. The method needs to be further refined and enhanced. One main starting point is the clear orientation towards describing the final product model during the conceptual design phase. While this seems to be the right way when creating a method for product development it comes with some downsides. In the conceptual design phase, there exists no construction or detailed design of a product, but instead, mostly an idea what a finished product should do, which operational and physical principles can be used to achieve this and some first thoughts on how this may be implemented. Often neither materials nor geometrical proportions of the used components are certain. This leads to the situation that some of the properties cannot be defined and also should not be defined. But without those properties, the system is not able to propose a processing way. Also, to get a processing order, complex algorithms have to be implemented that need a lot of additional data to function correctly.
7. Conclusions and Outlook
The four distinct product development approaches SAPB, TRIZ, CE, and LD are presented and evaluated by a set of four criteria that have been specifically designed for the needs of micro-assembly production on RMS: Clear structure, high integration of production, design for manufacturability, and time consumption. Based on the evaluation a new combined approach is introduced, which successfully combines strengths from the four existing methods. The core of this combined approach is a novel conceptual design phase. It consists of an abstract product representation with three data types. Each data type has a set of properties that is particularly built for micro-assembly products. Using those properties together with a set of decision trees, one can derive processes the RMS has to fulfill. Validation shows that this conceptual design phase can be used to model product ideas and to generate matching machine configurations for RMS, but still has room for improvements.
7.1. Outlook
Something that should be done in future works is the better quantitative evaluation of requirements companies in the field of micro-assembly have regarding production on RMS. The four identified criteria might not be applicable to all micro-assembly manufactories. This could be done by more expert interviews to qualitatively gather additional criteria followed by an empirical survey of selected enterprises.
For the conceptual design phase, several improvements are possible. Mainly the easiness of use must be enhanced. Therefore, a shortcut in modeling the product idea could be established. Instead of basing the modeling on the idea of a complete product, one could describe the different processes needed to build the product. For each process step, the user only needs to define a basic process type like joining or shaping and the involved input and output components. Later the user can but does not have to provide additional information regarding the process or the material and geometry of the components. This additional information can be inquired based on the corresponding decision tree of the selected process type. Not forcing the user to enter all the information the system needs to find a singular solution makes it easier for the user to obtain fast results, even if they are not one but a set of possible machine configurations. To improve user experience, a separate evaluation function should rank all the possible machine configurations and suggest the best one to the user.
While this system comes with the disadvantage of requesting the user to have some knowledge of processing a lot of advantages could be realized by it. The problem of not being able to correctly model shaping or reforming of components can be solved by this approach. Also, nonexistent processes can be simply replaced by a wildcard-like black box process that is later turned into a black box hardware module on the RMS. All in all, this process-based enhancement of the conceptual design phase could give the user more freedom in modeling an idea, reducing the amount of data that has to be given, shortening the time a first result can be presented and improving the overall easiness of use. However, the conceptual design phase still needs to be implemented as a software solution to reach its full potential.
7.2. Future Work
The presented method to enhance the product development in the field of micro-assembly with emphasis on conceptual design is only a first start. Further research and development are needed, so a conceptual design phase with a process-based model is planned for future work. For this a set of different fundamental process types must be found. A matching feature-based database for micro-assembly RMS as well as a configurator software must be implemented and thoroughly tested. The configurator software must be able to integrate customers in the design process following the established rules in Section 5 of this paper. Therefore, the introduced decision trees can be used to guide the customers. Tests of such a new method using real hardware should be done as well.
Author Contributions
Conceptualization, C.G., A.N. and K.-P.F.; methodology, C.G. and A.N.; validation, C.G., A.N., and K.-P.F.; formal analysis, C.G.; investigation, C.G., A.N., and K.-P.F.; data curation, C.G. and A.N.; writing—original draft preparation, C.G..; writing—review and editing, C.G., K.-P.F., and A.Z.; visualization, C.G.; supervision, K.-P.F. and A.Z.; project administration, C.G. and K.-P.F.; funding acquisition, K.-P.F.
Funding
This research was funded by the Federal Ministry of Education and Research of Germany in the framework of ‘Methodische Werkzeuge zur Erhöhung der Wandlungsfähigkeit von Mikromontage-Anlagen bei Entwicklung, Konfiguration und Monitoring (MIKROKOMO), grant number 02P15A120.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Abele, E.; Elzenheimer, J.; Liebeck, T.; Meyer, T. Globalization and Decentralization of Manufacturing. In Reconfigurable Manufacturing Systems and Transformable Factories; Dashchenko, A.I., Ed.; Springer: Berlin/Heidelberg, Germany, 2006; pp. 3–13. ISBN 978-3-540-29397-2. [Google Scholar]
- Abele, E.; Liebeck, T.; Wörn, A. Measuring Flexibility in Investment Decisions for Manufacturing Systems. CIRP Ann. 2006, 55, 433–436. [Google Scholar] [CrossRef]
- Jovane, F.; Westkämper, E.; Williams, D. The ManuFuture Road: Towards Competitive and Sustainable High-Adding-Value Manufacturing; Springer Science & Business Media: New York, NY, USA, 2008; ISBN 978-3-540-77012-1. [Google Scholar]
- Koren, Y.; Wang, W.; Gu, X. Value creation through design for scalability of reconfigurable manufacturing systems. Int. J. Prod. Res. 2017, 55, 1227–1242. [Google Scholar] [CrossRef]
- Hees, A.; Reinhart, G. Approach for Production Planning in Reconfigurable Manufacturing Systems. Procedia CIRP 2015, 33, 70–75. [Google Scholar] [CrossRef] [Green Version]
- Koren, Y.; Shpitalni, M. Design of reconfigurable manufacturing systems. J. Manuf. Syst. 2010, 29, 130–141. [Google Scholar] [CrossRef]
- Doheny, M.; Nagali, V.; Weig, F. Agile operations for volatile times. McKinsey Q. 2012, 3, 126–131. [Google Scholar]
- Arnold, C.R.B.; Stone, R.B.; McAdams, D.A. MEMIC: An Interactive Morphological Matrix Tool for Automated Concept Generation. In Proceedings of the 2008 IEE Annual Conference and Expo/Industrial Engineering Research Conference (IERC ’08), Vancouver, BC, Canada, January 2008; pp. 1196–1201. Available online: https://prosedesign.tamu.edu/publications/memic-_an_interactive_morph.pdf (accessed on 6 May 2019).
- Kishawy, H.A.; Hegab, H.; Saad, E. Design for Sustainable Manufacturing: Approach, Implementation, and Assessment. Sustainability 2018, 10, 3604. [Google Scholar] [CrossRef]
- Devanathan, S.; Ramanujan, D.; Bernstein, W.Z.; Zhao, F.; Ramani, K. Integration of Sustainability into Early Design Through the Function Impact Matrix. J. Mech. Des. 2010, 132, 081004. [Google Scholar] [CrossRef]
- Bohm, M.R.; Haapala, K.R.; Poppa, K.; Stone, R.B.; Tumer, I.Y. Integrating Life Cycle Assessment into the Conceptual Phase of Design Using a Design Repository. J. Mech. Des. 2010, 132, 091005. [Google Scholar] [CrossRef]
- Buchert, T.; Stark, R. Decision Support Tool to Derive Sustainable Product Configurations as a Basis for Conceptual Design. Available online: https://www.designsociety.org/publication/40653/DECISION+SUPPORT+TOOL+TO+DERIVE+SUSTAINABLE+PRODUCT+CONFIGURATIONS+AS+A+BASIS+FOR+CONCEPTUAL+DESIGN (accessed on 26 April 2019).
- Krus, D.; Grantham, K. A Step Toward Risk Mitigation During Conceptual Product Design: Component Selection for Risk Reduction; American Society of Mechanical Engineers: New York, NY, USA, 2010; pp. 561–573. [Google Scholar]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Miles, L.D. Techniques of Value Analysis and Engineering, 3rd ed.; Lawrence, D., Ed.; Miles Foundation: Plymouth, MA, USA, 2015. [Google Scholar]
- Altshuller, G.S. Creativity as an Exact Science: The Theory of the Solution of Inventive Problems; Stud. Cyber; Gordon and Breach: Amsterdam, The Netherlands, 1984; ISBN 978-0-677-21230-2. [Google Scholar]
- Pahl, G.; Beitz, W. Engineering Design: A Systematic Approach; Springer Science & Business Media: New York, NY, USA, 2013; ISBN 978-1-4471-3581-4. [Google Scholar]
- Stjepandic, J.; Wognum, N.; Verhagen, W. Concurrent Engineering in the 21st Century; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 978-3-319-13775-9. [Google Scholar]
- Sohlenius, G. Concurrent Engineering. CIRP Ann. 1992, 41, 645–655. [Google Scholar] [CrossRef]
- Warschat, J.; Bullinger, H.-J. Forschungs- und Entwicklungsmanagement: Simulataneous Engineering, Projektmanagement, Produktplanung, Rapid Product Development, 1st ed.; Vieweg+Teubner: Wiesbaden, Germany, 1997. [Google Scholar]
- Liker, J.K.; Morgan, J.M. The Toyota Way in Services: The Case of Lean Product Development. Acad. Manag. Perspect. 2006, 20, 5–20. [Google Scholar] [CrossRef]
- Münch, J.; Fagerholm, F.; Johnson, P.; Pirttilahti, J.; Torkkel, J.; Jäarvinen, J. Creating Minimum Viable Products in Industry-Academia Collaborations. In Proceedings of the Lean Enterprise Software and Systems, Galway, Ireland, 1–4 December 2013; Fitzgerald, B., Conboy, K., Power, K., Valerdi, R., Morgan, L., Stol, K.-J., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 137–151. [Google Scholar]
- DIN 32563:2002-03, Fertigungsmittel für Mikrosysteme_- Klassifizierungssystem für Mikrobauteile; Beuth Verlag GmbH: Berlin, Germany, 2002.
- Noack, A. Wandlungsfähige Mikromontage—Auf dem Weg zur TransferFab 4.0. Master’s Thesis, University of Stuttgart, Stuttgart, Germany, 2017. [Google Scholar]
- Roth, K. Konstruieren mit Konstruktionskatalogen: Band 1: Konstruktionslehre; Springer: New York, NY, USA, 2011; ISBN 978-3-642-17466-7. [Google Scholar]
- Koller, R. Konstruktionslehre für den Maschinenbau: Grundlagen des Methodischen Konstruierens; Springer: New York, NY, USA, 2013; ISBN 978-3-662-12183-2. [Google Scholar]
- Rodenacker, W.G. Methodisches Konstruieren. In Methodisches Konstruieren: Grundlagen, Methodik, Praktische Beispiele; Rodenacker, W.G., Ed.; Konstruktionsbücher; Springer: Berlin/Heidelberg, Germany, 1984; pp. 37–227. ISBN 978-3-642-96852-5. [Google Scholar]
Figure 1.
Phases of the Systematic Approach of Pahl and Beitz.

Figure 2.
Time savings due to Concurrent Engineering (based on Reference [20]).
Figure 2.
Time savings due to Concurrent Engineering (based on Reference [20]).

Figure 3.
A novel Combined Product Development approach.

Figure 4.
Typical setup of the Abstract Product Representation including components (rounded box), relations (diamond box), and connection points (squared box).
Figure 4.
Typical setup of the Abstract Product Representation including components (rounded box), relations (diamond box), and connection points (squared box).

Figure 5.
Decision tree for the Joining Processes. Blue are component properties, orange connection point properties, and red relation properties (based on Reference [24]).
Figure 5.
Decision tree for the Joining Processes. Blue are component properties, orange connection point properties, and red relation properties (based on Reference [24]).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Result of the pairwise comparison of the different product development approaches regarding the derived criteria for micro assembly on reconfigurable manufacturing systems (RMS).
Table 1.
Result of the pairwise comparison of the different product development approaches regarding the derived criteria for micro assembly on reconfigurable manufacturing systems (RMS).
| TRIZ | SAPB | CE | LD | |
|---|---|---|---|---|
| Clear Structure | 50% | 100% | 50% | 0% |
| High Integration of Production | 33% | 33% | 100% | 33% |
| Design for Manufacturability | 17% | 17% | 67% | 100% |
| Time Consumption | 33% | 67% | 100% | 0% |
Table 2.
Properties of the component data type.
| Data Field | Possible Properties |
|---|---|
| Identifier | Name of Component |
| Geometrical Base Form | Box, Cylinder, Tube, Cone, Sphere |
| Weight | Weight in Gramm |
| Temperature Consistency | Minimum Temperature, Maximum Temperature |
| Material Properties | Magnetism, Shock Resistance, Clean Room Class, Optical Property |
| Feeding Possibilities | Tray, Bulk, Tube, Belt |
| Picking Possibilities | Vacuum Gripper, Parallel Gripper, Radial Gripper, Three-Point Gripper, Magnetic Gripper |
| Connection Points | List of Identifiers |
Table 3.
Properties of the relation data type.
| Data Field | Possible Properties |
|---|---|
| Connection Point Partners | Identifier Point 1, Identifier Point 2 |
| Spatial Properties | Position (Above, Beneath, Ahead, Behind, Left, Right, In, Through), Loose, Offset, Tolerance |
| Physical Requirements | Electric Conductivity, Optics, Stiffness, Stability |
Table 4.
Properties of the Connection Point Data Type.
| Data Field | Possible Properties |
|---|---|
| Identifier | Name of Connection Point |
| Type | Free Surface, Free Volume, Clamping, Jack, Plug, SMD |
| Location | Above, Beneath, Ahead, Behind, Left, Right, In, Through |
| Material Properties | Metallization, Roughness, Optics |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gielisch, C.; Fritz, K.-P.; Noack, A.; Zimmermann, A. A Product Development Approach in The Field of Micro-Assembly with Emphasis on Conceptual Design. Appl. Sci. 2019, 9, 1920. https://doi.org/10.3390/app9091920
AMA Style
Gielisch C, Fritz K-P, Noack A, Zimmermann A. A Product Development Approach in The Field of Micro-Assembly with Emphasis on Conceptual Design. Applied Sciences. 2019; 9(9):1920. https://doi.org/10.3390/app9091920
Chicago/Turabian StyleGielisch, Christoph, Karl-Peter Fritz, Anika Noack, and André Zimmermann. 2019. "A Product Development Approach in The Field of Micro-Assembly with Emphasis on Conceptual Design" Applied Sciences 9, no. 9: 1920. https://doi.org/10.3390/app9091920
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.