In-Line Dimensional Inspection of Warm-Die Forged Revolution Workpieces Using 3D Mesh Reconstruction

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Literature Review
2.1. Off-Line Dimensional Inspection in Warm-Die Manufacturing
2.2. In-Line Dimensional Inspection
2.3. Conclusions of the Literature Review
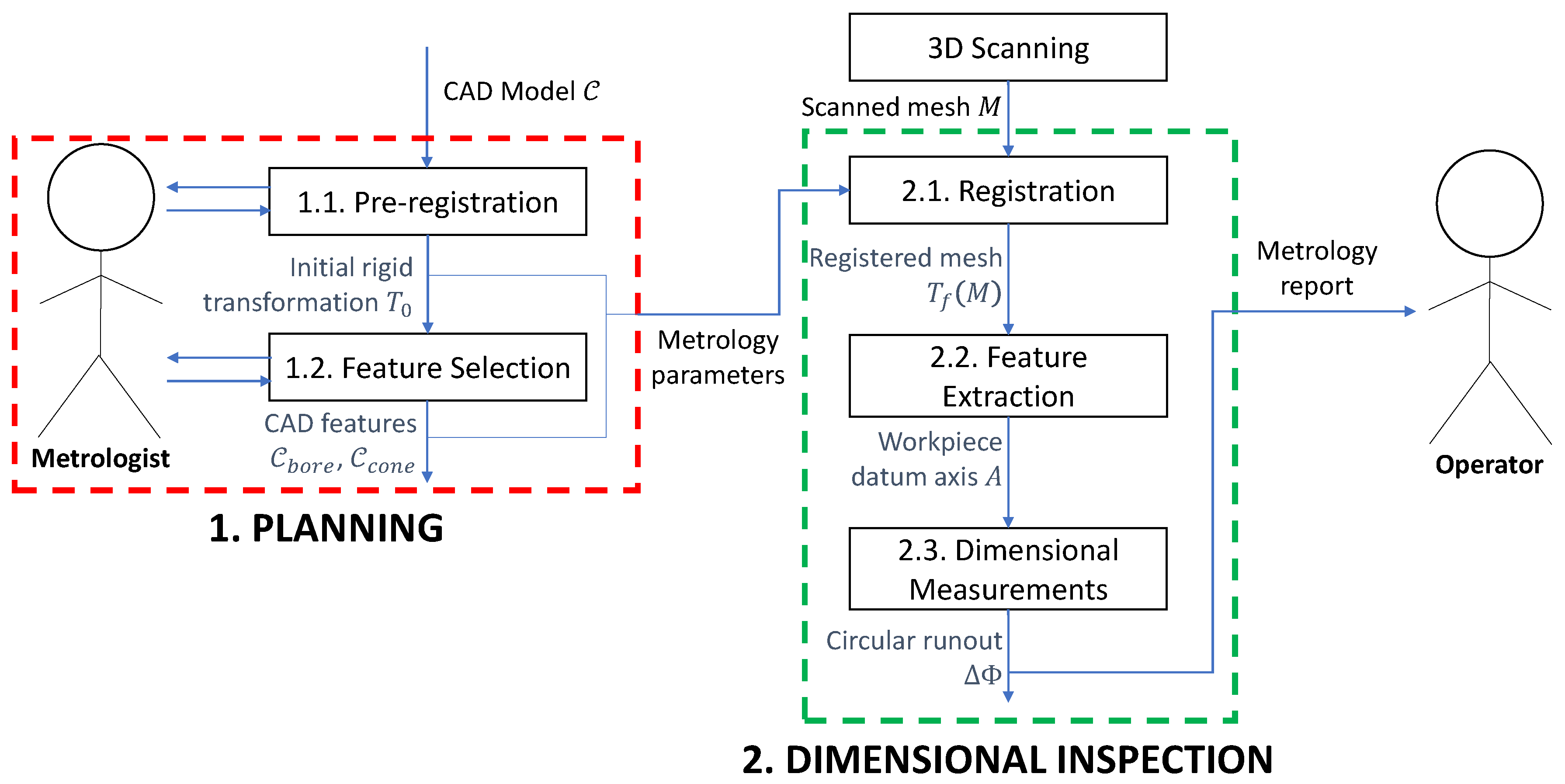
3. Methodology
3.1. Planning for the Dimensional Inspection
3.1.1. Mesh Pre-Registration
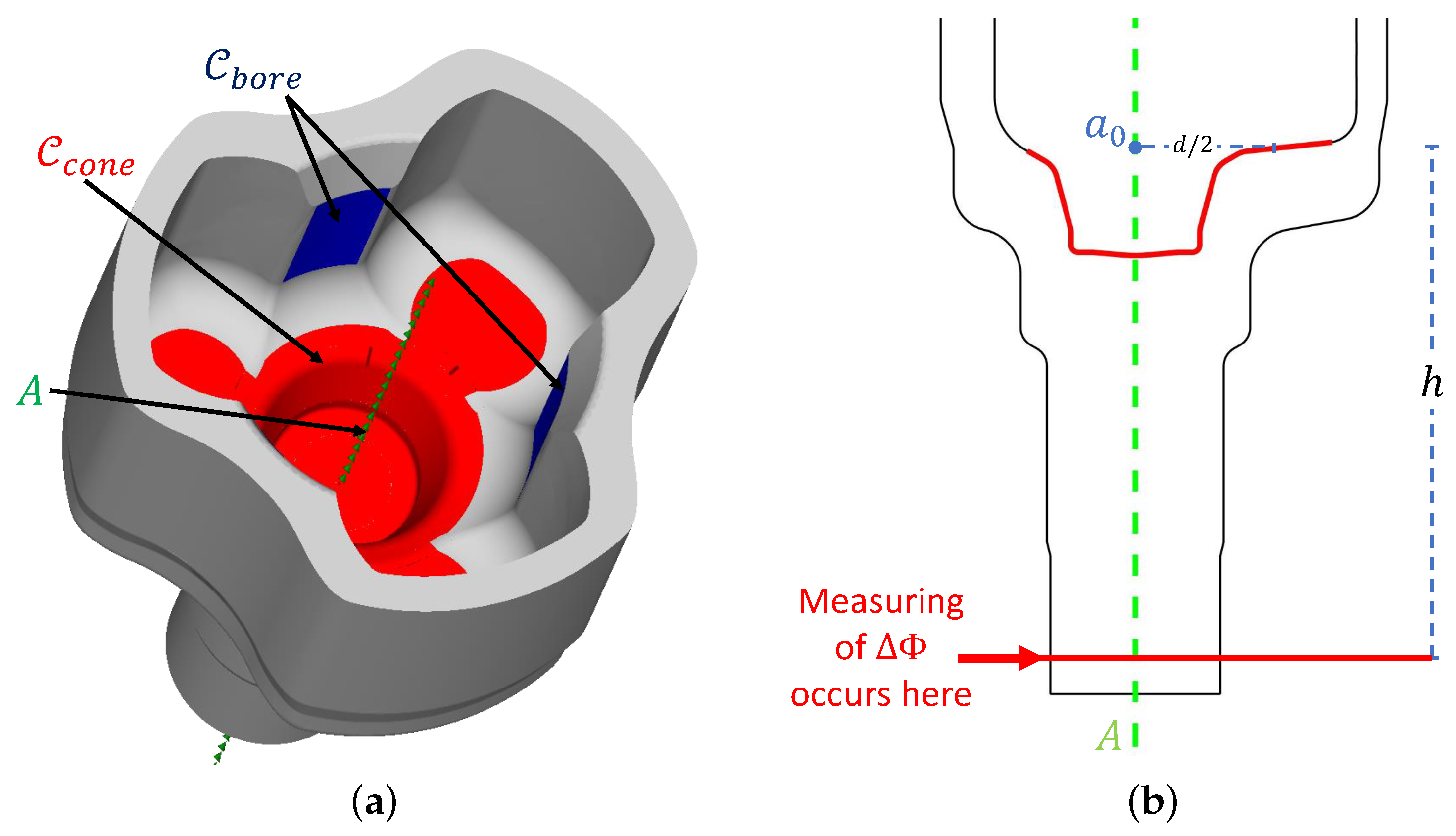
3.1.2. Feature Selection
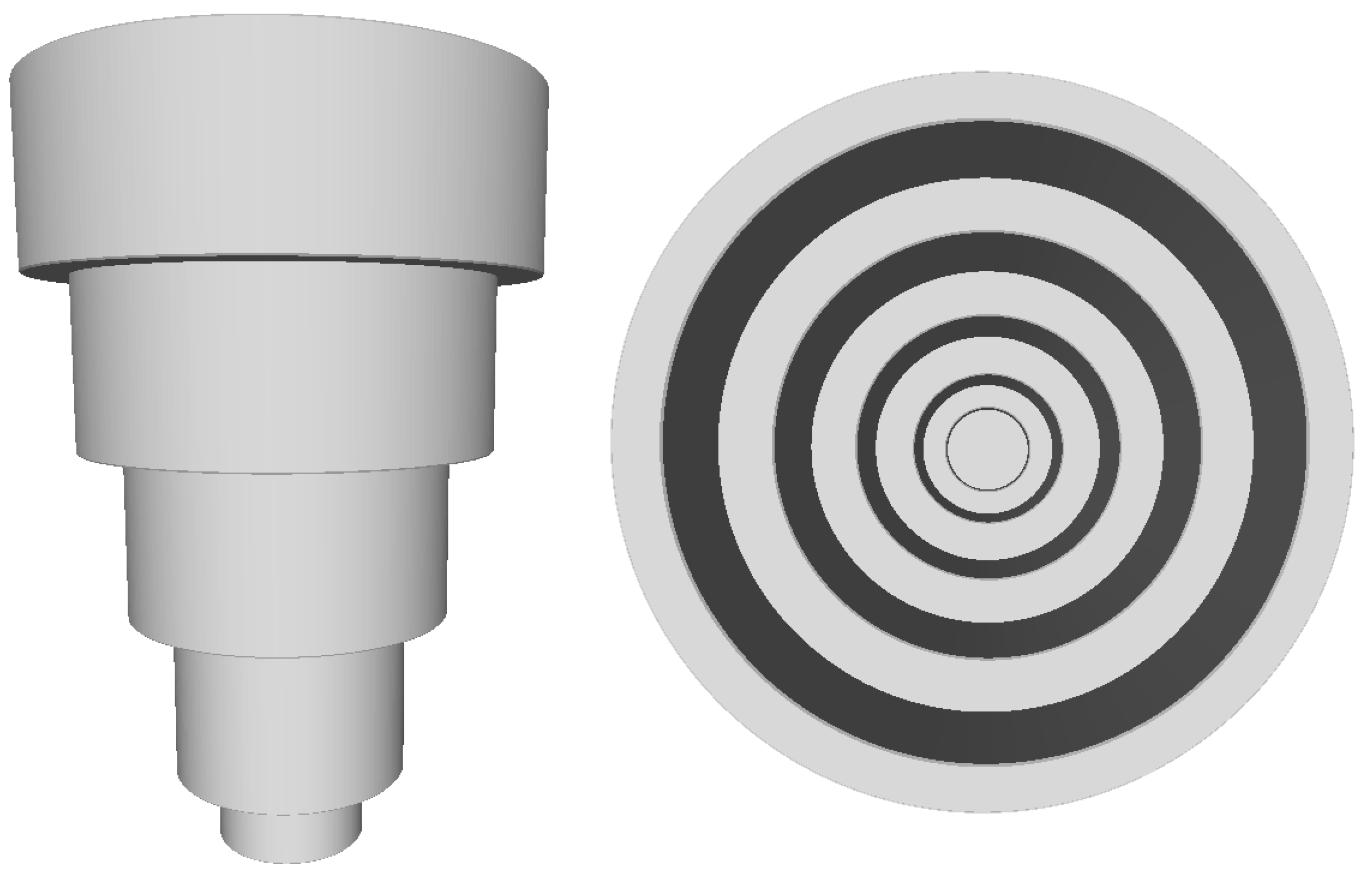
- The metrologist selects the CAD FACEs (red) corresponding to a conical surface at the bottom of the punch zone of the workpiece (Figure 3a).
- The metrologist defines the datum diameter . In this case, the metrologist defines d as the diameter of the supporting fixture for the machining of the workpiece (after it has been formed).
- The point at the revolution axis A where the surface attains the diameter d is the theoretical axis point . The diameter d is measured perpendicular to the axis A (see Figure 3b). The point is a reference point for machining operations (after the piece has been formed).
- is the part of the punch that suffers less wearing since the direction of the compression load during the forging process is parallel to its axis. This fact makes this geometry more stable from a dimensional assessment perspective.
- The surfaces and are the same surfaces used to hold the workpiece during the posterior machining process. In this way, the algorithm uses the same coordinate system that will be used in the next step of the manufacturing process. In addition, it can be said that any possible registration error induced by the tool wearing is not relevant given that the subsequent machining process will use the same defective geometries to establish its reference frame.
3.2. In-Line Dimensional Inspection
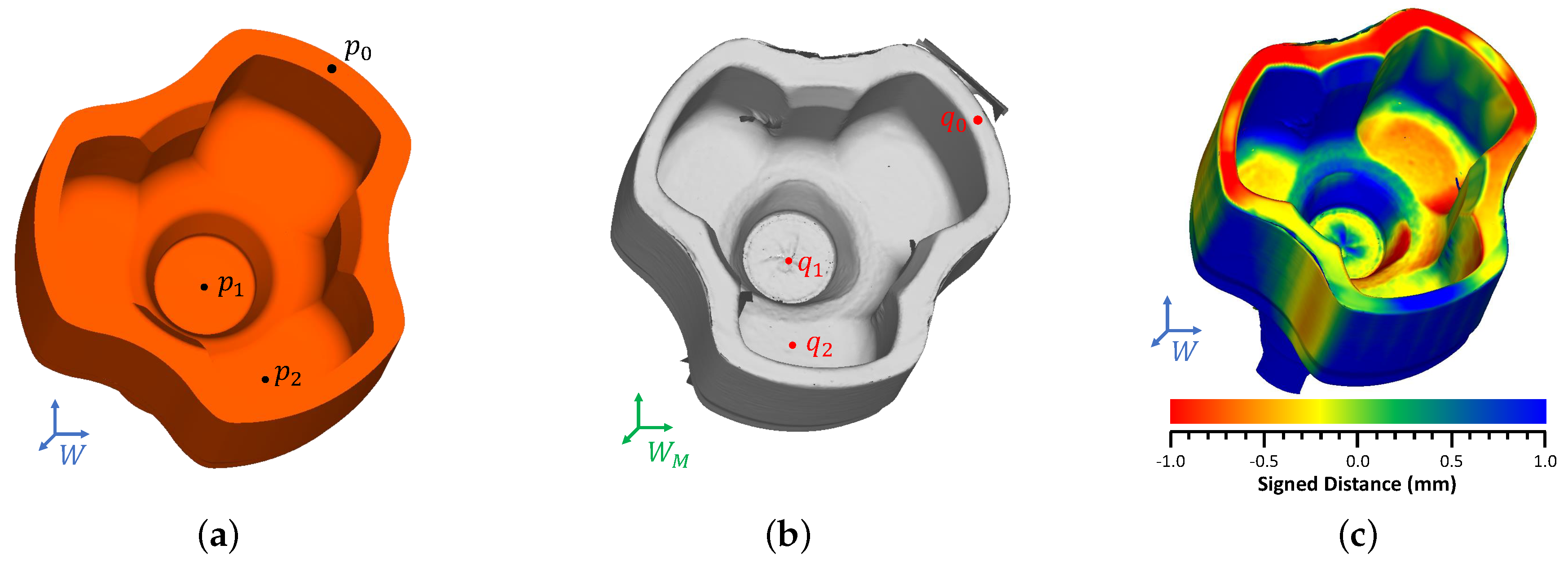
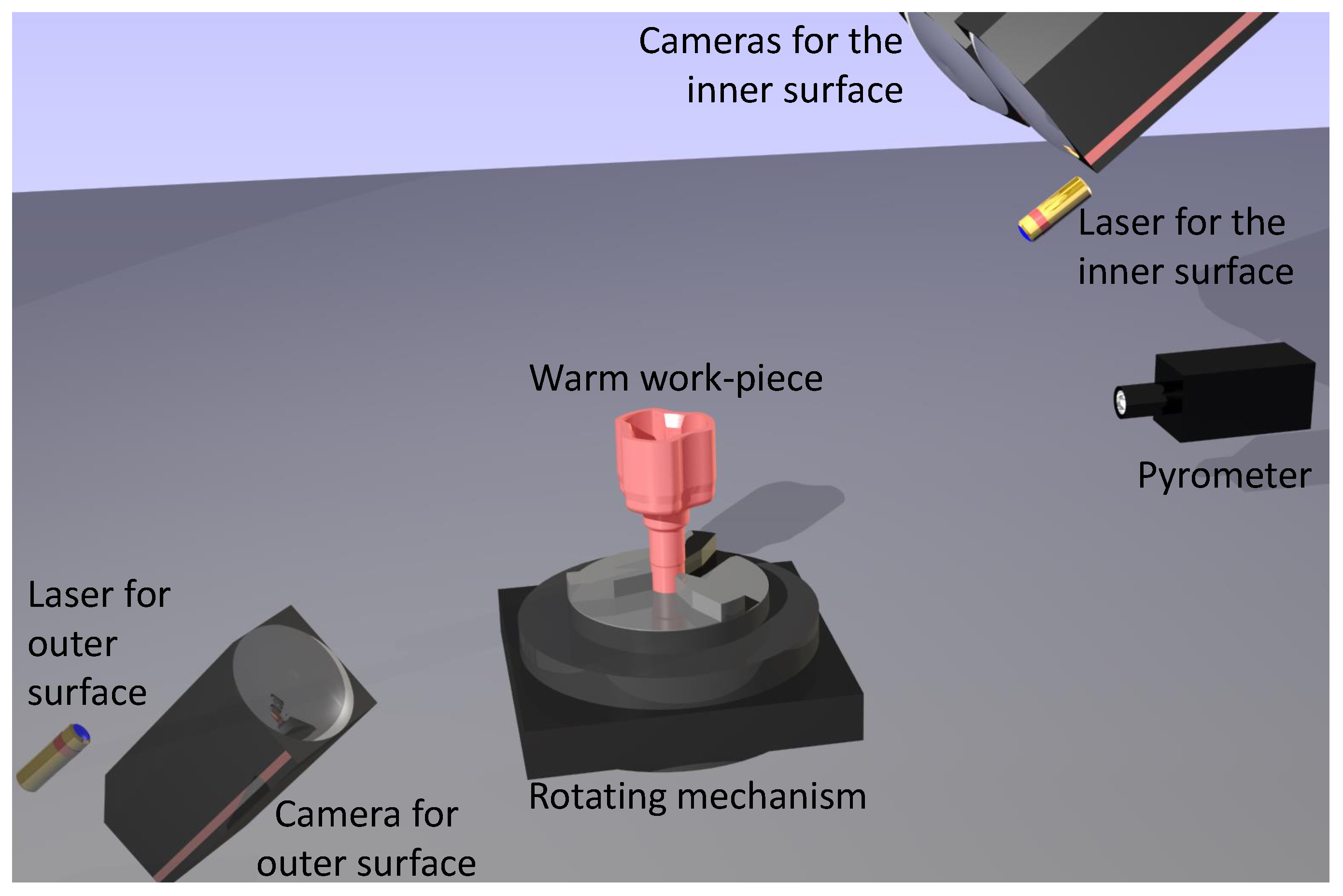
3.2.1. 3D Scanning System
3.2.2. Device Calibration
3.2.3. Mesh Registration
3.2.4. Feature Extraction
3.2.5. Dimensional Measurements
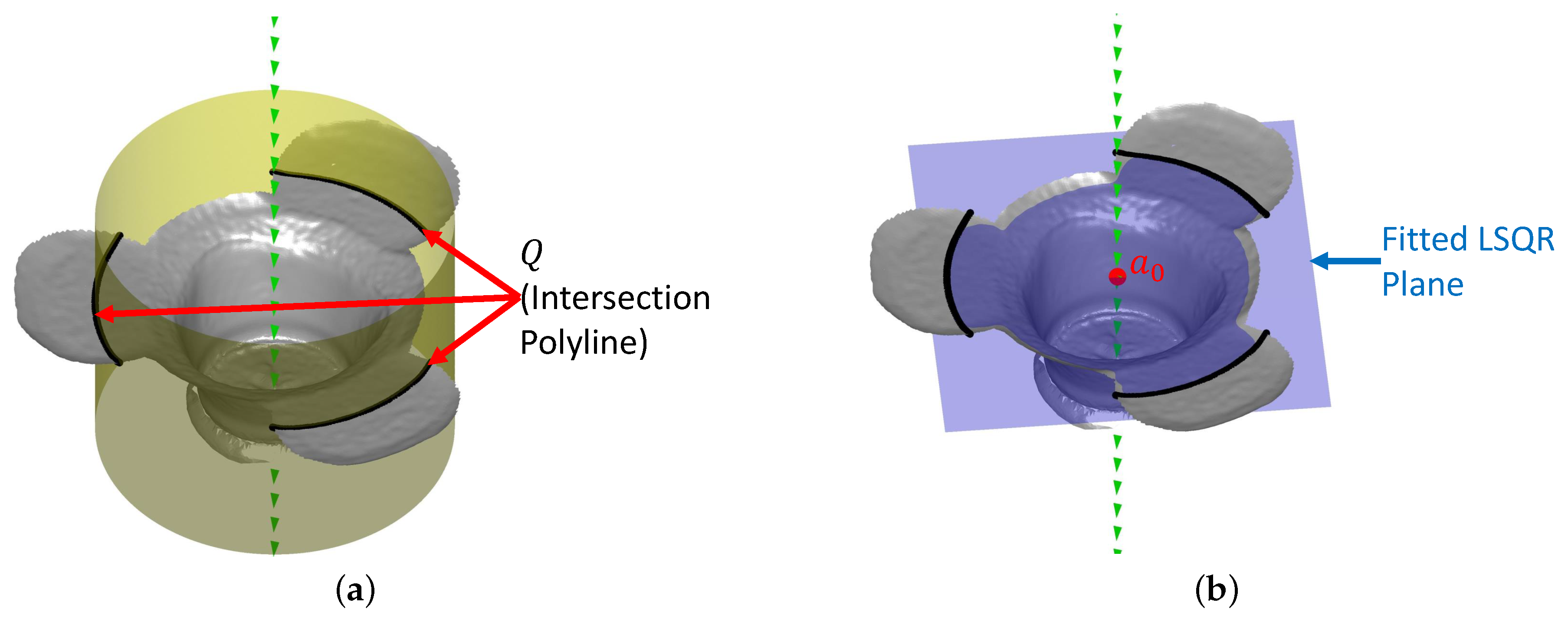
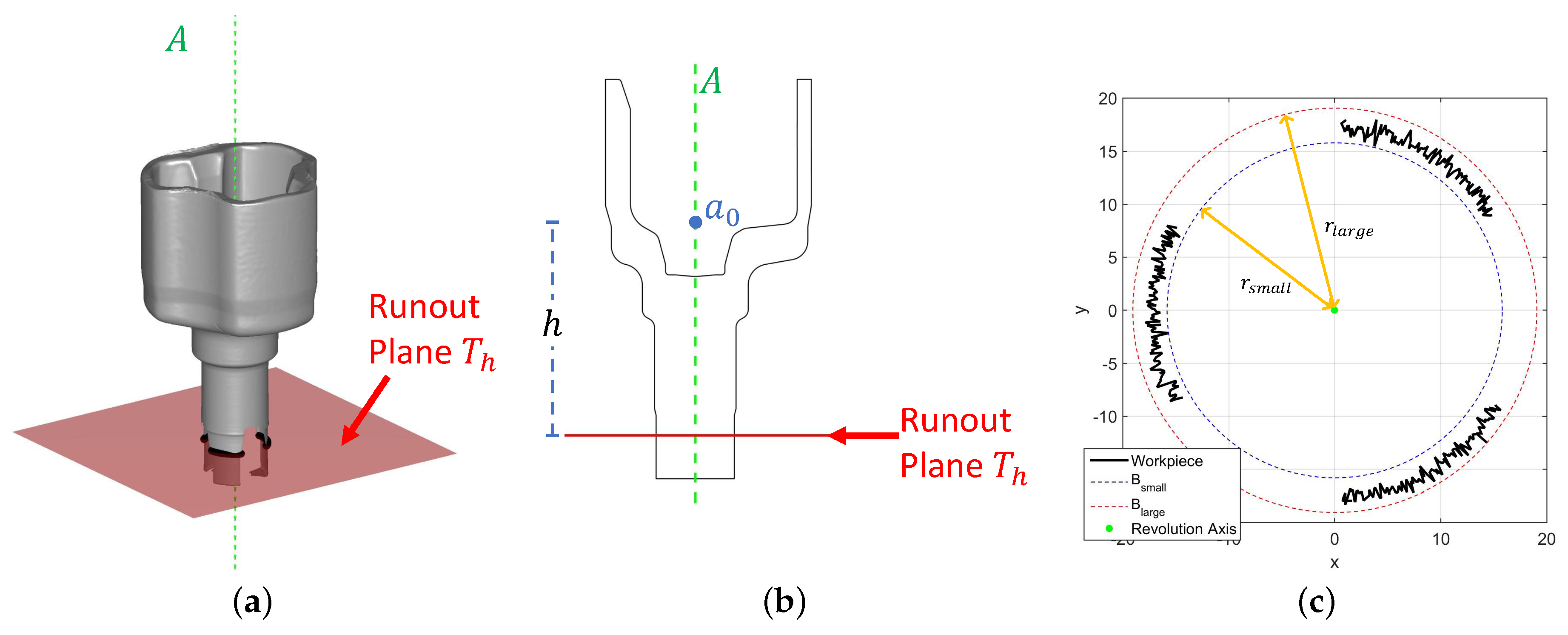
- Compute the plane with normal vector and pivot point (the parameter h has been defined already by the metrologist in the planning step, Section 3.1.2). See Figure 9a,b.
- Compute the circular feature P defined as:
- Filter outliers by removing all points in P whose distance to the theoretical section is greater than a given threshold.
- Compute the inscribed circle and circumscribed circle of P with center A and respective radii , (Figure 9c). .
- Compute the circular runout defined as [8]:
4. Results
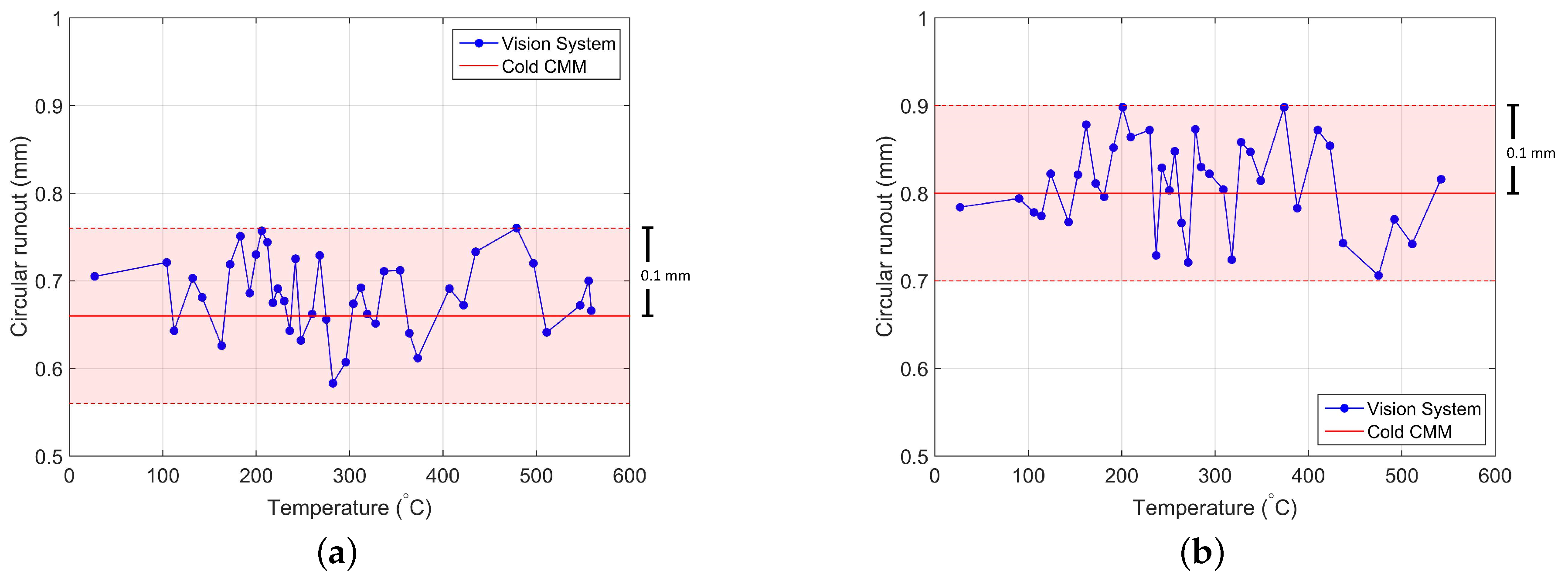
4.1. Warm-Workpiece Measurements
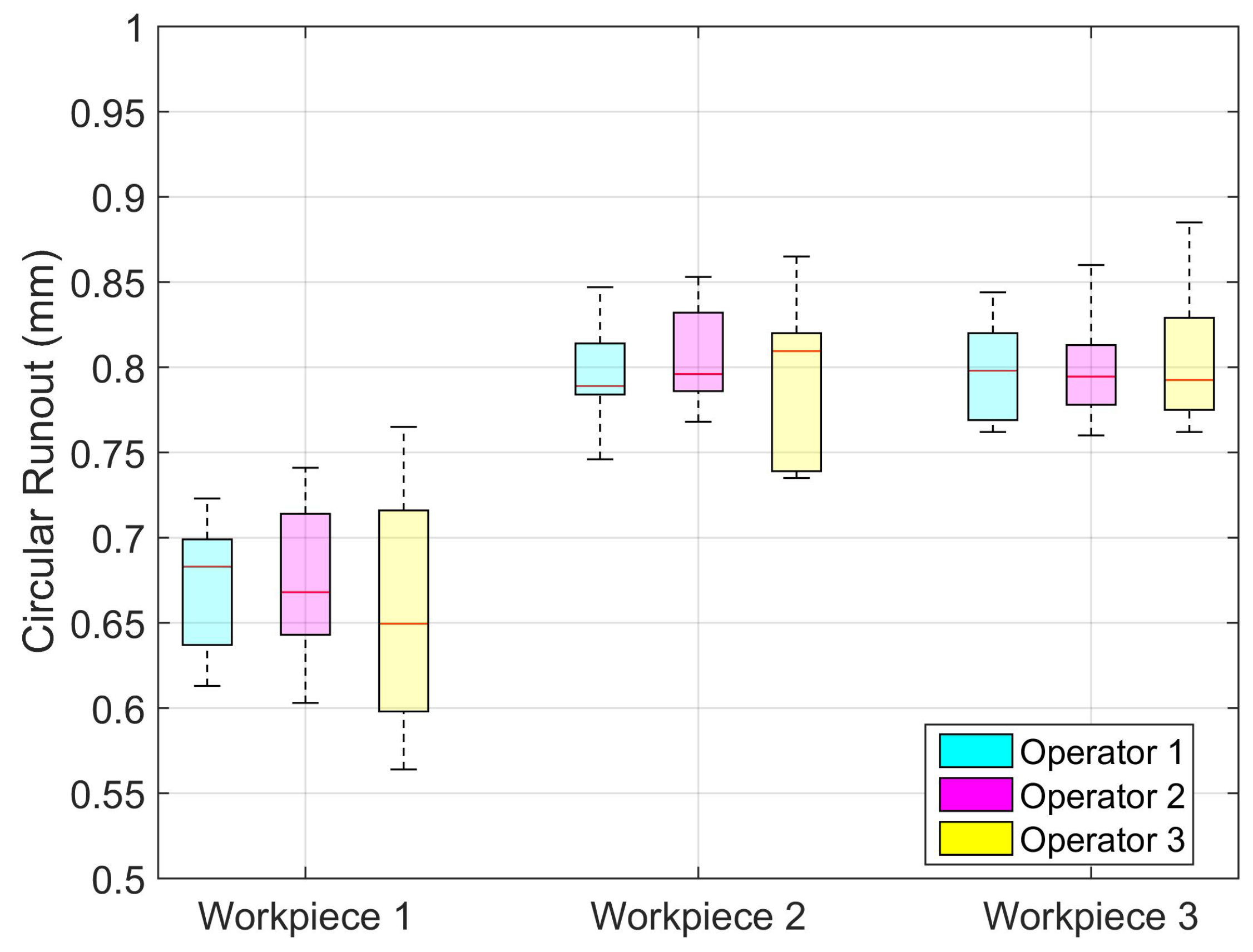
4.2. ANOVA Gauge Repeatability and Reproducibility (R&R) Test
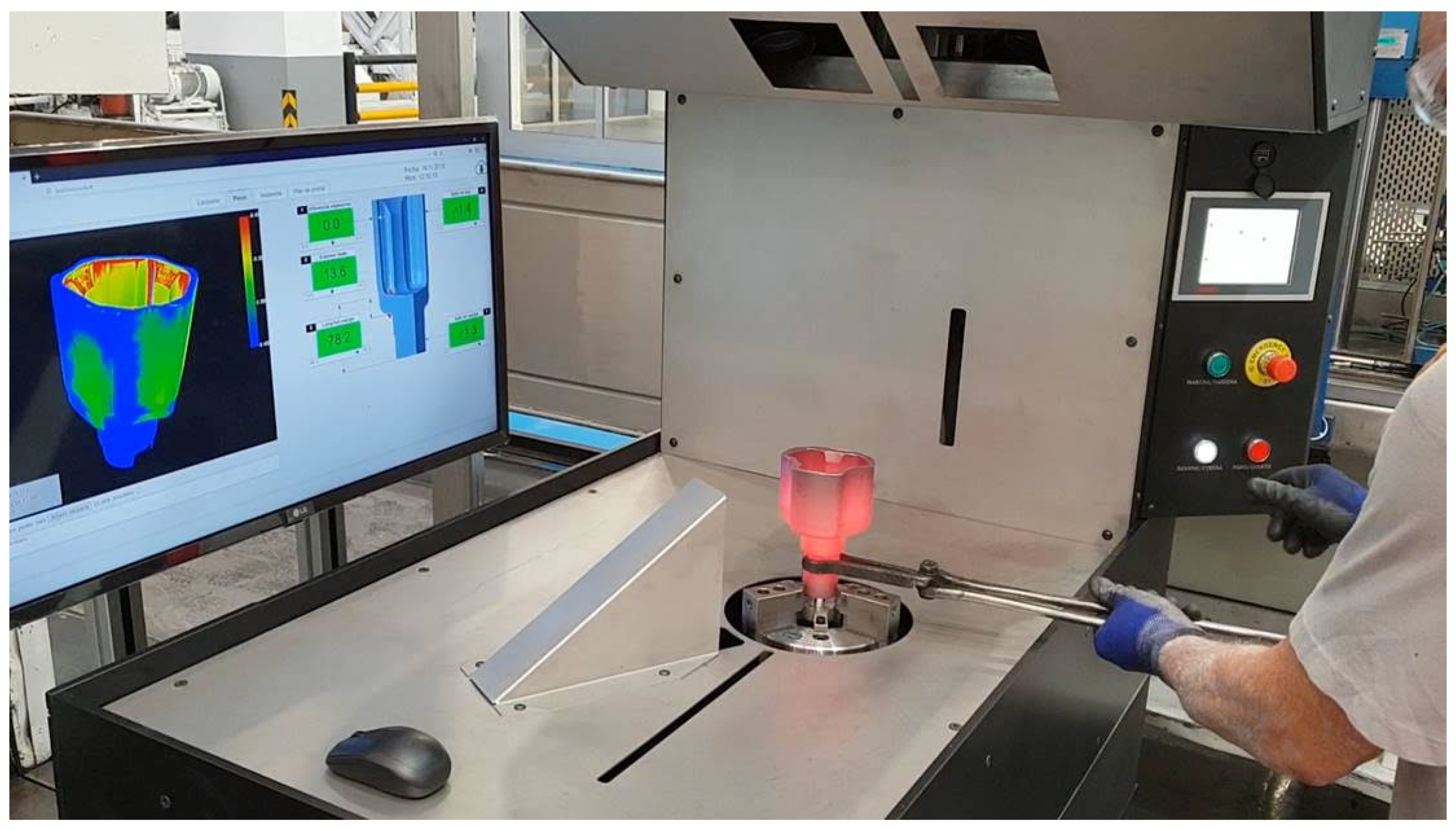
4.3. Deployment
4.4. Industry 4.0 and Visual Computing
- Our system performs measurements directly on warm workpieces. Such approach changes the classic scheme for dimensional assessment, which demands workpieces in cold state, limiting in-line metrology application in the warm-die and hot-die forge industry.
- Thanks to Visual Computing and Industry 4.0 technologies, the developed system can perform fast dimensional measurements on warm workpieces. Over standard cold-state measurement methods, our measurement system reduces the time required to process a warm part by a factor of 95% (from 20 min to 1 min per part).
- As already mentioned, the Visual Computing technologies provide a framework that allows deployment of the measurement system directly in the manufacturing line. Consequently, the efficiency of the process and product control highly increases as measurements and lines of action can be performed in-line.
- The deployed system results are shown in a display using a web report tool with visual feedback about the dimensional quality of the measured workpiece. Thanks to the use of such web technologies [27], the report becomes available in real time to any computer of the factory and any member of the manufacturing plant, including operators, metrologists, and engineers.
- The visual feedback provided by the visual computing techniques allows easier understanding and more intuitive dimensional assessment of scanned workpieces [9], in contrast to standard CMM numerical data.
- The automation of the process, together with the high cadence of data acquisition and the aid of web reporting tools, enable a global perspective of the manufacturing process in the context of data analytics. However, such approach is out of scope of the current manuscript, and it is left for future work.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| CMM | Coordinate Measurement Machine. |
| ANOVA | ANalysis Of VAriance. |
| R&R | Repeatability and Reproducibility. |
| FACE | A connected region on a parametric surface in . |
| Boundary representation (CAD model) of the reference geometry. is a 2-manifold, represented as set of BODY, LUMPSs, FACEs, LOOPs, EDGEs, and VERTICES. | |
| M | Triangular mesh of the scanned workpiece. and are the points (geometry) and triangles (topology) of the mesh, respectively. is a 2-manifold. |
| A | Revolution (datum) axis of the workpiece M. The vector defines the direction of the axis and is a point lying on the axis. |
| Circular runout (mm) of the scanned workpiece M. measures how much a cylindrical feature oscillates when rotated around the revolution axis A. | |
| h | Height (mm) where the circular runout is measured in the workpiece. This height is measured from , in the direction of . |
| W | Reference coordinate system . W is the coordinate system of and the coordinate system of M after mesh registration. |
| Coordinate system of M before mesh registration. | |
| Special Euclidean group. Group of all rigid transformations in . is composed by all the possible rotation matrices and all possible translations in , i.e., . | |
| Initial rigid transformation that approximately maps to W. | |
| Rigid transformation that maps to W. is the result of registering the mesh M to the reference . | |
| Rigid transformation that maps to W. . | |
| Cylindrical surface whose axis vector is the revolution axis vector of the workpiece . | |
| Conical surface used to compute the axis reference point . | |
| Subset of FACES which define a cylindrical surface in the CAD reference. These set of faces are used to extract from M. | |
| Subset of FACES which define a conical surface in the CAD reference. These set of faces are used to extract from M. | |
| Distance threshold (mm) used to extract the mesh features , . | |
| d | Datum diameter (mm). The point is located on the plane where the conical surface attains the diameter d. |
| P | Circular feature where the circular runout is measured with respect to A. P defines a polyline perpendicular to the axis A (). |
| Plane used to extract P from M. The plane has normal and pivot point . | |
| T | Temperature of the workpiece (). |
| a | Number of workpieces for the ANOVA test. |
| b | Number of operators for the ANOVA test. |
| m | Number of measurements for the ANOVA test. |
References
- Hawryluk, M.; Ziemba, J. Possibilities of application measurement techniques in hot die forging processes. Measurement 2017, 110, 284–295. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Kaszuba, M.; Hawryluk, M.; Zwierzchowski, M. A review of the degradation mechanisms of the hot forging tools. Arch. Civ. Mech. Engi. 2014, 14, 528–539. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.; Polak, S.; Widomski, P.; Ziemba, J.; Smolik, J. Application of selected surface engineering methods to improve the durability of tools used in precision forging. Int. J. Adv. Manuf. Technol. 2017, 93, 2183–2200. [Google Scholar] [CrossRef]
- International Organization for Standardization. ISO 1101:2017 Geometrical Product Specifications (GPS)—Geometrical Tolerancing—Tolerances of Form, Orientation, Location and Run-Out; Standard, International Organization for Standardization: Geneva, Switzerland, 2017. [Google Scholar]
- Hawryluk, M.; Ziemba, J.; Sadowski, P. A Review of Current and New Measurement Techniques Used in Hot Die Forging Processes. Meas. Control 2017, 50, 74–86. [Google Scholar] [CrossRef]
- Posada, J.; Toro, C.; Barandiaran, I.; Oyarzun, D.; Stricker, D.; de Amicis, R.; Pinto, E.B.; Eisert, P.; Döllner, J.; Vallarino, I. Visual Computing as a Key Enabling Technology for Industrie 4.0 and Industrial Internet. IEEE Comput. Graph. Appl. 2015, 35, 26–40. [Google Scholar] [CrossRef] [PubMed]
- Gapinski, B.; Wieczorowski, M.; Marciniak-Podsadna, L.; Dybala, B.; Ziolkowski, G. Comparison of Different Method of Measurement Geometry Using CMM, Optical Scanner and Computed Tomography 3D. Procedia Eng. 2014, 69, 255–262. [Google Scholar] [CrossRef] [Green Version]
- Henzold, G. 18—Inspection of Geometrical Deviations. In Geometrical Dimensioning and Tolerancing for Design, Manufacturing and Inspection, 2nd ed.; Butterworth-Heinemann: Oxford, UK, 2006; pp. 160–254. [Google Scholar] [CrossRef]
- Sánchez, J.R.; Segura, Á.; Barandiaran, I. Fast and accurate mesh registration applied to in-line dimensional inspection processes. Int. J. Interact. Des. Manuf. 2018, 12, 877–887. [Google Scholar] [CrossRef]
- Minetola, P. The importance of a correct alignment in contactless inspection of additive manufactured parts. Int. J. Precis. Eng. Manuf. 2012, 13, 211–218. [Google Scholar] [CrossRef] [Green Version]
- Shi, Q.; Xi, N. Automated data processing for a rapid 3D surface inspection system. In Proceedings of the 2008 IEEE International Conference on Robotics and Automation, Pasadena, CA, USA, 19–23 May 2008; pp. 3939–3944. [Google Scholar] [CrossRef]
- Zhu, L.; Barhak, J.; Srivatsan, V.; Katz, R. Efficient registration for precision inspection of free-form surfaces. Int. J. Adv. Manuf. Technol. 2007, 32, 505–515. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Hawryluk, M.; Kaszuba, M.; Widomski, P.; Ziemba, J. Application of the reverse 3D scanning method to evaluate the wear of forging tools divided on two selected areas. Int. J. Autom. Technol. 2017, 18, 653–662. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J. Application of the 3D reverse scanning method in the analysis of tool wear and forging defects. Measurement 2018, 128, 204–213. [Google Scholar] [CrossRef]
- Jung, K.H.; Lee, S.; Kim, Y.B.; Ahn, B.; Kim, E.Z.; Lee, G.A. Assessment of ZK60A magnesium billets for forging depending on casting methods by upsetting and tomography. J. Mech. Sci. Technol. 2013, 27, 3149–3153. [Google Scholar] [CrossRef]
- D’Annibale, A.; Ilio, A.D.; Trozzi, M.; Bonaventura, L. The Use of Infrared Thermography for Maintenance Purposes in the Production Process of Components for Automotive Alternators. Procedia CIRP 2015, 38, 143–146. [Google Scholar] [CrossRef] [Green Version]
- Fendt, K.T.; Mooshofer, H.; Rupitsch, S.J.; Ermert, H. Ultrasonic Defect Characterization in Heavy Rotor Forgings by Means of the Synthetic Aperture Focusing Technique and Optimization Methods. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2016, 63, 874–885. [Google Scholar] [CrossRef]
- Reddy, K.A. Non-Destructive Testing, Evaluation Of Stainless Steel Materials. Mater. Today Proc. 2017, 4, 7302–7312. [Google Scholar] [CrossRef]
- Dworkin, S.; Nye, T. Image processing for machine vision measurement of hot formed parts. J. Mater. Process. Technol. 2006, 174, 1–6. [Google Scholar] [CrossRef]
- Jia, Z.; Wang, B.; Liu, W.; Sun, Y. An improved image acquiring method for machine vision measurement of hot formed parts. J. Mater. Process. Technol. 2010, 210, 267–271. [Google Scholar] [CrossRef]
- Zhang, Y.-C.; Han, J.-X.; Fu, X.-B.; Zhang, F.-L. Measurement and control technology of the size for large hot forgings. Measurement 2014, 49, 52–59. [Google Scholar] [CrossRef]
- Du, Y.D. Simple three-dimensional laser radar measuring method and model reconstruction for hot heavy forgings. Opt. Eng. 2012, 51, 021118. [Google Scholar] [CrossRef]
- Du, Z.; Wu, Z.; Yang, J. 3D measuring and segmentation method for hot heavy forging. Measurement 2016, 85, 43–53. [Google Scholar] [CrossRef]
- Liu, W.; Jia, Z.; Wang, F.; Ma, X.; Wang, W.; Jia, X.; Song, D. An improved online dimensional measurement method of large hot cylindrical forging. Measurement 2012, 45, 2041–2051. [Google Scholar] [CrossRef]
- Molleda, J.; Usamentiaga, R.; García, D.F.; Bulnes, F.G. Real-time flatness inspection of rolled products based on optical laser triangulation and three-dimensional surface reconstruction. J. Electron. Imaging 2010, 19, 031206. [Google Scholar] [CrossRef] [Green Version]
- Babu, M.; Franciosa, P.; Ceglarek, D. Adaptive Measurement and Modelling Methodology for In-line 3D Surface Metrology Scanners. Procedia CIRP 2017, 60, 26–31. [Google Scholar] [CrossRef]
- Mejia, D.; Sánchez, J.R.; Segura, A.; Ruiz-Salguero, O.; Posada, J.; Cadavid, C. Mesh Segmentation and Texture Mapping for Dimensional Inspection in Web3D. In Proceedings of the 22nd International Conference on 3D Web Technology (Web3D ’17), Brisbane, Queensland, Australia, 5–7 June 2017; ACM: New York, NY, USA, 2017; pp. 3:1–3:4. [Google Scholar] [CrossRef]
- Horn, B.K.P. Closed-form solution of absolute orientation using unit quaternions. J. Opt. Soc. Am. A 1987, 4, 629–642. [Google Scholar] [CrossRef]
- Sun, C.; Liu, H.; Jia, M.; Chen, S. Review of Calibration Methods for Scheimpflug Camera. J. Sens. 2018, 2018, 3901431. [Google Scholar] [CrossRef] [PubMed]
- Steger, C.; Ulrich, M.; Wiedemann, C. Machine Vision Algorithms and Applications, 2nd ed.; Wiley-VCH: Weinheim, Germany, 2017. [Google Scholar]
- Hartley, R.I.; Zisserman, A. Multiple View Geometry in Computer Vision, 2nd ed.; Cambridge University Press: Cambridge, UK, 2004; ISBN 0521540518. [Google Scholar]
- Besl, P.J.; McKay, N.D. A method for registration of 3-D shapes. IEEE Trans. Pattern Anal. Mach. Intell. 1992, 14, 239–256. [Google Scholar] [CrossRef]
- Rusu, R.B.; Cousins, S. 3D is here: Point Cloud Library (PCL). In Proceedings of the 2011 IEEE International Conference on Robotics and Automation, Shanghai, China, 9–13 May 2011; pp. 1–4. [Google Scholar] [CrossRef]
- McNeese, B. ANOVA GAGE R&R—Part 2. 2012. Available online: https://www.spcforexcel.com/knowledge/measurement-systems-analysis/anova-gage-rr-part-2 (accessed on 4 February 2019).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CMM | Optical Scanner |
|---|---|
| Highly accurate measurements [5]. | Less-accurate measurements [5]. |
| Data collection relying on probe vs. piece contact. | Contact probe vs. piece not required. |
| Technician assistance required for definition of piece feature coordinate systems [8]. | Technician assistant required for point sample vs. B-Rep (i.e., CAD model) registration [9,10]. |
| Time-consuming data acquisition protocol [8]. | Real-time data acquisition and post-processing of the digitized mesh (triangulation, mesh registration, feature extraction) [11,12]. |
| Inherently sparse point samples, conducted according to discrete trajectories. Analytic form fitting needed as a consequence [8]. | Dense point samples. Both mesh computation and analytic form fitting possible [9]. |
| Competing equipment precision at the cost of off-line measurements [3]. | Accurate measurement systems for in-line dimensional assessment [3]. |
| Requires specific clamps for each reference model, introducing additional complexity in the management of measuring resources. | Allows the use of fixed universal setups for many different workpiece references. |
| Property | Value |
|---|---|
| Power | 20 mW |
| Wavelength | 450 nm |
| Workpiece 1 | Workpiece 2 | Workpiece 3 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Op 1 | Op. 2 | Op. 3 | Op. 1 | Op. 2 | Op. 3 | Op. 1 | Op. 2 | Op. 3 | |
| Msh 1 | 0.71 | 0.60 | 0.77 | 0.78 | 0.82 | 0.74 | 0.79 | 0.84 | 0.89 |
| Msh 2 | 0.63 | 0.71 | 0.72 | 0.79 | 0.85 | 0.87 | 0.77 | 0.81 | 0.81 |
| Msh 3 | 0.64 | 0.61 | 0.65 | 0.81 | 0.79 | 0.82 | 0.80 | 0.79 | 0.83 |
| Msh 4 | 0.70 | 0.65 | 0.56 | 0.79 | 0.80 | 0.80 | 0.77 | 0.80 | 0.77 |
| Msh 5 | 0.65 | 0.74 | 0.65 | 0.79 | 0.83 | 0.74 | 0.79 | 0.86 | 0.78 |
| Msh 6 | 0.69 | 0.68 | 0.60 | 0.84 | 0.84 | 0.83 | 0.82 | 0.76 | 0.85 |
| Msh 7 | 0.68 | 0.67 | 0.67 | 0.85 | 0.80 | 0.82 | 0.84 | 0.77 | 0.80 |
| Msh 8 | 0.70 | 0.74 | 0.72 | 0.75 | 0.80 | 0.81 | 0.76 | 0.78 | 0.76 |
| Msh 9 | 0.61 | 0.67 | 0.65 | 0.81 | 0.78 | 0.74 | 0.82 | 0.81 | 0.78 |
| Msh 10 | 0.72 | 0.64 | 0.58 | 0.75 | 0.77 | 0.81 | 0.84 | 0.79 | 0.79 |
| Mean | 0.67 | 0.67 | 0.66 | 0.80 | 0.81 | 0.80 | 0.80 | 0.80 | 0.80 |
| Std. Dev. | 0.03 | 0.04 | 0.06 | 0.03 | 0.03 | 0.04 | 0.03 | 0.03 | 0.04 |
| Max-Min | 0.11 | 0.14 | 0.20 | 0.10 | 0.09 | 0.13 | 0.08 | 0.10 | 0.12 |
| Source of Variability | Degrees of Freedom | Sum of Squares | Mean Square | F Statistic | p-Value |
|---|---|---|---|---|---|
| Operator | 2 | 0.0010 | 0.0005 | 1.2282 | 0.3838 |
| Workpiece | 2 | 0.3575 | 0.1787 | 438.5964 | 0.0000 |
| Interaction | 4 | 0.0016 | 0.0004 | 0.2419 | 0.9137 |
| Vision System | 81 | 0.1364 | 0.0017 | ||
| Total | 89 | 0.4966 |
| Source | Variance | % of Total Variance |
|---|---|---|
| Operators (Reproducibility) | 0.0000 | 0.04% |
| Vision System (Repeatability) | 0.0017 | 22.07% |
| Gauge R&R (GRR) | 0.0017 | 22.11% |
| Interaction | 0.0000 | 0.00% |
| Workpieces | 0.0059 | 77.89% |
| Total | 0.0076 | 100.00% |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mejia-Parra, D.; Sánchez, J.R.; Ruiz-Salguero, O.; Alonso, M.; Izaguirre, A.; Gil, E.; Palomar, J.; Posada, J. In-Line Dimensional Inspection of Warm-Die Forged Revolution Workpieces Using 3D Mesh Reconstruction. Appl. Sci. 2019, 9, 1069. https://doi.org/10.3390/app9061069
Mejia-Parra D, Sánchez JR, Ruiz-Salguero O, Alonso M, Izaguirre A, Gil E, Palomar J, Posada J. In-Line Dimensional Inspection of Warm-Die Forged Revolution Workpieces Using 3D Mesh Reconstruction. Applied Sciences. 2019; 9(6):1069. https://doi.org/10.3390/app9061069
Chicago/Turabian StyleMejia-Parra, Daniel, Jairo R. Sánchez, Oscar Ruiz-Salguero, Marcos Alonso, Alberto Izaguirre, Erik Gil, Jorge Palomar, and Jorge Posada. 2019. "In-Line Dimensional Inspection of Warm-Die Forged Revolution Workpieces Using 3D Mesh Reconstruction" Applied Sciences 9, no. 6: 1069. https://doi.org/10.3390/app9061069