1. Introduction
3-D printing has been widely accepted as a new tool to expedite time-consuming experimental processes, which often require custom-designed equipment, unique sample holders, and special types of motion controllers [
1]. Conventional procedure requires machining or manufacturing a design prototype that needs to be tested on the experiment. This is an iterative process sometimes requiring multiple trials. Applications of 3-D printing range from conventional opto-mechanical lab experiments [
2,
3], biomedical applications, which include dental and special instruments [
2,
4,
5,
6,
7,
8], to biological and pharmaceutical experiments, which require a wet laboratory [
9,
10,
11,
12]. For these applications, laboratory translation stages are a common piece of equipment used to accurately position samples and instruments. The precise motion of the stages enables researchers to adjust the relative position of the sample and instrument with respect to Cartesian coordinates, as well as to collect more data in different positions and conditions without disassembling and recalibrating the whole system. Among all the stages, XYZ translation linear stages are most commonly used. This stage can position samples or instruments linearly in 3 dimensions. While maintaining a high standard accuracy, this type of stage is also user friendly; the user can simply turn three handles to translate the stage with precision in 3 dimensions. However, prices for XYZ translation linear stages are high, even unaffordable for some labs. The cost of a one-dimension linear stage is over
$100, while that for an XYZ three-dimension one will exceed
$500.
To provide better affordability and wider usage of linear stages, a 3-D printing method can be used. The advantages of 3-D printing include but are not limited to reducing the complexity of product manufacturing, shortening production time and improving efficiency, reducing product manufacturing processes, and allowing immediate production [
13,
14,
15]. These points make possible the production of laboratory XYZ translation linear stages by 3-D printing, as well as reducing the unit cost per stage. Another widely used piece of laboratory equipment is a laboratory scissors jack. This is a lifting stage that can lift heavier weights and provide longer strokes compared to a typical vertical stage; common laboratory jacks can adjust height from 5 cm to 20 cm. They contain platforms to hold experiment material, a scissors-like system to achieve up-down movement and a central screw to allow manual adjustment. A suitable laboratory jack requires reasonable load capacity, movement accuracy, and operational feasibility. Based on the above criteria, this project provides several new solutions for XYZ linear stages and laboratory scissor jacks by the 3-D printing method. These solutions include 2-in
2 and 3-in
2 XYZ linear stage systems and a 4-in
2 laboratory jack. All these stage systems benefit users, especially researchers in labs, by providing great alternatives for expensive commercial laboratory linear stages. The use of Computer Aided Design (CAD) design and 3-D printing methods for these stage systems not only significantly reduces the cost per system, but also enables users to revise the design themselves to obtain the special functions they need and then puts the design into production immediately.
2. Material and methods
2.1. Linear Stages
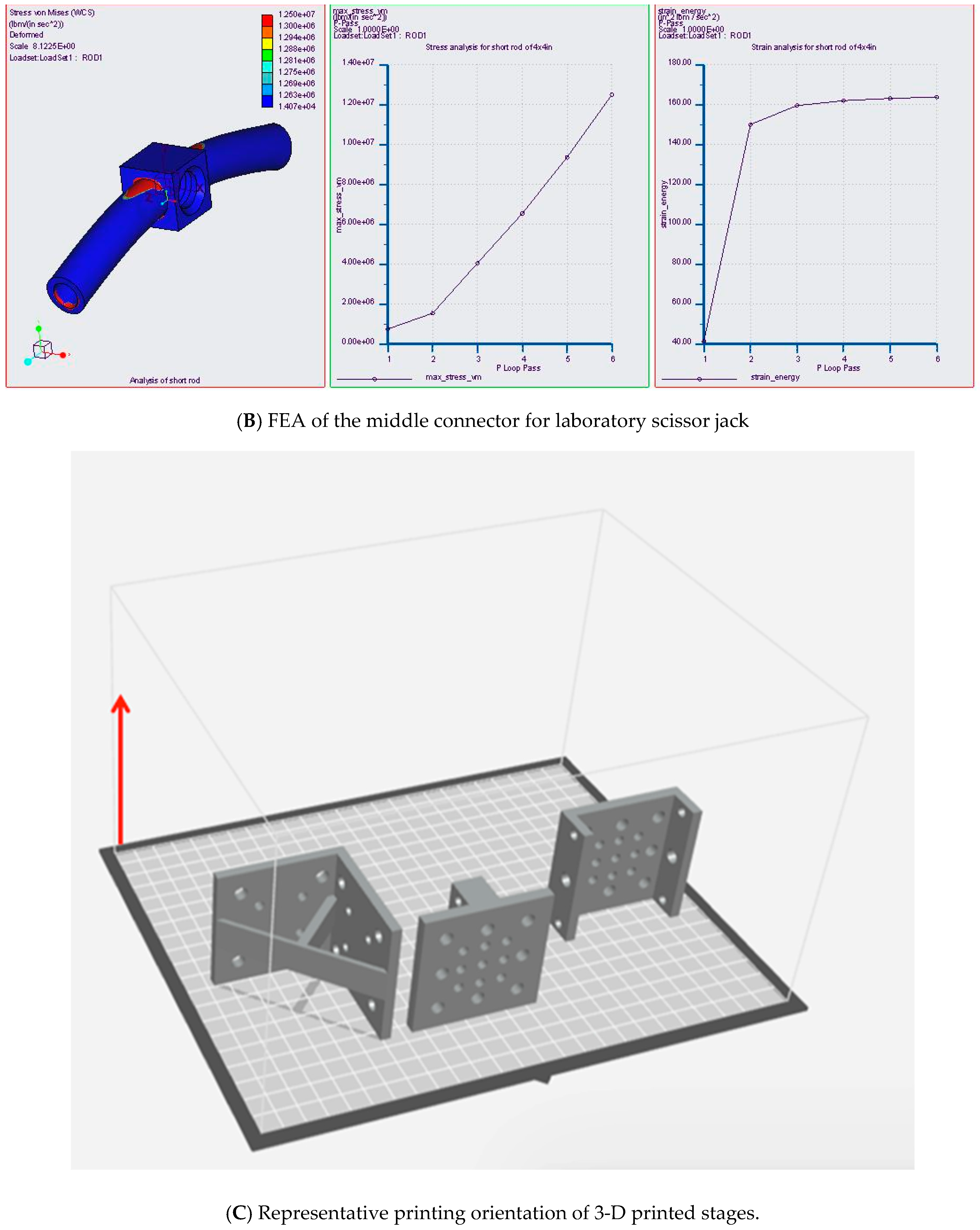
CREO CAD software (Version 4.0, PTC Inc., Needham, MA, USA) was used to design and create the 3-D models of the stages for 3-D model design as well as its possession of several default analysis functions such as stress/strain and motion analysis. In this project, CREO commands such as Extrude, Holes, Pattern, and Mirror have been used to assemble the parts and simulate practical using conditions. To conduct stress analysis and quality assurance, the multi-pass Finite Element Analysis (FEA) function was used. After the analysis design file was exported in STL format, parts were printed using a Makerbot 3-D printer (Model MakerBot Replicator+, MakerBot Industries, LLC, Brooklyn, NY, USA) with 10% infill and hexagonal patterns while temperatures were set to 210–230 °C. To guarantee the linear motion of the stage, silicone glue was used to fix the nuts and the middle hex bolt together (
Figure 1). The materials used for three different stage systems and printing orientations are listed in
Table A1 to
Table A2 along with total printing time (
Table A3 and
Table A4); Individual CAD drawings for 3 × 3-in stage and miniature stage were shown
Figure A1 and
Figure A3. all these materials were purchased in a hardware store.
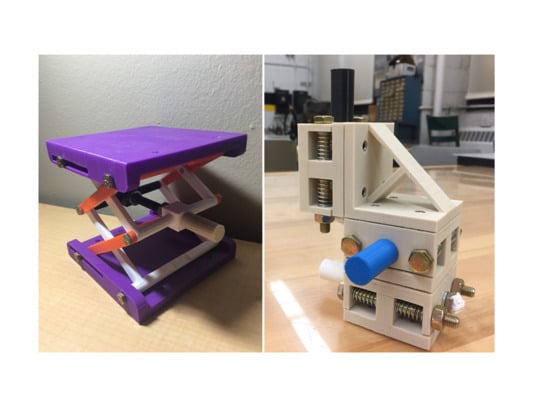
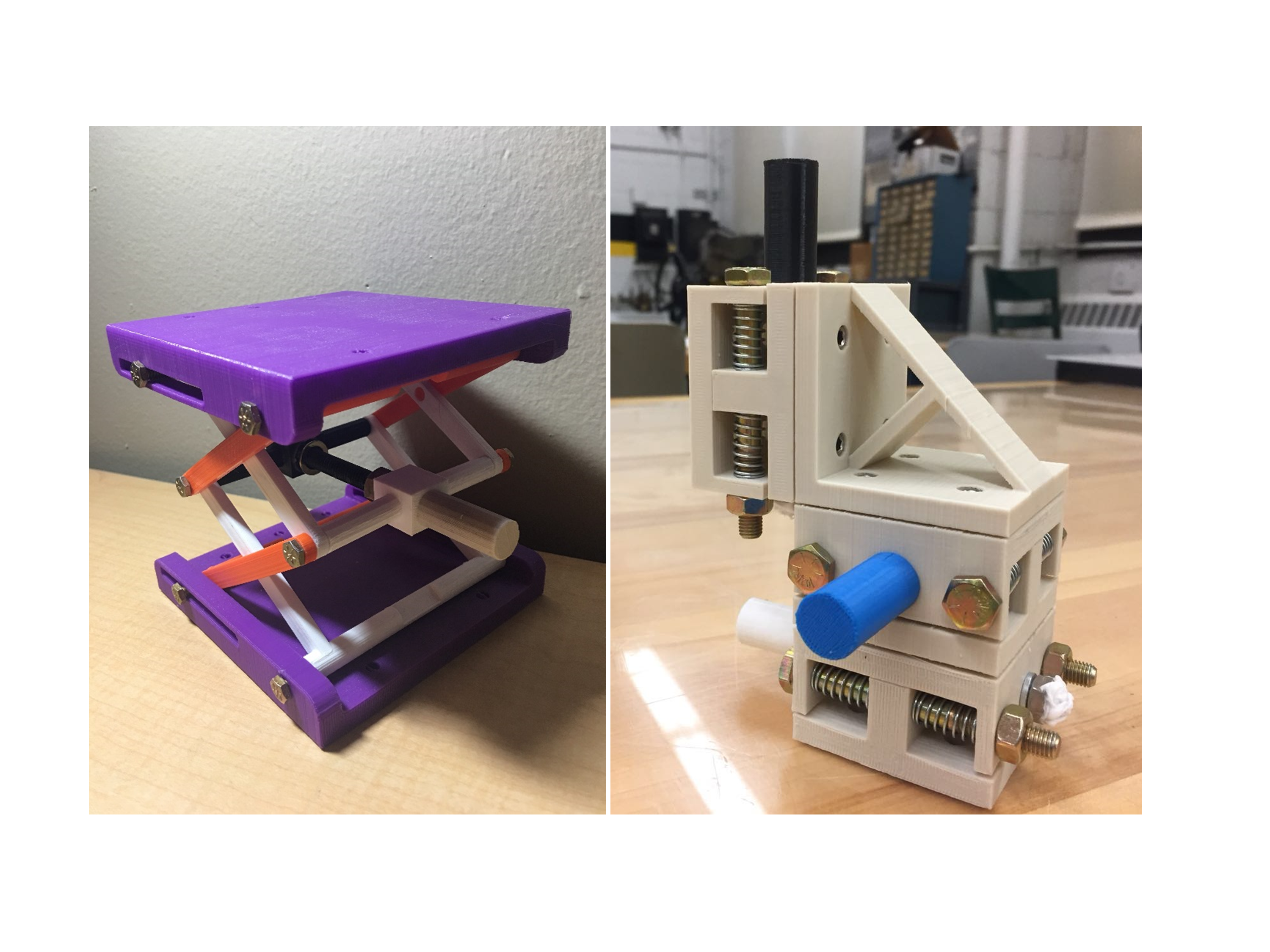
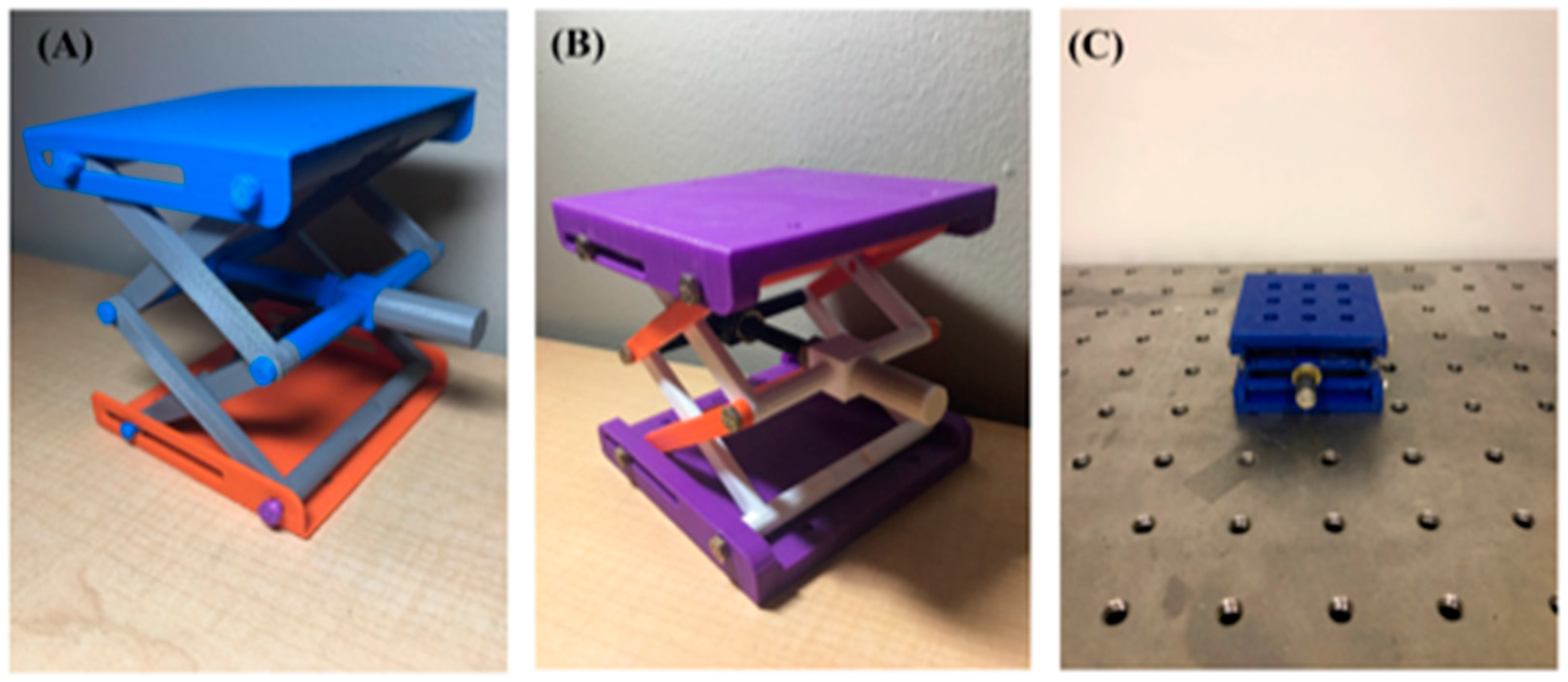
2.2. Laboratory Scissor Jacks
Parts required for a laboratory scissor jack are as follows: top and bottom platforms, scissors type 1 and type 2, short rods with and without female thread, 12 screws, a handle, and a central threaded rod (shown in
Table A5). The top and bottom platforms were designed with CREO. A rectangular platform was designed with a circular holes and a rectangular opening on two sides of surfaces. The circular holes were designed to connect the platform and scissor while the rectangular opening was designed to allow the hinge of the scissors to move freely.
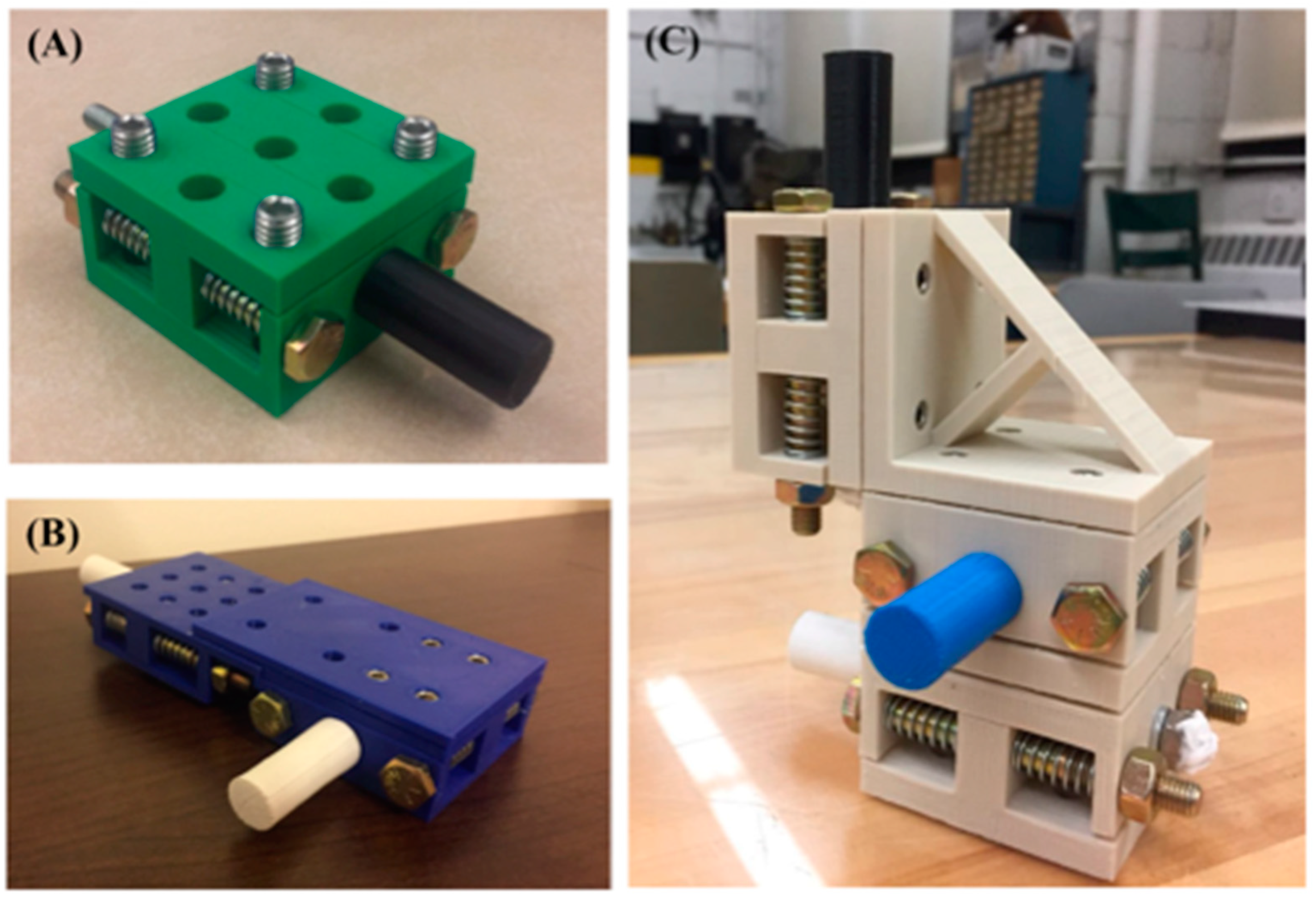
The scissor fixed at the circular hole of the platform is considered as scissor type 1. The central threaded rod was high-strength steel 5’’ long with thread size of 18 threads per inch. Both short rods were fixed by screws at the connection of four scissors. An extreme-strength steel 5/16’’18 hex nut was used on the central threaded rod. For this work, we constructed three different models of a laboratory jack: a full plastic model, called plastic laboratory jack (PLJ), a second model with metal screws, called plastic metal hybrid laboratory jack (PMH-LJ), and a custom-designed miniature laboratory jack for multispectral imaging, called mini laboratory jack (mini-LJ).
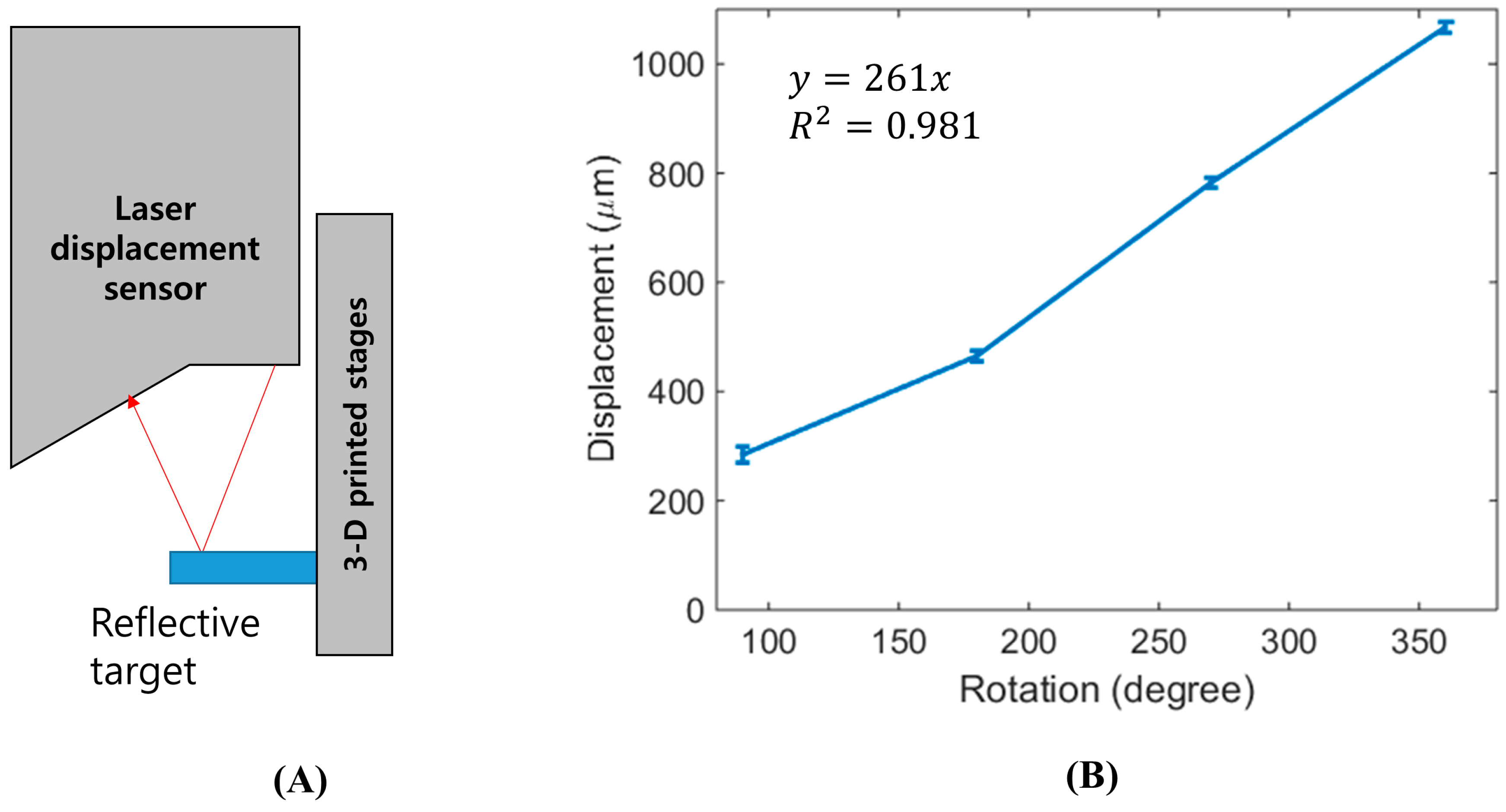
2.3. Motion and Displacement Analysis
For accurate performance analysis of both linear stages and laboratory jack, a laser displacement sensor (Keyence LT-9010M, Itasca, IL, USA) and a digital caliper (Mitutoyo 500-196, Aurora, IL, USA) were used for accurate measurement. The laser displacement sensor provided 0.1- measurement accuracy within a total range of for the stage movement analysis; the digital caliper provided 10-µm measurement accuracy with 15 cm of total stroke, so all deflection measurements except for the miniature laboratory jacks were conducted with the digital caliper. Each measurement was repeated three times for the statistical report. For linear stages, displacement was measured for rotational angle of the knobs versus linear translation. In addition, linear translation per revolution was continuously measured through the whole stroke. Repeatability tests for stages in both scales were also conducted by turning the stage three revolutions in one direction and then back in the reverse direction while continuously measuring the linear translation per revolution. For the laboratory jack, combinations of calibration masses (Neewer stainless steel set, Amazon, Seattle, WA, USA) were used to generate 100, 200, 500, 700, and 900 g of mass to replicate a vertical load on the jack.
2.4. Computational Analysis
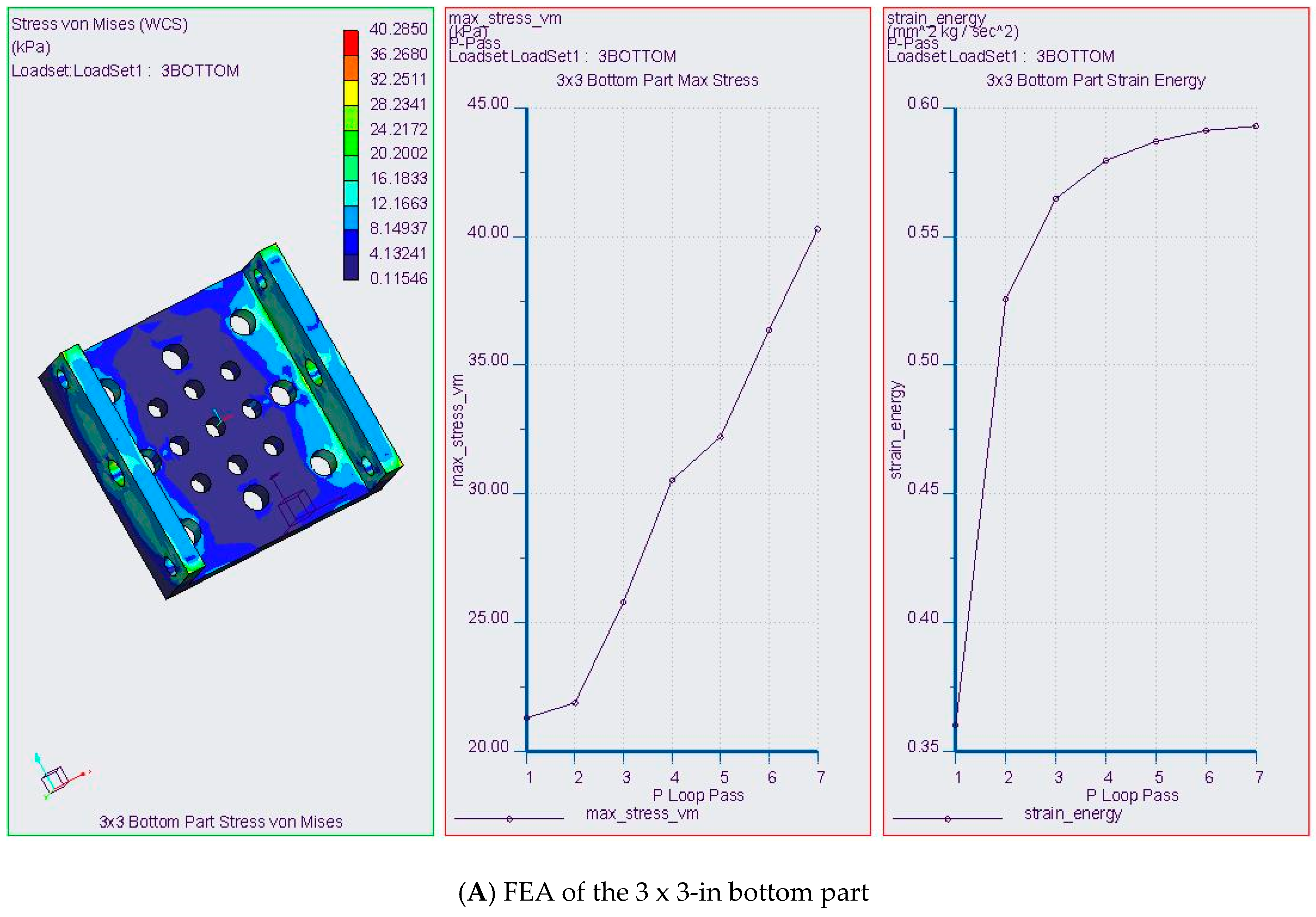
FEA analysis inside CREO 4.0 was used for stress analysis. Since XY stages are placed horizontally on a surface, the major concern regarding stress failure was for the assembled XYZ-stage. For 2 × 2 in stages, the load was assumed to be 10 N (1 kg) as the average day-to-day usage, and the 2.5 N-force (10 N/ 4 holes) was placed vertically and uniformly on each of the four through holes on the top plate. For constraints, all three-dimensional linear motions of this displacement were fixed, while the three directions of rotational motion were set as free. For the 3 × 3-in stages, all methods for placing loads and constraints were the same as for the 2 × 2-in stages; however, the load was assumed to be 20 N (2 kg), and each hole was distributed as 5 N. Additional results and printing direction were summarized in
Figure A2.
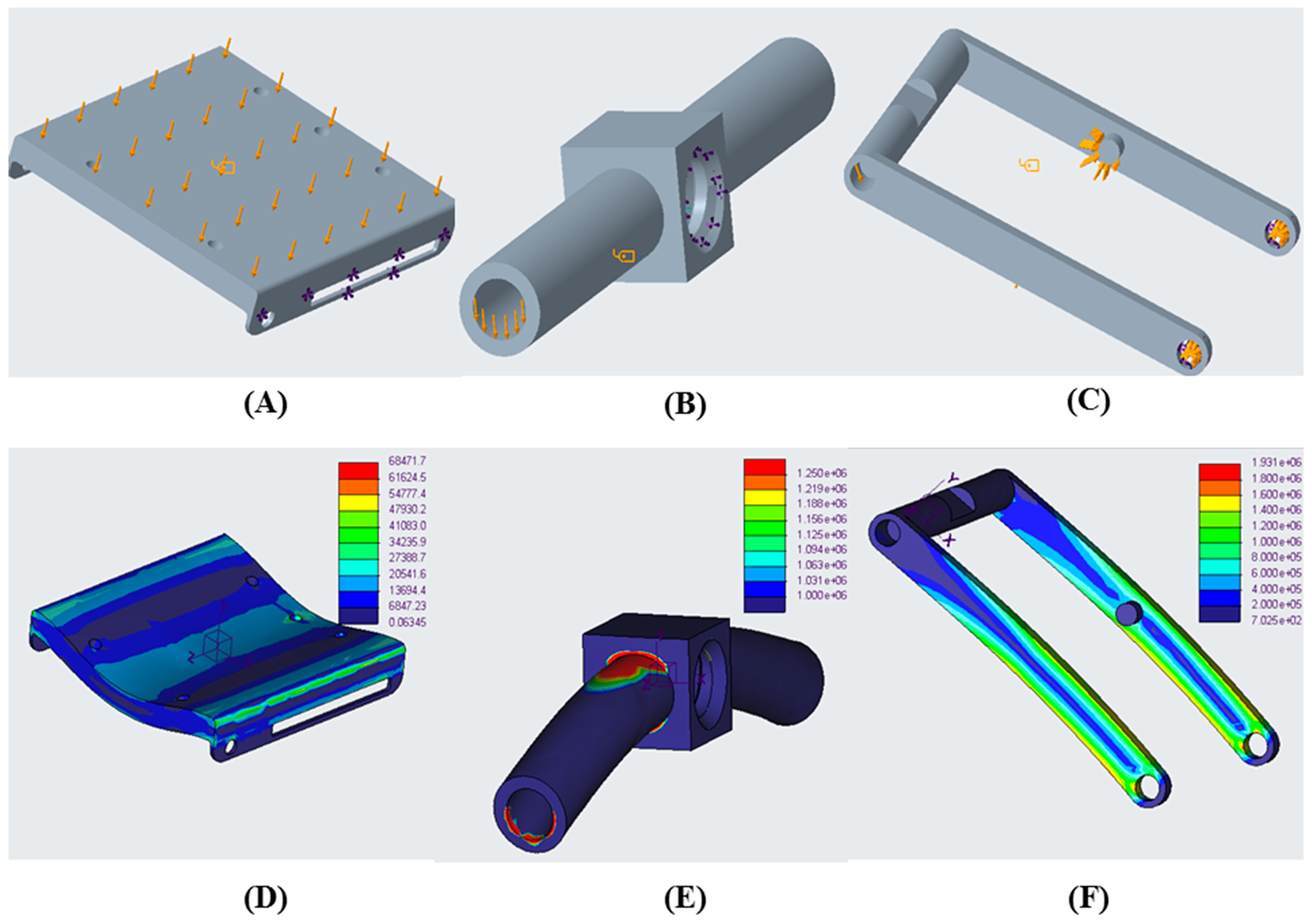
For laboratory scissor-jack stress analysis, three separate analyses were performed (platform, scissor, and short rod), since 3-D printed parts could potentially deform with large normal stress. For the platform, the load was assumed as 100 N uniformly sitting on the top surface. For the scissors, the load was also assumed as 100 N and placed at the edges of the hole with the direction of 45 degrees with respect to vertical axis. Constraints in this case were holes at the end which are assumed as fixed.
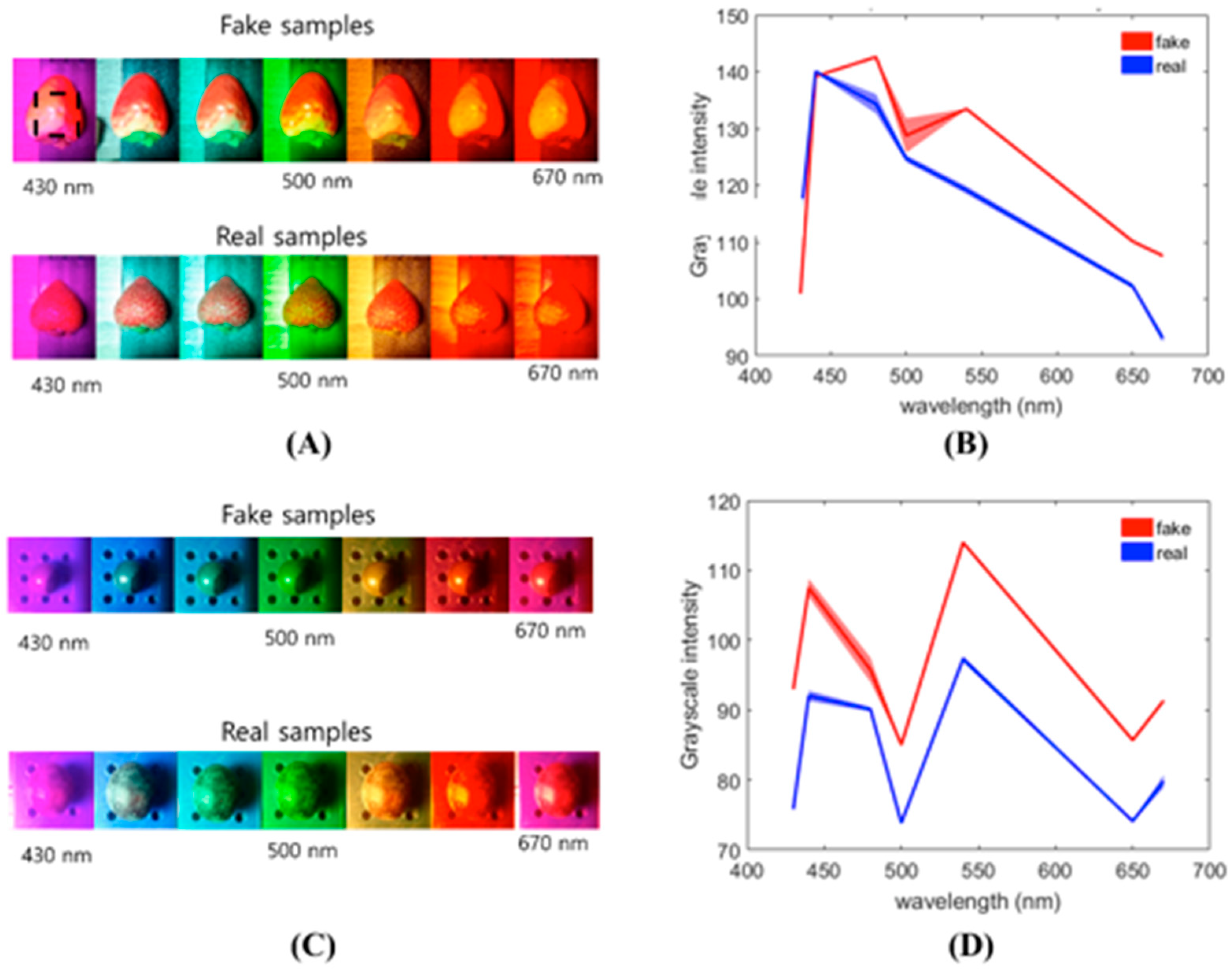
2.5. Sample Stage for Portable Multispectral Imaging Device
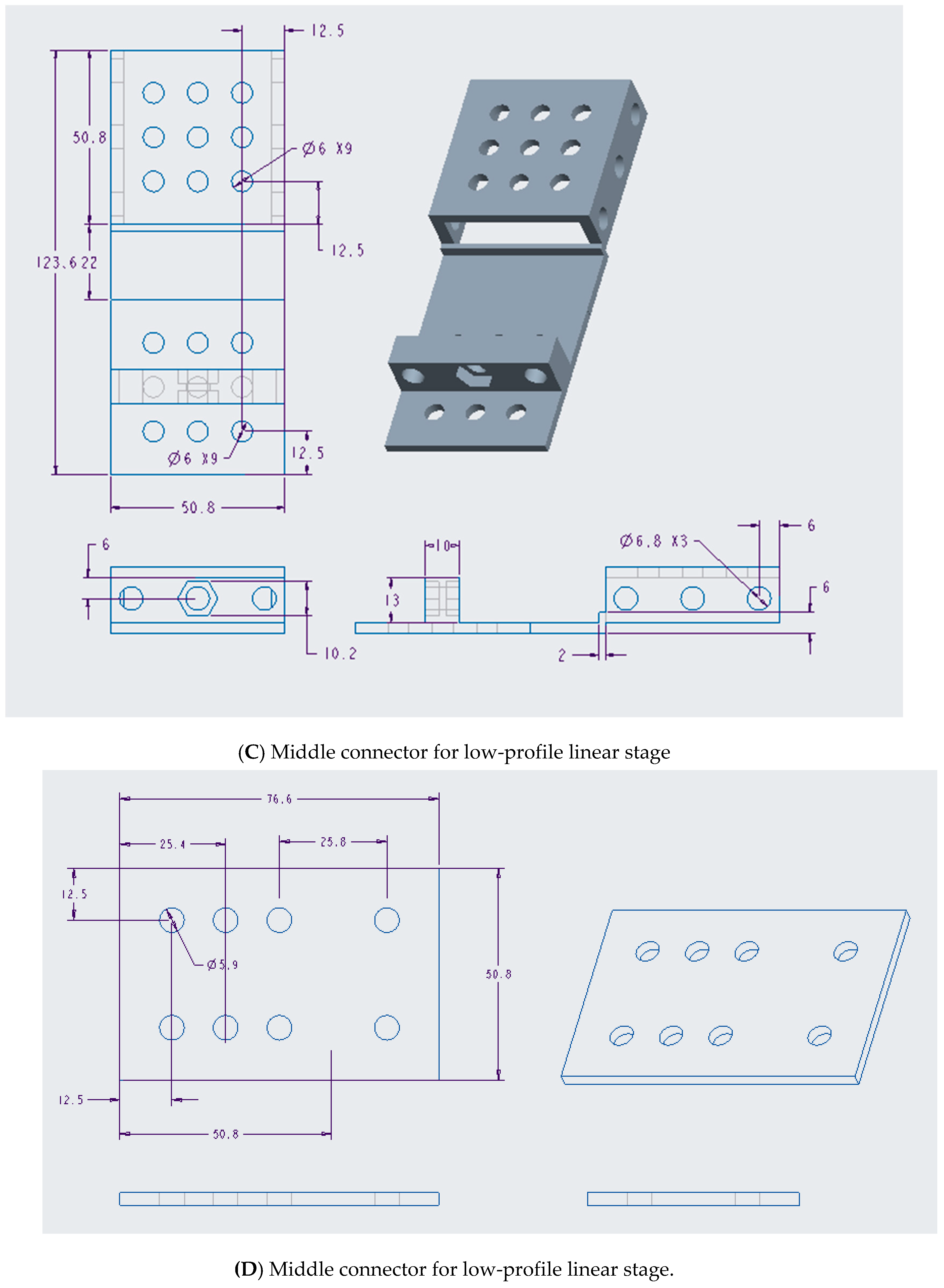
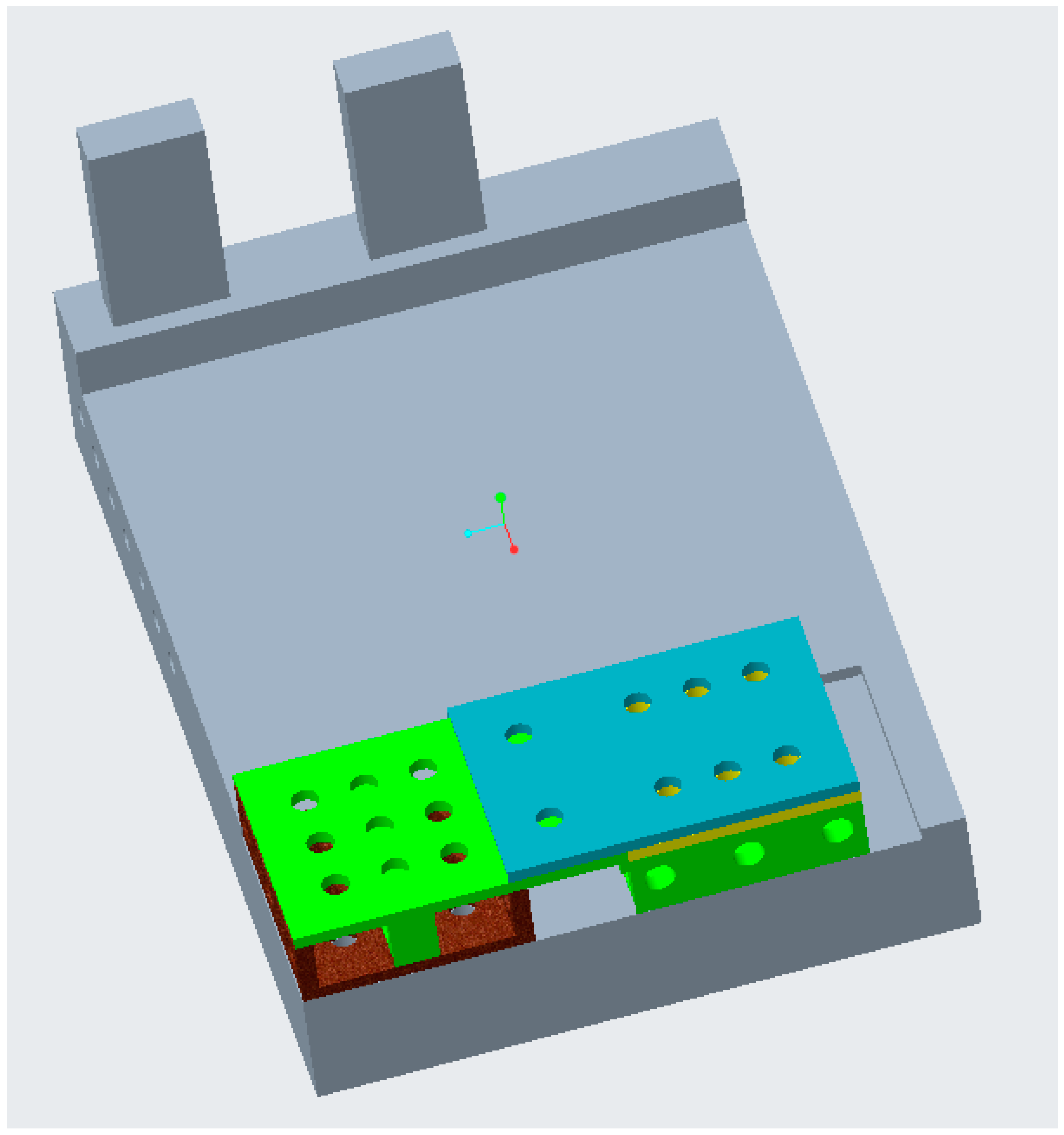
The proposed XY stages and laboratory jacks were used for sample stages in a portable multispectral imaging (MSI) system. In this application, the 2 × 2-in XY stages function as a lateral sample stage while the mini-LJ allows a large stroke of vertical sample movement, thus providing XYZ movement of the sample. Since the laboratory jack was placed directly on the linear stage, the main modification for this application was to make the total thickness of the XY stage as thin as possible in order to make room for the laboratory jack and the sample. This design utilized a new idea to reduce the total height of the XY stage system by putting single stages in parallel with each other. The connecting adapter was the critical part that combined the top part of the X stage and the bottom part of the Y stage; while the bottom part of the X stage and the top part of the Y stage were almost the same as the normal 2 ×2-in stage design. The adapter had eight 6-mm holes to connect the XY stage with the laboratory jack. This design ensured that the laboratory jack and the sample were placed exactly in the middle of the whole system when the XY stage was installed.
4. Discussion
Even though the 3-D printed laboratory stages have cost-reduction advantages, they may still be considered impractical unless their accuracy is high enough for usage. Considering the average linear displacement per revolution through the whole stroke and the repeatability tests for the 2 × 2-in and 3 × 3-in stages, the coefficient of variation (CV), 0.9% to 2.1%, is good enough for many laboratory experiments.
These low CV numbers make it reasonable to conclude that the performance of stages in both sizes remains almost constant, regardless of the relative positions of the top and bottom parts of the stages, despite possible differences in inner spring force. Moreover, these small CVs also prove that the direction of stage-handle turning does not have any influence on stage performance either. Finally, since the stage is placed vertically during the Keyence test, the small CVs also mean that the gravitational force of the stages themselves do not affect the performance of the stages, making it reasonable to conclude that the stage can be placed in any direction without any sacrifice in performance. All in all, the results of the motion and displacement analysis demonstrate the high adaptability and reliability of the stages.
When designing a customized low-profile linear stage, the main aim was to maintain functionalities while reducing the overall volume of the stage. The simplest action was to reduce the thickness of each top/middle/bottom part. However, there was a practical limit to how much we can reduce the thickness owing to concerns about material strength and interference with metal parts, so this approach produced a final thickness of 38 mm (20 mm less than the original design of 58 mm). However, there was still a margin of possible improvement, which was achieved by a unique design of parallel positioning of both stages: one stage is fixed to the MSI system, while other is bridged by a horizontal connector with about 2–3 mm clearance. This type of floating stage enabled us to keep the thickness of XY stages the same as that of a single X stage while providing translation in both directions. The total thickness is 19 mm, about 1/3 of the original thickness of a stacked XY stage.
A laboratory jack can provide vertical displacement owing to a distance change between two junction points where the two short rods and long threaded rod interact (
Figure 6A). A metal laboratory jack uses a threaded rod with two orientation threads on each side. In this case, when the threaded rod is rotated, two junction points move towards or away from each other and the jack moves in the up or down direction. The junction points nearer to the handle side can be regarded as fixed points. When the threaded rod rotates, the other point will move toward or away from the fixed point to change the distance between two junction points. However, the handle length of the plastic jack should be carefully designed to make sure that every rotation counts. At the jack’s lowest height, the handle should exactly hit the short rod. In this way, the first rotation will make the laboratory jack move up. If the handle does not hit the short rod, there will be several empty rotations at the beginning, where model and experimental discrepancy appeared (
Figure 6C. When a vertical load is applied,
Figure 6A defines the angle between orientation of the force and the jack as θ. When the jack is at its maximum height, the value of θ is the smallest. Therefore, the friction needed to keep balance is at a minimum when the jack has maximum load capacity. When the jack is at half height, the value of θ becomes larger and the friction needed is larger. At this point, the height deflection becomes larger because of less load capacity (
Figure 7).
When designing a unique experimental setup that includes an opto-mechanical positioning component, the engineer’s concept is always cross-checked with the catalog of commercial components, and we build our experiment sets based on availability. Now with the advent of more accurate and affordable 3-D printers available to the public, engineers have more flexibility to literally print their customized and unique positioning system with just the cost of the filament. Take the 3 × 3-in three-dimensional stage as an example; according to
Table A1, the unit cost of each XYZ stage (3-D stage) is
$36.08. However, the typical cost of a commercial XYZ stage exceeds
$500, approximately 14 times that of our 3 × 3-in XYZ stage. The second advantage of our 3-D printed stages is time efficiency. According to
Table A3 and
Table A4, the total printing times for the 2 × 2-in and 3 × 3-in three-dimensional laboratory stages are 16 h 12 m and 32 h 47 m, respectively. Although purchasing a three-dimensional stage through a website might be a one-click process, delivery may take some time. Relatively short preparation time for the 3-D printed stages makes it feasible to fabricate the stages in case of need, instead of making purchases in anticipation of usage. One example of the custom-designed opto-mechanical positioning system was shown in the application of portable MSI. The current report is based on the general printing technique of fused filament fabrication (FFF), also known as fused deposition modeling (FDM). PLA and ABS are two of the major materials used. PLA-printed objects are less temperature sensitive and provide better surface quality and strength, although printed objects become degraded over time when in contact with liquid such as water. ABS is sensitive to temperature changes but can withstand more wear and tear. However, owing to the temperature sensitivity, ABS requires more time to cool down and typically generates more curling and warping during the printing process [
17,
18]. Printing with PLA not only provided enough tensile and axial strength for overall stability, but also saved significant amounts of time and money for prototype and assembly iterations (
Table A1,
Table A2 and
Table A5 show bills of materials). Conducting this design iteration with a conventional machine shop would have taken more resources to complete the same task. One downside of the 3-D printed system is that these systems will not provide a feasible solution for nanometer-scale positioning. However, many applications, including our MSI, find that a resolution of 5–100 m is sufficient for certain applications [
19] and research is being reported on next-generation development of nanoscale 3-D printing [
14,
20].




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


















