4.1. Formulation and Characterization of the Optimization Problem
The goal of the rotor optimization is to find optimal rotor designs which yield a higher TSE, lower costs and a faster production. These conflicting objectives are considered separately, thus implying the need for multi-objective optimization. In addition to these objectives, there are also three constraints that represent the three load cases for which the rotor must be designed. To formulate the optimization problem, the optimization variables as well as the design variables are defined. Design variables are externally specified variables. This study primarily considers flywheels for transportation applications such as in cars or trains where the construction volume is limited. The height and the outer radius of the flywheel are therefore design variables. The inner radius depends on the hub and shaft geometry which is typically determined by the used electrical machine and bearing system.
FESS rotors are either built with an integrated or external electrical machine. While the external electrical machine uses a shaft, the integrated topology requires a central stator unit enclosed by the rotor. A major drawback of the external electrical machine is the necessary hub. High rotational velocities cause increasing radial forces in the rotor. Hence, the rotor will expand faster than the shaft. The hub must ensure a stable connection with the rim while compensating for the different growth of rim and shaft. The consequence is a considerable design challenge: if the hub is too rigid, it will detach under high radial stresses. Conversely, a too flexible hub does not allow transmitting the high forces from the rim to the shaft. An integrated topology avoids the aforementioned problems due to its different assembly. However, this advantage is associated with significant disadvantages. The air gap of (possible) magnetic bearings and of the electrical machine rises because of occurring strains with increasing rotational speed. Since an enlarged air gap requires increased magnetic flux to ensure the same power, energy efficiency is reduced. Further, the motor/generator is almost in direct contact with the composite materials. Due to the operation in a vacuum enclosure (to reduce substantial air drag losses), heat from electrical systems can only be dissipated by radiation. Thermal stresses on surrounding composite materials impose limitations because they reduce strength and may accelerate material creep processes. Since these disadvantages are difficult to overcome, the presented study is based on an external electrical machine configuration.
Based on the above consideration, the rotor inner radius is considered to be a design variable. The optimization tries to increase the TSE by designing a multi-rim rotor. The number of rims highly increases the optimization time. Therefore, a maximum number of rims Nrim,max is also externally specified limiting the computation time. Calculating production times and costs requires information about the used fabrication equipment. Related information represents the last design variable. Results of the presented optimization tool are therefore only optimal for the selected fabrication facility configuration. Even though this restricts the validity of the results to a specific configuration, this procedure also highly simplifies the optimization problem. In practice, companies usually have machines in place that cannot be easily replaced due to high acquisition costs, and hence, the optimization tool and design variables would have to be adjusted accordingly.
Optimization variables are optimized and returned by the algorithm. In this study, the optimization variables are the maximum angular velocity
ωmax, the rim number
Nrim as well as the rim thickness
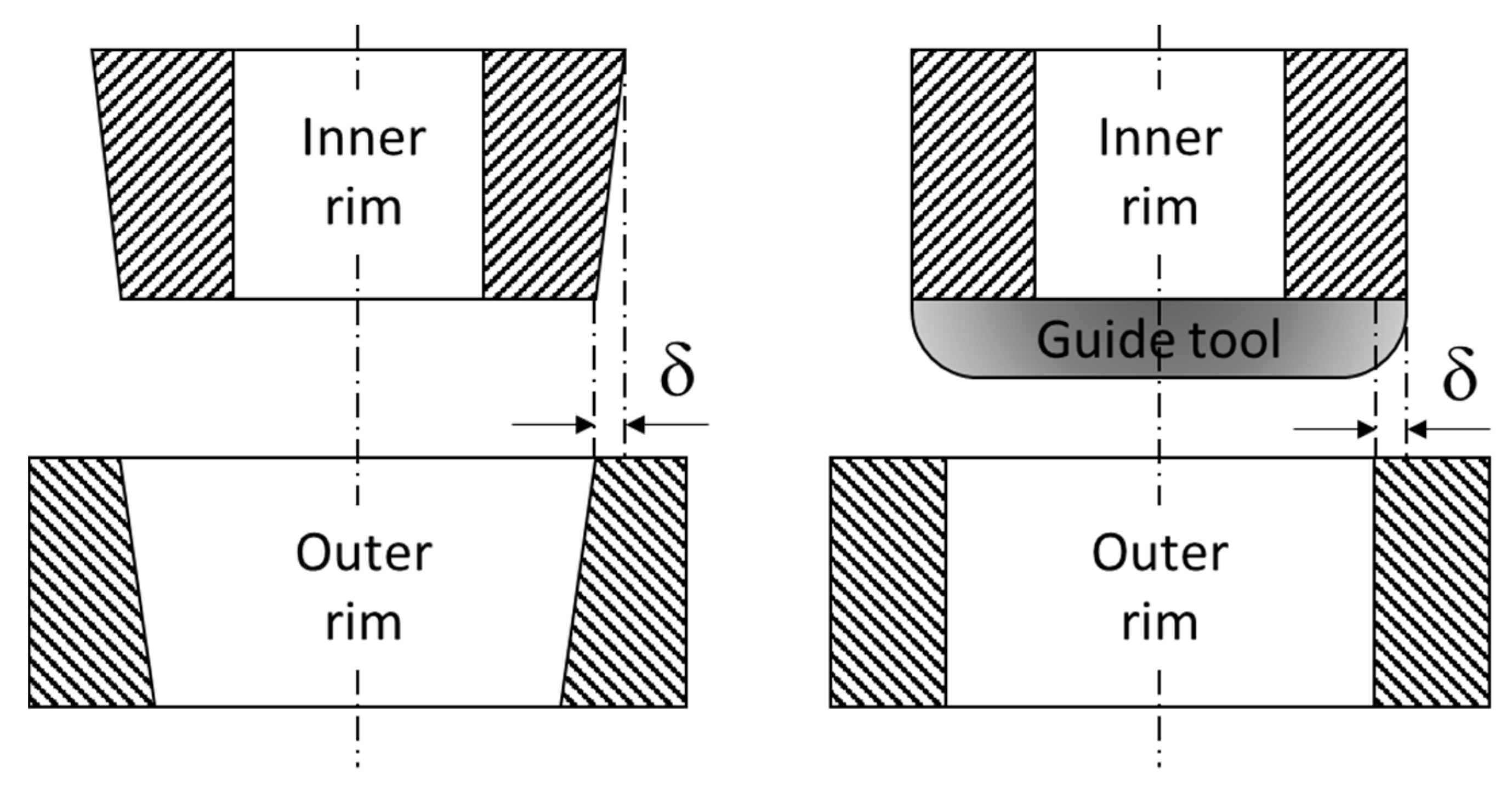
ti (i.e., the radial rotor dimension), the radial displacement due to press fitting
δi and the material choice
xmaterial,i for each rim
i. The rim number and the material choice are the most challenging optimization variables as they tremendously increase the complexity of the optimization problem. The optimization of material properties is discrete. Since a gradient cannot be calculated for a discrete problem, this excludes all local optimization algorithms. Local optimization algorithms are more effective than global algorithms, therefore, the discretization of the problem negatively effects the computation time. To solve discrete optimization problems, they can be transferred into integer problems. For the considered problem, the material choice
xmaterial,i has to be an integer variable:
Each integer represents a material of a given material set. Hence,
can be interpreted as the material number. To specify the range of this variable,
is bounded as:
where
is the number of considered materials. To specify
as taking discrete values from a set
a function
is used that assigns a specific property to each material. Herein,
denotes a single material property, e.g., the material density
. Therefore, the function
would return the density of material
:
Since the material choice is the only integer variable in the optimization vector, the entire problem is called a mixed-integer optimization problem.
The number of optimization variables depends on the number of rims. For this reason, the addition of the rim number as an optimization variable leads to a dynamically sized optimization vector. There are no algorithms that can directly solve an optimization problem with a dynamically sized optimization vector. Therefore, the optimization problem must be solved for each number of rims separately. The mathematical formulation of the optimization problem is given by Equation (29).
where
,
and
denote the strength ratios for the three load cases. The last three boundary conditions help to accelerate the convergence procedure by limiting the problem space. Herein
is the lower bound for the rim thickness which can be determined by the production accuracy.
,
and
are the upper bounds for the rim thickness, the radial displacement and the angular velocity, respectively. They are to be set to reasonable values. The sum of all rim thicknesses must be equal to the difference between outer and inner radius. This is the only equality constraint and further increases the problem complexity. In summary, the problem can be classified as a multi-objective, mixed-integer optimization problem with nonlinear equality and inequality constraints and a dynamically dimensioned optimization vector.
4.2. Hybrid Optimization Strategy
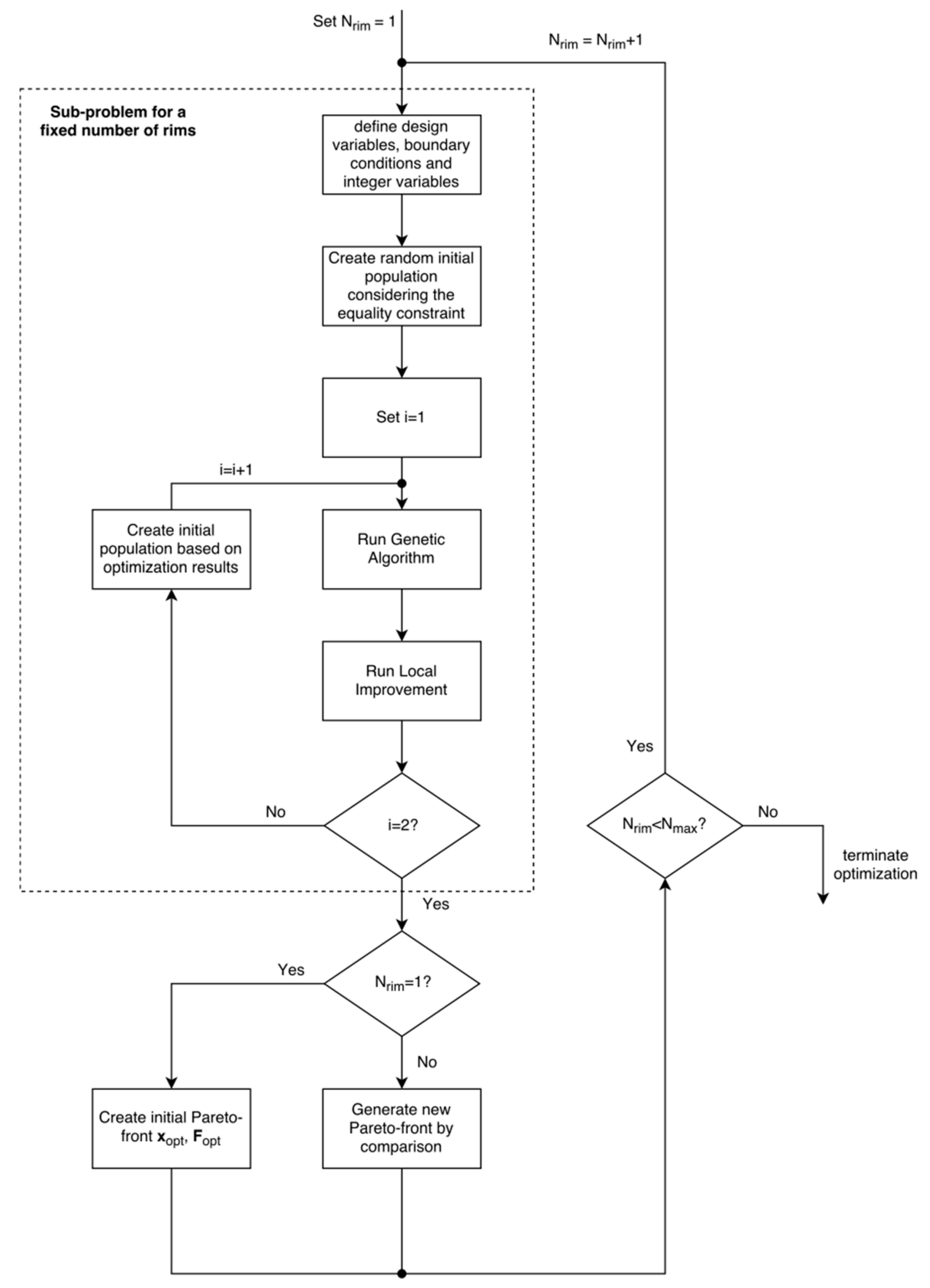
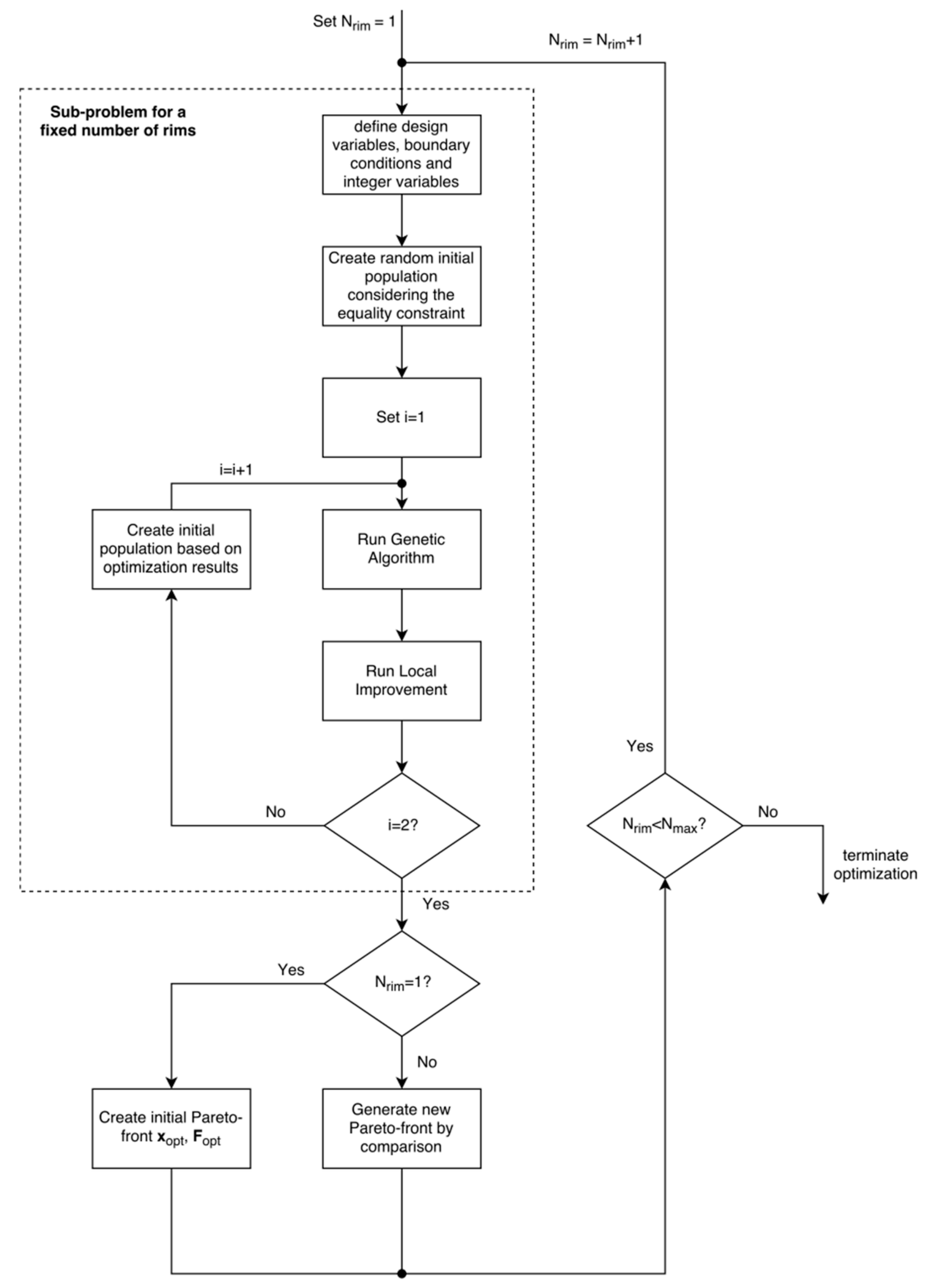
The optimization problem is solved by a hybrid optimization strategy. A schematic of the entire procedure is depicted in
Figure 3. Since there is no algorithm to solve an optimization problem with a dynamically sized optimization vector, the problem is solved iteratively. Therefore, the algorithm runs separately for a pre-defined number of maximum rims
Nmax. The number of rims considered is increased by one after each iteration. The optimization algorithm terminates if the maximum number of rims is reached. In the result, a sub-problem is created that considers the number of rims as a fixed design variable. Each iteration generates a Pareto-front with the optimization matrix
Xopt and the corresponding objective values
Fopt. Each solution
xs,opt,
fs,opt on this Pareto-front is compared to the previous Pareto-front to find the non-dominated solutions.
A solution Pareto-dominates another solution if the following equations are satisfied:
Therefore, a Pareto-dominant solution has at least one objective value that is better and none that is worse than the objective values of the dominated solution.
For the sub-problem itself a combination of the GA and SQP was used, which were both implemented in the numerical computing environment MATLAB (MathWorks, Natick, MA, USA). The GA is not able to solve the sub-problem for Nrim > 1 in an appropriate time. The number of optimization variables is increased by three for each additional rim. The calculation of the fitness values takes longer with an increased number of rims. Further, a large number of optimization variables makes it more difficult for a stochastic optimization algorithm to find an optimal solution. To gain a better understanding of the problems associated with a GA, an example is analyzed.
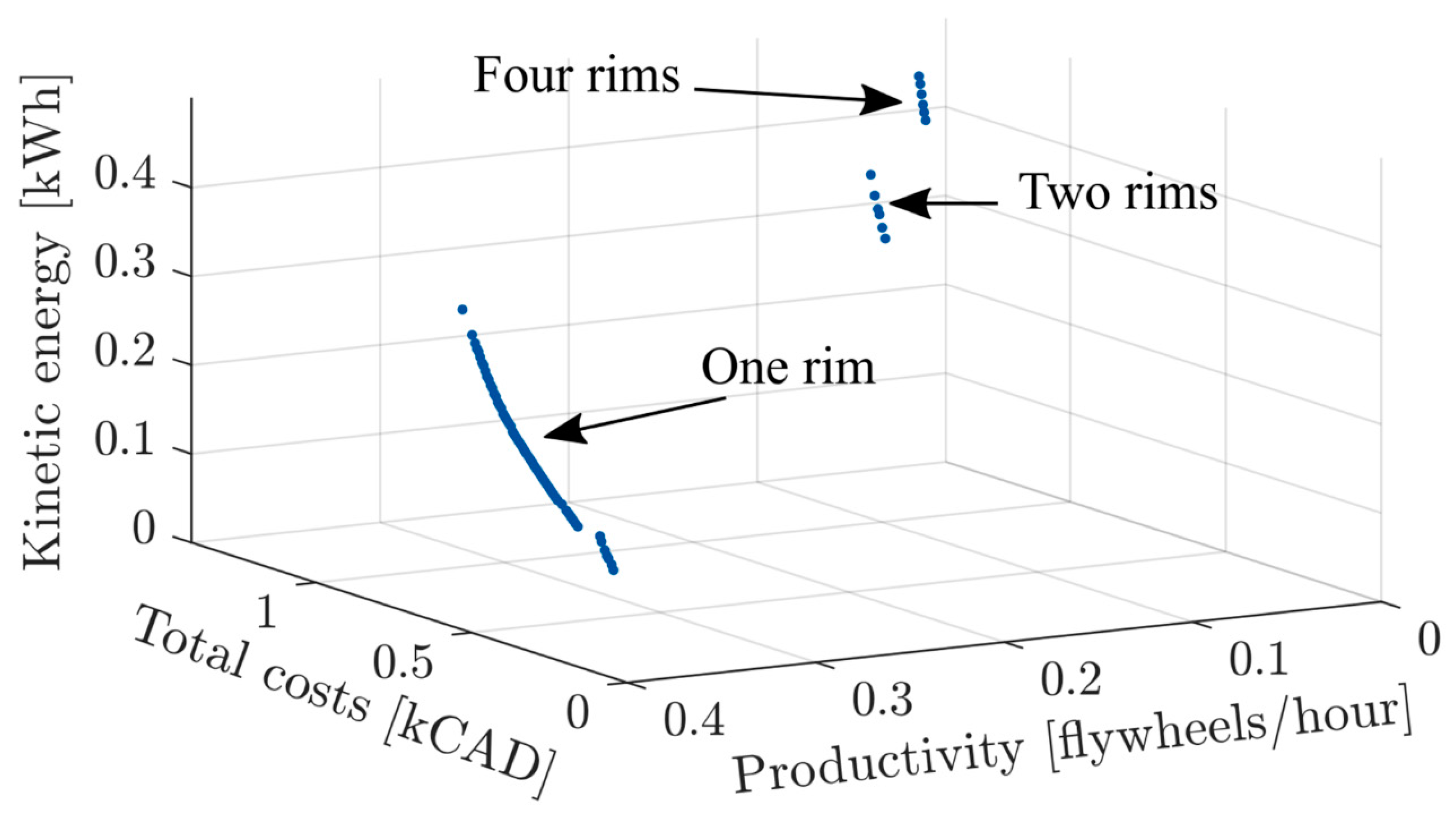
A two-rim flywheel is considered, where the inner rim is made of a glass fiber composite
and the outer rim is made of a carbon fiber composite
). In
Table 5 three feasible solutions for the optimization vector and the corresponding objective values are shown. Solution one and solution two differ only in their rotational speed and the interference between the both rims. While the speed is increased, the interference is decreased, resulting in higher kinetic energy. Consequently, solution two has a greater strength ratio, thus the flywheel operates closer to its load limit. Since these variables do not affect the productivity or the cost, solution two Pareto-dominates solution one. Assuming the GA compares solution one with solution two, it would assign a better fitness value to solution two. Solution three is created by only increasing the rotational speed, resulting in the same objective values as solution two. The third solution; however, has lower stresses due to the greater interference. Therefore, the third solution would still be feasible even if the rotational speed is set higher. Overall, the third solution is the best choice. The GA prefers solution two over solution one. Without knowing solution three, the genetics of solution two would be used to derive the next generation. Therefore, the worse gene of the interference is also transferred to the descendants. This example highlights the fact that the GA considers only the fitness value and no gradients. The positive impact of the increased rotational speed overcompensates the negative impact of the decreased interference. The algorithm; however, only sees the result, which is the better fitness value. In the long run, this will lead to an acceptable result. However, this method is associated with unacceptably high computation time for a large number of rims.
To overcome these problems, a local improvement is used. The basic idea is to use the existing knowledge about the system to accelerate the convergence process. There are two key facts known about the system. First, the interferences
δi only affect stresses. Second, the angular velocity
ω only affects stresses and kinetic energy. After terminating, the GA returns the Pareto-front
X’opt,
F’opt, where
x’s,opt is a single solution on this front and is defined as:
Applying the system knowledge, each solution
x’s,opt on the Pareto-front can be further improved by solving a single-objective sub-problem. This sub-problem only maximizes the kinetic energy by optimizing the angular velocity and the interferences, i.e.,
Since there is no relation between the angular velocity and the interferences on the one hand and the residual stresses on the other hand, the load case previous to press fitting is not relevant to this sub-problem. The sub-problem can be characterized as a continuous nonlinear constrained single-objective optimization problem for which the SQP algorithm is appropriate. Although the sub-problem has to be solved for each solution x’s,opt, the additional computation time is comparatively low. This is due to the fact that the sub-problem is less complex and gradient-based algorithms generally converge faster. To further improve the optimization result, the GA and the local improvement is run a second time. Based on the results of the first optimization, the initial population of the GA is generated.
To justify the use of the hybrid optimization strategy, its performance was compared to the genetic algorithm. It was shown that the solutions of the hybrid strategy always dominated the GA. In particular, the difference of performance between hybrid and genetic algorithm is larger for a greater number of rims. This is due to the fact that the number of variables increases with the number of rims. A high number of variables impedes the optimization procedure of the genetic algorithm. The local improvement of the hybrid strategy supports the genetic algorithm resulting in greatly enhanced performance.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}