
Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel


Abstract
:
1. Introduction
2. Experimental Details
2.1. Workpiece Material
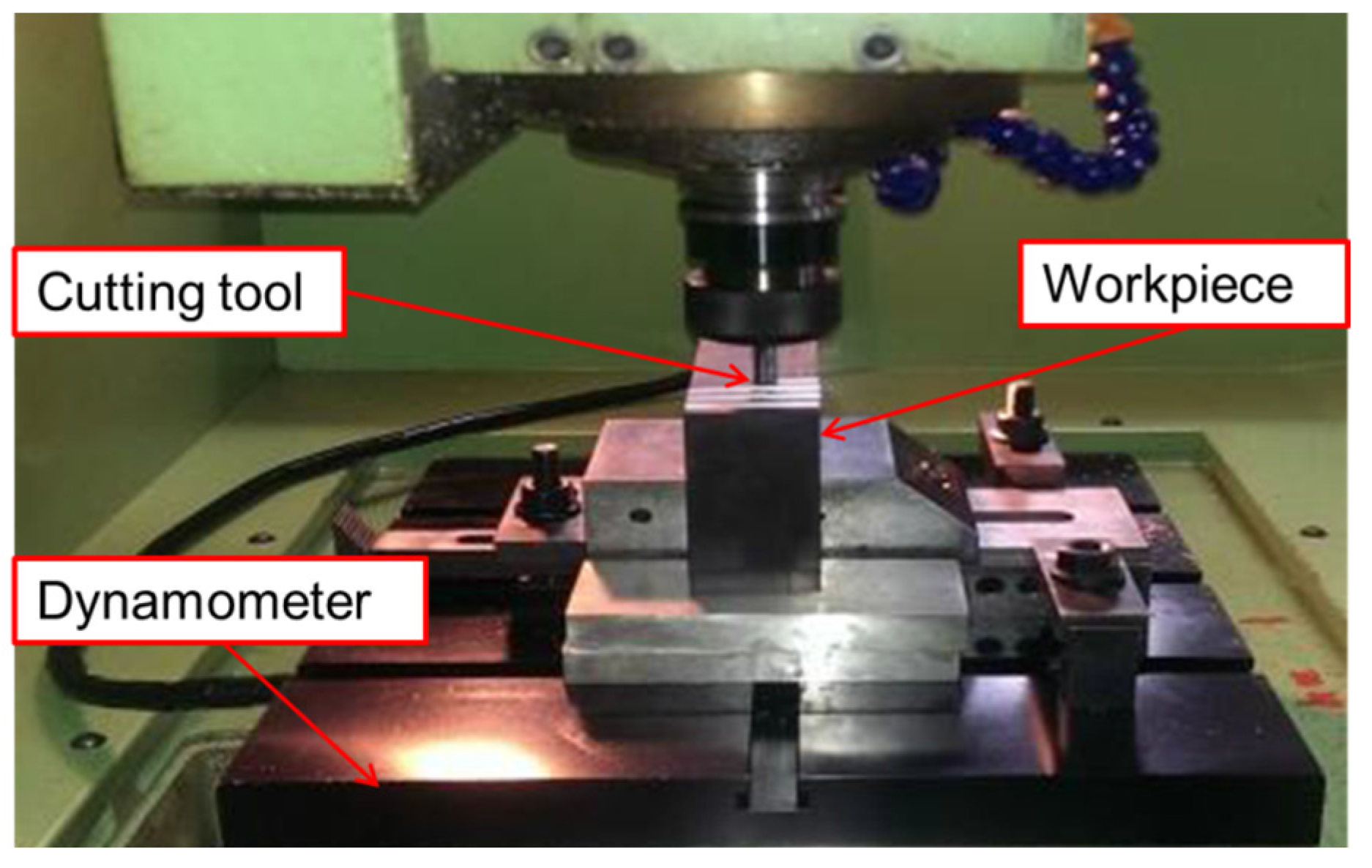
2.2. Tools, Machine Tools and Measurement Instruments
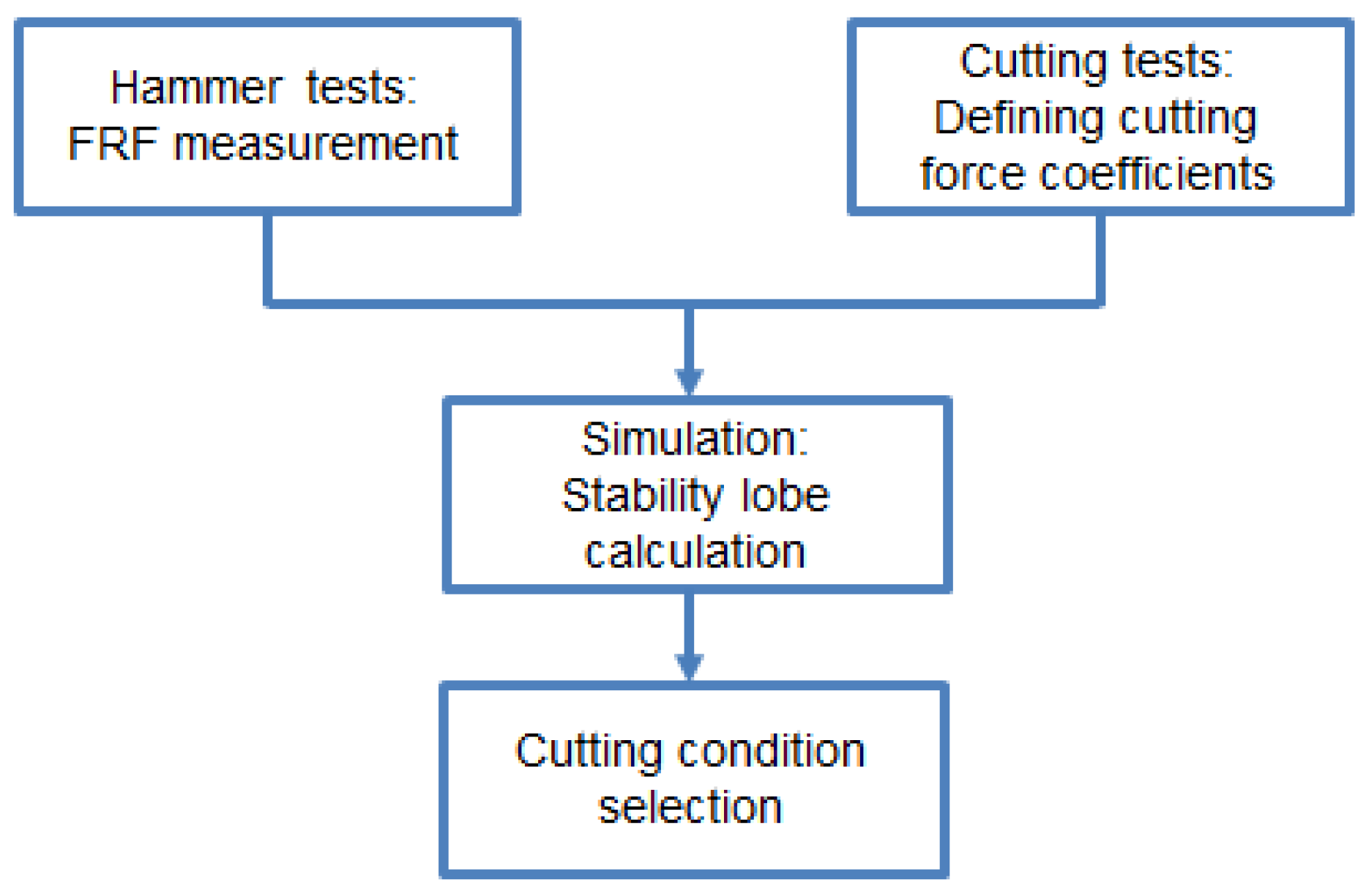
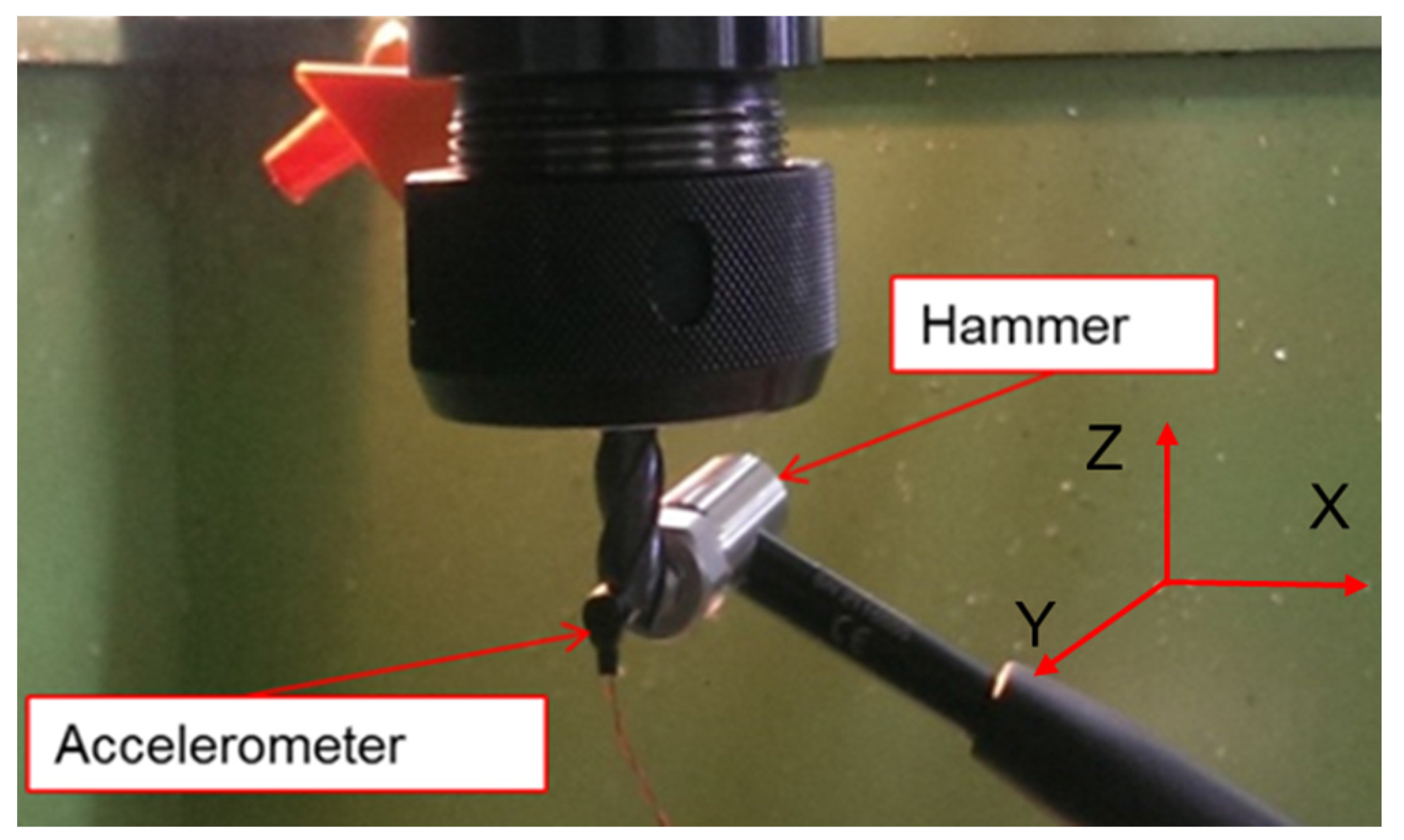
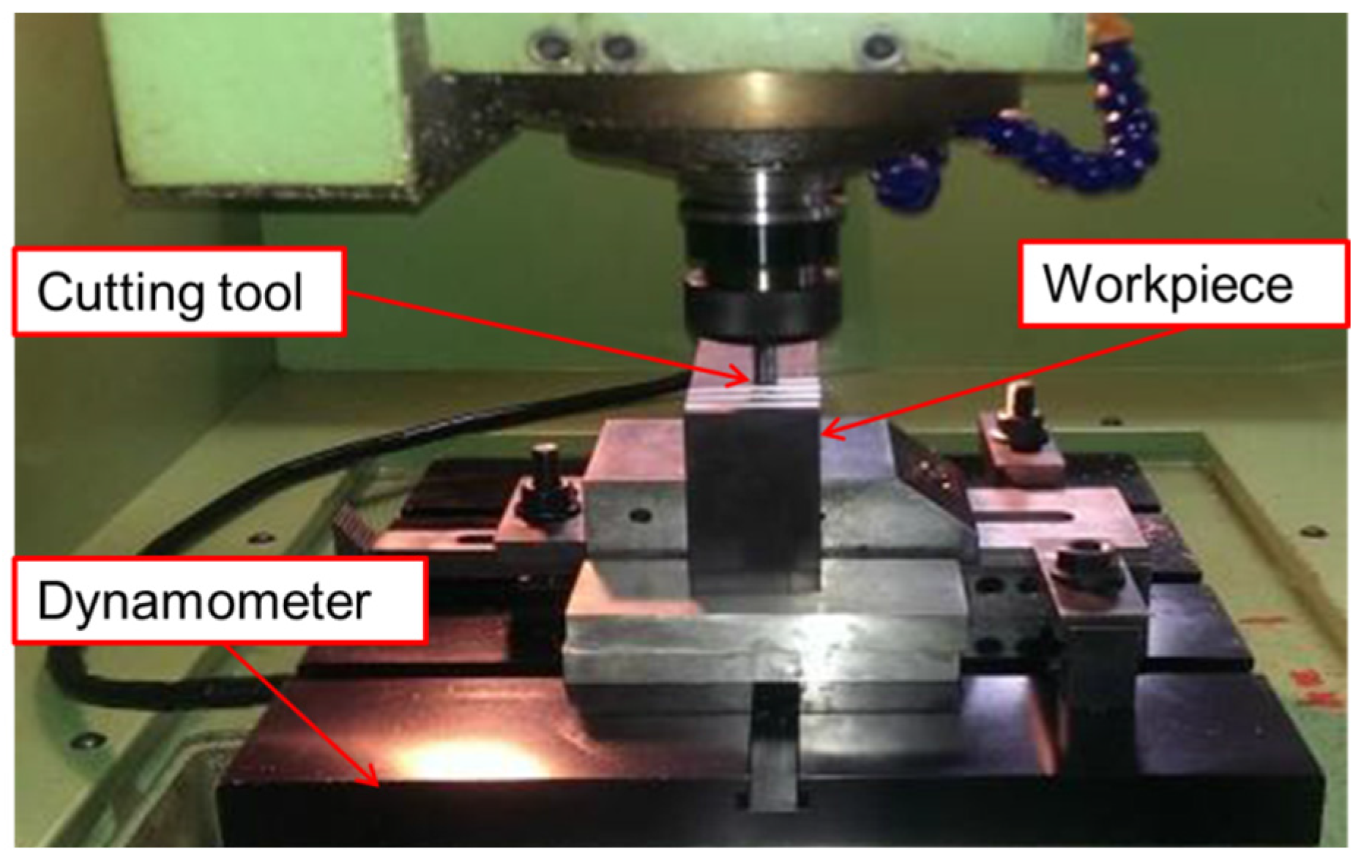
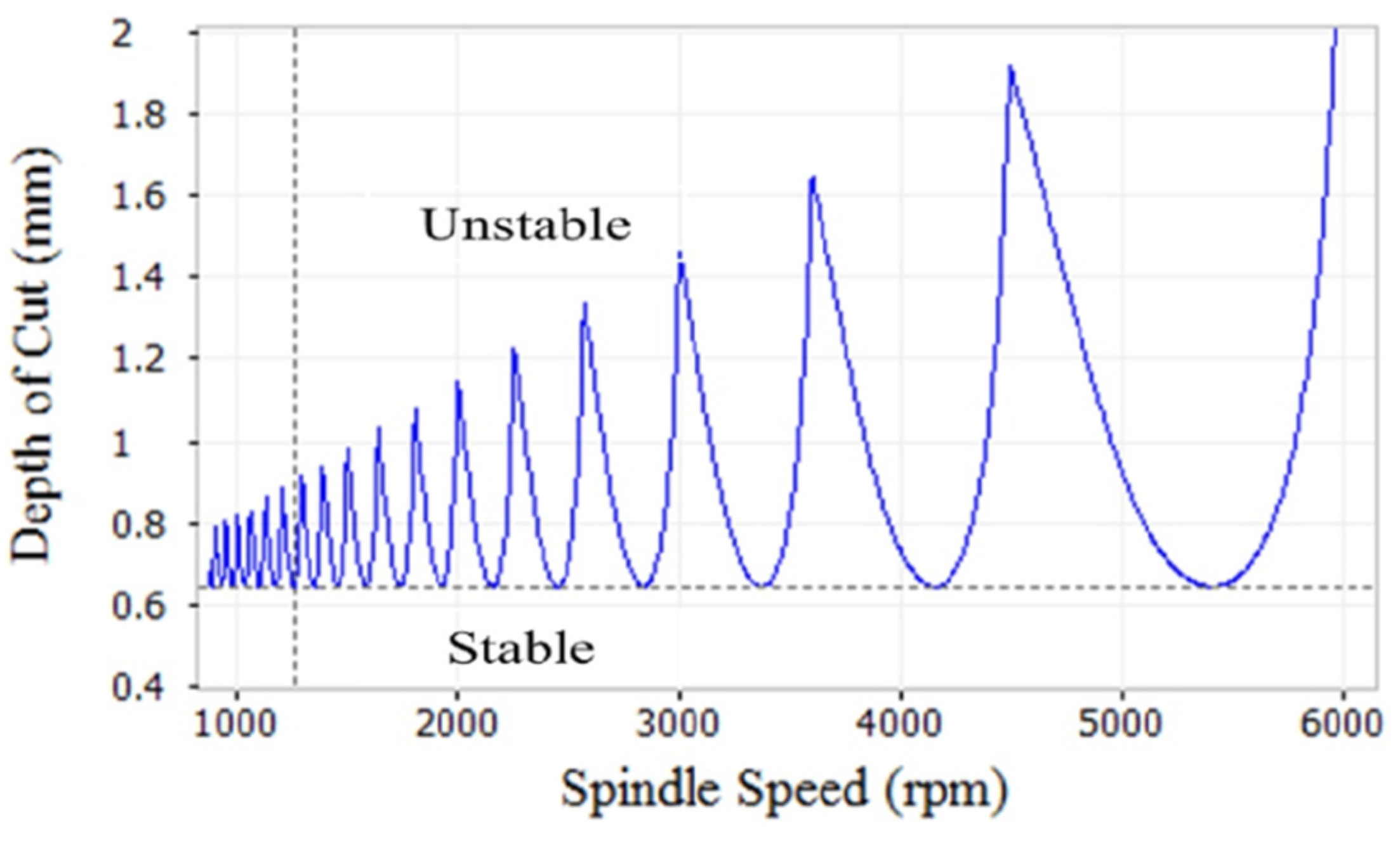
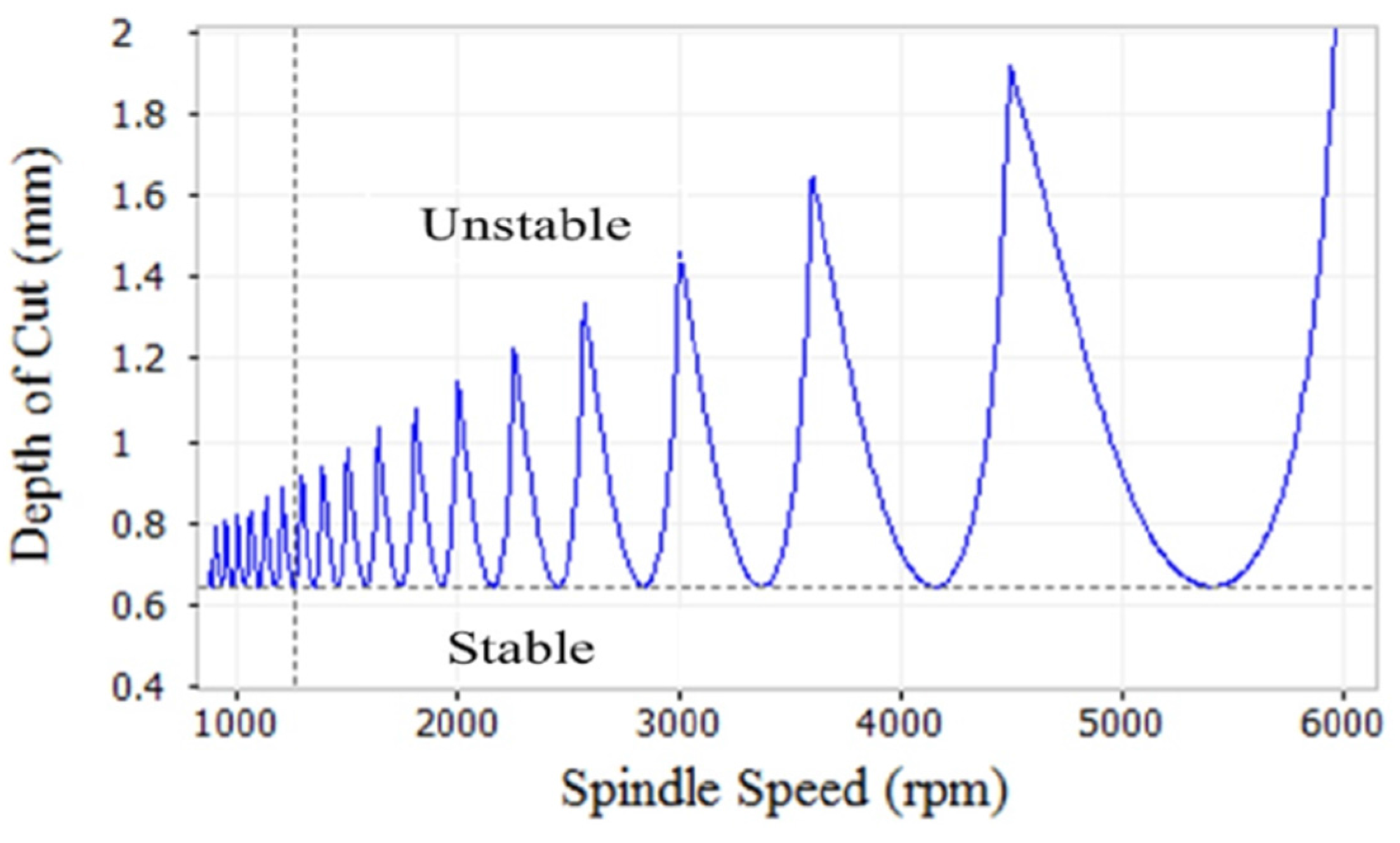
2.3. Identification of Cutting Conditions for the Hard Milling Test
3. Design of Experiments
3.1. Taguchi Technique
3.2. RSM Based Model for Surface Roughness
3.3. Desirability Function
4. Results and Discussion
4.1. Analysis of Variance for Response Surface
4.2. Model of Ra-Based RSM
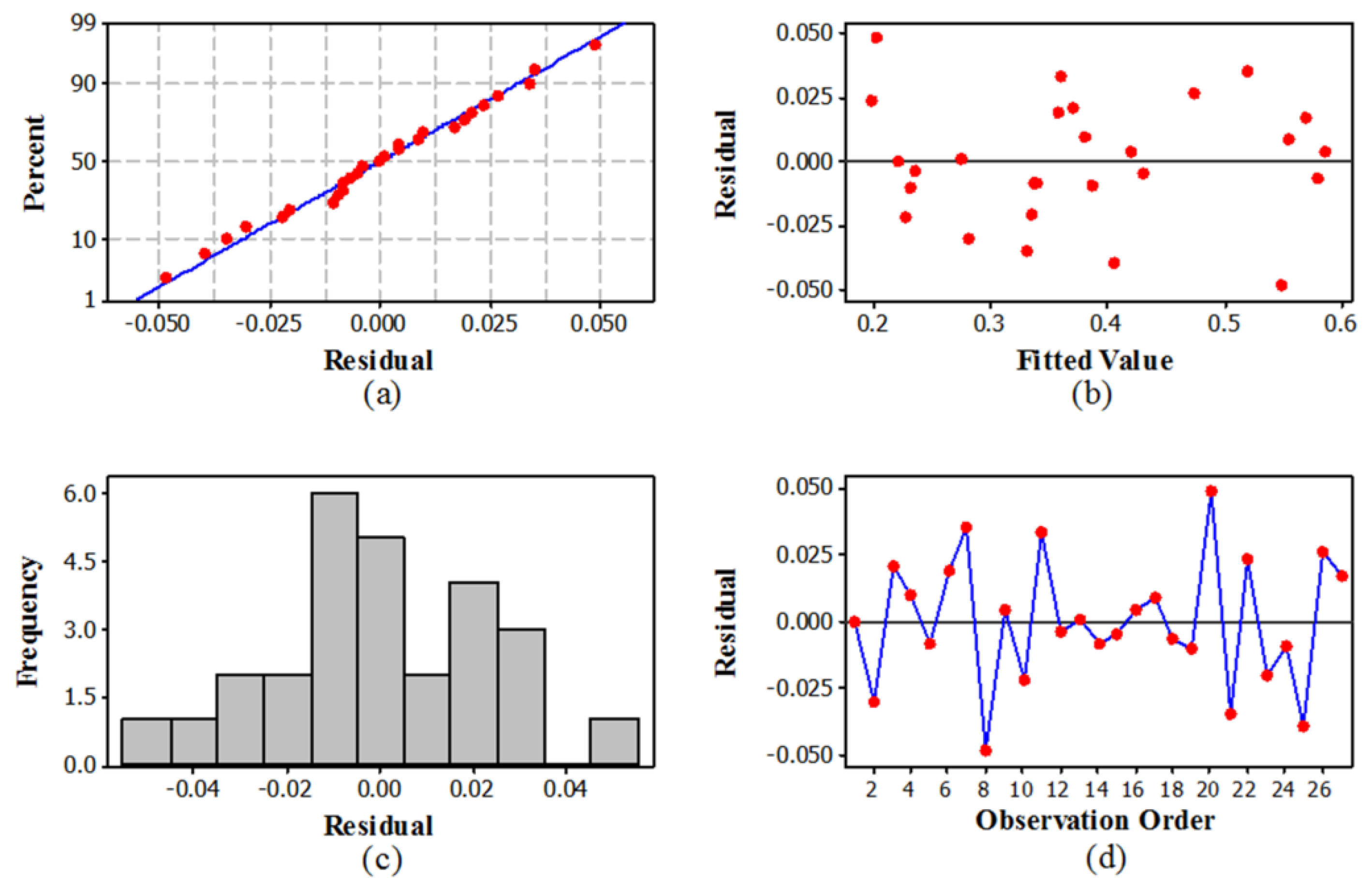
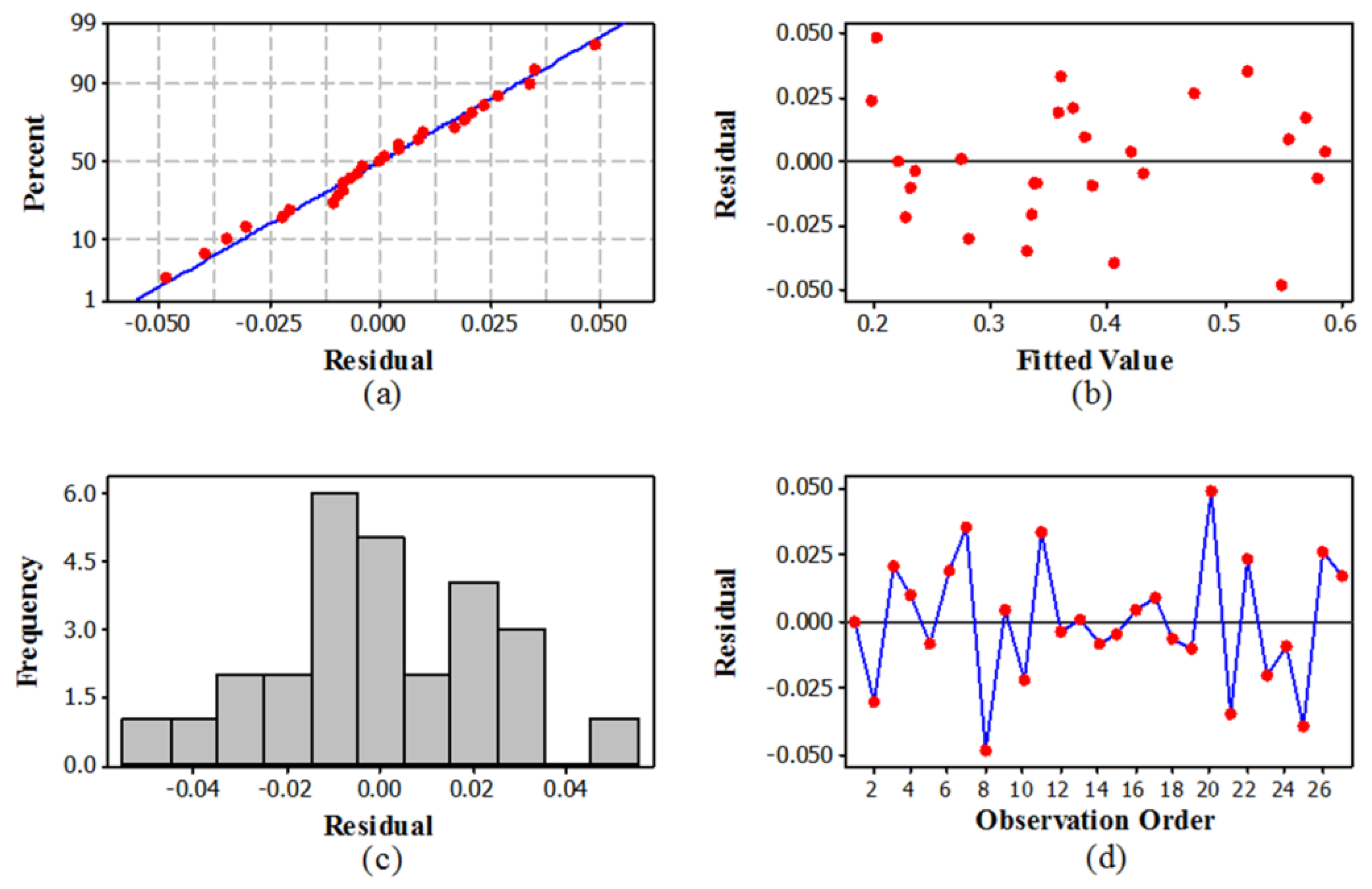
4.3. Verification of Model Adequacy
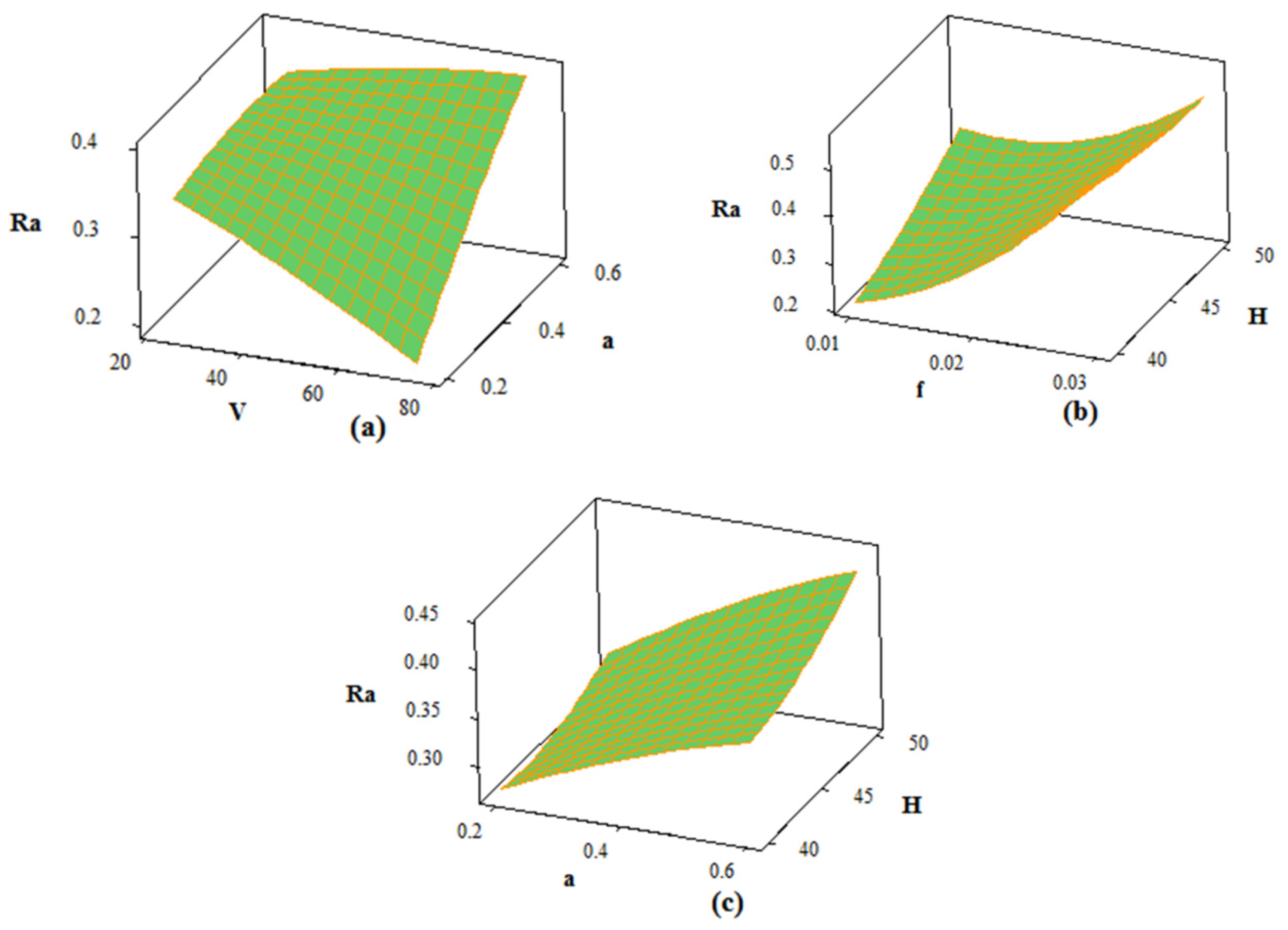
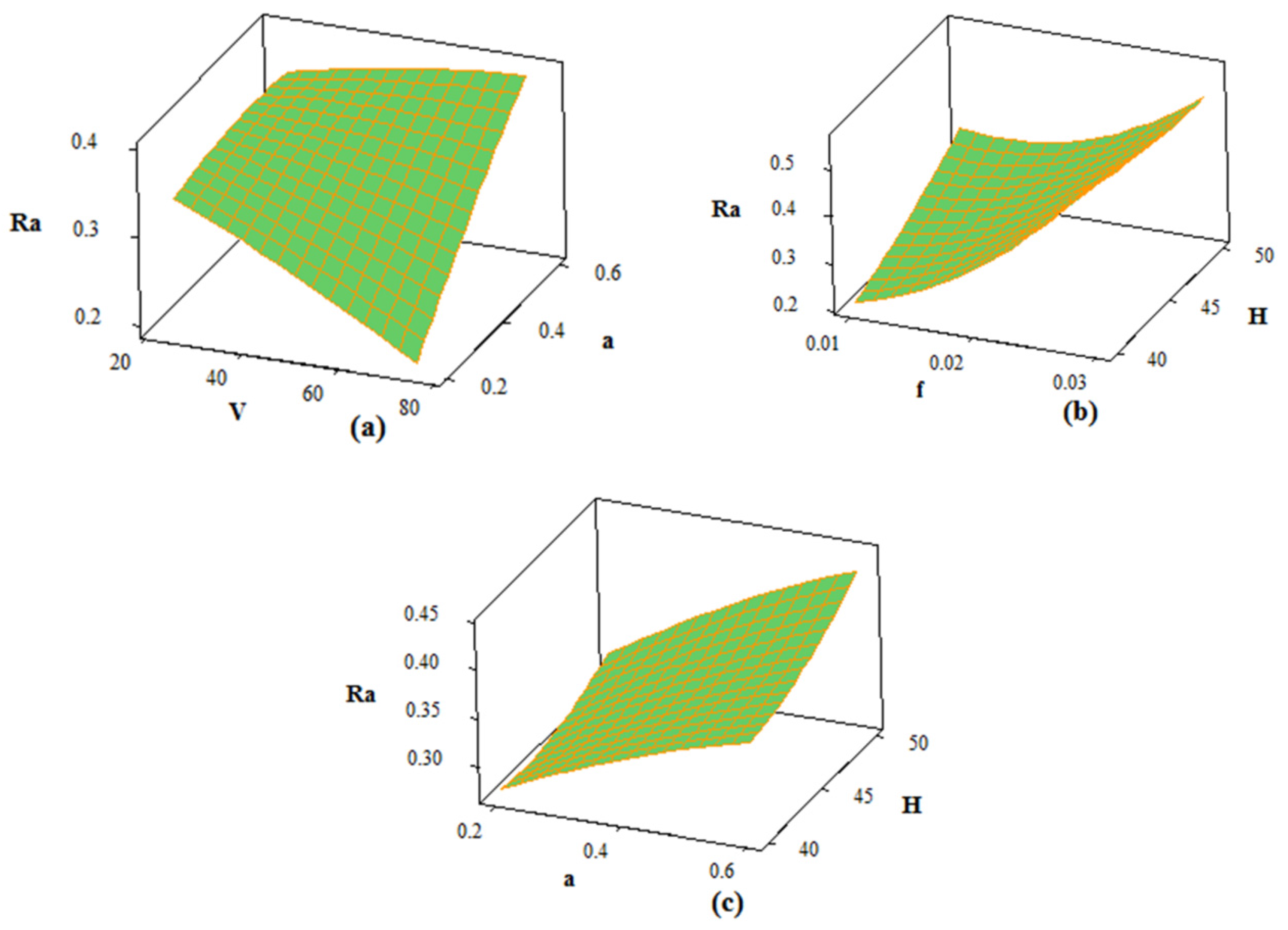
4.4. Interaction Effect of Factors on Response Surface
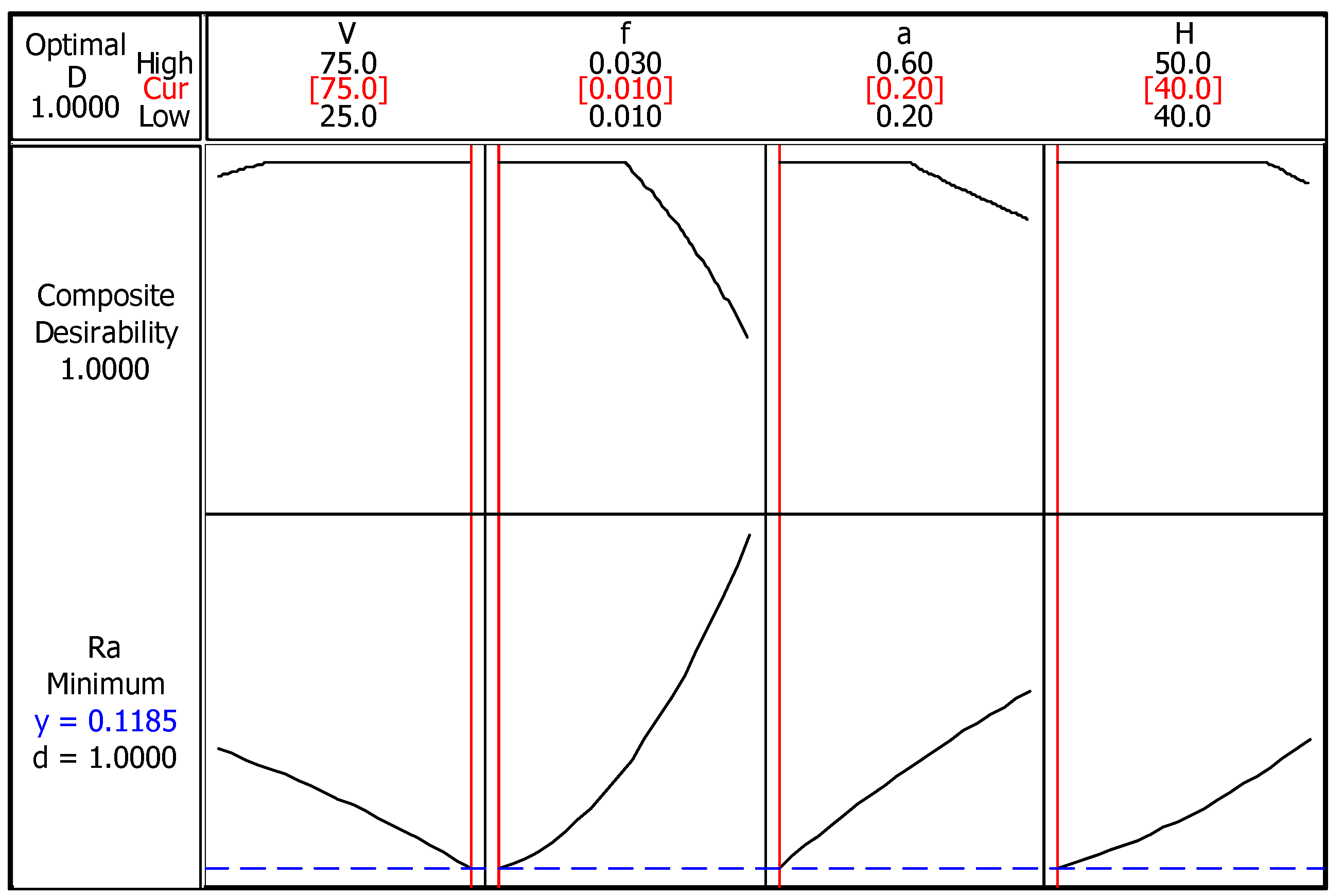
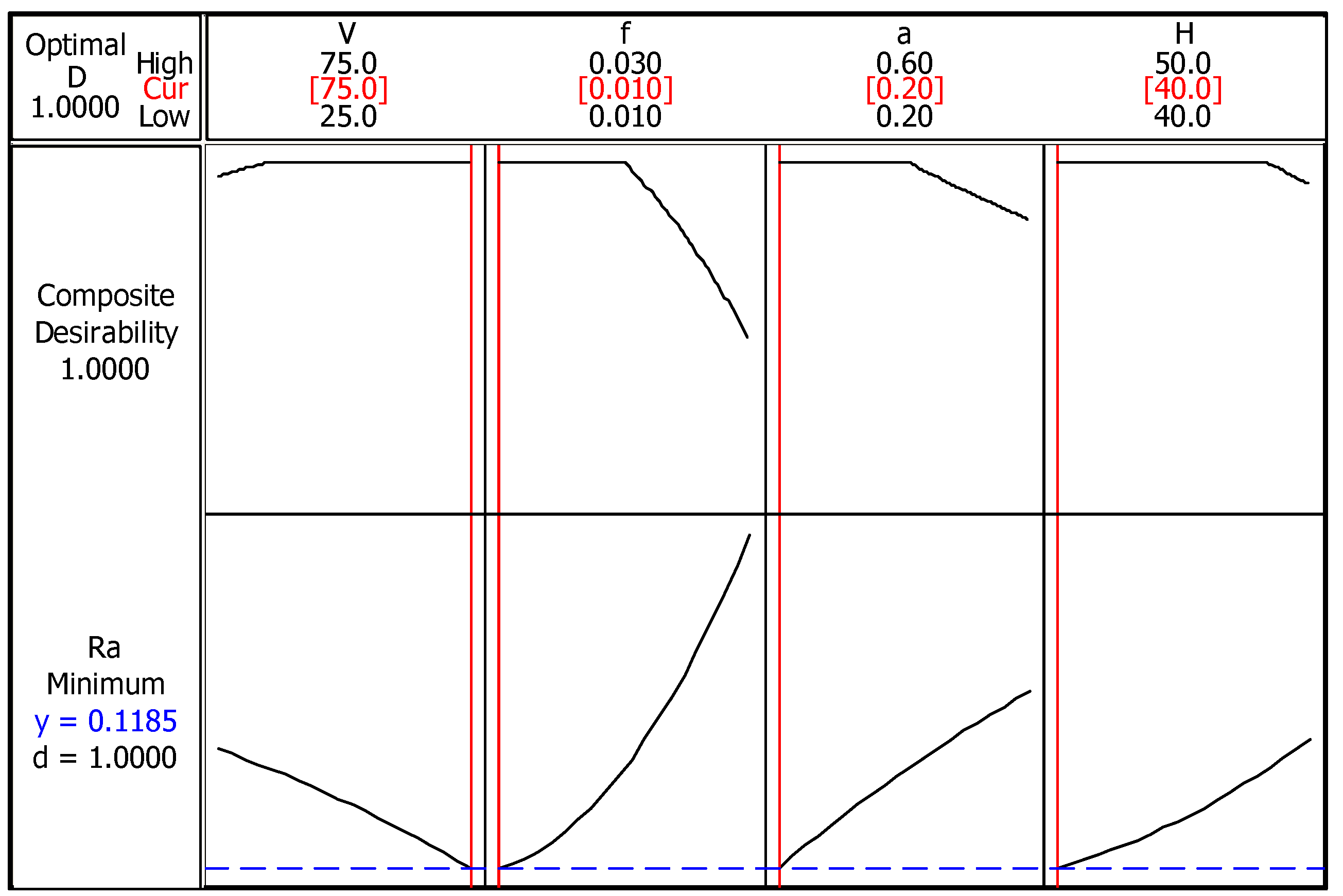
4.5. Optimization for Ra
5. Conclusions
- Through ANOVA, the results indicate that the control factors such as cutting speed, feed rate, depth of cut, and material hardness have a significant effect on Ra at a reliability level of 95%. The most influential factor on Ra among the investigated factors is the feed rate followed by depth of cut, cutting speed and, finally, material hardness.
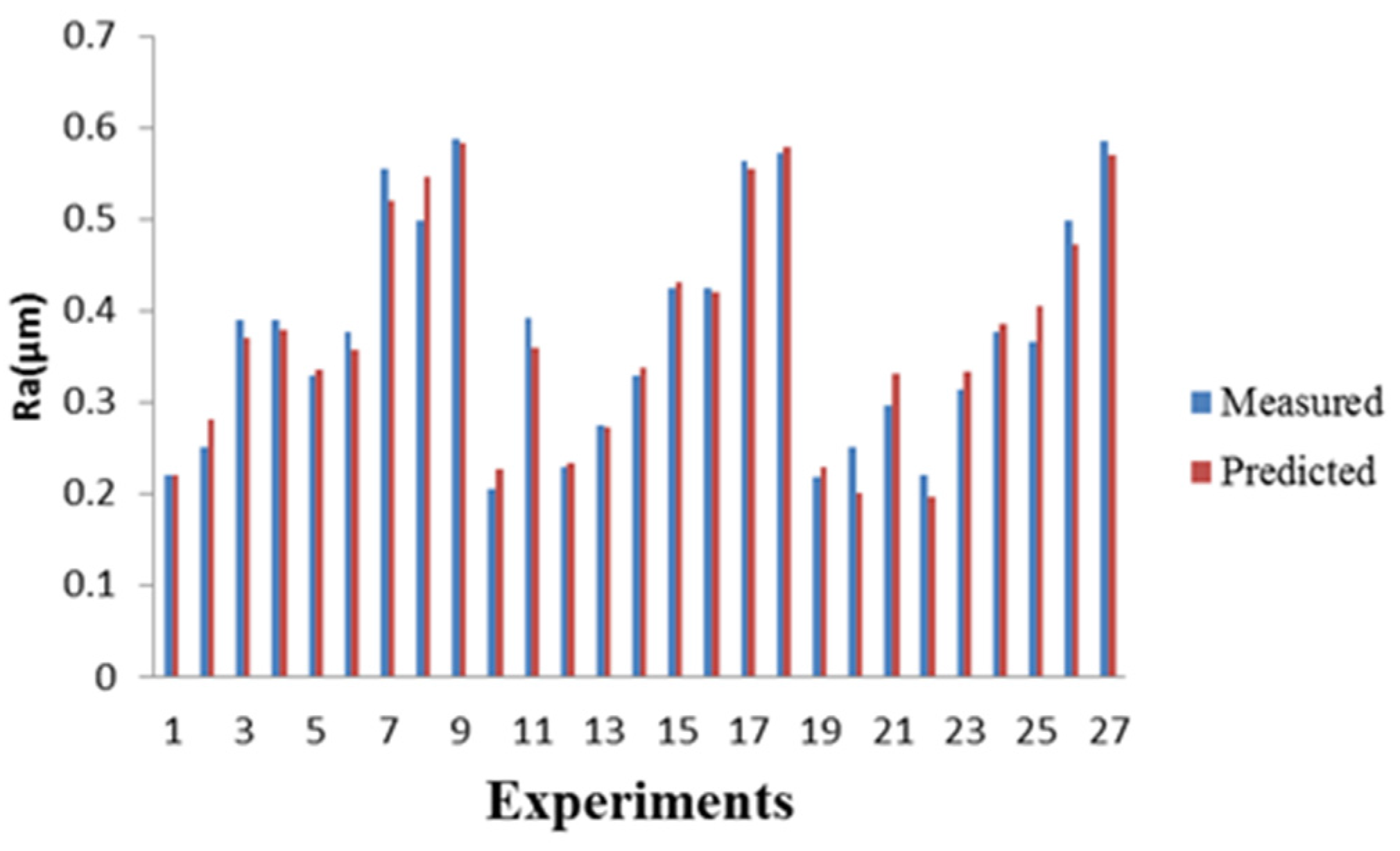
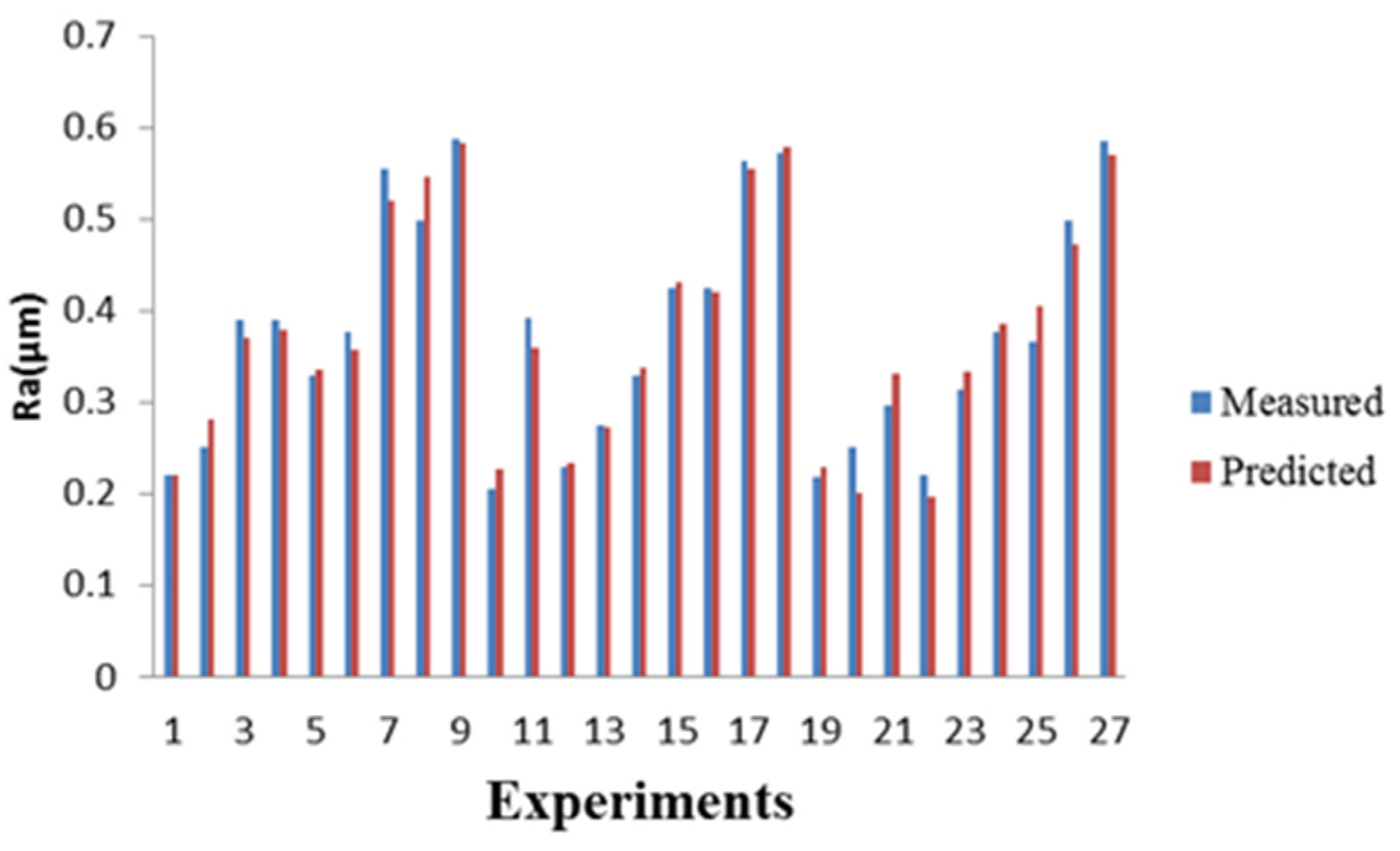
- According to the response surface analysis, the predicted result of the model is in reasonable alignment with the observations taken from the experiments. Thus, the established model can be utilized to estimate the Ra in the hard milling of JIS SKD61 steel with a 95% confidence interval within the range of machining conditions investigated.
- The optimized cutting parameters for Ra are a cutting speed of 75 m/min, a feed rate of 0.01 mm/tooth, a depth of cut of 0.2 mm, and material hardness of 40 HRC, with predicted Ra of 0.118 µm.
- The percentage error between the experimental and predicted values of the minimum Ra is 3.2%, and is found to be insignificant.
- The milled surface roughness under the optimized machining parameters is 0.122 µm, which can be justified by the fact that the finish hard milling is able to replace the finish grinding in the mold and die manufacturing industry.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhang, S.; Guo, Y.B. Taguchi method based process space for optimal surface topography by finish hard milling. J. Manuf. Sci. Eng. 2009, 131. [Google Scholar] [CrossRef]
- Davim, J.P. Machining of Hard Materials; Springer Science & Business Media: New York, NY, USA, 2011. [Google Scholar]
- Ding, T.; Zhang, S.; Wang, Y.; Zhu, X. Empirical models and optimal cutting parameters for cutting forces and surface roughness in hard milling of AISI H13 steel. Int. J. Adv. Manuf. Technol. 2010, 51, 45–55. [Google Scholar] [CrossRef]
- Diniz, A.E.; Ferreira, J.R.; Silveira, J.F. Toroidal milling of hardened SAE H13 steel. J. Braz. Soc. Mech. Sci. Eng. 2004, 26, 17–21. [Google Scholar] [CrossRef]
- Motorcu, A.R. The optimization of machining parameters using the Taguchi method for surface roughness of AISI 8660 hardened alloy steel. Stroj. Vestnik J. Mech. Eng. 2010, 56, 391–401. [Google Scholar]
- Asiltürk, I.; Akkuş, H. Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement 2011, 44, 1697–1704. [Google Scholar] [CrossRef]
- Dureja, J.S.; Gupta, V.K.; Sharma, V.S.; Dogra, M. Design optimization of cutting conditions and analysis of their effect on tool wear and surface roughness during hard turning of AISI-H11 steel with a coated-mixed ceramic tool. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 1441–1453. [Google Scholar] [CrossRef]
- Asiltürk, I.; Neşeli, S. Multi response optimisation of CNC turning parameters via Taguchi method-based response surface analysis. Measurement 2012, 45, 785–794. [Google Scholar] [CrossRef]
- Öktem, H.; Erzurumlu, T.; Kurtaran, H. Application of response surface methodology in the optimization of cutting conditions for surface roughness. J. Mater. Proc. Technol. 2005, 170, 11–16. [Google Scholar] [CrossRef]
- Reddy, N.S.K.; Rao, P.V. A genetic algorithmic approach for optimization of surface roughness prediction model in dry milling. Mach. Sci. Technol. 2005, 9, 63–84. [Google Scholar] [CrossRef]
- Reddy, N.S.K.; Rao, P.V. Selection of optimum tool geometry and cutting conditions using a surface roughness prediction model for end milling. Int. J. Adv. Manuf. Technol. 2005, 26, 1202–1210. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Application of GA to optimize cutting conditions for minimizing surface roughness in end milling machining process. Expert Syst. Appl. 2010, 37, 4650–4659. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Prediction of surface roughness in the end milling machining using Artificial Neural Network. Expert Syst. Appl. 2010, 37, 1755–1768. [Google Scholar] [CrossRef]
- Kadirgama, K.; Muhamad, M.N.; Ruzaimi, M.; Rejab, M. Optimization of surface roughness in end milling on mould aluminium alloys (AA6061-T6) using response surface method and radian basis function network. Jordan J. Mech. Ind. Eng. 2008, 2, 209–214. [Google Scholar]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012. [Google Scholar]
- Altintas, Y.; Budak, E. Analytical prediction of stability lobes in milling. CIRP Ann. Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Thamizhmanii, S.; Saparudin, S.; Hasan, S. Analyses of surface roughness by turning process using Taguchi method. J. Achiev. Mater. Manuf. Eng. 2007, 20, 503–506. [Google Scholar]
- MAL Inc. User Manual for CutPro 9.0; MAL Inc.: Vancouver, BC, Canada, 2012. [Google Scholar]
- Taylan, F.; Çolak, O.; Kayacan, M.C. Investigation of TiN coated CBN and CBN cutting tool performance in hard milling application. Stroj. Vestnik J. Mech. Eng. 2011, 57, 417–424. [Google Scholar] [CrossRef]
- Ross, P.J. Taguchi Techniques for Quality Engineering; International Editions; Mcgraw-hil: New York, NY, USA, 1996. [Google Scholar]
- Arbizu, I.P.; Perez, C.L. Surface roughness prediction by factorial design of experiments in turning processes. J. Mater. Proc. Technol. 2003, 143, 390–396. [Google Scholar] [CrossRef]
- Myers, R.H.; Montgomery, D.C. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; Wiley: New York, NY, USA, 2002. [Google Scholar]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.F. Analysis of surface roughness and cutting force components in hard turning with CBN tool: Prediction model and cutting conditions optimization. Measurement 2012, 45, 344–353. [Google Scholar] [CrossRef]
- Derringer, G.; Suich, R. Simultaneous optimization of several response variables. J. Qual. Technol. 1980, 12, 214–219. [Google Scholar]
- Esme, U. Surface roughness analysis and optimization for the CNC milling process by the desirability function combined with the response surface methodology. Mater. Test. 2015, 57, 64–71. [Google Scholar] [CrossRef]
- Kasim, M.S.; Che Haron, C.H.; Ghani, J.A.; Sulaiman, M.A. Prediction surface roughness in high-speed milling of Inconel 718 under MQL using RSM method. Middle East J. Sci. Res. 2013, 13, 264–272. [Google Scholar]
- Palanikumar, K.; Karthikeyan, R. Optimal machining conditions for turning of particulate metal matrix composites using Taguchi and response surface methodologies. Mach. Sci. Technol. 2006, 10, 417–433. [Google Scholar] [CrossRef]
- Çolak, O.; Kurbanoğlu, C.; Kayacan, M.C. Milling surface roughness prediction using evolutionary programming methods. Mater. Des. 2007, 28, 657–666. [Google Scholar] [CrossRef]
- Jeyakumar, S.; Marimuthu, K.; Ramachandran, T. Prediction of cutting force, tool wear and surface roughness of Al6061/SiC composite for end milling operations using RSM. J. Mech. Sci. Technol. 2013, 27, 2813–2822. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Galanis, N.I.; Markopoulos, A.P. Surface roughness prediction for the milling of Ti–6Al–4V ELI alloy with the use of statistical and soft computing techniques. Measurement 2016, 90, 25–35. [Google Scholar] [CrossRef]
- Aouici, H.; Bouchelaghem, H.; Yallese, M.A.; Elbah, M.; Fnides, B. Machinability investigation in hard turning of AISI D3 cold work steel with ceramic tool using response surface methodology. Int. J. Adv. Manuf. Technol. 2014, 73, 1775–1788. [Google Scholar] [CrossRef]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Analysis of surface roughness and hardness in titanium alloy machining with polycrystalline diamond tool under different lubricating modes. Mater. Res. 2014, 17, 1010–1022. [Google Scholar] [CrossRef]
- Hughes, J.I.; Sharman, A.R.C.; Ridgway, K. The effect of tool edge preparation on tool life and workpiece surface integrity. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 1113–1123. [Google Scholar] [CrossRef]
- Fan, X.; Loftus, M. The influence of cutting force on surface machining quality. Int. J. Prod. Res. 2007, 45, 899–911. [Google Scholar] [CrossRef]
- Pérez, J.; Llorente, J.I.; Sanchez, J.A. Advanced cutting conditions for the milling of aeronautical alloys. J. Mater. Proc. Technol. 2000, 100, 1–11. [Google Scholar]
- Colafemina, J.P.; Jasinevicius, R.G.; Duduch, J.G. Surface integrity of ultra-precision diamond turned Ti (commercially pure) and Ti alloy (Ti–6Al–4V). Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 999–1006. [Google Scholar] [CrossRef]
- Cui, X.; Zhao, J.; Jia, C.; Zhou, Y. Surface roughness and chip formation in high-speed face milling AISI H13 steel. Int. J. Adv. Manuf. Technol. 2012, 61, 1–13. [Google Scholar] [CrossRef]
- Vivancos, J.; Luis, C.J.; Ortiz, J.A.; González, H.A. Analysis of factors affecting the high-speed side milling of hardened die steels. J. Mater. Proc. Technol. 2005, 162, 696–701. [Google Scholar] [CrossRef]
- Vivancos, J.; Luis, C.J.; Costa, L.; Ortız, J.A. Optimal machining parameters selection in high speed milling of hardened steels for injection moulds. J. Mater. Proc. Technol. 2004, 155, 1505–1512. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Spindle Speed, n (rpm) | Feed Rate, f (mm/Tooth) | Axial Depth of Cut, a (mm) | Hardness, H (HRC) |
|---|---|---|---|---|
| 1 | 850 | 0.050 | 0.3 | 50 |
| 2 | 850 | 0.075 | 0.3 | 50 |
| 3 | 850 | 0.100 | 0.3 | 50 |
| 4 | 850 | 0.125 | 0.3 | 50 |
| 5 | 850 | 0.150 | 0.3 | 50 |
| Cutting Coefficients | Edge Cutting Coefficients | ||||
|---|---|---|---|---|---|
| Ktc (N/mm2) | Krc (N/mm2) | Kac (N/mm2) | Kte (N/mm) | Kre (N/mm) | Kae (N/mm) |
| −654.089 | −2868.340 | 645.043 | −66.743 | −89.743 | 13.832 |
| Factors | Code of Levels | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Cutting speed, V (m/min) | 25 | 50 | 75 |
| Spindle speed, n (rpm) | 796 | 1592 | 2388 |
| Feed rate, f (mm/tooth) | 0.01 | 0.02 | 0.03 |
| Axial depth of cut, a (mm) | 0.2 | 0.4 | 0.6 |
| Material hardness, H (HRC) | 40 | 45 | 50 |
| Run | [1] | [2] | [5] | [12] | V (m/min) | f (mm/tooth) | a (mm) | H (HRC) | Measured Ra (µm) | Predicted Ra (µm) | Error (%) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 25 | 0.01 | 0.2 | 40 | 0.220 | 0.2201 | 0.07 |
| 2 | 1 | 1 | 2 | 2 | 25 | 0.01 | 0.4 | 45 | 0.250 | 0.2806 | 12.2 |
| 3 | 1 | 1 | 3 | 3 | 25 | 0.01 | 0.6 | 50 | 0.390 | 0.3693 | 5.28 |
| 4 | 1 | 2 | 1 | 3 | 25 | 0.02 | 0.2 | 50 | 0.389 | 0.3794 | 2.45 |
| 5 | 1 | 2 | 2 | 1 | 25 | 0.02 | 0.4 | 40 | 0.328 | 0.3364 | 2.59 |
| 6 | 1 | 2 | 3 | 2 | 25 | 0.02 | 0.6 | 45 | 0.376 | 0.3572 | 4.97 |
| 7 | 1 | 3 | 1 | 2 | 25 | 0.03 | 0.2 | 45 | 0.554 | 0.5193 | 6.25 |
| 8 | 1 | 3 | 2 | 3 | 25 | 0.03 | 0.4 | 50 | 0.499 | 0.5472 | 9.67 |
| 9 | 1 | 3 | 3 | 1 | 25 | 0.03 | 0.6 | 40 | 0.588 | 0.5839 | 0.68 |
| 10 | 2 | 1 | 1 | 2 | 50 | 0.01 | 0.2 | 45 | 0.205 | 0.2272 | 10.8 |
| 11 | 2 | 1 | 2 | 3 | 50 | 0.01 | 0.4 | 50 | 0.393 | 0.3595 | 8.51 |
| 12 | 2 | 1 | 3 | 1 | 50 | 0.01 | 0.6 | 40 | 0.230 | 0.2340 | 1.76 |
| 13 | 2 | 2 | 1 | 1 | 50 | 0.02 | 0.2 | 40 | 0.274 | 0.2732 | 0.28 |
| 14 | 2 | 2 | 2 | 2 | 50 | 0.02 | 0.4 | 45 | 0.329 | 0.3375 | 2.60 |
| 15 | 2 | 2 | 3 | 3 | 50 | 0.02 | 0.6 | 50 | 0.425 | 0.4301 | 1.20 |
| 16 | 2 | 3 | 1 | 3 | 50 | 0.03 | 0.2 | 50 | 0.424 | 0.4199 | 0.95 |
| 17 | 2 | 3 | 2 | 1 | 50 | 0.03 | 0.4 | 40 | 0.563 | 0.5543 | 1.53 |
| 18 | 2 | 3 | 3 | 2 | 50 | 0.03 | 0.6 | 45 | 0.572 | 0.5789 | 1.21 |
| 19 | 3 | 1 | 1 | 3 | 75 | 0.01 | 0.2 | 50 | 0.219 | 0.2294 | 4.79 |
| 20 | 3 | 1 | 2 | 1 | 75 | 0.01 | 0.4 | 40 | 0.250 | 0.2017 | 19.3 |
| 21 | 3 | 1 | 3 | 2 | 75 | 0.01 | 0.6 | 45 | 0.296 | 0.3306 | 11.7 |
| 22 | 3 | 2 | 1 | 2 | 75 | 0.02 | 0.2 | 45 | 0.221 | 0.1976 | 10.5 |
| 23 | 3 | 2 | 2 | 3 | 75 | 0.02 | 0.4 | 50 | 0.313 | 0.3337 | 6.62 |
| 24 | 3 | 2 | 3 | 1 | 75 | 0.02 | 0.6 | 40 | 0.376 | 0.3855 | 2.54 |
| 25 | 3 | 3 | 1 | 1 | 75 | 0.03 | 0.2 | 40 | 0.365 | 0.4044 | 10.8 |
| 26 | 3 | 3 | 2 | 2 | 75 | 0.03 | 0.4 | 45 | 0.499 | 0.4726 | 5.27 |
| 27 | 3 | 3 | 3 | 3 | 75 | 0.03 | 0.6 | 50 | 0.586 | 0.5690 | 2.89 |
| Source | DF | SS | MS | F | p | PC (%) | Remarks |
|---|---|---|---|---|---|---|---|
| Model | 14 | 0.395893 | 0.028278 | 23.32 | <0.0001 | 96.45 | Significant |
| V | 1 | 0.012220 | 0.012220 | 10.08 | 0.008 | 2.97 | Significant |
| f | 1 | 0.268156 | 0.268156 | 221.2 | <0.0001 | 65.33 | Significant |
| a | 1 | 0.052057 | 0.052057 | 42.93 | <0.0001 | 12.68 | Significant |
| H | 1 | 0.010952 | 0.010952 | 9.03 | 0.011 | 2.66 | Significant |
| V2 | 1 | 0.000228 | 0.000228 | 0.19 | 0.672 | 0.05 | Insignificant |
| f2 | 1 | 0.020068 | 0.020068 | 16.55 | 0.002 | 4.88 | Significant |
| a2 | 1 | 0.000353 | 0.000353 | 0.29 | 0.600 | 0.08 | Insignificant |
| H2 | 1 | 0.000963 | 0.000963 | 0.79 | 0.390 | 0.23 | Insignificant |
| V × f | 1 | 0.000768 | 0.001419 | 1.17 | 0.301 | 0.18 | Insignificant |
| V × a | 1 | 0.005720 | 0.019275 | 15.90 | 0.002 | 1.39 | Significant |
| V × H | 1 | 0.000019 | 0.000720 | 0.59 | 0.456 | 0.004 | Insignificant |
| f × a | 1 | 0.002131 | 0.002131 | 1.76 | 0.210 | 0.51 | Insignificant |
| f × H | 1 | 0.021511 | 0.021511 | 17.74 | 0.001 | 5.24 | Significant |
| a × H | 1 | 0.000747 | 0.000747 | 0.62 | 0.448 | 0.18 | Insignificant |
| Error | 12 | 0.014551 | 0.001213 | - | - | - | - |
| Total | 26 | 0.410444 | - | - | - | - | - |
| Conditions | Goal | Lower Limit | Target | Upper Limit | Weight |
|---|---|---|---|---|---|
| V (m/min) | Is in range | 25 | - | 75 | - |
| f (mm/tooth) | Is in range | 0.01 | - | 0.03 | - |
| a (mm) | Is in range | 0.2 | - | 0.6 | - |
| H (HRC) | Is in range | 40 | - | 50 | - |
| Ra (µm) | Minimum | 0.205 | 0.205 | 0.588 | 1 |
| Responses | Optimum Conditions | Predicted Value | Experimental Value | Error (%) | |||
|---|---|---|---|---|---|---|---|
| V (m/min) | f (mm/tooth) | a (mm) | H (HRC) | ||||
| Ra (µm) | 75 | 0.01 | 0.2 | 40 | 0.118 | 0.122 | 3.2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, H.-T.; Hsu, Q.-C. Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel. Appl. Sci. 2016, 6, 172. https://doi.org/10.3390/app6060172
Nguyen H-T, Hsu Q-C. Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel. Applied Sciences. 2016; 6(6):172. https://doi.org/10.3390/app6060172
Chicago/Turabian StyleNguyen, Huu-That, and Quang-Cherng Hsu. 2016. "Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel" Applied Sciences 6, no. 6: 172. https://doi.org/10.3390/app6060172