Optimization of Xylose Recovery in Oil Palm Empty Fruit Bunches for Xylitol Production


1
Department of Chemical Engineering, Institut Teknologi Bandung, Bandung 40135, Indonesia
2
Chemical Engineering Department, Politeknik Negeri Malang, Malang 65141, Indonesia
3
Food Engineering Department, Institut Teknologi Bandung, Jatinangor Campus, Sumedang 45363, Indonesia
4
Center for Environmental Studies (PSLH), Institut Teknologi Bandung, Bandung 40135, Indonesia
5
Department of Biological Sciences, Nicholls State University, Thibodaux, LA 70301, USA
*
Authors to whom correspondence should be addressed.
Appl. Sci. 2020, 10(4), 1391; https://doi.org/10.3390/app10041391
Submission received: 11 January 2020
/
Revised: 12 February 2020
/
Accepted: 14 February 2020
/
Published: 19 February 2020
(This article belongs to the Special Issue Water-Energy-Environment Nexus (WEEN-2019))
Abstract
:The hardest obstacle to make use of lignocellulosic biomass by using green technology is the existence of lignin. It can hinder enzyme reactions with cellulose or hemicellulose as a substrate. Oil palm empty fruit bunches (OPEFBs) consist of hemicellulose with xylan as the main component. Xylitol production via fermentation could use this xylan since it can be converted into xylose. Several pretreatment processes were explored to increase sugar recovery from lignocellulosic biomass. Considering that hemicellulose is more susceptible to heat than cellulose, the hydrothermal process was applied to OPEFB before it was hydrolyzed enzymatically. The purpose of this study was to investigate the effect of temperature, solid loading, and pretreatment time on the OPEFB hydrothermal process. The xylose concentration in OPEFB hydrolysate was analyzed using high-performance liquid chromatography (HPLC). The results indicated that temperature was more important than pretreatment time and solid loading for OPEFB sugar recovery. The optimum temperature, solid loading, and pretreatment time for maximum xylose recovery from pretreated OPEFB were 165 °C, 7%, and 60 min, respectively, giving a xylose recovery of 0.061 g/g of pretreated OPEFB (35% of OPEFB xylan was recovered).
1. Introduction
Xylitol can be found naturally in some fruits and vegetables in a small amount, and it is widely consumed by diabetic patients as a sugar substitute since it does not need insulin to be metabolized [1,2]. Xylitol also has low potential to produce tooth decay; thus, it is widely applied in toothpaste and confectionery. Xylitol can be biologically synthesized from xylan, the part of hemicellulose in lignocellulosic biomass. The lignocellulosic biomass should be hydrolyzed enzymatically to obtain xylose as the main substrate for xylitol fermentation.
Oil palm empty fruit bunches (OPEFBs) represent the main lignocellulosic biomass waste from the palm oil industry. For every ton of crude palm oil (CPO) produced, 0.96 tons of OPEFB is generated [3,4]. OPEFB is composed of cellulose 31%–43%, hemicellulose 23%–35%, and lignin 11%–23% [5,6,7,8], which are bound together by hydrogen and covalent bonds to form sturdy structures that are important for plants. Cellulose is one of the structural carbohydrates in OPEFB with glucan as the constituent, whereas xylan and arabinan are the constituents of hemicellulose [9].
There is a structural barrier in order to obtain hemicellulose from OPEFB since hemicellulose is covered by lignin and is attached to cellulose fibril. Lignin cover will hinder enzymes from reaching the hemicellulose since it is an amorphous polymer [10]. This makes it important to remove lignin from OPEFB via the pretreatment process. There were some efforts to pretreat a variety of lignocellulosic biomass, including pretreatment using dilute acid as reported on OPEFB [11], corn cob [12], the chip of Eucalyptus globulus [13], sunflower stalk, and tobacco stalk [14]. Others used a dilute base for OPEFB [15], bamboo [16], and wheat straw [17]. However, both acid and base pretreatment produce toxic compounds, furfural, carboxylic acid, soluble sugar, and soluble and insoluble lignin that will inhibit xylitol fermentation using wild strain yeast [18,19]. Instead, a genetically modified strain was developed to overcome the detoxification process [20]. Another method is the organosolv pretreatment, which partially hydrolyzes the lignin bond with cellulose and hemicellulose, but most of the hemicellulose is solubilized [21,22]. The milder process involves using a hydrothermal process such as that used on OPEFB [23], prairie cordgrass [24], hardwood [25], and seeds of Euterpe oleracea [26].
Hemicellulose is more susceptible to heat than cellulose; therefore, it needs a careful choice of pretreatment method and condition that will not depolymerize most of the hemicellulose and make it easier to be utilized by the enzyme [18]. Acid pretreatment produces an inhibitory substance, as seen in xylitol fermentation using wild strain yeast, which will need detoxification to reduce toxicity [27,28,29]. Alkaline pretreatment is better than acid pretreatment in sugar production, but it requires pH adjustment for the following fermentation process to produce xylitol [23]. The hydrothermal process is a mild process, but the process conditions such as temperature need to be set in order to obtain optimum xylose recovery. Temperature affects the success of the hydrothermal process, whereby a higher temperature worsens the effect on hemicellulose. In addition, solid loading (SL) and process time also affect the degree of hemicellulose recovery. If SL is too low, available water will increase the chances of OPEFB hydrolysis. Conversely, if SL is too high, water does not have enough opportunity to interact with OPEFB. Process time affects the success of the hydrothermal process because it is related to the contact time between EFB and water. These three variables mutually influence the success of the hydrothermal process, and there is a need for optimization of these factors.
This research studied the effect of solid loading, pretreatment time, and temperature on hemicellulose recovery, measured as xylose in pretreated OPEFB. The optimum conditions for the pretreatment process for maximum hemicellulose recovery are presented in this study.
2. Materials and Methods
2.1. OPEFB Preparation
OPEFB was kindly provided by PT. Perkebunan Nusantara VIII, Cigudeg, Bogor, Indonesia. It was dried in the open air for at least a week and then cut into 10–12-cm pieces washed with tap water and then dried in an oven at a temperature of 60 °C for 24 h. Next, the OPEFB was milled using a disc mill (manufactured by a local workshop in Bogor, Indonesia), then sieved through 0.177–0.25 mm using two sieves in series (60 mesh and 80 mesh), followed by storing it in a Ziplock bag before use at room temperature.
2.2. Citrate Buffer Preparation
The citrate buffer solution was made up of a 0.1 M tri-sodium citrate dihydrate solution and a 0.1 M citric acid monohydrate solution. In order to get a 0.05 M citrate buffer solution, 35 ml of the citric acid solution and 65 mL of sodium citrate solution were mixed together [30]. The chemicals used were of reagent grade, purchased from E-Merck, Singapore.
2.3. Box–Behnken Design
Experiments were conducted following the Box–Behnken statistical optimization design [31], which was generated in duplicate by Minitab® 18.1. The three variables studied were solid loading, temperature, and process time, and the three levels were coded as −1, 0, and +1. Table 1 shows the matrix for every variable level studied in this experiment. The experimental design matrix produced according to the Box–Behnken design consisted of 15 combinations and was carried out in duplicate, resulting in a total of 30 runs.
2.4. Hydrothermal Pretreatment
The pretreatments were carried out in a 100-mL autoclavable mini reactor (manufactured by a local workshop in Bandung, Indonesia) equipped with a paddle stirrer and stirrer cooler. The OPEFB used was mixed with water at various SL and heated at various temperatures and process times following the design experiment generated by Minitab® 18.1. After the pretreatment process, the mixture was screened using a fine mesh cloth, and the pretreated solid was left in an oven at 50 °C for 24 h while the liquid was stored in the refrigerator before the hydrolysis process.
2.5. Enzymatic Hydrolysis
Hydrolysis of the pretreated solid was performed in a 100-mL Schott bottle at 5% solid loading in an incubator shaker (Daihan Labtech, Namyangju, South Korea). The citrate buffer solution, 0.05 M pH 5.0, was added until a working volume of 50 mL. Prior to the addition of enzyme, the mixture of OPEFB pretreated solid and buffer was autoclaved at 121 °C for 15 min. The liquid from the hydrothermal process was hydrolyzed in the same condition as the pretreated solid. The enzymatic hydrolysis was performed for 48 h at 50 °C and 150 rpm, using commercial xylanase (CAS No: 110-44-1) from Shandong Dianmei International Trade Co., Ltd. (Jinan, China) in a powder form with an activity of 22,072.48 U/g. Samples were centrifuged at 6000 rpm for 15 min and then filtered using a 0.22-µm syringe filter before xylose concentration analysis of the hydrolysate.
2.6. Sugar Analysis (Xylose)
Xylose concentration in the hydrolysate was analyzed using HPLC (Alliance HPLC System, Waters, Milford, MA, USA) using a method developed by National Renewable Energy Laboratory (NREL) [32]. The xylose was separated using an HPX-87H Biorad-Aminex column (length of 300 mm, a particle diameter of 9 µm, and an internal diameter of 7.8 mm), which was maintained at 60 °C and detected using a 2414 refractive index (RI) detector (detector temperature 40 °C). The column conditions were set as follows: sample volume 20 μL, a mobile phase of 0.005 M sulfuric acid, a flow rate of 0.6 mL/min, a detector temperature of 40 °C, and processing time of 30 min. Xylose as the standard in HPLC analysis was purchased from Sigma-Aldrich (Singapore), Chemicals for citrate buffer were purchased from E-Merck (Singapore).
Xylose recovery was calculated using Equation (1).
2.7. Statistical Analysis and Optimization
The optimization was performed using the response surface method and a Box–Behnken design. ANOVA analysis of the factors, i.e., a three-way ANOVA, was performed using MINITAB® 18.1, in addition to designing experimental designs for optimization. In the optimization of the evaluated factors, the xylose yield in solid and liquid pretreated OPEFB was maximized as the objective function.
3. Results
The results are divided into the effects of temperature, solid loading, and pretreatment time on xylose recovery, and the optimization of temperature, SL, and pretreatment time to obtain maximum xylose recovery from pretreated OPEFB. A surface plot was generated to evaluate the effects of the three factors on xylose recovery using statistical software MINITAB® 18.1.
3.1. The Effects of SL, Temperature, and Time on Xylose Recovery
The effects of SL, temperature, and time on xylose recovery in the hydrolysate of solid and liquid pretreated OPEFB are shown in Figure 1a,b, respectively.
The results in Figure 1a,b showed that SL, temperature, and pretreatment time affected the xylose recovery in solid and liquid pretreated OPEFB hydrolysate. Every single line showed a slope that represented effects of magnitude, where a steeper slope designates greater magnitude of the effects. The SL of 10% was associated with the maximum xylose recovery in the hydrolysate of solid pretreated OPEFB (Figure 1a), and the pretreatment time of 37.5 min was associated with the highest xylose recovery in solid pretreated OPEFB hydrolysate (Figure 1a). A temperature of 165 °C was associated with the highest xylose recovery as shown in Figure 1a,b. The SL of 10% and pretreatment time of 37.5 min showed the highest xylose recovery on the hydrolysate of solid pretreated OPEFB. On the contrary, the SL of 10% and pretreatment time of 37.5 min in Figure 1b showed the lowest xylose recovery in the hydrolysate of liquid pretreated OPEFB. To ensure the main effect in the plot, the ANOVA result is shown in Table 2.
Analysis of variance (Table 2) showed that temperature had a significant effect with a p-value of 0.001 on the square model of the ANOVA test, which explained the curvature of xylose recovery and clear maximum recovery as responses in Figure 1a. However, the maximum xylose recovery in solid pretreated OPEFB hydrolysate associated with SL and pretreatment time may be due to random chance as the p-value was higher than 0.05. The linear model of ANOVA test showed that SL, pretreatment time, and temperature were not statistically significant for xylose recovery in solid pretreated OPEFB hydrolysate as the p-values were 0.786, 0.423, and 0.721, respectively. Likewise, the square model on xylose recovery showed that SL and pretreatment time were not as significant as temperature because the p-values were 0.258 and 0.293, respectively. Furthermore, there was no interaction effect between the effects and only a two-way interaction between temperature and time with a p-value of 0.314, which was not significant, as can be seen in Table 2.
The minimum xylose recovery in liquid pretreated OPEFB hydrolysate associated with SL and pretreatment time may be due to random chance (Figure 1b). This was supported by the ANOVA test shown in Table 2. The analysis of variance showed that SL, temperature, and pretreatment time effects were not statistically significant as the p-values were 0.917, 0.041, and 0.817, respectively. There was no interaction effect between these three parameters on xylose recovery in solid and liquid pretreated OPEFB hydrolysate. There was only a two-way interaction between temperature and pre-time with a p-value of 0.377, which was not significant. However, the temperature had a significant effect on the square model, which confirmed the curvature in Figure 1a,b.
3.2. The Surface Plot of Xylose Recovery vs. Temperature and SL
This section describes the effect of temperature and SL at a pretreatment time of 37.5 min on xylose recovery as shown in Figure 2a,b. The surface plots for the effect of temperature and SL at 15 min and 60 min are not shown because they were similar.
As described above, Figure 2a,b showed a curved shape in the response surface plot, which suggested that there was an optimum value. The surface plot justified the main effect plot in Figure 1. There was a slight increase in xylose recovery in solid pretreated OPEFB and a slight decrease in liquid pretreated OPEFB, along with an increase in SL up to 10%. As for temperature, the figure asserted that there would be a maximum temperature at about 165 ± 5 °C, corresponding to a maximum xylose recovery. The higher SL in combination with temperature gave a higher xylose recovery and decreased after 165 °C. The peak on the plot corresponds to the highest xylose recovery in solid pretreated OPEFB hydrolysate at an approximate temperature of 165 ± 5 °C and SL of 15%. This combination of temperature and SL showed that there was a need for an optimization procedure.
3.3. The Surface Plot of Xylose Recovery vs. Pretreatment Time and SL
The effects of pretreatment time and SL at a constant temperature of 165 ± 5 °C on xylose recovery are shown in Figure 3. The surface plots for the effect of pretreatment time and SL at 130 ± 5 °C and 200 ± 5 °C are not shown because they were similar. The pretreatment time here means the time which proceeded while heating the mixture at a certain temperature. It should be noted that the reactor configuration used in this study did not allow it to be cooled immediately after heating, and it took about 22 h to cool down.
Figure 3a,b show an opposite trend of xylose recovery; furthermore, there was a curvature of pretreatment time effect on xylose recovery in solid and liquid pretreated OPEFB hydrolysate. This curvature supposedly gave an optimum value of SL and pre-time. Using SL of 15% gave the highest xylose recovery in solid pretreated OPEFB hydrolysate. Furthermore, a combination of the longest pretreatment time of 60 min and SL of 15% gave the highest xylose recovery in solid pretreated OPEFB hydrolysate. On the contrary, xylose recovery in liquid pretreated OPEFB hydrolysate was lowered with the increase in SL and pretreatment time. The highest xylose recovery in liquid pretreated OPEFB hydrolysate was obtained at SL of 5% and a pretreatment time of 15 min. This contrast in pretreatment time and SL combination between solid and liquid pretreated OPEFB hydrolysate showed that optimization should be performed for each biomass matrix. The minimum peak of xylose recovery in liquid pretreated OPEFB hydrolysate shown in Figure 3b was obtained at the pretreatment time of 37.5 min and SL of 10%.
3.4. The Surface Plot of Xylose Recovery vs. Time and Temperature
The other combination effect on xylose recovery was pretreatment time and temperature at a constant SL of 10%, as presented in Figure 4a,b. The surface plots for the effect of time and temperature at SL of 5% and SL of 15% are not shown because they were similar.
As discussed in the previous section, Figure 4a,b show that there was curvature on the surface plot. The xylose recovery in solid and liquid pretreated OPEFB hydrolysate increased as pretreatment time increased, with a slight decrease for solid pretreated OPEFB after 37.5 min. The maximum xylose recovery in solid and liquid pretreated OPEFB hydrolysate was approximately at a temperature of 165 ± 5 °C and pretreatment time of 60 min. The results ensured that optimization should be performed in order to obtain an optimum combination of pretreatment time, temperature, and SL.
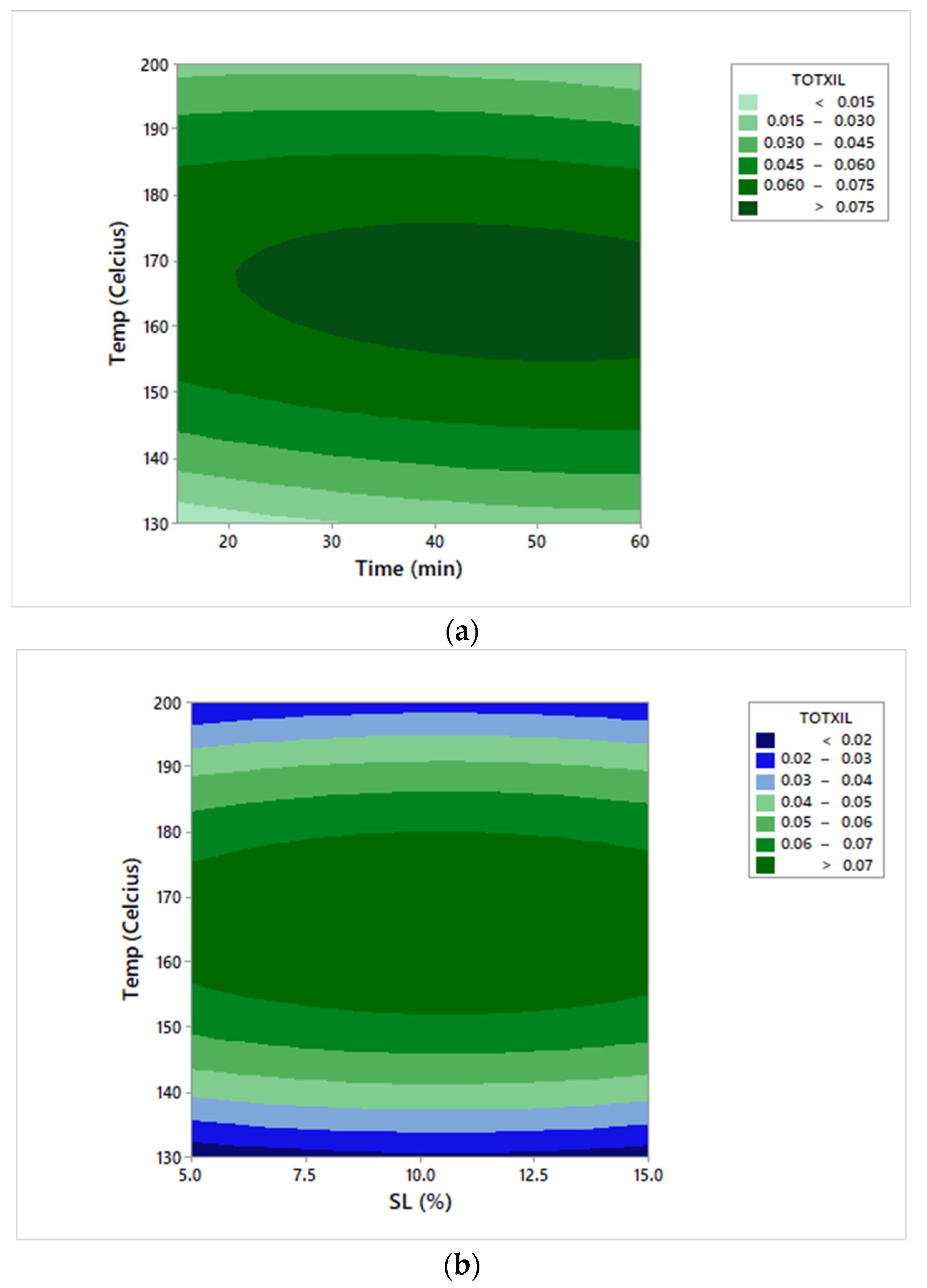
4. Optimization
The optimization study was conducted to evaluate the pretreatment process, temperature, pretreatment time, and SL of OPEFB for xylitol production which required high xylose recovery for economic reasons.
The results in previous sections suggested that optimization should be performed with a goal to maximize xylose recovery in solid and liquid pretreated OPEFB. This pretreated OPEFB would be used further in the hydrolysis process followed by fermentation for xylitol production. The dark green in the middle of the contour plot in Figure 5a,b shows the area of the highest total xylose recovery (>0.07 g/g of biomass). The range of optimal solid loading, temperature, and time values indicates that maximum xylose recovery ranged from 5%–15%, 155–178 °C, and 22–60 min. However, the optimization resulted in 43% xylose yielded from OPEFB xylan, which corresponds to 0.075 g/g biomass. The optimum process parameters were at a temperature of 165 ± 5 °C, with SL of 7% and a time of 60 min. This was validated at a temperature of 165 ± 5 °C, with SL of 7% and a pretreatment time of 60 min. The validation showed that 35% of xylose yielded from OPEFB xylan, which corresponds to 0.061 g/g of biomass. Even though the relative standard error of data was 8.4%, the validation yield of xylose from OPEFB xylan was 24% lower than that in the model. ANOVA results showed that the coefficients of determination (R2) for xylose recovery in the pretreatment of solid OPEFB and liquid were 80.61% and 61.99%, respectively, which showed a deviation between the model and the results of the validation.
5. Discussion
Among the three variables studied, temperature gave the most prominent effect of xylose recovery both in the solid and the liquid pretreated OPEFB (Figure 1a,b). In agreement with the characteristics of hemicellulose, which is more susceptible to heat than other lignocellulosic components [33], an optimum value of xylose recovery was observed within the range of studied temperature. Hemicellulose tends to solubilize more than cellulose in a higher pretreatment temperature [24,26,34,35]. The soluble hemicellulose can be hydrolyzed further into furfural and become an inhibitor to enzymes [36]. The optimum temperature found in this study was in the same range of the optimum temperature obtained for the hydrothermal pretreatment of prairie cordgrass [24]. Other studies stated that the pretreatment of sugarcane bagasse, sugarcane straw, wood, and OPEFB at temperatures higher than 165 °C resulted in dissolved hemicellulose [37,38,39,40]. However, our current study differs from previously reported results. The xylose recovery in liquid pretreated OPEFB was lower than in the solid pretreated OPEFB, as can be seen in Figure 2, Figure 3 and Figure 4. During the hydrothermal process, some of the water was absorbed into the oil palm empty fruit bunches, leaving only a portion of the water, with a maximum of 50% of the initial volume. This led to the lower concentration of hemicellulose in the remaining liquid. A previous experiment using wheat straw in a continuous hydrothermal pretreatment process resulted in a hemicellulose extraction of 70% at 195 °C for 6–12 min [41]. Another experiment using catalpa wood resulted in a different result, which showed an extraction of 33.9% and 38.8% hemicellulose at 160 °C and 170 °C, respectively [42]. These results showed that there was a connection between lignocellulose type and hemicellulose on the extraction recovery and conditions, as reported earlier [43].
Solid loading (SL) effects on xylose recovery for pretreated solid and liquid were not statistically significant (p-values of 0.957 and 0.93, respectively) up to SL of 15%, as can be seen in Figure 1a,b. This is important because a higher SL (>15%) lowers the xylose recovery, as reported earlier [44,45]. Hydrothermal pretreatment uses water as the agent to break the bond between lignin and hemicellulose. A high SL means that there is less water in the system that should be in contact with lignocellulosic biomass, which may lower xylose recovery [46]. Another study stated that a high SL pretreatment (20% SL) required a combination pretreatment using maleic acid and a saccharification process [46]. Another difficulty in using high solid loading was obtaining a pumpable slurry for the subsequent enzymatic hydrolysis [47].
An increase in the pretreatment time resulted in a slight rise in xylose recovery in solid and liquid pretreated OPEFB hydrolysate, as can be seen in Figure 2 and Figure 3. A further increase in xylose recovery was reported to be less important as time prolonged further. Extending the hydrothermal pretreatment time of OPEFB at 127.9 °C from 60 to 90 min was reported not to give a considerable increase in xylose recovery [23]. A similar report on OPEFB hydrothermal pretreatment showed that a longer pretreatment time resulted in a lower sugar recovery [44]. Furthermore, extending the hydrothermal pretreatment time to 180 min at 170 °C lowered the xylose recovery of beechwood [25]. A longer pretreatment time leads to the formation of furfural, soluble lignin, and insoluble lignin, which was reported to inhibit the enzymatic hydrolysis process [25,48]. Compared to previous research using grapevine followed by acid hydrolysis, where 60% of xylan was recovered in the liquid pretreated biomass [25]. Considering that melted lignin was not isolated before enzymatic hydrolysis was performed, the xylan recovery of 35% was adequate. A similar result was reported previously on hot water treatment using bamboo [35]. Other reports stated that enzyme can be absorbed by deposited lignin in the solid surface of biomass [49,50,51].
The low determination coefficient of xylose recovery for liquid pretreated OPEFB was due to the low xylose recovery, as can be seen in Figure 2b and Figure 4b. Even though the model R2 was 61.99%, it fit significantly (p-value of 0.001). The ANOVA results confirmed that there was no interaction effect among factors, SL, temperature, and pretreatment time. However, there was obviously a need for optimization for these three factors to obtain maximum xylose recovery in moderate conditions as can be seen in Figure 5. The optimum temperature was 165 ± 5 °C, consistent with the results obtained on hydrothermal pretreatment of prairie cordgrass [24]. The optimum SL of 7% was in good agreement with the previous result in hydrothermal pretreatment of OPEFB [44]. The optimum pretreatment time of 60 min was consistent with the results obtained on hot-compressed hot water pretreatment of sugarcane bagasse [52].
6. Conclusions
This research found that the temperature was the most important factor compared to solid loading and pretreatment time in the hydrothermal pretreatment process of OPEFB to obtain high xylan recovery. The maximum yield of xylose in solid and liquid pretreated OPEFB was obtained at a temperature of 165 °C, pretreatment time of 60 min, and SL of 7% with a yield of 0.06 g xylose/g biomass.
Author Contributions
Conceptualization, D.M., M.T.A.P.K., and T.S.; methodology, D.M., M.T.A.P.K., and T.S.; software, D.M., M.T.A.P.K., and T.S.; validation, D.M., M.T.A.P.K., T.S., and R.B.; formal analysis, D.M.; investigation, D.M.; resources, D.M., M.T.A.P.K., and T.S.; data curation, D.M., R.B.; writing-original draft preparation, D.M.; writing-review and editing, D.M., M.T.A.P.K., T.S., and R.B.; visualization, D.M.; supervision, M.T.A.P.K., T.S.; project administration, T.S.; funding acquisition, R.B., T.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by a postgraduate scholarship (BPPDN) from the Ministry of Research, Technology, and Higher Education of the Republic of Indonesia, contract number 1265.31/E4.4/2015. The first author thanks the P3MI program of Institut Teknologi Bandung in 2020 for partial funding.
Acknowledgments
The authors would like to thank the World Class Professor (WCP) Program 2019 scheme B for providing a joint publication with contract number T/82/D2.3/KK.04.05/2019. Furthermore, we thank Tirto Prakoso, ST., M. Eng for his kind help and assistance in providing an autoclave reactor for the experiments.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Islam, M.S.; Indrajit, M. Effects of Xylitol on Blood Glucose, Glucose Tolerance, Serum Insulin and Lipid Profile in a Type 2 Diabetes Model of Rats. Ann. Nutr. Metab. 2012, 61, 57–64. [Google Scholar] [CrossRef]
- Grembecka, M. Sugar Alcohols. In Encyclopedia of Food Chemistry; Melton, L., Shahidi, F., Varelis, P., Eds.; Academic Press: Oxford, UK, 2019; pp. 265–275. ISBN 978-0-12-814045-1. [Google Scholar]
- Supranto, S.; Tawfiequrrahman, A.; Yunanto, D.E.; Kurniawan, I. Oil Palm Empty Fruit Bunch Fiber Conversion to High Refined Cellulose Using Nitric Acid and Sodium Hydroxide as the Delignificating Agents; UGM-Yogyakarta: Yogyakarta, Indonesia, 2014. [Google Scholar]
- Elbersen, W.; Meesters, K.; Bakker, R. Valorization of Palm Oil (Mill) Residues. Identifying and Solving the Challenges; Netherlands Programmes Sustainable Biomass by Wageningen UR, Food & Biobased Research: Utrecht, The Netherland, 2013. [Google Scholar]
- Rahman, S.H.A.; Choudhury, J.P.; Ahmad, A.L. Production of xylose from oil palm empty fruit bunch fiber using sulfuric acid. Biochem. Eng. J. 2006, 30, 97–103. [Google Scholar] [CrossRef]
- Shibata, M.; Varman, M.; Tono, Y.; Miyafuji, H.; Shiro, S. Characterization in Chemical Composition of the Oil Palm (Elaeis guineensis). J. Jpn. Inst. Energy 2008, 87, 383–388. [Google Scholar] [CrossRef] [Green Version]
- Octavia, S.; Soerawidjaja, T.H.; Purwadi, R.; Putrawan, I.A.G.A. The advantages of soaking with aqueous ammonia pretreatment process of oil palm empty fruit bunches. Int. J. Adv. Sci. Eng. Inf. Technol. 2017, 7, 865–870. [Google Scholar] [CrossRef]
- Kresnowati, M.; Mardawati, E.; Setiadi, T. Production of Xylitol from Oil Palm Empty Fruit Bunch: A Case Study on Bioefinery Concept. Mod. Appl. Sci. 2015, 9, 206. [Google Scholar] [CrossRef] [Green Version]
- Rosli, N.S.; Harun, S.; Jahim, J.M.D.; Othaman, R. Chemical and Physical Characterization of Oil Palm Empty Fruit Bunch. Malays. J. Anal. Sci. 2017, 21, 188–196. [Google Scholar]
- Brodeur, G. Developing a Novel Two-Stage Pretreatment of Lignocellulosic Biomass for Enhanced Bioprocessing. Ph.D. Thesis, The Florida State University, Ann Arbor, MI, USA, 2013. [Google Scholar]
- Duangwang, S.; Sangwichien, C. Optimization Studies on Acid Hydrolysis of Pretreated Oil Palm Empty Fruit Bunch for Production of Xylose by Application of Response Surface Methodology. Adv. Mater. Res. 2013, 699, 77–82. [Google Scholar] [CrossRef]
- Wang, F.-Q.; Xie, H.; Chen, W.; Wang, E.-T.; Du, F.-G.; Song, A.-D. Biological pretreatment of corn stover with ligninolytic enzyme for high efficient enzymatic hydrolysis. Bioresour. Technol. 2013, 144, 572–578. [Google Scholar] [CrossRef]
- Converti, A.; Domínguez, J.M.; Perego, P. Wood Hydrolysis and Hydrolysate Detoxification for Subsequent Xylitol Production. Chem. Eng. Technol. 2000, 23, 1013–1020. [Google Scholar] [CrossRef]
- Akpinar, O.; Levent, O.; Sabanci, S.; Uysal, R.S.; Sapci, B. Optimization and Comparison of Dilute Acid Pretreatment of Selected Agricultural Residues for Recovery of Xylose. BioResources 2011, 6, 4103–4116. [Google Scholar]
- Zulkiple, N.; Maskat, M.Y.; Hassan, O. Pretreatment of Oil Palm Empty Fruit Fiber (OPEFB) with Aquaeous Ammonia for High Production of Sugar. Procedia Chem. 2016, 18, 155–161. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.X.; Wang, Z.D.; Fang, K.; Fan, G.R.; Wang, P. Effects of Dilute Alkali Pretreatment on Chemical Components and Fermentable Sugars and Structure of Bamboo. Available online: https://www.scientific.net/AMR.1033-1034.114 (accessed on 3 September 2019).
- Coimbra, M.C.; Duque, A.; Saéz, F.; Manzanares, P.; Garcia-Cruz, C.H.; Ballesteros, M. Sugar production from wheat straw biomass by alkaline extrusion and enzymatic hydrolysis. Renew. Energy 2016, 86, 1060–1068. [Google Scholar] [CrossRef] [Green Version]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, L.J.; Martín, C. Pretreatment of lignocellulose: Formation of inhibitory by-products and strategies for minimizing their effects. Bioresour. Technol. 2016, 199, 103–112. [Google Scholar] [CrossRef] [Green Version]
- Hong, E.; Kim, J.; Rhie, S.; Ha, S.-J.; Kim, J.; Ryu, Y. Optimization of dilute sulfuric acid pretreatment of corn stover for enhanced xylose recovery and xylitol production. Biotechnol. Bioprocess Eng. 2016, 21, 612–619. [Google Scholar] [CrossRef]
- Palamae, S.; Dechatiwongse, P.; Choorit, W.; Chisti, Y.; Prasertsan, P. Cellulose and hemicellulose recovery from oil palm empty fruit bunch (EFB) fibers and production of sugars from the fibers. Carbohydr. Polym. 2017, 155, 491–497. [Google Scholar] [CrossRef]
- Da Silva, A.R.G.; Errico, M.; Rong, B.-G. Evaluation of organosolv pretreatment for bioethanol production from lignocellulosic biomass: Solvent recycle and process integration. Biomass Convers. Biorefinery 2018, 8, 397–411. [Google Scholar] [CrossRef] [Green Version]
- Harahap, B.M.; Kresnowati, M.T.A.P. Moderate pretreatment of oil palm empty fruit bunches for optimal production of xylitol via enzymatic hydrolysis and fermentation. Biomass Convers. Biorefinery 2018, 8, 255–263. [Google Scholar] [CrossRef]
- Lei, H.; Cybulska, I.; Julson, J. Hydrothermal Pretreatment of Lignocellulosic Biomass and Kinetics. J. Sustain. Bioenergy Syst. 2013, 3, 250–259. [Google Scholar] [CrossRef] [Green Version]
- Nitsos, C.K.; Matis, K.A.; Triantafyllidis, K.S. Optimization of Hydrothermal Pretreatment of Lignocellulosic Biomass in the Bioethanol Production Process. ChemSusChem 2013, 6, 110–122. [Google Scholar] [CrossRef]
- Oliveira, J.; Komesu, A.; Filho, R.M. Hydrothermal pretreatment for enhancing enzymatic hydrolysis of seeds of acai (Euterpe oleracea) and sugar recovery. Chem. Eng. Trans. 2014, 787–792. [Google Scholar]
- Sarawan, C.; Suinyuy, T.N.; Sewsynker-Sukai, Y.; Gueguim Kana, E.B. Optimized activated charcoal detoxification of acid-pretreated lignocellulosic substrate and assessment for bioethanol production. Bioresour. Technol. 2019, 286, 121403. [Google Scholar] [CrossRef] [PubMed]
- Soudham, V.P.; Brandberg, T.; Mikkola, J.-P.; Larsson, C. Detoxification of acid pretreated spruce hydrolysates with ferrous sulfate and hydrogen peroxide improves enzymatic hydrolysis and fermentation. Bioresour. Technol. 2014, 166, 559–565. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, F.; Yan, Z.; Bao, J. Dry biodetoxification of acid pretreated wheat straw for cellulosic ethanol fermentation. Bioresour. Bioprocess. 2019, 6, 24. [Google Scholar] [CrossRef]
- Buffers for Biochemical Reactions. Available online: https://worldwide.promega.com/resources/guides/lab-equipment-and-supplies/buffers-for-biochemical-reactions/ (accessed on 28 November 2019).
- Ferreira, S.L.C.; Bruns, R.E.; Ferreira, H.S.; Matos, G.D.; David, J.M.; Brandão, G.C.; da Silva, E.G.P.; Portugal, L.A.; dos Reis, P.S.; Souza, A.S.; et al. Box-Behnken design: An alternative for the optimization of analytical methods. Anal. Chim. Acta 2007, 597, 179–186. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Sugars, Byproducts, and Degradation Products in Liquid Fraction Process Samples; Laboratory Analytical Procedure (LAP), NREL: Golden, CO, USA, 2008. [Google Scholar]
- Brunner, G. Processing of Biomass with Hydrothermal and Supercritical Water. In Supercritical Fluid Science and Technology; Brunner, G., Ed.; Hydrothermal and Supercritical Water Processes; Elsevier: Oxford, UK, Great Britain, 2014. [Google Scholar]
- Pangsang, N.; Rattanapan, U.; Thanapimmetha, A.; Srinopphakhun, P.; Liu, C.-G.; Zhao, X.-Q.; Bai, F.-W.; Sakdaronnarong, C. Chemical-free fractionation of palm empty fruit bunch and palm fiber by hot-compressed water technique for ethanol production. Energy Rep. 2019, 5, 337–348. [Google Scholar] [CrossRef]
- Ma, X.J.; Cao, S.L.; Lin, L.; Luo, X.L.; Chen, L.H.; Huang, L.L. Surface characterizations of bamboo substrates treated by hot water extraction. Bioresour. Technol. 2013, 136, 757–760. [Google Scholar] [CrossRef]
- Ko, J.K.; Um, Y.; Park, Y.-C.; Seo, J.-H.; Kim, K.H. Compounds inhibiting the bioconversion of hydrothermally pretreated lignocellulose. Appl. Microbiol. Biotechnol. 2015, 99, 4201–4212. [Google Scholar] [CrossRef]
- Medina, J.D.C.; Woiciechowski, A.; Filho, A.Z.; Nigam, P.S.; Ramos, L.P.; Soccol, C.R. Steam explosion pretreatment of oil palm empty fruit bunches (EFB) using autocatalytic hydrolysis: A biorefinery approach. Pretreat. Biomass 2016, 199, 173–180. [Google Scholar] [CrossRef]
- Nunes, A.P.; Pourquie, J. Steam explosion pretreatment and enzymatic hydrolysis of eucalyptus wood. Bioresour. Technol. 1996, 57, 107–110. [Google Scholar] [CrossRef]
- Biswas, R.; Teller, P.J.; Ahring, B.K. Pretreatment of forest residues of Douglas fir by wet explosion for enhanced enzymatic saccharification. Bioresour. Technol. 2015, 192, 46–53. [Google Scholar] [CrossRef] [PubMed]
- Oliveira, F.M.V.; Pinheiro, I.O.; Souto-Maior, A.M.; Martin, C.; Gonçalves, A.R.; Rocha, G.J.M. Industrial-scale steam explosion pretreatment of sugarcane straw for enzymatic hydrolysis of cellulose for production of second generation ethanol and value-added products. Bioresour. Technol. 2013, 130, 168–173. [Google Scholar] [CrossRef] [PubMed]
- Petersen, M.Ø.; Larsen, J.; Thomsen, M.H. Optimization of hydrothermal pretreatment of wheat straw for production of bioethanol at low water consumption without addition of chemicals. Biomass Bioenergy 2009, 33, 834–840. [Google Scholar] [CrossRef]
- Gallina, G.; Alfageme, E.R.; Biasi, P.; García-Serna, J. Hydrothermal extraction of hemicellulose: From lab to pilot scale. Bioresour. Technol. 2018, 247, 980–991. [Google Scholar] [CrossRef] [PubMed]
- Chen, H. Chemical Composition and Structure of Natural Lignocellulose. In Biotechnology of Lignocellulose; Springer: Dordrecht, The Netherland, 2014; pp. 25–71. ISBN 978-94-007-6897-0. [Google Scholar]
- Ali, M.D.M.; Tamunaidu, P.; Aslan, A.K.H.N.; Morad, N.A.; Sugiura, N.; Goto, M.; Zhang, Z. Hydrothermal pre-treatment of oil palm empty fruit bunch into fermentable sugars. IOP Conf. Ser. Earth Environ. Sci. 2016, 36, 012042. [Google Scholar]
- Modenbach, A.A.; Nokes, S.E. Enzymatic hydrolysis of biomass at high-solids loadings—A review. Biomass Bioenergy 2013, 56, 526–544. [Google Scholar] [CrossRef] [Green Version]
- Jung, Y.H.; Park, H.M.; Kim, D.H.; Park, Y.-C.; Seo, J.-H.; Kim, K.H. Combination of high solids loading pretreatment and ethanol fermentation of whole slurry of pretreated rice straw to obtain high ethanol titers and yields. Bioresour. Technol. 2015, 198, 861–866. [Google Scholar] [CrossRef]
- Dãrãban, I.M.; Rosendahl, L.A.; Pedersen, T.H.; Iversen, S.B. Pretreatment methods to obtain pumpable high solid loading wood–water slurries for continuous hydrothermal liquefaction systems. Biomass Bioenergy 2015, 81, 437–443. [Google Scholar] [CrossRef]
- Maulana Hidayatullah, I.; Setiadi, T.; Tri Ari Penia Kresnowati, M.; Boopathy, R. Xylanase Inhibition by the Derivatives of Lignocellulosic Material. Bioresour. Technol. 2020, 300, 122740. [Google Scholar] [CrossRef]
- Rahikainen, J.L.; Martin-Sampedro, R.; Heikkinen, H.; Rovio, S.; Marjamaa, K.; Tamminen, T.; Rojas, O.J.; Kruus, K. Inhibitory effect of lignin during cellulose bioconversion: The effect of lignin chemistry on non-productive enzyme adsorption. Bioresour. Technol. 2013, 133, 270–278. [Google Scholar] [CrossRef]
- Yang, Q.; Pan, X. Correlation between lignin physicochemical properties and inhibition to enzymatic hydrolysis of cellulose. Biotechnol. Bioeng. 2016, 113, 1213–1224. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.; Huang, Y.; Sun, R.; Tu, M. The strong association of condensed phenolic moieties in isolated lignins with their inhibition of enzymatic hydrolysis. Green Chem. 2016, 18, 4276–4286. [Google Scholar] [CrossRef]
- Sukhbaatar, B.; Hassan, E.B.; Kim, M.; Steele, P.; Ingram, L. Optimization of hot-compressed water pretreatment of bagasse and characterization of extracted hemicelluloses. Carbohydr. Polym. 2014, 101, 196–202. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
The factorial plot of the main effects of solid loading (SL), temperature, and pretreatment time on (a) xylose recovery in solid pretreated oil palm empty fruit bunch (OPEFB) hydrolysate and (b) xylose recovery in liquid pretreated OPEFB hydrolysate.
Figure 1.
The factorial plot of the main effects of solid loading (SL), temperature, and pretreatment time on (a) xylose recovery in solid pretreated oil palm empty fruit bunch (OPEFB) hydrolysate and (b) xylose recovery in liquid pretreated OPEFB hydrolysate.

Figure 2.
Effects of temperature and solid loading on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate at pretreatment time of 37.5 min.
Figure 2.
Effects of temperature and solid loading on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate at pretreatment time of 37.5 min.
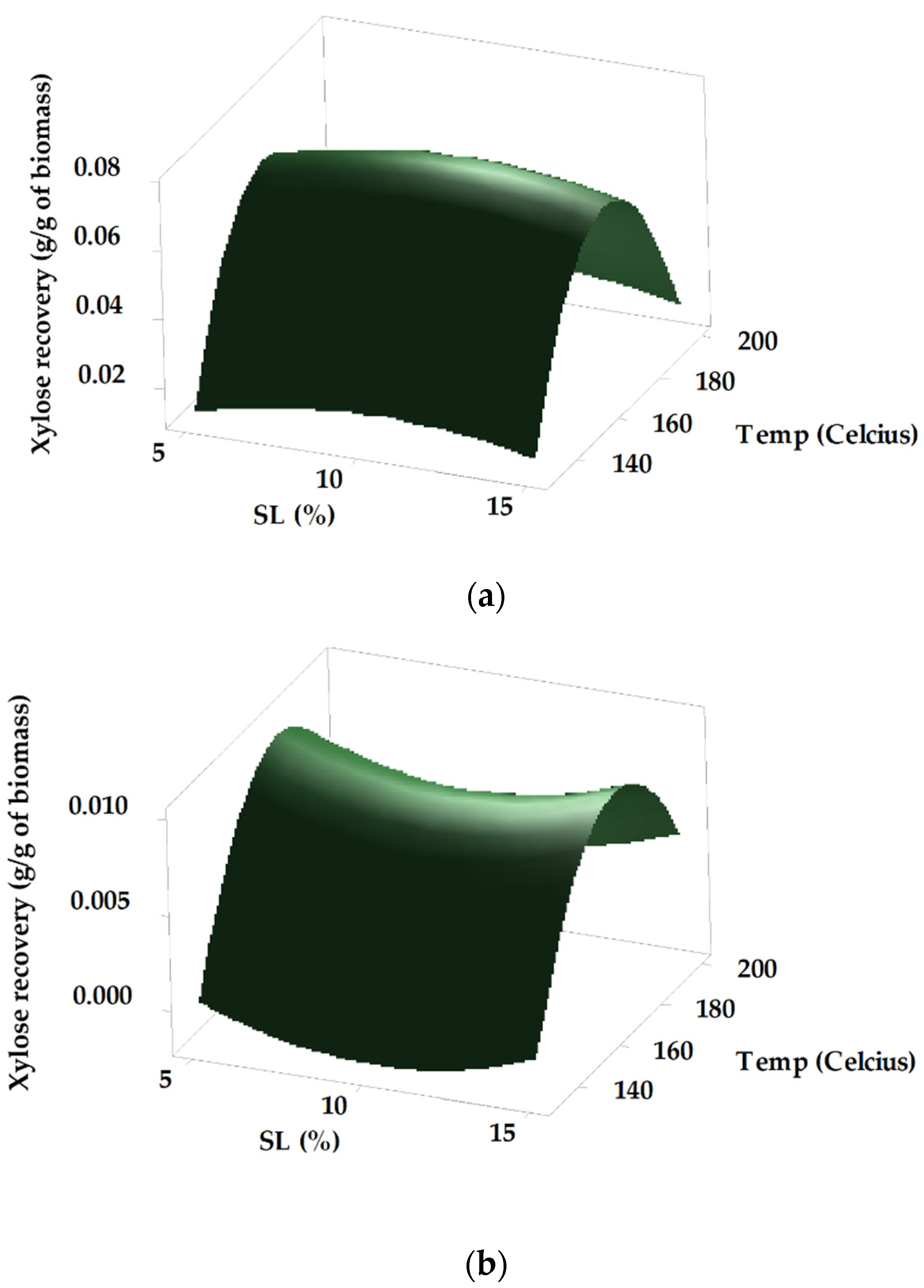
Figure 3.
Effects of pretreatment time and solid loading on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate, at a pretreatment temperature of 165 °C.
Figure 3.
Effects of pretreatment time and solid loading on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate, at a pretreatment temperature of 165 °C.

Figure 4.
Effects of pretreatment time and temperature on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate, at an SL of 10%.
Figure 4.
Effects of pretreatment time and temperature on xylose recovery (a) in solid pretreated OPEFB hydrolysate, and (b) in liquid pretreated OPEFB hydrolysate, at an SL of 10%.

Figure 5.
Contour plot for maximum total xylose recovery on hydrolysate of a) solid pretreated OPEFB and b) liquor pretreated OPEFB.
Figure 5.
Contour plot for maximum total xylose recovery on hydrolysate of a) solid pretreated OPEFB and b) liquor pretreated OPEFB.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Box–Behnken design experiment variable level.
| Variables | Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| Solid loading (SL), % | 5 | 10 | 15 |
| Temperature, C | 130 | 165 | 200 |
| Time, min | 5 | 37.5 | 60 |
Table 2.
Analysis of variance of xylose recovery in the hydrolysate of solid and liquid pretreated OPEFB.
Table 2.
Analysis of variance of xylose recovery in the hydrolysate of solid and liquid pretreated OPEFB.
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | ||||
|---|---|---|---|---|---|---|---|---|---|
| Solid Pretreated OPEFB | Liquid Pretreated OPEFB | Solid Pretreated OPEFB | Liquid Pretreated OPEFB | Solid Pretreated OPEFB | Liquid Pretreated OPEFB | Solid Pretreated OPEFB | Liquid Pretreated OPEFB | ||
| Model | 7 | 0.019339 | 0.000569 | 0.002763 | 0.000081 | 13.07 | 5.13 | 0.000 | 0.001 |
| Linear | 3 | 0.000184 | 0.000076 | 0.000061 | 0.000025 | 0.29 | 1.59 | 0.832 | 0.220 |
| SL (%) | 1 | 0.000016 | 0.000000 | 0.000016 | 0.000000 | 0.08 | 0.01 | 0.786 | 0.917 |
| Temperature (Celsius) | 1 | 0.000028 | 0.000075 | 0.000028 | 0.000075 | 0.13 | 4.71 | 0.721 | 0.041 |
| Time (min) | 1 | 0.000141 | 0.000001 | 0.000141 | 0.000001 | 0.67 | 0.06 | 0.423 | 0.817 |
| Square | 3 | 0.018930 | 0.000481 | 0.006310 | 0.000160 | 29.85 | 10.10 | 0.000 | 0.000 |
| SL (%) × SL (%) | 1 | 0.000286 | 0.000025 | 0.000286 | 0.000025 | 1.35 | 1.56 | 0.258 | 0.225 |
| Temperature (Celsius) × Temperature (Celsius) | 1 | 0.018868 | 0.000401 | 0.018868 | 0.000401 | 89.25 | 25.27 | 0.000 | 0.000 |
| Time (min) × Time (min) | 1 | 0.000246 | 0.000025 | 0.000246 | 0.000025 | 1.16 | 1.57 | 0.293 | 0.224 |
| 2-Way Interaction | 1 | 0.000224 | 0.000013 | 0.000224 | 0.000013 | 1.06 | 0.81 | 0.314 | 0.377 |
| Temperature (Celsius) × Time (min) | 1 | 0.000224 | 0.000013 | 0.000224 | 0.000013 | 1.06 | 0.81 | 0.314 | 0.377 |
| Error | 22 | 0.004651 | 0.000349 | 0.000211 | 0.000016 | ||||
| Lack-of-Fit | 5 | 0.001310 | 0.000153 | 0.000262 | 0.000031 | 1.33 | 2.66 | 0.297 | 0.059 |
| Pure Error | 17 | 0.003341 | 0.000196 | 0.000197 | 0.000012 | ||||
| Total | 29 | 0.023990 | 0.000918 | ||||||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Meilany, D.; Kresnowati, M.T.A.P.; Setiadi, T.; Boopathy, R. Optimization of Xylose Recovery in Oil Palm Empty Fruit Bunches for Xylitol Production. Appl. Sci. 2020, 10, 1391. https://doi.org/10.3390/app10041391
AMA Style
Meilany D, Kresnowati MTAP, Setiadi T, Boopathy R. Optimization of Xylose Recovery in Oil Palm Empty Fruit Bunches for Xylitol Production. Applied Sciences. 2020; 10(4):1391. https://doi.org/10.3390/app10041391
Chicago/Turabian StyleMeilany, Diah, Made Tri Ari Penia Kresnowati, Tjandra Setiadi, and Raj Boopathy. 2020. "Optimization of Xylose Recovery in Oil Palm Empty Fruit Bunches for Xylitol Production" Applied Sciences 10, no. 4: 1391. https://doi.org/10.3390/app10041391
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.