1. Introduction
Pneumatic actuators are preferred over hydraulic actuators in applications that have moderate power requirements because they are environmentally safe (compressed air versus high pressure oil), require minimal maintenance and have high durability. Yet, pneumatic actuators are not widely implemented. We hypothesize the reasons might be because: (1) commercially available actuators are available only in specific configurations (i.e., size, material, power output); and (2) of the relatively high cost of position- and force-controlled pneumatic actuators. Our work attempts to narrow the technology gap through the use of additive manufacturing, specifically 3D printing. We demonstrate that it is possible to print a piston-type linear pneumatic actuator with low friction and position and force control to create a relatively inexpensive customized pneumatic actuator.
The most common pneumatic actuators utilize compressed air to drive a piston along a cylindrical tube. Such actuators are generally made from metal (e.g., stainless steel or aluminum), as they require higher endurance to withstand repeated loading (e.g., fatigue failure). The most common and inexpensive pneumatic actuators have no sensors (i.e., operate open loop) and can shuffle between fully-extended or fully-retracted configurations. Adding force/pressure sensors and providing variable flow rates increases the applicability of such actuators to control applications, but adds to the cost and complexity of both the actuator and the control system.
Position sensors for pneumatics are available in either contact or non-contact configurations [
1]. Contact position sensors use a linear resistive transducer placed along the length of the cylinder. The piston head is fitted with a wiper that contacts the linear resistive transducer. The resistance changes as the piston moves, thus producing an output voltage proportional to the resistance and thus the piston displacement. Resistive sensors are inexpensive and easy to mount, but prone to contamination, wear and tear. Typical non-contact sensing uses a permanent magnet mounted on the piston head and magnetic switches around the cylinder to measure the strength of the magnetic field. The advantage of such a system is that it is more durable than resistive sensing, but is more expensive and does not work well when the the cylinder has ferric materials that will interfere with the magnetic field. Other work in non-contact sensing involves the detection of changes in the magnetic field in primary and secondary coils placed around the cylinder as the magnet moves or the use of an array of Hall effect sensors placed along the cylinder length to measure the magnetic field [
2]. Vyhnanek et al. [
3] used an alternate measurement system that does not require a permanent magnet, but needs a ferromagnetic piston rod. The method consists of placing excitation coils along the length of the cylinder, which changes the magnetic field due to interaction with the ferromagnetic piston rod. The magnetic field is then detected using fluxgate sensors placed along the length of the cylinder.
Forces on the actuator may be measured directly using a force sensor mounted on the output shaft [
4]. The indirect method uses pressure measurements in the two chambers of the cylinder for force estimation [
5,
6]. Two solid-state sensors are placed in each chamber of the pneumatic cylinder. Then, using the dimensions of the actuator, specifically the cross-sectional area of the cylinder and pressure measurements, it is possible to calculate the force. Note that the direct measurement estimates the forces at the output shaft, while the indirect method is only able to estimate the force just before the output shaft. The forces measured at the output shaft may be smaller than the forces before the output shaft due to inefficiencies (e.g., force of friction). Depending on the application, one of the two methods might be more desirable.
Three-dimensional (3D) printing, a technology that was created in the 1980s, has only recently become economically and technologically feasible for widespread use. The vast majority of work in 3D printing pneumatic actuators has been for soft (compliant) robot applications. For example, Peele et al. [
7] have created a pneumatic bellow-type actuator using stereolithography and fabricated an octopus tentacle. Stereolithography is a 3D printing technique that involves shining ultra-violet light on photosensitive polymers, thus solidifying them to create successive 2D layers to build 3D objects. Another advantage of 3D printing is the ability to build an entire system consisting of the structure, the mechanism, the transmission, as well as the actuator without the need for assembly. For example, Maccurdy et al. [
8] created a non-assembly hexapod robot that included bellow actuators, gear pumps and soft grippers, all of which were printed as a single integrated assembly using a multi-material printer. The gear pump forces the fluid through the transmission, thus moving the robot legs in a predefined fashion to create forward movement. Wei et al. [
9] created a rotary pneumatic stepper actuator. The actuator consists of an inner fixed rotor with gears on its outside and an outer moving rotor with gears on its inside. Three equidistant diaphragm cylinders placed along the outer gear are sequentially activated by compressed air to move the outer gear relative to the inner gear in steps. The main advantage is that the system has low requirements for airtightness. This actuator was printed along with a robotic arm, and a simple pick and place operation was demonstrated.
Sensors for 3D-printed parts can be placed after the printing is completed. A more subtle approach is to embed sensors by stopping the 3D printing process [
10]. The benefit of this method is the elimination of the assembly process, thus saving time. However, the approach is more complicated: visual cues need to be set up to stop the printing process to embed actuators, and joints need to be designed so that excess material around the joints can be easily removed post printing. More recently, with the development of newer materials (e.g., conductive elastomer) and printers with multiple material deposition heads, it is possible to co-print the sensor along with the structure. For example, Yang and Chen [
11] co-printed a position and pressure sensor within the soft actuator to create a robotic gripper.
Although 3D printing has been used to create soft pneumatic actuators that operate at a relatively low supply pressure, 3D printing has not been used to produce conventional pneumatic actuators such as the piston-cylinder assembly that is able to operate at standard pneumatic supply pressures. This work extends our earlier work on 3D-printed actuators that demonstrated a linear pneumatic ON-OFF actuator [
12] for open loop control. Here, in addition, we demonstrate feedback control by integrating appropriate sensors. Creating 3D-printed actuators using plastic filaments and hobby-grade printers is significantly challenging because of the low resolution of hobby-grade printers, leading to: limited strength parts, rough (high friction) surfaces, thus reducing the efficiency, appreciable clearance, leading to leakages, and anisotropy of the parts, resulting in direction-dependent strength. In this research, the challenges are met by using metal in high stress parts, post-processing of the printed surfaces for a smooth finish, piston head design and O-ring placement for a leak-proof piston-cylinder interface.
3. Results
3.1. Position Control
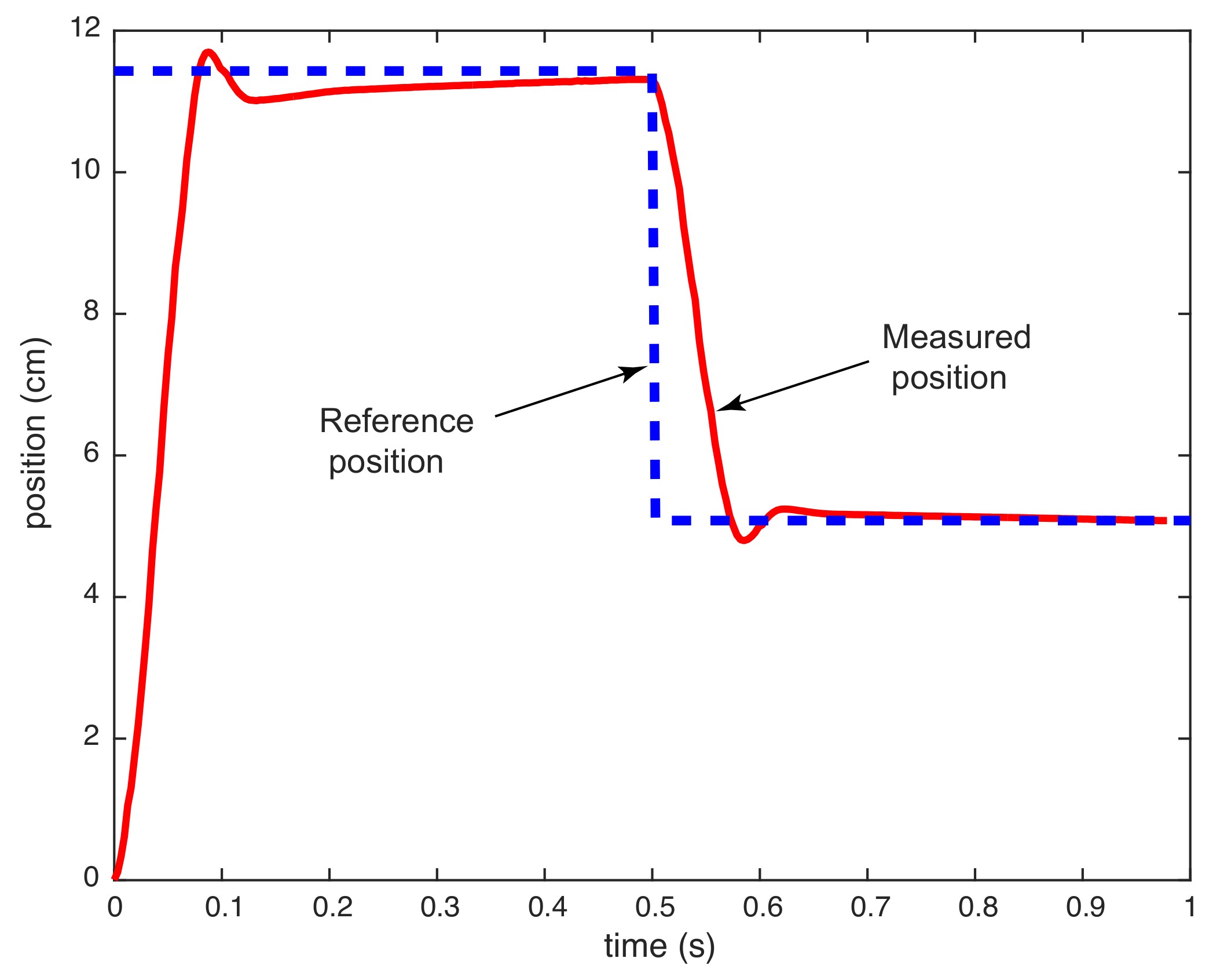
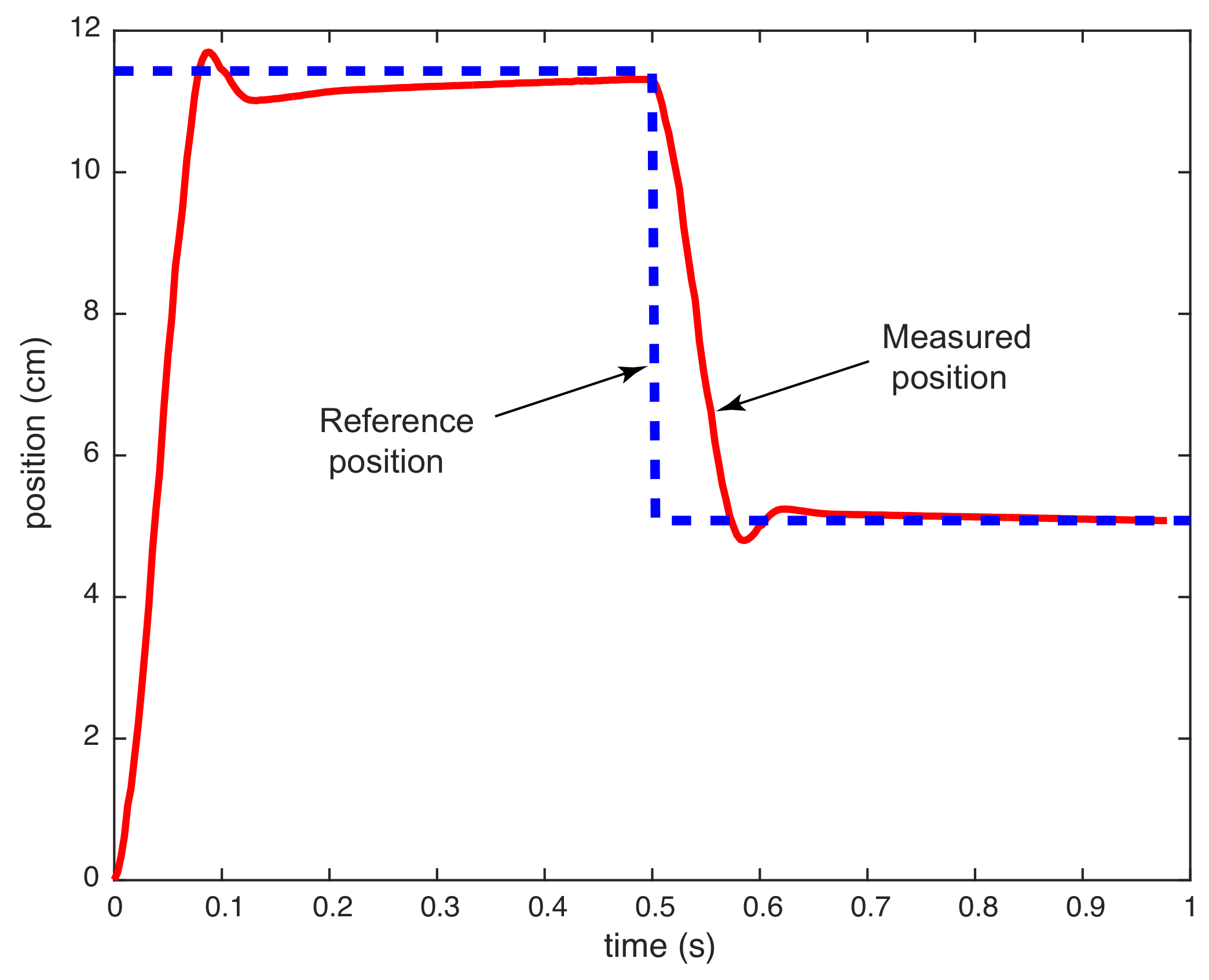
Figure 6 shows the results for position control. The position control test was performed with a regulated 25 psig supply pressure. The reference positions were two step inputs of amplitude
cm and
cm, each for
s. The rise time was 50 ms. However, this does not include a delay time or time between initiation of the step command and first motion of 25 ms. The settling time was about 100 ms. The overshoot and steady state error were negligible.
This delay time was significant, about 50% of the rise time. The delay time was dependent on the design of the pneumatic system. It is the time needed for the compressed air to fill the empty space (air lines, fittings, etc.) passing through the PFV before the piston was able to reach the minimum pressure required for motion. The delay time may be minimized by reducing the lengths of the air flow paths between the control valve and the cylinder, by reducing the size of the empty cavities found on either side of the piston, by using either valves capable of a larger flow rate or by using a control system that offers a higher response. However, the latter changes could increase the speed of the piston substantially, leading to overshooting; hence, careful design of the controller is needed to have reasonable response characteristics. Furthermore, reductions in this delay can be realized by reducing the radial compression of the piston sealing mechanism in order to reduce the required minimum pressure to overcome piston friction, but care must be taken, or leakage will occur past the piston seal.
3.2. Force Control
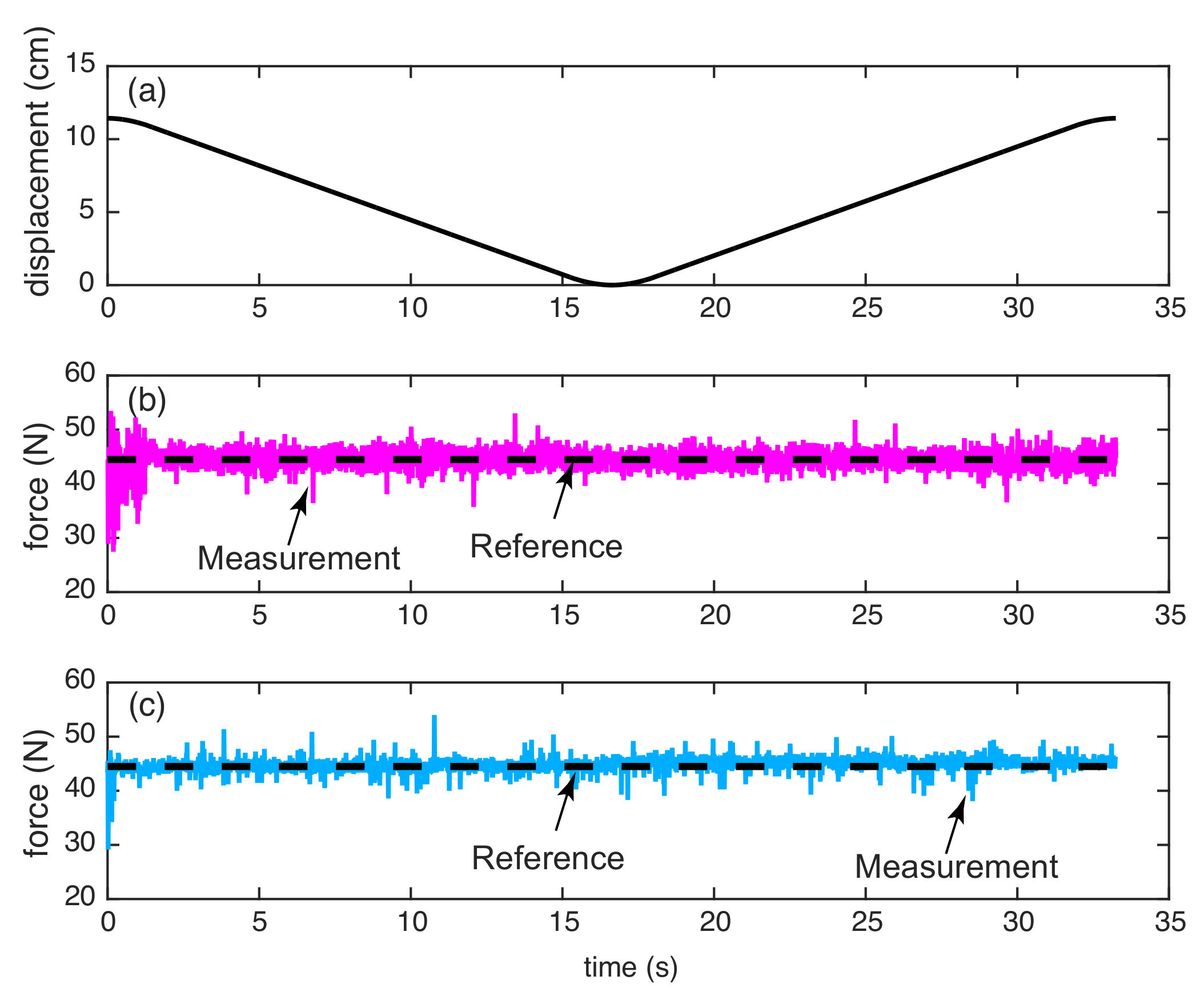
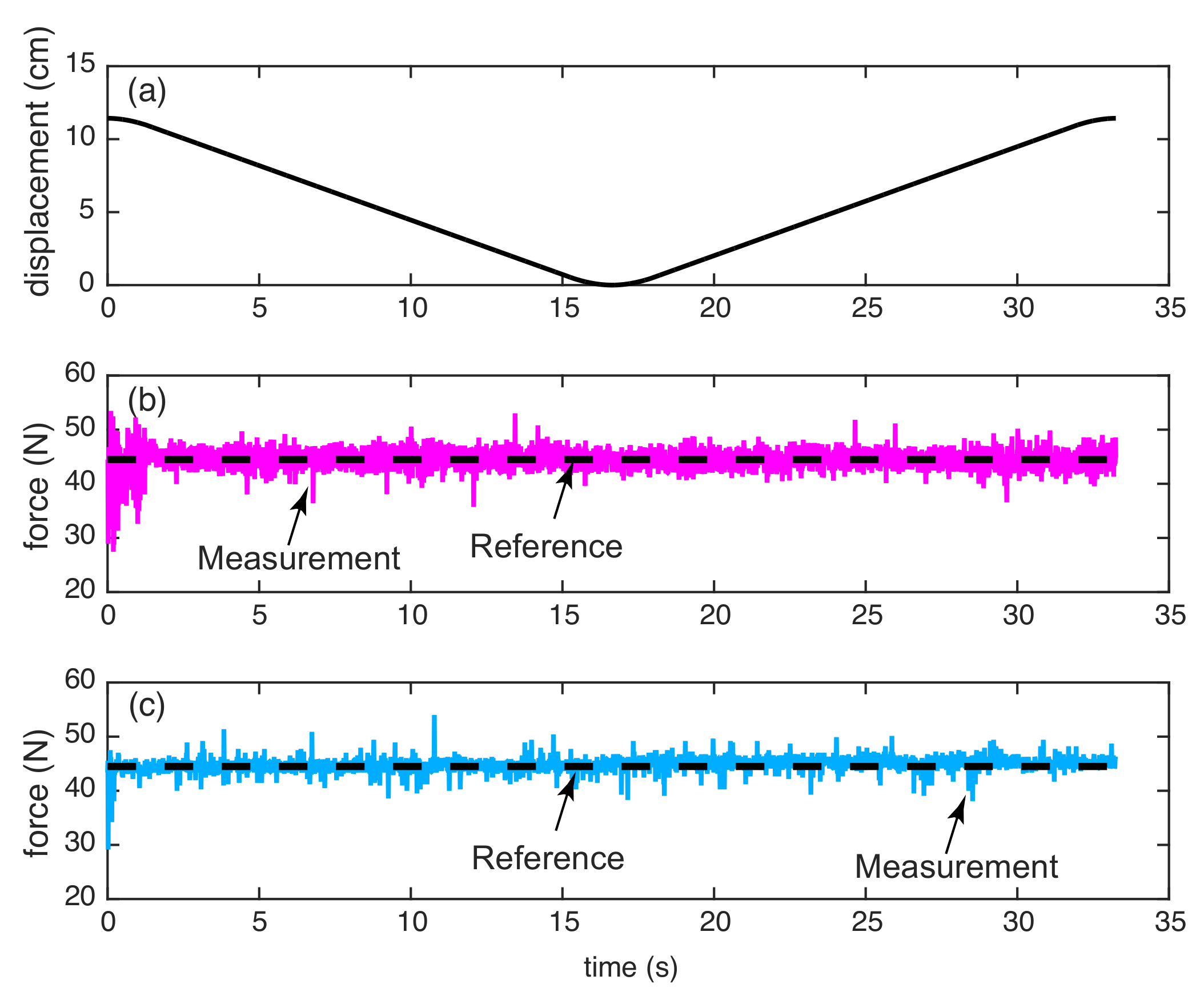
Figure 7 shows results for force control using the pneumatic actuator. The force control test was performed with a regulated 40 psig (
kN/m
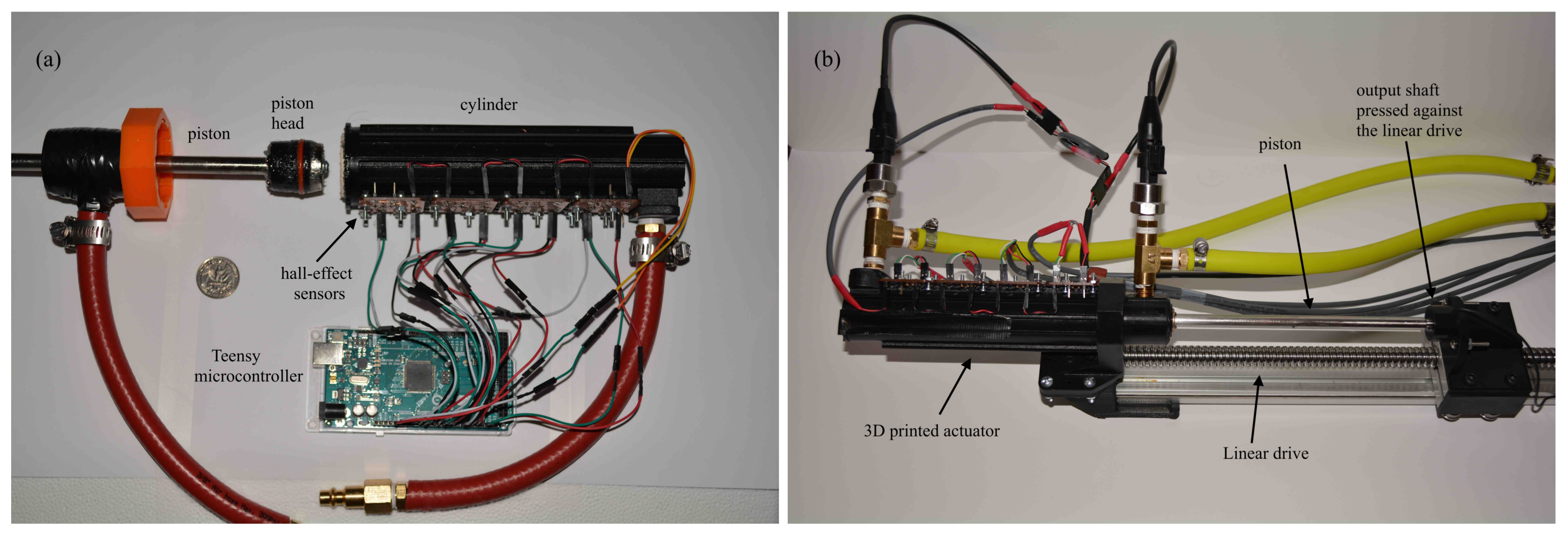
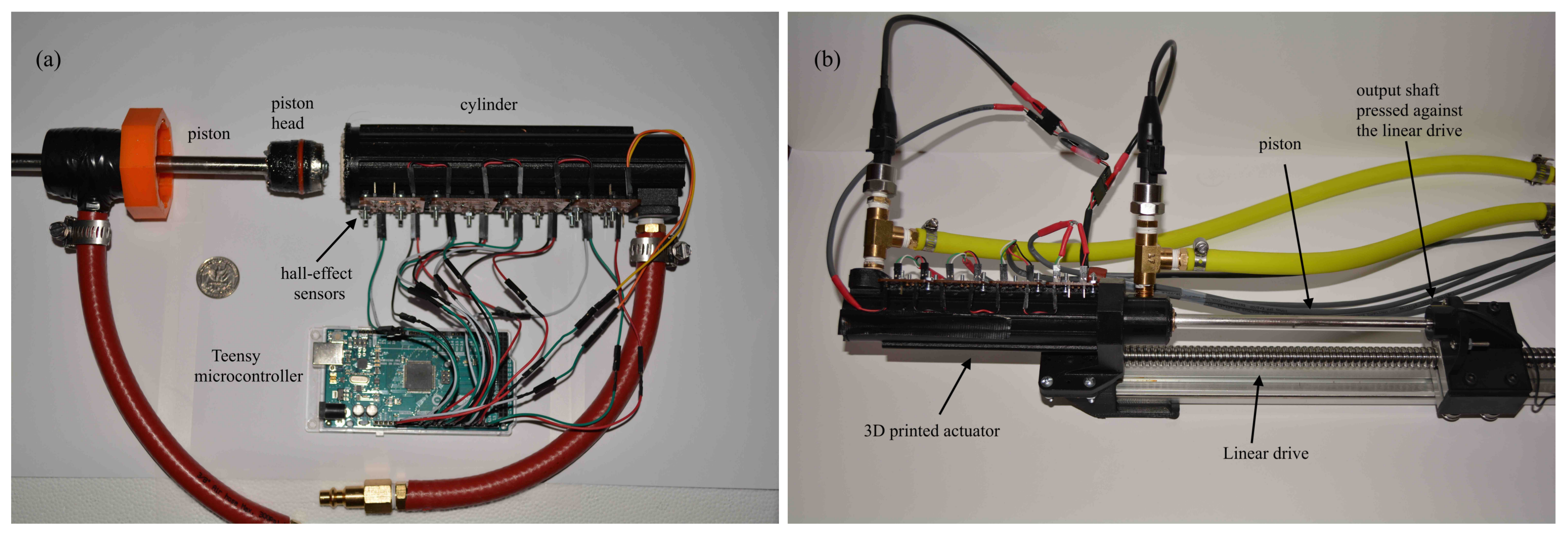
) supply pressure. The linear drive was placed in series with the pneumatic actuator such that the linear drive could exert a force on the piston of the pneumatic actuator as shown in
Figure 2b. The objective was to maintain a constant compressive force of
N while moving the linear actuator at a constant speed back and forth as shown in
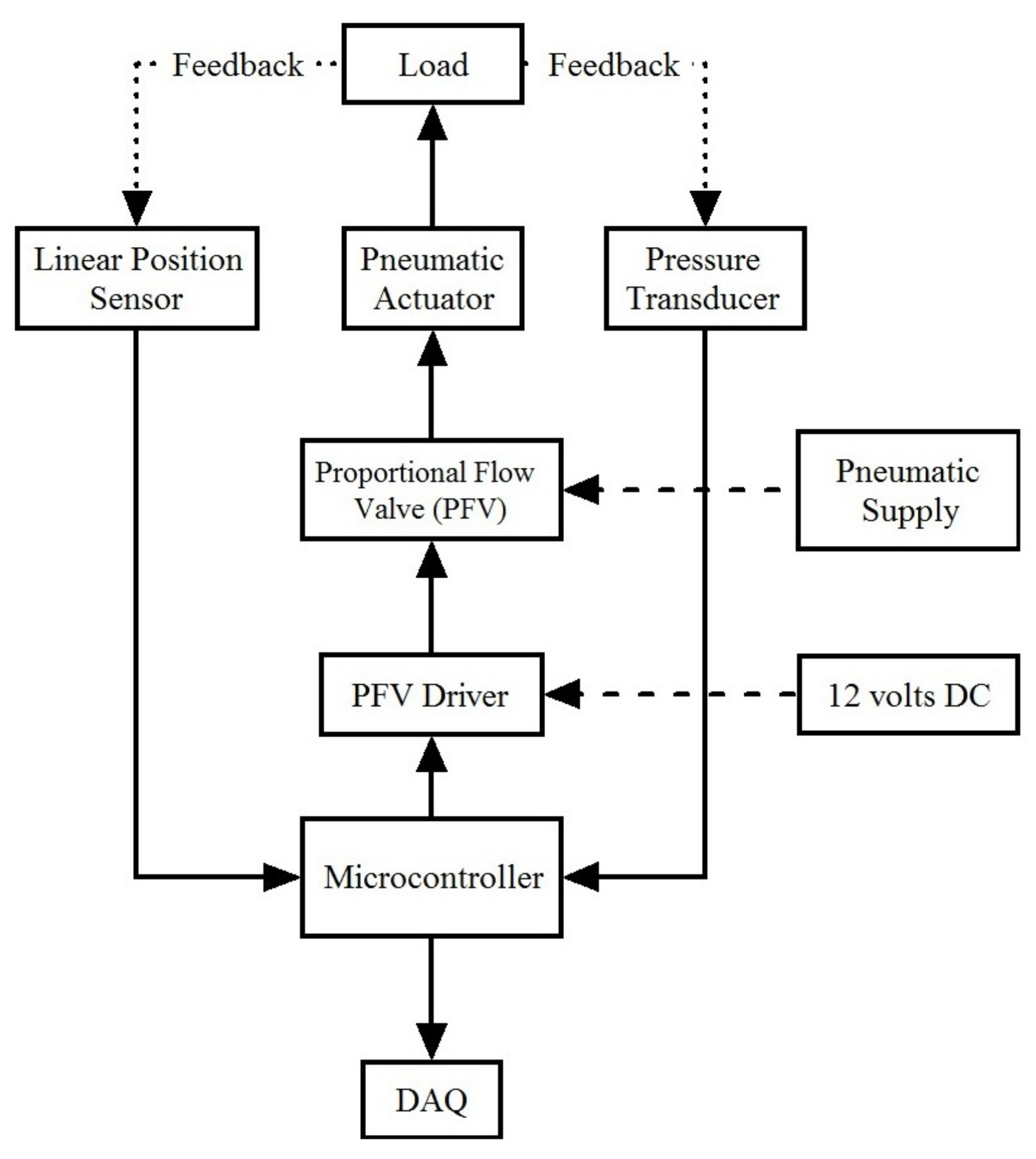
Figure 7a. An external linear drive coupled to the piston of the 3D-printed actuator imposes a constant speed on the device. The constant speed test is done to demonstrate that the 3D-printed actuator is able to maintain constant force throughout its travel distance. The force control was achieved using feedback from the force measured from the pressure sensors.
Figure 7b shows the force as measured by the pressure sensors in the pneumatic chambers, and
Figure 7c indicates force as measured by a strain gauge mounted on the output shaft. Note that
Figure 7b is the force measured before the output shaft, and
Figure 7c is at the output shaft. The two measurements should be the same except when there is measurable sliding friction. In such a case, the output force (strain gauge measurement) will be less than the input force (force measured in the pneumatic chambers). The average force values were
N and
N for the pressure transducer-based force and the strain gauge-based force, respectively.
The response shows initial spikes in the force measured by the pressure transducers (
Figure 7b) around
(where
t is the time in second). Initially, the micro-controller was in the reset state. This causes a zero voltage input to the PFV, which corresponds to a full flow state. Thus, the piston was subjected to supply pressure. This increases the force leading to spike, and it takes a few more spikes before the micro-controller was able to regulate the force. At
s, the linear slide reverses direction. The average force measured by the pressure sensor was unchanged. However, the average force values measured by the strain gauge were lower by an average of
N, although this was not readily observable from the above plots. This was due to friction at the piston-cylinder interface, which shows up on the strain gauge reading, as it was mounted at the output shaft.
3.3. Impedance Control
We define impedance control as being able to control the ratio of the force to the displacement to a prescribed value.
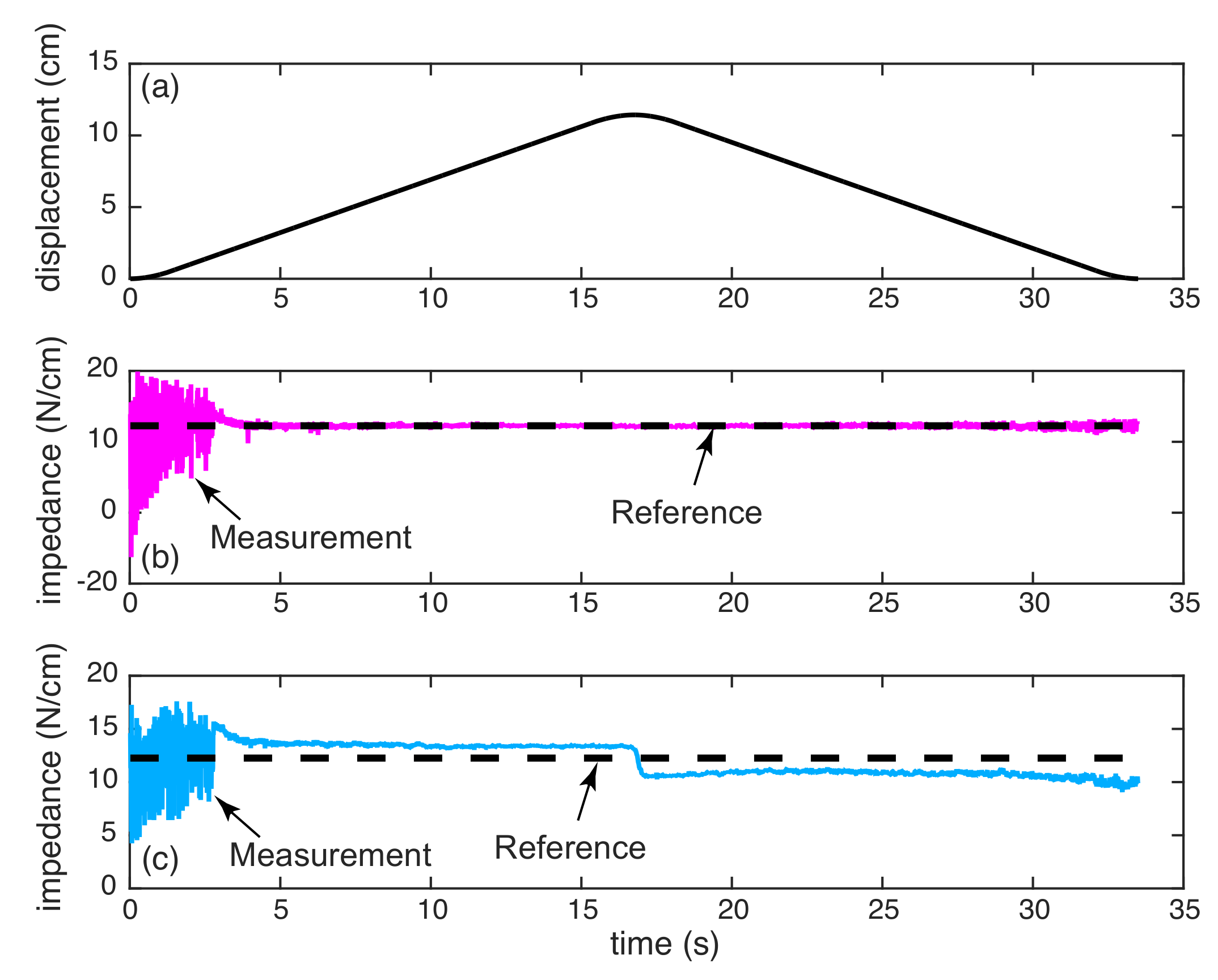
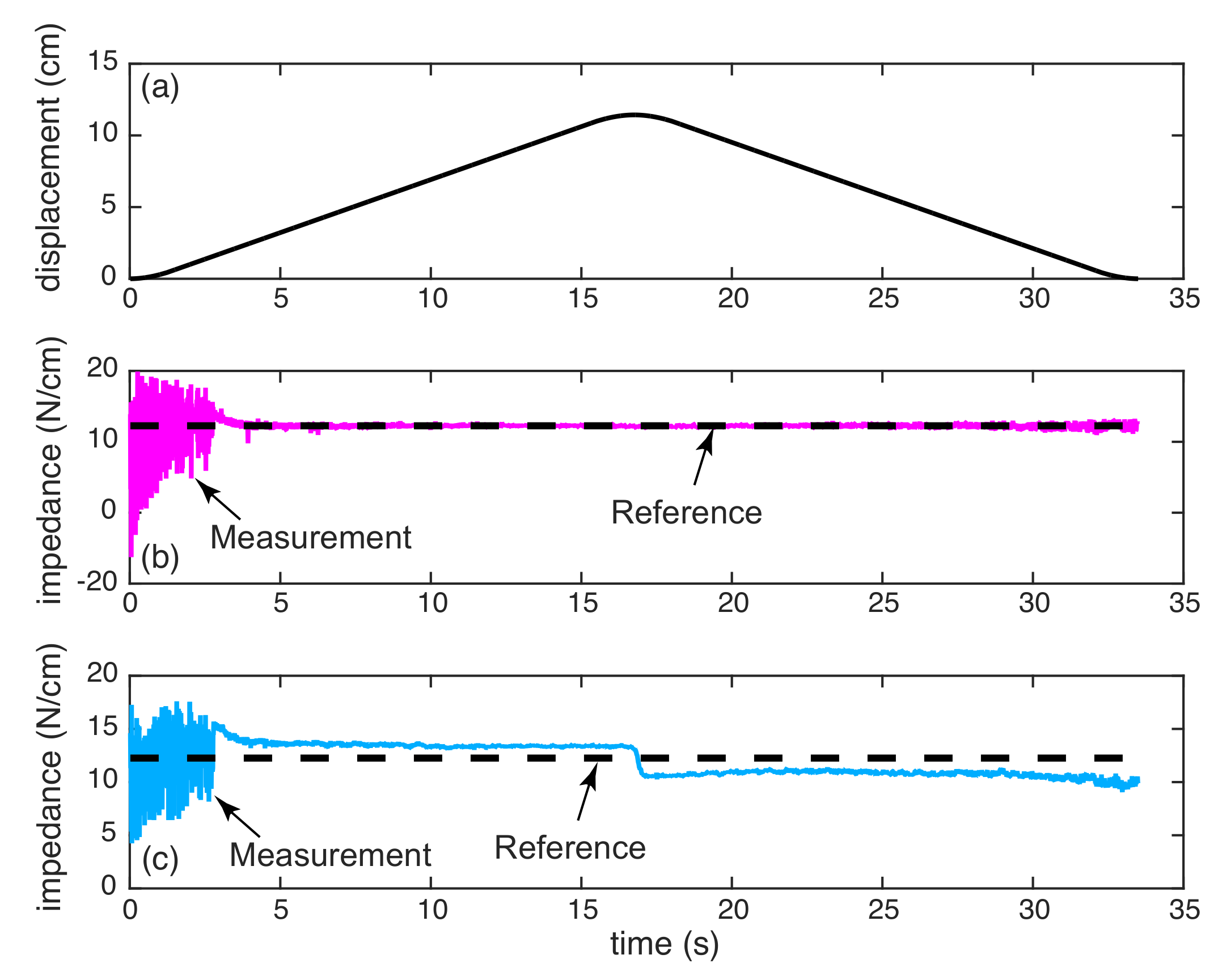
Figure 8 shows results for impedance control using the pneumatic actuator. Impedance is defined as the ratio of the force to the displacement. The impedance control test was performed with a regulated 40-psig (
kN/m
) supply pressure. Like the force control experiment, the linear drive was placed in series with the pneumatic actuator and moved at a uniform rate as shown in
Figure 8a. The objective was to maintain
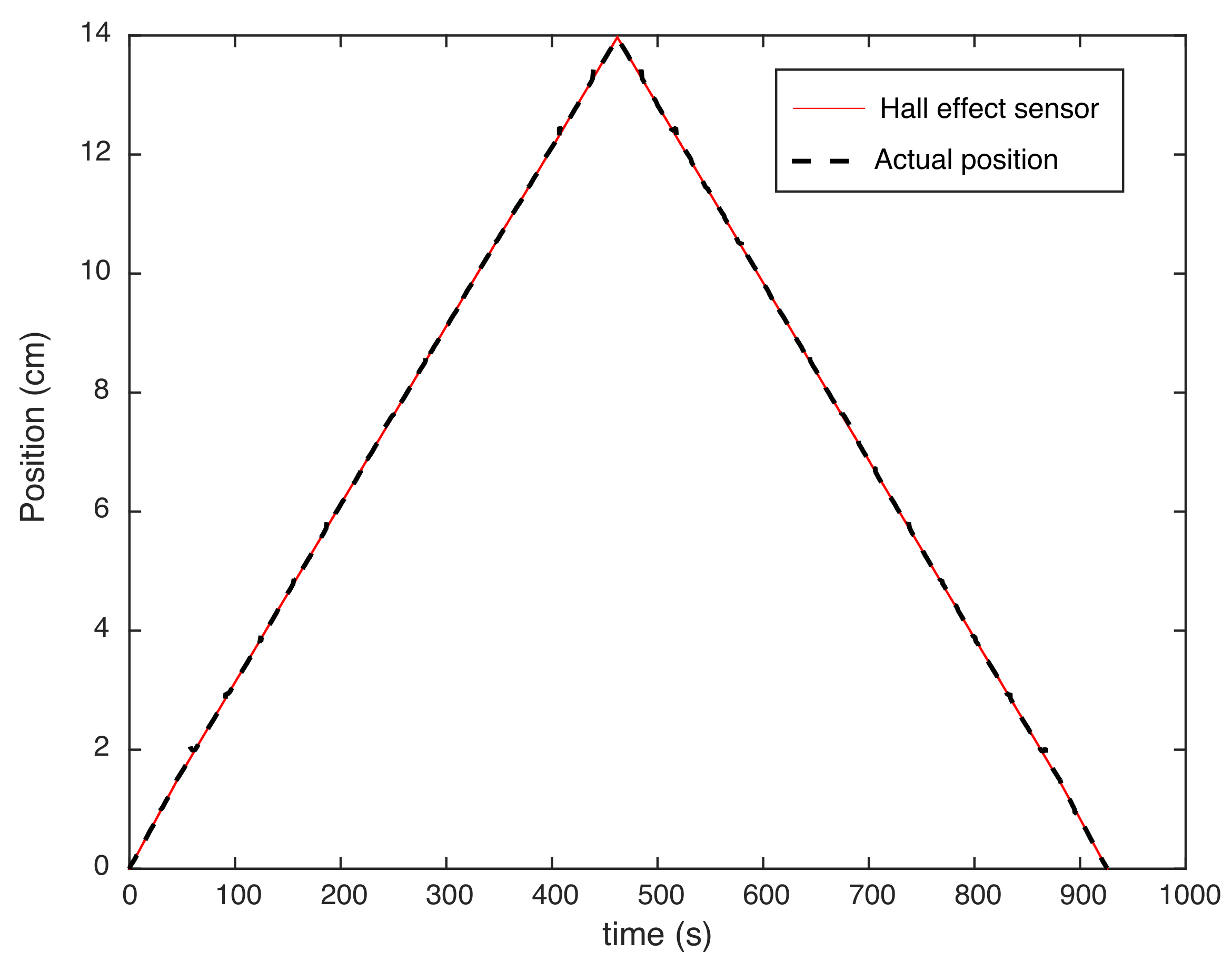
N/cm (a constant value). The position was measured using the Hall effect sensors, and the force was measured using the pressure sensors. These sensors values were used to compute the measured impedance. As seen from
Figure 8b, the measured impedance follows the desired impedance (shown as a black dashed horizontal line). The average impedance for the plot was
N/cm. We also estimated the impedance using the force measurement from the strain gauge in combination with the position from Hall effect sensors. The impedance is shown in
Figure 8c. The average impedance during increasing linear drive movement (
) was
N/cm and during decreasing linear drive movement (
) was
N/cm. The difference in impedances in these plots was due to a combination of friction and stick-slip displacement, as discussed in the next paragraph.
The impedance control test possesses some particularly interesting artifacts from a control standpoint. First, in the initial time period of the plot, , the response shows spikes. This was due to a combination of effects; specifically, it was due to the PFV starting movement from a full open position as previously described, as well as the displacement and pressure transducer values were sufficiently small and were close to the noise levels in the measurements. Thus, measured impedance was noisy, and the use of high gains amplified the noise and showed up as spikes in the plot. However, as the displacement and forces increased (the sled moves from the initial position), the noise was no longer an issue, and tracking was easier. This effect can be alleviated by increasing the accuracy of the utilized pressure transducers or selecting a PFV with higher resolution for a lower volumetric flow (overall response would suffer due to a reduced maximum flow rate). The second point of interest was that the measured impedance using the strain gauge was different as the linear drive reversed direction at s. There are two factors that contribute to this: (1) the sliding friction force, which shows up in the strain gauge reading; and (2) the displacement error at the onset due to the sliding friction force. The latter was caused due stick-slip behavior that occurred when the piston head changed direction. It was much easier to control the actuator at slow speeds using the force measurement from pressure transducers, as there was no friction to be accounted for, but harder using the strain gauge, as friction can lead to nonlinearities that may degrade performance.
4. Discussion
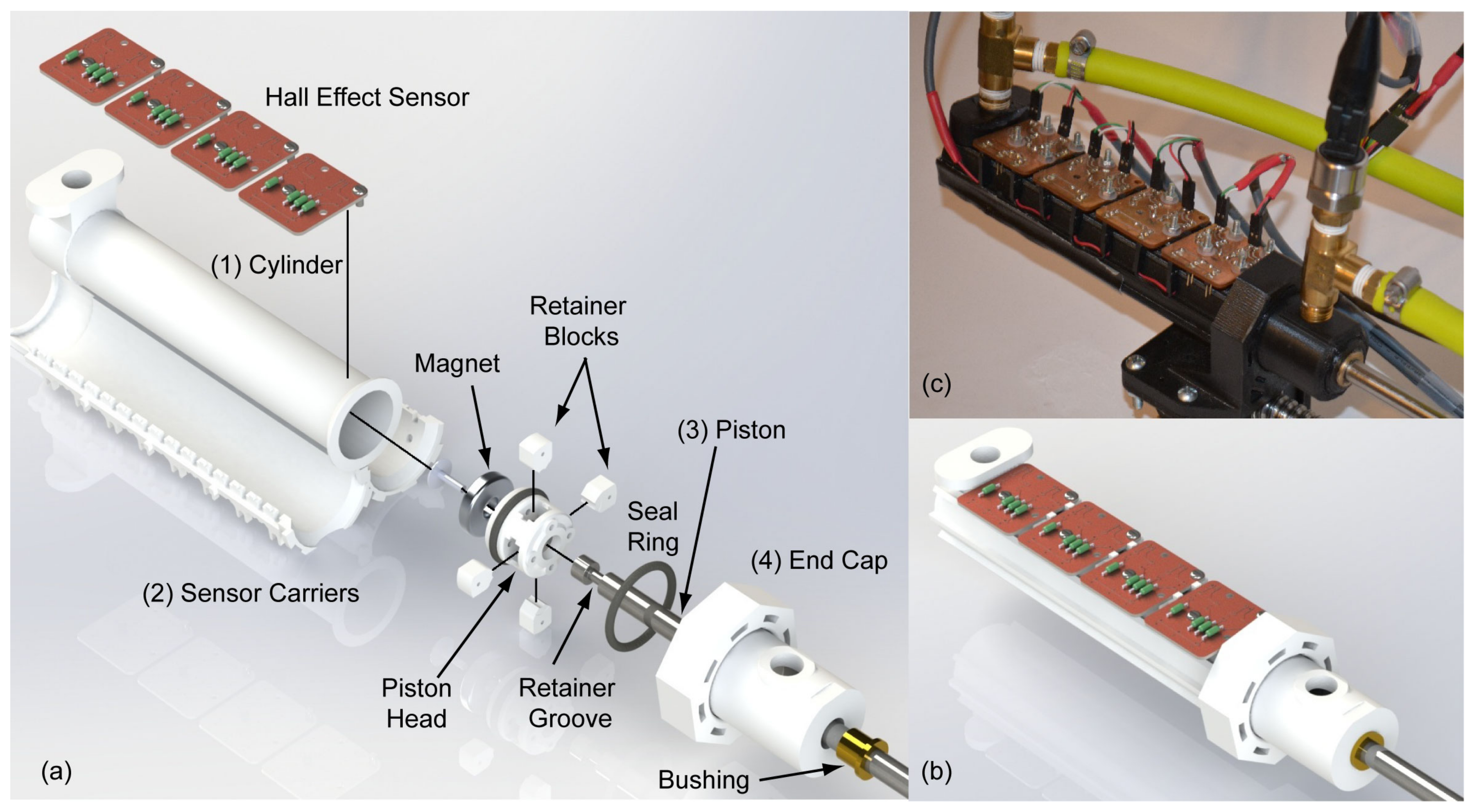
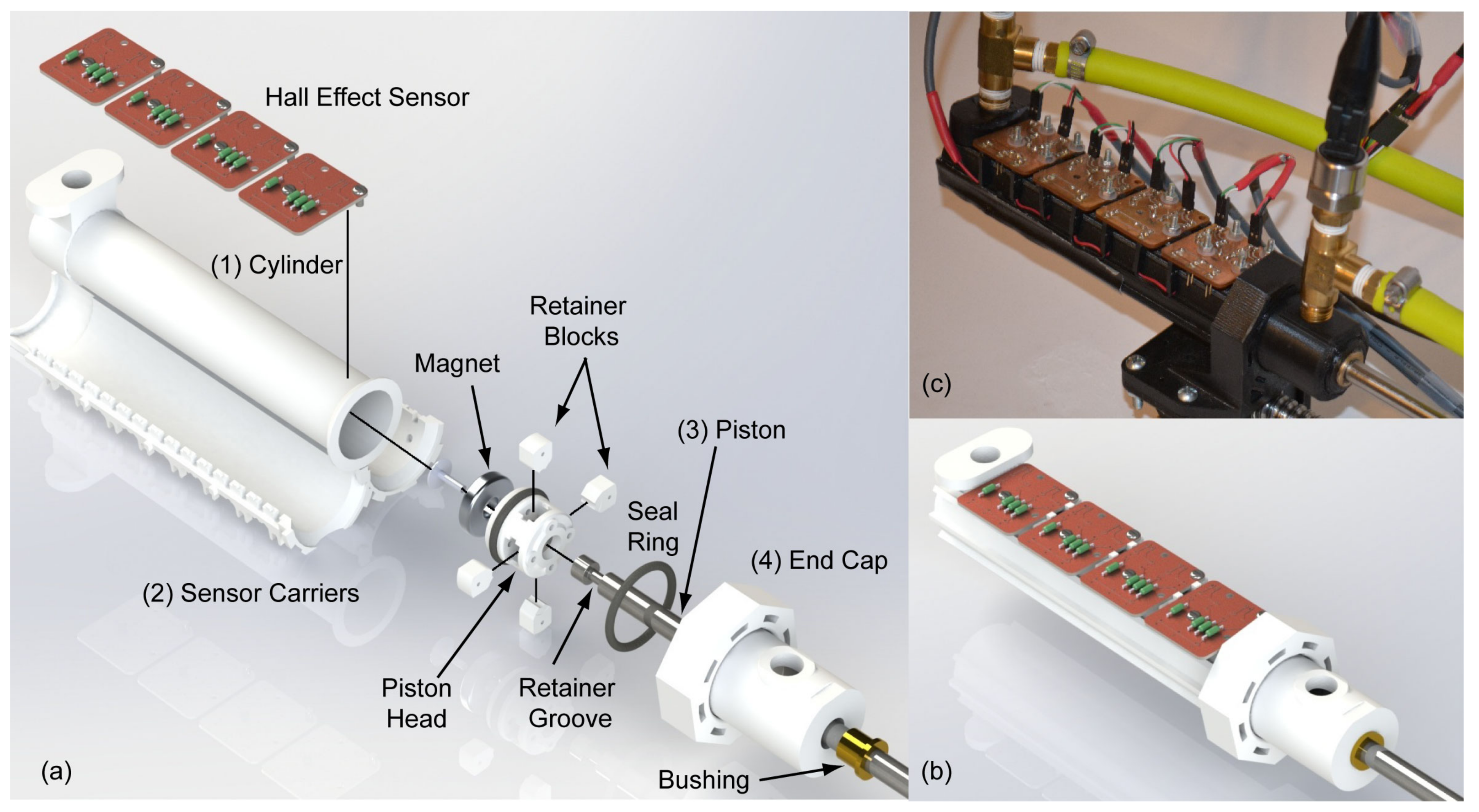
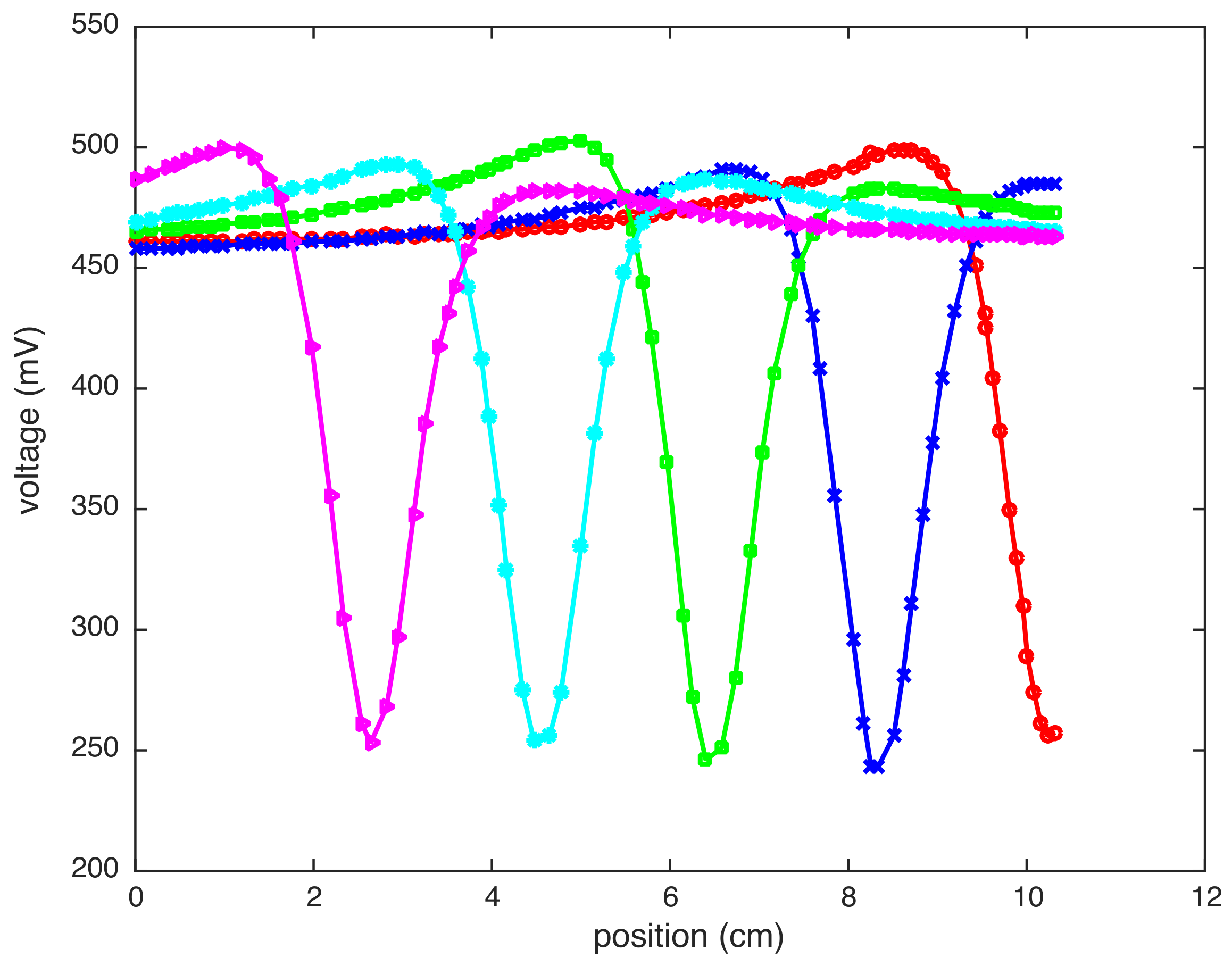
We have presented the design and construction of a 3D-printed linear pneumatic actuator. The cylinder, sensor cover, end caps and piston head were all 3D printed using PolyLactic Acid (PLA), a thermoplastic, while the piston was a stainless steel rod for strength. A magnet embedded in the piston head produces a magnetic field that was measured by Hall effect sensors embedded on the outside of the cylinder to measure the position and two pressure transducers placed in the two chambers of the cylinder where the pneumatic tube meets the cylinder to measure the force by suitable calibration. The actuator was controlled using an off-the-shelf high performance proportional flow valve. The utility of the actuator was demonstrated by performing position control, force control and impedance (or stiffness) control experiments. Our work is novel as it demonstrates for the first time the possibility of creating a linear pneumatic actuator comparable to an industrial-grade pneumatic actuator in terms of size, stroke length and input pressure by 3D printing using PLA (a thermoplastic).
The design of the 3D-printed cylinder requires a few considerations. As an FDM 3D printer functions on a layer-by-layer basis (the current layer is adhered to the subsequent layer), the material bonds were weakest in the direction perpendicular (z-axis) to the printing plane (x-y axis). The cylinder was 3D printed such that the z-axis of the printer aligned with the length of the cylinder. Due to this print configuration, the cylinder was weakest for forces imparted along the piston travel direction. This caused the 3D-printed cylinder to be particularly susceptible to high magnitude forces, particularly the forces that arise from unrestrained travel within the cylinder, which results in a high magnitude impact with the 3D-printed cylinder body. Thus, the 3D-printed cylinder should be designed so that the actuated movement range terminates before the piston impacts with either end of the 3D-printed cylinder. Another issue was the limited resolution of our hobby-grade 3D printer that led to a rough surface finish and pores in the cylinder. This was an issue, as it would lead to higher friction and air leakage. A post-processing procedure we employed involving sanding the inner surface using a hand-drill was able to improve the surface finish and close the pores. Another technique we have used in the past was chemical post-processing. This involved dipping the 3D-printed part in acetone, and this worked only for certain plastics, namely acrylonitrile butadiene styrene also (ABS), that chemically react with acetone.
The seal-cylinder interface was where the actual movement occurs. This interface can get heated up quickly, and maintaining a sufficient flow rate and lubrication was important. The amount of allowable heat generation will vary according to the dimensions of the specific cylinder, but the interior surface temperature of the bore should not exceed 100 degrees Fahrenheit, otherwise plastic deformation of the cylinder could occur, possibly allowing the cylinder to deform to the extent that leakage past the piston seal may occur, rendering the pneumatic cylinder inoperable. Another idea to reduce heating is to use a rolling diaphragm to seal the pneumatic cylinder, and this is advantageous because rolling friction produces less heat than sliding friction due to the lower contact area in rolling movements [
16].
The total cost of the custom-made pneumatic actuator including the position sensing, but excluding the proportional control valve and micro-controller was about USD 90. A comparable commercially available pneumatic actuator, the Bimba PFCNL-09 [
1], has a list price for the base cylinder/position sensing apparatus of about USD 580, about
-times our actuator. Both actuators have comparable weight (
kg for Bimba and
kg in our 3D-printed actuator). Bimba operates at about 70–80 psig, but we have only tested ours up to 40 psig in dynamic loading and up to 150 psig in static loading without failure. Furthermore, our actuator has an accuracy of
mm and a linearity of 3%, which were lower than those of Bimba (accuracy of
mm and linearity of 1%). A major cost for our actuator was the off-the-shelf pneumatic valves and drives (Enfield Technologies) that cost about United States Dollar (USD)
$700. These were necessary to achieve high fidelity position and force control. In our previous work, we created a custom valve driver using a solenoid driven by pulse width modulation costing about USD 50, but it had a limited bandwidth of 30 Hz [
14].
The force control in this paper is called collocated control. In collocated control, the actuator and sensor are placed at the same location. In our case, force was measured using pressure sensors placed in the pneumatic chambers and controlled using air flow from valves. Thus, the force was measured before the output shaft. On the other hand, we also measured the force at the output shaft using a strain gauge, but this force measurement was not used for force control. The output shaft forces are different from forces measured before the output shaft because of friction and air compressibility. Controlling the output shaft force using compressed air in the chambers is called non-collocated control because the actuator and sensor are placed at different locations. We did not attempt non-collocated control here, but it is more difficult because one needs to account for additional dynamics between the actuator and sensor. Careful design of non-collocated control system is desirable to prevent system instabilities [
17].
We investigated the use of resistive and capacitive sensing for position measurement. For resistive sensing, we attempted to 3D print a conductive plastic along the inner surface of the cylinder. However, we had difficulty in printing a smooth layer of conductive filament and had to abandon the method. For capacitive sensing, a suitably conductive material was placed along the length of the cylinder as concentric plates. One plate serves as a reference, while the other moves with the piston, causing a varying amount of capacitance between the concentric plates. This is a non-contact measurement system, but had poor accuracy due to external interferences and requires investigating shielding techniques (e.g., enveloping the cylinder in a system ground plane, for example). Another issue we found was that with capacitive sensing, there was a loss of measurements close to the ends of the cylinder. Ultimately, we found that magnet-based sensing using a Hall effect sensor worked well for our actuator.
5. Conclusions
Our conclusion is that it is possible to use 3D printing to create a pneumatic actuator that is comparable to commercial actuators in terms of strength and performance, but at a fraction of the cost. Several key strategies were discussed and included: (1) the use of metallic inserts in high stress areas; (2) a sanding procedure along the inner surface for a smooth finish; (3) piston head design and seal placement for leak-proof motion; and (4) appropriate sensor choice and placement for position and force control. This research could potentially open new techniques for creating less expensive, customizable and capable actuators by harnessing 3D printing technology.
However, our work also has several limitations. The cylinder requires extensive post-processing, which was critical for a good surface finish and closing the pores. This issue may be resolved by using higher resolution printers (e.g., industrial-grade printers), but some post-processing might still be needed for a smooth finish. Although we used 3D printing with the intent of having a lighter actuator than that commercially available, our 3D-printed actuator had a similar weight as that of an industrial-grade actuator to which we compared our actuator. We could have reduced the weight by replacing the stainless steel rod with aluminum and further reducing the cylinder wall thickness. The latter would result in reduced cylinder strength and durability. Although our 3D-printed actuator was almost six-times less expensive than a commercial actuator of the same size, the use of an off-the-shelf flow rate valve increases the cost of the actuator substantially. Though we have tried creating our own valve using solenoid and pulse width modulation, the low bandwidth meant that we were unable to have high fidelity control. We have tried a naive hand-tuned proportional-integral controller, and better tracking and performance may be achieved using a model-based controller, but this would necessitate identification of the system. Finally, the availability of multi-material printers that can print multiple materials (e.g., metals, plastic) simultaneously including sensors would make the actuator truly monolithic besides providing the great customizability of 3D printing.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}