
Effect of Crushing Method on the Properties of Produced Recycled Concrete Aggregates

1
Urban and Environmental Engineering, University of Liège, Allée de la Découverte 9, 4000 Liège, Belgium
2
Department of Structural Engineering, College of Civil Engineering, Tongji University, Shanghai 200092, China
*
Author to whom correspondence should be addressed.
Buildings 2023, 13(9), 2217; https://doi.org/10.3390/buildings13092217
Submission received: 25 July 2023
/
Revised: 28 August 2023
/
Accepted: 28 August 2023
/
Published: 31 August 2023
(This article belongs to the Special Issue Sustainable Development: Recycle and Reuse of Waste Materials in Construction Industry)
Abstract
:Construction and Demolition Waste (C&DW) is generated around the world and its quantity will increase in the future. Recycling has become the favored method of dealing with concrete waste but, to avoid its downcycling, it is important to develop a recycling process which is able to produce high-grade recycled concrete aggregates (RCA). To that end, studying the influence of the production process on the properties of RCA can prove to be a crucial step toward a more circular construction industry. In this study, the influence of the crushing method is investigated. Samples of five laboratory-made concretes have been crushed using the most common mechanical crushing methods (impact crusher and jaw crusher), and the particle size distribution, morphology, hardened cement paste content and water absorption of the produced RCA have been measured and analyzed. The findings indicate that the use of impact crushers results in the production of RCA possessing more spherical geometric characteristics, albeit with a broader particle size distribution and a relatively higher content of fine particles as compared to those obtained from jaw crushers. Additionally, it is observed that the employed crushing technique seemingly exerts no discernible impact on the hardened cement paste content and the water absorption in the context of the studied concretes.
1. Introduction
The ongoing expansion and replacement of existing real estate leads to the production of important amount of Construction and Demolition Wastes (C&DW). The construction industry is responsible for one of the heaviest and most voluminous waste streams in the EU [1]. It accounts for at least one third of the waste generated in the EU and represents an amount of about 850 Mt (Mt: Megaton). The most widely used building material is concrete with a global production increasing by as much as 25 Gt (Gt: Gigaton) per year [2,3] which means that most of the C&DW are composed of concrete. Due to environmental and economic pressure, recycling has become an increasingly popular method of disposing of C&DW that can provide a sustainable source of aggregates for future concrete production [4,5,6].
Recycling C&DW starts with the selective demotion of a building to separate the different waste materials [7,8] after which it is transferred to the recycling plant. C&DW recycling plants bear a resemblance to natural aggregate production facilities, as they employ a range of equipment such as crushers, screens, transfer devices and filtering systems to produce granular materials of a predetermined grain size distribution. The degree of processing of the C&DW depends on their intended future application [9]. The recycling plants can be divided into mobile or stationary styles. Considering fixed recycling plants [10,11], the recycling process starts with the reception and storage of the materials to be treated. It is followed by a scalping step where the materials are screened to separate fine particles and soil before crushing. Next, the material is crushed (primary and occasionally secondary crushing), then it goes on a conveyor band equipped with an electromagnet to remove any metallic elements (such as rebars), and through a manual or automatic extraction of impurities. Finally, it is screened for the different desired particle sizes.
The preparation phase is particularly important, specifically for large reinforced concrete elements, as it may impact crushing and purification systems. It is also used to reduce waste dimensions before crushing. The produced aggregates are mainly used in less demanding applications such as bulk fill, fill in drainage, primary foundations, embankments and levelling work [9,12,13,14] which leads to concrete “down cycling”.
A very low percentage of recycled concrete aggregates (RCA) are used for the production of new concrete products because typical state-of-the-art recycling plants usually yield “lower-grade” RCA, presenting a lower density, higher water absorption [15,16,17,18,19], lower resistance to abrasion and higher sulfate content compared to the natural aggregates (NA) [20,21,22,23,24,25,26,27]. These properties of RCA, including its fine content and shape [28,29,30,31], have been shown to have a negative impact on the workability, strength and durability of recycled concrete prepared using RCA [32,33,34,35,36,37]. The lower quality of RCA is attributed to their composition which comprises a mixture of NA and adherent hardened cement paste [38,39,40,41,42,43,44]. Some scholars have experimentally studied the mechanical properties of recycled concrete slabs and pointed out the feasible use of recycled concrete in practical engineering applications [20,23,24,25], whereas the properties of RCA were good enough (this could be improved by updating the crushing procedure).
Given that the recycling of C&DW has become one of the most important topics in concrete research, and because of the correlation between mortar content and RCA properties, many research works have been conducted to identify the factors responsible for the adherent hardened cement paste content. It is mostly influenced by the properties of the parent concrete, the crushing procedure and the final particle size of the RCA produced [45,46,47,48,49].
Weaker parent concrete has usually been linked to RCA with better densities and thus less adherent hardened paste [50,51,52], which is due to the mortar in the weaker parent concrete being more easily removed during the crushing process. De Juan and Gutteriez [38] did not directly observe a relation between parent concrete strength and mortar content (they used RCA of unknown origin), but they reported a proportional relationship between mortar content and Los Angeles abrasion resistance, and between Los Angeles resistance and parent concrete compressive strength. It could then be expected that a similar relationship exists between mortar content and parent concrete strength. Grubl and Ruhl [53] have reported, however, that the compressive strength of the original concrete had little to no influence on the cement paste content and that it was only controlled by the crushing procedure. The maximum size of the NA in the parent concrete also affects the properties of RCA. Padmini et al. [51] reported that the water absorption of RCA (closely related to the adherent hardened cement paste content) decreases with increasing NA maximum size.
The effect of the RCA particle size is abundantly present in the literature. Ghorbani et al. [54] have shown that the compressive strength and tensile strength, as well as the workability of concrete made with RCA, all decreased as coarser aggregates were used. In terms of cement paste content, most have reported an increase in adherent hardened cement paste content with decreasing granular fraction. Exteberria et al. [46] have reported that the quantity of adherent mortar increases with a decreasing granular fraction. They observed a variation from 20% to 40% (in mass) in the amount of attached mortar for the granular fractions 10/25 mm and 4/10 mm, respectively. Hansen [55] reported values of attached mortar of up to 60% (in mass) for 4/8 mm coarse RCA and up to 65% for the 0/0.3 mm filler fraction. More recently, Zhao et al. [56] showed variation in hardened cement paste content from 10% to 17% for the granular fractions 14/20 mm and 0/2 mm, respectively. But some authors have also reported contradictory results with mortar content increasing as the grain sizes increased [57].
It was found that most studies on RCA either do not refer to the crushing process at all or only consider the number of crushing steps. Indeed, several authors have indicated that increasing the crushing times results in a reduction in the content of adherent hardened cement paste [38,45,58,59,60,61,62]. However, few results are available related to the influence of the crushing method itself in the literature. This study endeavors to fill this gap. It will clarify the impact of the crushing method on the properties of the produced RCA scientifically, which could play the role of guiding production for the recycling plant. The goal of this research is thus to evaluate the effect of the crushing method on the properties of RCA. Samples of five laboratory-made concretes have been crushed using the most common mechanical crushing methods (impact crusher and jaw crusher). The particle size distribution, morphology, hardened cement paste content and water absorption of the produced RCA have been measured and analyzed.
2. Experimental Program
2.1. Materials Used for the Production of Concrete
In this study, five different compositions of laboratory-made concrete have been crushed using a jaw crusher and an impact crusher at the semi-industrial level. Many studies have demonstrated the correlation between the compressive strength of the original concrete and the quantity of the adherent cement paste [38,50,51]. A different aspect of the parent concrete has thus been chosen for study: its composition. All five compositions are in the same compressive strength range; this study chooses to modify the cement quantity, the type of cement, the nature of the aggregates and the water-to-cement (W/C) ratio selected to investigate the influence of these key parameters on the crushability of concrete and on the properties of the RCA produced. A total of 120 L of each concrete mix was cast and prepared for the production of RCA. In accordance with EN 206 [63], cubes (150 × 150 × 150 mm) were produced and stored in a room with a temperature of 20 ± 2 °C and relative humidity of 90 ± 5% for 90 days before being crushed. The reference concrete was designed using limestone aggregates (2/7, 7/14, and 14/20 mm) and calcareous sand (0/4 mm). The CEM III 52.5 cement based on slag was used for the production of concrete “C2-CEM III” (since slag-blended cement is very often used in the production of cement on the market and the same grade of 52.5 has to be used in this study; thus, CEM III 52.5 was chosen for investigation in this study). CEM I 52.5 produced in the CBR company wasused for the other four types of concrete. The relative proportion between each mix was established according to the standard EN 480-1 [64]. This approach led to the following design for the reference concrete: 35%, 20%, 20% and 25% by mass for the sand 0/4 mm, NA 2/7 mm, 7/14 mm and 14/20 mm, respectively. The quantities of each constituent (expressed in kg/m3) are given in Table 1. The other concretes only differ from the reference concrete by one parameter. Note that since the sandstone aggregates used present a very close grain size distribution to the limestone aggregates used, the same relative proportions of each constituent have been used. Mixtures with a low cement quantity and low W/C ratio required a superplasticizer to reach the desired slump class (S3/S4). The experimental grain size distribution curve is fitted as much as possible on a theoretical curve linking the mean values defined in the standard EN 480-1 [64]. Concerning the mixing procedure used in the production of concrete, the air-dried coarse aggregates and natural sand were firstly introduced in the mix, and then half of the total water was added and mixed for 1 min. The water compensation was adjusted according to the water content and water absorption of natural sand and coarse aggregates during concrete batching. The other half of the total water was added after the introduction of the cement. In the case of using the superplasticizer, additional mixing of 1 min was carried out to reach the desired slump.
2.2. Concrete Characteristics
2.3. RCA Production
The crushing mechanism directly impacts the properties of RCA such as grain size distribution, fine content and shape, as well as the adherent hardened cement paste content. Mechanical crushing can be performed with different types of crushers according to a survey conducted in the SeRaMCo project [11]; the most used equipment for C&DW recycling are the impact, jaw and cone crushers. This choice is mainly influenced by acquisition and maintenance costs and does not consider the properties of the end product [68].
Crushing was performed using semi-industrial crushers owned by the CTP (Centre Terre et Pierre asbl) in Tournai (Belgium). Approximately 240 kg of each mix was crushed using the two primary crushers: the impact crusher and the jaw crusher.
A jaw crusher consists of two plates fixed at an angle. One plate remains stationary while the other oscillates back and forth, crushing the material in between. The particle size reduction depends on the maximum and minimum size of the gap between the plates. In an impact crusher, materials fall onto the rotor and are caught by blow bars, which throw them against the impact plates (smashing them into smaller particles).
The crusher’s parameters were defined to produce aggregates with a diameter between 0 and 25 mm. For this reason, the jaw spacing was fixed at 22 mm for the jaw crusher. The produced aggregates were sieved at 4/6.3/8/12.5/20/25 mm.
2.4. Characterization of RCA
The particle size distribution was obtained following the European standard method EN 933-1 [69].
The flakiness index was measured on the RCA produced according to the European standard method EN 933-3 [70]. The shape index was also measured on the RCA according to the standard EN 933-4 [71].
There is no standard method to measure the attached mortar content in RCA. In the literature, the following methods are presented:
- The first method consists of a thermal treatment [38]. It is based on several cycles where the aggregates are soaked in water then heated to 300 °C progressively to detach adherent mortar from the surface of NA. This is due to the micro-cracking presented at the interface between aggregates and mortar because of their different thermal dilation coefficients. This method is only suitable for coarse RCA, since mortal removal needs “brushing” of the RCA which is difficult with fine RCA.
- The third method uses image analysis [61,73] to quantify the amount of residual mortar on a flat polished section, which is efficient with coarse RCA, but the distinction between fine aggregates and cement paste is difficult. Moreover, a statistical approach is needed and it is time-consuming to obtain the reliable results.
- The last method had been developed by Zhao [44] and is based on the dissolution of cement paste in a solution of salicylic acid. This method has been shown not to dissolve calcareous aggregates.
This latter method has been chosen to measure the adherent hardened cement paste content (HCPC) because it is easy to perform and can be applied to RCA obtained by crushing concrete containing natural limestone aggregates. The sample is dried at 105 °C and then ground until it is smaller than 0.2 mm. A small quantity of this dried sample is then immersed into a solution of salicylic acid and methanol and stirred for an hour. The solid fraction is filtered using a glass filter and washed (at least four times) using methanol. The solid residue is then dried at 70 °C for 30 min and weighed. The hardened cement paste content is obtained through:
where and are the mass of the dried material before dissolution and the mass of the dried filtrate, respectively.
3. Results and Discussion
3.1. Particle Size Distribution
Figure 1 shows the variation in the particle size distribution of the RCA produced with the jaw crusher and the impact crusher. It can be seen that the impact crusher curves stop before reaching 100%. The goal of the crushing process was to produce aggregates with a grain size distribution between 4 mm and 25 mm, and this highlights the fact that the impact crusher produces around 30% of aggregates outside the desired range. It also produces more fine particles than the jaw crusher because it crushes mortar and aggregate particles alike; in contrast, a jaw crusher only breaks a small proportion of the original aggregate, thus generating almost half the amount of fine particles for the same maximum size of particle [10,75,76]. These points are in clear favor of the jaw crusher, which is more efficient in terms of material use and produces fewer fine particles which have a high water absorption. Based on these results, we can conclude that the composition (for the formulations considered) has little to no impact on the particle size distribution of RCA.
3.2. Morphology
Figure 2 shows the flakiness index increasing with decreasing granular fraction for both crusher types. A smaller value of the flakiness index denotes less elongated (“more cubic”) aggregates. The jaw crusher also produces flakier aggregates than the impact crusher. This can be explained by the breakage mechanism involved [11,22]. Composition does not seem to have any significant impact on the flakiness index, since the curves for the different compositions cross each other. It is worth noting that the jaw crusher curves all present a minimum value of the flakiness index for the 16/20 mm granular fraction, which can be explained by the fact that the maximum grain size of the NA used to produce the parent concrete is 20 mm. This means that recycled aggregates of nearly 20 mm in diameter are mostly composed of unbroken NA surrounded by a little cement paste. A similar observation was made by Florea [59], who found a maximum value of RCA densities around 8 mm which corresponds to the of the gravel used for the initial concrete. This led them to the same interpretation that RCA with a granular fraction above the of the parent concrete most likely contains a larger amount of cement paste than those around the . This trend cannot be observed for the impact crusher because of the breakage mechanism. Indeed, impact crushers, contrary to jaw crushers, crush mortar and aggregates alike [76].
The global flakiness index varies from 11% to 14% for the jaw crusher and from 6% to 8% for the impact crusher (Table 3), which is calculated by the percentage of granular fraction and each flakiness index. These values are lower than the maximum value defined in the national standards related to aggregates used for concrete production in a series of North West European countries (maximum overall flakiness index: Belgium, 20%; France and Luxembourg, 35%; Germany, 50%, i.e., varying from 20% to 50% depending on the country).
The same trend was observed as for the shape index (Figure 3). The shape index increases with decreasing granular fraction (as for the flakiness index, a smaller value of the shape index denotes a more “spherical” aggregate). Once again, the jaw crusher produces more elongated aggregates and the concrete mix does not seem to have any influence for the range investigated. The measured global shape index varies from 34% to 46% for the jaw crusher and from 11% to 18% for the impact crusher.
3.3. Hardened Cement Paste Content
Figure 4 presents the hardened cement paste content (HCPC) for the different granular fractions for the RCA obtained from the reference composition. This shows that a larger granular fraction of RCA presents a lower hardened cement paste content; the HCPC values of RCA obtained in this study are similar to the results given in previous research works [44,56]. This is well correlated with the results obtained on flakiness and shape indexes’ variation. Similar trends have also been described by many authors [22,46,55,56].
Based on Figure 4, the HCPC values of RCA obtained by the jaw crusher and impact crusher are similar for each granular fraction (except for the granular fraction 16/20 mm). It can be concluded that the crushing method (whether the jaw crusher or impact crusher) has no clear influence on the hardened cement paste content.
3.4. Water Absorption
Figure 5 shows the variation in water absorption of the RCA produced by the jaw crusher for all of the considered compositions. These results are concordant with the trend observed for the cement paste content. The larger the granular fraction, the lower the water absorption, which is logical given the lower cement paste content. The water absorption of the fraction 0/4 mm presents the highest values (ranging between 8.6% and 12.5% for all five studied compositions), which is consistent with the water absorption of RCA presented in other studies [17,30,38,44]. In addition, the difference in the water absorption values obtained in the fractions 6.3/8, 12.5/20 and 20/25 mm is less than that of the fraction 0/4 mm, which is also confirmed in the previous work [56]. Another trend visible in Figure 5 is the slight increase in water absorption for the granular fraction 20/25 mm when compared to the granular fraction 12.5/20 mm, which validates our previous hypothesis that RCA of a granular size close to the of the parent concrete is mostly composed of NA.
It is worth noting that, the results obtained for the series of the reference, CEM III and sandstone are very similar. Conversely, the water absorption obtained with all of the granular fractions of RCA produced from the concrete “C4-Low cement” are significantly lower than other RCAs, which can be linked to a low cement content used in the parent concrete, which results in a lower porosity of the hardened cement paste. The lower values obtained for the RCA produced from concrete “C5-Low W/C” can be attributed to the lower W/C ratio of the cement paste in the parent concrete. Both compositions (low cement composition and low W/C composition) produce a lower porosity of the cement paste presented in the parent concrete, leading to the lower absorption of the RCA [27,38,44]. The same trends are observed in Figure 6 for the results obtained by the impact crusher.
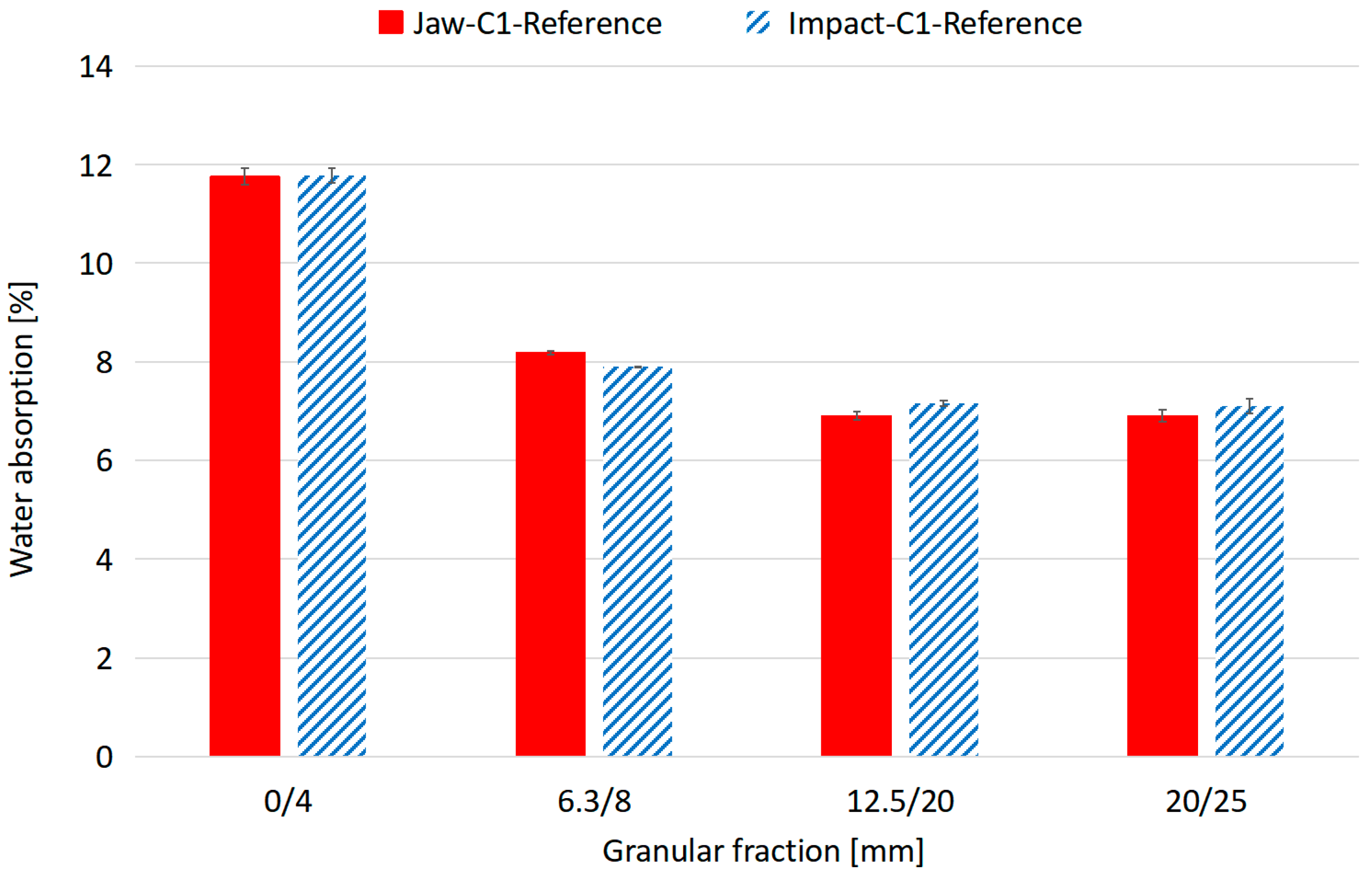
Figure 7 shows the water absorption of the RCA obtained from the reference composition. As can be seen in this figure, there is no clear influence of the crushing methods on the water absorption, as was the case with the hardened cement paste content. Based on these results, we can conclude that the composition (for the formulations considered) has little to no impact on the water absorption or cement paste content of RCA.
Based on the above discussion, the findings indicate that the use of impact crushers results in the production of RCA possessing more spherical geometric characteristics, albeit with a broader particle size distribution and a relatively higher content of fine particles as compared to those obtained from jaw crushers. Additionally, it is observed that the employed crushing technique seemingly exerts no discernible impact on the hardened cement paste content or the water absorption in the context of the studied concretes.
4. Conclusions
In this study, the impact of the crushing method was investigated. The RCAs obtained by the mechanical crushing of five laboratory-made concretes were characterized. The effect of the parent concrete mix on the properties of the RCA was also investigated. The main conclusions can be drawn as follows:
- (a)
- The impact crusher results in the production of aggregates possessing more spherical geometric characteristics, a broader spectrum of grain sizes and a relatively higher content of fine particles as compared to those obtained from the jaw crusher. In addition, the crushing method exerts no discernible impact on the hardened cement paste content and the water absorption in the context of the studied concretes. The W/C ratio in the range from 0.46 to 0.56, as well as the type of NA in the parent concrete, do not seem to have any influence on the properties of the produced RCA.
- (b)
- The flakiness and shape indexes decrease with the increase in the granular fraction. The larger granular fractions have a lower residual hardened cement paste content and water absorption than the smaller fractions, which indicates that larger fractions of RCA are mostly composed of NA with a bit of adherent mortar.
- (c)
- In the case of using a jaw crusher to produce RCA, the water absorption and morphology indicators of RCA show their minimum values when the granular fraction is close to the maximum diameter of the NA in the parent concrete. This correlation indicates that the breakage mechanism of the jaw crusher does not affect the RCA in a similar manner to the impact crusher.
This study presents the impact of the crushing method on the properties of produced RCA scientifically, which could play the role of guiding production for the recycling plant. Further investigations using more sophisticated morphology measurement techniques (such as laser optical measurements) could potentially discriminate the crushing operating system more appropriately. A wider range of variation in the concrete mix could also affect the the produced RCA, which needs to be investigated in the future. In addition, the properties of concrete based on the RCA produced by different crushers are worth future study.
Author Contributions
J.H.: conceptualization, methodology, writing—original draft preparation, data curation; Z.Z.: writing—review and editing, formal analysis, funding acquisition, validation; F.M.: investigation, visualization, formal analysis; L.C.: writing—review and editing, validation, funding acquisition. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported by the INTERREG North West Europe program through the project SeRaMCo (Secondary Raw Materials for Concrete Precast Products); and the Fundamental Research Funds for the Central Universities, funding number: 22120230250 (Tongji University). This work was also sponsored by the Shanghai Pujiang Program (funding number: 22PJ1422700).
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank the INTERREG North West Europe program for financial support through the project SeRaMCo. The authors would also like to thank the Centre Terre et Pierre for performing crushing operations. The authors would also like to thank Ziying Pu from Tongji University for her help in the format changing.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Delvoie, S.; Zhao, Z.; Michel, F.; Courard, L. Market analysis of recycled sands and aggregates in North West Europe: Drivers and barriers. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Banda Aceh, Indonesia, 19–20 June 2019; p. 012055. [Google Scholar]
- Gursel, A.P.; Masanet, E.; Horvath, A.; Stadel, A. Life-cycle inventory analysis of concrete production: A critical review. Cem. Concr. Compos. 2014, 51, 38–48. [Google Scholar] [CrossRef]
- Georgiades, M.; Shah, I.H.; Steubing, B.; Cheeseman, C.; Myers, R. Prospective life cycle assessment of European cement production. Resour. Conserv. Recycl. 2023, 194, 106998. [Google Scholar] [CrossRef]
- Ravindrarajah, R.S.; Loo, Y.H.; Tam, C.T. Recycled concrete as fine and coarse aggregates in concrete. Mag. Concr. Res. 1987, 39, 214–220. [Google Scholar] [CrossRef]
- Ong, K.; Ravindrarajah, S.R. Mechanical Properties and Fracture Energy of Recycled-Aggregate Concretes. 1987. Available online: http://scholarbank.nus.edu.sg/handle/10635/74242 (accessed on 30 August 2023).
- Zhang, T.; Chen, M.; Wang, Y.T.; Zhang, M.Z. Roles of carbonated recycled fines and aggregates in hydration, microstructure and mechanical properties of concrete: A critical review. Cem. Concr. Compos. 2023, 138, 104994. [Google Scholar] [CrossRef]
- Coelho, A.; de Brito, J. Economic analysis of conventional versus selective demolition—A case study. Resour. Conserv. Recycl. 2011, 55, 382–392. [Google Scholar] [CrossRef]
- Pereira, P.M.; Vieira, C.S. A literature review on the use of recycled construction and demolition materials in unbound pavement applications. Sustainability 2022, 14, 13918. [Google Scholar] [CrossRef]
- Hansen, E. Recycling of Demolished Concrete and Masonry; CRC Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Availability and processing of recycled aggregates within the construction and demolition supply chain: A review. J. Clean. Prod. 2017, 143, 598–614. [Google Scholar] [CrossRef]
- Delvoie, S.; Zhao, Z.; Michel, F.; Courard, L. WPT1-Technical REPORT of the Best-Practice in Producing Recycled Aggregates and Sands; Université de Liège: Liège, France, 2018. [Google Scholar]
- Everaert, M.; Stein, R.; Michaux, S.; Goovaerts, V.; Groffils, C.; Delvoie, S.; Zhao, Z.F.; Snellings, R.; Nielsen, P.; Broos, K. Microwave radiation as a pre-treatment for standard and innovative fragmentation techniques in concrete recycling. Materials 2019, 12, 488. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.L.; Lin, D.H.; Chang, N.B.; Lin, K.S. Recycling of construction and demolition waste via a mechanical sorting process. Resour. Conserv. Recycl. 2002, 37, 23–37. [Google Scholar] [CrossRef]
- Omer, M.M.; Rahman, R.A.; Almutairi, S. Strategies for enhancing construction waste recycling: A usability analysis. Sustainability 2022, 14, 5907. [Google Scholar] [CrossRef]
- Marinkovic, S.; Radonjanin, V.; Malesev, M.; Ignjatovic, I. Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag. 2010, 30, 2255–2264. [Google Scholar] [CrossRef] [PubMed]
- Nedeljkovic, M.; Visser, J.; Savija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. Quality improvement of recycled concrete aggregate by removal of residual mortar: A comprehensive review of approaches adopted. Constr. Build. Mater. 2021, 288, 123066. [Google Scholar] [CrossRef]
- Ruiz, L.A.L.; Ramon, X.R.; Mercedes, C.M.L.; Domingo, S.G. Multicriteria analysis of the environmental and economic performance of circularity strategies for concrete waste recycling in Spain. Waste Manag. 2022, 144, 387–400. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 466–472. [Google Scholar] [CrossRef]
- Setkit, M.; Leelatanon, S.; Imjai, T.; Garcia, R.; Limkatanyu, S. Prediction of Shear Strength of Reinforced Recycled Aggregate Concrete Beams without Stirrups. Buildings 2021, 11, 402. [Google Scholar] [CrossRef]
- Leelatanon, S.; Imjai, T.; Setkit, M.; Garcia, R.; Kim, B. Punching Shear Capacity of Recycled Aggregate Concrete Slabs. Buildings 2022, 12, 1584. [Google Scholar] [CrossRef]
- Krampitz, T.; Lieberwirth, H.; Hartl, S.; Nüsse, A. Zerkleinerung von Porenbeton in konventionellen Zerkleinerungsmaschinen der Bauschuttaufbereitung. Chem. Ing. Tech. 2022, 95, 1–12. [Google Scholar] [CrossRef]
- Revilla-Cuesta, V.; Fiol, F.; Perumal, P.; Ortega-López, V.; Manso, J.M. Using recycled aggregate concrete at a precast-concrete plant: A multi-criteria company-oriented feasibility study. J. Clean. Prod. 2022, 373, 133873. [Google Scholar] [CrossRef]
- Imjai, T.; Kefyalew, F.; Aosai, P.; Garcia, R.; Kim, B.; Abdalla, H.M.; Raman, S.N. A new equation to predict the shear strength of recycled aggregate concrete Z push-off specimens. Cem. Concr. Res. 2023, 169, 107181. [Google Scholar] [CrossRef]
- Imjai, T.; Garcia, R.; Kim, B.; Hansapinyo, C.; Sukontasukkul, P. Serviceability behaviour of FRP-reinforced slatted slabs made of high-content recycled aggregate concrete. Structures 2023, 51, 1071–1082. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Pham, T.L.; Wang, P.J.; Gao, G. Behaviors of semi-precast beam made of recycled aggregate concrete. Struct. Des. Tall Spec. Build. 2014, 23, 692–712. [Google Scholar] [CrossRef]
- Yang, X.; Liu, Y.; Liang, J.; Meng, Y.; Rong, H.; Li, D.; Chen, Y.; Lv, J.; Jiang, Y.; Liu, Y. Straightening methods for RCA and RAC—A review. Cem. Concr. Compos. 2023, 141, 105145. [Google Scholar] [CrossRef]
- Hansen, T.C.; Boegh, E. Elasticity and drying shrinkage concrete of recycled aggregate. J. Am. Concr. Inst. 1985, 82, 648–652. [Google Scholar]
- He, H.; Stroeven, P.; Stroeven, M.; Sluys, L.J. Influence of particle packing on elastic properties of concrete. Mag. Concr. Res. 2012, 64, 163–175. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Assaad, J.J.; Mardani, A. Limestone replacements by fine crushed concrete and ceramic wastes during the production of Portland cement. J. Sustain. Cem. Based Mater. 2023. [Google Scholar] [CrossRef]
- Lippiatt, N.R.; Bourgeois, F.S. Recycling-oriented investigation of local porosity changes in microwave heated-concrete. Kona Powder Part. J. 2014, 31, 247–264. [Google Scholar] [CrossRef]
- Guo, Y.C.; Zhang, J.H.; Chen, G.M.; Xie, Z.H. Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J. Clean. Prod. 2014, 72, 193–203. [Google Scholar] [CrossRef]
- Zhang, H.H.; Xiao, J.Z.; Tang, Y.X.; Duan, Z.H.; Poon, C.S. Long-term shrinkage and mechanical properties of fully recycled aggregate concrete: Testing and modelling. Cem. Concr. Compos. 2022, 130, 104527. [Google Scholar] [CrossRef]
- Rashwan, M.S.; Abou Rizk, S. The properties of recycled concrete. Concr. Int. 1997, 19, 56–60. [Google Scholar]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Establishing a relationship between modulus of elasticity and compressive strength of recycled aggregate concrete. J. Clean. Prod. 2016, 112, 2171–2186. [Google Scholar] [CrossRef]
- Zhao, Z.F.; Courard, L.; Groslambert, S.; Jehin, T.; Leonard, A.; Xiao, J.Z. Use of recycled concrete aggregates from precast block for the production of new building blocks: An industrial scale study. Resour. Conserv. Recycl. 2020, 157, 104786. [Google Scholar] [CrossRef]
- de Juan, M.S.; Gutierrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Dhir, R.; Paine, K.; Dyer, T. Recycling construction and demolition wastes in concrete. Concrete 2004, 38, 25–28. [Google Scholar]
- Mazhoud, B.; Sedran, T.; Cazacliu, B.; Cothenet, A.; Torrenti, J.M. Influence of residual mortar volume on the properties of recycled concrete aggregates. J. Build. Eng. 2022, 57, 104945. [Google Scholar] [CrossRef]
- dos Santos, J.R.; Branco, F.; De Brito, J. Mechanical properties of concrete with coarse recycled aggregates. Struct. Eng. Int. 2004, 14, 213–215. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M. Re-Use of Construction and Demolition Waste in Housing Developments; Nova Science Publishers: New York, NY, USA, 2008. [Google Scholar]
- Bai, G.L.; Zhu, C.; Liu, C.; Liu, B. An evaluation of the recycled aggregate characteristics and the recycled aggregate concrete mechanical properties. Constr. Build. Mater. 2020, 240, 117978. [Google Scholar] [CrossRef]
- Zhao, Z.; Remond, S.; Damidot, D.; Xu, W. Influence of hardened cement paste content on the water absorption of fine recycled concrete aggregates. J. Sustain. Cem.-Based Mater. 2013, 2, 186–203. [Google Scholar] [CrossRef]
- Akbarnezhad, A.; Ong, K.C.G.; Tam, C.T.; Zhang, M.H. Effects of the parent concrete properties and crushing procedure on the properties of coarse recycled concrete aggregates. J. Mater. Civ. Eng. 2013, 25, 1795–1802. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vazquez, E.; Mari, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Sun, D.S.; Shen, S.S.; Huang, W.; Liu, K.W.; Wang, A.G.; Chen, J. A review of quality of recycled aggregate and its effect on durability of recycled aggregate concrete. Mater. Express 2022, 12, 1415–1426. [Google Scholar] [CrossRef]
- Touzé, S.; Bru, K.; Ménard, Y.; Weh, A.; Von der Weid, F. Electrical fragmentation applied to the recycling of concrete waste—Effect on aggregate liberation. Int. J. Miner. Process. 2017, 158, 68–75. [Google Scholar] [CrossRef]
- Ulsen, C.; Tseng, E.; Angulo, S.C.; Landmann, M.; Contessotto, R.; Balbo, J.T.; Kahn, H. Concrete aggregates properties crushed by jaw and impact secondary crushing. J. Mater. Res. Technol. JMRT 2019, 8, 494–502. [Google Scholar] [CrossRef]
- Haase, R.; Dahms, J. Material cycles on the example of concrete in the northern parts of Germany. Beton 1998, 48, 350–355. [Google Scholar]
- Padmini, A.K.; Ramamurthy, K.; Mathews, M.S. Influence of parent concrete on the properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- Pani, L.; Francesconi, L.; Rombi, J.; Stochino, F.; Mistretta, F. The role of parent concrete in recycled aggregate concrete. In Proceedings of the 20th International Conference on Computational Science and Its Applications (ICCSA), Cagliari, Italy, 1–4 July 2020; pp. 368–378. [Google Scholar]
- Grubl, P.; Ruhl, M. German committee for reinforced concrete (DafStb)–Code: Concrete with recycled aggregates. In Proceedings of the International Symposium Organised by the Concrete Technology Unit, University of Dundee, London, UK, 11–12 November 1998. [Google Scholar]
- Ghorbani, S.; Sharifi, S.; Ghorbani, S.; Tam, V.W.Y.; de Brito, J.; Kurda, R. Effect of crushed concrete waste’s maximum size as partial replacement of natural coarse aggregate on the mechanical and durability properties of concrete. Resour. Conserv. Recycl. 2019, 149, 664–673. [Google Scholar] [CrossRef]
- Hansen, T.C. Recycled aggregates and recycled aggregate concrete second state-of-the-art report developments 1945–1985. Mater. Struct. 1986, 19, 201–246. [Google Scholar] [CrossRef]
- Zhao, Z.; Courard, L.; Michel, F.; Remond, S.; Damidot, D. Influence of granular fraction and origin of recycled concrete aggregates on their properties. Eur. J. Environ. Civ. Eng. 2018, 22, 1457–1467. [Google Scholar] [CrossRef]
- Yagishita, F. Behavior of reinforced concrete beams containing recycled coarse aggregate. Demolition Reuse Concr. Masn. 1994, 43, 331–342. [Google Scholar]
- Fleischer, W.; Ruby, M. Recycled Aggregates from Old Concrete Highway Pavements; Thomas Telford Publishing: London, UK, 1999. [Google Scholar]
- Florea, M.V.A.; Brouwers, H.J.H. Properties of various size fractions of crushed concrete related to process conditions and re-use. Cem. Concr. Res. 2013, 53, 278. [Google Scholar] [CrossRef]
- Nagataki, S. Recycling of demolished concrete. Spec. Publ. 2001, 200, 1–20. [Google Scholar]
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- Ibrahim, M.; Alimi, W.; Assaggaf, R.; Salami, B.A.; Oladapo, E.A. An overview of factors influencing the properties of concrete incorporating construction and demolition wastes. Constr. Build. Mater. 2023, 367. [Google Scholar] [CrossRef]
- NBN EN 206. Concrete—Specification, Performance, Production and Conformity. CEN: Brussels, Belgium, 2014.
- NBN EN 480-1. Admixtures for Concrete, Mortar and Grout—Test Methods—Part 1: Reference Concrete and Reference Mortar for Testing. CEN: Brussels, Belgium, 2014.
- NBN EN 12350-2. Testing Fresh Concrete—Part 2: Slump Test. CEN: Brussels, Belgium, 2019.
- NBN EN 12350-6. Testing Fresh Concrete—Part 6: Density. CEN: Brussels, Belgium, 2019.
- NBN EN 12390-3. Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. CEN: Brussels, Belgium, 2019.
- Wilson, J. Recycling of construction and demolition waste: The Dutch experience. Quarry Manag. 1996, 23, 03059421. [Google Scholar]
- NBN EN 933-1. Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method. CEN: Brussels, Belgium, 2012.
- NBN EN 933-3. Tests for Geometrical Properties of Aggregates—Part 3: Determination of Particle Shape—Flakiness Index. CEN: Brussels, Belgium, 2012.
- NBN EN 933-4. Tests for Geometrical Properties of Aggregates—Part 4: Determination of Particle Shape—Shape Index. CEN: Brussels, Belgium, 2008.
- Tam, V.W.Y.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Fournier, B.; Isgor, O.B.; Zavadil, R.; Razaqpur, A.G.; Foo, S. Quantification of the residual mortar content in recycled concrete aggregates by image analysis. Mater. Charact. 2009, 60, 716–728. [Google Scholar] [CrossRef]
- NBN EN 1097-6. Tests for mechanical and physical properties of aggregates-Part 6: Determination of particle density and water absorption. CEN: Brussels, Belgium, 2000.
- Cazacliu, B.; Le Guen, L.; Hamard, E.; Roux, S.; Braymand, S. Chapter 2: Elaboration des granulats de béton recyclé. Ouvrages Sci. 2018, 31–55. [Google Scholar]
- O’Mahony, M. Recycling of Materials in Civil Engineering. Ph.D. Thesis, Oxford University, Oxford, UK, 1990. [Google Scholar]
Figure 1.
Particle size distribution for all the considered concrete mix processed with a jaw crusher (a) and an impact crusher (b).
Figure 1.
Particle size distribution for all the considered concrete mix processed with a jaw crusher (a) and an impact crusher (b).
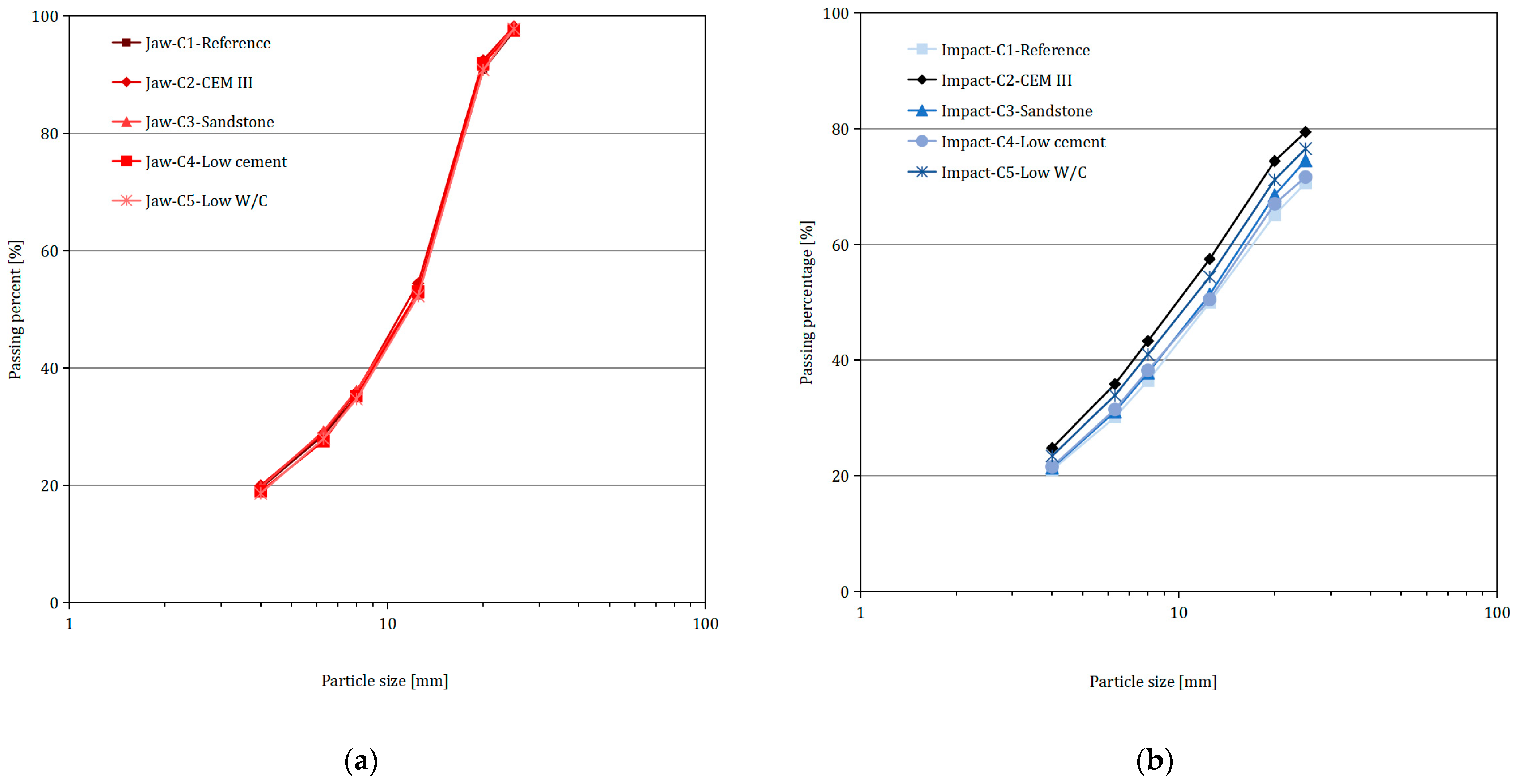
Figure 2.
Flakiness index of RCA crushed by jaw and impact crushers.
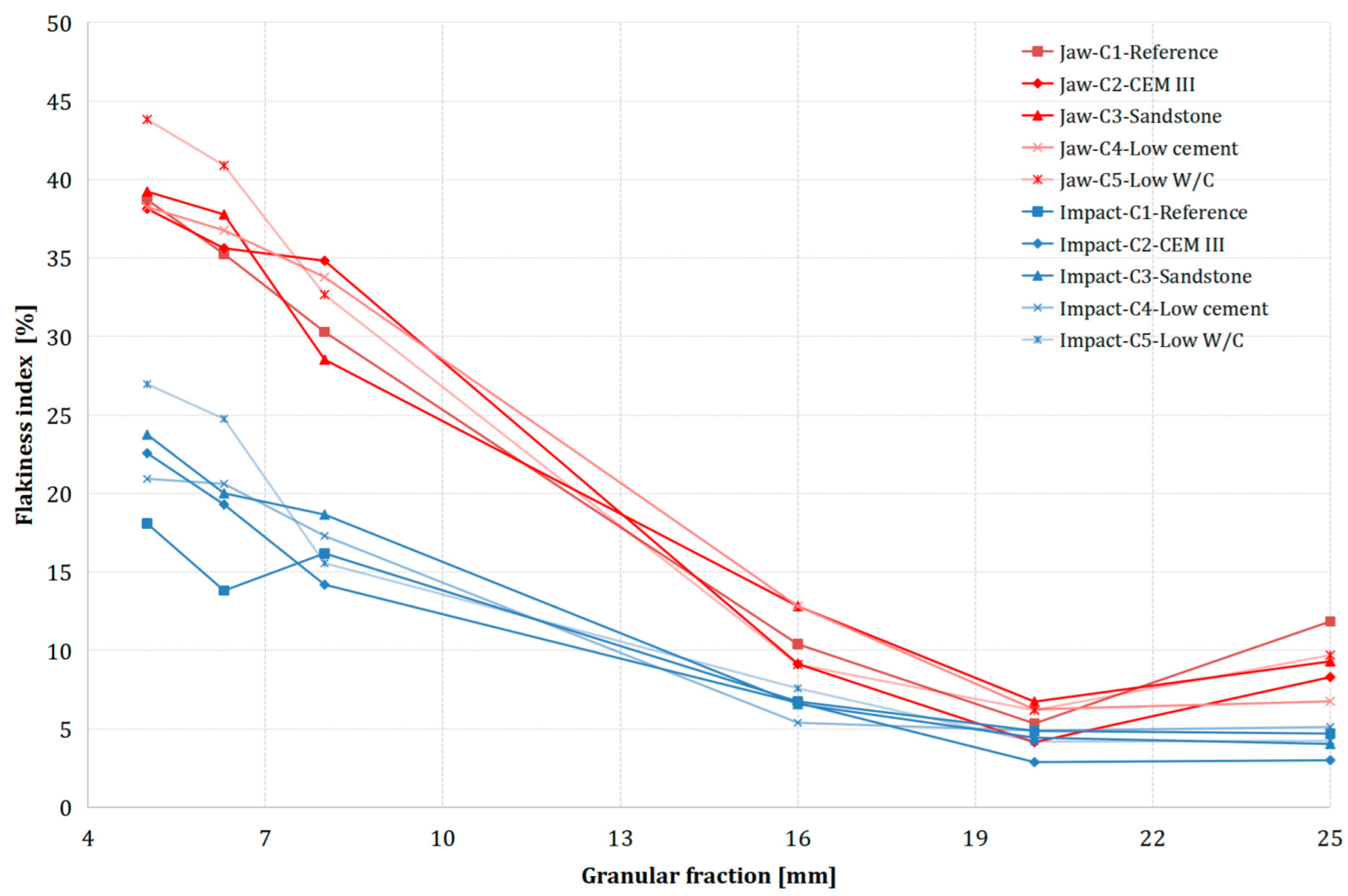
Figure 3.
Shape index of RCA crushed by jaw and impact crushers.

Figure 4.
Hardened cement paste content for the RCA obtained from the reference concrete mix.
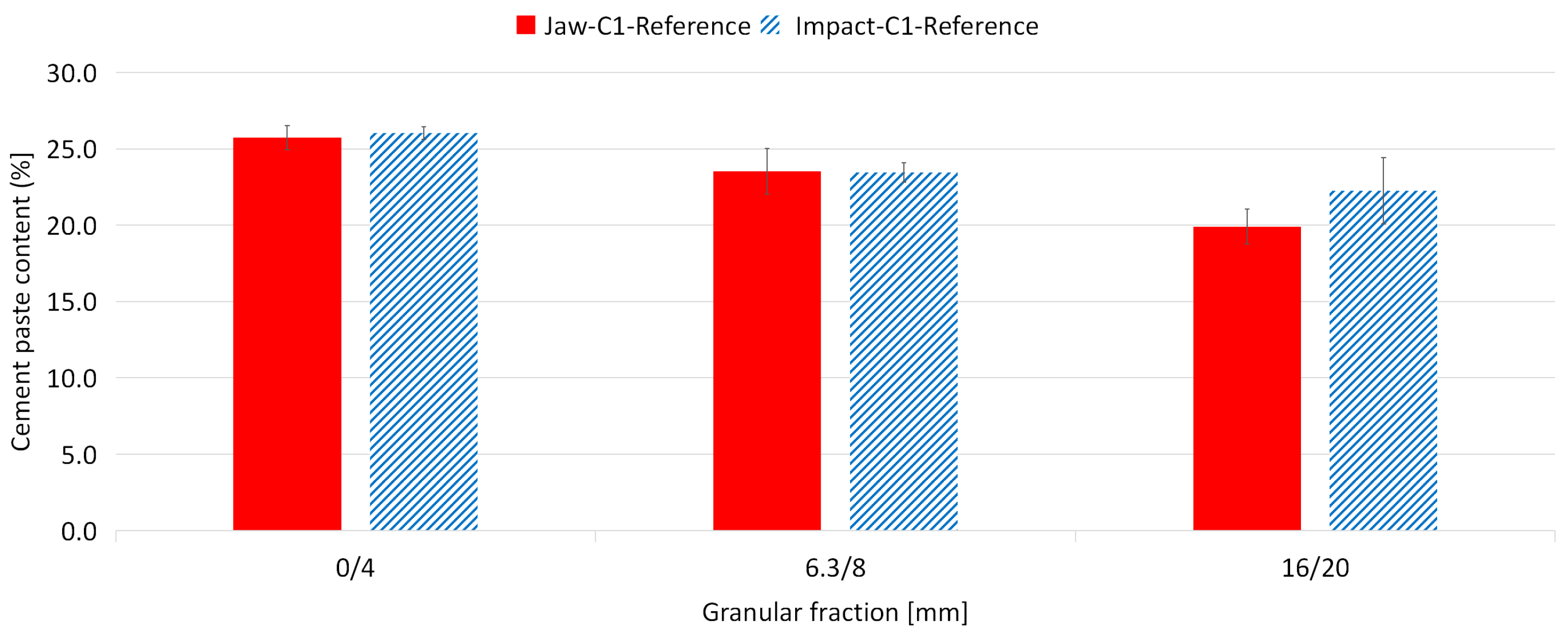
Figure 5.
Water absorption for the RCA produced with the jaw crusher.
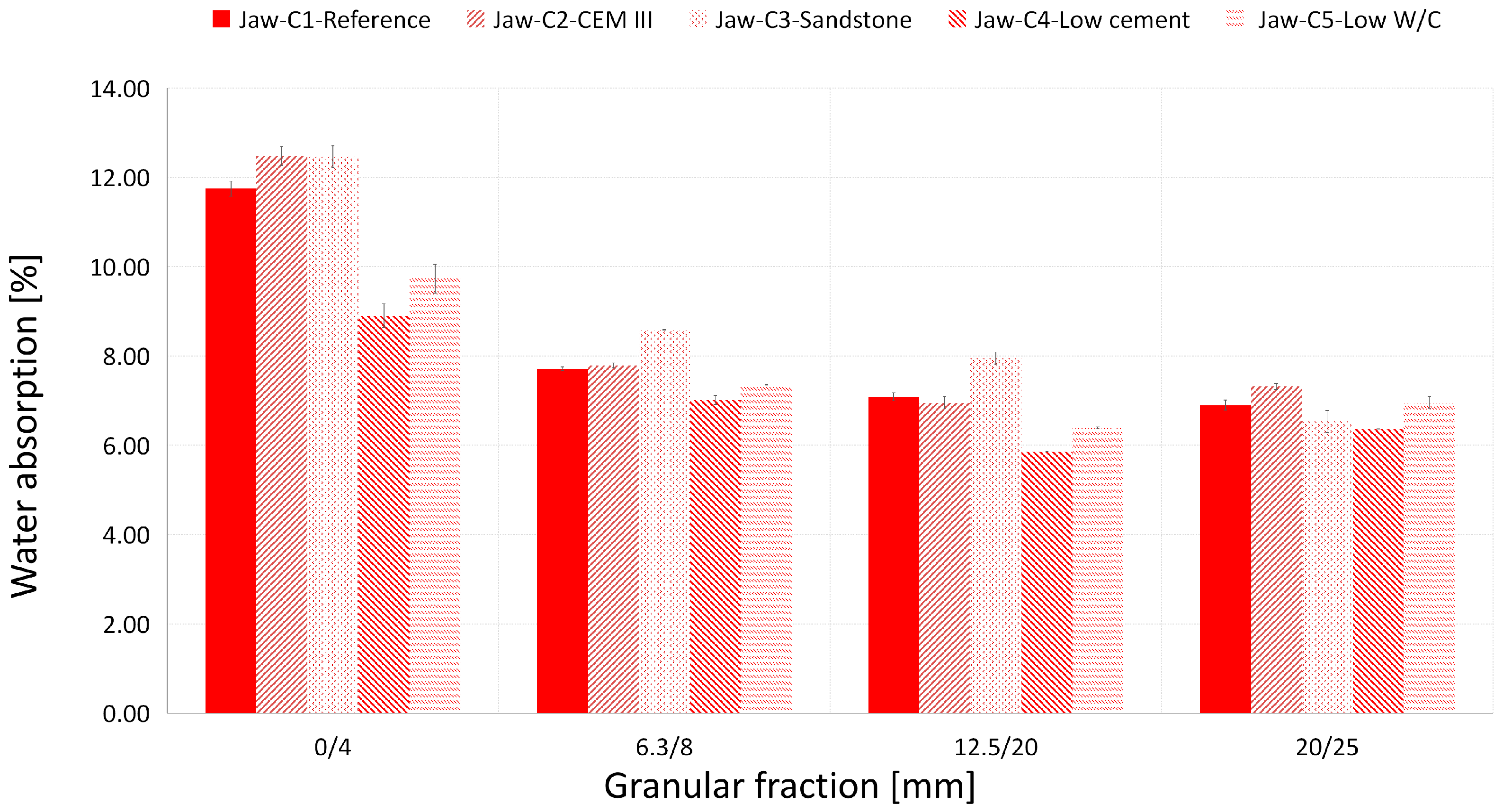
Figure 6.
Water absorption for RCA produced with the impact crusher.
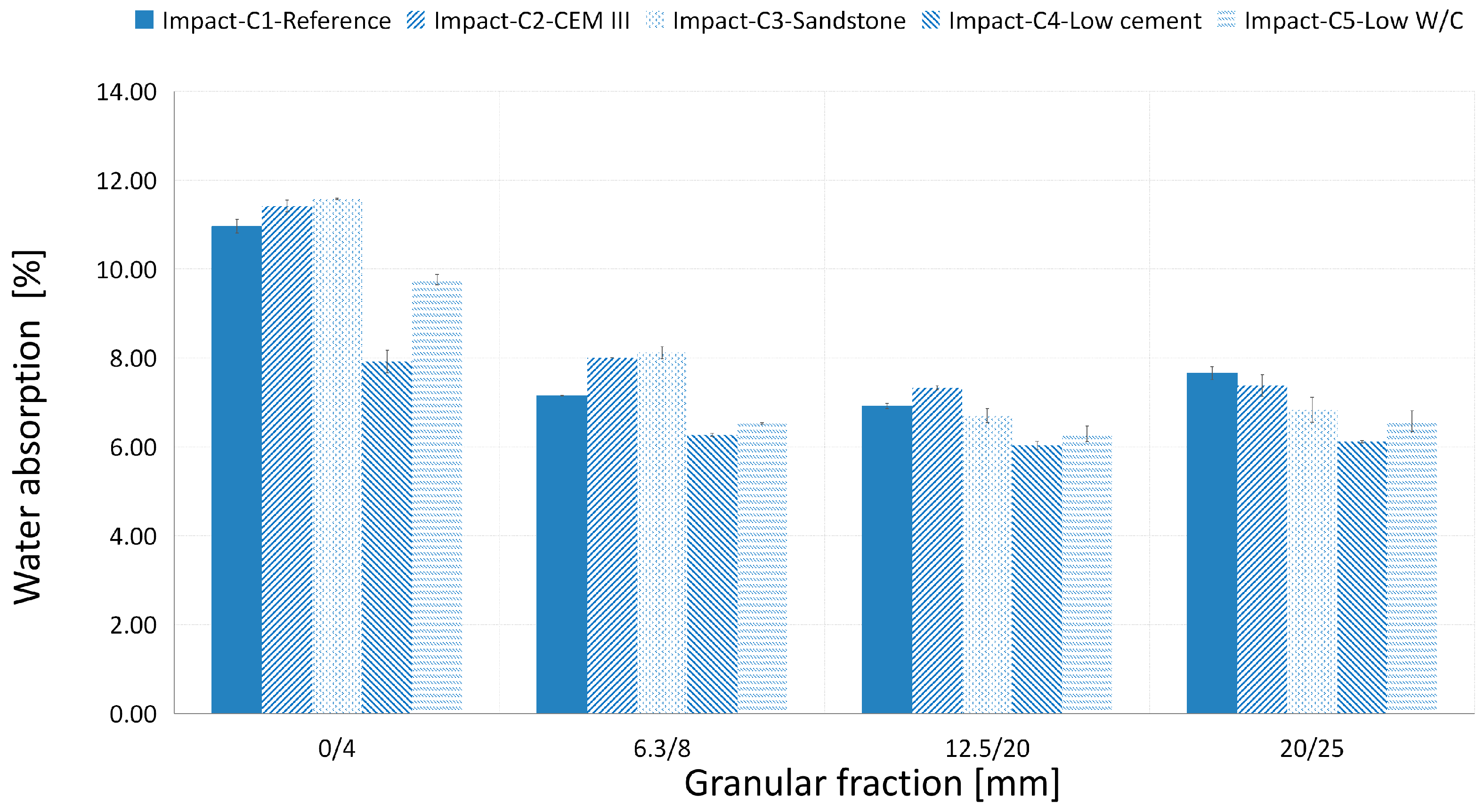
Figure 7.
Water absorption for the RCA obtained from the reference concrete by different crushers.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Compositions of concrete made in the laboratory.
| Name of Concrete | C1-Reference | C2-CEM III | C3-Sandstone | C4-Low Cement | C5-Low W/C |
|---|---|---|---|---|---|
| Type of aggregate | Limestone | Limestone | Sandstone | Limestone | Limestone |
| NA 2/7 mm (kg/m3) | 368.8 | 368.8 | 368.8 | 405.1 | 367.1 |
| NA 7/14 mm (kg/m3) | 345 | 345 | 345 | 379 | 343.4 |
| NA 14/20 mm (kg/m3) | 433.5 | 433.5 | 433.5 | 476.2 | 431.5 |
| Sand 0/4 mm (kg/m3) | 604.9 | 604.9 | 604.9 | 664.4 | 602.1 |
| Type of cement | CEM I 52.5 | CEM III 52.5 | CEM I 52.5 | CEM I 52.5 | CEM I 52.5 |
| Cement quantity (kg/m3) | 400 | 400 | 400 | 320 | 452 |
| Cement paste volume (dm3/m3) | 351 | 358 | 351 | 282 | 351 |
| Efficient water (kg) | 224.2 | 224.2 | 224.2 | 180.6 | 207.1 |
| W/C ratio | 0.56 | 0.56 | 0.56 | 0.56 | 0.46 |
| Superplasticizer (g/kg cement) | 0 | 0 | 0 | 6.8 | 3.3 |
Table 2.
Properties of the produced concrete.
| Properties | C1-Reference | C2-CEM III | C3-Sandstone | C4-Low Cement | C5-Low W/C |
|---|---|---|---|---|---|
| Slump (mm) | 155 | 176 | 182 | 135 | 146 |
| Slump class | S4 | S4 | S4 | S3 | S3 |
| Density (g/cm3) | 2.35 | 2.31 | 2.31 | 2.36 | 2.31 |
| Compressive strength (MPa) (mean and standard deviation) | 56.0 (±2.4) | 61.6 (±0.7) | 52.7 (±2.5) | 56.0 (±6.4) | 66.9 (±0.7) |
Table 3.
Global flakiness index for the concrete mix crushed by impact and jaw crushers (as a percentage).
Table 3.
Global flakiness index for the concrete mix crushed by impact and jaw crushers (as a percentage).
| C1-Reference | C2-CEM III | C3-Sandstone | C4-Low Cement | C5-Low W/C | |
|---|---|---|---|---|---|
| Jaw crusher | 14 | 11 | 13 | 11 | 12 |
| Impact crusher | 8 | 6 | 6 | 7 | 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Hubert, J.; Zhao, Z.; Michel, F.; Courard, L. Effect of Crushing Method on the Properties of Produced Recycled Concrete Aggregates. Buildings 2023, 13, 2217. https://doi.org/10.3390/buildings13092217
AMA Style
Hubert J, Zhao Z, Michel F, Courard L. Effect of Crushing Method on the Properties of Produced Recycled Concrete Aggregates. Buildings. 2023; 13(9):2217. https://doi.org/10.3390/buildings13092217
Chicago/Turabian StyleHubert, Julien, Zengfeng Zhao, Frédéric Michel, and Luc Courard. 2023. "Effect of Crushing Method on the Properties of Produced Recycled Concrete Aggregates" Buildings 13, no. 9: 2217. https://doi.org/10.3390/buildings13092217
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.