
Experimental Investigation of Self-Compacting Concrete with Recycled Concrete Aggregate
by
 , , , and
, , , and
Sayed Ahmed
1,
Ayman El-Zohairy
2,* ,
,
Ahmed S. Eisa
1,
Mohamed Abd El-Aziz Badran Mohamed
1 and
Ayman Abdo
1 1
Structural Engineering Department, Zagazig University, Zagazig P.O. Box 44519, Egypt
2
Department of Engineering and Technology, Texas A&M University—Commerce, Commerce, TX 75429, USA
*
Author to whom correspondence should be addressed.
Buildings 2023, 13(4), 856; https://doi.org/10.3390/buildings13040856
Submission received: 18 January 2023
/
Revised: 20 March 2023
/
Accepted: 22 March 2023
/
Published: 24 March 2023
(This article belongs to the Section Building Materials, and Repair & Renovation)
Abstract
:Due to the depletion of natural aggregates and raw materials for contemporary construction, the construction and demolition waste existing in old concrete structures is an imperative problem. Cutting down on exploiting natural aggregates and reusing construction and demolition waste in the concrete industry are solutions to this problem. This paper investigated the replacement of natural coarse aggregate (NCA) with recycled concrete aggregates (RCA) with different ratios (0%, 50%, 75%, and 100%) in producing self-compacting concrete (SCC). Different components of supplementary cementitious materials (SCMs), such as nano-silica (NS), fly ash (FA), and metakaolin (MK), as well as PVA fibers, were incorporated into the SCC mixtures. The fresh properties (slump flow, V-funnel, and L-box test) and hardened properties (compressive strength, splitting tensile strength, and flexural strength), as well as the flexural behavior of SCC beams (load-carrying capacity, crack pattern, mid-span deflection, and flexural stiffness), were studied for all SCC mixes. The results of fresh and hardened concrete confirmed that it is possible to produce SCC with a 100% replacement of RCA with minimal effects on the concrete properties. The mixture of SCC with 100% RCA replacement, 20% MK, and 22% FA was the optimum mixture with acceptable fresh properties that complied with the EFNARC specifications. For 100% RCA replacement, the compressive strength was reduced by 8.20%, and the ultimate load and flexural stiffness increased by 3.20 and 16.25%, respectively, compared with the control mixture.
1. Introduction
In civil engineering, concrete is the most commonly used construction material worldwide, and its usage is rising parallel to the development of construction activities. In 2017, China produced 5.51 billion tons of concrete, consuming about 5.0 billion tons of natural aggregates, which were non-renewable resources, and emitting carbon dioxide (CO2) of about 0.83 billion tons [1]. About 10% of the CO2 in nature results from the transportation and production of concrete, thus leading to environmental pollution problems [2].
On the other hand, development due to an increase in urbanization around the world has caused construction and demolition waste (CDW) to increase rapidly and daily, which creates many environmental problems such as energy consumption, CO2 emissions, noise pollution, traffic problems, agricultural land loss, and consumption of natural coarse and fine aggregates [3]. Therefore, recycling CDW to produce recycled concrete aggregates (RCA) involves a complete or partial replacement of natural coarse aggregate (NCA) in the concrete industry, which has become an urgent necessity to protect the environment and also to reduce non-renewable natural resource consumption [4]. In the last twenty years, much research has been performed on the fresh and hardened properties of concrete with RCA and the structural performance of concrete elements with RCA [5,6,7,8,9].
Additionally, the use of supplementary cementitious materials (SCMs) such as nano-silica (NS), fly ash (FA), and metakaolin (MK) in concrete products has been widely applied. When used at optimum levels, these materials can significantly improve concrete’s hardened and fresh properties [10,11,12,13]. Moreover, adding polyvinyl alcohol (PVA) fibers to concrete exhibits good ductility, reduces the stress concentration produced by early defects in recycled concrete components, and increases the compressive strength of produced concrete [14].
Due to its significant technical and economic advantages, self-compacting concrete (SCC) has recently been used in the concrete industry. One of the most significant advantages is that the formwork can be filled with heavy reinforcement without vibrating because of its superior filling ability. The SCC must maintain homogeneity throughout transportation, placement, and after placement to resist bleeding and segregation [15]. Therefore, using RCA and SCMs with SCC needs more investigation. Several researchers recently studied the viability of using RCA to produce SCC. Grdic et al. [16] investigated the influence of substituting RCA instead of NCA at various ratios (0%, 50%, and 100%). The results showed that the RCA mixtures’ compressive strength, tensile strength, and density were less than the reference mixture. However, these mixtures absorbed more water than the reference mixture. Guo et al. [1] proved that the mechanical properties of the produced SCC with RCA decreased as the replacement ratio of RCA increased, demonstrating that the addition of RCA harmed the hardened properties of SCC.
Furthermore, combining fly ash and slag improved the mechanical properties of SCC mixtures. Kou and Poon [17] investigated SCC with 25% to 50% recycled fine aggregate (RFA) and RCA as natural aggregate replacements. The results showed that as the percentage of RFA increased, the mechanical properties decreased. Sadeghi-Nik et al. [18] examined the influence of using MK and NS as additives to produce SCC with RCA, and the results showed that adding up to 20% of MK to cement with 2% NS improved the mechanical properties. Wang and Baolong Zhu [14] studied the addition of NS at 3% of the cement weight and PVA fibers at 3.6 kg/m3 to SCC mixes. The results revealed an improvement in the mechanical properties of SCC. Khodair and Bommareddy [19] examined twenty SCC mixtures with varying SL, FA, and RCA. It was found that when the RCA replacement level was increased, both the compressive and tensile strength of concrete mixtures were reduced.
Additionally, the compressive strength decreased by using SCMs to partially replace the cement. Mohammed and Najim [20] studied the flexural behavior of SCC beams with RCA. The RCA slightly reduced the flexural capacities of the tested beams. In addition, the first-crack load and maximum load capacity decreased as the percentage of the RCA increased, whereas the deflection corresponding to the cracking and ultimate loads increased. Meena et al. [21] studied using coal bottom ash and RCA as partial replacements for natural fine and coarse aggregates in high-volume, fly-ash, self-consolidating concrete. The results showed significant improvements in the compressive, splitting tensile, flexural, and direct shear strengths. Yu et al. [22] performed four-point bending loading tests on SCC beams with RCA and NCA, considering the parameter of reinforcement ratio. The results proved that the failure form, moment-deflection curves, and flexural capacity of the tested beams were similar to those with NCA. On the other hand, the cracking moment and crack width of the tested beams were significantly lower than those with NCA. Ignjatovic’ et al. [23] demonstrated that beams with a 100% replacement rate of RCA had similar ultimate bearing capacities when the flexural properties were compared to those with NCA. However, the RCA beams increased the deflection by about 13%.
The cement industry has major environmental problems because of increasing CO2 emissions, which leads to air pollution. Anjos et al. [11] investigated the compressive strength of SCC with reduced cement content by using a low cement content (120–200 kg/m3) without replacing the NCA with RCA. The results confirmed that the compressive strength after 28 days ranged from 25 to 40 MPa. Research has recently led to two methods of using cement content to produce recycled aggregate SCC with SCMs. The first method used reduced cement content by replacing cement with SCMs. However, the second method involved adding SCMs to cement. Guo et al. [1] produced recycled aggregate SCC mixtures by replacing the NCA with RCA and cement with FA, SL, and SF, with low cement contents ranging from 101–260 kg/m3. The results showed that the cube compressive strength after 28 days ranged from 7.17–19.75 MPa, which was unacceptable for conventional concrete structures (i.e., beams, columns, and slabs). Khodair and Bommareddy [19] replaced the NCA with RCA and cement with FA and SL with low cement content (187.50 kg/m3). The 28-day compressive strength was less than 20 MPa. Mohammed and Najim [20] investigated recycled aggregate SCC with RFA and RCA as natural aggregate replacements using 450 kg/m3 as cement content and adding SF to the SCC mixes. The compressive strength ranged from 40–52 MPa, which was satisfactory for concrete structural elements. Mohseni et al. [24] produced SCC with 20% RCA and a cement content of 475 kg/m3 and FA was added to the cement. The 28-day compressive strength was greater than 50 MPa. Mo et al. [25] examined replacing the NCA by RCA with a cement content of 635 kg/m3 and adding SF to the concrete mixes. The compressive strength after 28 days ranged from 60–70 MPa for all recycled aggregate SCC mixes. Sadeghi-Nik et al. [18] produced SCC with 20%, 40%, 60%, 80%, and 100% RCA and 427.3 kg/m3 cement content, as well as NS and MK. The compressive strength ranged from 40–55 MPa, which was acceptable for the structural elements.
Concrete generally consists of aggregates, which occupy 65–75% of the concrete volume and cement mortar. Due to the researchers’ interest in producing environmentally friendly concrete, a group of researchers was interested in studying substitution materials for cement to reduce CO2 emissions from the cement industry and mitigate its harmful impacts on the environment [11], as discussed previously. The other group was interested in using rubber instead of fine or coarse aggregates or recycled aggregates from demolished concrete. This research took the approach of the second group, which was interested in studying using RCA instead of NCA by adding SCMs to cement and their impact on the properties of SCC and the bending behavior of the SCC beams. Therefore, the effects of replacing NCA with RCA to produce SCC by using binary SCMs (C with MK) or ternary SCMs (C with MK and FA, C with MK and NS, or C with NS and FA) were investigated. No current research studied the effect of adding quaternary SCMs (C with MK, FA, and NS) on SCC with high RCA replacement levels. This research study addressed this shortcoming in the literature and explored the structural behavior of SCC beams with RCA under flexural four-point loading. The primary contribution of this paper was to maximize the replacement ratio of the RCA up to 100% in binary, ternary, and quaternary mixtures to produce SCC to achieve a superior fresh status and comparable hardened properties.
2. Experimental Program
2.1. Materials
2.1.1. Cement and Supplementary Cementitious Materials (SCMs)
The concrete mix design used ordinary Portland cement (OPC) type II (grade 42.5). The SCMs used in concrete mixes in this study were MK, FA, and NS, with specific gravities of 2.6, 2.2, and 1.40, respectively. The MK was produced by kaolin calcination at 850 °C for 3 h [26]. This study utilized FA classes F and NS with 90% SiO2 content and a PH of 9. Table 1 summarizes the chemical compositions and physical properties of cement and SCMs.
2.1.2. Natural Aggregates and Recycled Coarse Aggregate (RCA)
Harsh desert sand was used as a fine aggregate with a specific gravity of 2.65 and a fineness modulus of 2.6. Crushed limestone with a maximum nominal size and specific gravity of 14 mm and 2.68 were used as the NCA. Both sand and NCA were free from clay, silt, and organic materials and complied with the Egyptian standards ECP 203 [27]. The RCA was obtained from previous concrete cubes with a compressive strength ranging between 25 MPa and 30 MPa. These concrete cubes were crushed using an electrical crusher and then manually crushed using a hammer. The produced RCA had a minimum and maximum particle size of 5 mm and 20 mm, respectively. Table 2 lists the physical properties of the NCA, RCA, and sand. Furthermore, the sieve analysis of the NCA, RCA, and sand is presented in Figure 1.
2.1.3. Water
Potable water was used for mixing and curing concrete samples. The water used is free from salt, mud, and silt. According to ECP 203 [27], the pH was not less than 7.
2.1.4. Polyvinyl Alcohol (PVA) Fibers
The fiber length was 15 mm with an elongation of 7% and a diameter of 10 μm. The fiber has a tensile strength, Young’s modulus, and density of 1200 MPa, 39 GPa, and 1.3 g/cm3, respectively.
2.1.5. Superplasticizer (SP)
2.2. Mixing Proportions
The mixing process was performed according to the Egyptian code [27]. The NCA was replaced with RCA in percentages of 50%, 75%, and 100% (by weight). Moreover, MK, FA, and NS combinations with/without PVA fibers were added to the cement to produce the SCC. Eighteen SCC mixtures with a constant w/c ratio of 0.49, including the control mixture, were used in the comparisons. The mixtures were binary (C and MK), ternary (C and MK, NS and FA), and quaternary mixtures (C and MK, NS, and FA). The control mix (Q1) has a 100% NCA. The cement weight was 450 kg/m3 to obtain comparable mechanical properties for RA-SCC mixes, and the PVA fiber content was 3.6 kg/m3 for all mixtures. The NS, FA, and MK were added to the concrete mixes by 3%, 22%, and 20% of the cement weight, respectively. Table 3 lists the SCC mix proportions and design parameters.
2.3. Casting and Curing of the Specimens
For each mixture, nine 150 mm × 150 mm × 150 mm concrete cubes were prepared to determine the concrete’s compressive strength at 7, 28, and 56 days (see Figure 2a). Moreover, three concrete cylinders of 300 mm in height and 150 in diameter were poured for each mixture to conduct the splitting tensile strength tests (see Figure 2b). Three standard concrete prisms with a square cross-section of 100 mm ×100 mm and a length of 400 mm were prepared to explore the flexural strength of concrete (see Figure 2c). Ten reinforced concrete beams were cast with a rectangular cross-section of 120 mm × 200 mm and a total length of 1800 mm to investigate the flexure behavior of the reinforced SCC beams with RCA. For each beam, two 12 mm steel rebars (St400/600) were used as the bottom reinforcement, and two 8 mm mild steel rebars (St280/450) were the top reinforcement [29]. The transverse reinforcement was 8 mm stirrups distributed at a uniform spacing of 10 mm, as shown in Figure 3. Table 4 lists the mechanical properties of the used steel reinforcement.
A mechanical mixer was used to obtain a homogeneous concrete mixture. The mixing procedure for each SCC mixture consisted of three steps. First, the RCA, NCA, sand, PVA fiber, and binder materials (C, MK, FA, and NS) were mixed in the concrete mixer for approximately 2 min. Second, about 90% of the mixing water was added to the concrete mixer and mixed for another 2 min. Finally, the superplasticizer and the remaining 10% of the mixing water were added and mixed until a homogeneous SCC mixture was obtained. All mixing processes were conducted at a temperature range of 20–25 °C with a relative humidity of 95%, according to ECP 203 [27]. After the mixing procedure was finished, fresh concrete tests were carried out. After casting, the prepared specimens were left for 24 h in their molds. The cubes, cylinders, and prisms were then stripped away and submerged in clean tap water for curing until the testing day. Their sides were stripped away and then covered with wet canvas for beams.
2.4. Testing Procedures
Three stages of the experimental program were conducted. The first stage was studying the fresh properties of the SCC mixes. The second stage involved studying the mechanical properties of the hardened SCC mixtures (i.e., compressive strength, tensile splitting strength, and flexural strength). The third stage investigated the SCC beams’ flexural behavior with RCA under four-point loading.
The fresh properties of the SCC mixtures, such as the slump flow, V-funnel, L-box, and segregation index (SI), were investigated according to EFNARC [30] (see Figure 4). The slump flow diameter should be between 550 and 850 mm, according to EFNARC [30]. During the slump flow test, each SCC mix’s segregation index (SI) was calculated. The SI has a range from 0 to 2, where 0 indicates no segregation, 1 indicates slight segregation with some collection of aggregate and mortar in the middle of the SCC mixture, and 2 indicates significant segregation with a clear accumulation of aggregate and mortar and the formation of a mortar halo in the center of SCC mixture [19]. The V-funnel test was used to evaluate the filling ability of SCC with a maximum grain size of 20 mm. In this test, the appropriate discharge time ranged between 6 to 12 s. The L-box test was used to indicate the segregation of SCC. The blocking ratio H2/H1 must be more than 80%.
The compression tests were carried out according to European Standard EN 196-1 [31], as shown in Figure 5a, to determine the compressive strength of concrete. The splitting tensile strength tests were conducted according to ASTM C496 [32], as shown in Figure 5b. The flexural strength tests, as well as the four-point loading flexural tests, were conducted according to ASTM C78 [33], as shown in Figure 5c,d, respectively. The applied loads, deflections, and cracking patterns were investigated during the four-point loading flexural tests carried out at 56 days.
3. Test Results and Discussion
3.1. Fresh Properties of SCC
The fresh concrete properties for the SCC mixes with different combinations of RCA and SCMs in terms of slump flow, SI, L-box, and V-funnel test results are listed in Table 5.
3.1.1. Slump Flow Results
As listed in Table 5, the slump flow values for the SCC mixes ranged from 560 to 790 mm, which complied with EFNARC [30]. Each value in this table was the average of two perpendicular slump flow diameters. The slump flow for mixtures MK-FA-PVA decreased by 6.3%, 10.8%, 13.9%, and 25.3% for 0%, 50%, 75%, and 100% replacements of the RCA, respectively, in comparison to the control mix R0-MK. The same observations were obtained for mixes NS-FA-PVA and MK-NS-PVA, as shown in Figure 6. Higher water absorption was observed as the RCA replacement ratio increased [34,35]. Furthermore, increasing the RCA content affected the interlocking behavior and increased the friction and surface area, which reduced flowability [36].
The influence of PVA fibers on the slump flow results for SCC mixes with 100% RCA replacement is shown in Figure 7. The slump flow for mix R100-MK was reduced by 12.70% and 21.50% without and with PVA fibers, respectively. Similar reductions were observed for the mixtures R100-MK-FA and R100-MK-NS, as shown in Figure 7. Incorporating PVA fibers reduced the slump flow because the PVA fibers increased the friction between the aggregate particles and cement paste, which decreased flowability [37].
Figure 8 depicts how the type of SCM incorporation affected the slump flow results for the SCC mixes with 100% replacement of the RCA. The results included the slump flow for the binary mix (R100-MK), ternary mixes (R100-MK-FA-PVA, R100-MK-NS-PVA, and R100-NS-FA-PVA), and quaternary mix (R100-MK-NS-FA-PVA). The slump flow decreased when adding SCMs to cement in the SCC mixtures. Moreover, the slump flow diameters of ternary and quaternary mixtures were lower than that one of the binary mixes. The flowability of SCC mixes was adversely affected by incorporating SCMs because the higher specific surface area of the SCM particles absorbed higher amounts of water and subsequently decreased flowability. The hybrid effect of the ternary SCMs on the diameter of slump flow is presented in Figure 9. The ternary mixtures with MK and FA obtained the highest slump flow results in the case of 0% RCA. However, the lowest results were observed in the case of ternary mixtures with MK and NS. The same trend was observed in the cases of 50%, 75%, and 100% replacements. Adding MK and FA enhanced the flow properties of the SCC mixes. This behavior could be attributed to the finely split FA particles being more spherical than the cement particles [34]. Moreover, the mixes containing NS obtained a larger surface area, increasing fresh concrete’s adhesive properties.
3.1.2. Segregation Resistance of the SCC Mixtures
The SI values for the SCC mixtures with RCA and SCMs are listed in Table 5. All SCC mixtures exhibited SI values of 0 or 1, except for two mixtures with 100% RCA replacement. These SI values demonstrated adequate segregation resistance. However, the quaternary mixture (R100-MK-NS-FA-PVA) and ternary mixture (R100-MK-NS-PVA) were inadequate and exhibited severe segregation. The greater ability of the RCA and SCMs to absorb water was the reason for this behavior [35].
3.1.3. L-Box Results
The L-box test values for the SCC mixtures are shown in Figure 10 and are summarised in Table 5. The H2/H1 ratio, referred to as the blocking ratio, evaluates the flow of concrete and the segregation resistance of the SCC induced by the steel rebars. It is shown that the blocking ratio results were more than 0.80, which complied with the EFNARC [30]. It was observed that the H2/H1 value decreased as the RCA ratio increased. The basic reason, as with the slump flow case, was that when increasing the RCA replacement level, concrete became harsher due to the irregularity and roughness of the RCA, which then increased the blocking ability and friction of the SCC mixtures. The influence of PVA fibers on the L-box results of the SCC mixes with 100% RCA content is shown in Figure 11. The H2/H1 value for the binary mixture (R100-MK) was reduced by 3.20% and 10.52%, without and with PVA fibers, respectively, compared to the reference mixture. A similar reduction was shown for the ternary mixtures (R100-MK-FA and R100-MK-NS). Incorporating PVA fibers into the SCC mixtures with RCA decreased the blocking ratio for the same reason discussed in the slump flow. The PVA fibers increased the friction between the aggregate particles and the cement paste.
The incorporation of SCMs affected the slump flow results, as illustrated in Figure 12. The average blocking ratio of binary, ternary, and quaternary mixtures was reduced by 10.5%, 12.6%, and 15.8%, respectively, relative to the control mix (R0-MK). The binary mixture had the maximum H2/H1 value, followed by ternary mixes, while the quaternary mixture had the lowest H2/H1 value. The SCMs had a larger surface area, which enhanced the adhesion of fresh concrete. The hybrid impact of ternary SCMs on the blocking ratio for SCC mixtures is shown in Figure 13. For 0% RCA, the mixes with MK and FA exhibited the highest blocking ratio. However, the mixes with FA and NS showed the lowest values. The same trend was observed for the mixtures with 50%, 75%, and 100% RCA.
3.1.4. V-Funnel Test Results
The V-funnel test results are listed in Table 5 and Figure 14. The V-funnel flow time ranged between 6 s to 11 s, which complied with the EFNARC [30]. It is observed that the V-funnel flow time of the SCC mixes increased with increasing the RCA replacement ratio. This behavior could be mainly attributed to the angularity, surface roughness, and surface porosity of the RCA, which absorbed more water and increased the friction between the aggregate and cement paste. The V-funnel flow times of mixes R100-Mk without and with PVA fibers increased by 33.3% and 66.6%, respectively, compared to the reference mix R0-MK, as illustrated in Figure 15. The same behavior was observed for the mixes R100-MK-FA and R100-MK-NS (see Figure 15).
Figure 16 presents the influence of using the SCMs on the V-funnel flow time. The binary mix had a V-funnel flow time of 10 s, which was the shortest flow time. The hybrid impact of ternary SCMs on the V-funnel flow time for SCC mixes is shown in Figure 17. It was observed that the SCC ternary mixtures in the case of 0% RCA and with MK and FA obtained the least V-funnel flow time. The ternary mixtures, including MK and NS, exhibited the highest V-funnel flow time. A similar trend is shown in the cases of SCC mixes with 50%, 75%, and 100% RCA.
3.2. Mechanical Properties of SCC Mixtures
The cube compressive strength at 7, 28, and 56 days, as well as the splitting tensile strength and flexural strength at 28 days, are listed in Table 6. Each value represents a three-measurement average.
3.2.1. Compressive Strength of SCC Mixes
Figure 18 illustrates the effect of the RCA content on the 28-day cube compressive strength of the SCC mixtures. The compressive strength of the mixtures with MK-FA-PVA decreased by 2.1%, 7.2%, 7.6%, and 18.1% in the cases of 0%, 50%, 75%, and 100% RCA, respectively, in comparison to the R0-MK mix. Similar reductions were observed for the groups with MK-NS-PVA and NS-FA-PVA, demonstrating that the magnitude of the compressive strength decreased as the content of the RCA increased. The same was also observed at 7 and 56 days. These reductions in the compressive strength could be attributed to the weaker bond between the RCA and cement paste, micro-cracks in the adhered mortars on the RCA because of the crushing process, and high porosity and water absorption capacity of the RCA compared to the NCA [19,34,38,39]. Including old cement paste in the RCA leads to the consumption of water design mix, which is necessary for the hydration process.
Figure 19 depicts the impact of the PVA fibers on the 28-day cube compressive strength for the SCC mixtures with 100% RCA. The compressive strength for mixtures R100-MK without/with PVA fibers decreased by 6.2% and 23.7%, respectively, compared to the R0-MK mix. The same reductions were observed for mixtures R100-MK-FA and R100-MK-NS. The PVA fibers caused reductions in the compressive strength of the SCC [40,41]. Figure 20 presents the effect of the SCM combinations on the compressive strength of the SCC with 100% RCA. The compressive strength for both binary and quaternary mixtures decreased by 1.5% relative to the ternary mixtures. Figure 21 shows the hybrid influence of the ternary SCMs on the 28-day compressive strength of the SCC. For the SCC with 0% RCA, the ternary mix prepared with MK, NS, and PVA showed the highest compressive strength of 42.60 MPa, followed by the mix with MK and FA. On the other hand, the mix with NS and FA had the minimum compressive strength value of 32.50 MPa. The 28-day cube compressive strength of the 18 SCC mixtures ranges from 28.44 to 43.11 MPa, which is acceptable for structural concrete elements and compatible with the results of past investigations that used nearly cement content [18,42].
3.2.2. Splitting Tensile Strength
The impact of the replacement ratio of the RCA on the splitting tensile strength of SCC mixes is illustrated in Figure 22 and listed in Table 6. It is apparent that for the mixes including MK, FA, and PVA, the splitting tensile strength decreased by 4.6%, 17.4%, 18.6%, and 20.9% in the cases of 0%, 50%, 75%, and 100% RCA, respectively, relative to the control mixture. The increase in the replacement of NCA by RCA decreased the tensile splitting strength. The main reasons for these reductions were the weak bond between the RCA and cement paste and the change in the concrete microstructure for the mixtures containing RCA [19]. The influence of the PVA fibers on the splitting tensile strength for the SCC with 100% RCA content is shown in Figure 23. The tensile splitting strength for the mixture R100-MK without and with PVA fibers decreased by 18.60% and 17.60%, respectively, compared to the reference mix R0-MK. Adding PVA fibers increased the splitting tensile strength because the fibers could impede concrete micro-cracks and then improve the splitting tensile strength [37,41].
The influence of the SCM incorporation type on the tensile splitting strength of SCC mixes is given in Figure 24. Binary mixes have the maximum tensile splitting strength. However, ternary, and quaternary mixes have the minimum value of tensile splitting strength. The hybrid effect of ternary SCMs on the 28-day split tensile strength with 100% RCA is illustrated in Figure 25. Among ternary SCC mixes, MK and FA had the highest splitting tensile strength (4.7 MPa), followed by ternary mixes (MK and NS) by 3.7 MPa. Ternary mixes with NS and FA had the least split tensile strength value of 2.7 MPa. The same trend is shown in the cases of 50, 75, and 100% RCA. This is because metakaolin has a higher reactivity to FA, which improves the hydration and the micro-filling ability of the concrete’s voids. From Table 6, it is shown that the 28-day splitting tensile strength of RA-SCC mix values ranges from 2.30–4.30 MPa, which complies with the results obtained from past research [18].
3.2.3. Flexural Strength Results
The influence of the RCA ratio on the 28-day flexural strength is listed in Table 6 and Figure 26. The 28-day flexural strength for the mix MK-FA-PVA decreased by 8.3%, 16.7%, 20.8%, and 31.25% for the cases of 0%, 50%, 75%, and 100% RCA, respectively, compared to the control mix. Comparable reductions were observed for both groups, MK-NS-PVA and NS-FA-PVA, demonstrating that flexural strength decreased as the ratio of the RCA increased. The influence of the PVA fibers and SCM combination type on the 28-day flexural strength is illustrated in Figure 27 and Figure 28, respectively. Moreover, the hybrid impact of the ternary SCMs is presented in Figure 29. The flexural strength results for SCC mixtures listed in Table 6 range from 3.30 to 4.80 MPa, corresponding to the flexural results from past literature that used nearly the same cement content in the concrete mix proportions [20].
3.3. Reinforced SCC Beam Results
Table 7 lists the results of the reinforced SCC beams after 56 days. These results include the cracking loads, ultimate loads, maximum mid-span deflections, and flexural stiffness. The first crack appeared earlier as the RCA replacement ratio increased. The reduction in the RCA strength and the bond between the mortar and RCA surface compared to the NCA were the reasons for this behavior. The average ultimate load of the ternary beams with 50% RCA (R50-MK-FA-PVA and R50-MK-NS-PVA) increased by 1.2%. However, the average ultimate load decreased by 1.00% for the ternary beams with 100% RCA (R100-MK-FA-PVA and R100-MK-NS-PVA). The ultimate load of the binary beam (R100-MK) decreased by 2.72% compared to the control beam, while the ultimate load of the ternary beams (R100-MK-FA and R100-MK-NS) increased by 3.15% and 3.72%, respectively.
Consequently, replacing the NCA with 100% RCA and adding a combination of MK and FA or NS to cement increased the ultimate load for the SCC beams. The highest increase in the failure load for the beam (R100-MK-PVA) was 9.5% compared to the reference mix. At the same time, the ultimate load for the binary mixture with PVA (R100-MK-PVA) was increased by 12.5% compared to the mixture without PVA (R100-MK). Ultimate load values for the ternary mixture (R100-MK-FA) without and with PVA fibers were 72.00 and 71.60 KN, respectively. This confirms that including PVA fibers in ternary mixes negatively affects the ultimate load for ternary mixes. A similar reduction was observed for the mixture (R100-MK-NS).
Generally, as presented in Table 7, the maximum mid-span deflection of beams with different levels of RCA is greater than the control beam (R0-MK). For example, the beams’ mid-span deflection (R50-MK-FA-PVA) and (R100-MK-FA-PVA) were 5.40% and 6.80% greater than the mid-span deflection of the control beam. This is consistent with the theoretically predicted performance because of RCA’s weaker interfacial zone compared to NCA [20]. The ultimate loads for all beams range between 66.60 MPa and 76.40 MPa, and midspan deflection ranges from 14.80 to 20 mm, consistent with RA-SCC beams made with the same mix proportions [20].
Figure 30 depicts the load-deflection curves for the examined beams, which were used to calculate flexural stiffness, representing the linear portion of the load-deflection curve based on Turatsinze and Garros [43]. As shown in Table 7, the flexural stiffness for ternary mixes with 50% RCA (R50-MK-FA-PVA and R50-MK-NS-PVA) increased by 10.60%, while the average flexural stiffness of ternary mixes with 100% RCA (R100-MK-FA-PVA and R100-MK-NS-PVA) decreased by 8.10% compared to the control mix. Therefore, the flexural stiffness of beams with 100% RCA was less than that of those with only 50% RCA, which agrees with Mohammed and Najim [20]. Furthermore, beams cast from hybrid SCMs (MK-FA) and PVA have an axial stiffness greater than those cast from hybrid SCMs (MK-NS) and PVA, regardless of the level of RCA (see Figure 30a).
Compared to the reference beam (R0-MK), the flexural stiffness of the ternary beams (R100-MK-FA and R100-MK-NS) increased by 16.25 and 10%, respectively. This indicates that replacing NCA with 100% RCA and adding a combination of MK and FA or NS to the cement increased the flexural stiffness for RA-SCC beams (see Table 7). As shown in Table 7 and Figure 30b, flexural stiffness for binary and ternary beams decreased by 7.50 and 8.10%, respectively; however, the quaternary SCC mixes increased the flexural stiffness by 1.90% compared to the control beam. The axial stiffness of mixes with PVA was less than those without PVA (see Table 7 and Figure 30c).
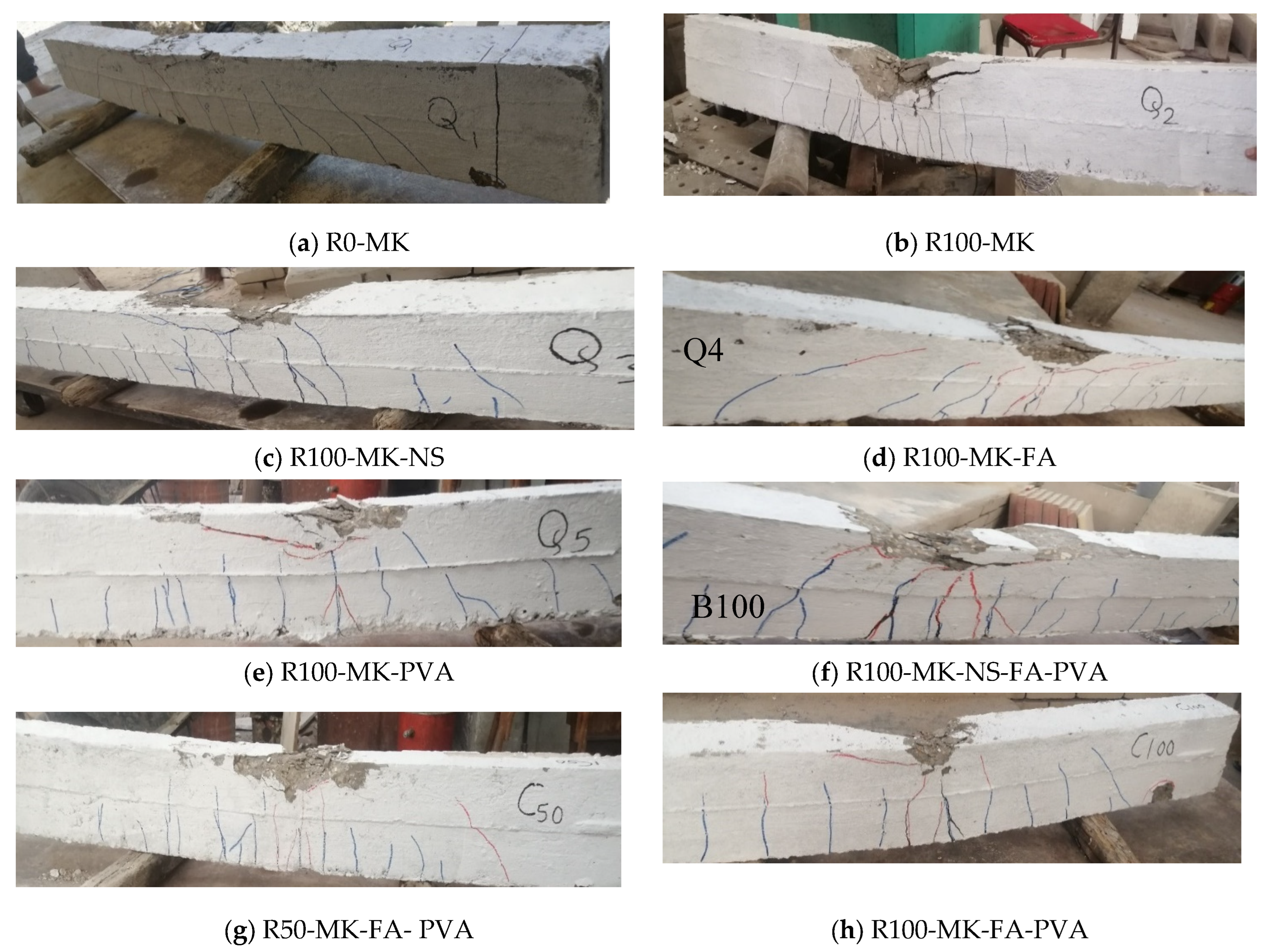
Figure 31 shows the crack patterns for all tested beams. The failure mechanism, such as flexural or shear, tension, or compression, affects the quantity and density of cracks. Flexural failure was seen in all SCC beams. It is observed that the density and crack width increased for beams R50-MK-FA-PVA and R100-MK-FA-PVA with increasing RCA percent. When the RCA is increased by 100%, the failure mechanism occurs on the compression side and becomes brittle (see Figure 31). The RA-SCC beams, including PVA fibers, have controlled crack width and limited crack propagation. The ductile failure occurs at the tension side, as shown in the beam R100-MK-PVA (see Figure 31e). In the beam without PVA (R100-MK), the failure mechanism mainly occurs at the compression side. The density of cracks increases, making a brittle failure (see Figure 31b). The same trend was observed for the beams R100-MK-NS and R100-MK-FA with and without PVA fibers, as shown in Figure 31c,d,h,j.
4. Conclusions
This paper investigated the replacement of natural coarse aggregate (NCA) with recycled concrete aggregates (RCA) with different ratios (0%, 50%, 75%, and 100%) in producing self-compacting concrete (SCC). Different components of supplementary cementitious materials (SCMs), such as nano-silica (NS), fly ash (FA), and metakaolin (MK), as well as PVA fibers, were incorporated into the SCC mixtures. The fresh properties (slump flow, V-funnel, and L-box test) and hardened properties (compressive strength, splitting tensile strength, and flexural strength), as well as the flexural behavior of SCC beams (load-carrying capacity, crack pattern, mid-span deflection, and flexural stiffness), were studied for all SCC mixes. According to the experimental program conducted and the results analyzed, the following conclusions can be drawn:
- At 100% RCA, mixes with PVA fibers have less fresh properties than those without PVA fibers, demonstrating the adverse effect of PVA fibers on the fresh properties.
- Binary mixtures with MK only had the highest fresh properties compared with all other mixes, including ternary mixes with MK and FA or NS. In addition, quaternary SCC mixtures, including MK, FA, and NS, have the least fresh RA-SCC properties.
- The mechanical properties (compressive strength, tensile splitting strength, and flexural strength) of the SCC mixtures decreased as the RCA replacement ratio increased, demonstrating the negative influence of increasing replacement levels for RCA.
- Adding PVA fibers to the SCC mixes enhanced the splitting tensile strength; however, it decreased compressive and flexural strength at a replacement level of 100% for NCA.
- The compressive strength decreased for the ternary SCC mixtures, including adding FA and NS to cement. Nevertheless, ternary mixtures with MK and FA or MK and NS achieved asymptotic strength compared to the reference mixture, demonstrating that the mixes, including a combination of MK and FA or MK and NS, improve the mechanical properties of RA-SCC mixes.
- Increasing the RCA replacement level to 100% RCA for the ternary SCC beams with PVA fibers reduced the first cracking load, average ultimate load capacity, and average flexural stiffness. In contrast, increasing mid-span deflection, density, and width of cracks at the failure loads.
- The ultimate load and flexural stiffness for the reinforced SCC beams were significantly increased for the 100% RCA ternary mixes without PVA fiber content. The ultimate load for beams R100-MK-FA and R100-MK-NS increased by 3.15% and 3.7%, respectively, compared to the reference beam. Furthermore, flexural stiffness increased by 16.25% and 10%, respectively. However, the binary mixture with PVA fibers (R100-MK-PVA) had the highest ultimate load, increasing by 9.50% compared to the control beam.
Author Contributions
Conceptualization, S.A. and A.S.E.; data curation, S.A., A.S.E. and A.A.; formal analysis, S.A., A.E.-Z., M.A.E.-A.B.M. and A.A.; investigation, S.A., A.E.-Z. and A.S.E.; methodology, S.A., A.S.E. and M.A.E.-A.B.M.; resources, M.A.E.-A.B.M.; software, A.E.-Z. and M.A.E.-A.B.M.; supervision, A.S.E.; validation, S.A., A.S.E., M.A.E.-A.B.M. and A.A.; visualization, S.A., A.E.-Z., A.S.E. and A.A.; writing—original draft, S.A., A.S.E. and M.A.E.-A.B.M.; writing—review and editing, S.A., A.E.-Z. and A.S.E. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data is contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Guo, Z.; Jiang, T.; Zhang, J.; Kong, X.; Chen, C.; Lehman, D.E. Mechanical and Durability Properties of Sustainable Self-Compacting Concrete with Recycled Concrete Aggregate and Fly Ash, Slag and Silica Fume. Constr. Build. Mater. 2020, 231, 117115. [Google Scholar] [CrossRef]
- Kuder, K.; Lehman, D.; Berman, J.; Hannesson, G.; Shogren, R. Mechanical Properties of Self Consolidating Concrete Blended with High Volumes of Fly Ash and Slag. Constr. Build. Mater. 2012, 34, 285–295. [Google Scholar] [CrossRef]
- Pani, L.; Francesconi, L.; Rombi, J.; Mistretta, F.; Sassu, M.; Stochino, F. Effect of Parent Concrete on the Performance of Recycled Aggregate Concrete. Sustainability 2020, 12, 9399. [Google Scholar] [CrossRef]
- Musa, A.A. A Review on Recycled Aggregate Concretes (RACs). J. Phys. Conf. Ser. 2022, 2267, 012003. [Google Scholar] [CrossRef]
- Amario, M.; Rangel, C.S.; Pepe, M.; Toledo Filho, R.D. Optimization of Normal and High Strength Recycled Aggregate Concrete Mixtures by Using Packing Model. Cem. Concr. Compos. 2017, 84, 83–92. [Google Scholar] [CrossRef]
- Bahrami, N.; Zohrabi, M.; Mahmoudy, S.A.; Akbari, M. Optimum Recycled Concrete Aggregate and Micro-Silica Content in Self-Compacting Concrete: Rheological, Mechanical and Microstructural Properties. J. Build. Eng. 2020, 31, 101361. [Google Scholar] [CrossRef]
- Song, X.; Li, C.; Chen, D.; Gu, X. Interfacial Mechanical Properties of Recycled Aggregate Concrete Reinforced by Nano-Materials. Constr. Build. Mater. 2021, 270, 121–446. [Google Scholar] [CrossRef]
- Younis, A.; Ebead, U.; Suraneni, P.; Nanni, A. Short-Term Flexural Performance of Seawater-Mixed Recycled-Aggregate GFRP-Reinforced Concrete Beams. Compos. Struct. 2020, 236, 111860. [Google Scholar] [CrossRef]
- Revilla-Cuesta, V.; Ortega-López, V.; Skaf, M.; Khan, A.u.R.; Manso, J.M. Deformational Behavior of Self-Compacting Concrete Containing Recycled Aggregate, Slag Cement and Green Powders under Compression and Bending: Description and Prediction Adjustment. J. Build. Eng. 2022, 54, 104611. [Google Scholar] [CrossRef]
- Shafiq, N.; Kumar, R.; Zahid, M.; Tufail, R.F. Effects of Modified Metakaolin Using Nano-Silica on the Mechanical Properties and Durability of Concrete. Materials 2019, 12, 2291. [Google Scholar] [CrossRef] [Green Version]
- Anjos, M.A.S.; Camões, A.; Campos, P.; Azeredo, G.A.; Ferreira, R.L.S. Effect of High Volume Fly Ash and Metakaolin with and without Hydrated Lime on the Properties of Self-Compacting Concrete. J. Build. Eng. 2020, 27, 100985. [Google Scholar] [CrossRef]
- Prakash, R.; Raman, S.N.; Divyah, N.; Subramanian, C.; Vijayaprabha, C.; Praveenkumar, S. Fresh and Mechanical Characteristics of Roselle Fibre Reinforced Self-Compacting Concrete Incorporating Fly Ash and Metakaolin. Constr. Build. Mater. 2021, 290, 123209. [Google Scholar] [CrossRef]
- Yue, Y.; Zhou, Y.; Xing, F.; Gong, G.; Hu, B.; Guo, M. An Industrial Applicable Method to Improve the Properties of Recycled Aggregate Concrete by Incorporating Nano-Silica and Micro-CaCO3. J. Clean. Prod. 2020, 259, 120920. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, B. Influence of Nano-SiO2 on the Mechanical Properties of Recycled Aggregate Concrete with and without Polyvinyl Alcohol (PVA) Fiber. Mater. Artic. 2021, 14, 1446. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Z.; Lv, K.; Wu, L. A Review on Mixture Design Methods for Self-Compacting Concrete. Constr. Build. Mater. J. 2015, 84, 387–398. [Google Scholar] [CrossRef]
- Grdic, Z.J.; Toplicic-Curcic, G.A.; Despotovic, I.M.; Ristic, N.S. Properties of Self-Compacting Concrete Prepared with Coarse Recycled Concrete Aggregate. Constr. Build. Mater. 2010, 24, 1129–1133. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of Self-Compacting Concrete Prepared with Coarse and Fine Recycled Concrete Aggregates. Cem. Concr. Compos. 2009, 31, 622–627. [Google Scholar] [CrossRef]
- Sadeghi-Nik, A.; Berenjian, J.; Alimohammadi, S.; Lotfi-Omran, O.; Sadeghi-Nik, A.; Karimaei, M. The Effect of Recycled Concrete Aggregates and Metakaolin on the Mechanical Properties of Self-Compacting Concrete Containing Nanoparticles. Iran. J. Sci. Technol. Trans. Civ. Eng. 2019, 43, 503–515. [Google Scholar] [CrossRef]
- Khodair, Y.; Bommareddy, B. Self-Consolidating Concrete Using Recycled Concrete Aggregate and High Volume of Fly Ash, and Slag. Constr. Build. Mater. 2017, 153, 307–316. [Google Scholar] [CrossRef]
- Mohammed, S.I.; Najim, K.B. Mechanical Strength, Flexural Behavior and Fracture Energy of Recycled Concrete Aggregate Self-Compacting Concrete. Structures 2020, 23, 34–43. [Google Scholar] [CrossRef]
- Meena, A.; Singh, N.; Singh, S.P. High-Volume Fly Ash Self Consolidating Concrete with Coal Bottom Ash and Recycled Concrete Aggregates: Fresh, Mechanical and Microstructural Properties. J. Build. Eng. 2023, 63, 105447. [Google Scholar] [CrossRef]
- Yu, F.; Wang, M.; Yao, D.; Yang, W. Study on Flexural Behavior of Self-Compacting Concrete Beams with Recycled Aggregates. Buildings 2022, 12, 881. [Google Scholar] [CrossRef]
- Ignjatović, I.S.; Marinković, S.B.; Mišković, Z.M.; Savić, A.R. Flexural Behavior of Reinforced Recycled Aggregate Concrete Beams under Short-Term Loading. Mater. Struct. Constr. 2013, 46, 1045–1059. [Google Scholar] [CrossRef]
- Mohseni, E.; Saadati, R.; Kordbacheh, N.; Parpinchi, Z.S.; Tang, W. Engineering and Microstructural Assessment of Fibre-Reinforced Self-Compacting Concrete Containing Recycled Coarse Aggregate. J. Clean. Prod. 2017, 168, 605–613. [Google Scholar] [CrossRef]
- Mo, K.H.; Ling, T.C.; Cheng, Q. Examining the Influence of Recycled Concrete Aggregate on the Hardened Properties of Self-Compacting Concrete. Waste Biomass Valorization 2021, 12, 1133–1141. [Google Scholar] [CrossRef]
- Said-Mansour, M.; Kadri, E.H.; Kenai, S.; Ghrici, M.; Bennaceur, R. Influence of Calcined Kaolin on Mortar Properties. Constr. Build. Mater. 2011, 25, 2275–2282. [Google Scholar] [CrossRef]
- ECP 203; Egyptian Code of Practice for Design and Construction of Concrete Structures, ‘‘Annex III”, Manual Laboratory Tests for Concrete Material. Ministry of Housing, Utilities & Urban Communities: Cairo, Egypt, 2018.
- Available online: https://egy.sika.com/ (accessed on 10 March 2021).
- ECP 203; The Egyptian Code for Design and Construction of Concrete Structures. Ministry of Housing, Utilities & Urban Communities: Cairo, Egypt, 2018.
- EFNARC. Guidelines for Self-Compacting Concrete; English ed.; European Federation for Specialist Construction Chemicals and Concrete Systems: Norfolk, UK, 2002. [Google Scholar]
- EN 196-1 (Equivalence EN 196-1); Methods of Testing Cement—Part 1: Determination of Strength. Turkish Standards Institution: Ankara, Turkey, 2002.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C78/C78M-18; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). ASTM International: West Conshohocken, PA, USA, 2018.
- Manzi, S.; Mazzotti, C.; Bignozzi, M.C. Self-Compacting Concrete with Recycled Concrete Aggregate: Study of the Long-Term Properties. Constr. Build. Mater. J. 2017, 157, 582–590. [Google Scholar] [CrossRef]
- Kebaïli, O.; Mouret, M.; Arabia, N.; Cassagnabere, F. Adverse Effect of the Mass Substitution of Natural Aggregates by Air-Dried Recycled Concrete Aggregates on the Self-Compacting Ability of Concrete: Evidence and Analysis through an Example. J. Clean. Prod. 2015, 87, 752–761. [Google Scholar] [CrossRef]
- Behera, M.; Minocha, A.K.; Bhattacharyya, S.K. Flow Behavior, Microstructure, Strength and Shrinkage Properties of Self-Compacting Concrete Incorporating Recycled Fine Aggregate. Constr. Build. Mater. 2019, 228, 116819. [Google Scholar] [CrossRef]
- Liu, K.; Wang, S.; Quan, X.; Duan, W.; Nan, Z.; Wei, T.; Xu, F.; Li, B. Study on the Mechanical Properties and Microstructure of Fiber Reinforced Metakaolin-Based Recycled Aggregate Concrete. Constr. Build. Mater. 2021, 294, 123554. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A. Microstructure Analysis of Hardened Recycled Aggregate Concrete. Constr. Build. Mater. 2006, 58, 683–690. [Google Scholar] [CrossRef]
- Omary, S.; Ghorbel, E.; Wardeh, G. Relationships between Recycled Concrete Aggregates Characteristics and Recycled Aggregates Concretes Properties. Constr. Build. Mater. J. 2016, 108, 163–174. [Google Scholar] [CrossRef]
- Li, K.F.; Yang, C.Q.; Huang, W.; Zhao, Y.B.; Wang, Y.; Pan, Y.; Xu, F. Effects of Hybrid Fibers on Workability, Mechanical, and Time-Dependent Properties of High Strength Fiber-Reinforced Self-Consolidating Concrete. Constr. Build. Mater. 2021, 277, 122325. [Google Scholar] [CrossRef]
- Yaowarat, T.; Horpibulsuk, S.; Arulrajah, A.; Mohammadinia, A.; Chinkulkijniwat, A. Recycled Concrete Aggregate Modified with Polyvinyl Alcohol and Fly Ash for Concrete Pavement Applications. J. Mater. Civ. Eng. 2019, 31, 04019103. [Google Scholar] [CrossRef]
- Duan, Z.; Singh, A.; Xiao, J.; Hou, S. Combined Use of Recycled Powder and Recycled Coarse Aggregate Derived from Construction and Demolition Waste in Self-Compacting Concrete. Constr. Build. Mater. 2020, 254, 119323. [Google Scholar] [CrossRef]
- Turatsinze, A.; Garros, M. On the Modulus of Elasticity and Strain Capacity of Self-Compacting Concrete Incorporating Rubber Aggregates. Resour. Conserv. Recycl. 2008, 52, 1209–1215. [Google Scholar] [CrossRef]
Figure 1.
Grain size distribution of the NCA, RCA, and sand.
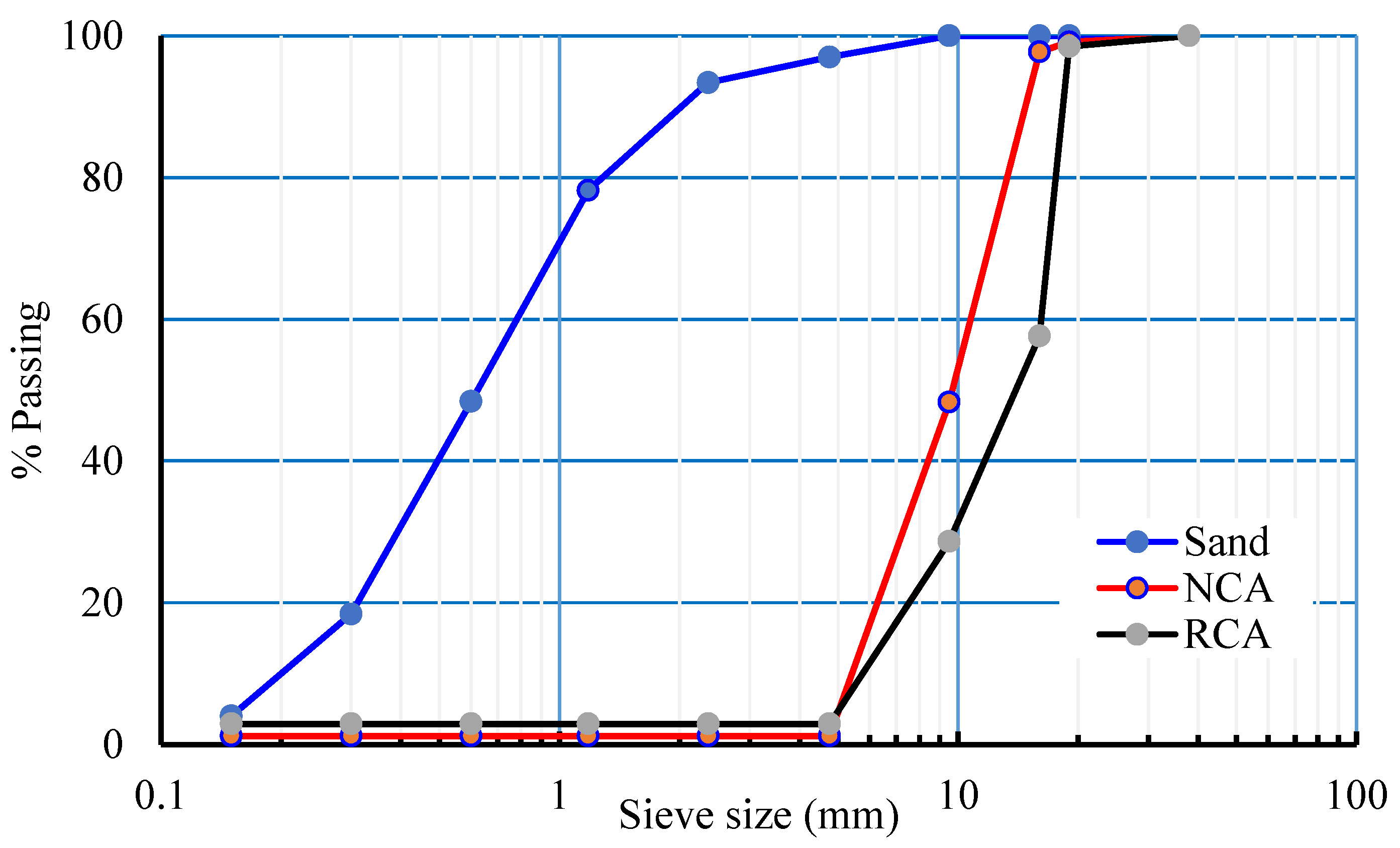
Figure 2.
Prepared concrete cubes, cylinders, and prisms.
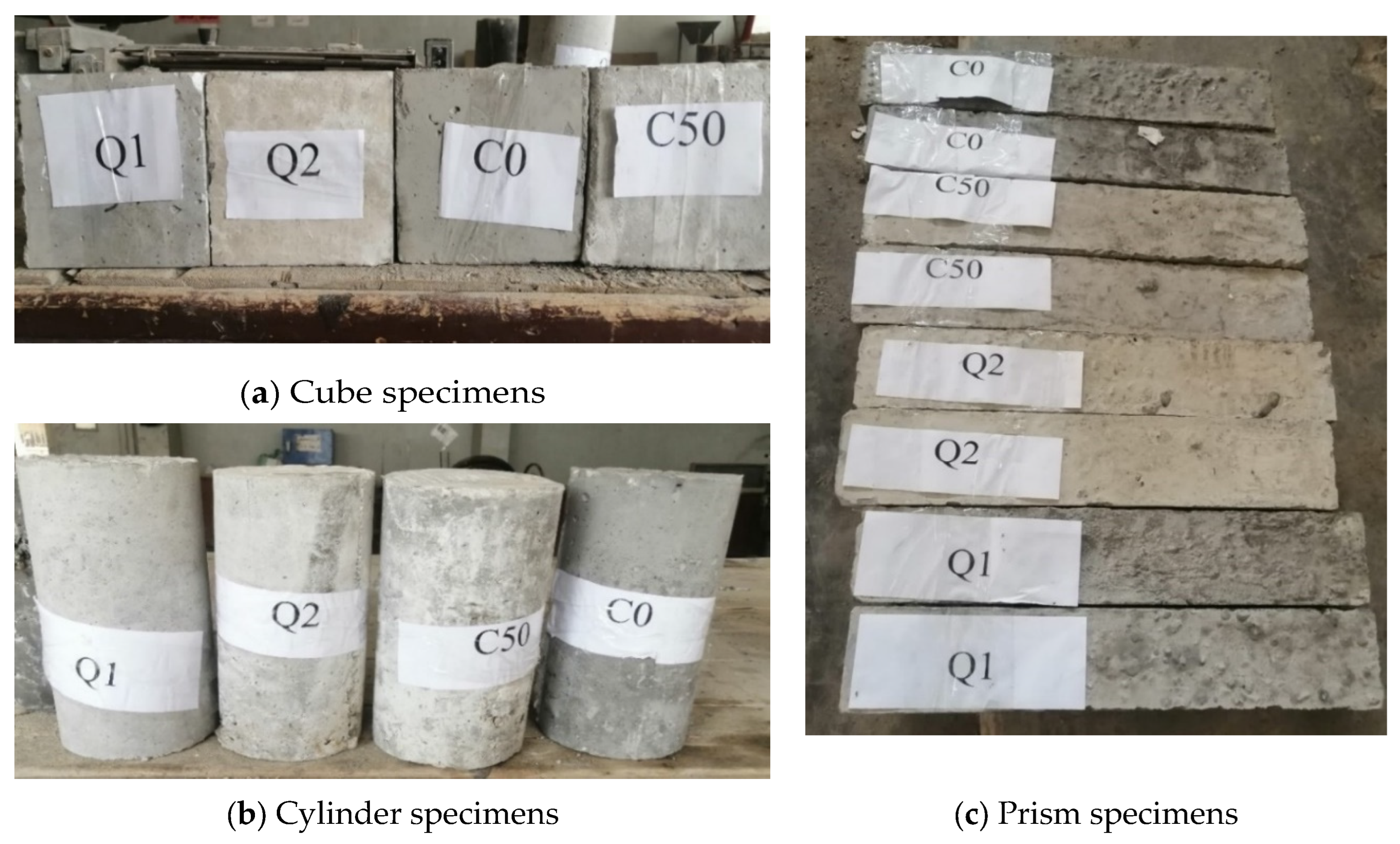
Figure 3.
Details of the reinforced SCC beams.

Figure 4.
Fresh properties tests.

Figure 5.
Test setup for the hardened concrete.
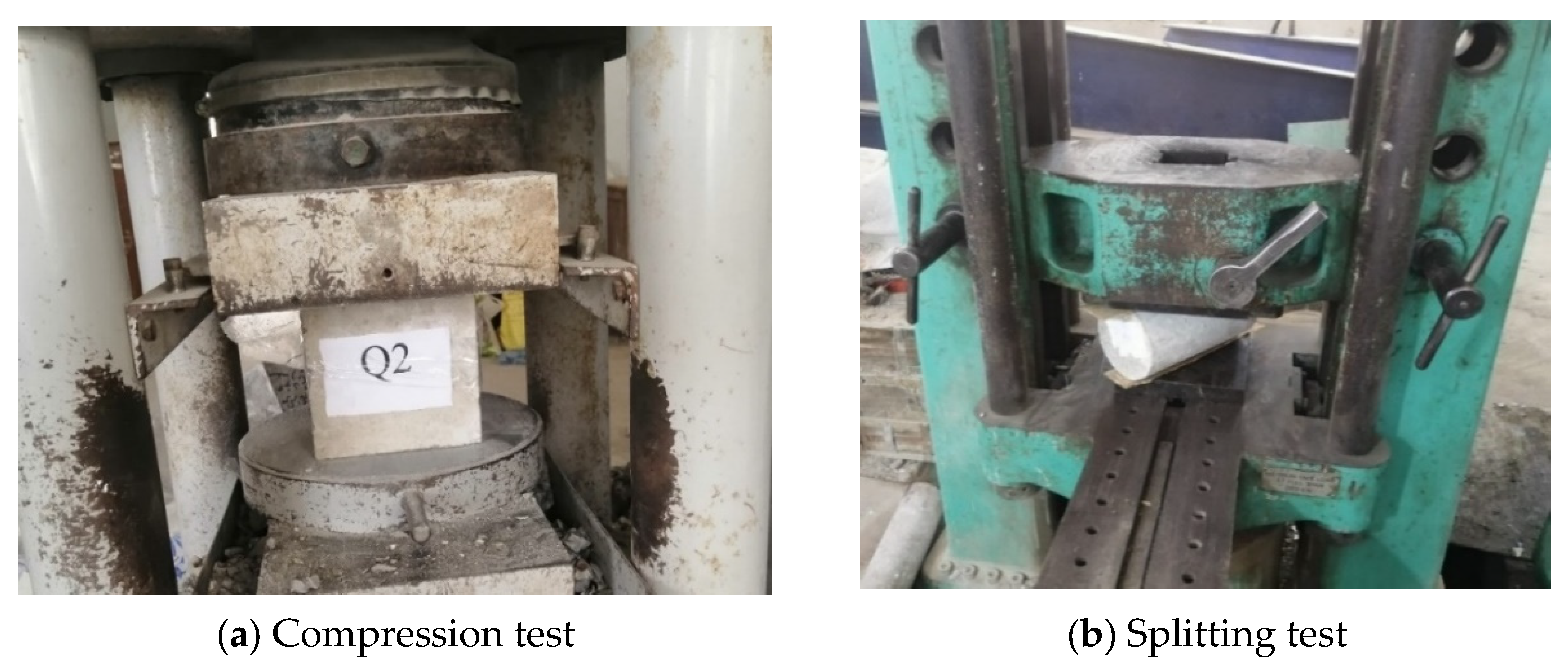
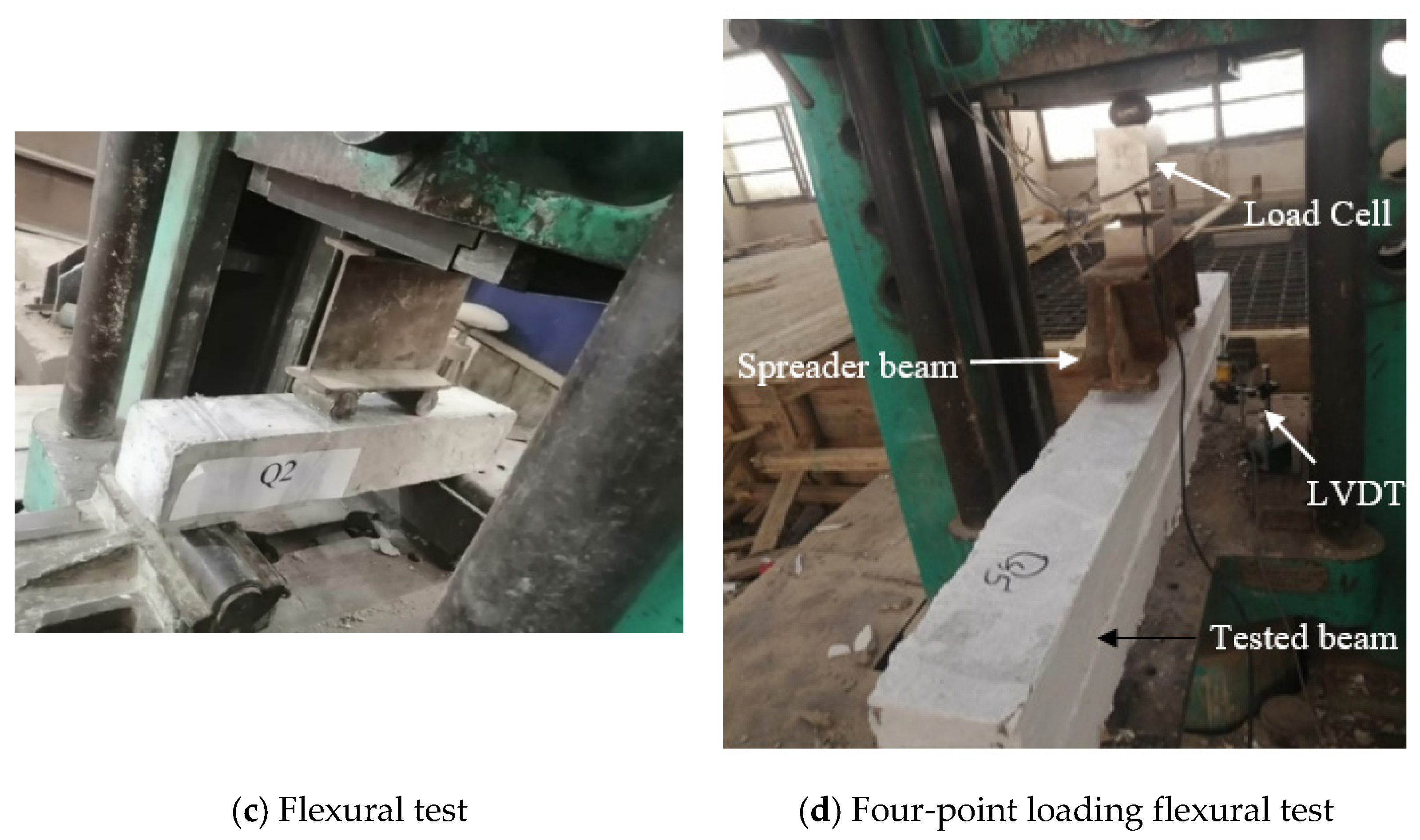
Figure 6.
Effect of the RCA content on slump flow results.
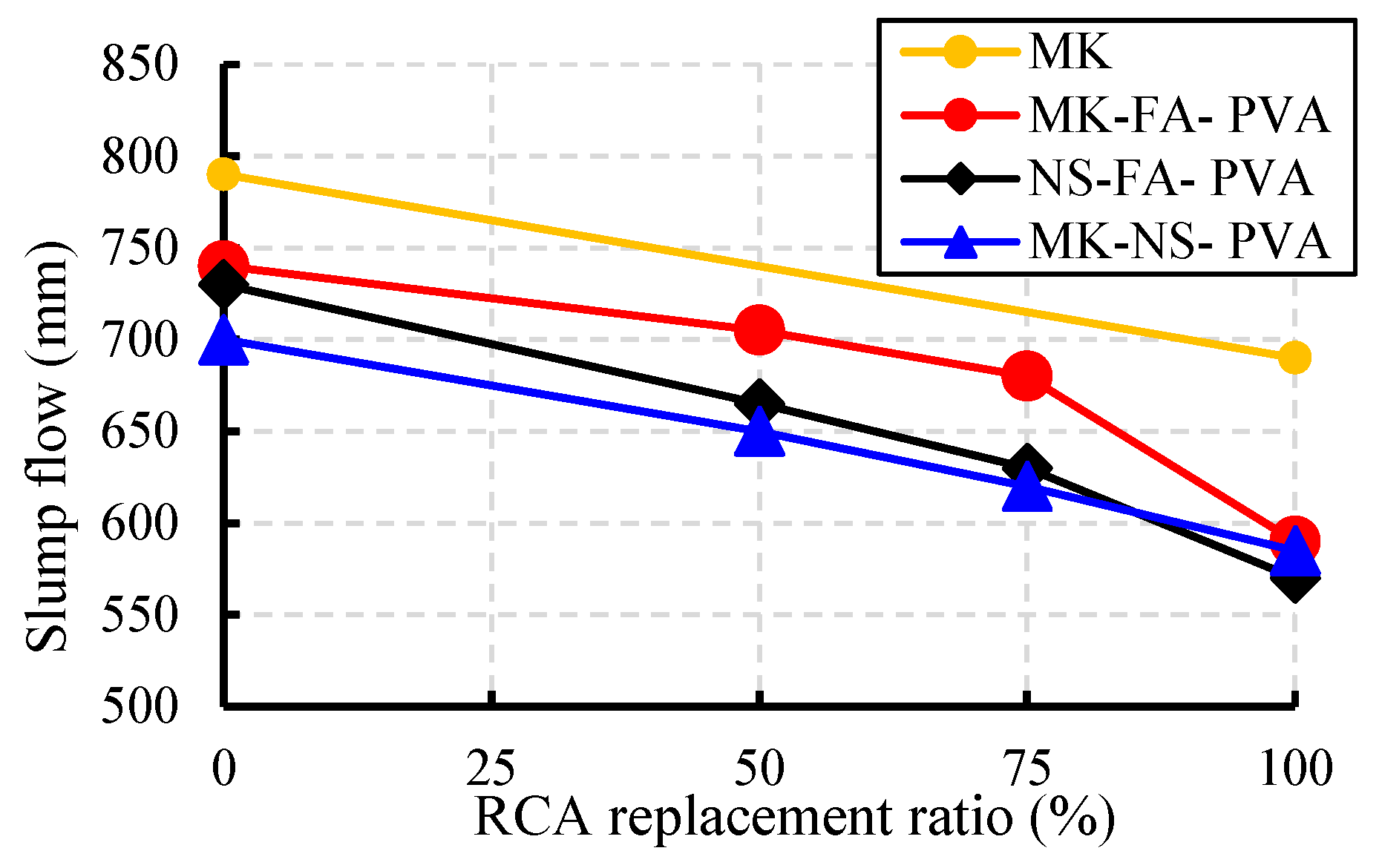
Figure 7.
Effect of the PVA fibers on slump flow results for 100% RCA content.
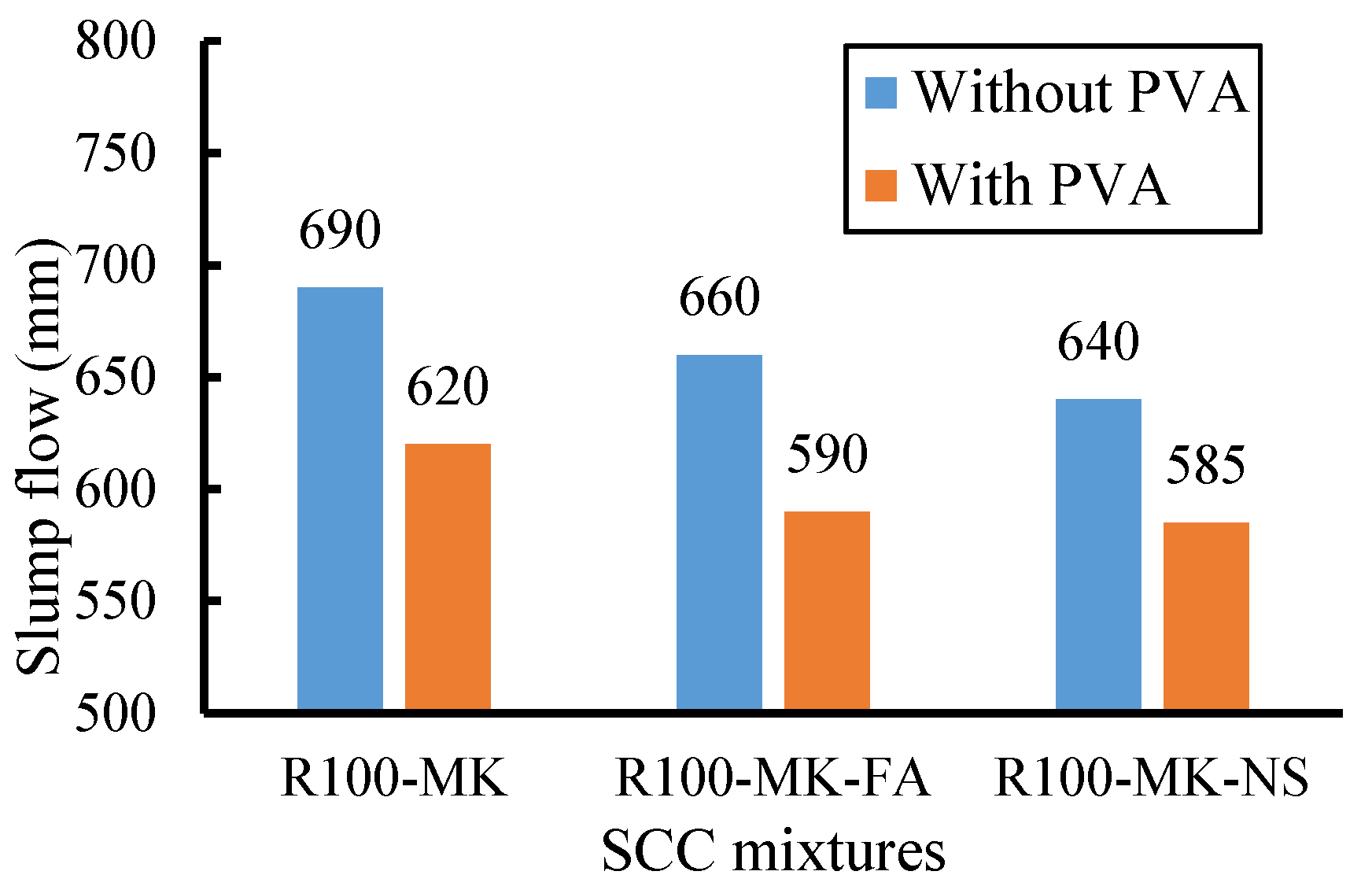
Figure 8.
Effect of the SCMs on slump flow diameter for 100% RCA replacement.

Figure 9.
Hybrid effect of the ternary SCMs on the slump flow diameter.

Figure 10.
Effect of the RCA on the blocking ratio.
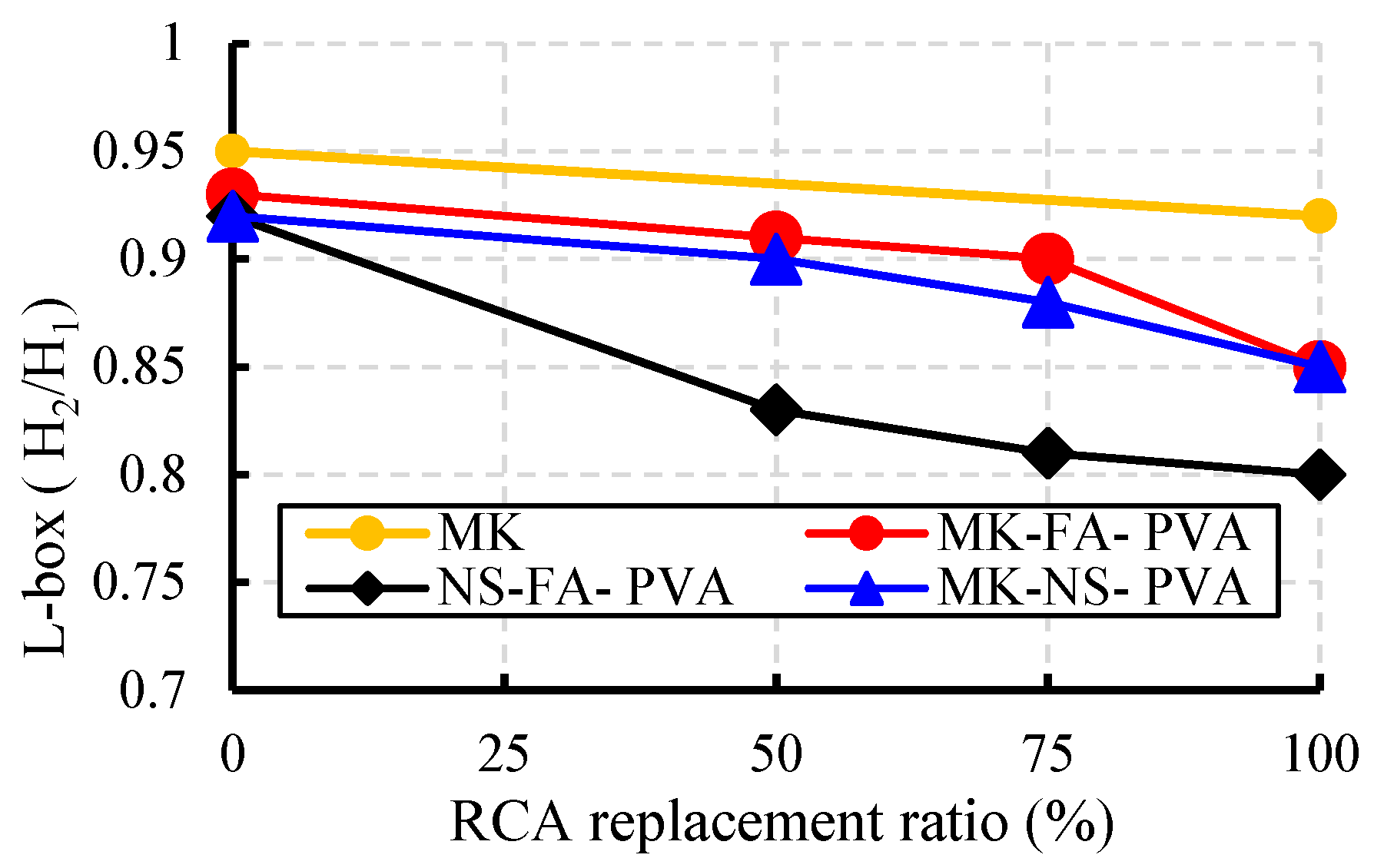
Figure 11.
Effect of the PVA fibers on the blocking ratio for 100% RCA.
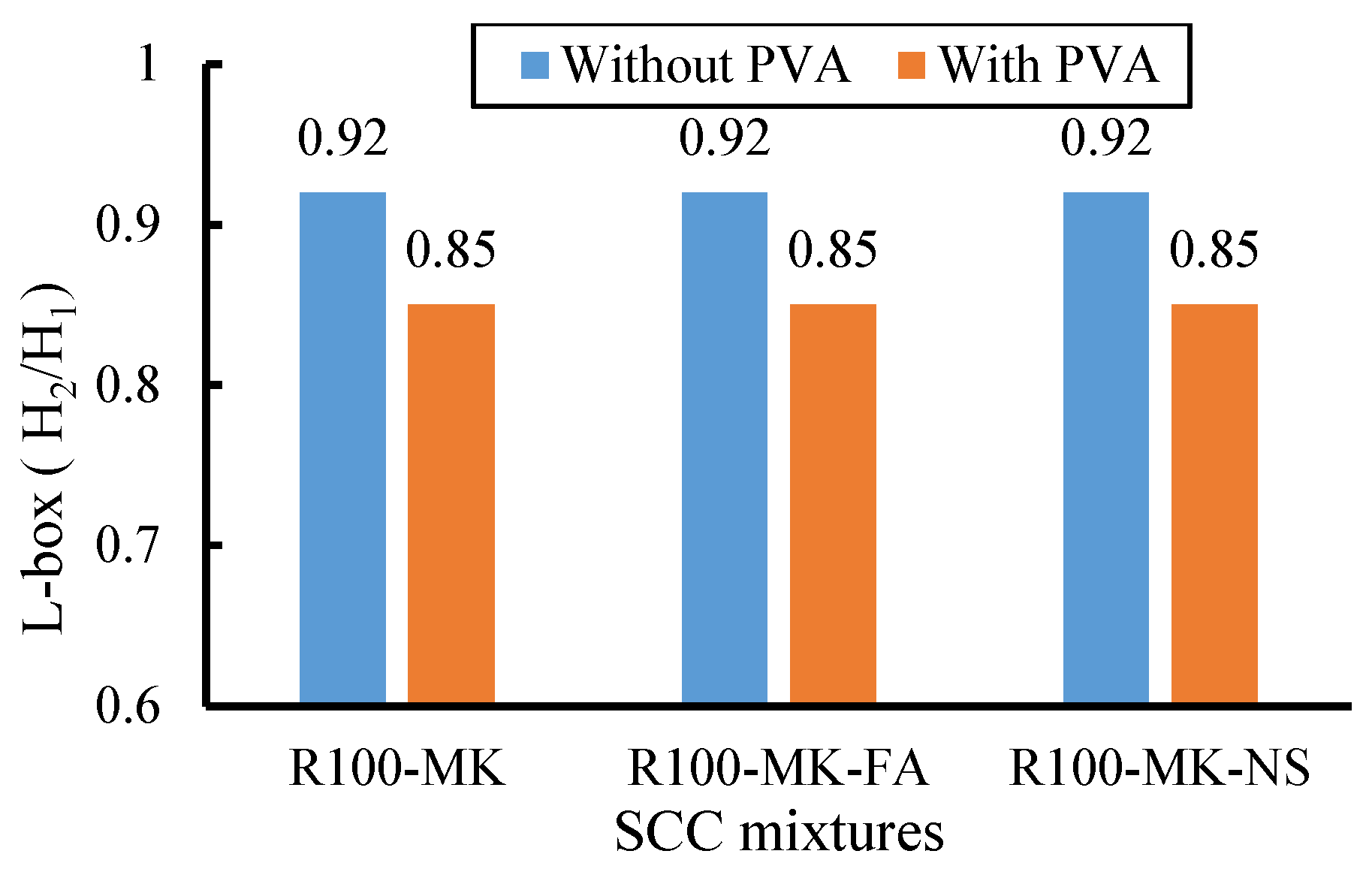
Figure 12.
Effect of the SCMs on the blocking ratio for 100% RCA.

Figure 13.
The hybrid effect of the ternary SCMs on the blocking ratio.
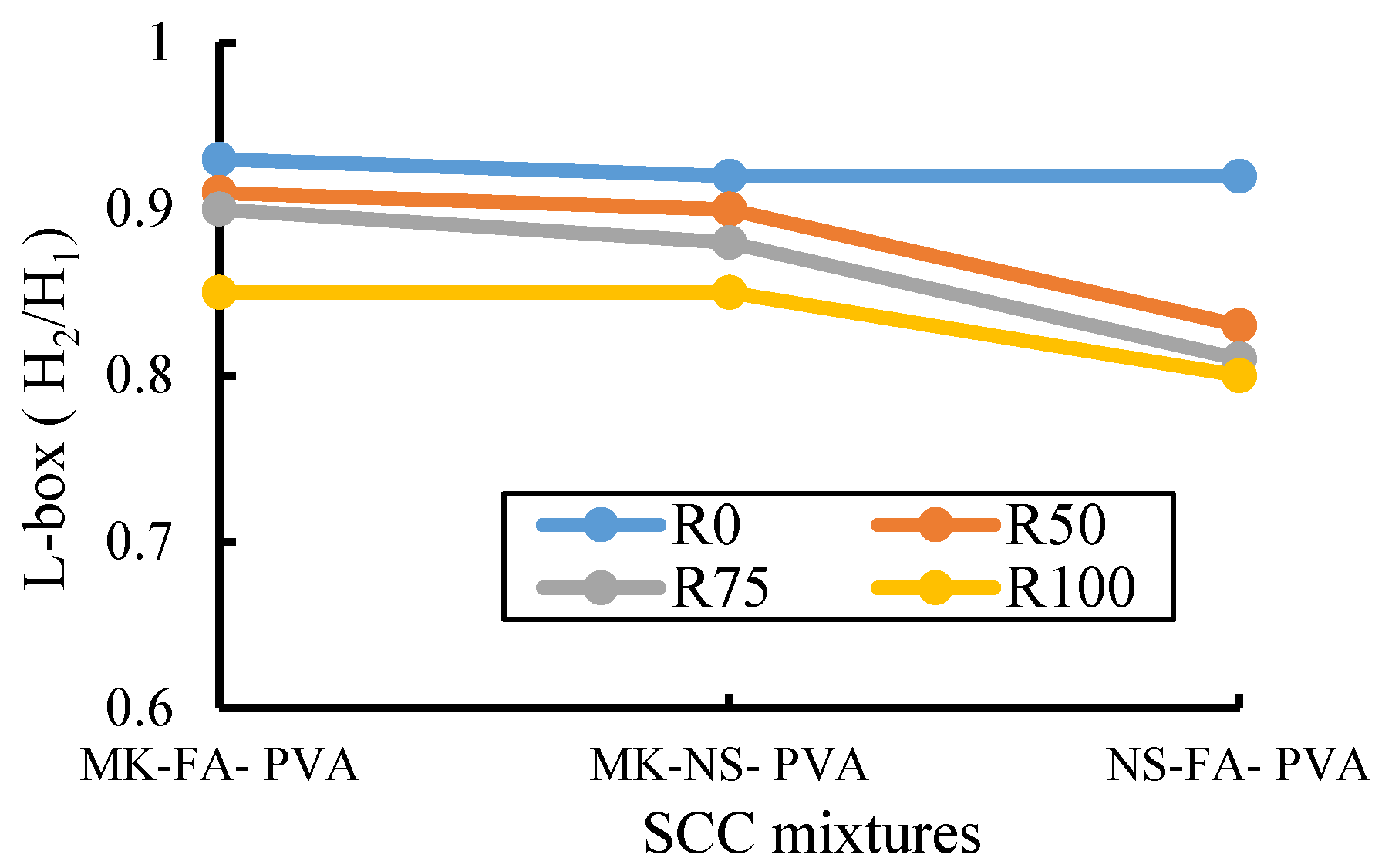
Figure 14.
Effect of the RCA content on the V-funnel flow time.
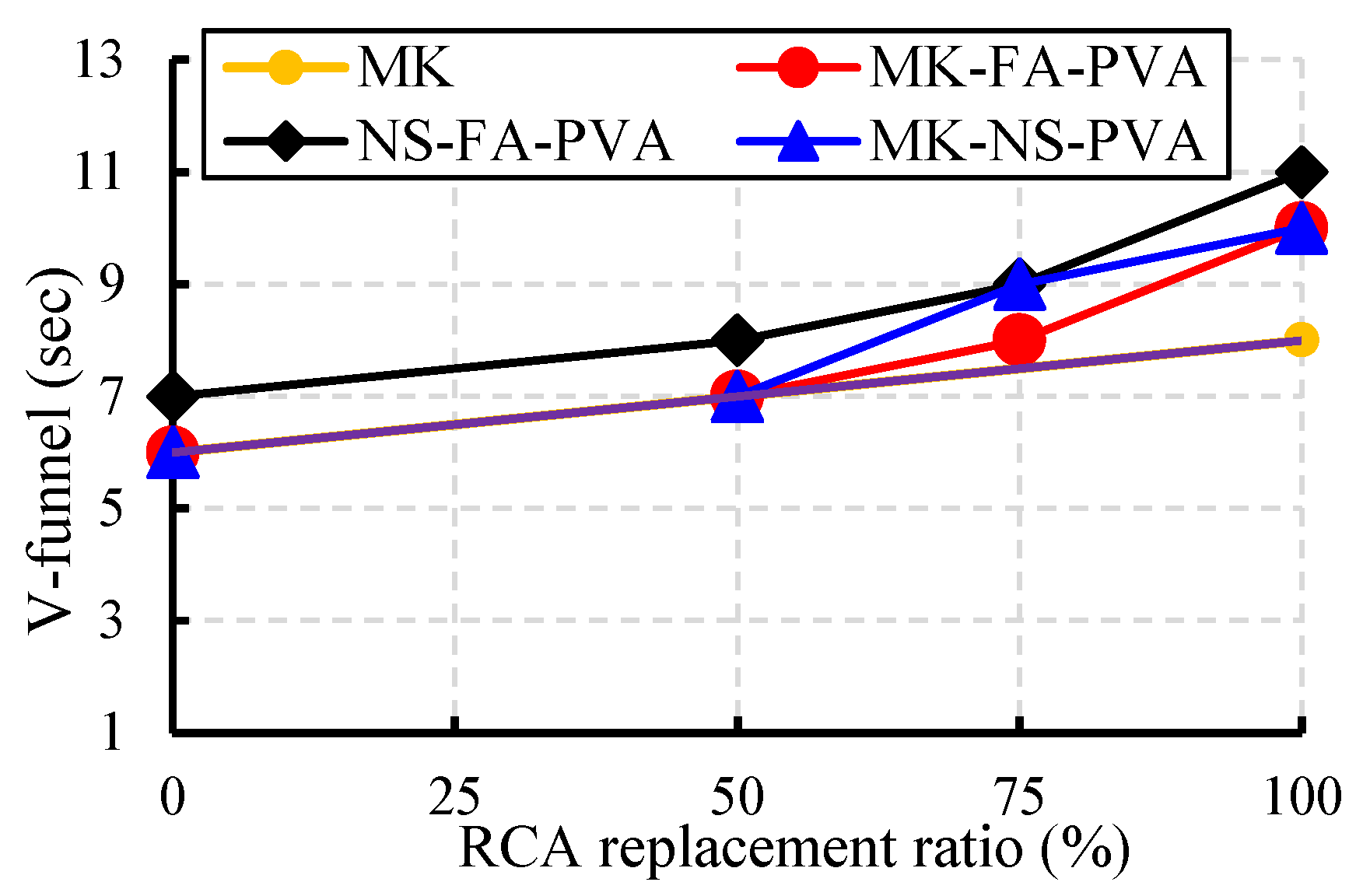
Figure 15.
Effect of the PVA fibers on the V-funnel flow time for 100% RCA.

Figure 16.
Effect of the SCM combinations on the V-funnel flow time for 100% RCA.

Figure 17.
Hybrid effect of the ternary SCMs on the V-funnel flow time.
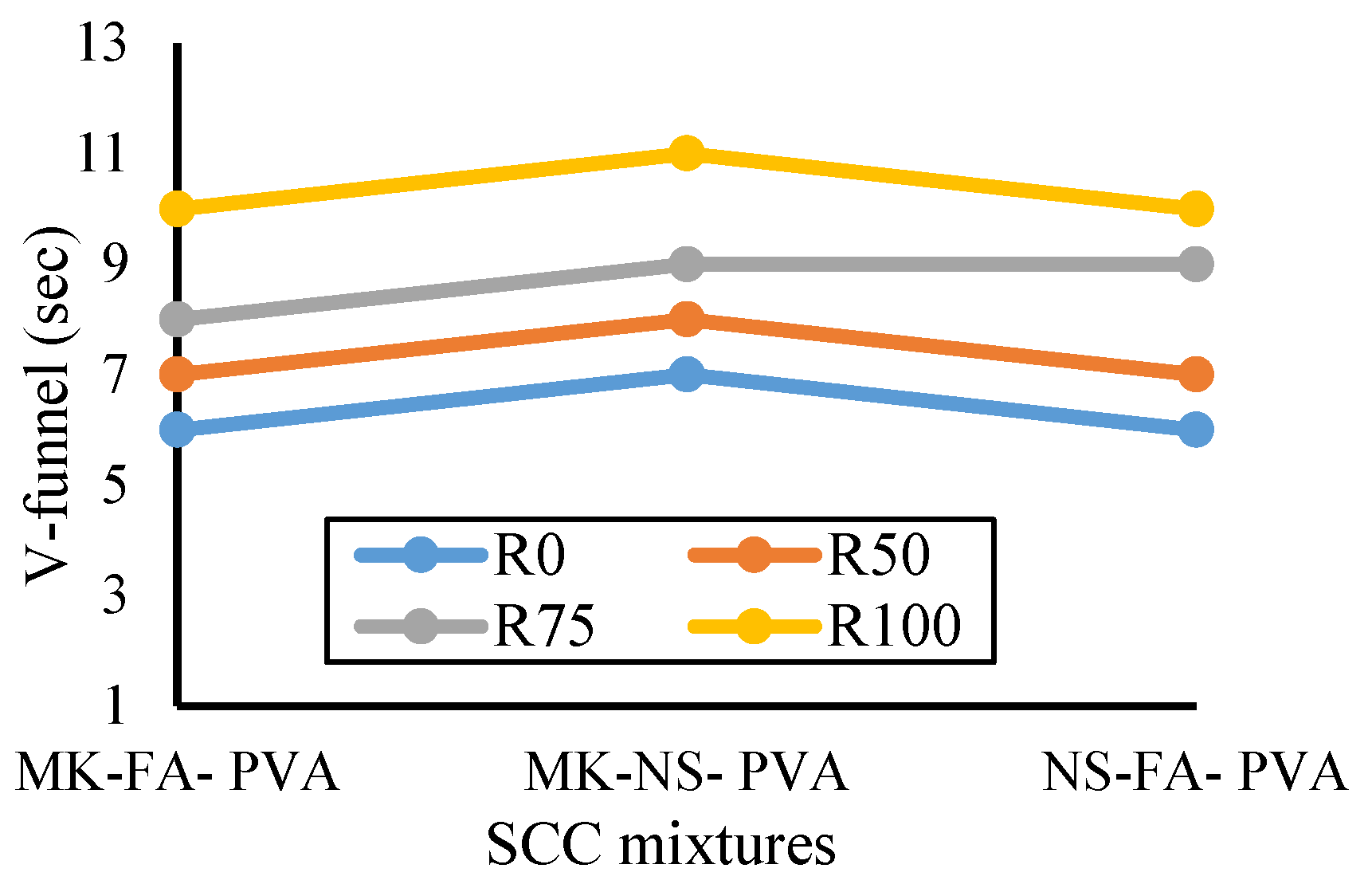
Figure 18.
Effect of the RCA content on the 28-day cube compressive strength.

Figure 19.
Effect of the PVA fibers on the compressive strength for SCC with 100% RCA.
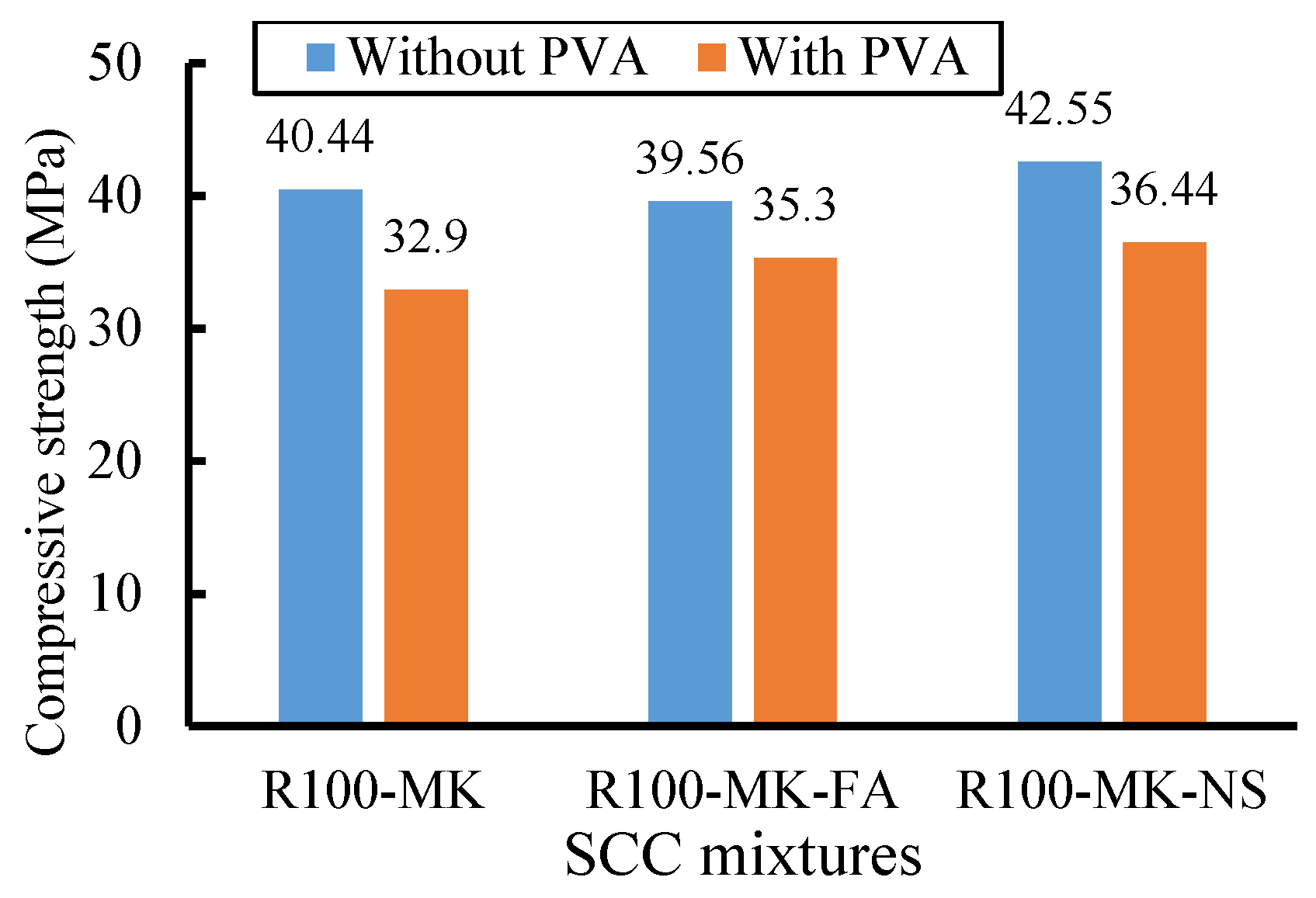
Figure 20.
Effect of the SCMs on the compressive strength of SCC with 100% RCA.

Figure 21.
Hybrid effect of the ternary SCMs on the compressive strength of SCC.

Figure 22.
Effect of the RCA on the splitting tensile strength.
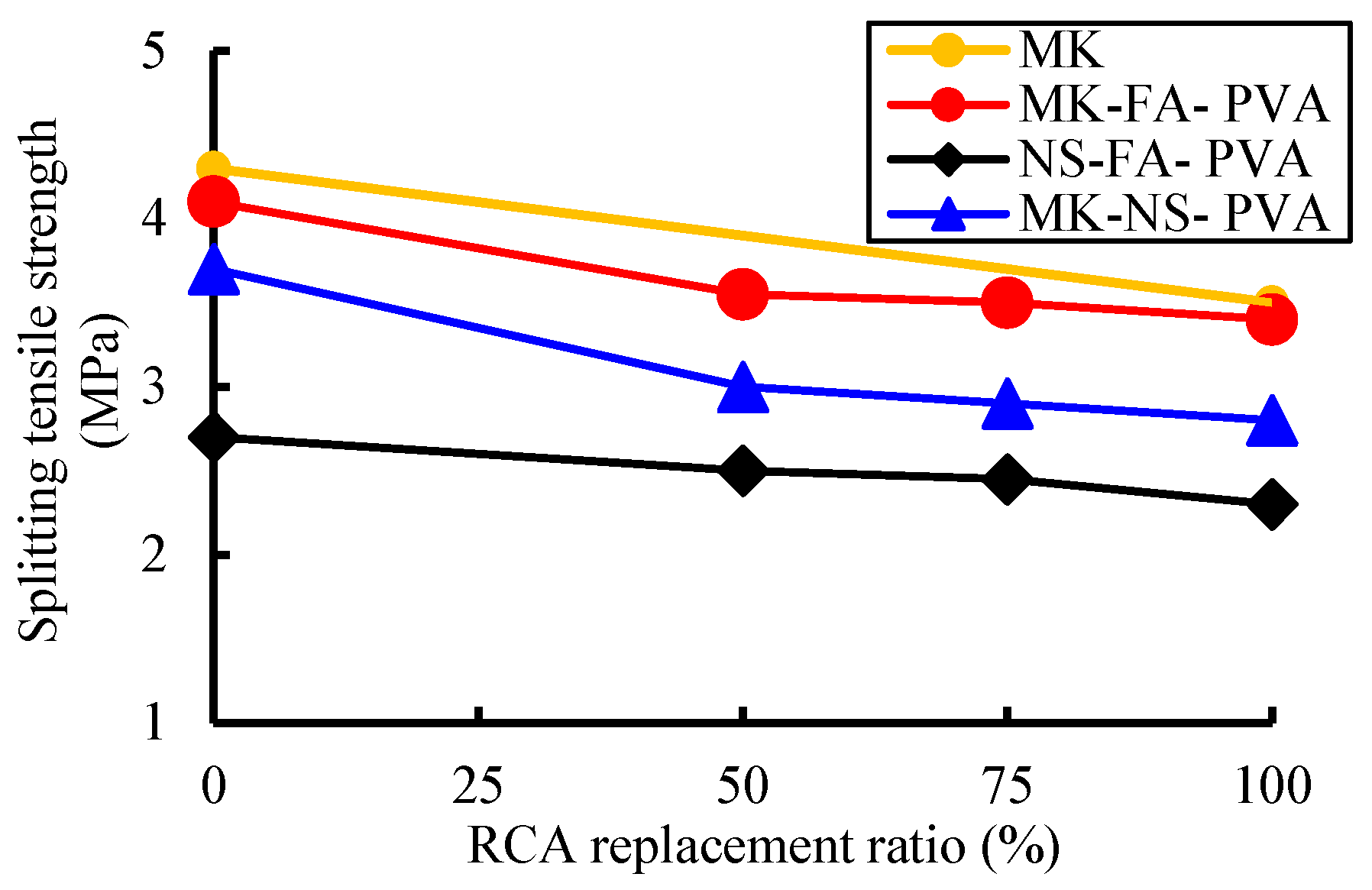
Figure 23.
Effect of the PVA fibers on the splitting tensile strength for 100% RCA replacement.
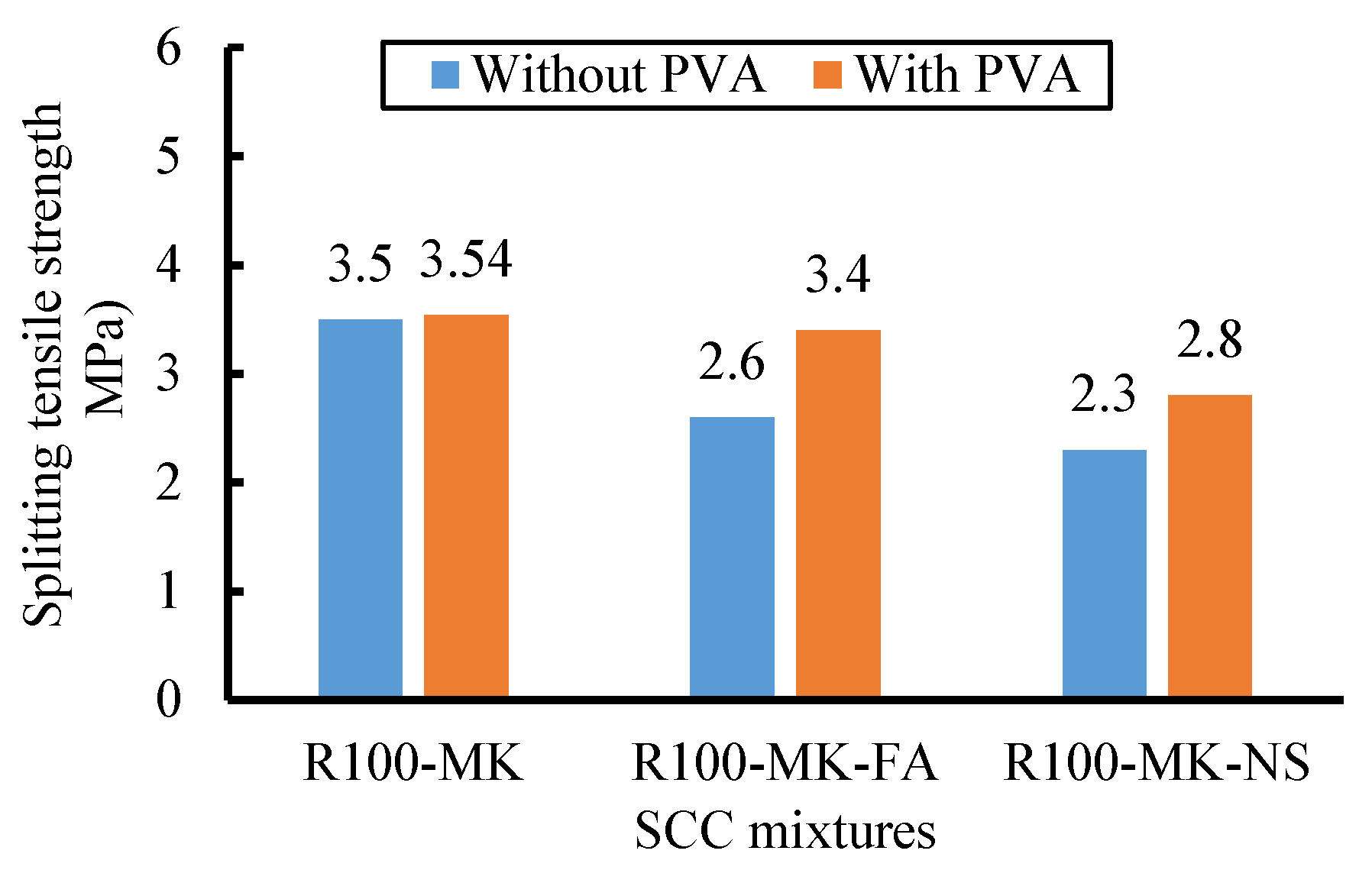
Figure 24.
Effect of the SCMs incorporation type on the splitting tensile strength for 100% RCA replacement.
Figure 24.
Effect of the SCMs incorporation type on the splitting tensile strength for 100% RCA replacement.
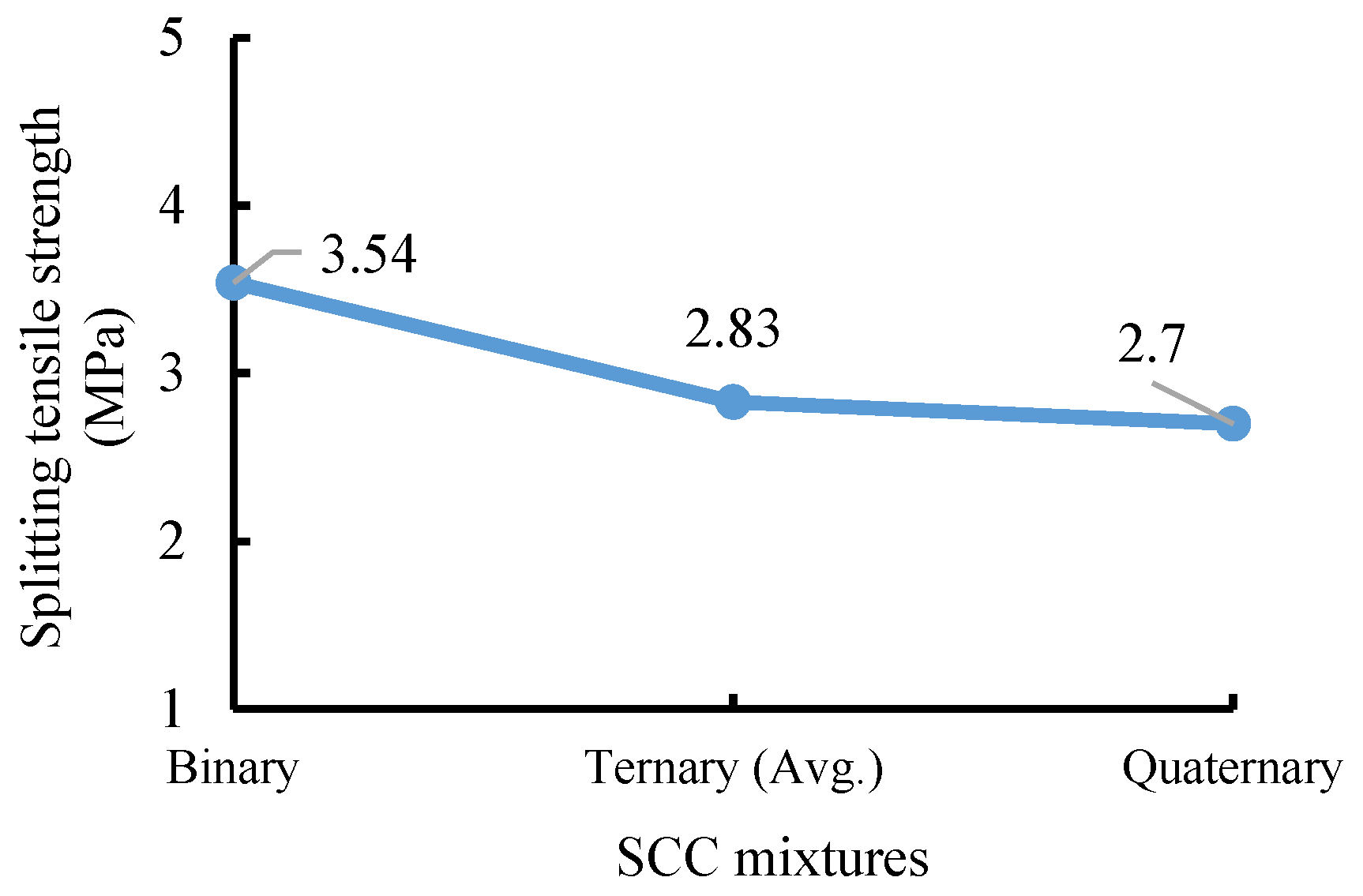
Figure 25.
Hybrid effect of the ternary SCMs on the splitting tensile strength.
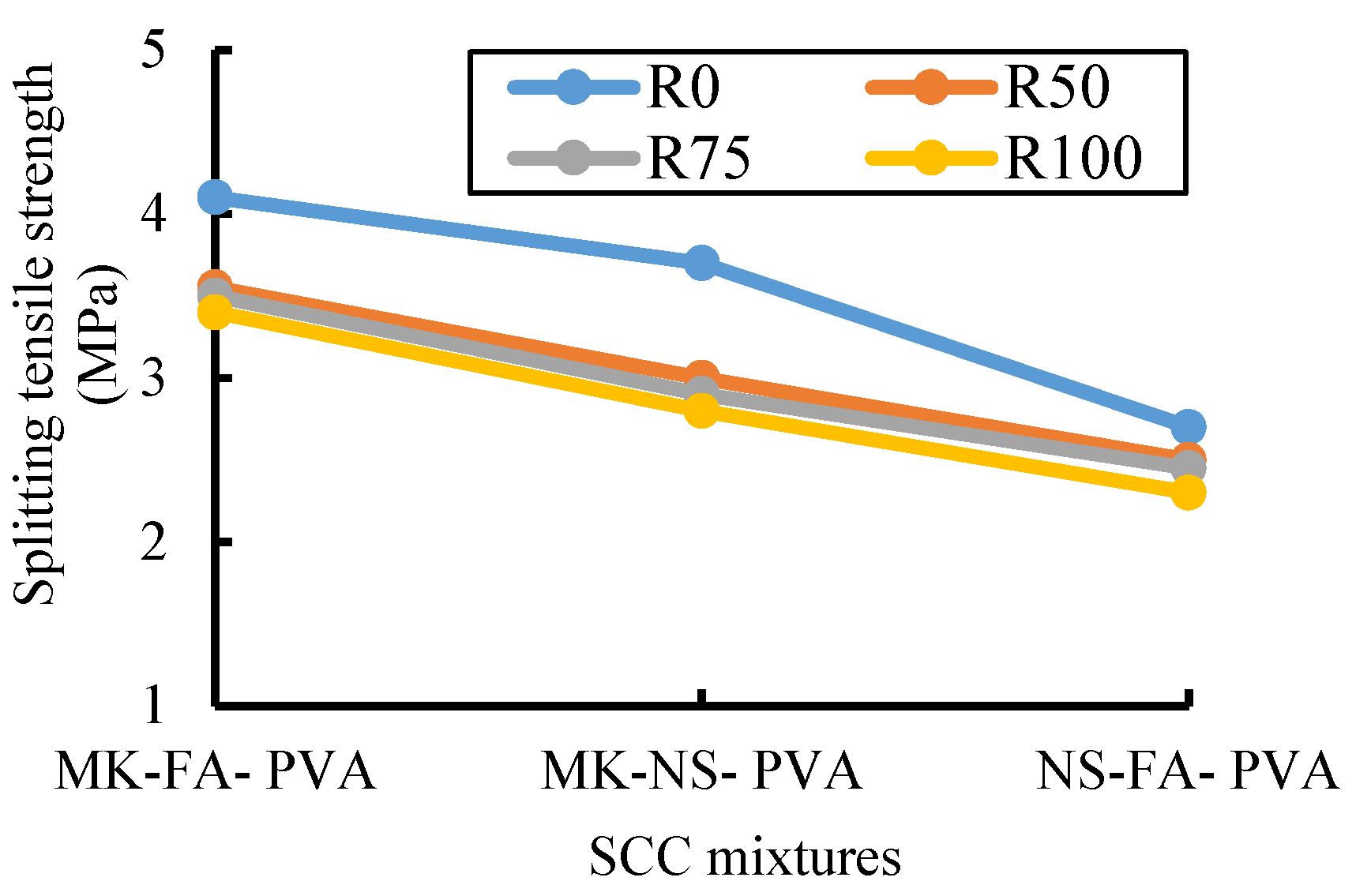
Figure 26.
Effect of the RCA on the flexural strength.
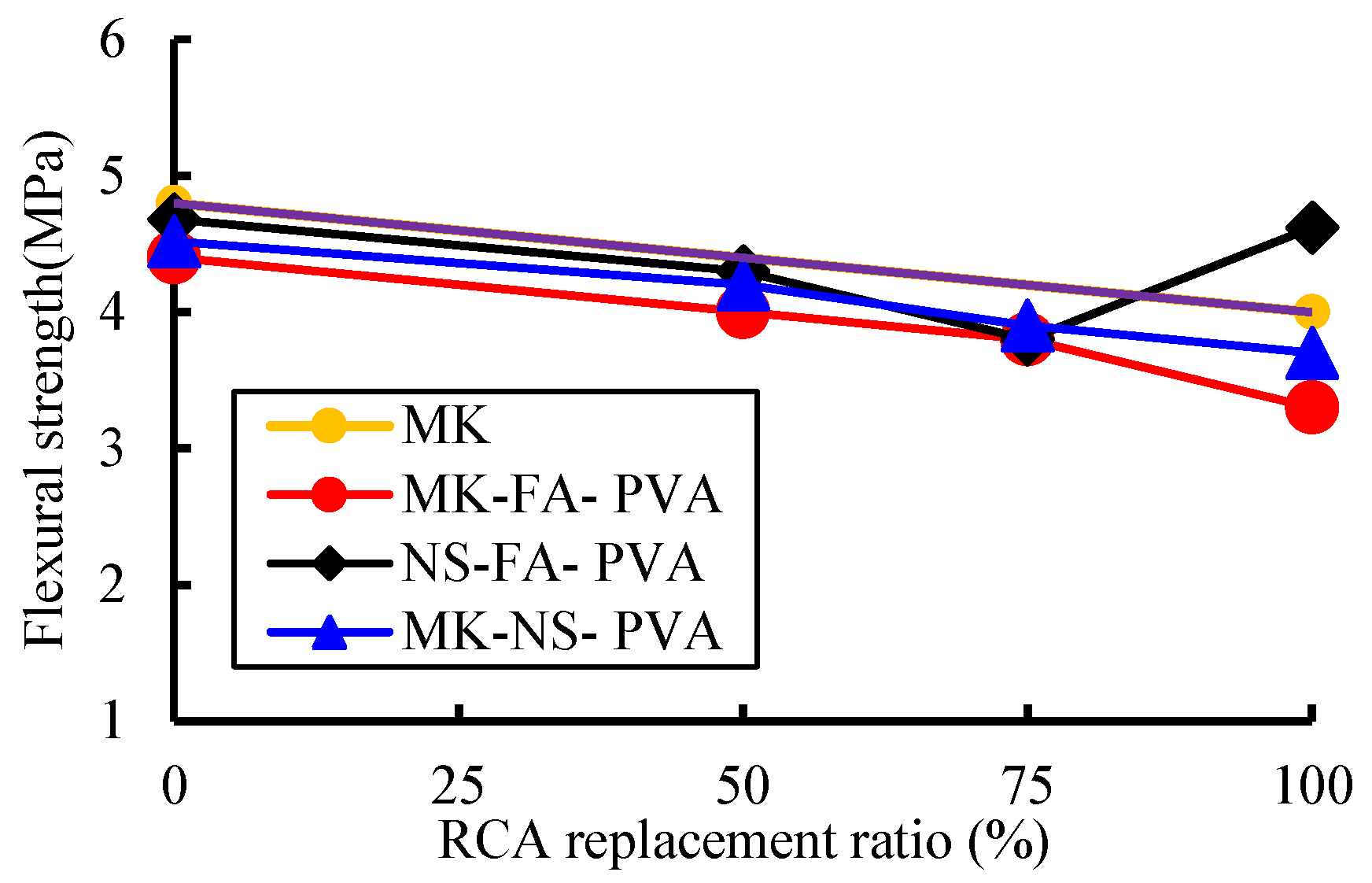
Figure 27.
Effect of the PVA fibers on the flexural strength for 100% RCA replacement.

Figure 28.
Effect of the SCM incorporation type on the flexural strength for 100% RCA replacement.

Figure 29.
Hybrid effect of the ternary SCMs on the flexural strength.

Figure 30.
Load-deflection curves of the tested beams. (a) Effect of the RCA on the load-deflection curve. (b) Effect of the SCMs combination type on the load-deflection curve. (c) Effect of the PVA fibers on the load-deflection curve for 100% RCA replacement.
Figure 30.
Load-deflection curves of the tested beams. (a) Effect of the RCA on the load-deflection curve. (b) Effect of the SCMs combination type on the load-deflection curve. (c) Effect of the PVA fibers on the load-deflection curve for 100% RCA replacement.
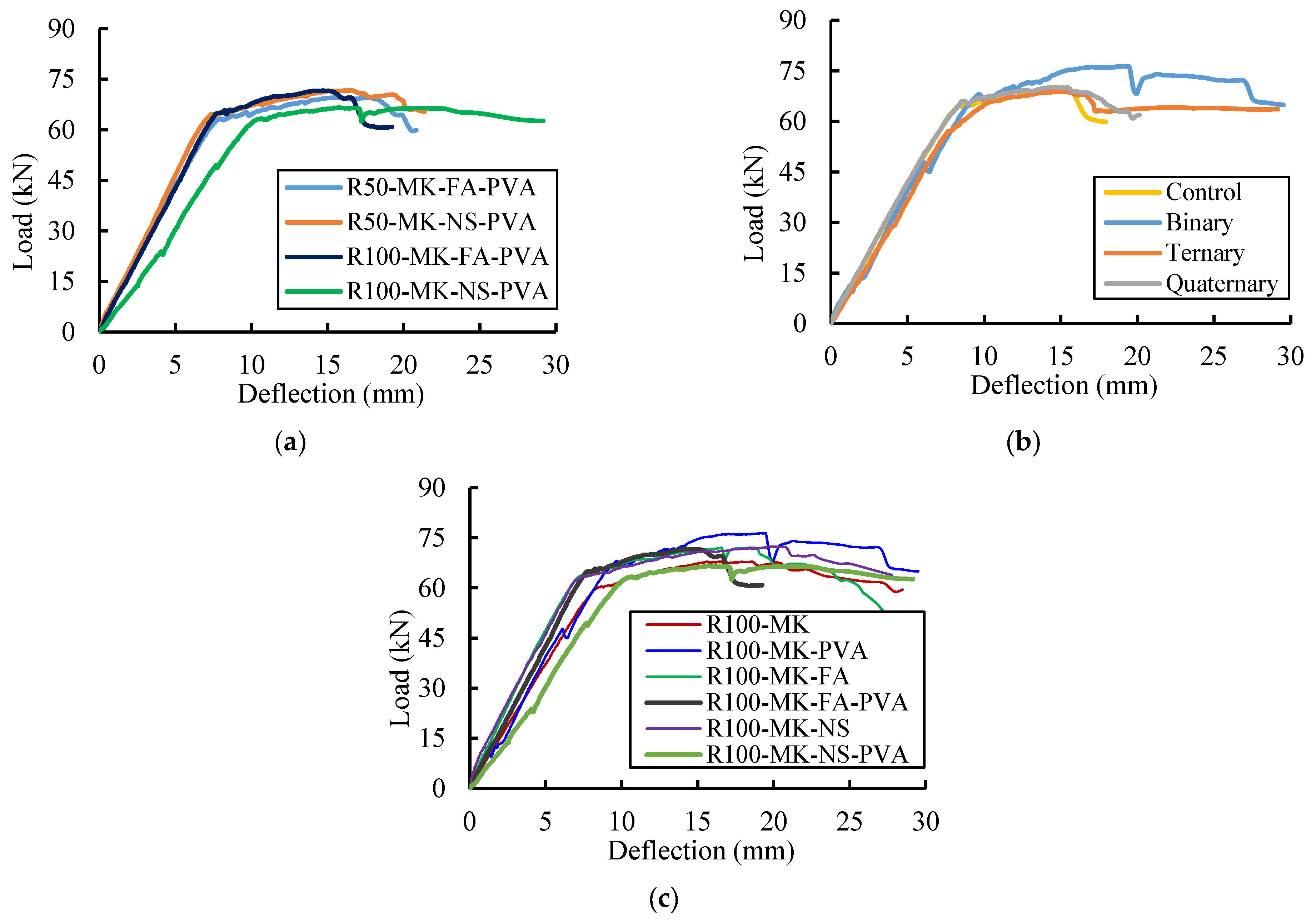
Figure 31.
Modes of failure for the SCC beams.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions and physical properties of the used cement and SCMs.
| Compound | Cement | Fly Ash | Metakaolin | Nano-Silica |
|---|---|---|---|---|
| SiO2 | 21.20 | 55.20 | 52.25 | 90 |
| Fe2O3 | 3.80 | 8.4 | 1.50 | 0.18 |
| Al2O3 | 4.50 | 21.9 | 41.25 | 0.44 |
| CaO | 62.3 | 5.23 | 1.20 | 0.30 |
| K2O | 0.65 | 1.20 | .65 | 0.05 |
| MgO | 2.4 | 1.53 | 0.15 | 0.07 |
| Na2O | 0.36 | 1.60 | 0.28 | 0.08 |
| LIO | 1.93 | 1.95 | 1.02 | 3.29 |
| Loss on ignition | 0.13 | 2.39 | 2.70 | 0.29 |
| Specific gravity (g/m3) | 3.15 | 2.20 | 2.60 | 1.40 |
Table 2.
Physical properties of the NCA, RCA, and sand.
| Item in Mix | Specific Gravity | Fineness Modulus | Maximum Nominal Size (mm) |
|---|---|---|---|
| NCA | 2.68 | 6.48 | 14 |
| RCA | 2.62 | 6.98 | 20 |
| Sand | 2.65 | 2.6 | - |
Table 3.
Concrete mix proportions (kg/m3) and design parameters.
| Mix ID | Mix Description | Water | Binder | NCA | RCA | Sand | PVA Fibers | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Cement | MK | NS | FA | |||||||
| Q1 | R0-MK | 223 | 450 | 90 | 0 | 0 | 814.0 | 0 | 721.7 | 0 |
| C0 | R0-MK-FA-PVA | 223 | 450 | 90 | 0 | 99 | 746.8 | 0 | 662.3 | 3.6 |
| D0 | R0-MK-NS-PVA | 223 | 450 | 90 | 13.5 | 0 | 796.6 | 0 | 706.4 | 3.6 |
| A0 | R0-NS-FA-PVA | 223 | 450 | 0 | 13.5 | 99 | 782.0 | 0 | 693.0 | 3.6 |
| C50 | R50-MK-FA-PVA | 223 | 450 | 90 | 0 | 99 | 373.4 | 377.7 | 662.3 | 3.6 |
| D50 | R50-MK-NS-PVA | 223 | 450 | 90 | 13.5 | 0 | 398.3 | 402.9 | 706.4 | 3.6 |
| A50 | R50-NS-FA-PVA | 223 | 450 | 0 | 13.5 | 99 | 391.0 | 395.5 | 693.0 | 3.6 |
| C75 | R75-MK-FA-PVA | 223 | 450 | 90 | 0 | 99 | 186.7 | 566.5 | 662.3 | 3.6 |
| D75 | R75-MK-NS-PVA | 223 | 450 | 90 | 13.5 | 0 | 199.2 | 604.3 | 706.4 | 3.6 |
| A75 | R75-NS-FA-PVA | 223 | 450 | 0 | 13.5 | 99 | 195.5 | 593.2 | 693.0 | 3.6 |
| Q2 | R100-MK | 223 | 450 | 90 | 0 | 0 | 0 | 823.3 | 721.7 | 0 |
| Q4 | R100-MK-FA | 223 | 450 | 90 | 0 | 99 | 0 | 759.3 | 665.8 | 0 |
| Q3 | R100-MK-NS | 223 | 450 | 90 | 13.5 | 0 | 0 | 809.7 | 709.8 | 0 |
| Q5 | R100-MK-PVA | 223 | 450 | 90 | 0 | 0 | 0 | 819.3 | 718.4 | 3.6 |
| C100 | R100-MK-FA-PVA | 223 | 450 | 90 | 0 | 99 | 0 | 755.4 | 662.3 | 3.6 |
| D100 | R100-MK-NS-PVA | 223 | 450 | 90 | 13.5 | 0 | 0 | 805.7 | 706.4 | 3.6 |
| A100 | R100-NS-FA-PVA | 223 | 450 | 0 | 13.5 | 99 | 0 | 791.0 | 693.0 | 3.6 |
| B100 | R100-MK-NS-FA-PVA | 223 | 450 | 90 | 13.5 | 99 | 0 | 741.8 | 650.3 | 3.6 |
Table 4.
The mechanical properties of the used steel reinforcement.
| Steel Type | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elastic Modulus (MPa) | % Elongation |
|---|---|---|---|---|
| 400/600 | 400 | 600 | 210,000 | 15 |
| 280/450 | 280 | 450 | 210,000 | 30 |
Table 5.
The fresh concrete properties for the SCC mixes.
| Mix Description | Slump Flow (mm) | SI | L-Box (H2/H1) | V-Funnel (s) |
|---|---|---|---|---|
| R0-MK | 790 | 0 | 0.95 | 6.0 |
| R0-MK-FA-PVA | 740 | 0 | 0.93 | 6.0 |
| R0-MK-NS-PVA | 700 | 0 | 0.92 | 7 |
| R0-NS-FA-PVA | 730 | 0 | 0.92 | 6 |
| R50-MK-FA-PVA | 705 | 0 | 0.91 | 7 |
| R50-MK-NS-PVA | 650 | 0 | 0.90 | 8 |
| R50-NS-FA-PVA | 665 | 0 | 0.83 | 7 |
| R75-MK-FA-PVA | 680 | 1 | 0.90 | 8 |
| R75-MK-NS-PVA | 620 | 1 | 0.88 | 9 |
| R75-NS-FA-PVA | 630 | 0 | 0.81 | 9 |
| R100-MK | 690 | 1 | 0.92 | 8.0 |
| R100-MK-FA | 660 | 1 | 0.92 | 9.0 |
| R100-MK-NS | 640 | 0 | 0.92 | 9.5 |
| R100-MK-PVA | 620 | 1 | 0.85 | 10 |
| R100-MK-FA-PVA | 590 | 1 | 0.85 | 10 |
| R100-MK-NS-PVA | 585 | 2 | 0.85 | 11 |
| R100-NS-FA-PVA | 570 | 1 | 0.80 | 10 |
| R100-MK-NS-FA-PVA | 560 | 2 | 0.80 | 11 |
Table 6.
Mechanical properties of SCC with RCA.
| Mix Description | Compressive Strength (MPa) | Splitting Strength (MPa) | Flexural Strength (MPa) | ||
|---|---|---|---|---|---|
| 7 Days | 28 Days | 56 Days | |||
| R0-MK (Control) | 37.33 | 43.11 | 56.50 | 4.30 | 4.80 |
| R0-MK-FA-PVA | 35.55 | 42.22 | 53.80 | 4.10 | 4.40 |
| R0-MK-NS-PVA | 32.80 | 42.60 | 48.60 | 3.70 | 4.52 |
| R0-NS-FA-PVA | 26.10 | 32.50 | 53.80 | 2.70 | 4.68 |
| R50-MK-FA-PVA | 31.67 | 40.00 | 50.20 | 3.55 | 4.00 |
| R50-MK-NS-PVA | 31.64 | 40.41 | 44.10 | 3.00 | 4.20 |
| R50-NS-FA-PVA | 22.50 | 30.00 | 42.10 | 2.50 | 4.30 |
| R75-MK-FA-PVA | 30.10 | 39.85 | 48.50 | 3.50 | 3.80 |
| R75-MK-NS-PVA | 30.62 | 38.89 | 39.80 | 2.90 | 3.90 |
| R75-NS-FA-PVA | 22.10 | 29.30 | 38.80 | 2.45 | 3.80 |
| R100-MK | 31.11 | 40.44 | 49.60 | 3.50 | 4.00 |
| R100-MK-FA | 37.33 | 39.56 | 47.60 | 2.60 | 3.70 |
| R100-MK-NS | 36.90 | 42.55 | 54.80 | 2.30 | 3.93 |
| R100-MK-PVA | 26.70 | 32.90 | 40.20 | 3.54 | 3.80 |
| R100-MK-FA-PVA | 28.70 | 35.30 | 45.60 | 3.40 | 3.30 |
| R100-MK-NS-PVA | 27.33 | 36.44 | 35.00 | 2.80 | 3.70 |
| R100-NS-FA-PVA | 21.35 | 28.44 | 35.70 | 2.30 | 4.62 |
| R100-MK-NS-FA-PVA | 29.33 | 39.11 | 45.50 | 2.70 | 3.30 |
Table 7.
Reinforced SCC beam results.
| Beam Description | Cracking Load (kN) | Cracking Moment (kN·m) | Ultimate Load (kN) | Moment Capacity (kN·m) | Flexural Stiffness (kN/mm) | Maximum Deflection (mm) |
|---|---|---|---|---|---|---|
| R0-MK (Control beam) | 55.00 | 13.75 | 69.80 | 17.45 | 8.00 | 14.80 |
| R50-MK-FA-PVA | 50.00 | 12.50 | 69.60 | 17.40 | 8.80 | 15.60 |
| R50-MK-NS-PVA | 50.00 | 12.50 | 71.70 | 17.93 | 8.90 | 16.60 |
| R100-MK | 45.00 | 11.25 | 67.90 | 16.98 | 7.40 | 16.40 |
| R100-MK-FA | 50.00 | 12.50 | 72.00 | 18.00 | 9.30 | 18.55 |
| R100-MK-NS | 48.00 | 12.00 | 72.40 | 18.10 | 8.80 | 20.00 |
| R100-MK-PVA | 53.00 | 13.25 | 76.40 | 19.10 | 7.50 | 19.14 |
| R100-MK-FA-PVA | 45.00 | 11.25 | 71.60 | 17.90 | 8.31 | 15.80 |
| R100-MK-NS-PVA | 45.00 | 11.25 | 66.60 | 16.65 | 6.40 | 16.75 |
| R100-MK-NS-FA-PVA | 51.00 | 13.00 | 70.20 | 17.55 | 8.15 | 14.70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ahmed, S.; El-Zohairy, A.; Eisa, A.S.; Mohamed, M.A.E.-A.B.; Abdo, A. Experimental Investigation of Self-Compacting Concrete with Recycled Concrete Aggregate. Buildings 2023, 13, 856. https://doi.org/10.3390/buildings13040856
AMA Style
Ahmed S, El-Zohairy A, Eisa AS, Mohamed MAE-AB, Abdo A. Experimental Investigation of Self-Compacting Concrete with Recycled Concrete Aggregate. Buildings. 2023; 13(4):856. https://doi.org/10.3390/buildings13040856
Chicago/Turabian StyleAhmed, Sayed, Ayman El-Zohairy, Ahmed S. Eisa, Mohamed Abd El-Aziz Badran Mohamed, and Ayman Abdo. 2023. "Experimental Investigation of Self-Compacting Concrete with Recycled Concrete Aggregate" Buildings 13, no. 4: 856. https://doi.org/10.3390/buildings13040856
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.