1. Introduction
One of the commonly used techniques to protect steel surfaces from corrosion is galvanizing. Almost 50% of the world’s zinc production is consumed for this purpose. Worn steel elements are usually sent to metallurgical plants and are subjected to a remelting process in electric arc furnaces (EAF). During this process, zinc is evaporated, oxidized and then, as solid ZnO, transferred to dedusting devices. One ton of smelted steel scrap produces about 15–25 kg of dust, in which the content of zinc is 15–40% [
1]. The dusts additionally contain a significant amount of iron (about 20%) and other elements such as cadmium, nickel, chromium, manganese, carbon, tin, antimony and copper. The storage of this type of waste is associated with serious threats to the natural environment, as metals can leach out to surface and groundwater, contaminating the environment [
2]. Moreover, following accumulation in organisms such as plants and animals, they reach humans. Since the metals do not decompose, they can bioaccumulate once they are absorbed [
3]. Therefore, the waste should be recycled to the steelmaking process, which is not currently possible due to the high content of zinc. On the other hand, a significant iron content eliminates the possibility of treating the steel dust as a raw material for the traditional hydrometallurgical zinc manufacturing process.
Current technologies for steel dust processing are focused on pyrometallurgical methods, and consist mainly of high-temperature reduction of ZnO contained in dust and secondary oxidation of Zn in the gas phase.
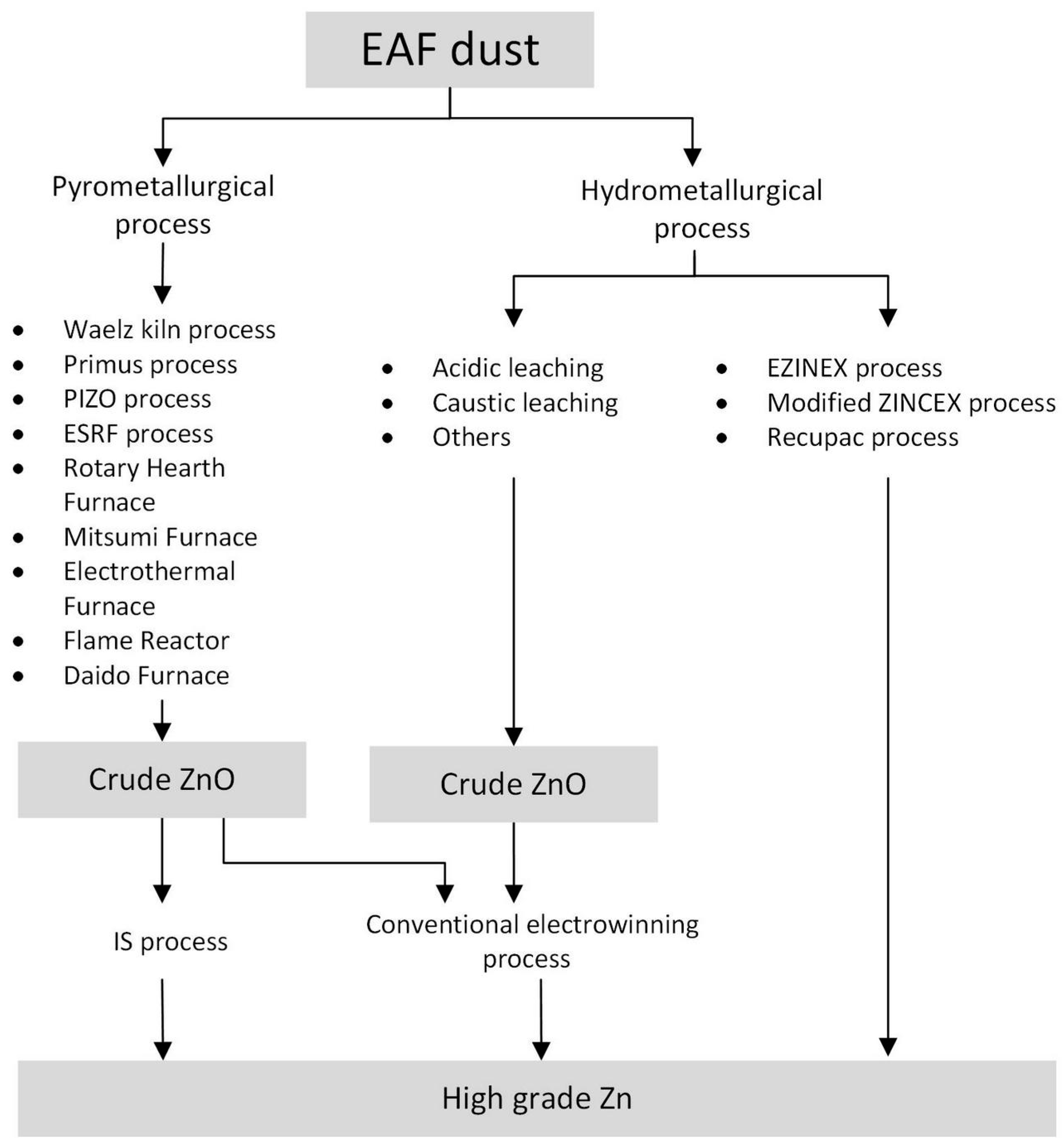
Figure 1 shows the pyro-and hydrometallurgical methods for steelmaking dust processing currently used on an industrial and pilot scale. The Waelz kiln process remains the predominant method for processing dust, with over 85% of the market [
4]. Any other pyrometallurgical process, indicated in
Figure 1, results in zinc in the form of ZnO, which is fed to the traditional process of sulfate electrolysis or Imperial Smelting Process (ISP).
The attempt to implement a comprehensive and waste-free process described in References [
3,
5] was undertaken by a plant in Poland. The pilot installation that has been launched allows two fully usable products to be made in a shaft furnace. The first product is Zn, in the form of ZnO, removed from properly formed briquettes and captured in dedusting devices. The second product includes zinc-free sintered briquettes, which can be used in steelmaking. In this way, no waste is generated in the process.
Hydrometallurgical processes are not as popular as pyrometallurgical methods, but there are several installations converting EAF dust on an industrial scale. One of the currently used technologies is the EZINEX process, which involves ammonia leaching of dust, cementation-based purification of the solution and zinc separation through electrolysis. In recent years, the process has been modified with high-temperature pre-treatment of zinc-bearing material (fuming in an induction furnace). As a result of this process, raw zinc oxide is subjected to a hydrometallurgical treatment, and the integrated technology is called ENDUTEC/EZINEX [
6]. Another process (Modified Zincex Process) is a modification and simplification of the former process (Zincex) using atmospheric leaching (H
2SO
4 solution), solvent extraction and conventional electrowinning, in order to resolve impurity difficulties and recover Special High Grade (SHG) zinc ingots [
8]. In turn, Recupac has developed a patented recycling process to extract marketable iron and zinc compounds from EAF dust using proven hydrometallurgical technology. The zinc and iron are recovered, and the iron oxide is used to make industrial pigments. Many processes developed on a laboratory, pilot or major scale have not been implemented in industry, or, for indefinite reasons, have been delayed after several years (Cebedeau, Cardif, AMAX) [
9]. The biggest problem in hydrometallurgical processes is the maximization of zinc recovery with simultaneous inhibition of iron extraction into the solution [
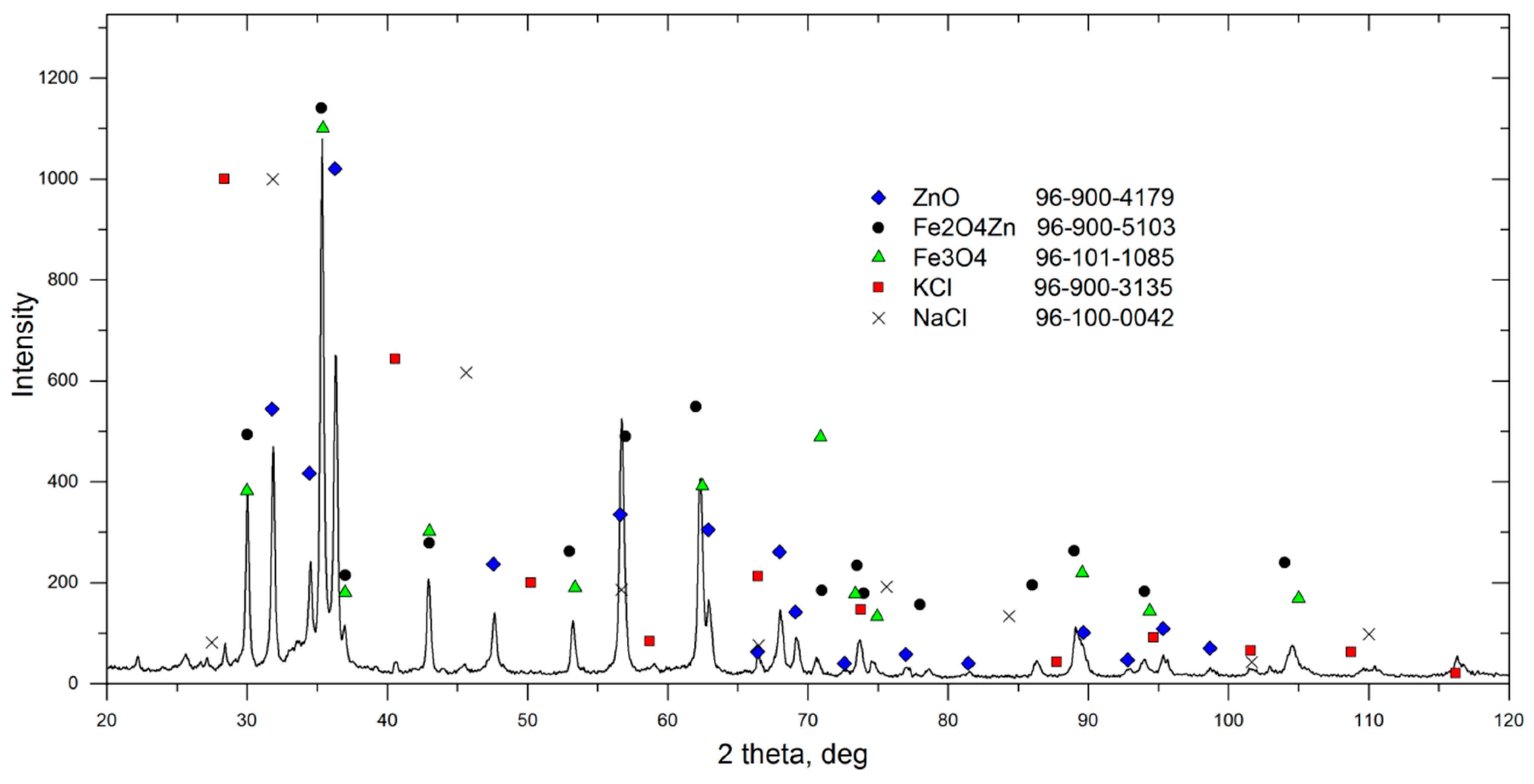
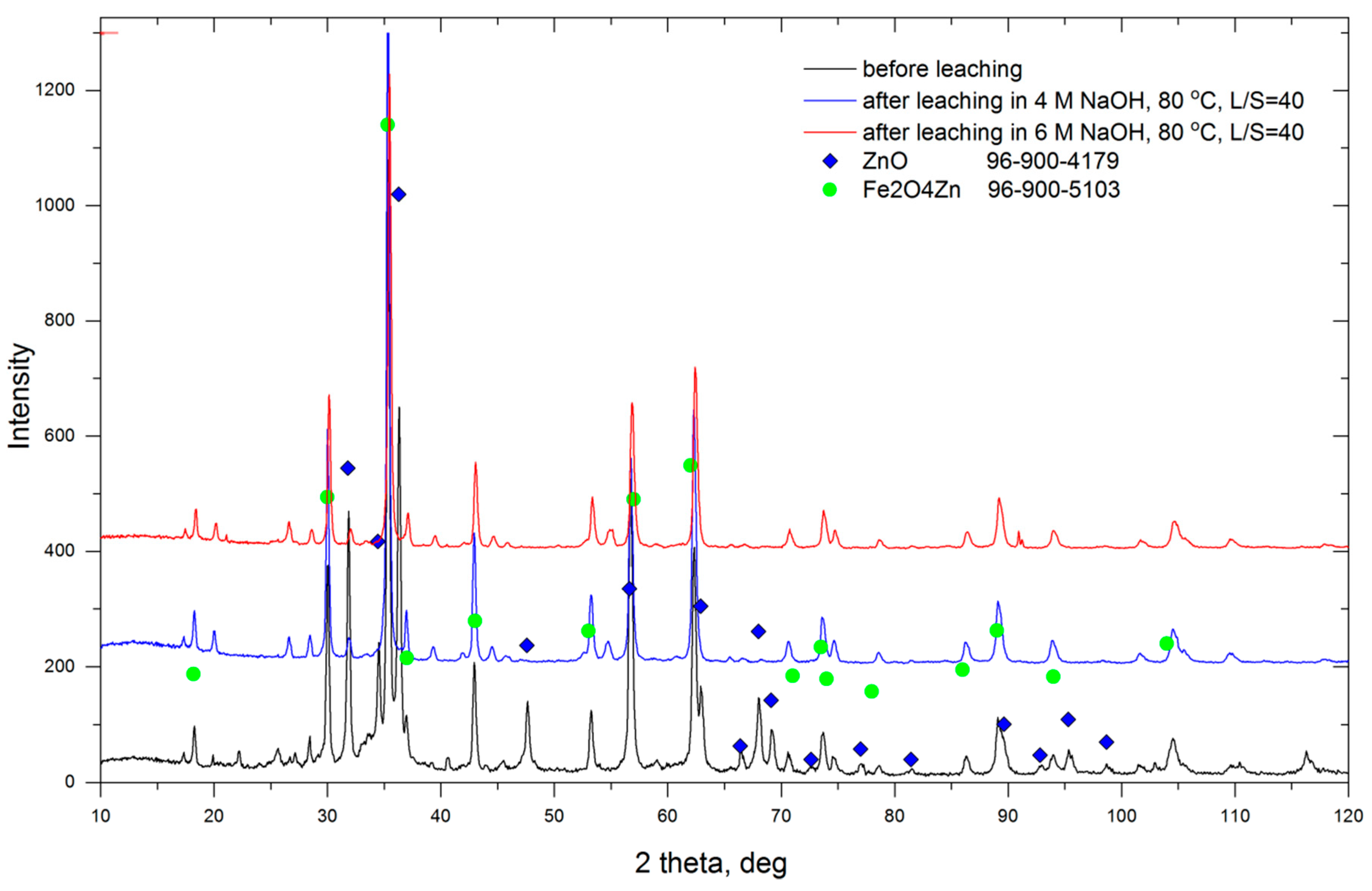
10]. Since zinc occurs in the dust as ZnO and ZnFe
2O
4, the key problem is how to extract it from the zinc ferrite and transfer it to the solution. If zinc in the dust is mainly present in the form of ZnO, high leaching efficiency is to be expected. If, in turn, zinc is in large part bound in ZnFe
2O
4-a phase of very high stability-then zinc recovery may be low [
10]. Generally, hydrometallurgical processes involve leaching of steelmaking dust and extraction of zinc from the solution in a metallic form or as zinc compounds. The main goals are to obtain the end product of the highest purity, develop a method for the management of intermediate products formed during hydrometallurgical processing, and reduce zinc content in the processed EAF dust to a level that would allow its recycling for use in the steelmaking industry.
Until now, most of the attention in studies of the leaching process has been paid to the use of sulfuric acid and caustic soda as leaching agents. The advantages of using sulfuric acid include high dissolution kinetics, availability and a modest price, as well as the possibility of using low concentrations and a well-known process of electrolysis to obtain metallic zinc, with regeneration of the acid. Conversely, the biggest disadvantage of using sulfuric acid as a leaching agent is the lack of selectivity towards other metals found in steelmaking dust. This applies mainly to iron, which can sometimes have a content in steelmaking dust much higher than that of zinc. This results in high consumption of the leaching agent combined with the need to purify the leach solution from significant amounts of Fe, which is both complex and difficult. Iron hinders the cementation of copper, cadmium and cobalt [
9]. It is also necessary to control pH to avoid hydrolysis and Zn(OH)
2 precipitation.
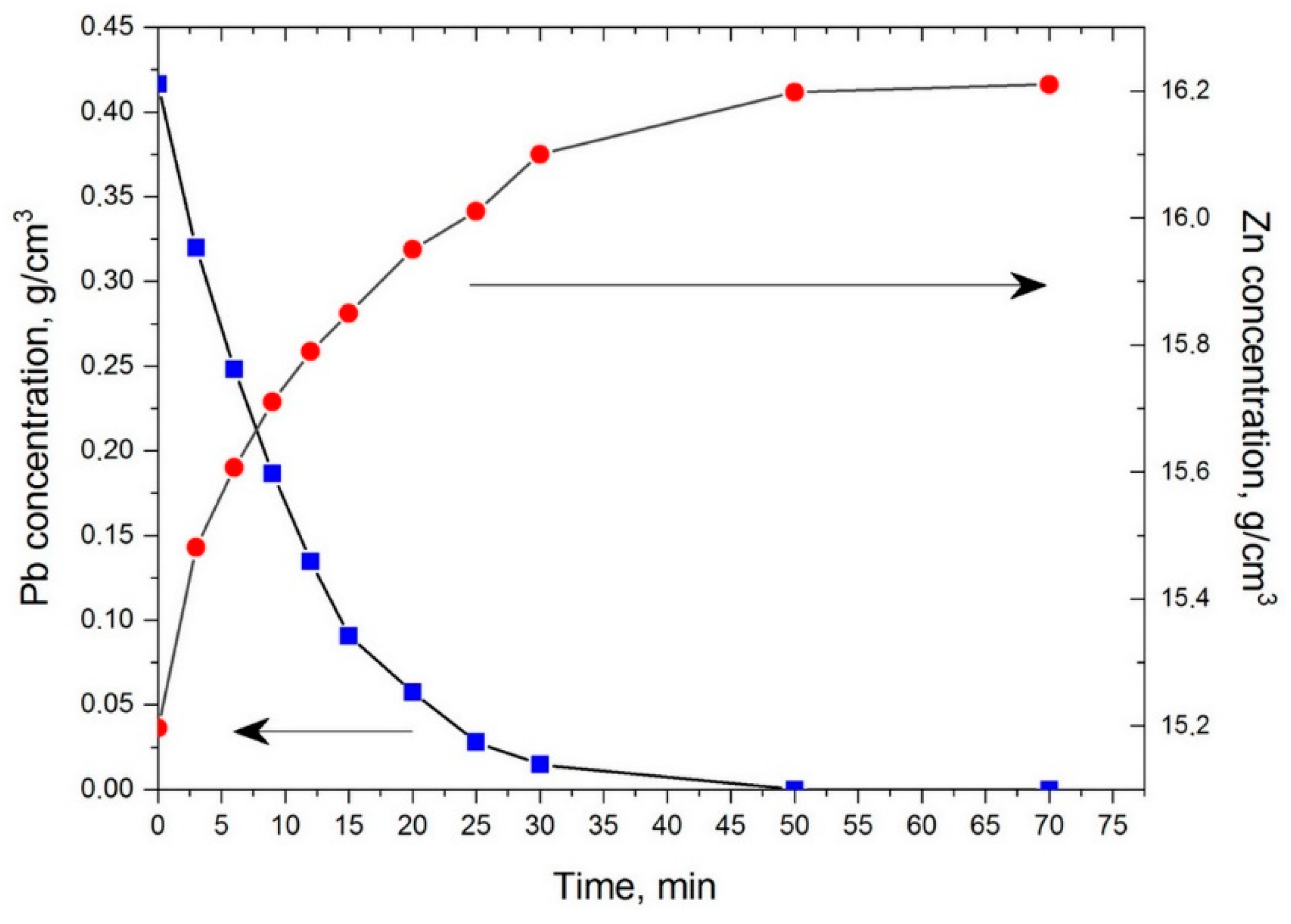
The main advantage of using an alkaline leaching agent is its selectivity towards zinc over iron, which practically eliminates the difficult and complicated process of iron removal from the electrolyte. It is also possible to separate lead from zinc, which may be used as an additional intermediate product and raw material for the recovery of this metal. Therefore, the use of NaOH as a leaching agent seems to be a promising alternative for the processing of steelmaking dust, although alkaline leaching agents also have some disadvantages. The most important include the high concentration necessary to obtain significant zinc leaching efficiency, a higher price compared to sulfuric acid, and the difficult recovery of the solution.
Despite many problems, the hydrometallurgical methods of steelmaking dust processing are much more attractive due to lower operating costs and energy expenditure. Problems related to the high zinc leaching rate and effective extraction from the solution are still a challenge.
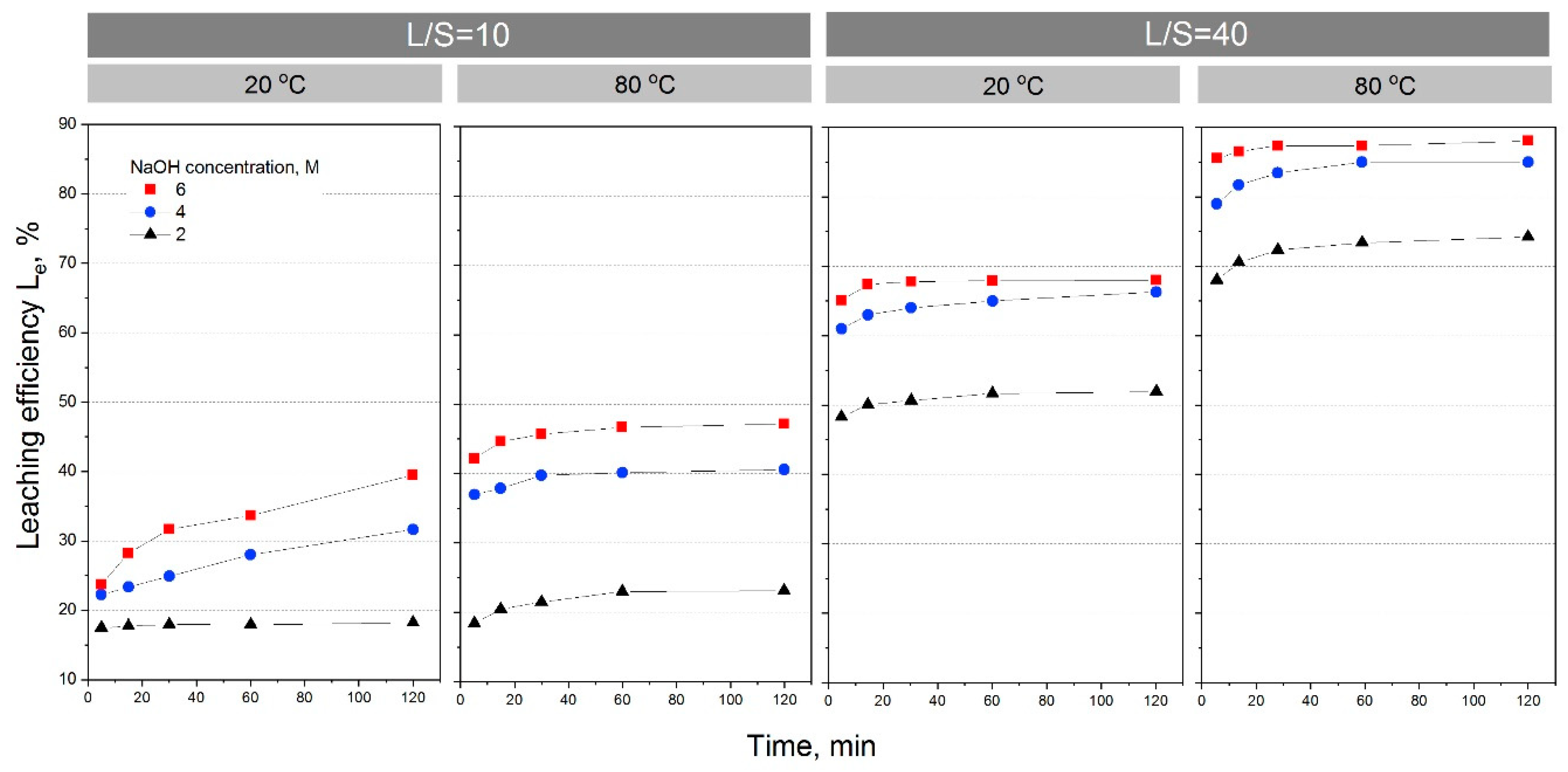
Results of research on EAF dust leaching in NaOH solutions that have been published in recent years indicate a strong dependence of some parameters on leaching efficiency. Mordoğan et al. [
10] investigated leaching in solutions with a low concentration of NaOH (3.75 M) at ambient temperatures. The effects were poor; only 21.45% of zinc was extracted to the solution. Xia and Pickles [
11] and Dutra et al. [
12] obtained leaching efficiency of about 74% at higher concentrations of NaOH (6 M) and temperature (90 °C). Orhan [
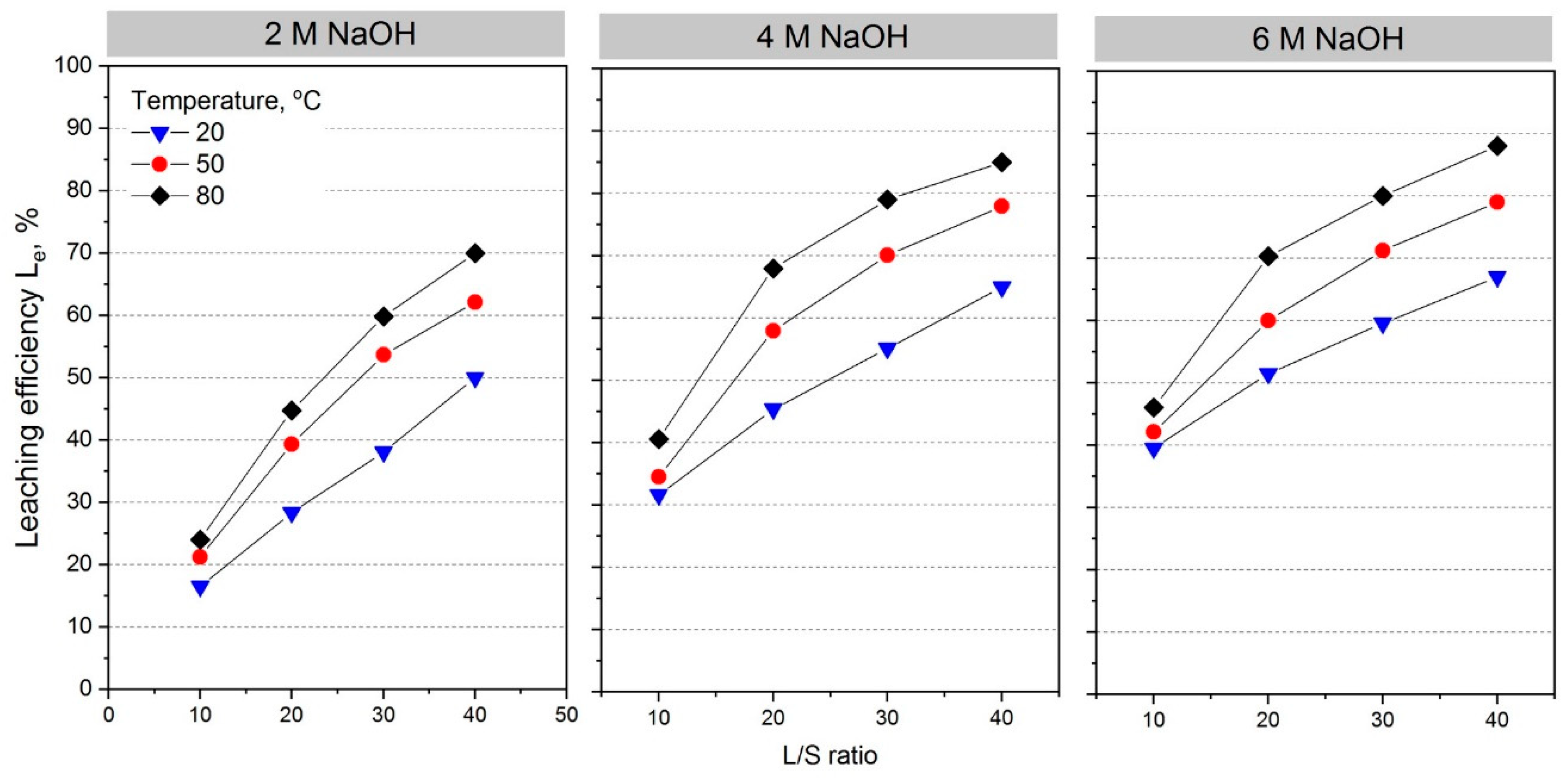
13] attempted to use even more concentrated solution and a higher temperature (10 M NaOH, 95 °C), and achieved up to 85% Zn recovery. Previous results show that the sodium hydroxide concentration and leaching temperature have significant influence on the dissolution of zinc from the EAF dust. Other parameters such as liquid to solid ratio, particle size and agitation speed were also investigated in the above research, but it was found that these parameters had relatively insignificant influence on the extraction process.
Therefore, this study was undertaken to determine the optimal conditions for zinc extraction from EAF dust using caustic soda solutions. The results of the cementation process and electrolysis of the chosen solution, after leaching of dust, were also obtained.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







