The Impact of Strain Heterogeneity and Transformation of Metastable Austenite on Springback Behavior in Quenching and Partitioning Steel


Abstract
:1. Introduction
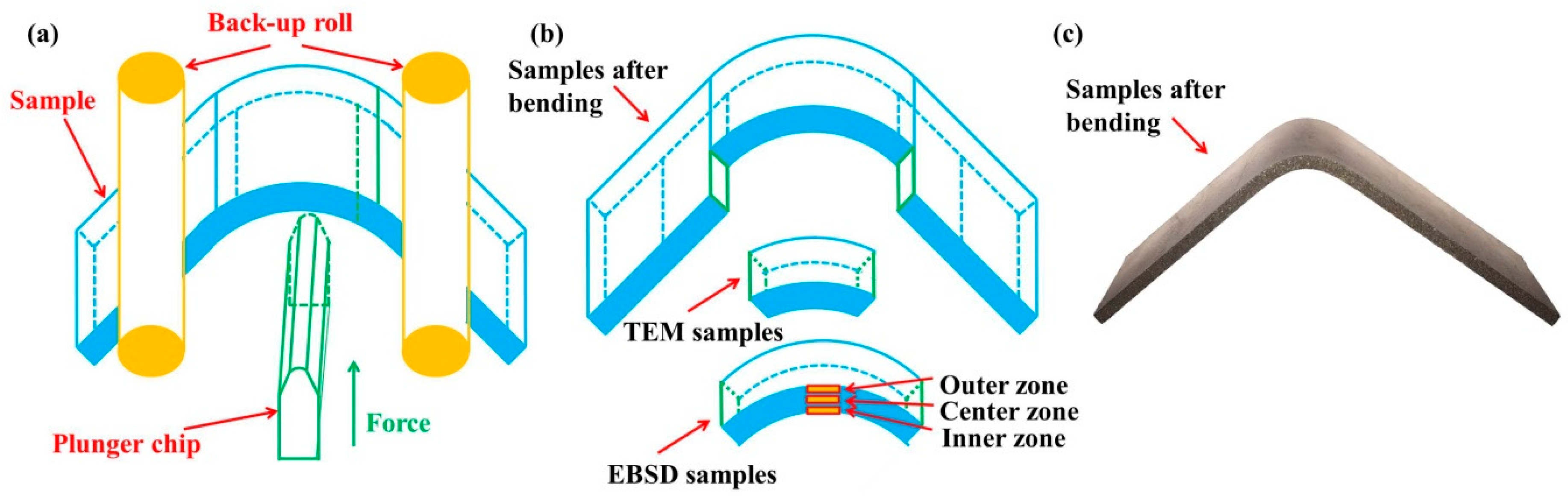
2. Experimental Procedure
3. Results and Discussion
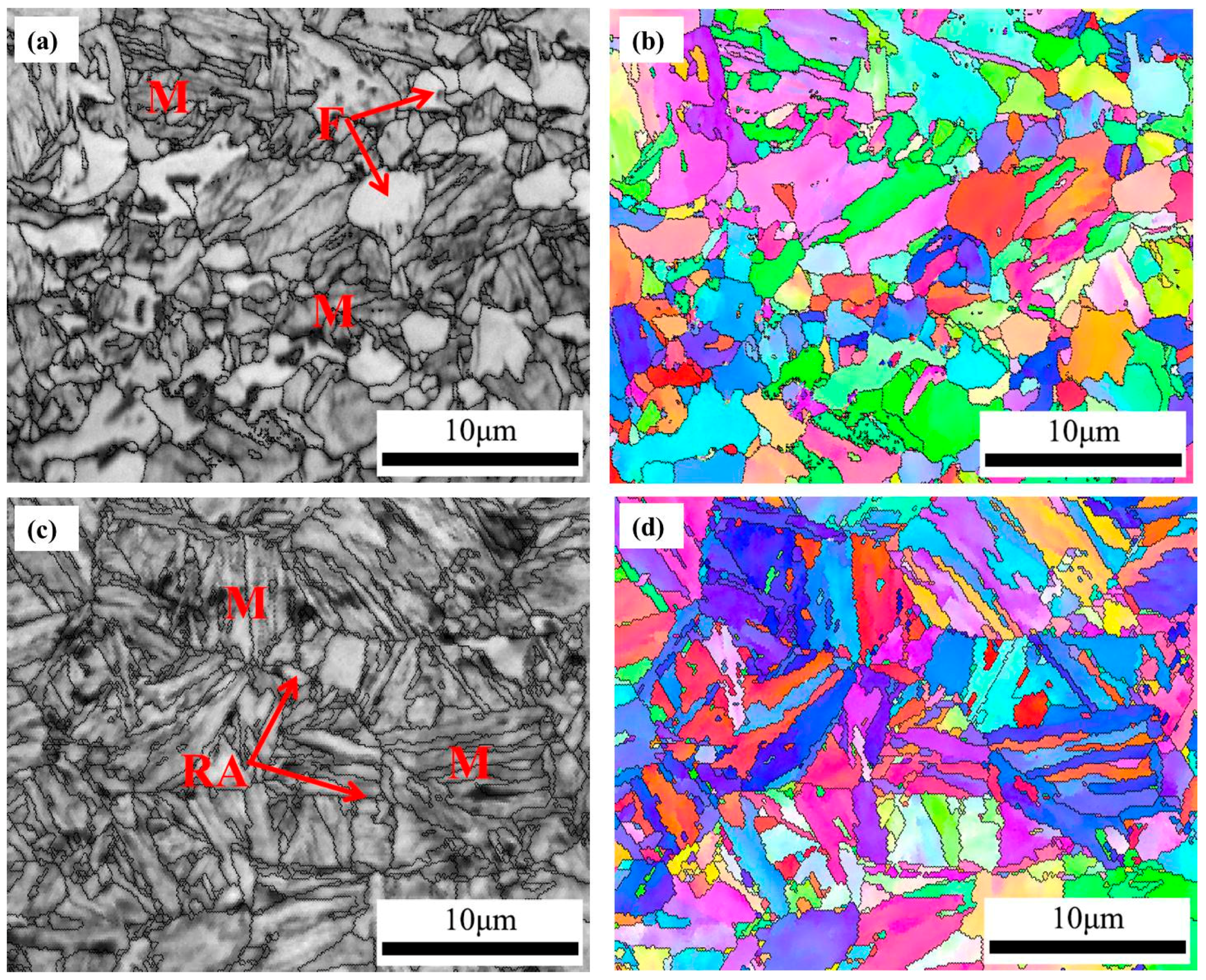
3.1. Initial Microstructures
3.2. Bending Springback Properties
3.3. Microstructure Characterization of the DP and QP Steel
3.3.1. Deformation Microstructure of the DP Steel
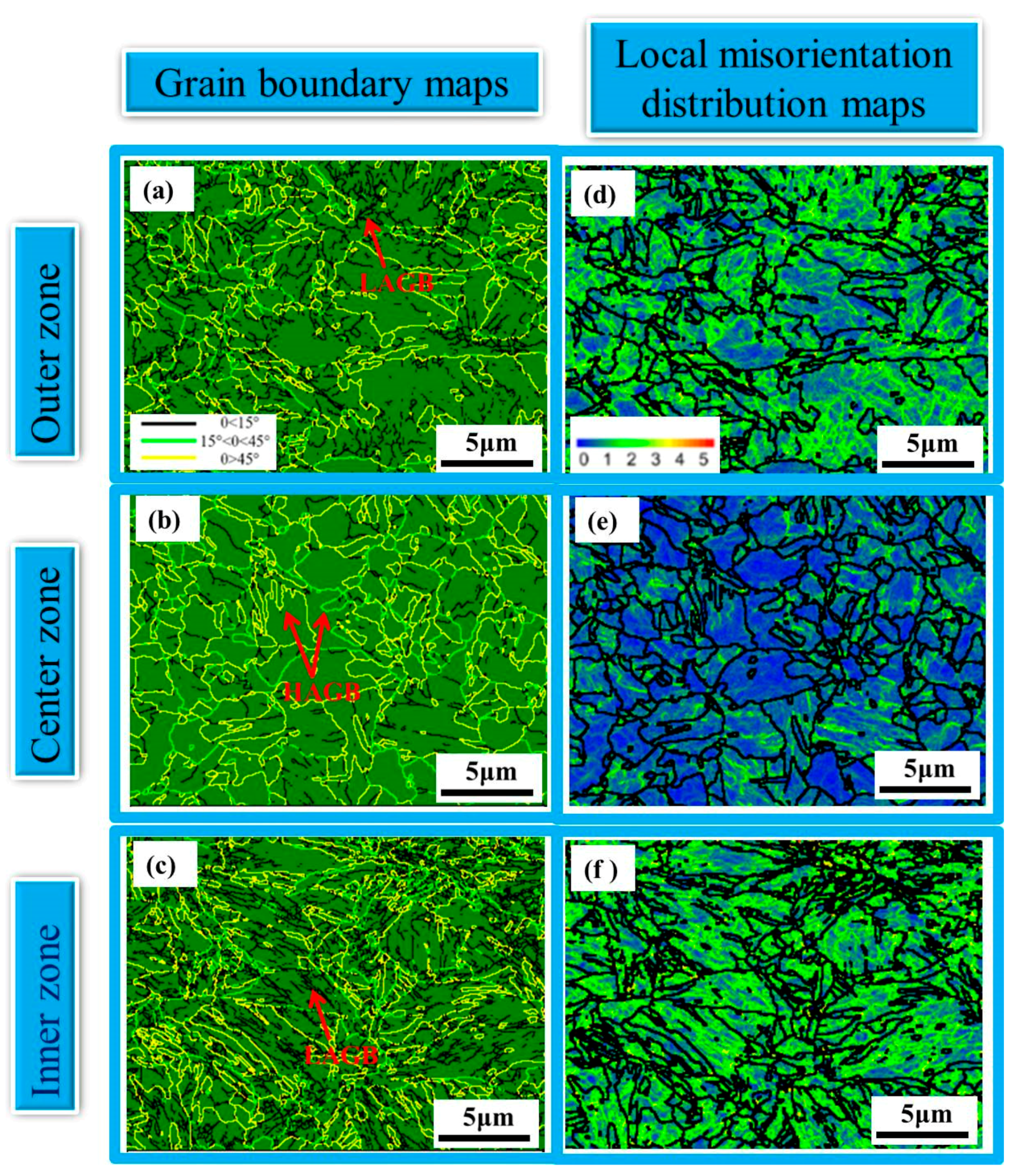
3.3.2. Deformation Microstructure of the QP Steel
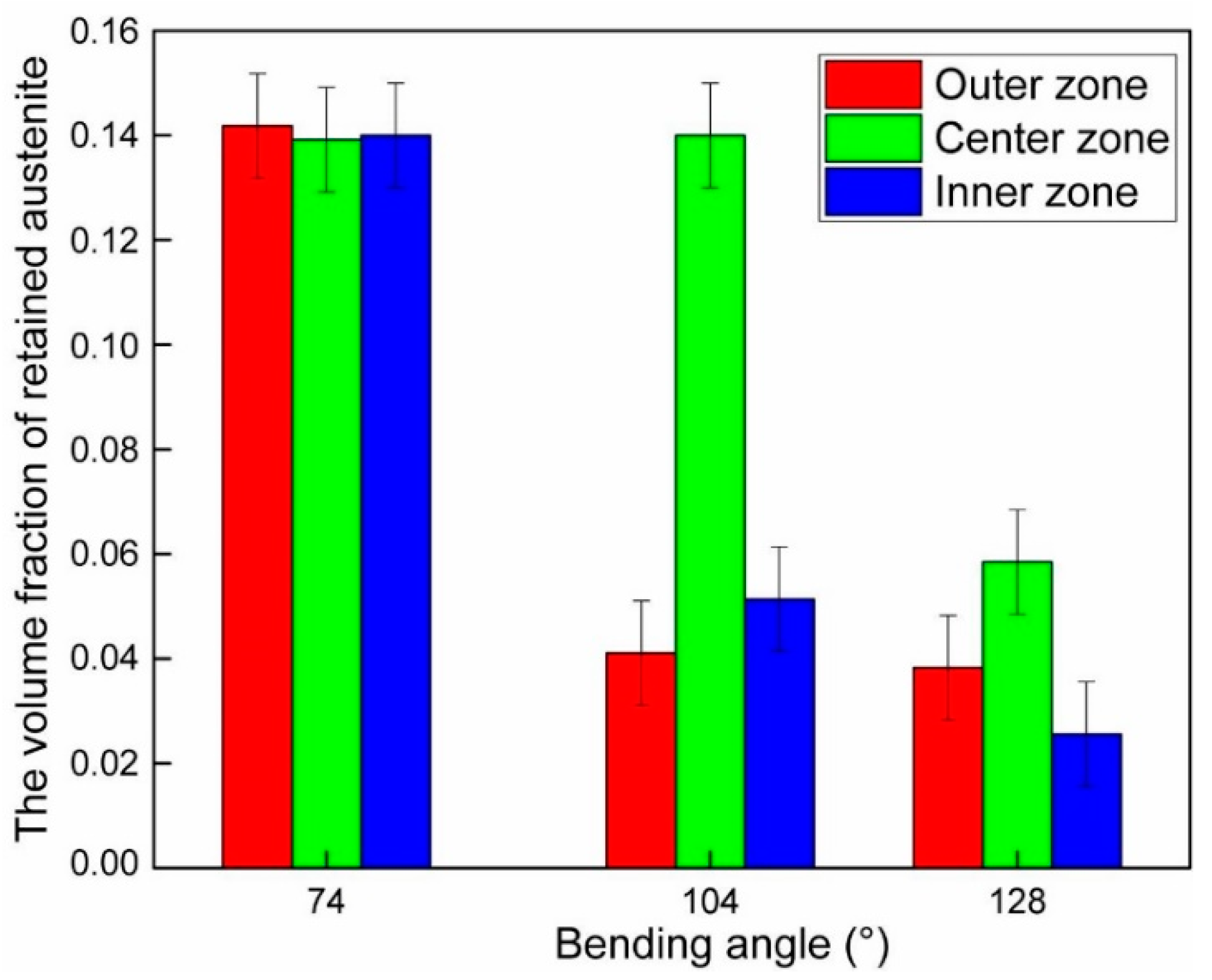
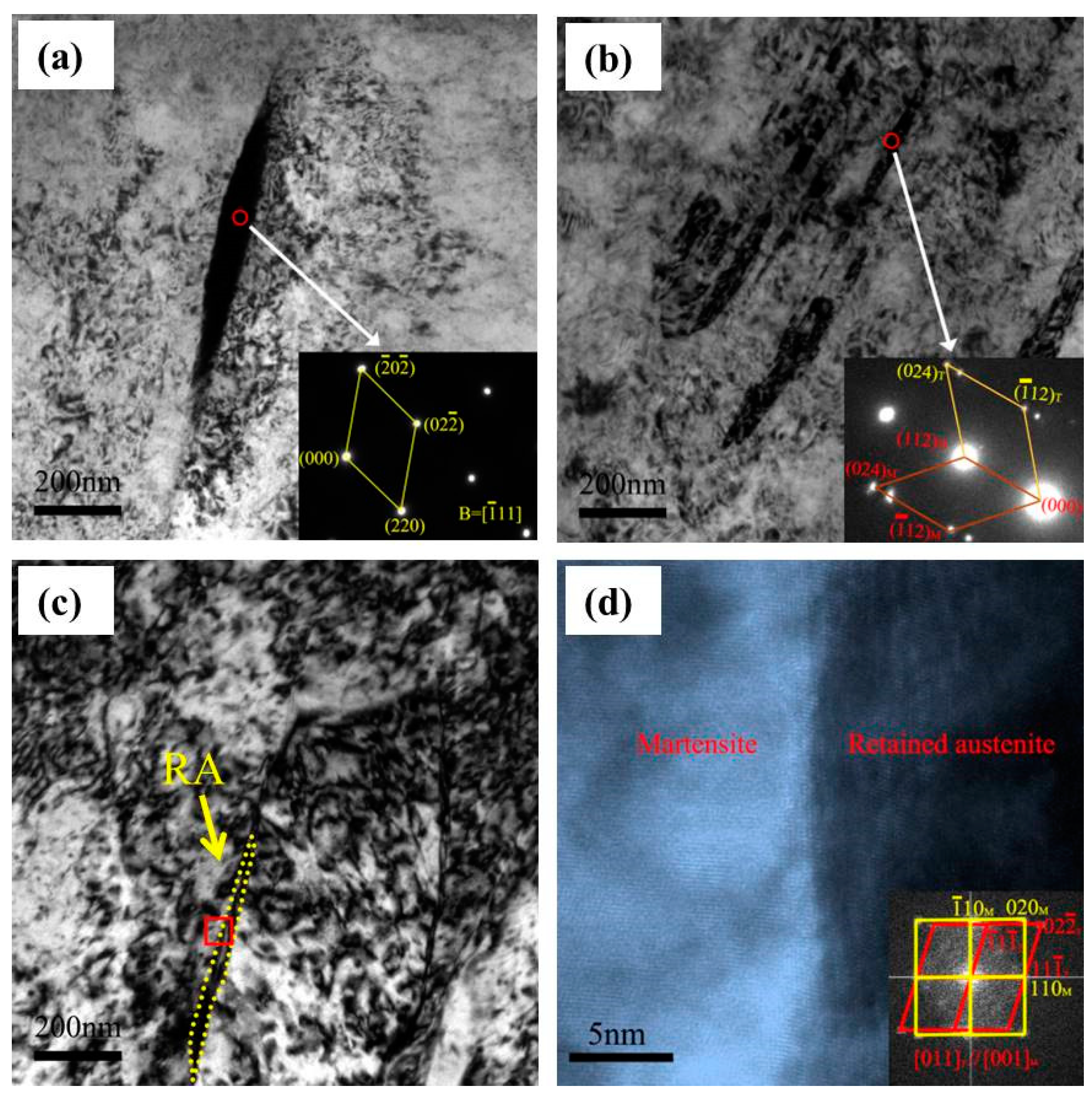
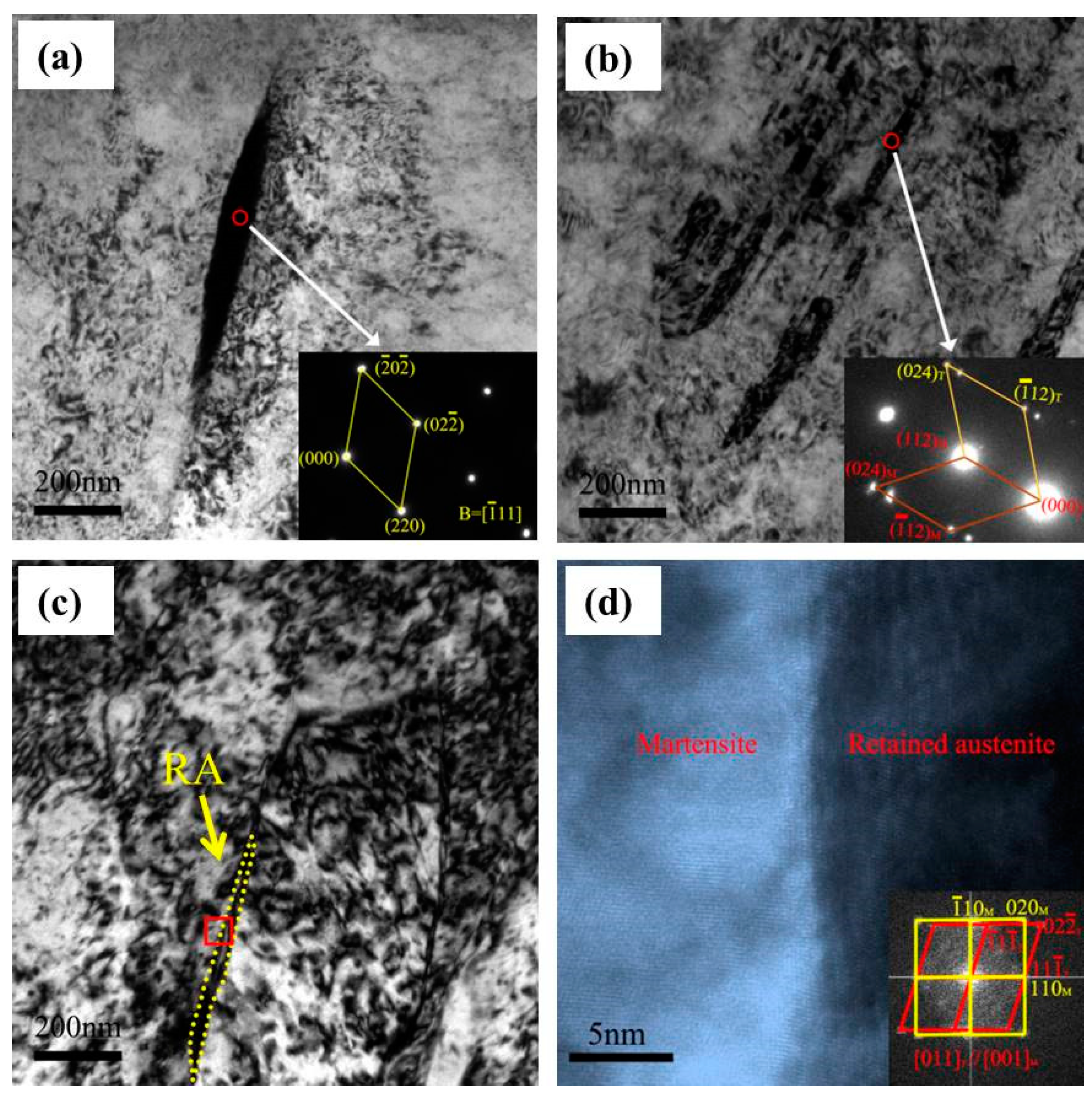
3.3.3. Transformation Characterization of Retained Austenite in the QP Steel
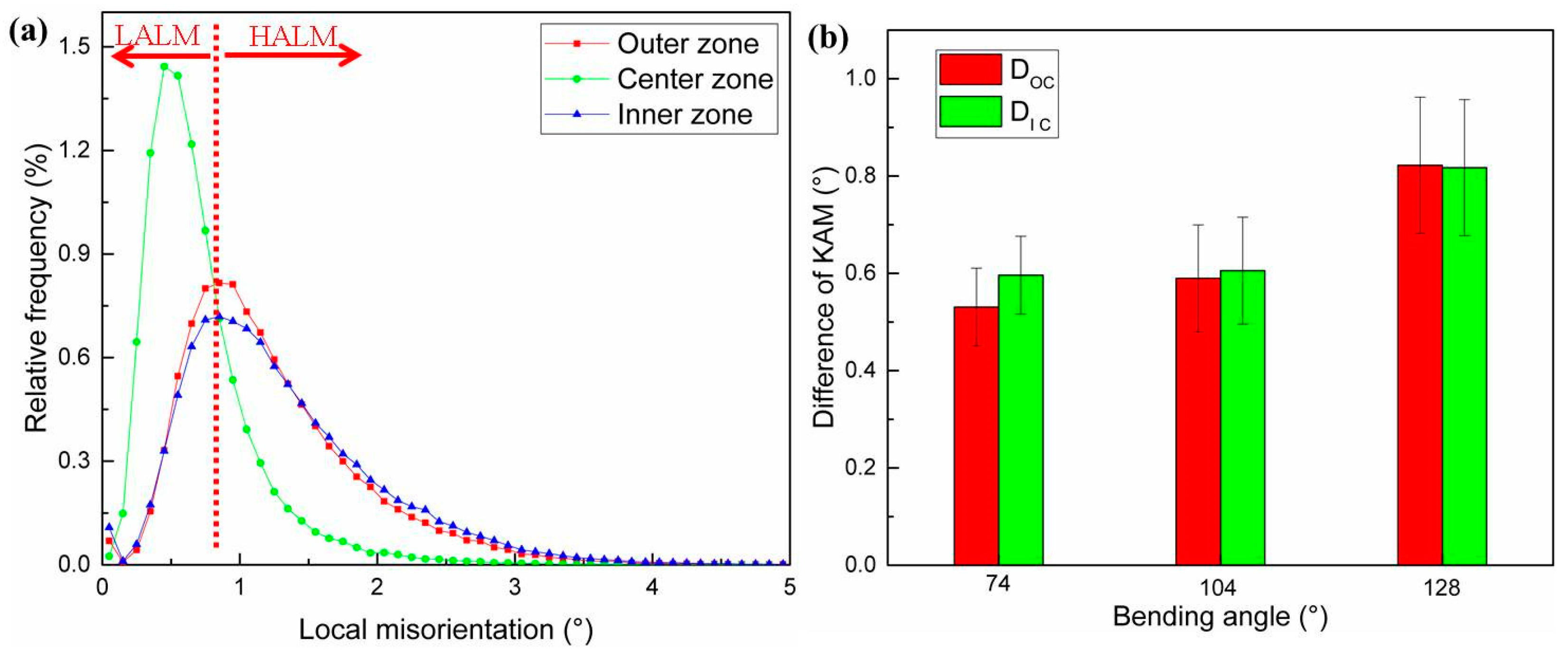
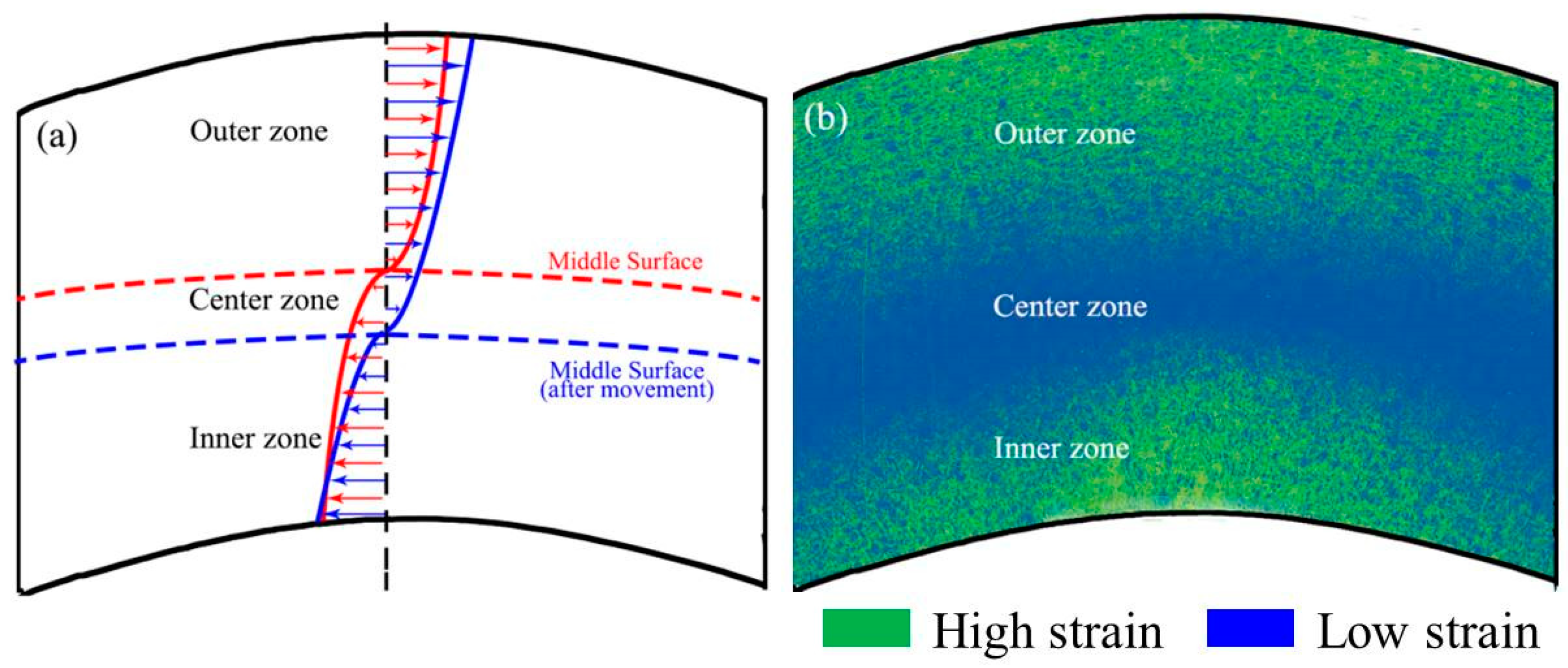
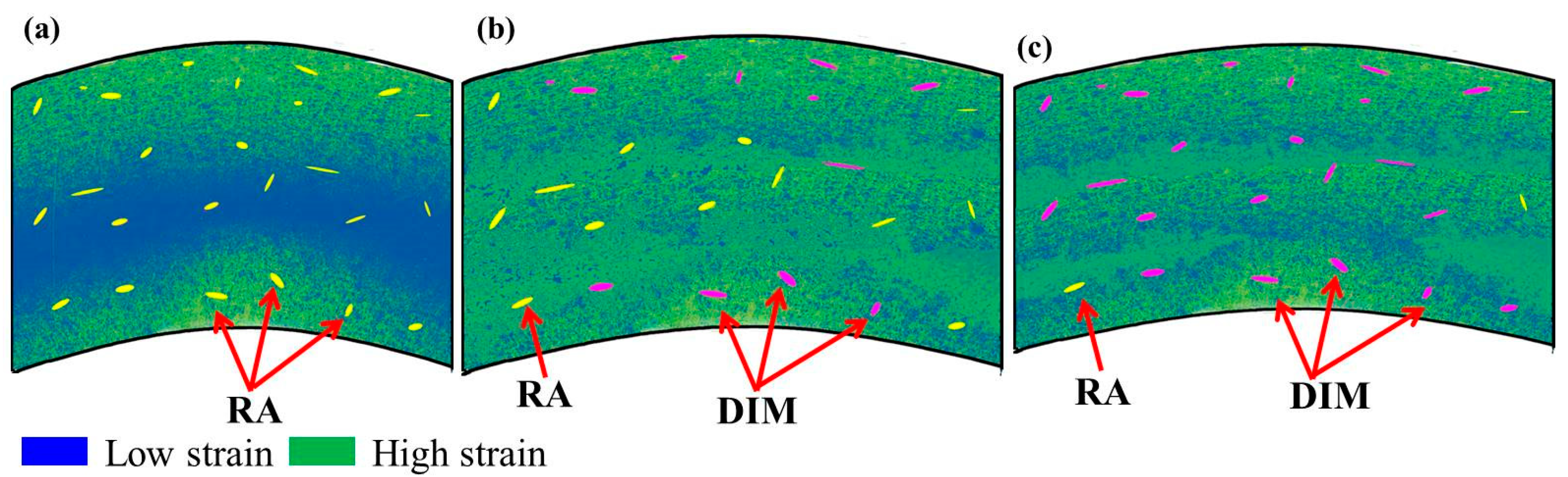
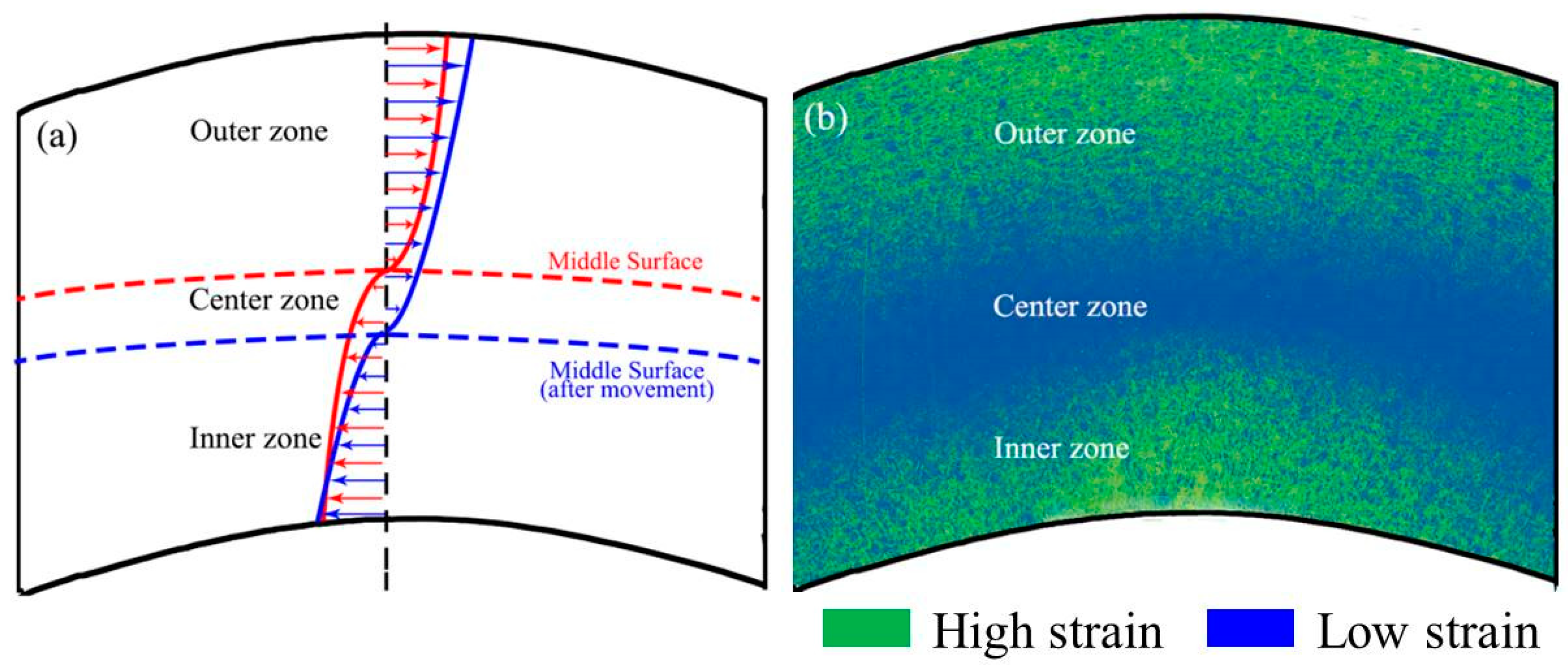
3.4. Strain Heterogeneity and Transformation of Retained Austenite in QP Steel
4. Conclusions
- (1)
- The increasing the bending angle from 74° increased the springback angle of DP steel. In contrast, the increasing the bending angle from 74° decreased the springback up to a certain angle and then it started to increase at higher bending angles. This direct comparison indicated that QP steel could possess lower springback at proper bending angles.
- (2)
- During the bending process, strain heterogeneity occurred in the thickness direction of the DP steel and the QP steel. The strain heterogeneity degree of DP steel increased following an increasing bending angle, while the degree of strain heterogeneity of QP steel decreased at the bending angle of 104°. This phenomenon fitted well with the low springback angle when QP steel was strained at the 104° bending angle.
- (3)
- There was preferential transformation of retained austenite in the outer zone and the inner zone of QP steel during the deformation process. Due to the deformation-induced martensitic transformation at a 104° bending angle, the deformation was more homogeneous, and the springback angle decreased.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rehrl, J.; Mraczek, K.; Pichler, A.; Werner, E. Mechanical properties and fracture behavior of hydrogen charged AHSS/UHSS grades at high-and low strain rate tests. Mater. Sci. Eng. A 2014, 590, 360–367. [Google Scholar] [CrossRef]
- Gyasi, E.A.; Kah, P.; Wu, H.; Kesse, M.A. Modeling of an artificial intelligence system to predict structural integrity in robotic GMAW of UHSS fillet welded joints. Int. J. Adv. Manuf. Technol. 2017, 93, 1139–1155. [Google Scholar] [CrossRef]
- Mohrbacher, H. Property Optimization in As-Quenched Martensitic Steel by Molybdenum and Niobium Alloying. Metals 2018, 8, 234. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Allain, S.Y.P.; Geandier, G.; Hell, J.C.; Soler, M.; Danoix, F.; Gouné, M. Effects of Q&P Processing Conditions on Austenite Carbon Enrichment Studied by In Situ High-Energy X-ray Diffraction Experiments. Metals 2017, 7, 232. [Google Scholar] [Green Version]
- Santofimia, M.J.; Zhao, L.; Petrov, R.; Sietsma, J. Characterization of the microstructure obtained by the quenching and partitioning process in a low-carbon steel. Mater. Characterization 2008, 59, 1758–1764. [Google Scholar] [CrossRef]
- Seo, K.Y.; Kim, J.H.; Lee, H.S.; Kim, J.H.; Kim, B.M. Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping. Metals 2017, 8, 18. [Google Scholar] [CrossRef]
- Zang, S.; Sun, L.; Niu, C. Measurements of Bauschinger effect and transient behavior of a quenched and partitioned advanced high strength steel. Mater. Sci. Eng. A 2013, 586, 31–37. [Google Scholar] [CrossRef]
- Geng, L.; Wagoner, R.H. Role of plastic anisotropy and its evolution on springback. Int. J. Mech. Sci. 2002, 44, 123–148. [Google Scholar] [CrossRef]
- Kim, H.; Kim, C.; Barlat, F.; Lee, M.G. Nonlinear elastic behaviors of low and high strength steels in unloading and reloading. Mater. Sci. Eng. A 2013, 562, 161–171. [Google Scholar] [CrossRef]
- Kim, H.; Kimchi, M.; Kardes, N.; Altan, T. Effects of variable elastic modulus on springback predictions in stamping advanced high-strength steels (AHSS). Steel Res. Int. 2011, 8, 628–633. [Google Scholar]
- Eggertsen, P.A.; Mattiasson, K. On constitutive modeling for springback analysis. Int. J. Mech. Sci. 2010, 52, 804–818. [Google Scholar] [CrossRef]
- Yang, X.; Choi, C.; Sever, N.K.; Altan, T. Prediction of springback in air-bending of Advanced High Strength steel (DP780) considering Young’s modulus variation and with a piecewise hardening function. Int. J. Mech. Sci. 2016, 105, 266–272. [Google Scholar] [CrossRef]
- Wang, Z.; Hu, Q.; Yan, J.; Chen, J. Springback prediction and compensation for the third generation of UHSS stamping based on a new kinematic hardening model and inertia relief approach. Int. J. Adv. Manuf. Technol. 2017, 90, 875–885. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Song, F.F.; Zhan, M.; Li, G.J. Springback characterization and behaviors of high-strength Ti-3Al-2.5 V tube in cold rotary draw bending. J. Mater. Process. Technol. 2012, 212, 1973–1987. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Zhan, M.; Kou, Y.L. Deformation behaviors of thin-walled tube in rotary draw bending under push assistant loading conditions. J. Mater. Process. Technol. 2010, 210, 143–158. [Google Scholar] [CrossRef]
- Zou, D.Q.; Li, S.H.; He, J.; Gu, B.; Li, Y.F. The Deformation Induced Martensitic Transformation and Mechanical Behavior of Quenching and Partitioning steels under Complex Loading Process. Mater. Sci. Eng. A 2018, 715, 243–256. [Google Scholar] [CrossRef]
- Doege, E.; Kulp, S.; Sunderkötter, C. Properties and application of TRIP-steel in sheet metal forming. Steel Res. Int. 2002, 73, 303–308. [Google Scholar] [CrossRef]
- VDA 238-100 Test Specification Draft: Plate Bending Test for Metallic Materials. 12/2010. Available online: https://www.vda.de/en/services/Publications/vda-238-100-plate-bending-test-for-metallic-materials.html (accessed on 20 June 2017).
- Zhao, H.S.; Li, W.; Zhu, X.; Lu, X.H.; Wang, L.; Zhou, S.; Jin, X.J. Analysis of the relationship between retained austenite locations and the deformation behavior of quenching and partitioning treated steels. Mater. Sci. Eng. A 2016, 649, 18–26. [Google Scholar] [CrossRef]
- Bayramin, B.; Şimşir, C.; Efe, M. Dynamic strain aging in DP steels at forming relevant strain rates and temperatures. Mater. Sci. Eng. A 2017, 704, 164–172. [Google Scholar] [CrossRef]
- Xu, Z.; Peng, L.; Bao, E. Size effect affected springback in micro/meso scale bending process: Experiments and numerical modeling. J. Mater. Process. Technol. 2018, 252, 407–420. [Google Scholar] [CrossRef]
- Gardiner, F.J. The springback of metals. Trans. ASME 1957, 79, 1–9. [Google Scholar]
- Wollter, K. Freies Biegen von Blechen. VDI-Forschungsh 1952, 435, 11–15. [Google Scholar]
- Gu, Y.; Xiang, Y.; Srolovitz, D.J. Relaxation of low-angle grain boundary structure by climb of the constituent dislocations. Scr. Mater. 2016, 114, 35–40. [Google Scholar] [CrossRef]
- Read, W.T.; Shockley, W. Dislocation models of crystal grain boundaries. Phys. Rev. 1950, 78, 275–280. [Google Scholar] [CrossRef]
- Betanda, Y.A.; Helbert, A.L.; Brisset, F.; Mathon, M.H.; Waeckerlé, T.; Baudin, T. Measurement of stored energy in Fe–48% Ni alloys strongly cold-rolled using three approaches: Neutron diffraction, Dillamore and KAM approaches. Mater. Sci. Eng. A 2014, 614, 193–198. [Google Scholar] [CrossRef]
- Kwon, E.P.; Fujieda, S.; Shinoda, K.; Suzuki, S. Characterization of transformed and deformed microstructures in transformation induced plasticity steels using electron backscattering diffraction. Mater. Sci. Eng. A 2011, 528, 5007–5017. [Google Scholar] [CrossRef]
- Kamaya, M. Assessment of local deformation using EBSD: Quantification of accuracy of measurement and definition of local gradient. Ultramicroscopy 2011, 111, 1189–1199. [Google Scholar] [CrossRef] [PubMed]
- Zajkani, A.; Hajbarati, H. Investigation of the variable elastic unloading modulus coupled with nonlinear kinematic hardening in springback measuring of advanced high-strength steel in U-shaped process. J. Manuf. Process. 2017, 25, 391–401. [Google Scholar] [CrossRef]
- Yang, Y.G.; Mi, Z.L.; Xu, M.; Xiu, Q.; Jiang, H.T. Impact of intercritical annealing temperature and strain state on mechanical stability of retained austenite in medium Mn steel. Mater. Sci. Eng. A 2018, 725, 389–397. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar]
- Song, C.; Yu, H.; Li, L.; Zhou, T.; Lu, J.; Liu, X. The stability of retained austenite at different locations during straining of I&Q&P steel. Mater. Sci. Eng. A 2016, 670, 326–334. [Google Scholar]
- Mishra, A.; Thuillier, S. Investigation of the rupture in tension and bending of DP980 steel sheet. Int. J. Mech. Sci. 2014, 84, 171–181. [Google Scholar] [CrossRef]
- Roumina, R.; Bruhis, M.; Masse, J.P.; Zurob, H.S.; Jain, M.; Bouaziz, O.; Embury, J.D. Bending properties of functionally graded 300M steels. Mater. Sci. Eng. A 2016, 653, 63–70. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Stringfellow, R.G.; Parks, D.M.; Olson, G.B. A constitutive model for transformation plasticity accompanying strain-induced martensitic transformations in metastable austenitic steels. Acta Metall. Mater. 1992, 40, 1703–1716. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Seo, E.J.; Kwon, M.H.; Kang, S.; De Cooman, B.C. Effect of Quenching Temperature on Stretch Flangeability of a Medium Mn Steel Processed by Quenching and Partitioning. Mater. Sci. Eng. A 2018. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Mn | Si | P | S | Nb | Fe | Yield Strength | Tensile Strength |
|---|---|---|---|---|---|---|---|---|---|
| wt % | MPa | ||||||||
| DP | 0.15 | 1.83 | 0.25 | 0.01 | 0.001 | 0.028 | Balance | 961 | 1192 |
| QP | 0.23 | 2.31 | 1.60 | 0.018 | 0.003 | 0.031 | Balance | 1209 | 1364 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Mi, Z.; Liu, S.; Li, H.; Li, J.; Jiang, H. The Impact of Strain Heterogeneity and Transformation of Metastable Austenite on Springback Behavior in Quenching and Partitioning Steel. Metals 2018, 8, 432. https://doi.org/10.3390/met8060432
Yang Y, Mi Z, Liu S, Li H, Li J, Jiang H. The Impact of Strain Heterogeneity and Transformation of Metastable Austenite on Springback Behavior in Quenching and Partitioning Steel. Metals. 2018; 8(6):432. https://doi.org/10.3390/met8060432
Chicago/Turabian StyleYang, Yonggang, Zhenli Mi, Siyang Liu, Hui Li, Jun Li, and Haitao Jiang. 2018. "The Impact of Strain Heterogeneity and Transformation of Metastable Austenite on Springback Behavior in Quenching and Partitioning Steel" Metals 8, no. 6: 432. https://doi.org/10.3390/met8060432