Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Microstructure Evolution
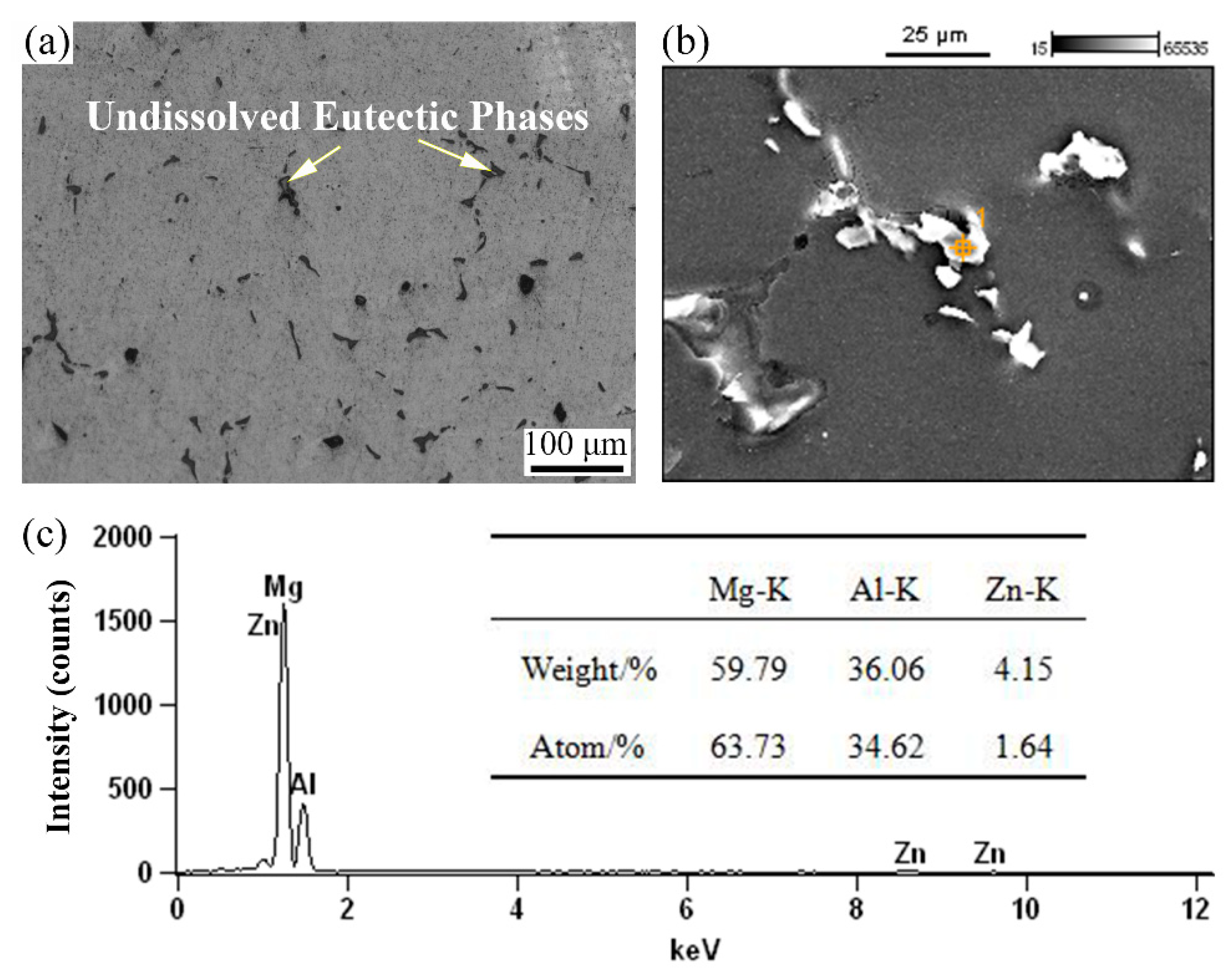
3.1.1. The Initial States
3.1.2. Microstructure Evolution during Processing
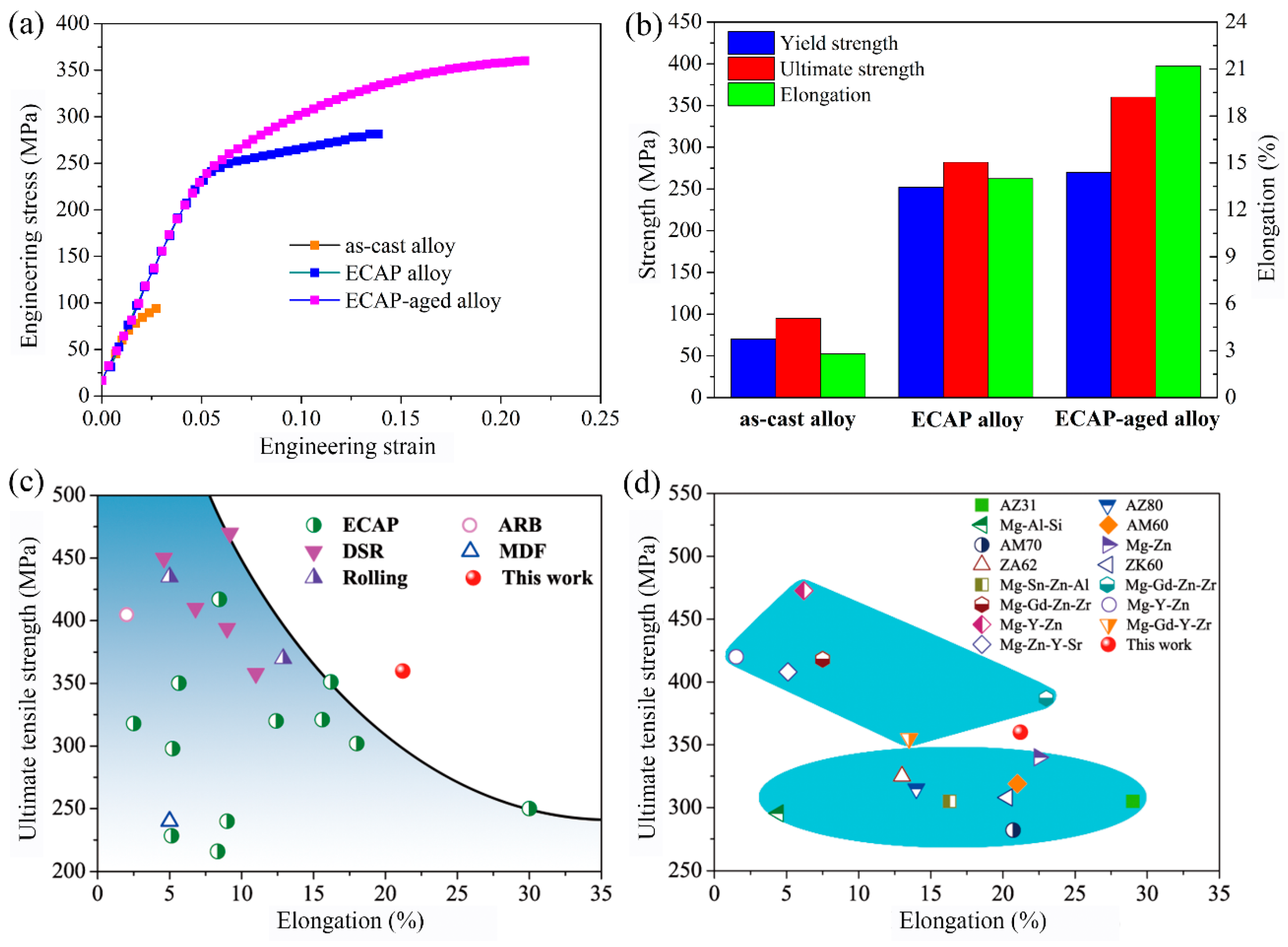
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
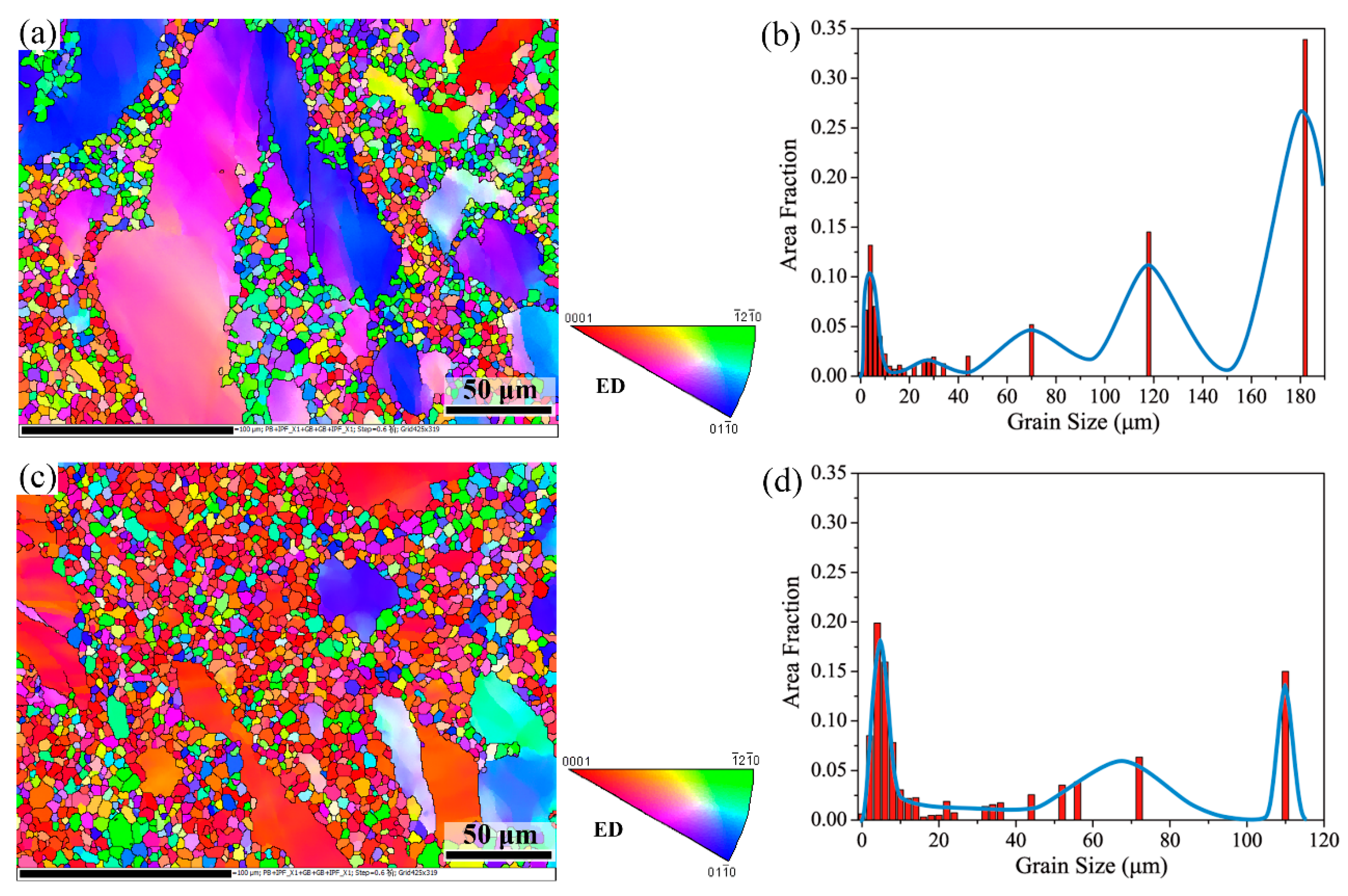
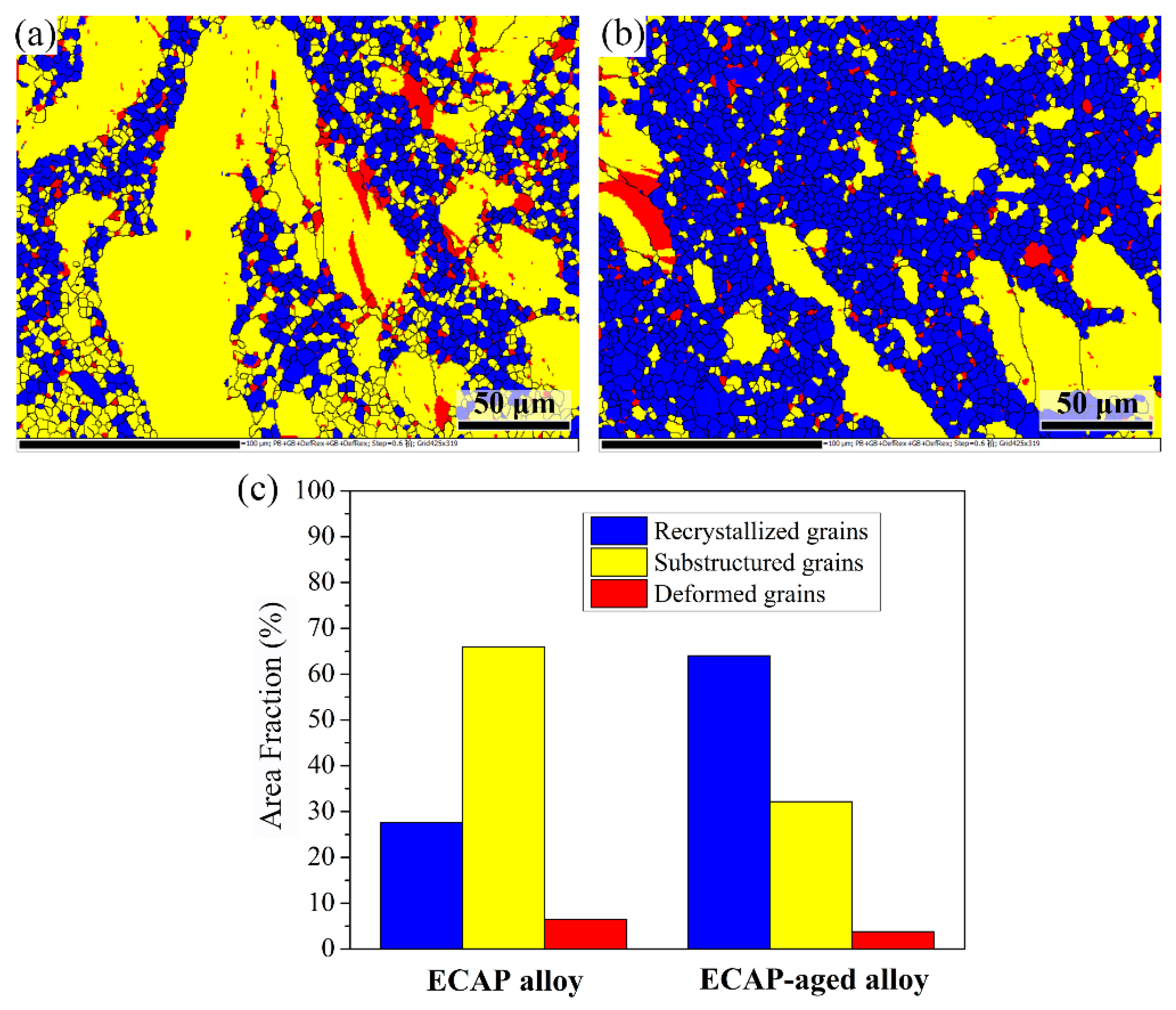
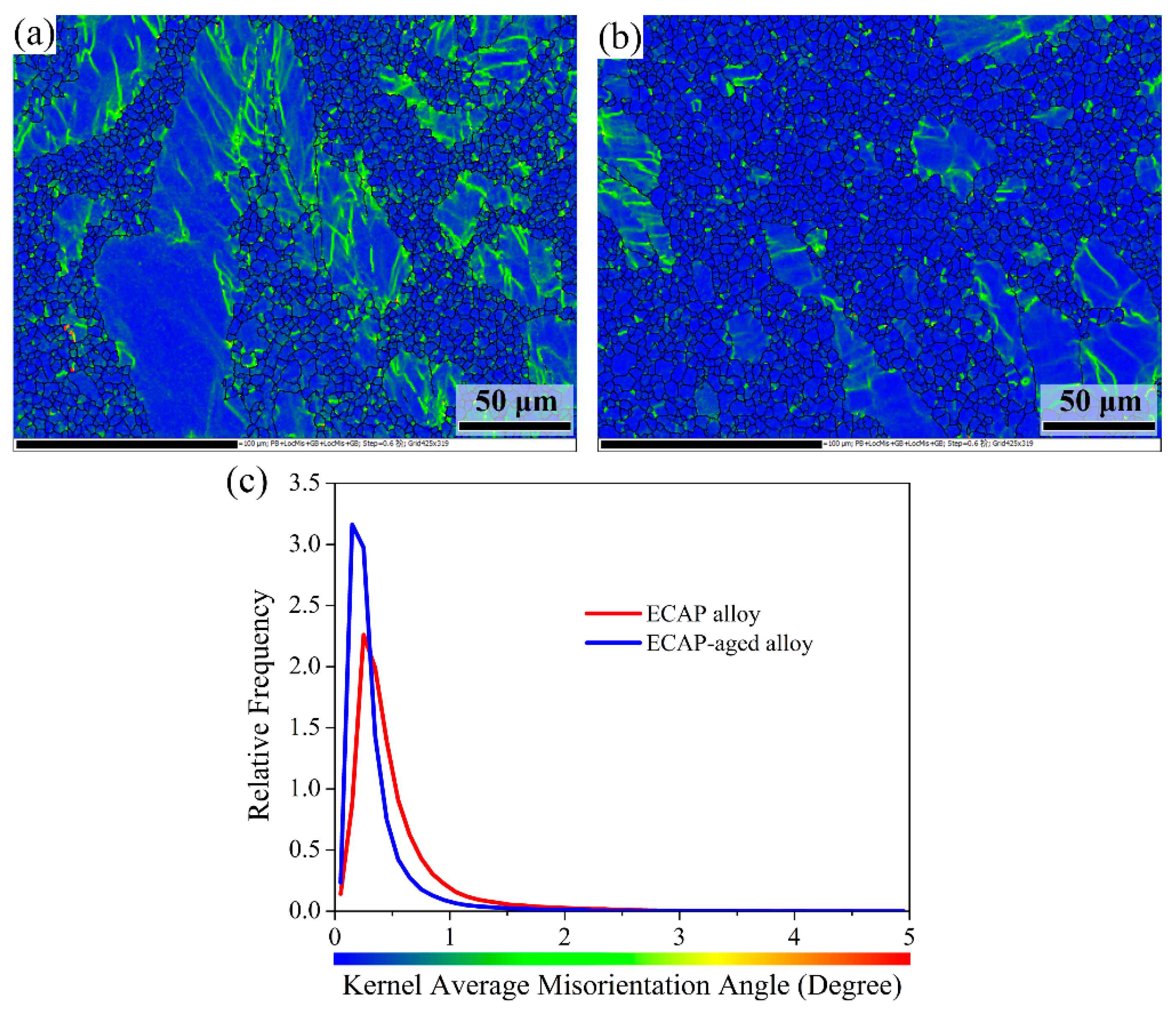
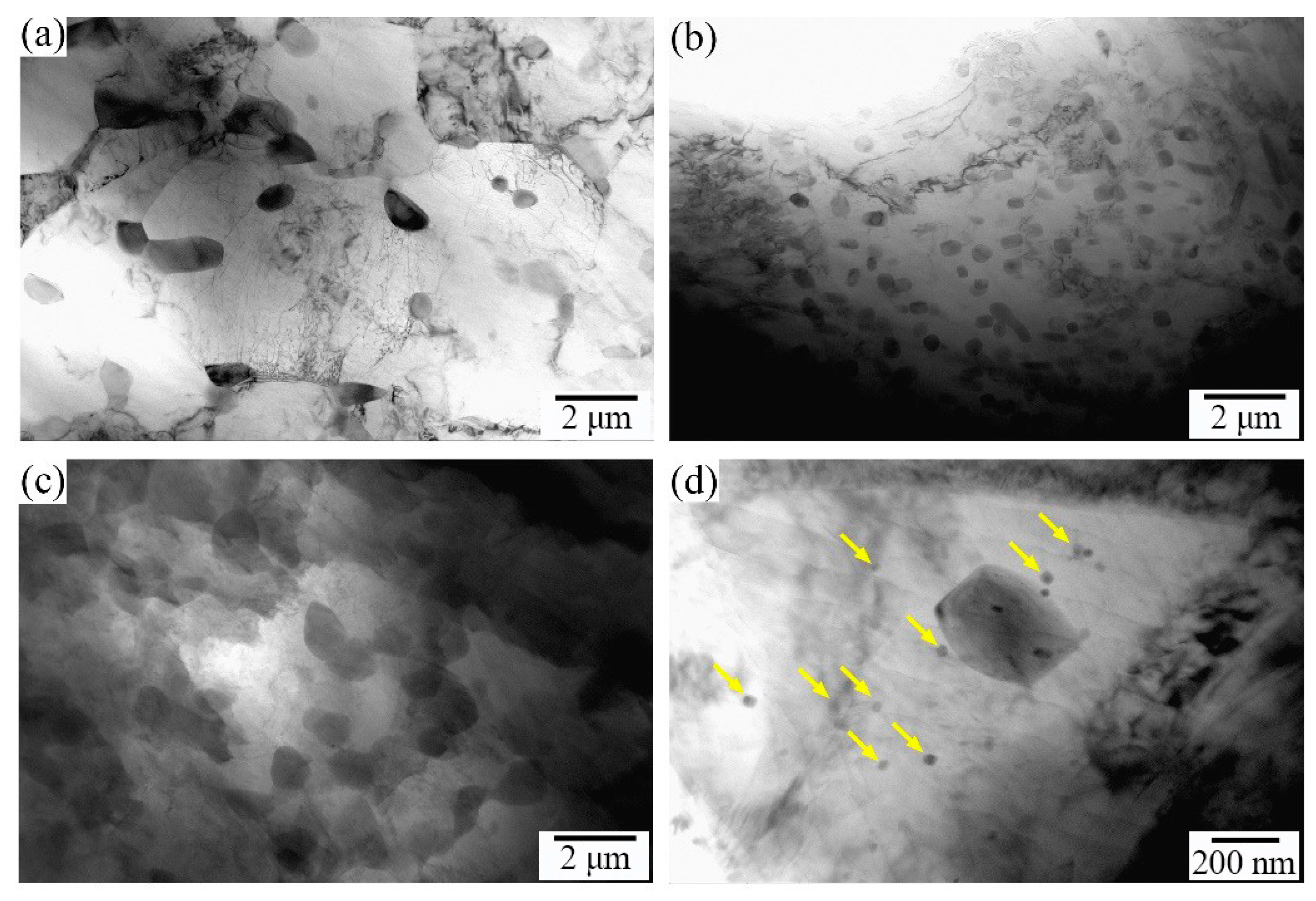
- A multimodal grain structure consisting of coarse grains and fine grains was achieved in the AZ91 alloy after 6p-ECAP. After further short-time aging, the volume fraction of the fine grains increased due to the occurrence of static recrystallization, accompanied by a slight increase in the fine grains size.
- (2)
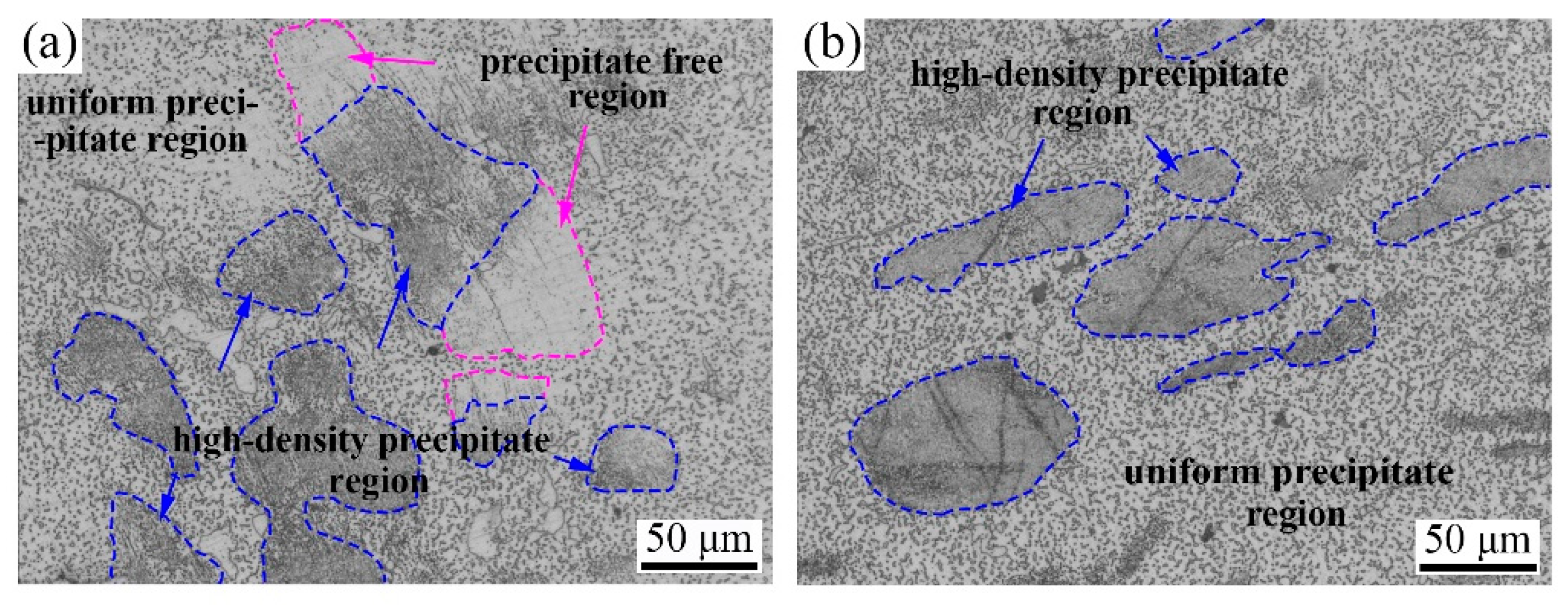
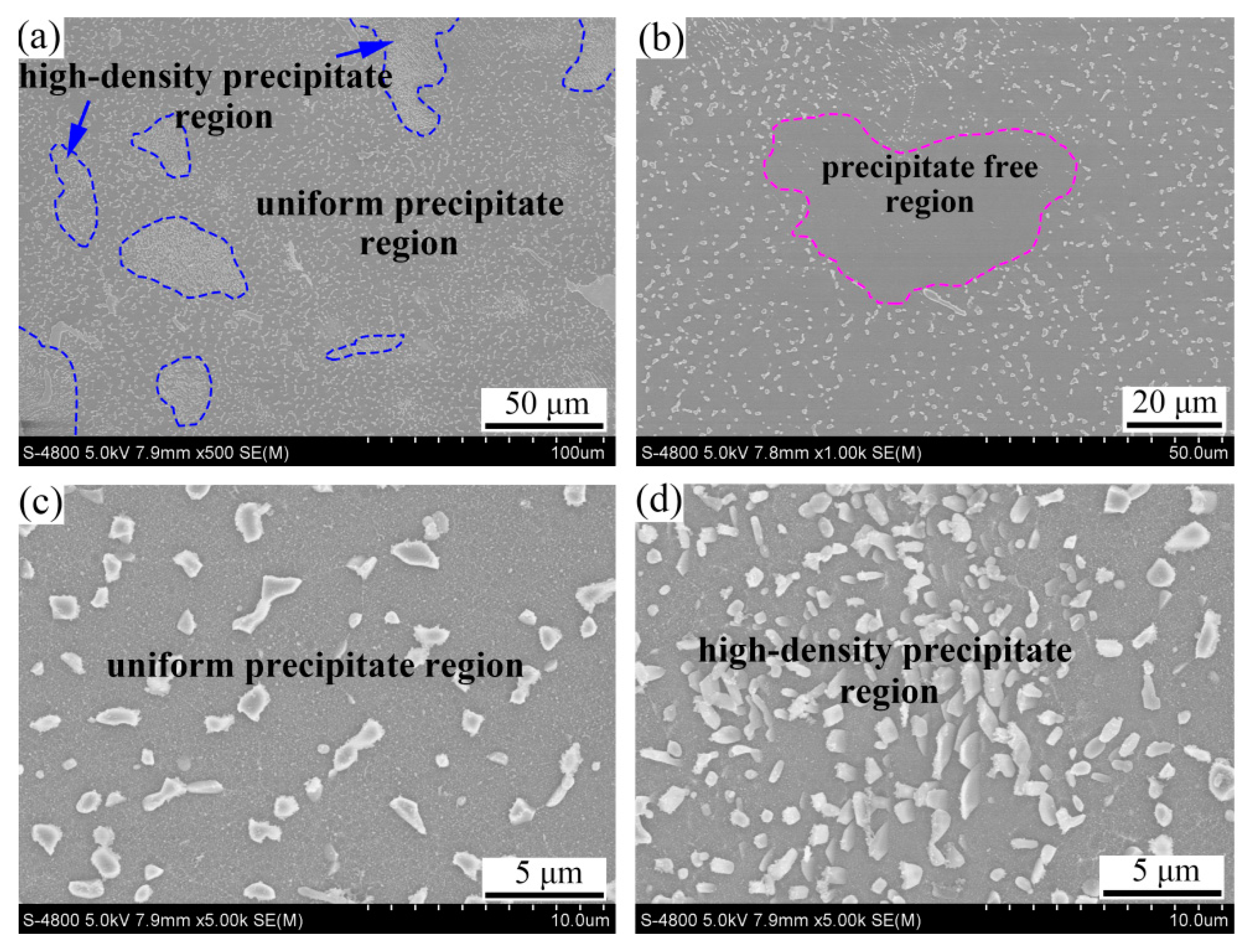
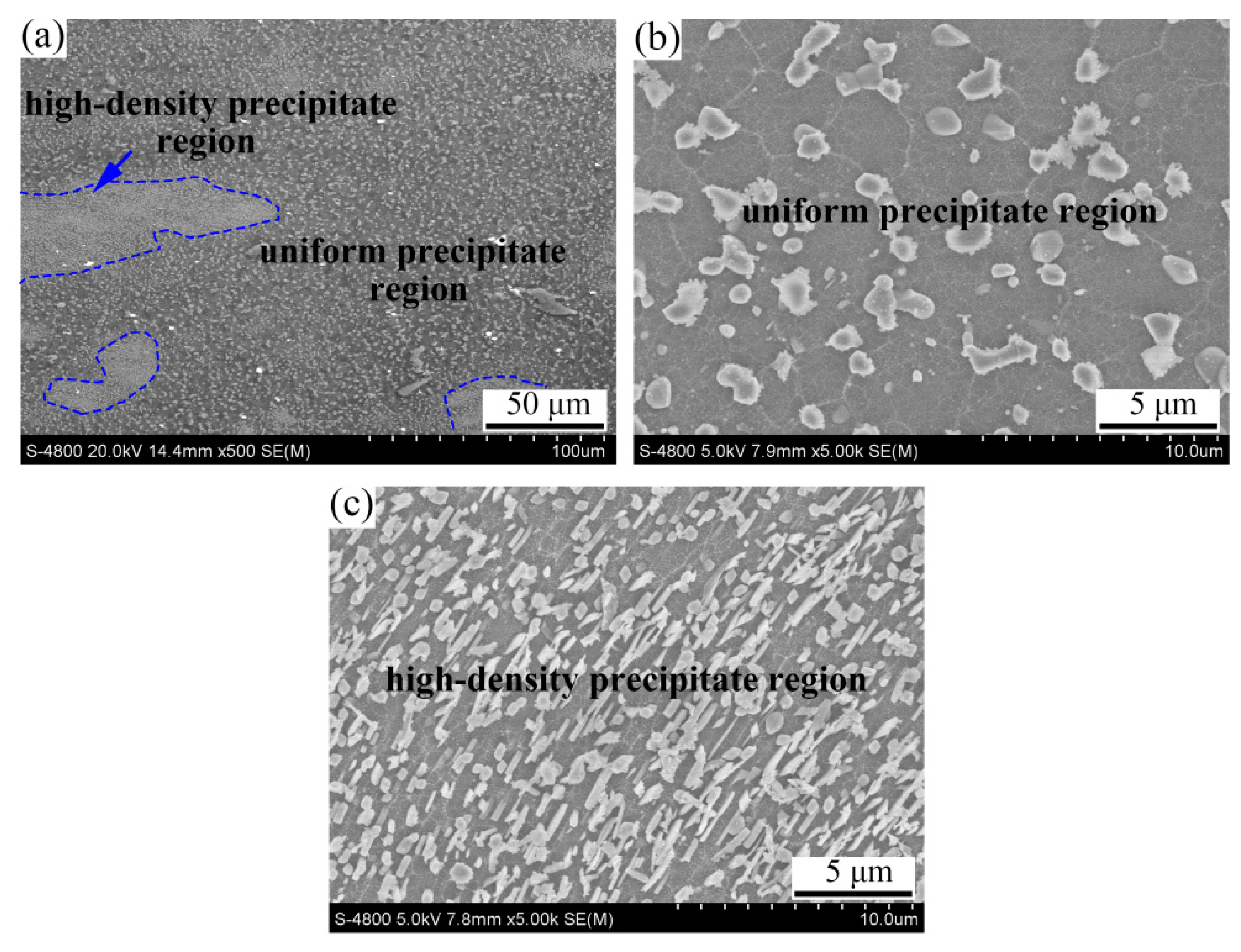
- A heterogeneous precipitation was observed in the ECAP alloy, which consisted of low-density precipitate colonies interspersed by some high-density precipitate colonies and precipitate-free colonies. After short-time aging, the heterogeneous precipitates were maintained, but the precipitate-free colonies disappeared, and the density of the precipices increased slightly.
- (3)
- Simultaneous high strength and good ductility (360 MPa and 21.2%, respectively) were obtained in the bulk AZ91 ECAP-aged alloy. The high strength was attributed to the synergistic effect of grain refinement, back-stress strengthening, and precipitation strengthening. The favorable ductility was ascribed to the grain refinement and multimodal grain structure.
Supplementary Materials
Supplementary File 1Author Contributions
Funding
Conflicts of Interest
References
- Liu, Y.; Kang, Z.X.; Zhang, J.Y.; Wang, F.; Li, Y.Y. Influence of pre-solution treatment on microstructure and mechanical properties of Mg-Gd-Nd-Zn-Zr Alloy processed by ECAP. Adv. Eng. Mater. 2016, 18, 833–838. [Google Scholar] [CrossRef]
- Wu, G.S.; Lbrahim, J.M.; Chu, P.K. Surface design of biodegradable magnesium alloys—A review. Surf. Coat. Technol. 2013, 233, 2–12. [Google Scholar] [CrossRef]
- Zong, X.M.; Zhang, J.S.; Liu, W.; Zhang, Y.T.; You, Z.Y.; Xu, C.X. Corrosion behaviors of Long-Period stacking ordered structure in mg alloys used in biomaterials: A review. Adv. Eng. Mater. 2018, 20. [Google Scholar] [CrossRef]
- Chen, B.; Lin, D.L.; Jin, L.; Zeng, X.Q.; Lu, C. Equal-channel angular pressing of magnesium alloy AZ91 and its effects on microstructure and mechanical properties. Mater. Sci. Eng. A 2008, 483, 113–116. [Google Scholar] [CrossRef]
- Nie, K.B.; Deng, K.K.; Wang, X.J.; Xu, F.J.; Wu, K.; Zheng, M.Y. Multidirectional forging of AZ91 magnesium alloy and its effects on microstructures and mechanical properties. Mater. Sci. Eng. A 2015, 624, 157–168. [Google Scholar] [CrossRef]
- Wang, Q.D.; Chen, Y.J.; Liu, M.P.; Lin, J.B.; Roven, H.J. Microstructure evolution of AZ series magnesium alloys during cyclic extrusion compression. Mater. Sci. Eng. A 2010, 527, 2265–2273. [Google Scholar] [CrossRef]
- Al-Zubaydi, A.S.; Zhilyaev, A.P.; Wang, S.C.; Kucita, P.; Reed, P.A. Evolution of microstructure in AZ91 alloy processed by high-pressure torsion. J. Mater. Sci. 2016, 51, 3380–3389. [Google Scholar] [CrossRef]
- Chung, C.W.; Ding, R.G.; Chiu, Y.L.; Gao, W. Effect of ECAP on microstructure and mechanical properties of cast AZ91 magnesium alloy. J. Phys. Conf. Ser. 2010, 241, 012101. [Google Scholar] [CrossRef] [Green Version]
- Pérez-Prado, M.T.; Del Valle, J.A.; Ruano, O.A. Achieving high strength in commercial Mg cast alloys through large strain rolling. Mater. Lett. 2005, 59, 3299–3303. [Google Scholar] [CrossRef] [Green Version]
- Feng, B.; Xin, Y.C.; Guo, F.L.; Yu, H.H.; Wu, Y.; Liu, Q. Compressive mechanical behavior of Al/Mg composite rods with different types of Al sleeve. Acta Mater. 2016, 120, 379–390. [Google Scholar] [CrossRef]
- Segal, M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Equal angular extrusion. Russ. Metal. 1981, 1, 99. [Google Scholar]
- Liu, H.; Cheng, Z.J.; Yan, K.; Yan, J.L.; Bai, J.; Jiang, J.H.; Ma, A.B. Effect of multi-pass equal channel angular pressing on the microstructure and mechanical properties of a heterogeneous Mg88Y8Zn4 Alloy. J. Mater. Sci. Technol. 2016, 32, 1274–1281. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Bai, J.; Sun, J.P.; Song, D.; Yan, J.L.; Jiang, J.H.; Ma, A.B. Preparation, microstructure evolutions, and mechanical property of an ultra-fine grained Mg-10Gd-4Y-1.5Zn-0.5Zr alloy. Metals 2017, 7, 398. [Google Scholar] [CrossRef]
- Sun, J.P.; Yang, Z.Q.; Han, J.; Liu, H.; Song, D.; Jiang, J.H.; Ma, A.B. High strength and ductility AZ91 magnesium alloy with multi-heterogenous microstructures prepared by high-temperature ECAP and short-time aging. Mater. Sci. Eng. A 2018, 734, 485–490. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Máthis, K.; Gubicza, J.; Nam, N.H. Microstructure and mechanical behavior of AZ91 Mg alloy processed by equal channel angular pressing. J. Alloys Compd. 2005, 394, 194–199. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.M.; Yu, Z.Y.; Zhang, X.H.; Meng, X.T.; Wang, H.Y.; Jiang, Q.C. Bimodal microstructure—A feasible strategy for high-strength and ductile metallic materials. J. Mater. Sci. Technol. 2018, 34, 257–264. [Google Scholar] [CrossRef]
- Wang, H.Y.; Yu, Z.P.; Zhang, L.; Liu, C.G.; Zha, M.; Wang, C.; Jiang, Q.C. Achieving high strength and high ductility in magnesium alloy using hard-plate rolling (HPR) process. Sci. Rep. 2015, 5, 17100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, A.B.; Nishida, Y.; Suzuki, K.; Shigematsu, I.; Saito, N. Characteristics of plastic deformation by rotary-die equal-channel angular pressing. Scr. Mater. 2005, 52, 433–437. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Jiang, J.H.; Yang, D.H. Finite element analysis of the deformation distribution during Multi-Pass Rotary-Die ECAP. J. Mater. Eng. Perform. 2011, 20, 1378. [Google Scholar] [CrossRef]
- Galiyev, A.; Kaibyshev, R.; Gottstein, G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60. Acta Mater. 2001, 49, 1199–1207. [Google Scholar] [CrossRef]
- Robson, J.D.; Henry, D.T.; Davis, B. Particle effects on recrystallization in magnesium-manganese alloys: Particle-stimulated nucleation. Acta Mater. 2009, 57, 2739–2747. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Yang, X.W.; Yan, J.L.; Song, D.; Jiang, J.H.; Ma, A.B. A two-step dynamic recrystallization induced by LPSO phases and its impact on mechanical property of severe plastic deformation processed Mg97Y2Zn1 alloy. J. Alloys Compd. 2017, 704, 509–517. [Google Scholar] [CrossRef]
- Stepánek, R.; Pantelejev, L. Changes in mechanical properties of as-cast magnesium alloy az91 after equal channel angular pressing. Mater. Eng. 2015, 22, 160–165. [Google Scholar]
- Ensafi, M.; Faraji, G.; Abdolvand, H. Cyclic extrusion compression angular pressing (CECAP) as a novel severe plastic deformation method for producing bulk ultrafine grained metals. Mater. Lett. 2017, 197, 12–16. [Google Scholar] [CrossRef]
- Zhang, X.H.; Liu, X.J.; Wang, J.Z.; Cheng, Y.S. Effect of route on tensile anisotropy in equal channel angular pressing. Mater. Sci. Eng. A 2016, 676, 65–72. [Google Scholar] [CrossRef]
- Chino, Y.; Mabuchi, M. Influences of grain size on mechanical properties of extruded AZ91 Mg alloy after different extrusion processes. Adv. Eng. Mater. 2001, 3, 981–983. [Google Scholar] [CrossRef]
- Chuvil’Deev, V.N.; Nieh, T.G.; Gryaznov, M.Y.; Sysoev, A.N.; Kopylov, V.I. Low-temperature superplasticity and internal friction in microcrystalline Mg alloys processed by ECAP. Scr. Mater. 2004, 50, 861–865. [Google Scholar] [CrossRef]
- Khani, S.; Aboutalebi, M.R.; Salehi, M.T.; Samim, H.R.; Palkowski, H. Microstructural development during equal channel angular pressing of as-cast AZ91 alloy. Mater. Sci. Eng. A 2016, 678, 44–56. [Google Scholar] [CrossRef]
- Mabuchi, M.; Chino, Y.; Iwasaki, H. The grain size and texture dependence of tensile properties in extruded Mg-9Al-lZn. Mater. Trans. 2001, 42, 1182–1189. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Jiang, J.H.; Lu, F.M.; Jian, W.; Song, D.; Zhu, Y.T. Optimizing the strength and ductility of AZ91 Mg alloy by ECAP and subsequent aging. Mat. Sci. Eng. A 2013, 588, 329–334. [Google Scholar] [CrossRef]
- Kim, W.J.; Park, J.D.; Kim, W.Y. Effect of differential speed rolling on microstructure and mechanical properties of an AZ91 magnesium alloy. J. Alloys Compd. 2008, 460, 289–293. [Google Scholar] [CrossRef]
- Kim, W.J.; Hong, S.I.; Kim, Y.H. Enhancement of the strain hardening ability in ultrafine grained Mg alloys with high strength. Scr. Mater. 2012, 67, 689–692. [Google Scholar] [CrossRef]
- Jiang, Y.B.; Guan, L.; Tang, G.Y.; Zhang, Z.H. Improved mechanical properties of Mg-9Al-1Zn alloy by the combination of aging, cold-rolling and electropulsing treatment. J. Alloys Compd. 2015, 626, 297–303. [Google Scholar] [CrossRef]
- Zha, M.; Zhang, H.M.; Wang, C.; Wang, H.Y.; Zhang, E.B.; Jiang, Q.C. Prominent role of a high volume fraction of Mg17Al12 particles on tensile behaviors of rolled Mg-Al-Zn alloys. J. Alloys Compd. 2017, 728, 682–693. [Google Scholar] [CrossRef]
- Zhang, J.S.; Zhang, W.B.; Bian, L.P.; Cheng, W.L.; Niu, X.F.; Xu, C.X.; Wu, S.J. Study of Mg-Gd-Zn-Zr alloys with long period stacking ordered structures. Mater. Sci. Eng. A 2013, 585, 268–276. [Google Scholar] [CrossRef]
- Garces, G.; Munoz-Morris, M.A.; Morris, D.G.; Perez, P.; Adeva, P. Optimization of strength by microstructural refinement of MgY2Zn1 alloy during extrusion and ECAP processing. Mater. Sci. Eng. A 2014, 614, 96–105. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Lu, C.; Lin, D.L.; Zeng, X.Q. Microstructural evolution and mechanical properties of Mg95.5Y3Zn1.5 alloy processed by extrusion and ECAP. Met. Mater. Int. 2014, 20, 285–290. [Google Scholar] [CrossRef]
- Zhang, J.S.; Chen, C.J.; Cheng, W.L.; Bian, L.P.; Wang, H.X.; Xu, C.X. High-strength Mg93.96Zn2Y4Sr0.04 alloy with long-period stacking ordered structure. Mater. Sci. Eng. A 2013, 559, 416–420. [Google Scholar] [CrossRef]
- Lu, F.M.; Ma, A.B.; Jiang, J.H.; Yang, D.H.; Yuan, Y.C.; Zhang, L.Y. Formation of profuse long period stacking ordered microcells in Mg-Gd-Zn-Zr alloy during multipass ECAP process. J. Alloys Compd. 2014, 601, 140–145. [Google Scholar] [CrossRef]
- Yang, H.J.; An, X.H.; Shao, X.H.; Yang, X.M.; Li, S.X.; Wu, S.D.; Zhang, Z.F. Enhancing strength and ductility of Mg–12Gd–3Y–0.5Zr alloy by forming a bi-ultrafine microstructure. Mater. Sci. Eng. A 2011, 528, 4300–4311. [Google Scholar] [CrossRef]
- Yan, K.; Bai, J.; Liu, H.; Jin, Z.Y. The precipitation behavior of MgZn2 and Mg4Zn7 phase in Mg-6Zn (wt.%) alloy during equal-channel angular pressing. J. Magnes. Alloy. 2017, 5, 336–339. [Google Scholar] [CrossRef]
- Yan, K.; Sun, Y.S.; Bai, J.; Xue, F. Microstructure and mechanical properties of ZA62 Mg alloy by equal-channel angular pressing. Mater. Sci. Eng. A 2011, 528, 1149–1153. [Google Scholar] [CrossRef]
- Akbaripanah, F.; Fereshteh-Saniee, F.; Mahmudi, R.; Kim, H.K. Microstructural homogeneity, texture, tensile and shear behavior of AM60 magnesium alloy produced by extrusion and equal channel angular pressing. Mater. Des. 2013, 43, 31–39. [Google Scholar] [CrossRef]
- Jin, L.; Lin, D.L.; Mao, D.L.; Zeng, X.Q.; Ding, W.J. Mechanical properties and microstructure of AZ31 Mg alloy processed by two-step equal channel angular extrusion. Mater. Lett. 2005, 59, 2267–2270. [Google Scholar] [CrossRef]
- Gopi, K.R.; Nayaka, H.S.; Sahu, S. Investigation of microstructure and mechanical properties of ECAP-Processed AM series magnesium alloy. J. Mater. Eng. Perform. 2016, 25, 3737–3745. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, L.; Wang, H.X.; Bian, L.P.; Yu, H. Improved tensile properties of an equal channel angular pressed (ECAPed) Mg-8Sn-6Zn-2Al alloy by prior aging treatment. Mater. Sci. Eng. A 2017, 687, 148–154. [Google Scholar] [CrossRef]
- Tang, L.L.; Zhao, Y.H.; Islamgaliev, R.K.; Tsao, C.Y.; Valiev, R.Z.; Lavernia, E.J.; Zhu, Y.T. Enhanced strength and ductility of AZ80 Mg alloys by spray forming and ECAP. Mater. Sci. Eng. A 2016, 670, 280–291. [Google Scholar] [CrossRef]
- Wang, H.X.; Zhou, B.; Zhao, Y.T.; Zhou, K.K.; Cheng, W.L.; Liang, W. Effect of Si addition on the microstructure and mechanical properties of ECAPed Mg-15Al alloy. Mater. Sci. Eng. A 2014, 589, 119–124. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Gou, X.F.; Jiang, J.H.; Arhin, G.; Song, D.; Liu, H. Effect of heat treatment and deformation temperature on the mechanical properties of ECAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2016, 677, 125–132. [Google Scholar] [CrossRef]
- Hansen, N. Hall-Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Yu, H.H.; Li, C.Z.; Xin, Y.C.; Chapuis, A.; Huang, X.X.; Liu, Q. The mechanism for the high dependence of the Hall-Petch slope for twinning/slip on texture in Mg alloys. Acta Mater. 2017, 128, 313–326. [Google Scholar] [CrossRef]
- Wu, X.L.; Zhu, Y.T. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Z.; Ma, A.; Liu, H.; Sun, J.; Song, D.; Wang, C.; Yuan, Y.; Jiang, J. Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging. Metals 2018, 8, 763. https://doi.org/10.3390/met8100763
Yang Z, Ma A, Liu H, Sun J, Song D, Wang C, Yuan Y, Jiang J. Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging. Metals. 2018; 8(10):763. https://doi.org/10.3390/met8100763
Chicago/Turabian StyleYang, Zhenquan, Aibin Ma, Huan Liu, Jiapeng Sun, Dan Song, Ce Wang, Yuchun Yuan, and Jinghua Jiang. 2018. "Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging" Metals 8, no. 10: 763. https://doi.org/10.3390/met8100763
APA StyleYang, Z., Ma, A., Liu, H., Sun, J., Song, D., Wang, C., Yuan, Y., & Jiang, J. (2018). Multimodal Microstructure and Mechanical Properties of AZ91 Mg Alloy Prepared by Equal Channel Angular Pressing plus Aging. Metals, 8(10), 763. https://doi.org/10.3390/met8100763