Resistance Upset Welding of ODS Steel Fuel Claddings—Evaluation of a Process Parameter Range Based on Metallurgical Observations

Abstract
:
1. Introduction
2. Materials and Methods
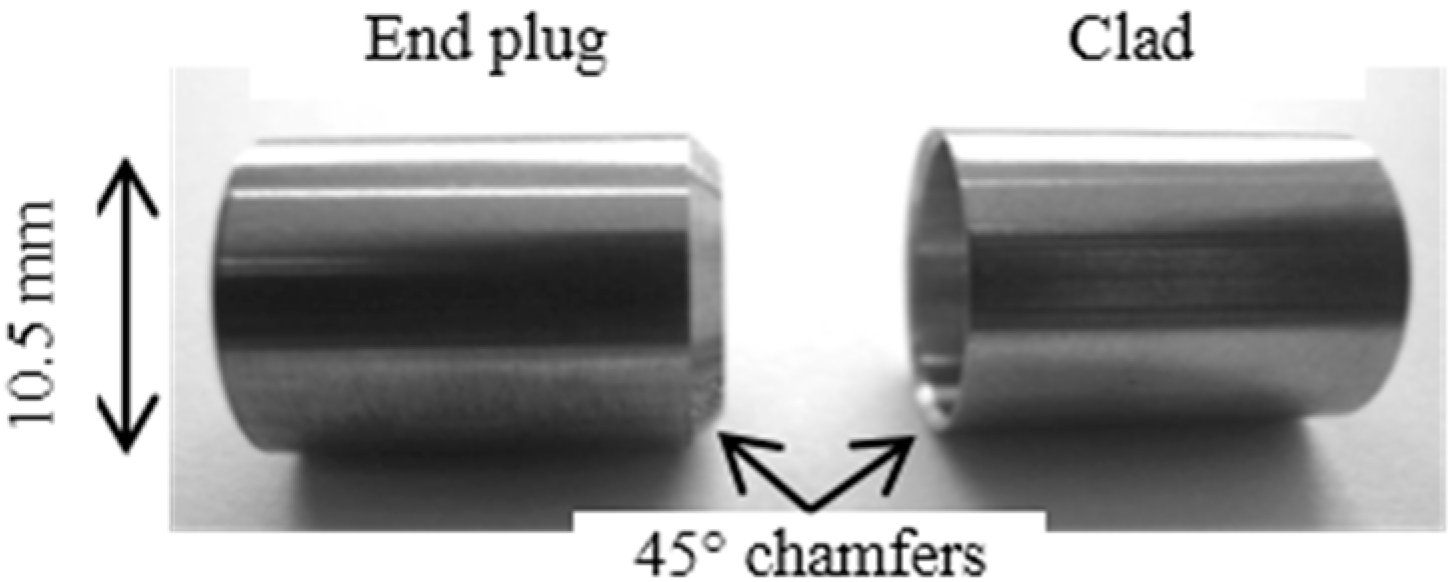
2.1. Material and Geometry
2.2. Resistance Welding Process
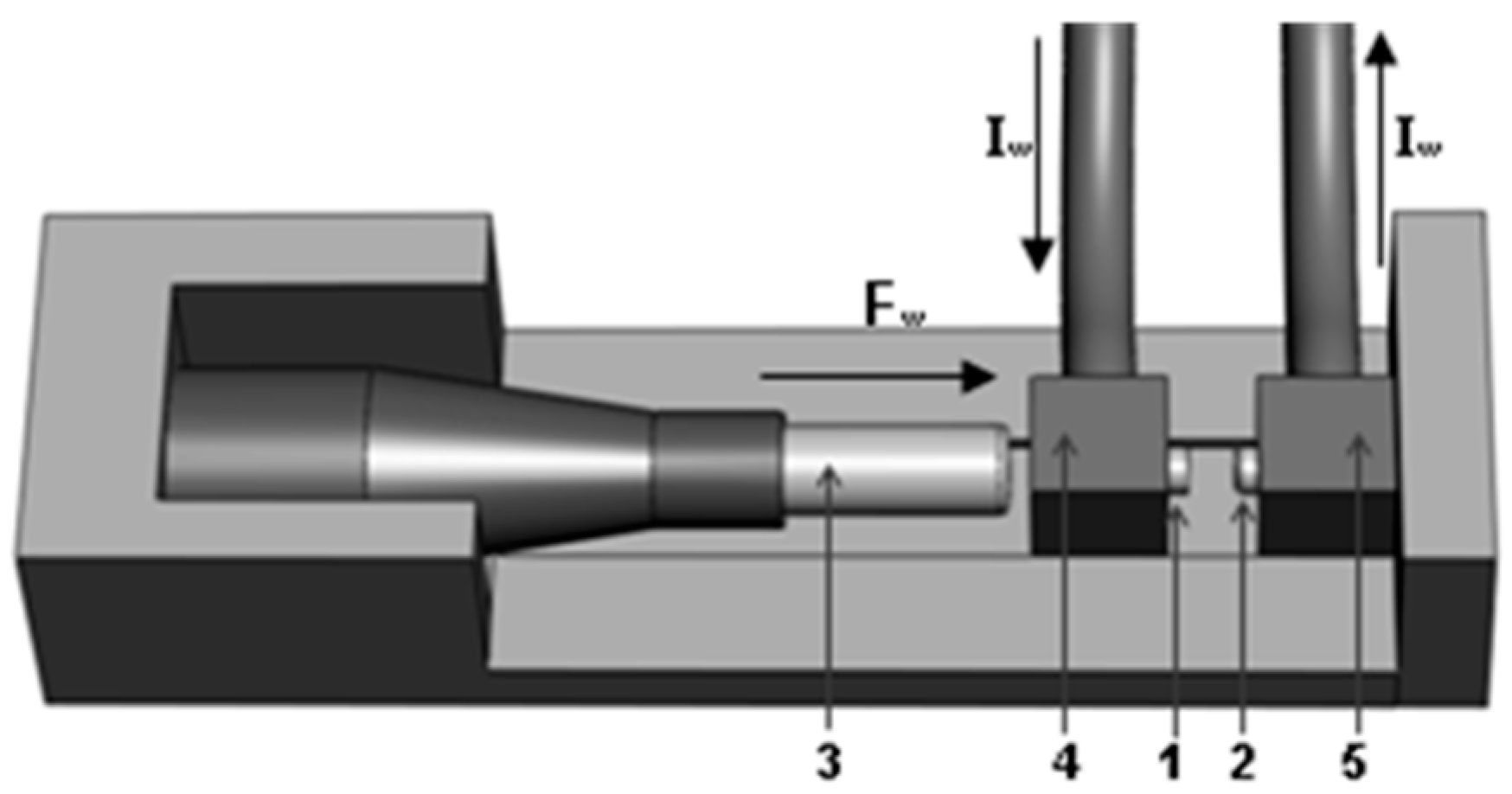
2.3. Experimental Device and Measurements
- An electrical device: This part is composed of transformers and rectifiers delivering a rectified smoothed current with a frequency of 2 kHz;
- A control device: This part allows the setting of the process parameters (contact force Fw, current intensity Iw, welding time tw);
- A welding device: A schematic view of this part is shown in Figure 3.
2.4. Sample Preparation and Observation
3. Results
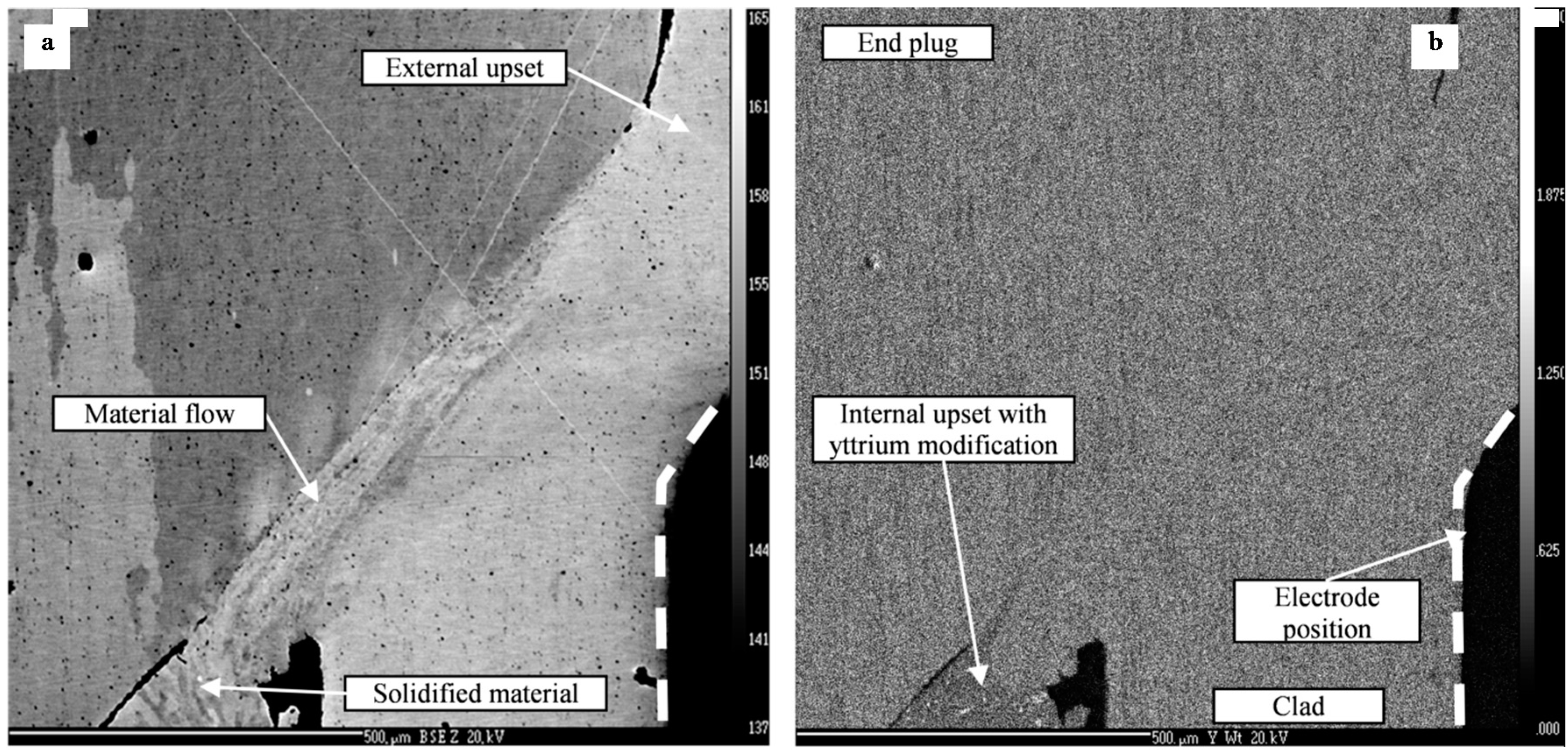
3.1. Welding Mechanism on Typical Welds
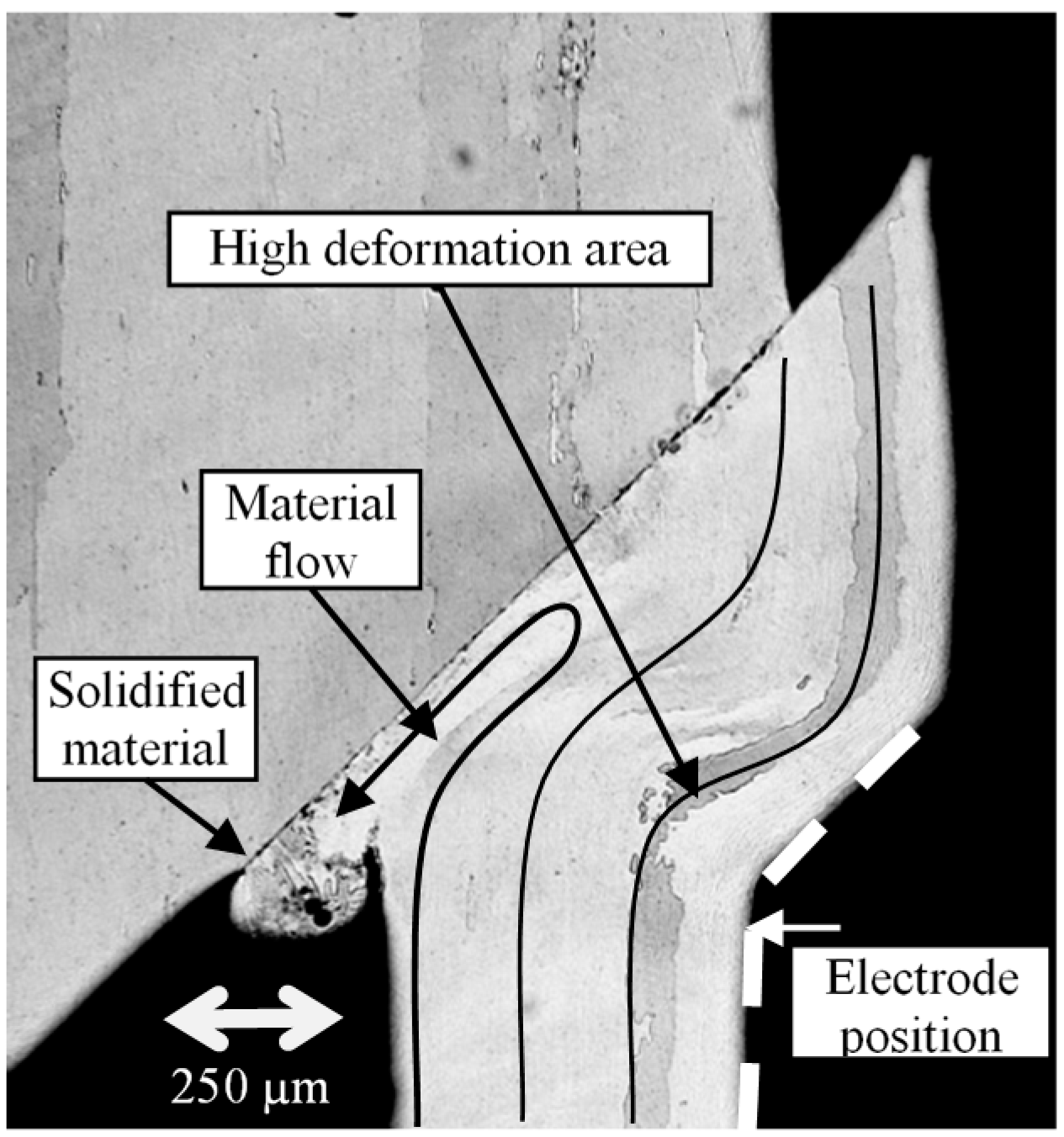
3.2. Typical Deformation
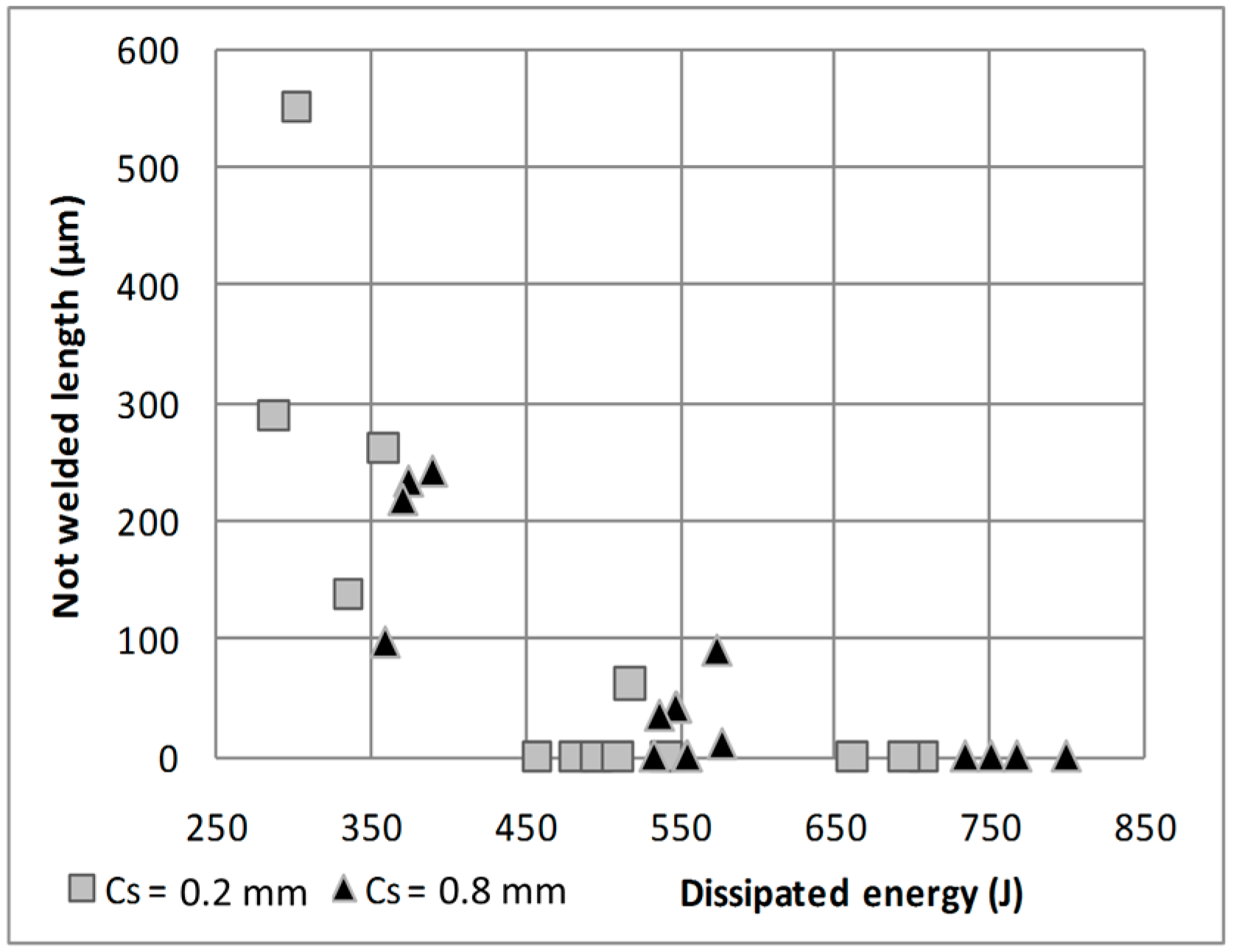
3.3. Welds with a Low Dissipated Energy
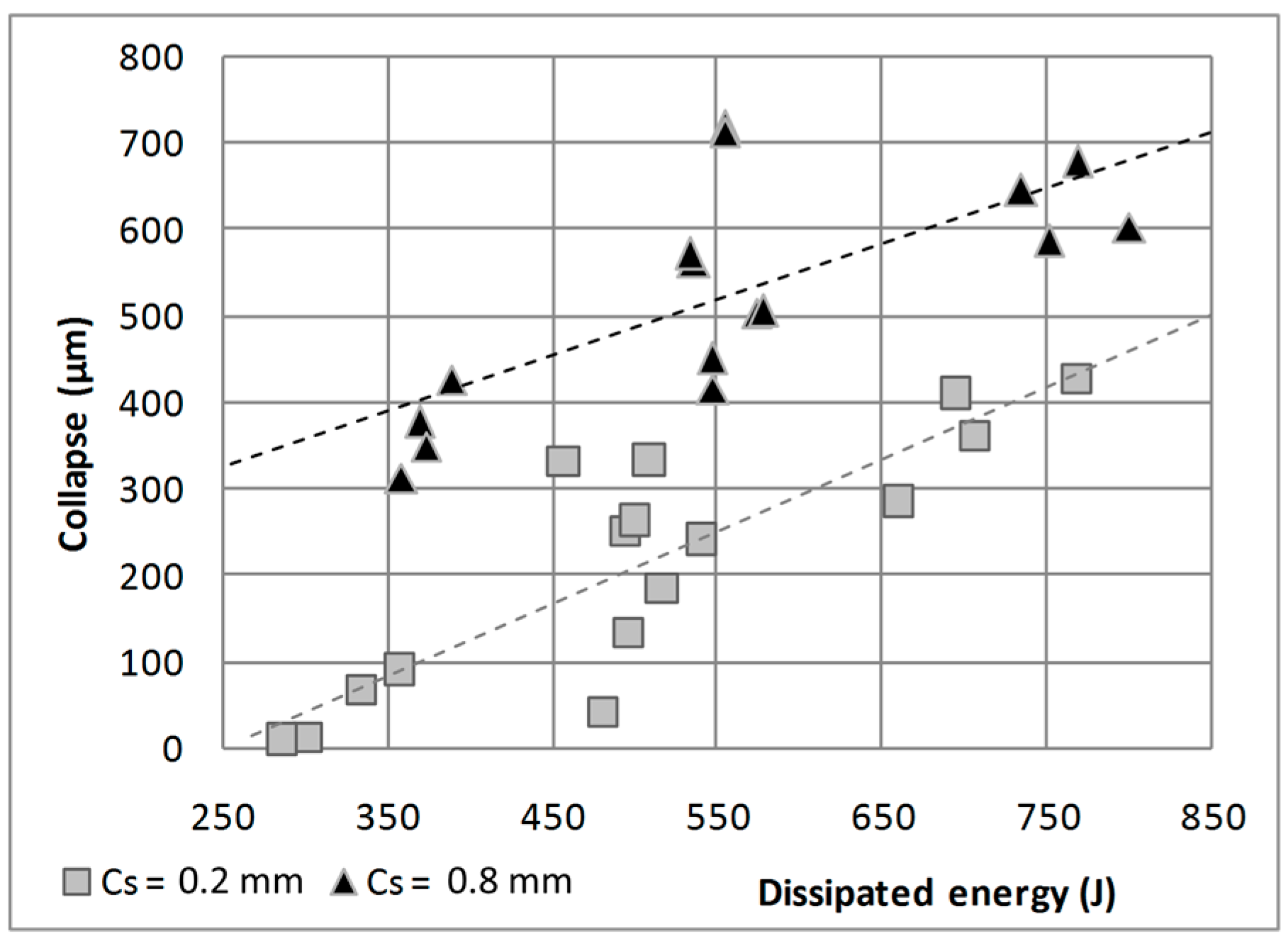
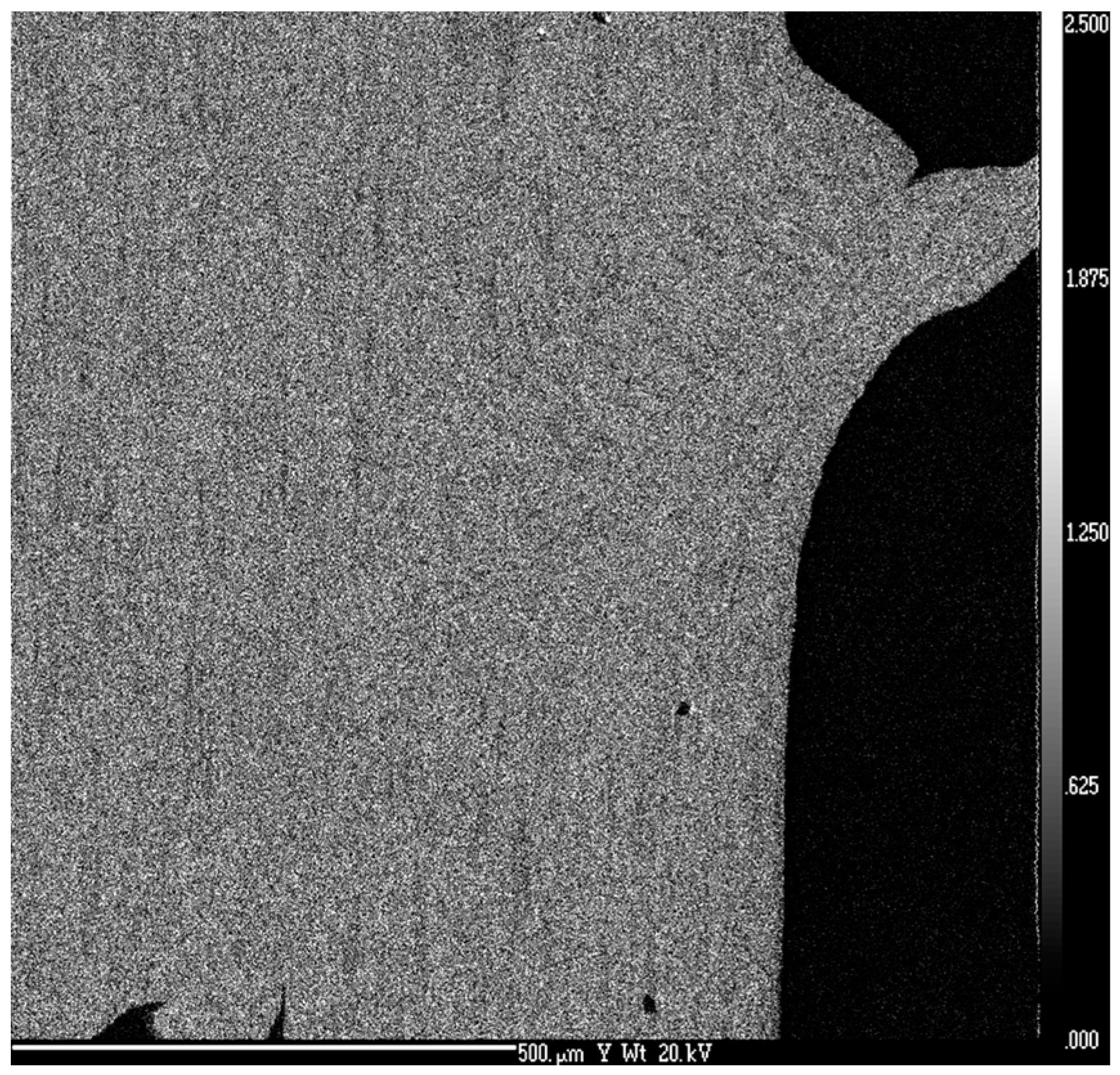
3.4. Welds with a High Collapse
4. Discussion
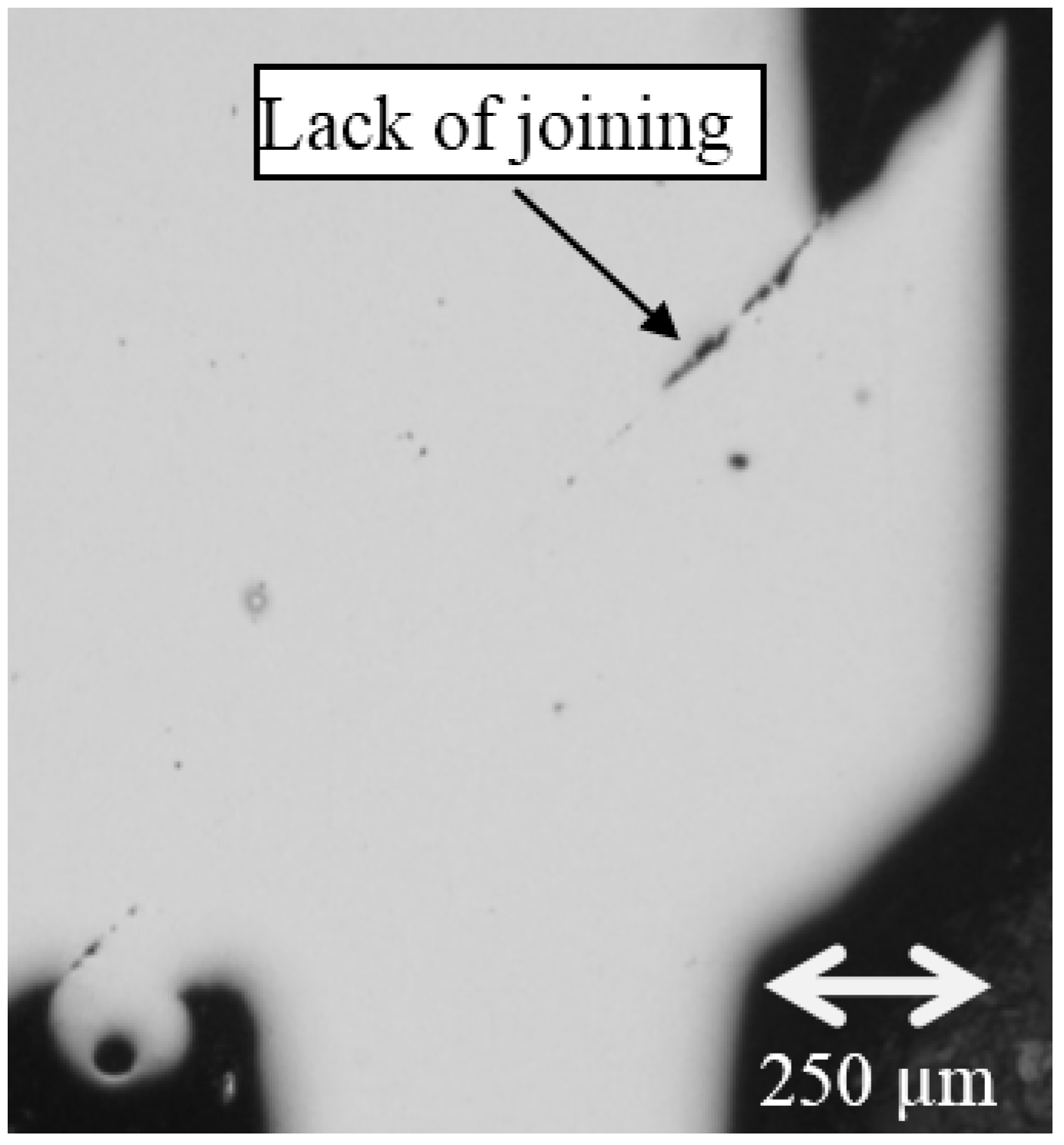
4.1. Lack of Joining between the Pieces
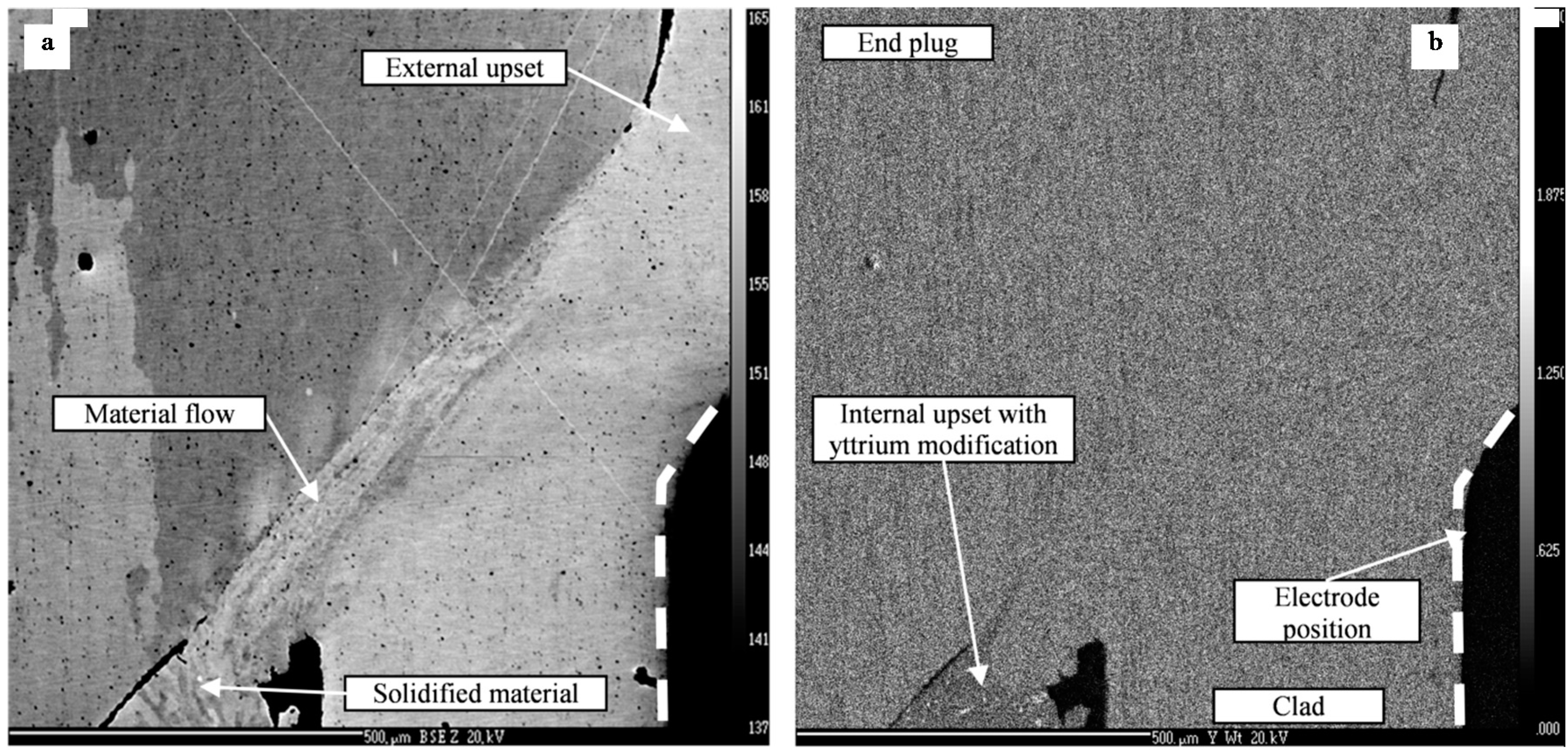
- An electro-thermal phenomenon: The current flow is constricted in the inner part of the weld joint because of the bulk end plug in contact with the thin clad. A higher current density in the internal part of the welded joint leads to a higher temperature in this part than in the outer part of the joint. This phenomenon has been simulated by Zirker [8] using electrothermal computation on tube-rod geometry but no experimental evidence was shown. The observations of the material flow on the inner part of the joint give credit to Zirker’s simulation.
- A thermo-mechanical phenomenon: The clad heats up faster than the end plug (due to the thermal unbalance) resulting in softening the part of the clad out of the electrode. The applied force and the 45° chamfer create a radial force, resulting in the sliding of the clad on the 45° chamfer. This sliding can open the contact in the outer part, preventing its welding.
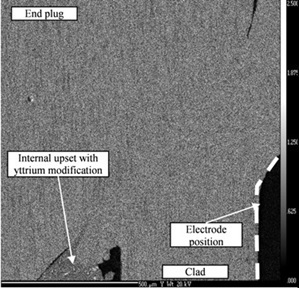
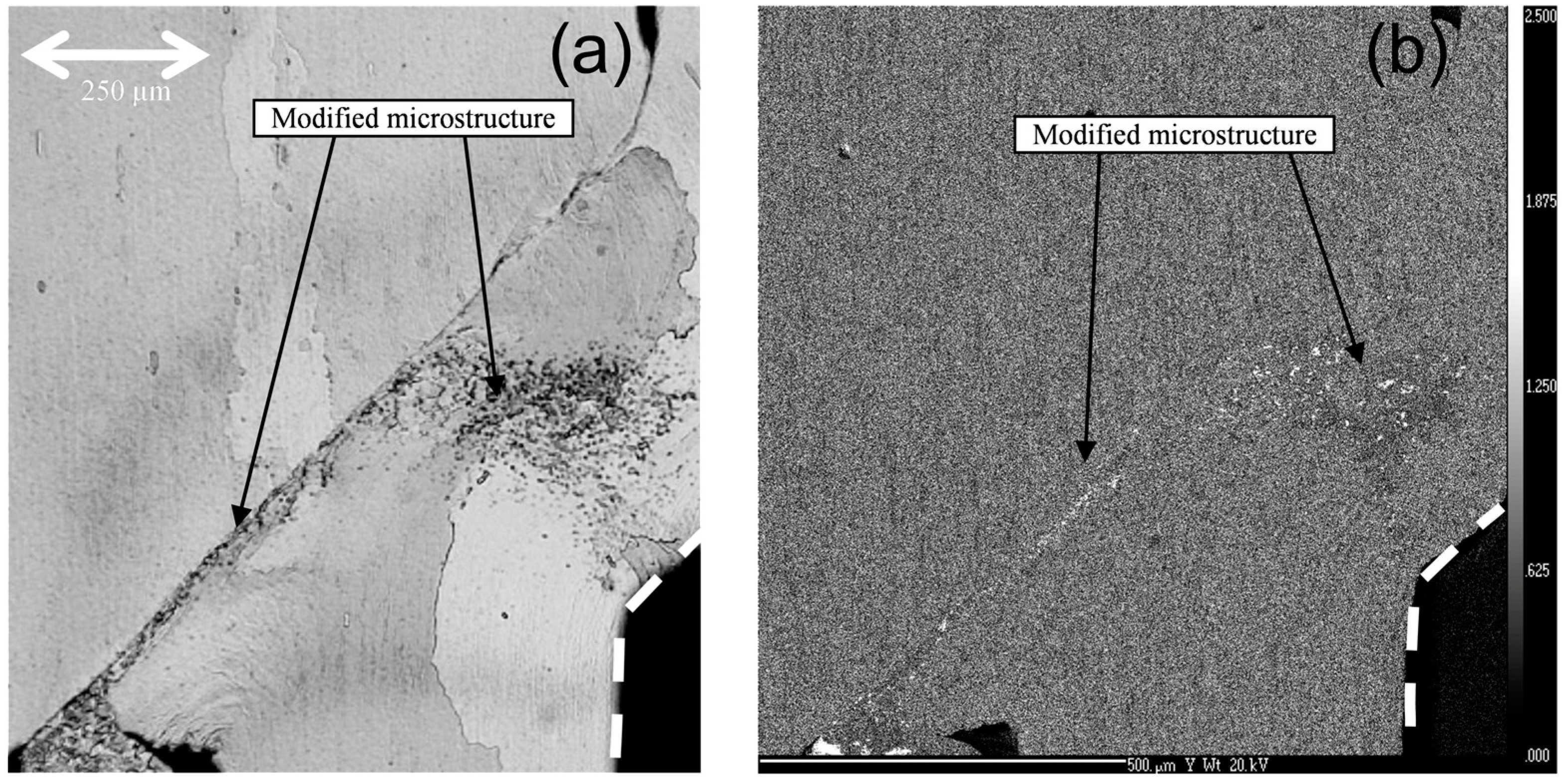
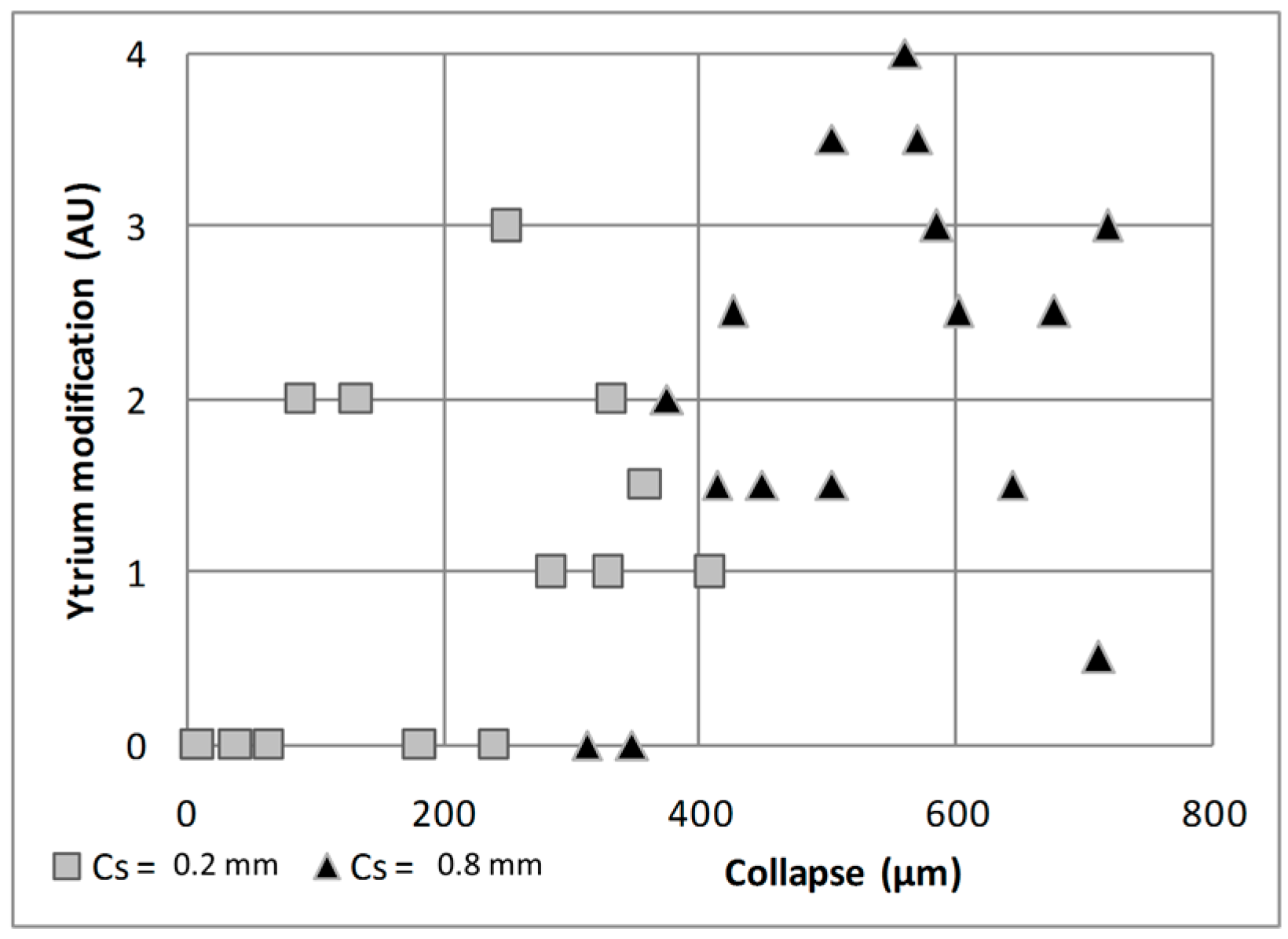
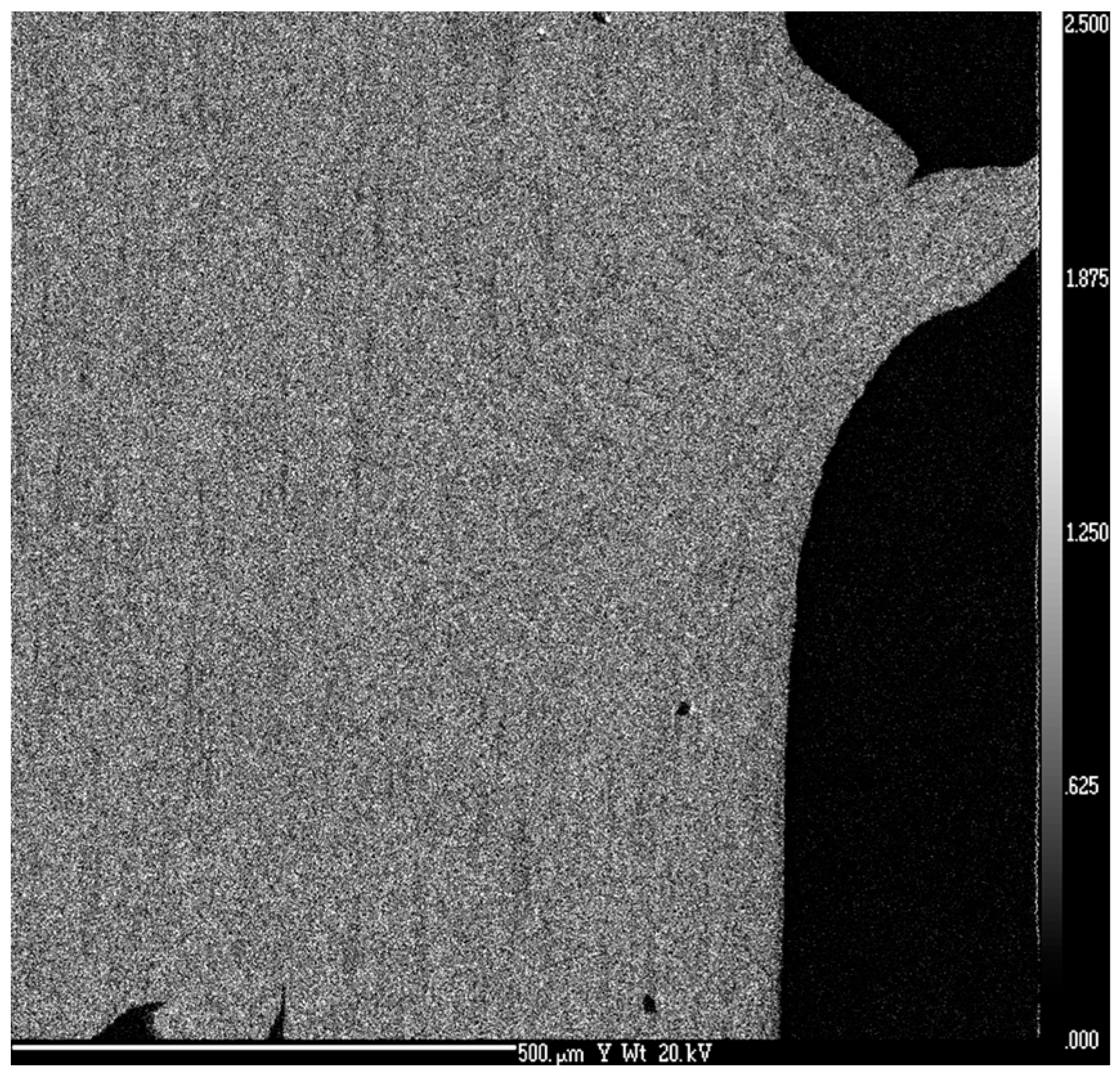
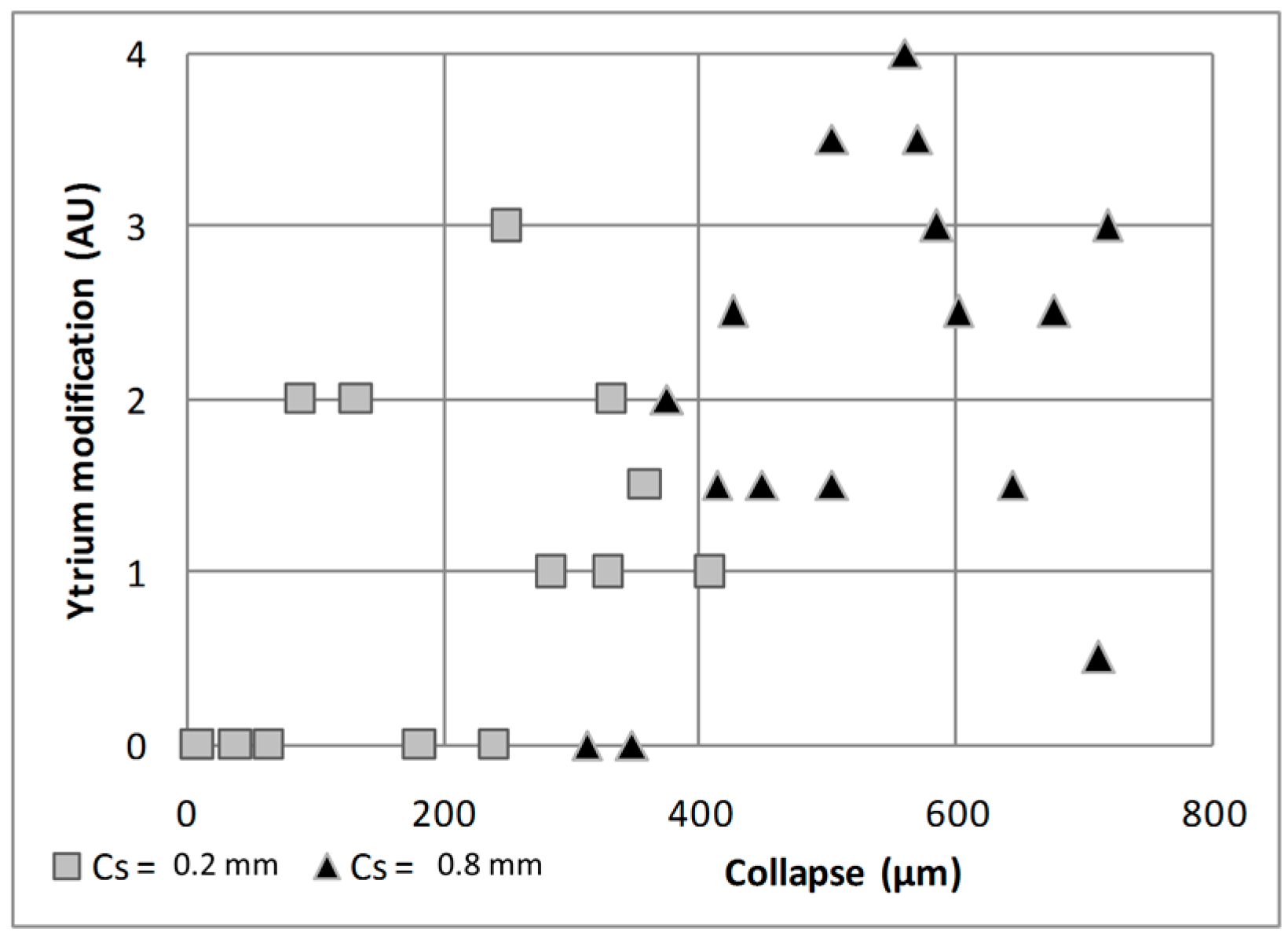
4.2. Yttrium Modifications
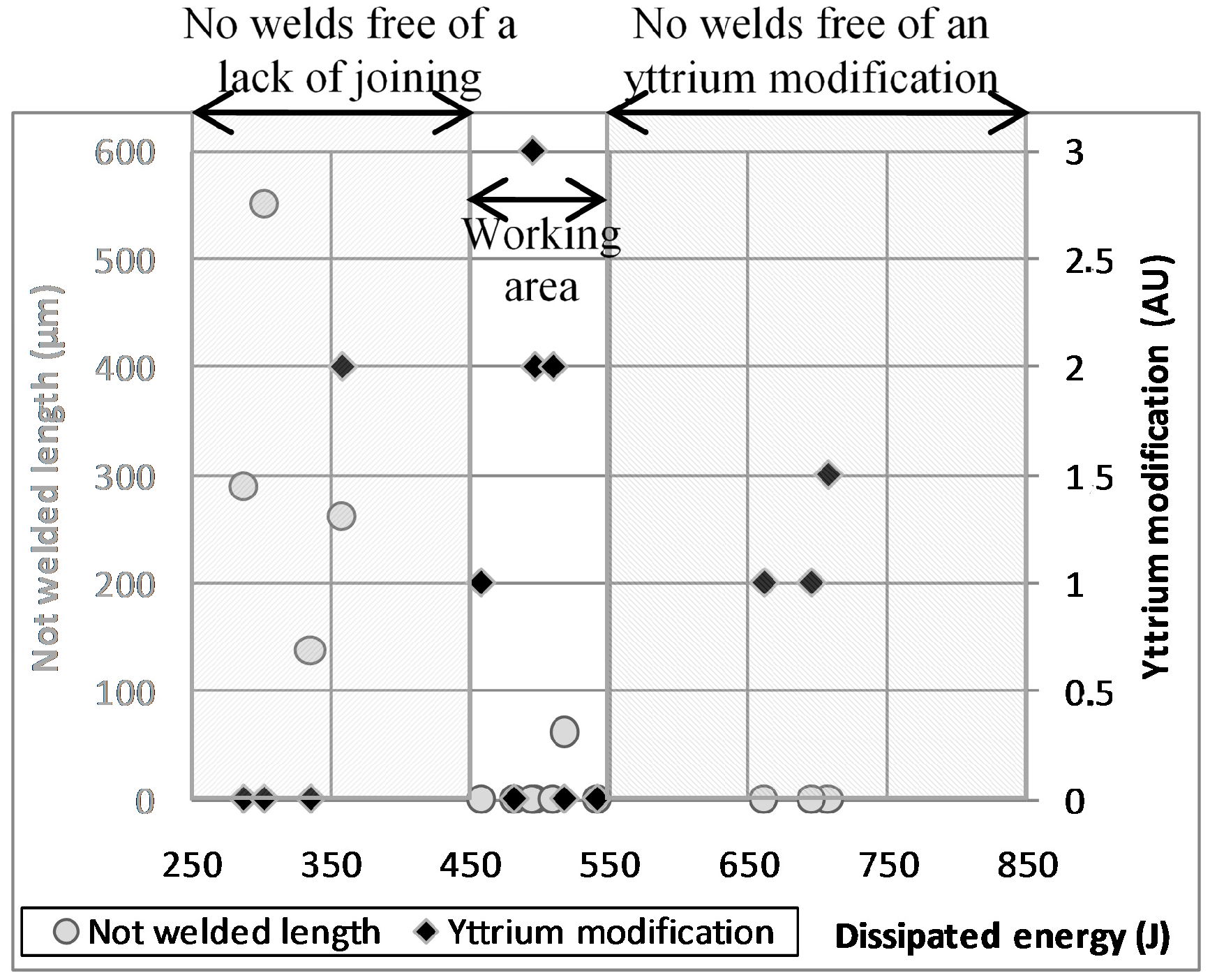
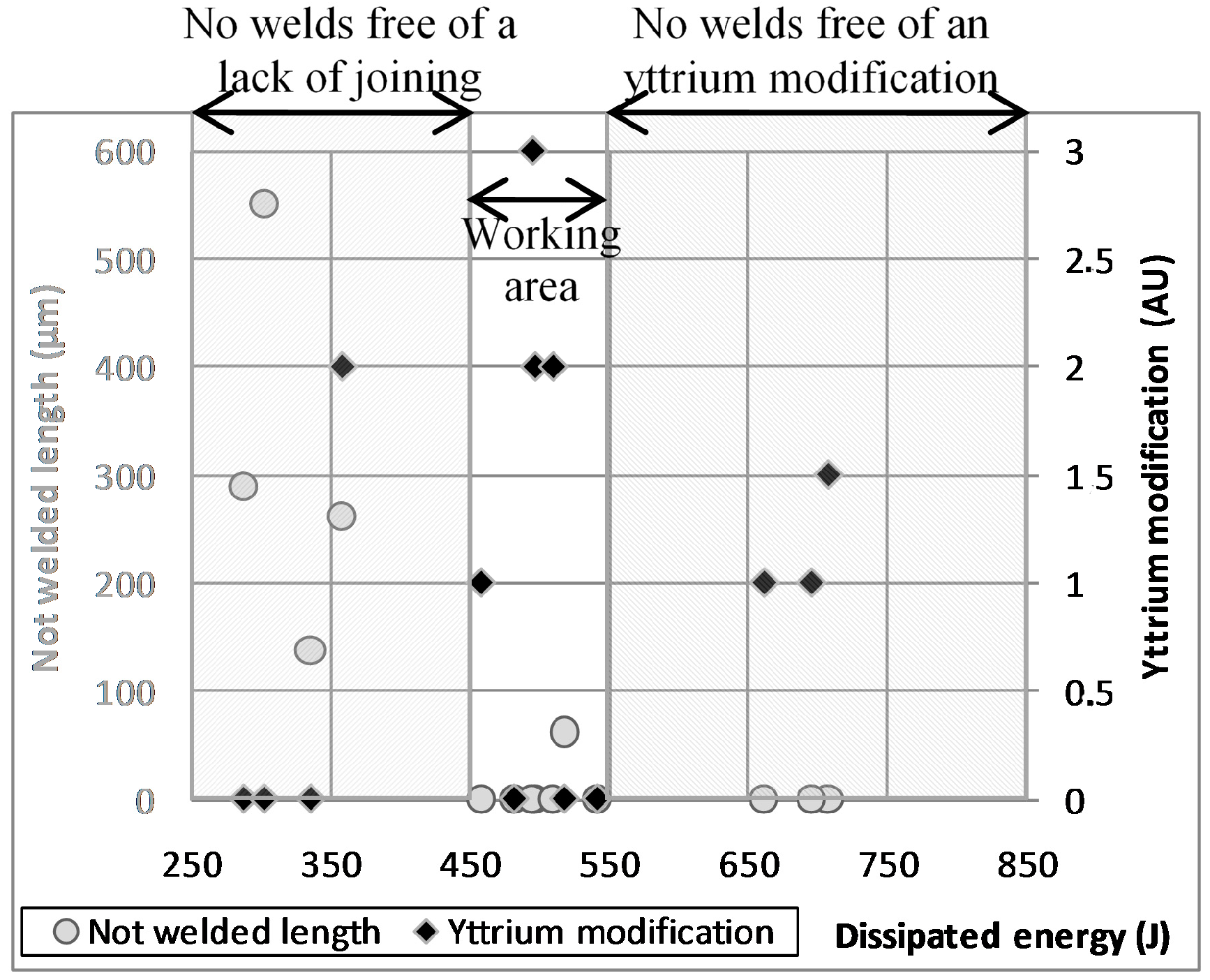
4.3. Optimizing Resistance Upset Welding for ODS Steel Fuel Cladding
5. Conclusions
- The clad part out of the electrode is highly deformed during the process due to thermal unbalance between the clad and the plug.
- For a high dissipated energy and a high collapse, the deformation of the clad can generate recrystallization phenomena associated with a modification of the yttria distribution.
- For a low dissipated energy, the faying surfaces can be insufficiently joined on the outer part of the join.
- For a clad stick-out of 0.2 mm, a range of dissipated energies exists where weldments with no significant yttria distribution modification and no lack of joining between pieces can be produced.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Dubuisson, P.; de Carlan, Y.; Garat, V.; Blat, M. ODS Ferritic/martensitic alloys for Sodium Fast Reactor fuel pin cladding. J. Nucl. Mater. 2012, 428, 6–12. [Google Scholar] [CrossRef]
- Yvon, P.; Le Flem, M.; Cabet, C.; Seran, J.L. Structural materials for next generation nuclear systems: Challenges and the path forward. Nucl. Eng. Des. 2015, 294, 161–169. [Google Scholar] [CrossRef]
- Hedrich, H.D. Joining of ODS-superalloys. In High Temperature Materials for Power Engineering Part 1; Bachelet, E., Ed.; Kluwer Academic Publishers: Liège, Belgium, 1990; pp. 789–799. ISBN 0-7923-0925-1. [Google Scholar]
- Wright, I.; Tatlock, G.; Badairy, H.; Chen, C. Summary of Prior Work on Joining of Oxide Dispersion-Strengthened Alloys, Task 8; Oak Ridge National Laboratory (ORNL): Oak Ridge, TN, USA, 2009. Available online: https://digital.library.unt.edu/ark:/67531/metadc932605/ (accessed on 8 August 2017).
- Seki, M.; Hirako, K.; Kono, S.; Kihara, Y.; Kaito, T.; Ukai, S. Pressurized resistance welding technology development in 9Cr-ODS martensitic steels. J. Nucl. Mater. 2004, 329–333, 1534–1538. [Google Scholar] [CrossRef]
- Ukai, S.; Kaito, T.; Seki, M.; Mayorshin, A.A.; Shishalov, O.V. Oxide Dispersion Strengthened (ODS) Fuel Pins Fabrication for BOR-60 Irradiation Test. J. Nucl. Sci. Technol. 2005, 42, 109–122. [Google Scholar] [CrossRef]
- Zirker, L.; Bottcher, J.; Shikakura, S.; Tsai, C.; Hamilton, M. Fabrication of Oxide Dispersion Strengthened Ferritic Clad Fuel Pins. In Proceedings of the International Conference on Fast Reactors and Related Fuel Cycles, Kyoto, Japan, 28–31 October 1991. [Google Scholar]
- Zirker, L.; Tyler, C. Pressure Resistance Welding of High Temperature Metallic Materials. In Proceedings of the ANS Decomissioning, Decontamination & Reutilization Conference, Idaho Falls, ID, USA, 29 August–2 September 2010. [Google Scholar]
- De Burbure, S. Resistance Butt Welding of Dispersion-Hardened Ferritic Steels. In Proceedings of the Advances in Welding Processes 3rd International Conference, Harrogate, UK, 7–9 May 1974; pp. 216–228. [Google Scholar]
- De Burbure, S. Resistance welding of pressurized capsules for in-pile creep experiments. Weld. J. 1978, 57, 23–30. [Google Scholar]
- Shinozaki, K.; Kang, C.Y.; Kim, Y.C.; Aritoshi, M.; North, T.H.; Nakao, Y. The metallurgical and mechanical properties of ODS alloy MA 956 friction welds. Weld. J. 1997, 76, S289–S299. [Google Scholar]
- Chen, C.L.; Wang, P.; Tatlock, G.J. Phase transformations in yttrium–aluminium oxides in friction stir welded and recrystallised PM2000 alloys. Mater. High Temp. 2009, 26, 299–303. [Google Scholar] [CrossRef]
- Mathon, M.H.; Klosek, V.; de Carlan, Y.; Forest, L. Study of PM2000 microstructure evolution following FSW process. J. Nucl. Mater. 2009, 386–388, 475–478. [Google Scholar] [CrossRef]
- Legendre, F.; Poissonnet, S.; Bonnaillie, P.; Boulanger, L.; Forest, L. Microstructural Characterizations in Friction Stir Welded Oxide Dispersion Strengthened Ferritic Steel Alloy. J. Nucl. Mater. 2009, 386–388, 537–539. [Google Scholar] [CrossRef]
- Zhang, G.; Chandel, R.S.; Seow, H.P.; Hng, H.H. Microstructural Features of Solid State Diffusion Bonded Incoloy MA 956. Mater. Manuf. Process. 2003, 18, 599–608. [Google Scholar] [CrossRef]
- Zhang, H.; Senkara, J. Resistance Welding: Fundamentals and Applications, 2nd ed.; CRC/Taylor & Francis: Boca Raton, FL, USA, 2006; p. 53. ISBN 978-1-4398-5371-9. [Google Scholar]
- Corpace, F.; Monnier, A.; Poulon-Quintin, A.; Manaud, J.-P. Simulation of Resistance Upset Welding for ODS Steel Fuel Cladding. In Proceedings of the Conference Proceeding-JOM16/ICEW-7, Tisvildeleje, Denmark, 10–13 May 2011. [Google Scholar]
- Yazawa, Y.; Furuhara, T.; Maki, T. Effect of matrix recrystallization on morphology, crystallography and coarsening behavior of vanadium carbide in austenite. Acta Mater. 2004, 52, 3727–3736. [Google Scholar] [CrossRef]
- Yamamoto, M.; Ukai, S.; Hayashi, S.; Kaito, T.; Ohtsuka, S. Reverse Phase Transformation from α to γ in 9Cr-ODS Ferritic Steels. J. Nucl. Mater. 2011, 417, 237–240. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Al | Ti | Y2O3 |
|---|---|---|---|---|
| Balanced | 20 | 5.5 | 0.5 | 0.5 |
| Name | Description | Min. | Max. |
|---|---|---|---|
| Fw | Force (N) | 1800 | 2200 |
| Iw | Current intensity (kA) | 14 | 18 |
| tw | Welding time (ms) | 10 | 15 |
| Cs | Clad stick-out (mm) | 0.2 | 0.8 |
| Arbitrary Unit | Shape and Extent |
|---|---|
| 0 | No yttrium modifications |
| 1 | Modification localised in the outer part of the joint with possible extension to the outer upset |
| 2 | Modification in the clad near the electrode piece contact |
| 3 | 2 + spreading to the interface |
| 4 | 3 + spreading through the interface to the inner upset |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Corpace, F.; Monnier, A.; Grall, J.; Manaud, J.-P.; Lahaye, M.; Poulon-Quintin, A. Resistance Upset Welding of ODS Steel Fuel Claddings—Evaluation of a Process Parameter Range Based on Metallurgical Observations. Metals 2017, 7, 333. https://doi.org/10.3390/met7090333
Corpace F, Monnier A, Grall J, Manaud J-P, Lahaye M, Poulon-Quintin A. Resistance Upset Welding of ODS Steel Fuel Claddings—Evaluation of a Process Parameter Range Based on Metallurgical Observations. Metals. 2017; 7(9):333. https://doi.org/10.3390/met7090333
Chicago/Turabian StyleCorpace, Fabien, Arnaud Monnier, Jacques Grall, Jean-Pierre Manaud, Michel Lahaye, and Angeline Poulon-Quintin. 2017. "Resistance Upset Welding of ODS Steel Fuel Claddings—Evaluation of a Process Parameter Range Based on Metallurgical Observations" Metals 7, no. 9: 333. https://doi.org/10.3390/met7090333