3.2. Microstructural Characterization
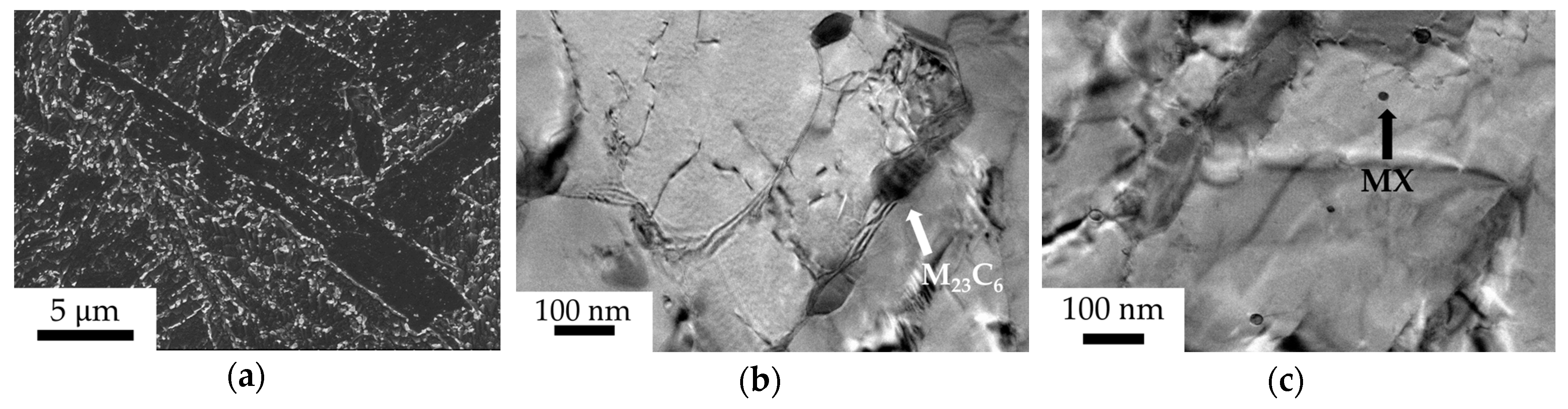
As shown in the micrograph of
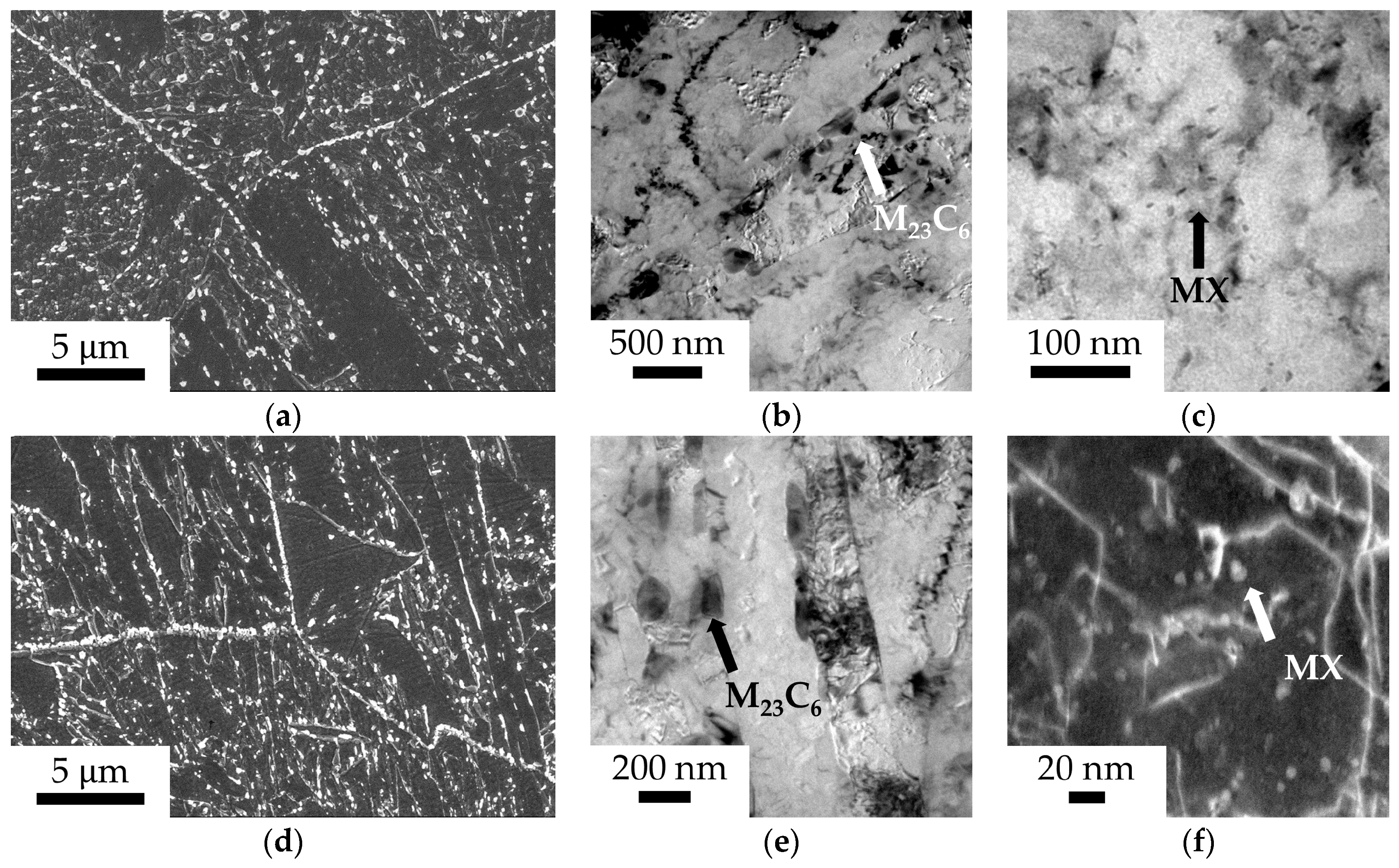
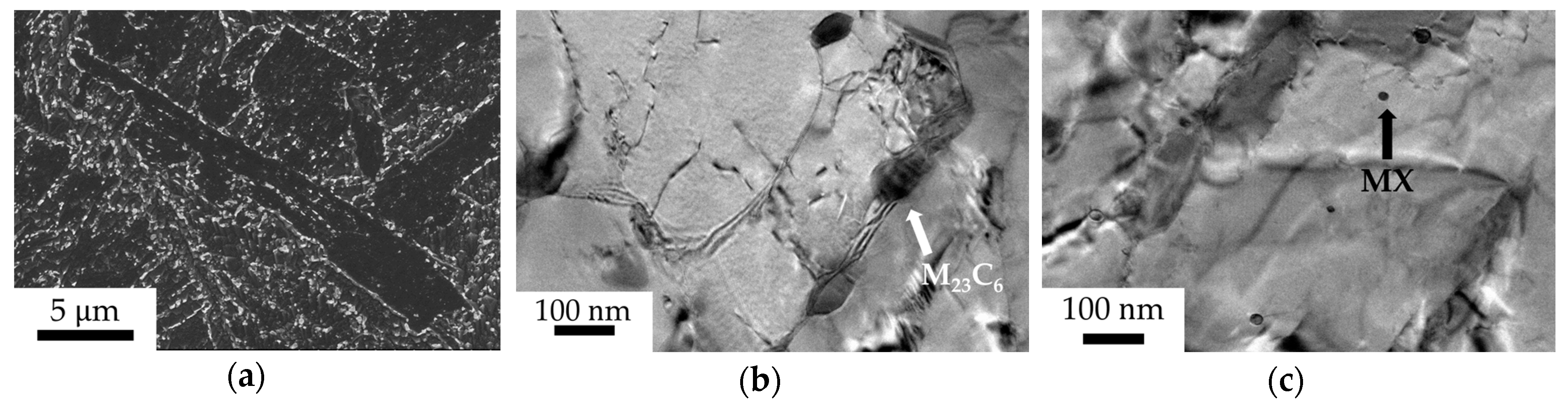
Figure 3a, as-received G91 steel presents a tempered martensite microstructure, with grain and lath boundaries decorated by tiny bright spots corresponding to M
23C
6 particles precipitated during tempering. Quantitative metallography studies revealed an average lath size ranging from 0.25 to 0.5 µm [
20]. Examination of this microstructure at higher magnifications with a TEM reveals the presence of MX precipitates, distributed in the matrix within the lath, in addition to M
23C
6, distributed only on boundaries. As shown in
Figure 3b,c, the size of these precipitates ranges from 100 to 200 nm for M
23C
6 carbides and from 20 to 50 nm for MX precipitates.
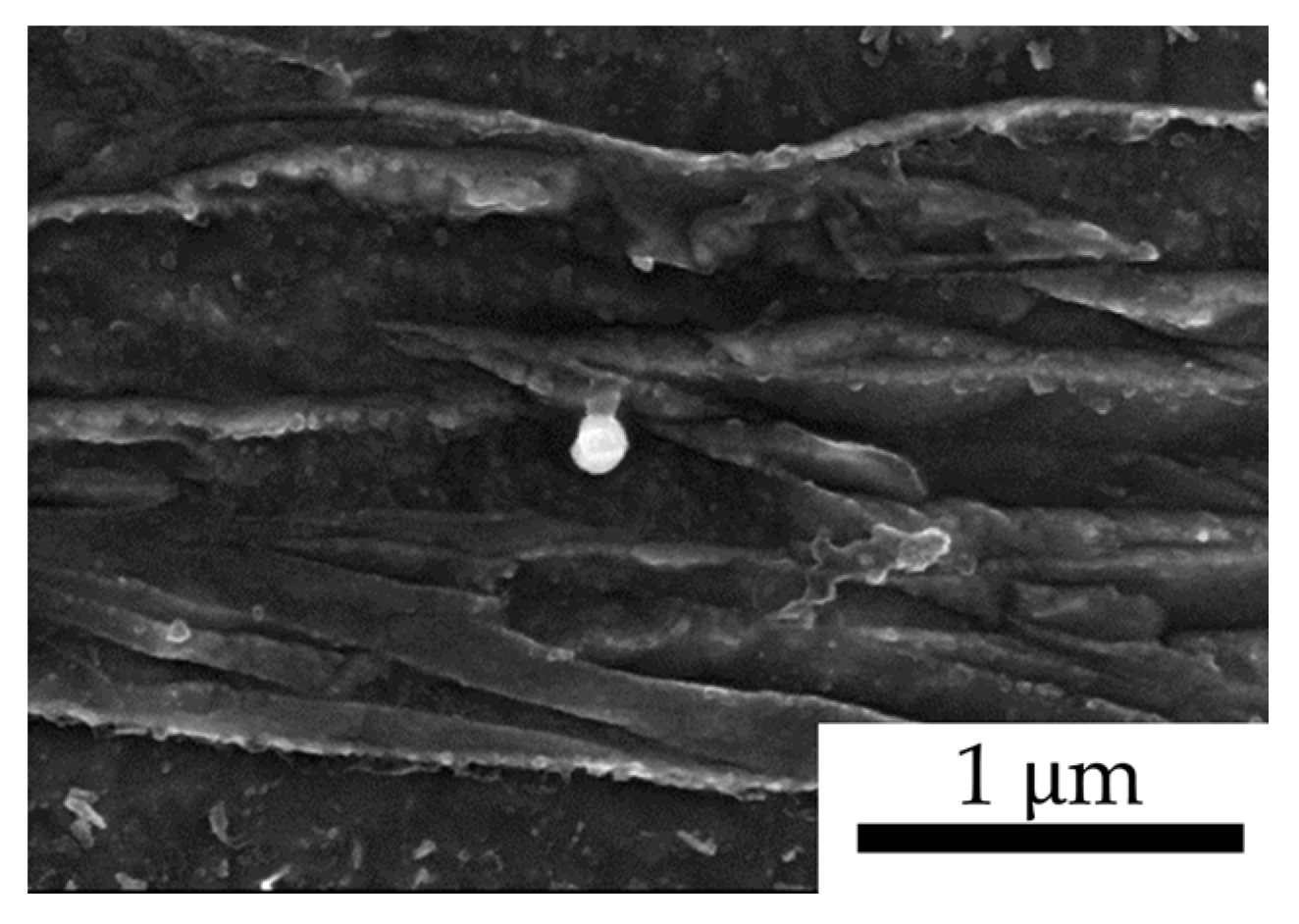
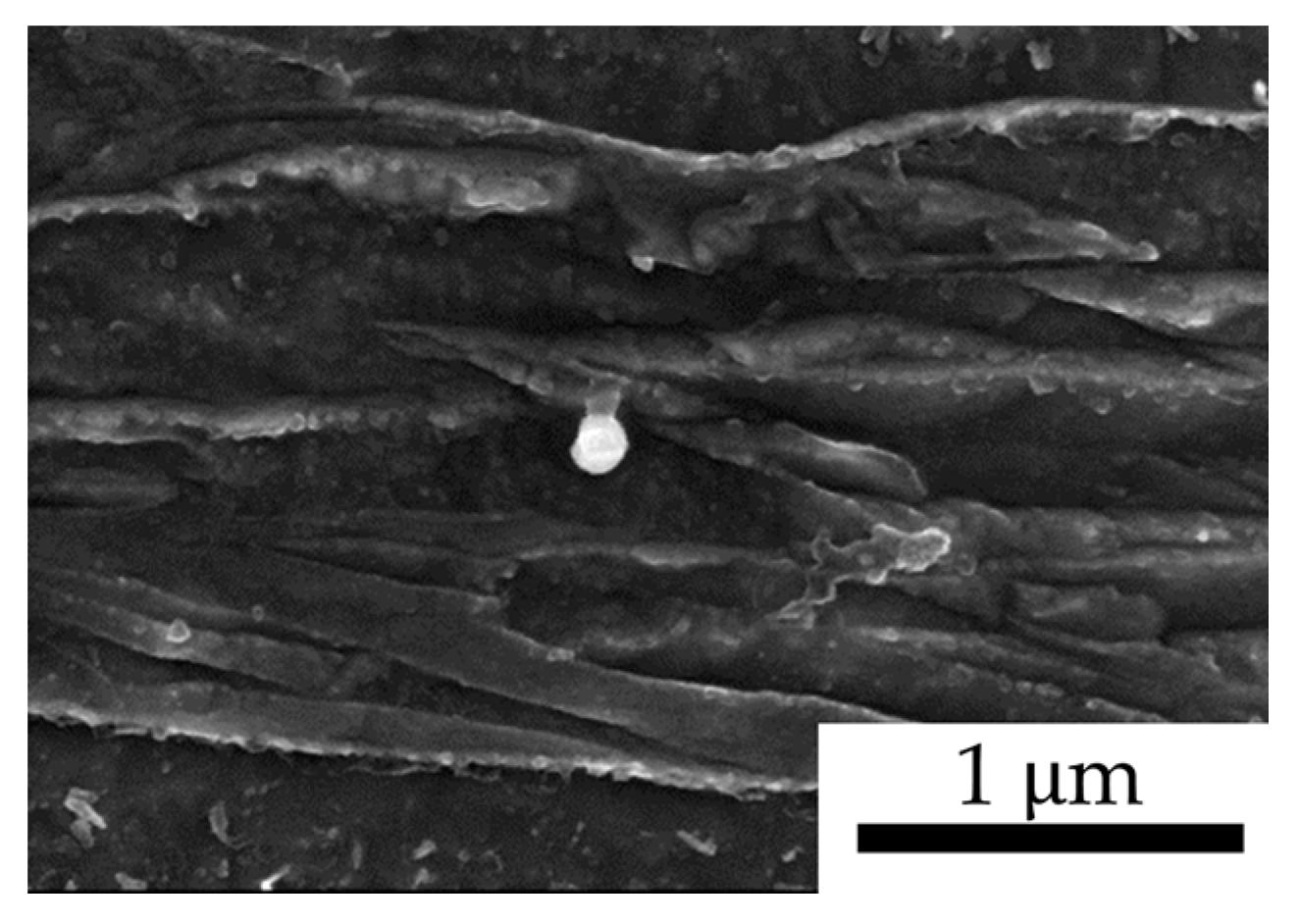
SEM examination showed that, during the austenitizing treatment at 1225 °C, all carbides were dissolved except for a negligible volume fraction of Nb rich MX precipitates (
Figure 4).
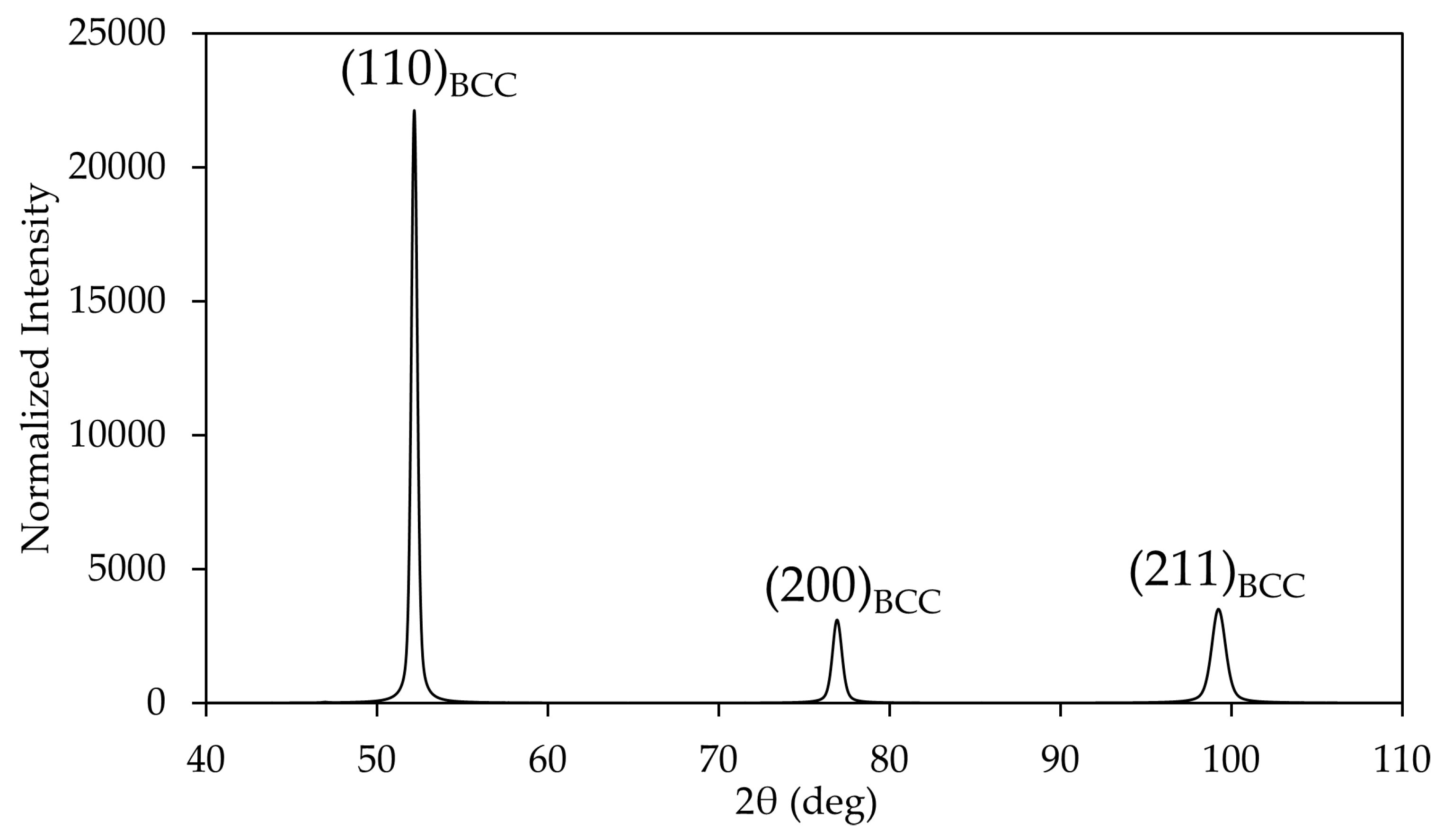
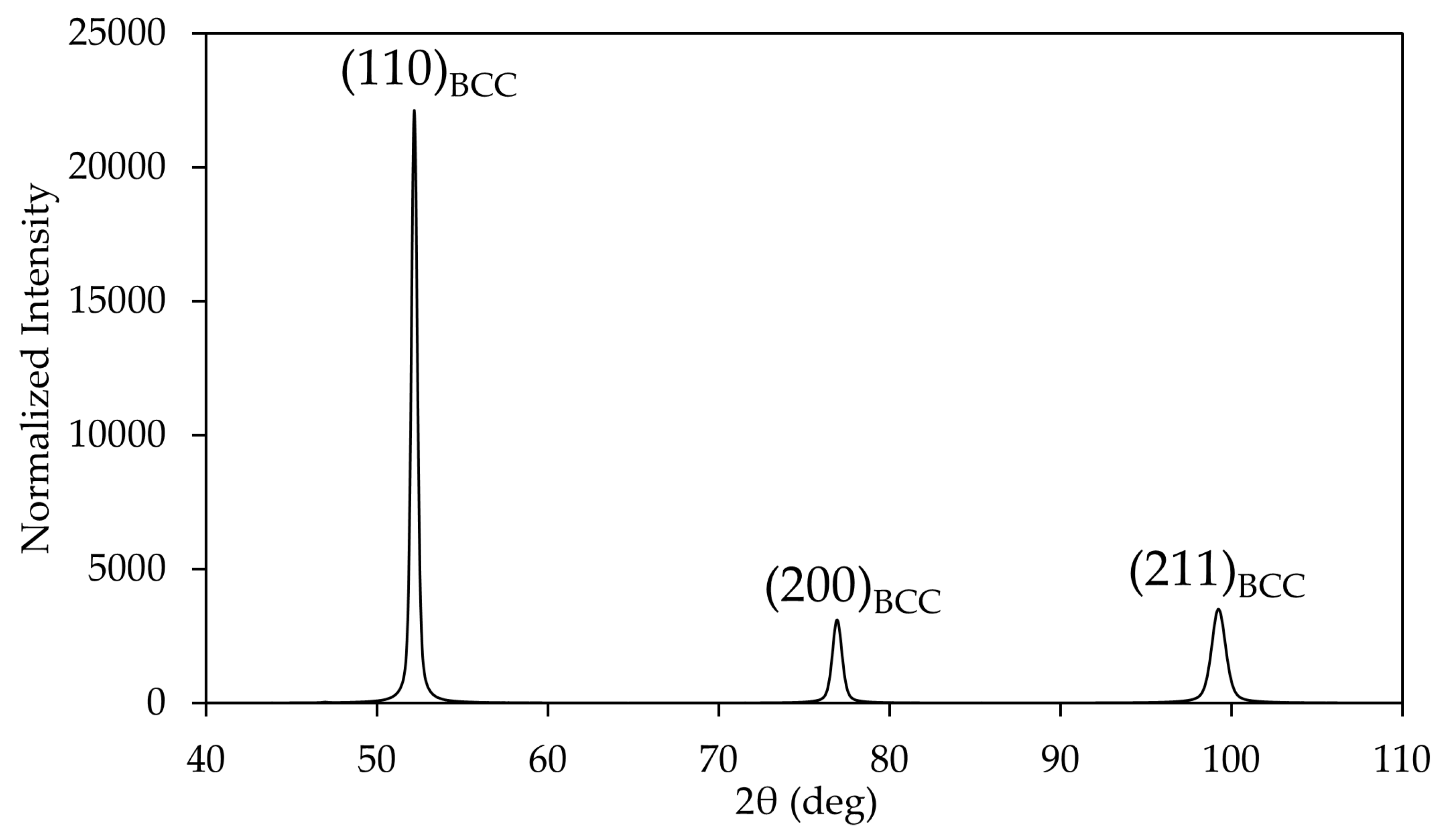
The XRD pattern obtained in a sample quenched to room temperature after the austenitization showed only the diffraction peaks of ferrite (
Figure 5). No retained austenite was detected in the microstructure by this technique after the austenitization heat treatment.
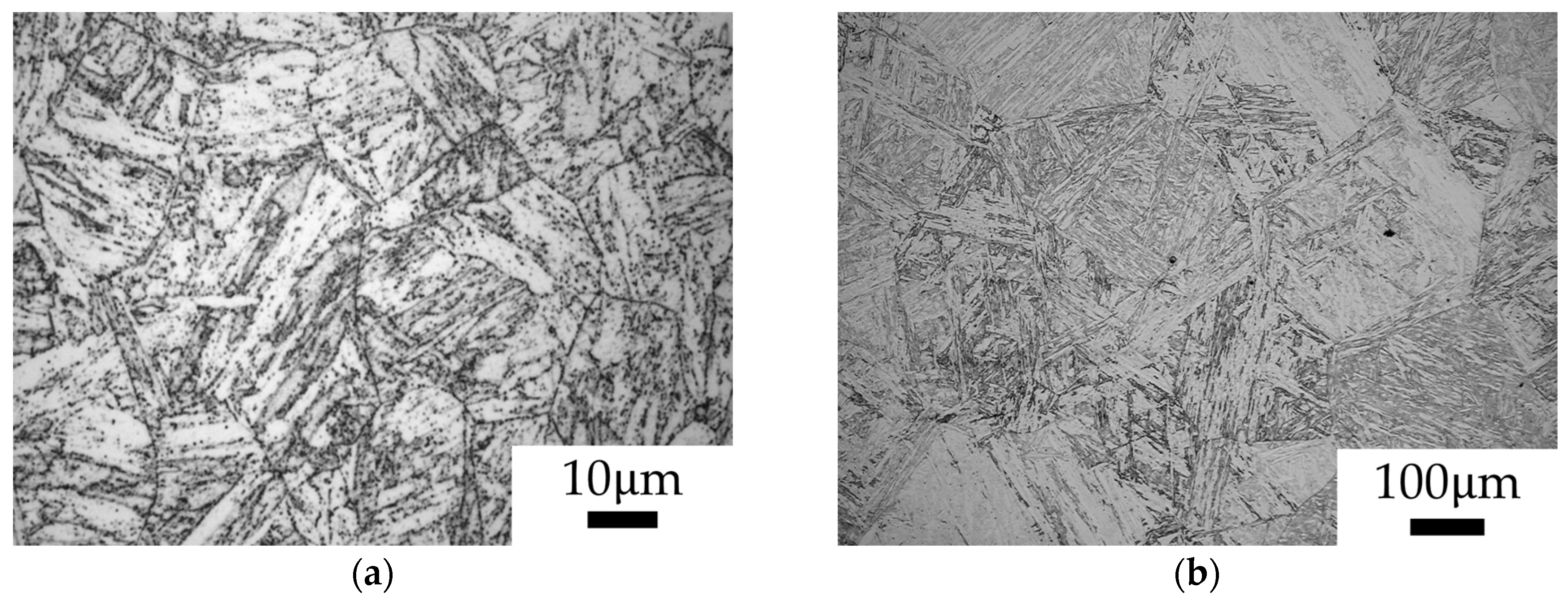
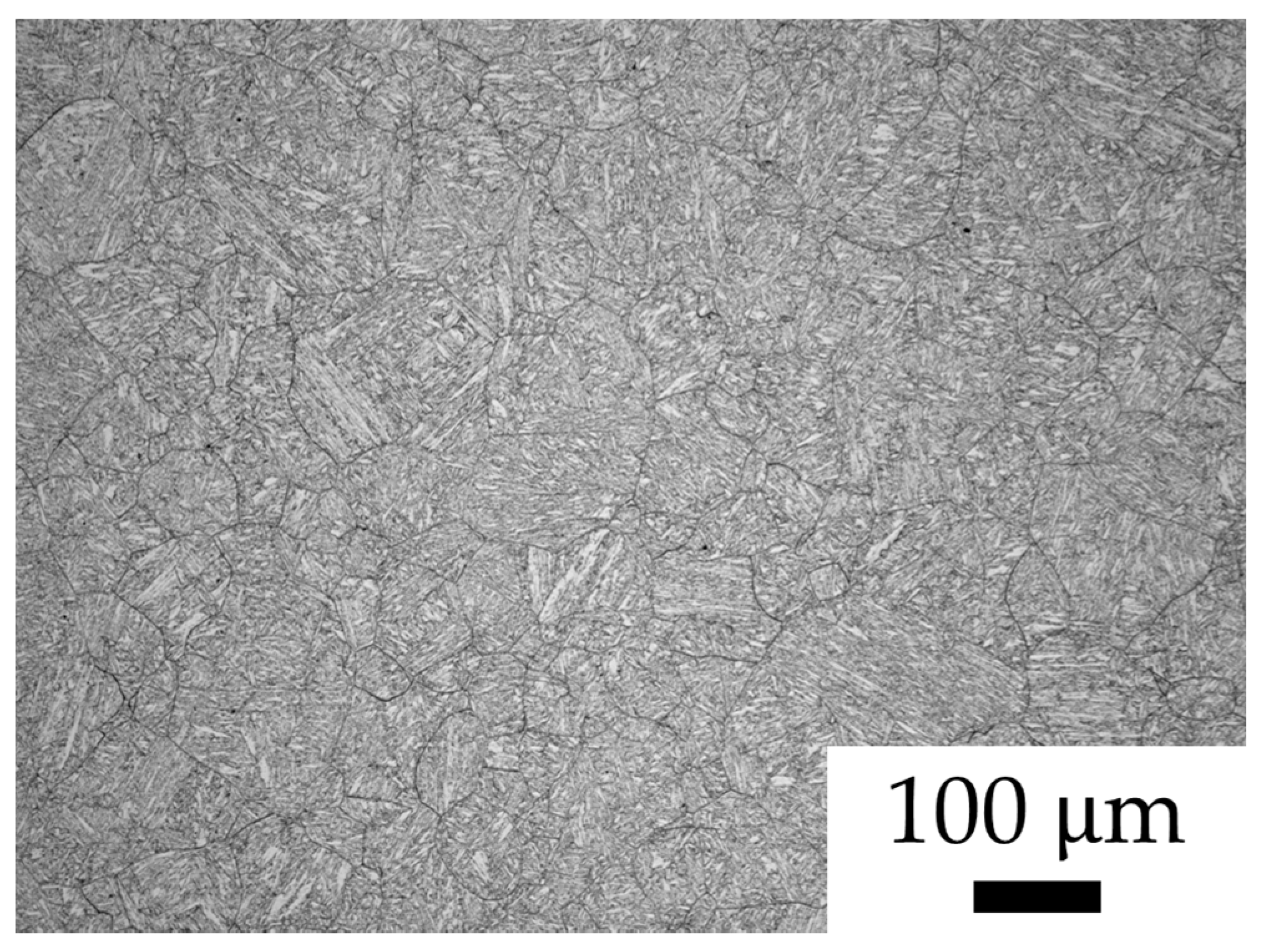
Comparing the average prior austenite grain size present in as-received material (43 µm) and after austenitizing at 1225 °C (259 µm), it is observed that a considerable grain growth occurs (
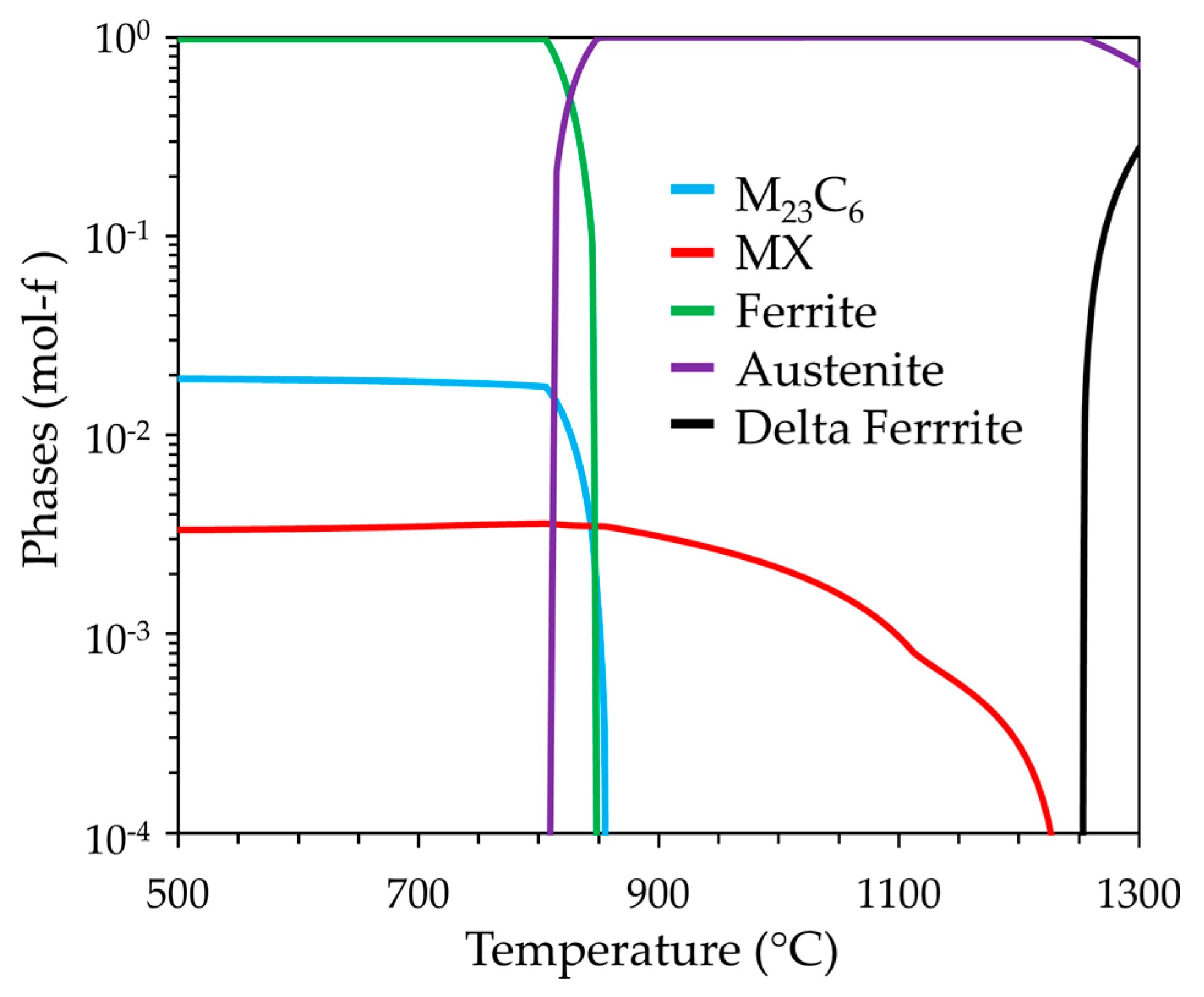
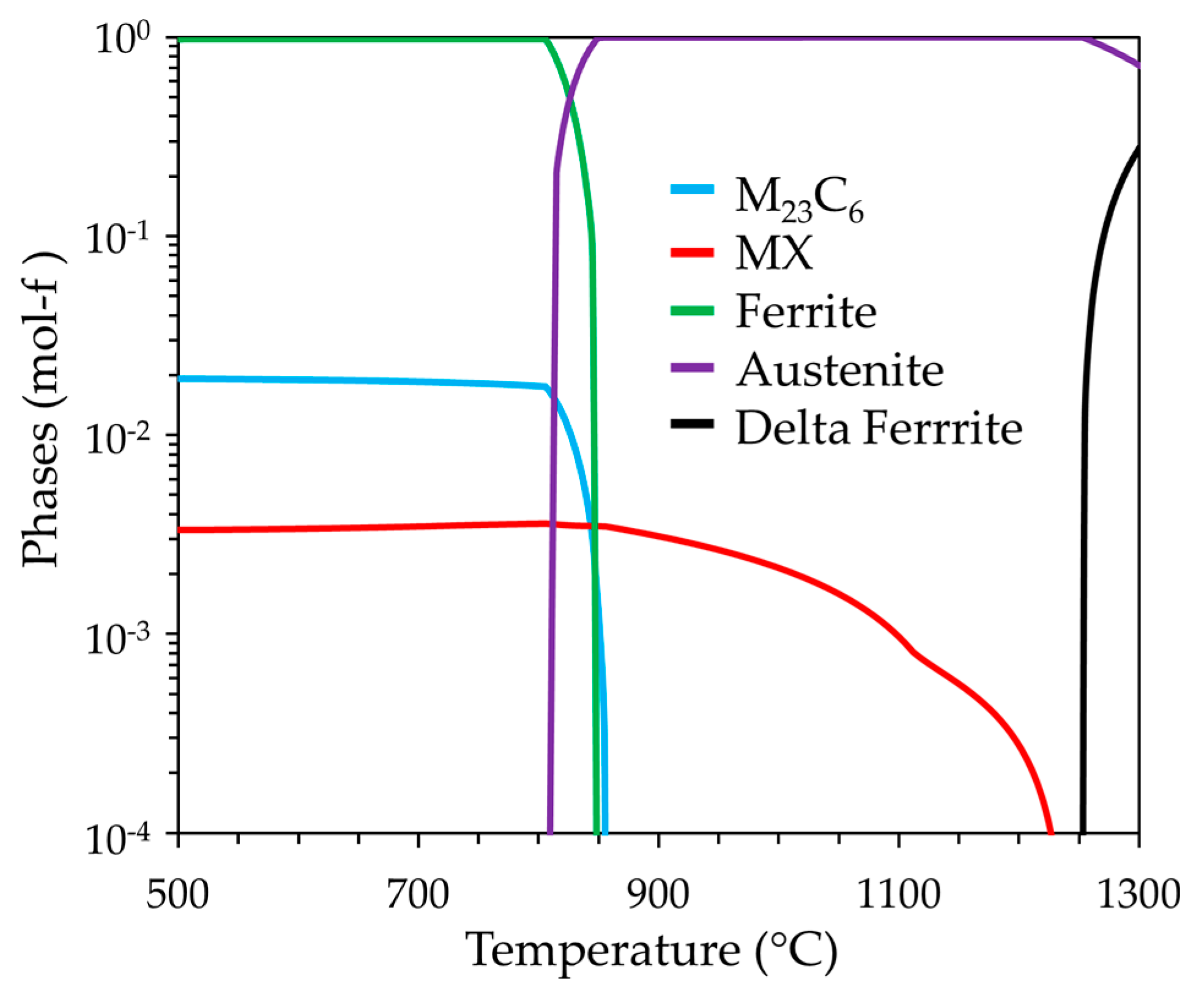
Figure 6). No δ-ferrite has been formed after austenitizing at 1225 °C. The inhibition of the austenite grain growth during austenitizing is related to the presence of fine second phase particles, dispersed in the microstructure, that pin the grain boundaries and restrain their movement. The explosive growth observed indicates that around 1225 °C most of the MX and M
23C
6 precipitates are dissolved. In general, a coarse-grained microstructure presents better creep properties. High-temperature creep is controlled by diffusion, and thus creep strength increases with a decreasing the amount of regions with a high diffusion rate like grain boundaries.
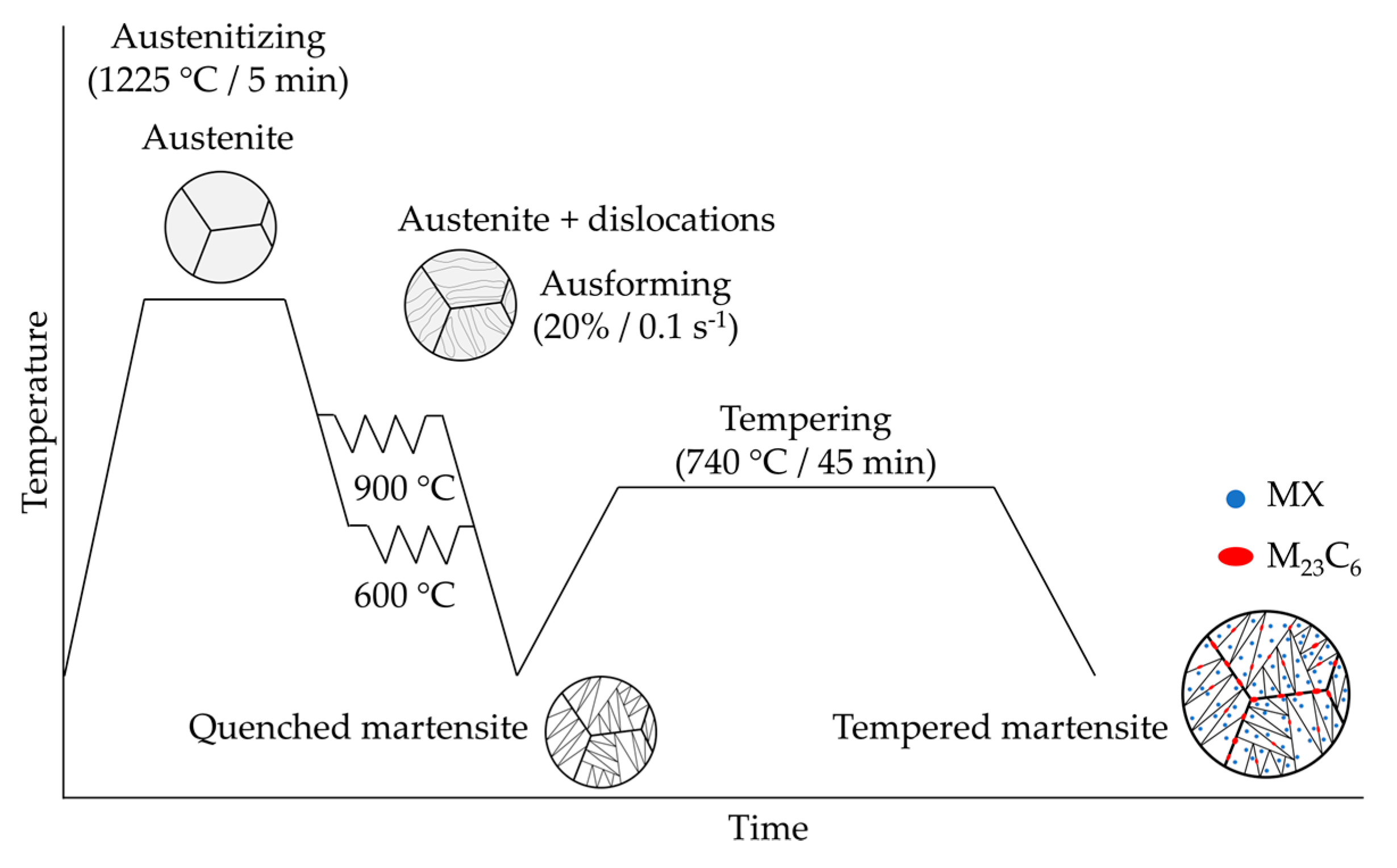
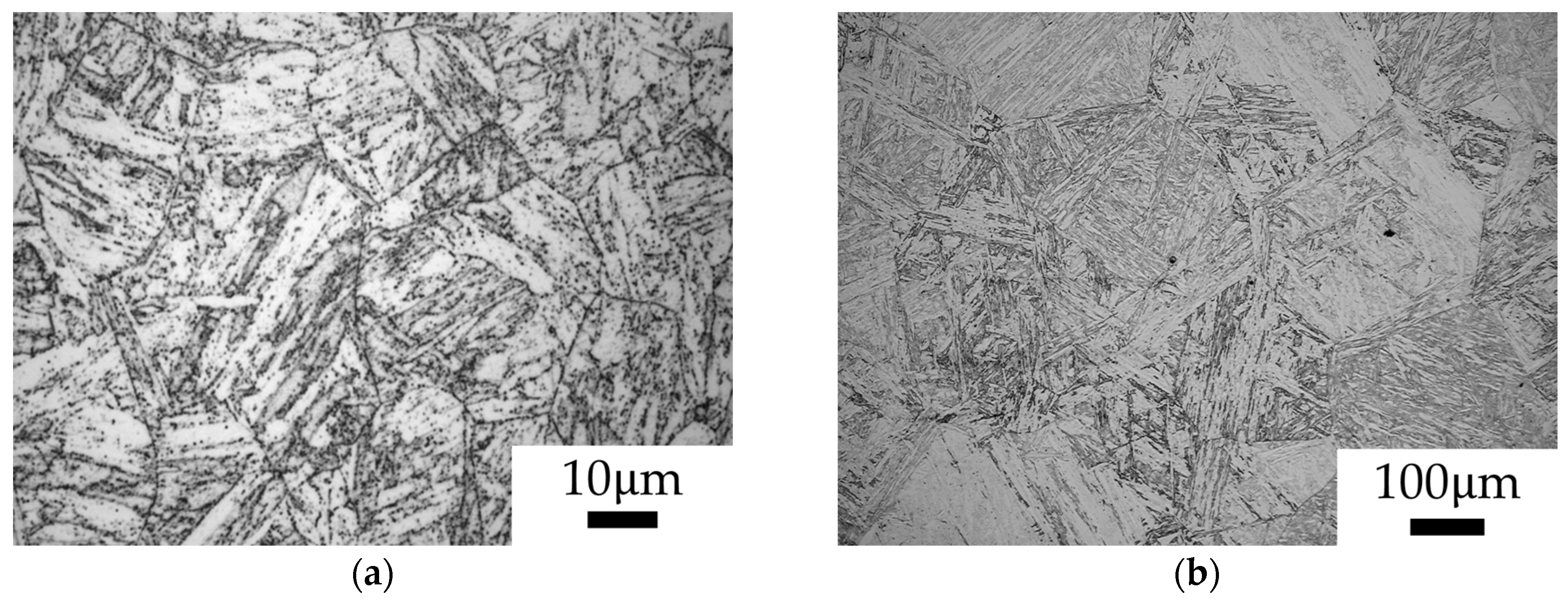
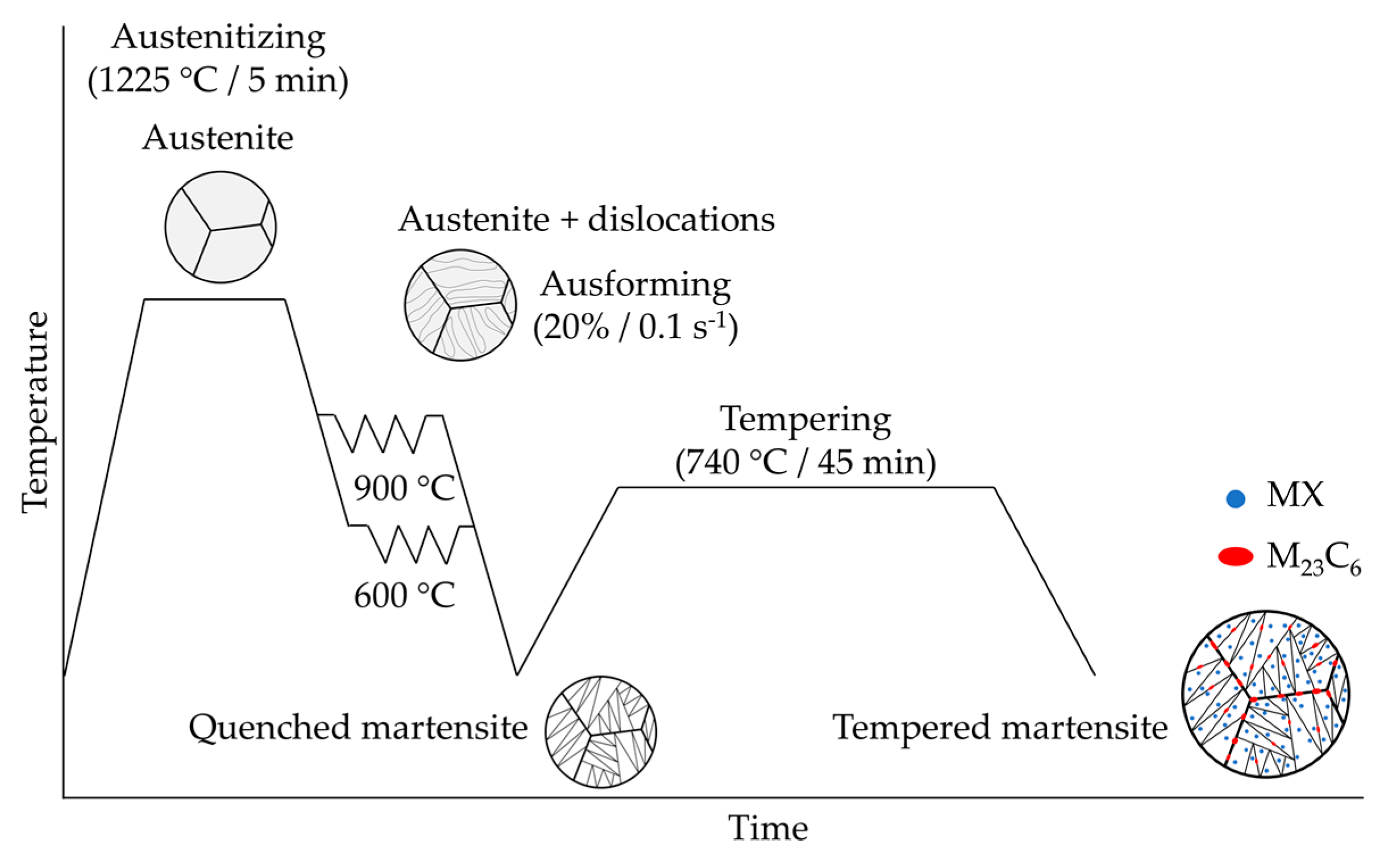
To maximize the number of nanoscale MX precipitates, a thermomechanical procedure was used to increase the dislocation density in the steel, increasing the number of nucleation sites for precipitation inside the martensite laths during the subsequent tempering stage at 740 °C. After austenitizing at 1225 °C, samples were cooled to either 900 or 600 °C and hot-worked in a controlled manner. Hot deformation at 900 °C results in dynamic recrystallization (DRX) as can be seen in
Figure 7, leading to grain refinement, from 259 µm for austenitized at 1225 °C material to 141 µm. On the other hand, as the transformation of austenite to ferrite at 600 °C would take place after a long time, metastable austenite can be plastically deformed at this temperature without inducing this phase transformation. In this case, the low ausforming temperature and high strain rate would suggest that neither recrystallization nor recovery of the microstructure is taking place and, thus, a more refined martensitic structure in the quenched samples is expected.
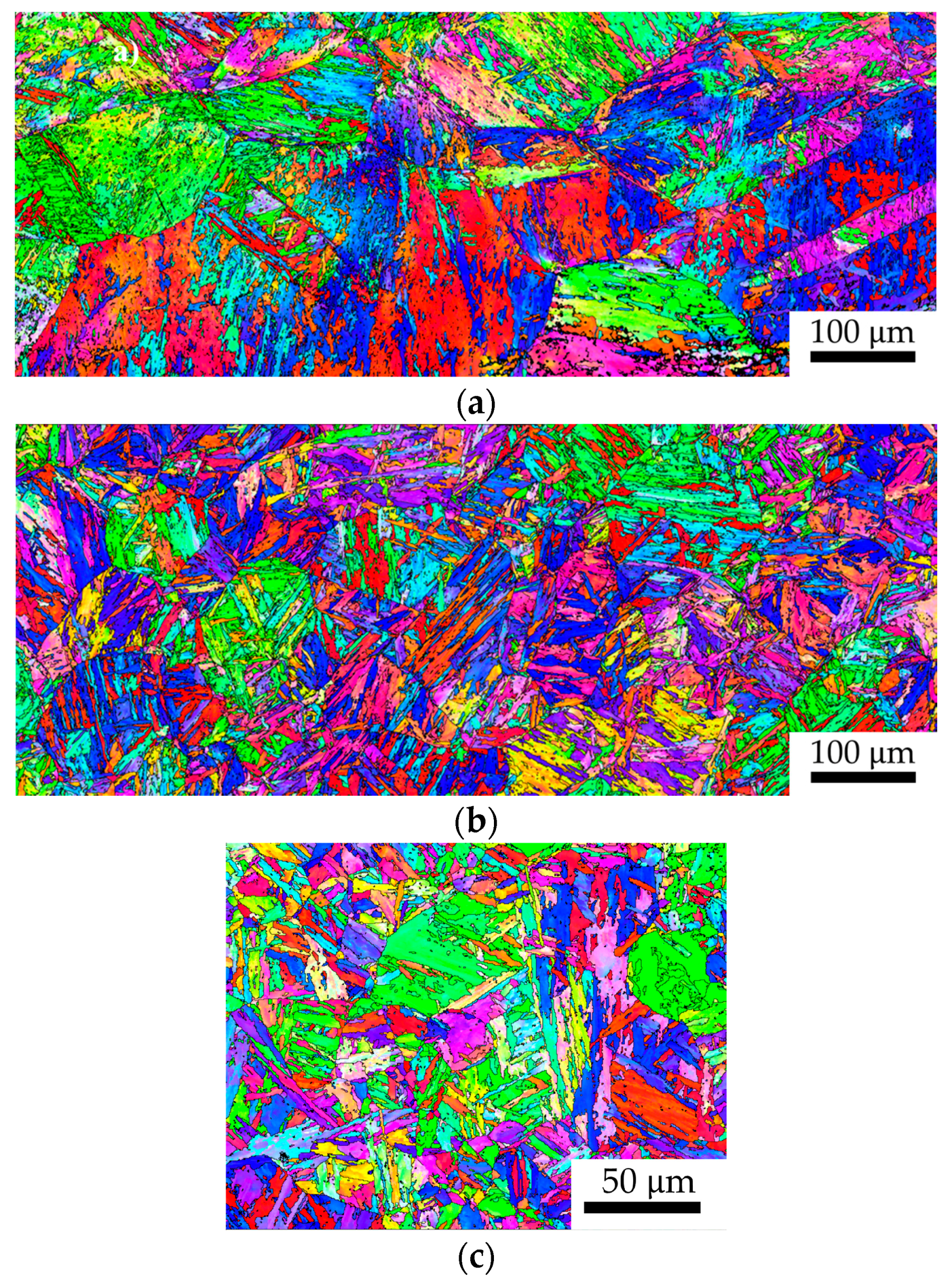
EBSD investigations revealed a significant difference in the substructure of the samples ausformed at 600 and 900 °C, as shown in
Figure 8a,b, respectively. While samples deformed at 900 °C showed the typical lath martensite structure of blocks (
Figure 8b), this lath-like morphology after deformation at 600 °C is blurred (
Figure 8a). This is attributed to the higher number density of dislocations introduced during the deformation of austenite at 600 °C, which hindered typical block growth during the martensitic transformation.
Table 2 collects the block width measured on three IPF (Inverse pole figure) maps obtained by EBSD for each sample by the linear intercept method [
21]. Boundaries with a misorientation larger than 10 were considered as block boundaries in the measurements. Our observations reveal coarser blocks at the lower ausforming temperature. This is consistent with the variant selection concept reported by other authors [
22,
23], where the strengthening of austenite enhances self-accommodation of the transformation strain by formation of preferential variants. Compared to the G91 in as-received condition (
Figure 8c), whose values were also measured (
Table 2), a higher block width is obtained for the samples after TMT due to the higher austenitization temperature used in the TMT.
Table 2 shows the lath width measured on eight TEM micrographs for each microstructures by the linear intercept method. These results demonstrate that the lath width in the G91 in as-received conditions can be refined by TMT, and that the decrease of the ausforming temperature leads to a decrease of the martensite lath width. This fact is easily explainable because the lath width depends on the strength of austenite and, thus, lower ausforming temperatures enable greater austenite strengthening [
24].
Table 3 shows that hardness of as-quenched sample is increased by the ausforming treatment. The higher hardness value obtained for the sample ausformed at 600 °C could be justified on the basis of having a higher dislocation density and a finer martensite lath-structure, which is related to the lack of dynamic recrystallization during ausforming at 600 °C.
As shown in
Table 4, ausforming causes a decrease in the martensite start (Ms) and finish (Mf) temperatures, resulting from the mechanical stabilization of austenite produced when the strength of austenite is enough to avoid the motion of glissile interfaces [
25]. Therefore, the higher dislocation density obtained for the sample ausformed at 600 °C is translated into having the lowest transformation temperature.
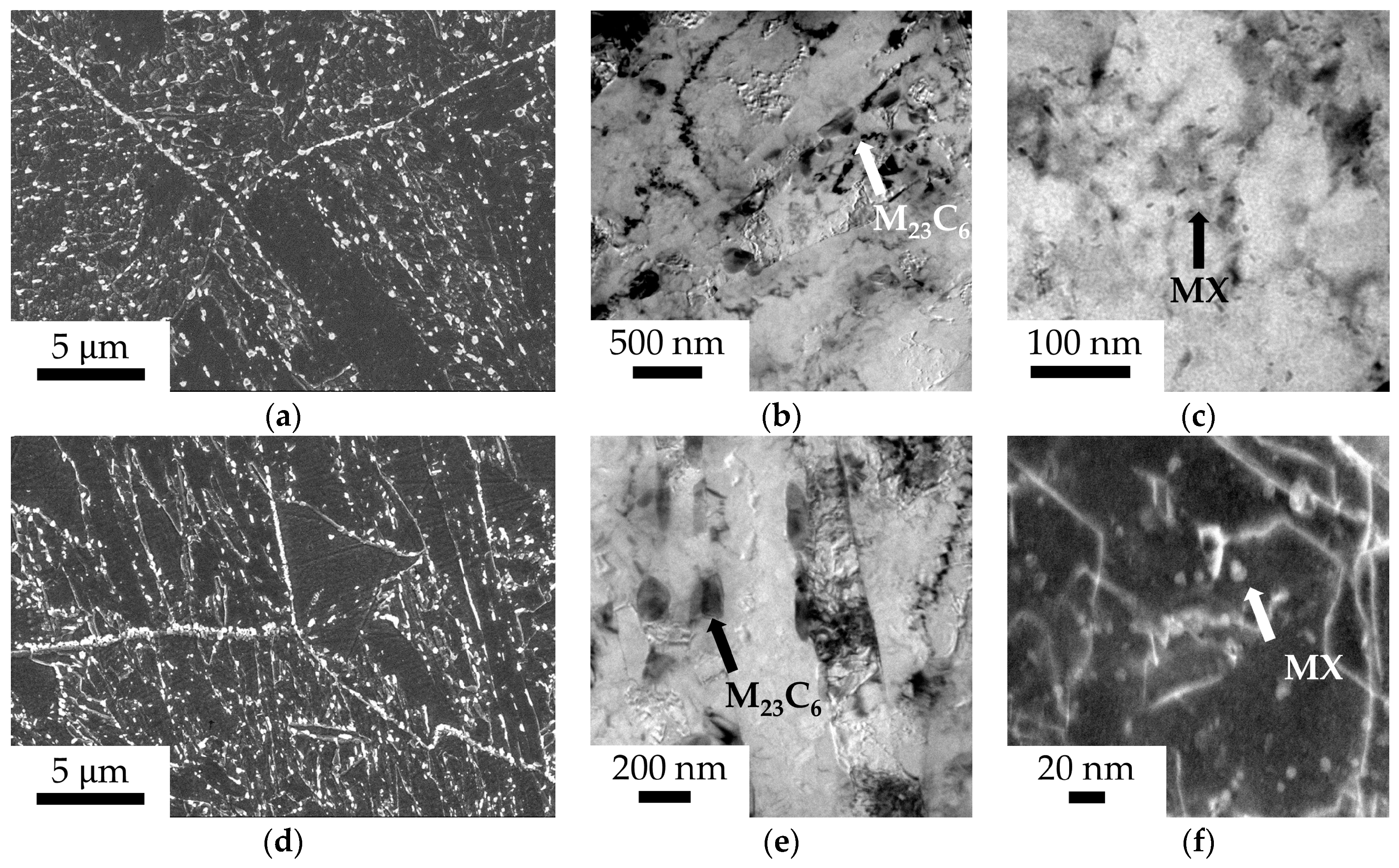
Tempering is the key step of the TMT to achieve the optimum precipitate size, and the recovery degree of the martensitic matrix that guarantees the optimal combination of toughness and creep strength properties. As commercially used for this steel grade, a tempering temperature of 740 °C and a holding time of 45 min were selected in this work. To understand the effect of the TMT applied, the number density and average size of precipitates were calculated analyzing at least 100 precipitates for MX from TEM micrographs and 300 M
23C
6 from SEM micrographs. As shown in
Table 5, the ausforming treatment does not produce a significant change in size and distribution of the M
23C
6. The precipitation processes of these carbides take place on prior austenite grain, block, and lath boundaries as soon as the tempering begins, and it is completed in a short time [
26] (
Figure 9a,b,d,e). The lath refinement produced during ausforming can increase the number of potential nucleation sites for these precipitates on lath boundaries. By contrast, greater block width and prior austenite grain is obtained after TMT. Since M
23C
6 precipitates nucleate first on prior austenite grain and block boundaries due to its higher energy, the remaining carbon content will precipitate as M
23C
6 on lath boundaries obtaining finer M
23C
6 distribution in TMT samples. This difference in size between the M
23C
6 formed on lath boundaries, and those nucleated on block and prior austenite grain boundaries, may produce a faster Ostwald ripening coarsening resulting in an average M
23C
6 size and number density similar to the G91 in as-received condition. Besides, the number density of MX precipitates in the TMT samples increases in three orders of magnitude, having a size about four times smaller than those in the G91 in as-received condition, which is in good agreement with previous works where similar thermomechanical treatment were applied in G91 [
8,
14] (
Figure 9c,f). The higher austenitization temperature and ausforming processing greatly increased the dislocation density in austenite as others author have demonstrated in previous works [
27], resulting in a higher number of nucleation sites for precipitation of MX precipitates inside the martensite laths. Thus, the higher dislocation density introduced by deformation at 600 °C is responsible for a smaller size of these precipitates and the slightly higher number density. Partial recrystallization during ausforming at 900 °C causes a significant decrease in dislocation density in recrystallized grains as well as an inhomogeneous distribution of MX precipitate.
Hardness measurements were performed in the G91 in as-received condition and after TMTs (
Table 6). The samples after TMTs show hardness values up to 50 HV5 higher than the ones for G91 in as-received condition, being the values for the TMT samples very similar. These results together with the microstructural characterization carried out demonstrate the improvement in strength after TMT, which is attributable to the lath refinement along with the increase in number density and reduction in size of MX precipitates.

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}