
Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs


1
CSIR-National Metallurgical Laboratory, Jamshedpur 831007, India
2
Department of Separation Science, Lappeenranta-Lahti University of Technology (LUT), 53850 Lappeenranta, Finland
*
Author to whom correspondence should be addressed.
Metals 2022, 12(6), 1056; https://doi.org/10.3390/met12061056
Submission received: 27 April 2022
/
Revised: 17 June 2022
/
Accepted: 18 June 2022
/
Published: 20 June 2022
(This article belongs to the Special Issue Extractive Metallurgy for the Sustainable Supply of Metals in Lithium-Ion Batteries)
Abstract
:In this work, hydrometallurgical recycling of metals from high-cobalt-content spent lithium-ion batteries (LIBs) from laptops was studied using precipitation and solvent extraction as alternative purification processes. Large amounts of cobalt (58% by weight), along with nickel (6.2%), manganese (3.06%) and lithium (6.09%) are present in LiCoO2 and Li2CoMn3O8 as prominent Co-rich phases of the electrode material. The pregnant leach solution (PLS) that was generated by leaching in the presence of 10% H2O2 using 50 g/L pulp density at 80 °C for 4 h contained 27.4 g/L Co, 3.21 g/L Ni, 1.59 g/L Mn and 3.60 g/L Li. The PLS was subjected to precipitation at various pH using 2 M NaOH but the purification performance was poor. To improve the separation of Mn and other impurities and in order to avoid the loss of cobalt and nickel, separation studies were carried out using a solvent extraction technique using di-(2-ethylhexyl) phosphoric acid (D2EHPA) and bis-(2,4,4-trimethylpentyl) phosphinic acid (Cyanex 272). Overall, this study examines the fundamentals of separating and synthesizing 99.9% pure Co sulfate from leach liquor of spent laptop LIBs with remarkably high cobalt content.
1. Introduction
The market for lithium-ion batteries (LIB) is anticipated to rise at a cumulative annual growth rate (CAGR) of 35%, with an upsurge from 2.9 giga watt hour (GWh) in 2018 to 132 GWh by 2030 [1]. The current share of LIBs used in the electric vehicle (EV) sector is around 35% (expected to shoot to 80% by 2030), followed by telecom, power, storage applications, consumer electronics, data centers and others [2].
Disposal of used batteries is neither ecologically nor economically useful owing to their high metal content [3,4]. The metals (Li, Co, Cu, Ni, Mn, Fe and Al) and electrolytes (LiPF6, LiBF4, ethylene carbonate, and dimethyl carbonate) in waste LIBs are hazardous from environmental and health point of views [2,5,6], which makes the LIB recycling a significant waste management issue. From a socio-economical point of view, they represent a very potential sustainable metals source. The global LIB recycling market is projected to grow from USD 4.6 billion in 2021 to USD 22.8 billion in 2030 [6].
The first step of battery recycling starts from their collection, segregation, dismantling and then specific processes designed for specific types of batteries, viz. pyrometallurgy for lead acid batteries and hydrometallurgical processes for others and, quite recently, via hybrid approaches [7]. In hydrometallurgical processes, crushed batteries are leached with organic or mineral acids or bioleaching and then metals are separated by solvent extraction [8], precipitation [3,9] and/or electro-chemical processes [10,11].
The major constituents of LIBs are Co and Li, whereas Ni and Mn are also present in significant quantities dependent upon the cathode chemistries. Therefore, recovery of these critical metals (especially 58% w/w Co in the current sample batch) with low metal loss and high purity product is the main concern in the present work. Recently, several methods for extraction of inherent metals from spent LIBs have been developed [12,13,14,15]. The pregnant leach solution (PLS) generally comprises a large quantity of cobalt, manganese, lithium and nickel and small amounts of copper, aluminium and iron. Solvent extraction is widely used due to its high performance, high-purity products and being more economic than conventional separation processes. Several studies have been carried out to develop a suitable solvent extraction process for separation of cobalt, nickel and lithium with Cyanex 272 (bis(2,4,4-trimethylpentyl) phosphinic acid), D2EHPA (di-(2-ethylhexyl) phosphoric acid) and 2-ethylhexyl phosphonic acid mono-2-ethyhexyl ester (PC-88A) as extractants (Table 1). Most of the process used D2EHPA or Cyanex 272 as extractants to separate nickel and cobalt from the pregnant leach solution but during separation, nickel and lithium were also co-extracted and, therefore, some metals were lost during the liquid–liquid separation steps [16,17]. Therefore, the present work attempts to leach the cathode active material obtained from laptop batteries based on previous studies [3], followed by the development of a novel strategy for separating Co, Ni, Mn and Li present in the pregnant leach solution (PLS) using precipitation (PPT) cum solvent extraction (SX), aiming for almost no loss of battery metals, and preventing impurities in the products.
In view of this, firstly, the removal of low-value metals acting as impurities (Fe, Al, Cu and Mn) was studied, followed by the separation of critical metals (Co, Ni and Li) using a series of solvent extraction experiments. The optimal conditions for metal recovery using solvent extraction were presented in this work. Impurity removal was studied using D2EHPA and then the separation of cobalt was investigated using Cyanex 272 as an extractant. A process flowchart for the recovery of different metals is suggested according to precipitation and SX results, depicting that the entire process has been demonstrated, starting from authentic raw material and ending with a marketable product.
2. Materials and Methods
The spent LIBs from laptops were collected and manually dismantled after discharge as described in earlier work [3]. The cathode powder of the dismantled batteries was obtained from pre-treatment of Al fractions at 250–300 °C [3] and wet sieving and is characterised by chemical analysis [wet combustion with Single Reaction Chamber Microwave Digestion System by Milestone™ Italy followed by Inductively Coupled Plasma- Mass Spectroscopy (ICP-MS)], phase identification by X-ray Diffraction [(XRD) (Bruker, Germany: D8 Discover™)] and morphology using Scanning Electron Microscope- Energy Dispersive Analysis [SEM–EDAX (Hitachi™ S-3400N)]. The particle size of the cathode powder as determined by laser particle size analyser (MalvernTM, UK) was found to be d50 < 20 µm and the average size to be 10–12 µm.
The metals content of all solutions in this work was analysed by ICP-MS using argon plasma by Agilent, US (Model: 7900™) and Thermo, US (Model: ICP-7000™). The samples were first digested using aqua regia by wet combustion in a microwave digestion system.
For the leaching and precipitation experiments, analytical grade (Make-Merck, Germany) 98% sulfuric acid (H2SO4), 30% hydrogen peroxide (H2O2) and 97% Qualigens® sodium hydroxide (NaOH) were used. For solvent extraction, the solvents di-(2-ethylhexyl) phosphoric acid (D2EHPA™) and bis(2,4,4-trimethylpentyl) phosphinic acid (Cyanex 272™) were supplied by Merck®, Germany and Cytec®, Canada, respectively. The diluent, 99% Exxsol®D80™, was supplied by Pon Pure Chemicals, India.
2.1. Leaching
Considering the high metal yields and the economic prospects for the recovery of valuable metals, sulfuric acid was chosen as the lixiviant unless stated otherwise. Leaching studies were carried out at a 300 rpm stirring rate (unless stated otherwise) in a 3 L borosilicate glass reactor with water jacket to control the temperature by water circulation. The cathode powder was leached with a mixture of 2 M sulfuric acid and 10% H2O2 using 50 g/L of pulp density at 80 °C for 4 h [3]. At the end of the leaching, the slurry was filtered by a Büchner funnel using Whatman filter paper (No. 42), with washing of residue using distilled water and overnight drying at 80 °C. The leaching efficiency was calculated by Equation (1) analysing the metals in the filtrate after required dilution and acid addition.
The extraction (%E) was calculated by the following equation:
where Ci is the initial concentration of metal in feed, and Ct is the concentration of the desired metal at time (t).
2.2. Precipitation
Precipitation experiments were carried out in a 1 L borosilicate glass reactor with water jacket to control the temperature at 40 °C by water circulation. The pH was gradually raised using 2 M NaOH solution.
2.3. Solvent Extraction
Based on the literature review, D2EHPA was used for the purification through impurity removal and Cyanex 272 for the separation of cobalt from nickel and lithium. A one litre water jacketed borosilicate glass reactor to control the temperature by water circulation was used. The pH of the PLS was raised to 1.0 using NaOH pellets and further adjusted using ammonia gas. The organic phases were composed of the extractant (0.8 M D2EHPA and 1 M Cyanex 272) and due to high viscosity, the diluent kerosene (Exxsol® D80™) was added to decrease the viscosity and density of the organic phase. The organic phases were washed with sulfuric acid and water, and aqueous traces were removed post centrifugation. All extraction experiments were carried out at 35 °C.
The pH isotherms were determined by mixing the organic-aqueous dispersion (phase ratio O/A = 1:1) in a vessel until the equilibration of mixture (fixed pH value) was achieved. After sampling of both phases at each pH, the organic samples were stripped by 3 M hydrochloric acid (unless stated otherwise) while stirring for 30 min to transfer extracted/loaded metals to the aqueous phase for analysis. To construct the isotherm, the pH was increased by 0.2–0.3 units using ammonia gas.
To determine the loading isotherms, the phase ratio O/A was increased from 1:10 to 2:1 incrementally. The experiments were performed with 300 mL of aqueous phase and 30 mL of organic phase. The pH was attuned to a constant pH = 3.1, and the composition of both phases at equilibrium was measured off-line.
Scrubbing of the loaded organic with Mn was studied by the stepwise addition of Mn solution prepared using manganese sulfate tetrahydrate. The initial phase ratio was O/A = 10:1, and the final value was O/A = 1:1. The initial pH of the aqueous phase was approximately 3.0.
3. Results
3.1. Characterisation of the Cathode Active Material Powder
The chemical composition of the cathode active material (Table 2) shows the presence of about 58% Co along with 6.09% Li, 3.06% Mn and 6.2% Ni. Other metals such as copper, aluminium and iron were present in smaller amounts.
The X-ray diffraction analysis of the cathode material (Figure 1) shows the presence of LiCoO2 (PDF Number: 75-0532), Li0.4Ni1.6O2 (PDF Number:81-0095), Li2CoMn3O8 (PDF Number: 48-0261) and Li2NiO2.88 (PDF number: 75-0634) as the major constituents. The major constituent of the cathode active material is LiCoO2, in which the average oxidation state of cobalt is +3 (Co3+) whereas lithium exists in +1 oxidation state [25]. Nickel is present in +2 state in the layered structure of nickel oxide. The presence of an Li-Co-Mn based phase, namely Li2CoMn3O8 with a distorted spinel structure, might have formed as a result of heat generated during use with a rise in temperature as high as 150 °C [26,27,28] and also due to the pre-treatment step (at 250–300 °C) followed in the present study. In Li2CoMn3O8, lithium, cobalt and manganese exist in +1, +2 and +4 oxidation states, respectively. Moreover, lithium-nickel oxide of lower Li-Ni contents were also present in the minor phases as depicted in Figure 1. The overlap of a few peaks with multiple phases is attributed to the common metal/oxide present in two or more phases with their lattice structures being the same. The morphological studies have been carried out by SEM-EDAX. The SEM image (Figure S1) of the cathodic material shows the presence of LiCoO2 particles with irregular morphologies, which also contain high amounts of cobalt along with large secondary particles rich in nickel and manganese with a wide particle-size distribution (lithium cannot be detected in SEM). It can be correlated from the data in Table 2 and Figure S1, showing that the sample batch possesses high cobalt and is worthy of investigation.
3.2. Leaching
Leaching of cathode active material was performed using sulfuric acid because of its economic benefits and the good recovery results obtained in earlier work [3]. Due to the high value of cobalt in the raw material, 2 M of sulfuric acid is used in the presence of 10% H2O2 using 50 g/L of pulp density at 80 °C for 4 h. The leach liquor is analysed and the composition of pregnant leach liquor (PLS) is shown in Table 2. The residue was rich in carbon. The PLS was stored in a glass bottles and used as feed in precipitation and solvent extraction studies. The pH of the PLS liquor was approximately (–) 0.63.
3.3. Precipitation
The leach liquor (PLS) was rich in cobalt, nickel, manganese and lithium; however, small amounts of aluminium, copper and iron were also present (Table 3). The PLS was subjected to precipitation using 2 M NaOH at 40 °C at different pH levels [29]. As observed in Figure 2, the removal of iron, aluminium and copper was not complete at low pH values. On the other hand, Co, Ni and Mn was co-precipitated when the pH value was 3.8. It was concluded from Figure 2 that iron, aluminium and copper were completely removed at pH 4.4 and 5.8. On the other hand, approximately 8% Co and 11% Ni were lost. Similar results were obtained by Wang and Friedrich (2015) when Na2CO3 was used as a precipitation agent [9]. Because of low selectivity in precipitation and the importance of avoiding the loss of valuable metals such as cobalt and nickel, further separation studies were carried out using the solvent extraction technique.
3.4. Separation and Purification of Metal Values Using Solvent Extraction
Initially, the impurities (viz., Al, Fe, Cu and Mn) were separated from Li, Ni and Co by solvent extraction using D2EHPA. Based on the concentration of Mn and other trace metals, 0.8 M D2EHPA diluted in Exxsol® D80™ was used.
The extraction equilibria of metals with di-(2-ethylhexyl) phosphoric acid (D2EHPA) is shown in Figure 3. It was observed that at pH = 2.14, about 58% Mn was transferred to the organic phase whereas the extraction of other valuable metals (Li, Co and Ni) was negligible. At pH = 3.1; 91% Mn, 88% Al, 55% Cu an almost complete removal of Fe was observed and, at the same time, the Co, Ni and Li extraction were <6%. A similar equilibrium behavior was also observed in the previous studies [23,30,31,32,33]. High extraction of Mn and other impurities and low extraction of other valuable metals was observed between pH 2 and 3.5. Therefore, a pH range of 2–3.5 was assumed as suitable for loading isotherm experiments, taking into account good extraction of manganese.
3.4.1. Loading Isotherm Experiments
The extraction isotherm represents the ratio of the increasing concentration in the organic phase to the limiting concentration in the aqueous phase [23]. Experiments were conducted with O/A starting in the range 1:10 and rising to 2:1, incrementally adding 1/10 or 30 mL of organic to the mixture. The experiment started from 300 mL of the aqueous phase and 30 mL of the organic phase. Each growth of organic amount was equilibrated in the vessel by controlling pH and sampled. Loading isotherm experiments were performed for a fixed pH value of 3.1. Figure 4 shows the loading isotherms for all metals. The curves for the Fe and Al run along the y-axis when the x-axis scale is from 0 to the PLS concentration. This shows high affinity and selectivity of these metals to the D2EHPA. The Mn and Cu are the next ones in the selectivity order [23] and also show normal-type concave isotherms. The Co, Ni and Li isotherms head downwards due to the competition; D2EHPA is more selective to Al, Fe, Cu and Mn, and these metals kick out Co, Ni and Li when the organic phase becomes saturated.
Figure 5 shows the McCabe-Thiele plot for manganese loading with 0.8 M D2EHPA, which suggests that >90% Mn will be recovered in two stages at an A/O ratio of 2:1 at pH of 3.1. However, the noticeable co-extraction of cobalt along with manganese required extra measures to decrease the Co amount by implementation of a scrubbing procedure, for instance; hence, additional tests of scrubbing are required.
3.4.2. Scrubbing of Loaded D2EHPA
Scrubbing experiments were aimed to scrub co-extracted cobalt from the organic phase (D2EHPA). Scrubbing isotherms for three elements (Co, Ni and Mn) are represented in Figure S2. During scrubbing, the intense blue colour of organic changed to violet and, consequently, to colourless due to the ion exchange of cobalt from the organic to the aqueous phase and of the manganese from the aqueous to the organic phase.
Based on the McCabe-Thiele analysis for scrubbing isotherm data (Figure S2), the loaded organic obtained can be subjected to two-stage counter-current scrubbing using an appropriate quantity of Mn at pH 3.0. For this process step, the composition (based on batch equilibrium samples) of the loaded organic and aqueous scrub solution with appropriate and pre-determined Mn scrub solution is represented in Table 3. The raffinate of scrubbing can be circulated with leach liquor for further processing, whereas the scrubbed organic is then stripped using 2 M H2SO4 for the separation of Cu, Fe, Al and Mn.
Copper was separated from scrubbed organic by adding fine iron powder at room temperature. The copper-depleted solution was oxidised by adding dropwise H2O2 and neutralised by 3 M NaOH, removing the majority of Fe and Al as precipitate, resulting in a manganese-dominant liquor that can be recirculated to PLS. Alternatively, the Mn-rich liquor can be used to recover Mn as MnSO4 and MnCO3 by chemical precipitation [3].
3.4.3. Cobalt Extraction with Cyanex 272
Cobalt extraction using 1 M Cyanex 272 was studied at different pH ranging from 3 to 7 at an O/A ratio of 1 at 35 °C as shown in Figure 6a. With an increase in pH from 3 to 5.5, Co extraction increased from 6% to 92.5%, whereas nickel extraction was less than 5% in this pH range. About 95.4% Co was extracted at pH 5.75, whereas co-extraction of Ni was only 5.8% at this pH. The equilibrium behavior is typical to the Cyanex 272 extractant when Co/Ni concentration ratio is high [30,33]. Further, extraction experiments were carried out at pH 5.75.
In addition to the experimental data, there were other visual changes observed during the experimental process. Firstly, during the incremental growth of pH, the organic phase started to change its colour drastically from transparent to an intense blue. The described effect can be explained by the transfer of cobalt to the organic at relatively high pH where cobalt extraction starts. Moreover, the organic phase underwent an increase of viscosity during the pH growth. It can be assumed that this phenomenon is likewise the consequence of the extractant’s saturation by cobalt. The McCabe-Thiele method was used to estimate the theoretical number of equilibrium stages required for complete cobalt extraction from the solution. The optimum pH was selected at pH 5.75, as the selectivity of Co is higher as compared to Ni and Li at O/A ratio of 1:1 using 1 M Cyanex 272. The McCabe-Thiele plot for cobalt extraction under these conditions is shown in Figure 6b. It is seen in the McCabe-Thiele diagram that two equilibrium stages are required to extract about 99.7% Co. Approximately 35% of Ni was also co-extracted (isotherm not shown) under these conditions. After two stages, the organic phases were loaded with 25.62 g/L of Co, 1.11 g/L of Ni and less than 0.024 g/L of Li.
Further, purification of the cobalt-loaded organic phase is required to obtain as pure and nickel-free a solution of cobalt as possible. Hence, nickel scrubbing experiments were carried out to remove co-extracted nickel in the organic phase (Cyanex 272). A scrubbing reaction using cobalt sulfate solution promotes the cation exchange reaction (Equation (2)) by cobalt and the impurity element (Ni).
To evaluate the feasibility of this option, scrubbing tests were carried out using 5–50 g/L Co solutions (prepared using cobalt sulfate salt) and contacted to the loaded organic from O/A 10:1 to 1:1. Table 4 shows the removal of nickel and the loading of cobalt during scrubbing steps.
3.4.4. Stripping of Loaded Cyanex 272
To determine the theoretical stages required for complete stripping of scrubbed loaded organic phase containing 48.4 g/L Co, acid was added stepwise concurrent to the O/A variation in the range (10/1 to 1:1). It was observed that the viscosity of organic significantly decreased and the colour also changed from dark blue to its original colourless form. Results of the stripping procedure were plotted using a McCabe-Thiele plot (Figure 6c). The McCabe-Thiele diagram for cobalt stripping from the loaded Cyanex 272 by diluted sulfuric acid indicated the requirement of two stages for complete cobalt recovery at 35 °C and phase ratio O/A: 1 (Figure 6c).
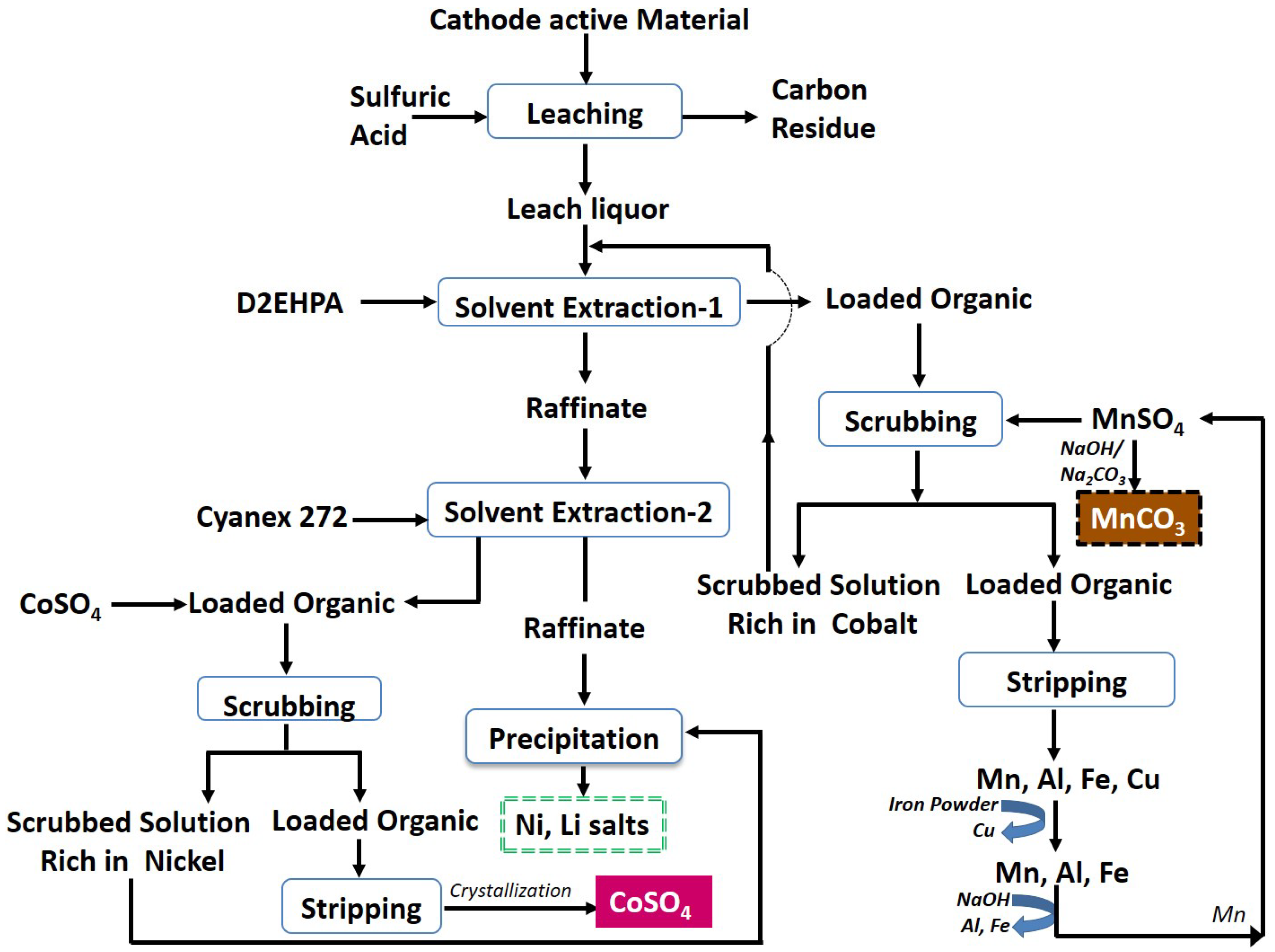
The stripping of the loaded organic phase with 2 M H2SO4 at 35 °C produced a solution of 53 g/L Co from which could be recovered by crystallization. Overall, >99.9% high pure cobalt sulfate monohydrate (34.77% Co, 0.01% Al, 0.01% Ni, 0.05% Fe, 0.04% Mn, 12.07% S, 47.84% O) analysed by ICP-OES, could be recovered from the spent lithium-ion batteries of a laptop. A SEM of the cobalt product shows agglomerates of Co microspheres (Figure 7a). XRD analysis of the powder (inset Figure 7b) shows characteristic peaks of monoclinic cobalt sulfate monohydrate (CoSO4∙H2O) (JCPDS PDF No.: 010810020 Cobaltkieserite). Based on the experimental results, a flowsheet is proposed for extraction and separation of different metals present in the cathode material powder of spent lithium-ion batteries (Figure 8).
4. Conclusions
Cathode active material of spent laptop batteries containing 58% Co along with 6.09% Li, 3.06% Mn and 6.2% Ni was leached in 2 M sulfuric acid. Owing to the non-selectivity of metal separation and relatively low yield by precipitation of PLS, a solvent extraction process was developed to recover all valuable metals viz., Mn, Co, Ni and Li from the sulfuric acid leach liquor of spent laptop batteries. The leach liquor was first subjected to SX to separate Mn using D2EHPA, and a small amount of cobalt also co-extracted was then scrubbed using 20 g/L MnSO4. The loaded organic was stripped using 2 M H2SO4 and the striped solution was used to separate Mn from Fe, Cu and Al. The Mn-rich solution was recirculated for scrubbing; however, it can also be used for preparation of MnSO4/MnCO3. The raffinate that is rich in Co, Ni and Li was subjected to SX using Cyanex 272 and the co-extracted Ni was then separated using a CoSO4 solution to avoid the loss of cobalt and nickel. Then, 99.9% pure CoSO4.H2O was synthesized by crystallization from the Co-rich liquor.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/met12061056/s1, Figure S1: SEM-EDS analysis of the cathode powder of spent LIBs; Figure S2: Scrubbing isotherms of Co, Ni and Mn using Mn solution at 35 °C.
Author Contributions
Conceptualization, P.M. and T.S.; methodology, P.M. and S.V.; validation, P.M., S.V. and T.S.; formal analysis, P.M.; investigation, P.M. and A.; resources, P.M. and T.S.; data curation, P.M. and S.V.; writing—original draft preparation, P.M. and S.V.; writing—review and editing, P.M., S.V. and A.; visualization, P.M. and S.V.; supervision, S.V. and T.S.; project administration, T.S.; funding acquisition, P.M. and T.S. All authors have read and agreed to the published version of the manuscript.
Funding
Pratima gratefully acknowledges the funding support from the Department of Science and Technology (DST, India) and Academy of Finland (Finland) under the Indo-Finnish Mobility Program 2019 (No. C/980/IFD 2019-20 dated 18-06-2019). Sami and Prof. Tuomo gratefully acknowledge the funding from Business Finland (No. 5715/31/2018) as part of the BATCircle (Finland-based Circular Ecosystem of Battery Metals) consortium.
Institutional Review Board Statement
Not Applicable.
Informed Consent Statement
Not Applicable.
Data Availability Statement
Not applicable.
Acknowledgments
We gratefully acknowledge the support from Tommi, Niklas, Arttu and Liisa from LUT, Finland; and Jay Narayan Patel from CSIR-NML, Jamshedpur, India, for the experimental and analytical support.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Benchmark Intelligence, Cobalt Prices Surge on Electronics Boom, Tight Supply. 2022. Available online: https://www.mining.com/cobalt-prices-surge-on-electronics-boom-tight-supply/1/1 (accessed on 8 April 2022).
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meshram, P.; Pandey, B.D.; Mankhand, T.R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 2015, 281, 418–427. [Google Scholar] [CrossRef]
- Zheng, X.; Zhu, Z.; Lin, X.; Zhang, Y.; He, Y.; Cao, H.; Sun, Z. A mini-review on metal recycling from spent lithium ion batteries. Engineering 2018, 4, 361–370. [Google Scholar] [CrossRef]
- Younesi, R.; Veith, G.M.; Johansson, P.; Edström, K.; Vegge, T. Lithium salts for advanced lithium batteries: Li–metal, Li–O2, and Li–S. Energy Environ. Sci. 2015, 8, 1905–1922. [Google Scholar] [CrossRef] [Green Version]
- Meshram, P.; Mishra, A.; Abhilash; Sahu, R. Environmental impact of spent lithium ion batteries and green recycling perspectives by organic acids—A review. Chemosphere 2020, 242, 125291. [Google Scholar] [CrossRef]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A critical review of lithium-ion battery recycling processes from a circular economy perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Virolainen, S.; Fini, M.F.; Laitinen, A.; Sainio, T. Solvent extraction fractionation of Li-ion battery leachate containing Li, Ni and Co. Sep. Purif. Technol. 2017, 179, 274–282. [Google Scholar] [CrossRef]
- Wang, H.; Friedrich, B. Development of a highly efficient hydrometallurgical recycling process for automotive Li-ion batteries. J. Sustain. Metall. 2015, 1, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Lupi, C.; Pasquali, M.; Dell’Era, A. Nickel and cobalt recycling from lithium ion batteries by electrochemical processes. Waste Manag. 2005, 25, 215–220. [Google Scholar] [CrossRef]
- Zhang, B.; Xie, H.; Lu, B.; Xing, P.; Qu, J.; Song, Q.; Yin, H. A green electrochemical process to recover Co and Li from LiCoO2-based batteries in molten salts. ACS Sustain. Chem. Eng. 2019, 7, 13391–13399. [Google Scholar] [CrossRef]
- Torkaman, R.; Asadollahzadeh, M.; Torab-Mostaedi, M.; Maragheh, M.G. Recovery of cobalt from spent lithium ion batteries by using acidic and basic extractants in solvent extraction process. Sep. Purif. Technol. 2017, 186, 318–325. [Google Scholar] [CrossRef]
- Miaomiao, G.; Xiaoli, X.; Dongdong, Z.; Hang, Y.; Fan, B.; Yi, H.; Zuoren, N.; Kaihua, X. Green and efficient method for recycling valuable metals from scrapped lithium cobalt oxide cathode materials. IOP Conf. Ser. Earth Environ. Sci. 2020, 474, 052014. [Google Scholar] [CrossRef]
- Jafari, M.; Torabian, M.M.; Bazargan, A. A facile chemical-free cathode powder separation method for lithium ion battery resource recovery. J. Energy Storage 2020, 31, 101564. [Google Scholar] [CrossRef]
- Wang, W.; Yang, H.; Xu, R.B. High-performance recovery of cobalt and nickel from the cathode materials of NMC type Li-ion battery by complexation-assisted solvent extraction. Minerals 2020, 10, 662. [Google Scholar] [CrossRef]
- Shih, Y.J.; Chien, S.K.; Jhang, S.R. Chemical leaching, precipitation and solvent extraction for sequential separation of valuable metals in cathode material of spent lithium ion batteries. J. Taiwan Inst. Chem. Eng. 2019, 100, 151–159. [Google Scholar] [CrossRef]
- Sattar, R.; Ilyas, S.; Kousar, S.; Khalid, A.; Sajid, M.; Bukhari, S.I. Recycling of end-of-life LiNixCoyMnzO2 batteries for rare metals recovery. Environ. Eng. Res. 2020, 25, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Xu, B.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Separation and recovery of metal values from leaching liquor of mixed-type of spent lithium-ion batteries. Sep. Purif. Technol. 2015, 144, 197–205. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Lee, J.C.; Jeong, J.; Kim, B.S.; Pandey, B.D. The separation and recovery of nickel and lithium from the sulfate leach liquor of spent lithium ion batteries using PC-88A. Korean Chem. Eng. Res. 2015, 53, 137–144. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.S.; Ho, H.J. Recovery of valuable metals from lithium–ion batteries NMC cathode waste materials by hydrometallurgical methods. Metals 2018, 8, 321. [Google Scholar] [CrossRef] [Green Version]
- Chiu, K.L.; Shen, Y.H.; Chen, Y.H.; Shih, K.Y. Recovery of valuable metals from spent lithium ion batteries (LIBs) using physical pretreatment and a hydrometallurgy process. Adv. Mater. 2019, 8, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Dhiman, S.; Gupta, B. Partition studies on cobalt and recycling of valuable metals from waste Li-ion batteries via solvent extraction and chemical precipitation. J. Clean. Prod. 2019, 25, 820–832. [Google Scholar] [CrossRef]
- Peng, C.; Chang, C.; Wang, Z.; Wilson, B.P.; Liu, F.; Lundström, M. Recovery of high-purity MnO2 from the acid leaching solution of spent Li-ion batteries. JOM 2020, 72, 790–799. [Google Scholar] [CrossRef] [Green Version]
- Boukraa, Y. Extraction of cobalt and lithium from sulfate solution using di(2-ethylhexyl) phosphoric acid/kerosene mixed extractant. Russ. J. Phys. Chem. 2020, 94, 1136–1142. [Google Scholar] [CrossRef]
- White, J.L.; Gittleson, F.S.; Homer, M.; El Gabaly, F. Nickel and cobalt oxidation state evolution at Ni-rich NMC cathode surfaces during treatment. J. Phys. Chem. C 2020, 124, 16508–16514. [Google Scholar] [CrossRef]
- Julien, C.M.; Mauger, A.; Zaghib, K.; Groult, H. Comparative issues of cathode materials for Li-ion batteries. Inorganics 2014, 2, 132–154. [Google Scholar] [CrossRef] [Green Version]
- Vanderbruggen, A.; Gugala, E.; Blannin, R.; Bachmann, K.; Serna-Guerrero, R.; Rudolph, M. Automated mineralogy as a novel approach for the compositional and textural characterization of spent lithium-ion batteries. Miner. Eng. 2021, 169, 106924. [Google Scholar] [CrossRef]
- Peschel, C.; van Wickeren, S.; Preibisch, Y.; Naber, V.; Werner, D.; Frankenstein, L.; Horsthemke, F.; Peuker, U.; Winter, M.; Nowak, S. Comprehensive characterization of shredded lithium-ion battery recycling material. Chem. Eur. J. 2022, 28, e202200485. [Google Scholar] [CrossRef]
- Djoudi, N.; Le Page Mostefa, M.; Muhr, H. Hydrometallurgical process to recover cobalt from spent Li-ion batteries. Resources 2021, 10, 58. [Google Scholar] [CrossRef]
- Kang, J.; Senanayake, G.; Sohn, J.S.; Shun, M. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex-272. Hydrometallurgy 2009, 10, 168–171. [Google Scholar] [CrossRef] [Green Version]
- Vieceli, N.; Reinhardt, N.; Ekberg, C.; Petranikova, M. Optimization of manganese recovery from a solution based on lithium-ion batteries by solvent extraction with D2EHPA. Metals 2021, 11, 54. [Google Scholar] [CrossRef]
- Pranolo, Y.; Zhang, W.; Cheng, C.Y. Recovery of metals from spent lithium-ion battery leach solutions with a mixed solvent extractant system. Hydrometallurgy 2010, 102, 37–42. [Google Scholar] [CrossRef]
- Sole, K.C.; Cole, P.M. Purification of nickel by solvent extraction. In Ion Exchange and Solvent Extraction: A Series of Advances; Marcus, Y., Sengupta, A., Eds.; Marcel Dekker: New York, NY, USA, 2002; pp. 143–195. [Google Scholar]
Figure 1.
XRD pattern of the cathode powder of spent LIBs along with the identified phases (PDF number in parenthesis).
Figure 1.
XRD pattern of the cathode powder of spent LIBs along with the identified phases (PDF number in parenthesis).
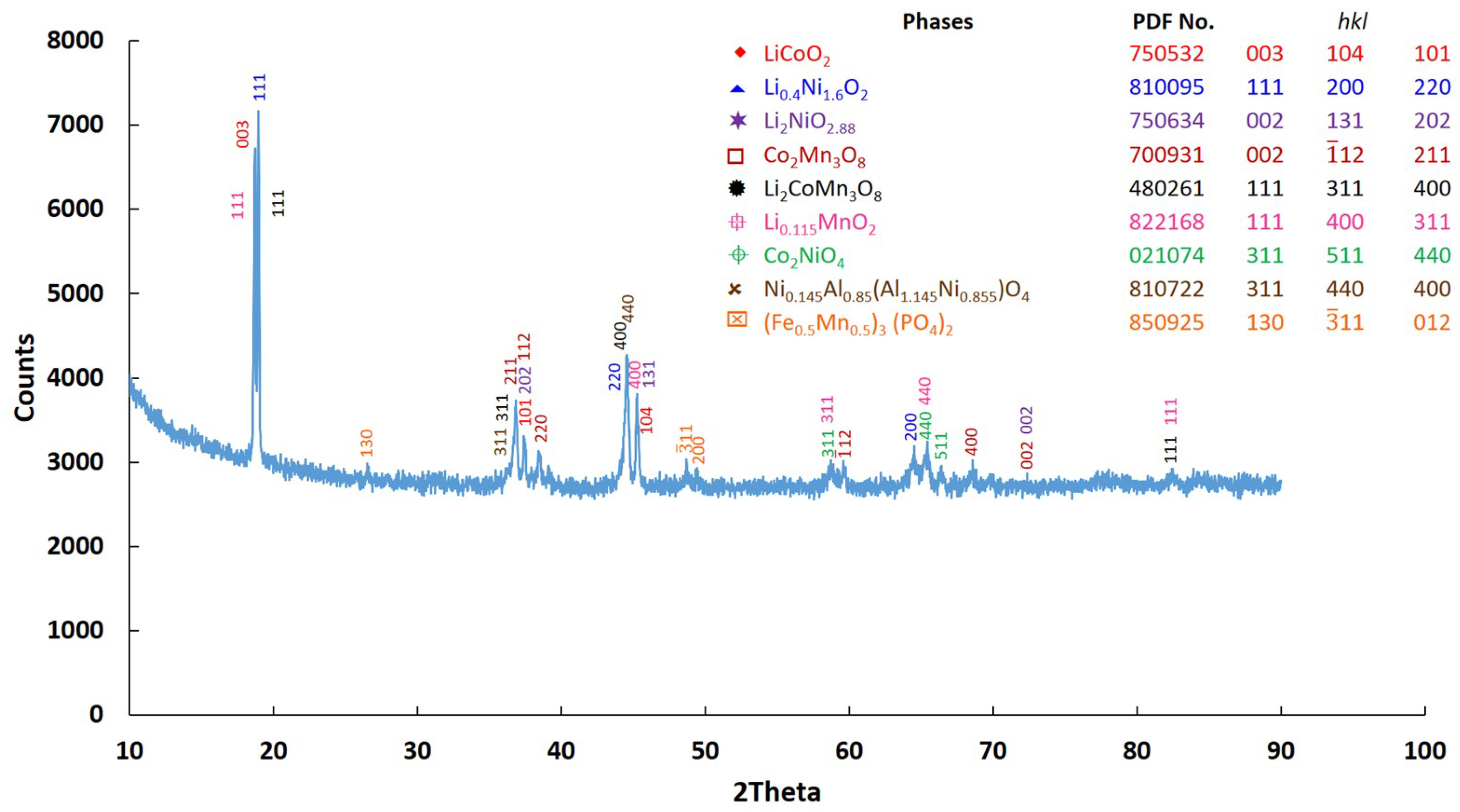
Figure 2.
Metal precipitation from PLS using 2 M NaOH at 40 °C.
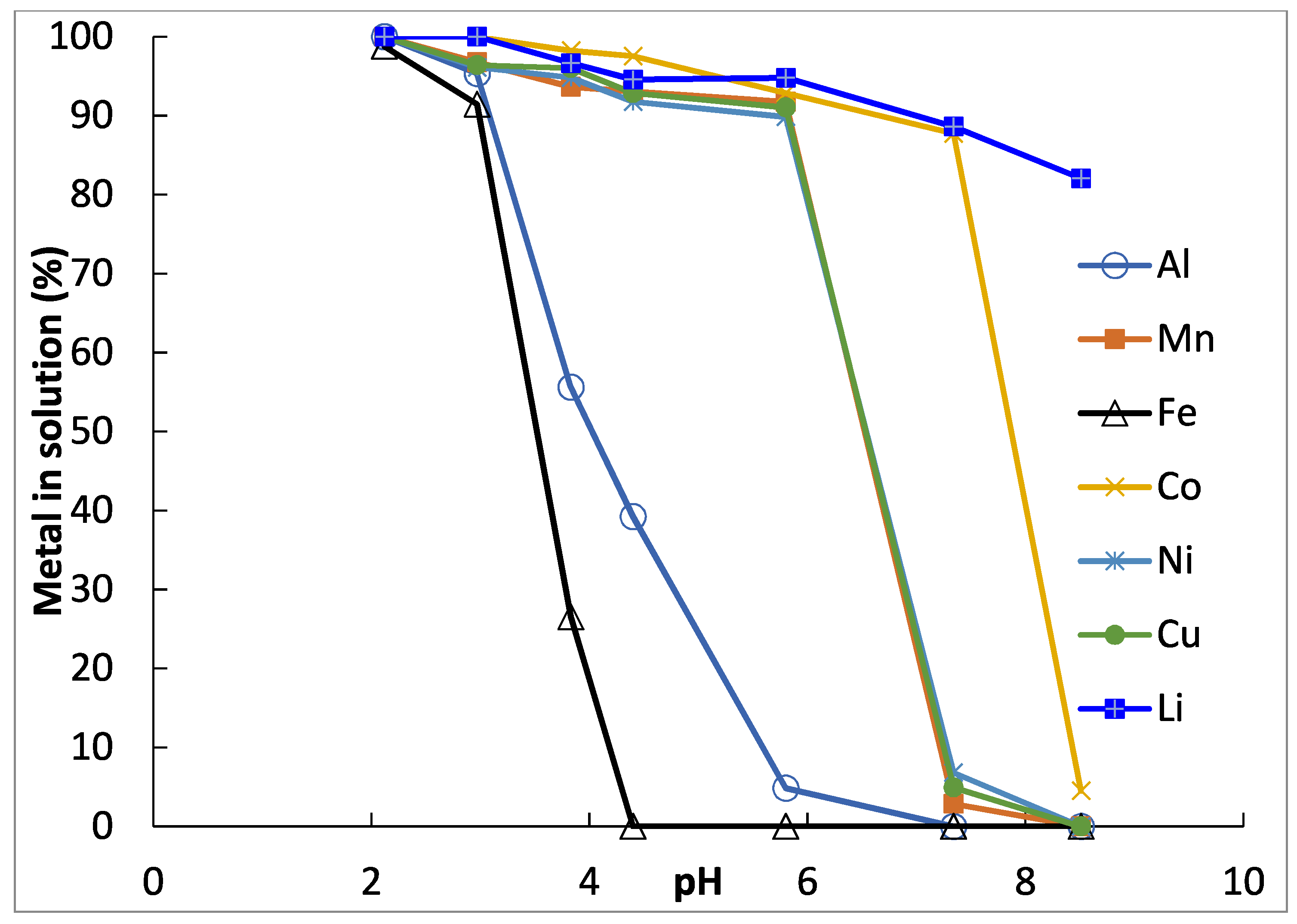
Figure 3.
The extraction equilibria of metals using 0.8 M D2EHPA in Exxsol® D80™.
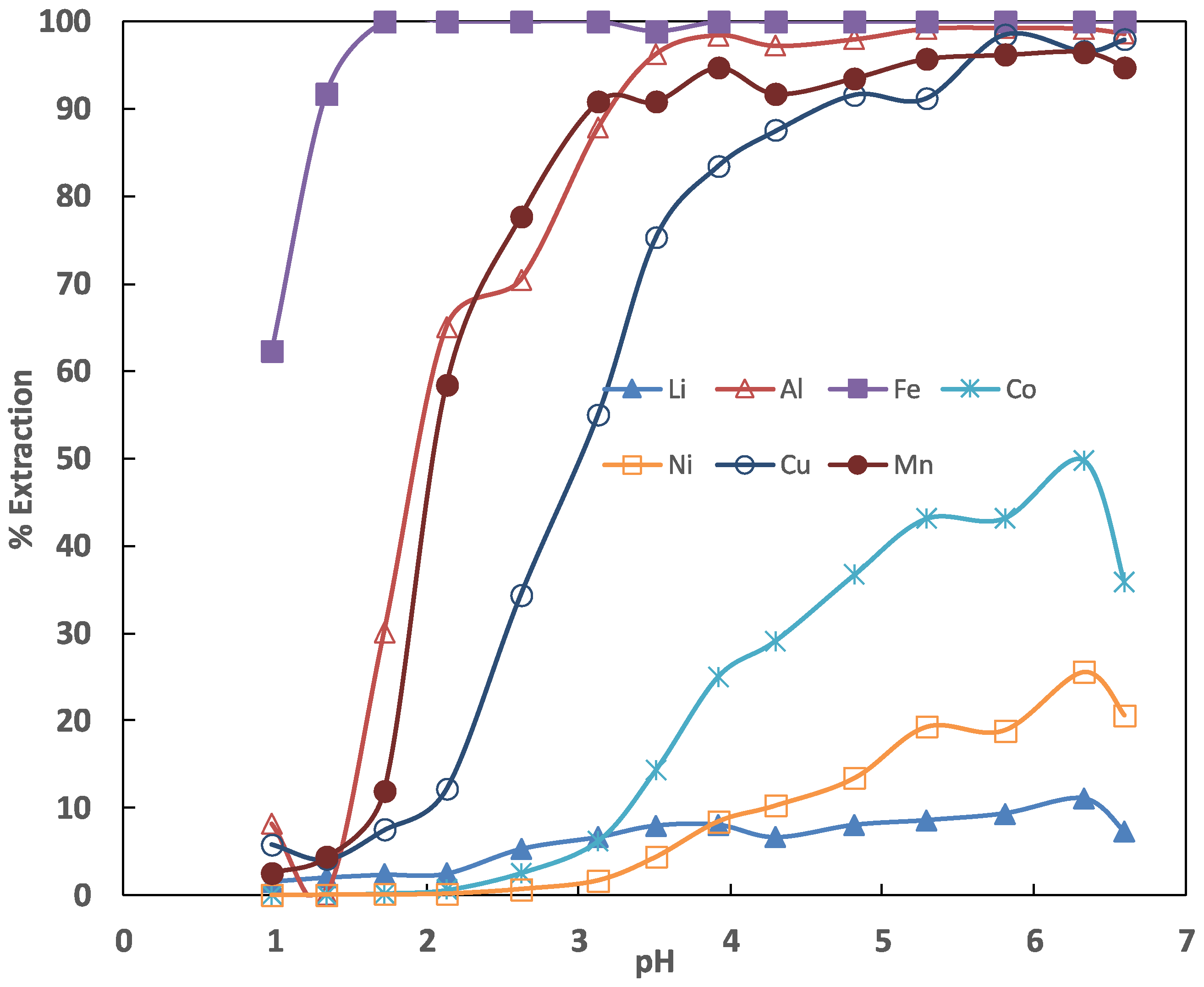
Figure 4.
Loading isotherms of Mn, Fe, Cu, Al, Co, Ni and Li in 0.8 M D2EHPA in Exxsol® D80™ at 35 °C.
Figure 4.
Loading isotherms of Mn, Fe, Cu, Al, Co, Ni and Li in 0.8 M D2EHPA in Exxsol® D80™ at 35 °C.

Figure 5.
Mn loading isotherm in 0.8 M D2EHPA (pH of 3.1; 35 °C) and an initial process design by McCabe-Thiele method.
Figure 5.
Mn loading isotherm in 0.8 M D2EHPA (pH of 3.1; 35 °C) and an initial process design by McCabe-Thiele method.
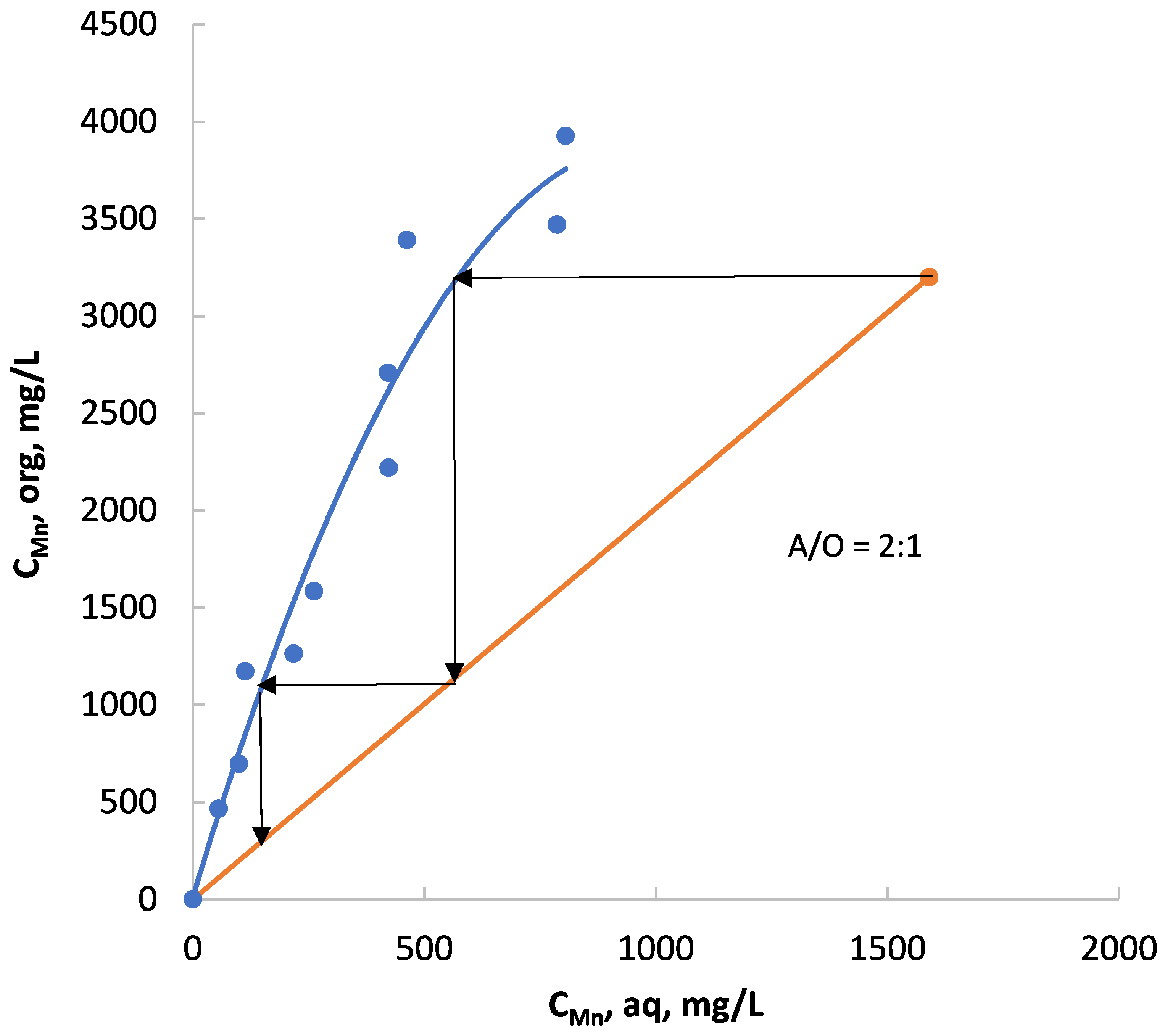
Figure 6.
(a) pH isotherms for Li, Ni and Co extraction using 1 M Cyanex 272 (Exxsol® D80™; 35 °C); (b) Loading isotherm of Co into 1 M Cyanex 272 (Exxsol® D80™; 35 °C) and initial design using the McCabe-Thiele method; (c) Stripping of cobalt from loaded Cyanex 272 with 2 M H2SO4 at 35 °C.
Figure 6.
(a) pH isotherms for Li, Ni and Co extraction using 1 M Cyanex 272 (Exxsol® D80™; 35 °C); (b) Loading isotherm of Co into 1 M Cyanex 272 (Exxsol® D80™; 35 °C) and initial design using the McCabe-Thiele method; (c) Stripping of cobalt from loaded Cyanex 272 with 2 M H2SO4 at 35 °C.
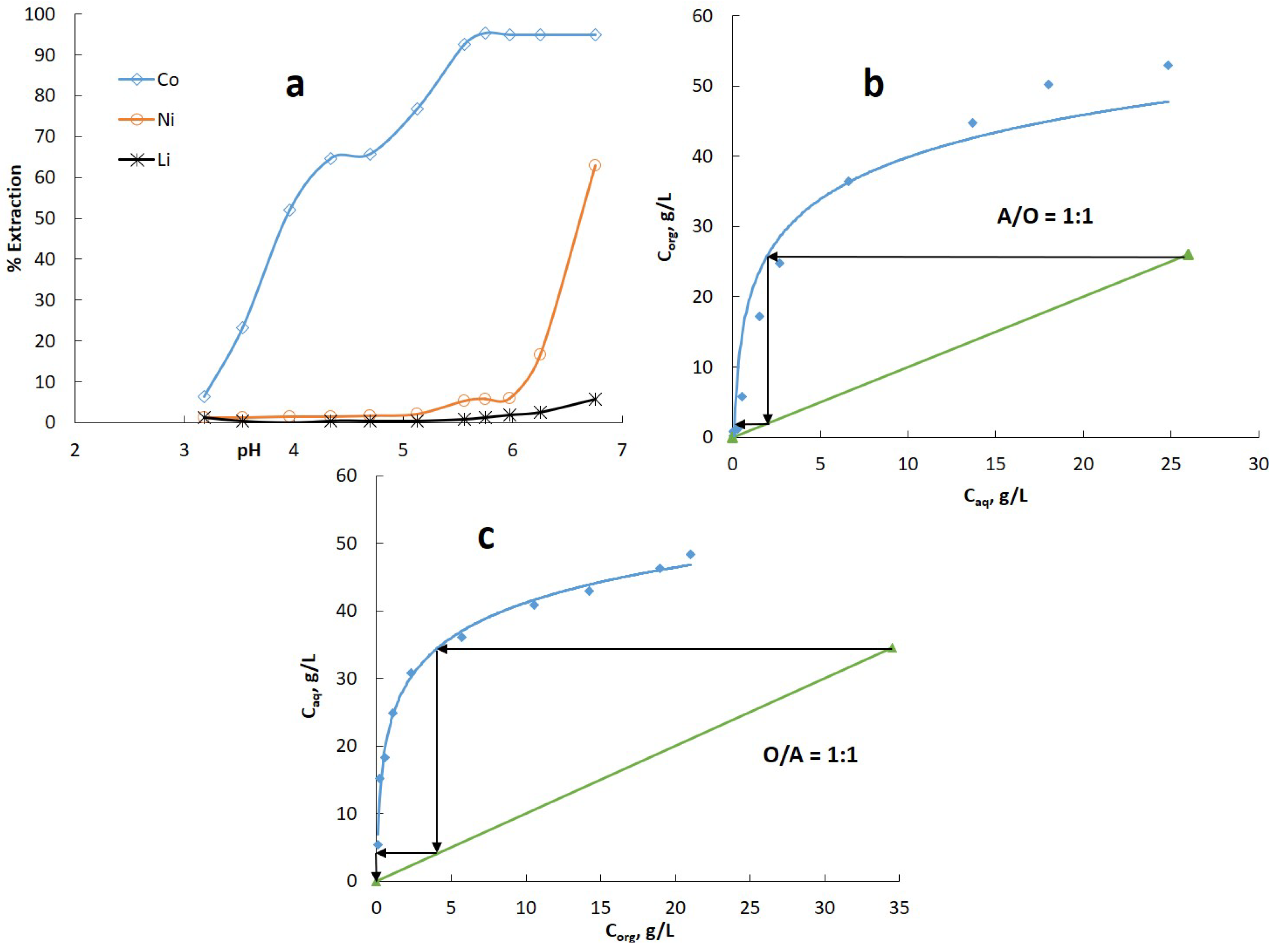
Figure 7.
Characterisation of Cobalt sulfate product (a) SEM; (b) XRD.

Figure 8.
Process flowsheet to recover high pure cobalt and all metals present in cathode active materials of LIBs.
Figure 8.
Process flowsheet to recover high pure cobalt and all metals present in cathode active materials of LIBs.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of available literature on the separation and purification of leach liquor obtained from spent LIBs.
Table 1.
Summary of available literature on the separation and purification of leach liquor obtained from spent LIBs.
| Aq. Feed | Impurity removal | Extraction process | Parameters | % Extraction | Drawbacks | Reference |
|---|---|---|---|---|---|---|
| 17.38 g/L Co, 945 ppm Ni, 138 ppm Mn, 2746 ppm Li, 43.1 ppm Cu, and 64.8 ppm Al | Mn with KMnO4 PPT at pH 3 in 1 h | SX of Cu, Al, Ni and Co | 0.25 M D2EHPA, O:A = 1.5, pH 6, 45 min | 99.6% Co, 98.7% Ni and 95.4% Cu | 8% Ni and 3% Co loss during Mn PPT | [16] |
| 3.7 g/L Li, 9.6 g/L Ni, 10.1 g/L Co, and 9.6 g/L Mn | Mn using KMnO4, Ni by DMG | SX of Co using 0.64 M Cyanex 272 (50% saponified) | 0.64 M Cyanex 272 (50% saponified), O/A ratio of 2/3 at pHeq ~5.0, 3-stages | 99% Co, >3% Li | 20.2% Ni, 20.5% Co, and 10.1% Li in the Ni-DMG precipitate | [17] |
| 4.29 g/L Ni, 7.18 g/L Co, 5.68 g/L Mn, 1.49 g/L Li, 1.78 g/L Cu and 1.96 g/L Fe | (Fe with 1 M NaOH), SX of Cu using Mextral 5640H in kerosene) (Mn: 0.5 M KMnO4 sol) | PPT and SX Followed by SX of Co using Ni loaded Mextral 272P Ni by NaOH ppt and Li NaPO4 | --- | 100% Cu, 99.2% Mn, 97.8% Co, 99.1% Ni, 95.8% Li | Complex process steps | [18] |
| 2.54 g/L Ni, 4.82 g/L Li | KMnO4 for Mn, followed by D2EHPA to remove Al and Fe | SX using PC-88A | 0.15 M PC-88A, 2 counter current stages at O/A = 1, pH = 6.5 | 92% Li, 99.6% Ni | No Cobalt in feed (LiNiO2 cathode) | [19] |
| 2.59 g/L Co, 2.61 g/L Ni, 1.4 g/L Mn and 0.8 g/L Li | Ni was separated using DMG | 0.1 M Na-Cyanex 272 to separate Co and Ni | 1st: pH = 6.0, 0.1 M Na-Cyanex, O/A = 1.5. 15 min | >99% Co and Mn | about 3% Ni and 3% Li, lost | [20] |
| - | Co and Mn by 0.2 M Na-D2EHPA Ni and Li by DMG | 2nd: pH = 2.95, 0.2 M Na-D2EHPA, O/A = 1.0, 5 min | 3.7% Co | |||
| 17,385 ppm Co, 945 ppm Ni, 138 ppm Mn, 2746 ppm Li, 43.1 ppm Cu, and 64.8 ppm Al | Mn removal by precipitation with ammonium persulfate ((NH4)2S2O8), pH = 2, 80 °C, 1 h | Cobalt oxalate and nickel oxalate precipitated by oxalic acid ammonia ((NH4)2C2O4) at pH = 2 at 50 °C, 1 h | Concentration of remaining liquid through use of reduced pressure evaporation | -- | 6% Co loss and Ni and Co separation not studied | [21] |
| LL: 2.91 g/L Co, 3.37 g/L Mn, 0.57 g/L Li, 0.033 g/L Fe, 0.407 g/L Ni, 0.019 g/L Cu, 0.014 g/L Al | Fe by precipitation at pH 3.5 by conc. NaOH solution, 95 °C for 2 h Mn by 10% ammonium persulfate solution at pH 4 Cu and Al using NaOH at pH 5.5 | SX using Cyphos IL | 0.2 M Cyphos IL 102 with A/O = 1, RT, 10 min | 98.6% Co, 99.9% Mn and 99.6% Li | -- | [22] |
| Pure liquor (Mn precipitation):1.406 g/L Co, 0.273 g/L Li and 0.181 g/L Ni. | ||||||
| 3.66 Mn, 19.33 Co, 5.19 Ni, 3.58 Li 2.57 Cu, 0.52 Fe, 2.04 Al in g/L pH 0.3 | SX using D2EHPA | Mn recovery by oxidative PPT using KMnO4 at pH 1.5, RT | 0.4 M D2EHPA, A/O = 1:2, pH = 3.2, 3 stages | 99% Mn, 25% Al | 9% Co lost | [23] |
| 36 g/L Co, 13.8 g/L Fe, 4.3 g/L Li, 0.8 g/L Al | Fe and Al removal using Ionquest/Acorga | SX with D2EHPA | 1.59 M D2EHPA, pH = 1.85 | 93.9% Co and 11.4% Li | 6% Co lost | [24] |
| 0.41 g/L Al, 3.6 g/L Li, 1.59 g/L Mn, 0.015 g/L Fe, 27.394 g/L Co, 3.205 g/L Ni and 0.058 g/L Cu | Mn, Al, Fe and Cu Removal using D2EHPA | SX with Cyanex 272 | 1 M Cyanex 272, pH = 5.75, 2 stages, scrubbing with 10 g/L CoSO4 | 99.9% Co, | Li and Ni in the raffinate can be separated by PPT | Present work |
Table 2.
Chemical composition of cathode active material of spent LIBs and pregnant leach solution (PLS).
Table 2.
Chemical composition of cathode active material of spent LIBs and pregnant leach solution (PLS).
| Element | Li | Co | Mn | Ni | Cu | Al | Fe | C |
|---|---|---|---|---|---|---|---|---|
| Composition in cathode active material (% wt) | 6.09 | 58.10 | 3.06 | 6.21 | 0.04 | 0.7 | 0.11 | Balance |
| Composition in PLS (g/L) | 3.60 | 27.4 | 1.59 | 3.21 | 0.058 | 0.41 | 0.015 | --- |
Table 3.
Representative data of composition of organic/aqueous phases of scrubbing tests.
| Solution Used for Scrubbing | Phase | Element Concentration, g/L | ||||||
|---|---|---|---|---|---|---|---|---|
| Al | Mn | Fe | Cu | Co | Ni | Li | ||
| Initial loaded organic (feed for scrubbing experiment) | Loaded organic | 0.398 | 1.416 | 0.015 | 0.05 | 3.61 | 0.177 | 0.008 |
| Appropriate Mn as sulfate solution | Scrubbed organic | 0.103 | 10.03 | 0.01 | 0.46 | 0.133 | 0.004 | 0.00 |
| Aqueous solution (Raffinate) | 0.005 | 9.113 | 0.004 | 0.03 | 3.115 | 0.167 | 0.007 | |
Table 4.
Composition of organic and aqueous phases in scrubbing of Cyanex 272 using cobalt sulfate solutions at O/A ratio of 1:1 in a single stage.
Table 4.
Composition of organic and aqueous phases in scrubbing of Cyanex 272 using cobalt sulfate solutions at O/A ratio of 1:1 in a single stage.
| Concentration, g/L | ||||
|---|---|---|---|---|
| Phase | Co | Ni | Li | |
| Loaded organic | 25.62 | 1.11 | 0.024 | |
| Scrubbing solution | ||||
| 10 g/L Co | Scrubbed organic | 34.47 | 0.015 | 0.0 |
| Aqueous raffinate | 2.22 | 1.04 | 0.020 | |
| 5 g/L Co | Scrubbed organic | 29.55 | 0.183 | 0.004 |
| Aqueous raffinate | 2.314 | 0.887 | 0.023 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Meshram, P.; Virolainen, S.; Abhilash; Sainio, T. Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs. Metals 2022, 12, 1056. https://doi.org/10.3390/met12061056
AMA Style
Meshram P, Virolainen S, Abhilash, Sainio T. Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs. Metals. 2022; 12(6):1056. https://doi.org/10.3390/met12061056
Chicago/Turabian StyleMeshram, Pratima, Sami Virolainen, Abhilash, and Tuomo Sainio. 2022. "Solvent Extraction for Separation of 99.9% Pure Cobalt and Recovery of Li, Ni, Fe, Cu, Al from Spent LIBs" Metals 12, no. 6: 1056. https://doi.org/10.3390/met12061056
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.