Residual Stress Analysis of a 2219 Aluminum Alloy Ring Using the Indentation Strain-Gauge Method


1
Beijing Institute of Astronautical Systems Engineering, Beijing 100076, China
2
State Key Laboratory of Virtual Reality Technology and Systems, Beijing Engineering Technological Research Center of High-efficient & Green CNC Machining Process and Equipment, School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China
*
Author to whom correspondence should be addressed.
Metals 2020, 10(7), 979; https://doi.org/10.3390/met10070979
Submission received: 24 May 2020
/
Revised: 4 July 2020
/
Accepted: 17 July 2020
/
Published: 20 July 2020
Abstract
:Aerospace thin-walled rings are vulnerable to machining distortion during the manufacturing process. Various research results show that the main factor causing machining deformation is initial residual stress inside the blank. In this study, the residual stress of a 2219 aluminum alloy ultra-large rolling ring was measured by using the indentation strain-gauge method. Results showed the maximum residual maximum principal stress was +265 MPa and stress distribution was uneven. To homogenize the initial residual stress of the ring, an expansion method is proposed based on the principle of pre-stretching plate, and the feasibility of the expansion method was analyzed by establishing a simplified theoretical model of ring. A FE (Finite Element) model was established to investigate residual-stress evolution during the rolling ring and the expanding ring process. The expansion simulation results show that the reduction rates of residual stress were greater than 40% and the maximum residual stress was only 65 MPa.
1. Introduction
Monolithic thin-walled parts are widely used in the aviation and aerospace production due to their high specific stiffness and strength. Their thin-walled parts are manufactured by turning and milling, in which case, more than 90% of the material is removed from the blank [1]. However, clear distortion also occurs to the workpiece in the machining process, which causes manufacturing errors and assembly difficulties.
According to a large number of simulation and experiment results [2], residual stresses—which include initial and machining-induced residual stress—are the main cause of deformation. Huang et al. [3] believed that the coupling of initial compressive residual stress and machining-induced residual stress increased the machining distortion for 7050-T7451 alloy plate. Yang et al. [4] found that initial residual stress was the main effect of machining distortion for aluminum alloy aircraft monolithic components. Huang et al. [5] concluded that initial residual stress caused difficulty of subsequent welding processes for multipart structures. Thus, the homogenization of initial residual stress becomes more important for solving machining deformation.
In aerospace, the largest monolithic rolling ring has a diameter of nearly 10 m, with a wall thickness of about 0.2 m. When large thin-walled rolling ring parts are machined, they are vulnerable to machining distortion caused by residual stress. Appropriate distribution of residual stress can significantly reduce machining deformation [6]. Moreover, the finite element method is widely used to simulate stress and strain revolution of ring parts in the manufacturing process. Han et al. [7] simulated plastic deformation behaviors and mechanical properties of the rolling ring by using a new combined radial and axial ring-rolling process. By using DEFORM finite element analysis software, Zhou et al. [8] proposed a 3D thermomechanically coupled rigid-plastic finite-element model to analyze the effective strain distribution of large L-section rings. Li et al. [9] found that the inhomogeneous deformation degree of double-groove ball-section cold-rolling rings varied with the increasing of roll ratio by ABAQUS/Explicit software. The forming forces, forming accuracies and material utilizations were compared among die forging, ring rolling and combined ring-rolling processing technologies through Simufact software [10]. Qian et al. [11] proposed a novel casting–rolling compound precise forming process for producing rings to reduce process time and energy consumption. Guo et al. [12] proposed a new method for intelligent simulation and optimization of the ring-rolling process to solve the challenges of extremely low FE-calculation efficiency—especially for intelligent modeling and simulation of 10 m ultra-large rings.
Residual stresses are inevitably generated during the manufacturing process of parts. Moreover, the initial residual stress of the blank has the most significant effect on the machining deformation— accounting for up to 90% of the total deformation [13]. Heat treatment methods are applied to homogenize initial residual stresses of the blank. Araghchi et al. [14] found that residual stress was relieved up to 71% for 2024 alloy by using the coupling method of −196 °C liquid nitrogen, 180 °C hot oil and artificially aging, compared to only 29% using the traditional method. Lu et al. [15] found that the residual stress of cold-rolled GCr15 steel ring was reduced to approximately zero during the annealing process when the annealing time reached to 15 min. This was attributed to the recovery and recrystallization of ferrite. Guo et al. [16] showed that heat treatment yielded finer recrystallized grains for the cold-rolling rings. In addition, Wu et al. [17] discussed the effect of different heating times on the residual-stress distribution of rolled ring. Chen et al. [18] found that the method of thermal and vibratory stress-relief homogenized the residual stress in both transversal and longitudinal directions.
The expansion method is a mechanical stamping process that can change the mechanical properties of materials and the distribution of residual stress for ring part. Sun [19] used a hydraulic expansion method to obtain the cooling air tube of aero gas turbine engine, and the wrinkling and fracture defects were effectively controlled with an 80 MPa pressure and a 5-mm feed rate. Seifi et al. [20] pointed out that the cold expansion process changed the distribution of residual stress around the holes of plate. Lăzărescu et al. [21] proposed a new methodology that combined an analytical approach with the experiment data measured by a 3D optical measurement system, and this methodology was used to determine the equivalent stress–strain curves by bulging through elliptical dies. Zhang et al. [22] studied the springback in the hydraulic bulge process, and the theoretical formula of springback could be used to guide the sheet forming process with three-dimensional stress state.
For aerospace thin-walled rings, the initial residual stress has a great effect on machining deformation during the turning and milling process. The quality of ring parts can be effectively controlled by the parameters of rolling process, but the generation of residual stress is inevitable. The method of heat treatment has a better homogenization effect, but its development is limited by efficiency and environment. In particular, heat treatment of large rings increases equipment and energy costs. Hence, the mechanical expansion method has a good application prospect, and the simulation technology provides a better research conditions. However, few studies have been made on the homogenization of residual stresses by the method of expansion, especially for the rolling of large rings. In this study, the residual-stress distribution of an ultra-large ring with a diameter of nearly 10 m is measured. Moreover, the expansion method is proposed based on the principle of pre-stretching plate. The feasibility of the expansion method is analyzed by establishing a simplified theoretical model of ring. An integrated simulation model of rolling ring and expanding ring is established to investigate residual-stress revolution and homogenization effect.
2. Rolling Process and Residual-Stress Measurement
2.1. Ring Material
Aluminum alloy is widely used in aviation, aerospace, weapons and other industries because of its better specific stiffness, specific strength, corrosion resistance and manufacturability. Especially in the aerospace field, 2219 aluminum alloy is the most commonly used material due to its superior machining performance and welding performance. The physical properties of 2219 aluminum alloy are shown in Table 1, the chemical composition of 2219 aluminum alloy is shown in Table 2, and the material properties of 2219 aluminum alloy at different temperatures are shown in Table 3.
2.2. Ring-Rolling Process
The ring-rolling process is a continuous local plastic-deformation manufacturing process that uses the extrusion movement of the rolling mill. The process achieves wall thickness-reduction, diameter-expansion and cross-sectional profile forming. The monolithic manufacturing of the ring-rolling process has the characteristics of higher processing efficiency and better processing quality. It has developed into the most important manufacturing method of ring parts. The complete multiprocess of large rolling ring parts is as follows: (1) upsetting; (2) stretch-forming; (3) hole-punching; (4) enlarging the hole; (5) ring rolling; (6) cooling. Pan et al. [23] introduced the principle of ring rolling and the manufacturing process of ultra-large ring in detail. Wu et al. [17] researched that the technological parameters of ring rolling were obtained based on a theoretical analysis. Considering the manufacturing cost and analysis efficiency of the ring, this study designs two sets of ring-rolling parameters, respectively for the ultra-large ring with a 9.37 m diameter and small ring with a 0.2 m diameter, as shown in Table 4.
2.3. Residual-Stress Measurement of Ultra-Large Rings
In recent decades, residual-stress testing methods have been a hot research topic for scientists and engineers. Generally, residual-stress measurement methods are classified into two types: mechanical measurement with a destructive effect, and physical measurement with a nondestructive effect.
The indentation strain-gauge method for residual-stress measurement was proposed by the Institute of Metal Research, Chinese Academy of Sciences. An outside spherical pressure head is used to destroy the material with a slight indentation. As the residual stress at this point is released, the strain is changed. Moreover, the three-channel strain gauge attached at this point measures the strain value, and the data are saved in the indentation-stress instrument through the electrical signal. The residual-stress value is calculated by the measuring elastic strain and the Young’s modulus of the material. This method is applied to measure the residual stresses of 9-m-wide ring. It is important to make the rod of the pressure head vertical to the surface of measuring material. The rod is positioned by a holder, and the three feet of the holder are used to regulate the location of the pressure head to make sure that the rod would be vertical to the surface.
The measurement process of the indentation strain-gauge method has four main steps. A block scheme of the experimental system is shown in Figure 1.
- The first step is the preparation for experiment. The surface of material is polished with 100-mesh sandpaper to reduce surface roughness. The indentation-stress instrument (Nanjing Hope Techco., Ltd., Nanjing, China) is turned on and the software (Nanjing Hope Techco., Ltd., Nanjing, China) used to calculate and record the residual stress is run;
- The second step is strain-gauge attachment. The measuring surface is cleaned with acetone or alcohol, and then the strain gauge is firmly attached to the material. The strain gauges and indentation-stress instrument for signal connection are wired;
- The third step is indentation and result treatment. The microscope head (Nanjing Hope Techco., Ltd., Nanjing, China) is inserted into the holder for centering, which makes the indentation hitting point of the strain gauge coincide with the center point of the microscope. Then, the rod is inserted, and the appropriate hitting pressure is chosen, generally selecting the first gear for aluminum alloy. After this, the “stress” button of the software is pressed to complete the zero setting;
- Finally, the hitting pressure is fired and kept stable for 5–10 s to record the stress.
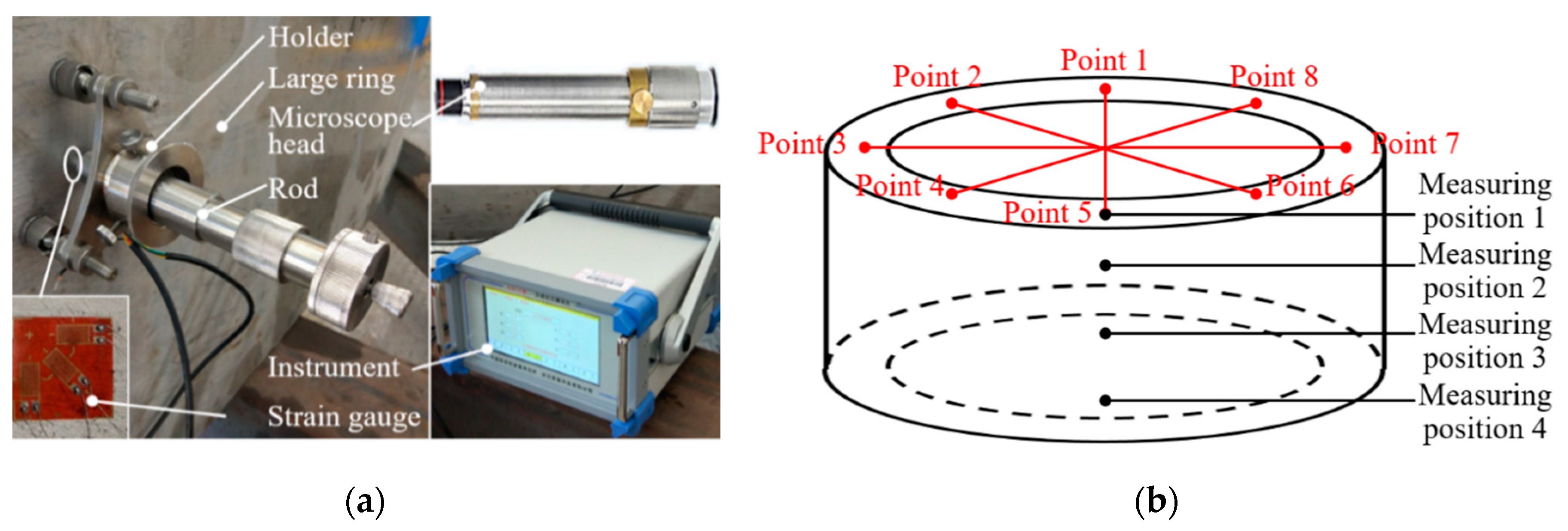
In this study, the residual stress of ultra-large ring was measured by the indentation strain-gauge method. Moreover, this experiment adopts the BX120-3CA type three-channel resistance strain gauge (Nanjing Hope Techco., Ltd., Nanjing, China) and the KJS-3 type indentation-stress instrument (Taizhou Huangyan Haoke Electronic Component Factory, Taizhou, China). The sensitivity coefficient of the instrument was 1με and the stress accuracy of the instrument was ±20 MPa. The instrument layout of the residual stress measurement experiment is shown in Figure 2a. The outer diameter of the rolling ring was 9.97 m and the inner diameter was 9.5 m. Eight points were selected for residual-stress measurement along the circumferential direction of the ring, as shown in Figure 2b. Moreover, each measurement point had four measuring positions. Measuring position 1 was located at the top of the ring. Three measuring positions were distributed on the outer cylindrical surface of the ring, which were measuring position 2, measuring position 3 and measuring position 4, respectively. The distribution of measuring point objectively ensures the accuracy and richness of residual-stress data. The measured residual stress was the maximum principal stress; the experiment resulted of the ultra-large ring was shown in Figure 3. The error limit was added to each point by considering the measurement error, which was the instrument measurement error ±20 MPa.
3. Simulation of Residual-Stress Homogenization in the Expansion Method
After the manufacturing process, a large amount of nonuniform residual stress is distributed inside parts due to the uneven force, heat and other loads. This residual stress directly cause the blank cracks or machining distortion. Therefore, the homogenization of residual stress is necessary for blank parts. Zhang et al. [24] found that the initial residual stress of the plate was significantly reduced in the pre-stretching process by using a mathematical model and a finite-element model. For an ultra-large ring with a diameter of nearly 10 m, the expansion method is proposed to homogenize and reduce the residual stress after rolling process.
3.1. Theory of Residual-Stress Homogenization
The expanding ring process involves expanding the ring outward along the radial direction by loading force on inner ring, which achieves the stress homogenization or mechanical properties improvement. In the ring section, the circle is equivalent to an inscribed regular polygon of circle. A section of the ring can be simplified into a plate, and the expansion force can be equivalent to the stretching force along length direction. A residual-stress analysis model was established, as shown in Figure 4. The length is L, the width is W, and the thickness is T. A Cartesian coordinate system is established with O point as the origin.
In the plate, a tiny layer of material ∆T is arbitrarily taken as a stress analysis. Moreover, the residual stress at point (x, y, z) in this layer is
σRS = σ0(σx0, σy0, σz0).
According to the expansion process, a set of stretching forces F is loaded on the board in the x direction. Assuming that the stretching forces is uniformly loaded on both ends, respectively, F can be equivalent to the tensile stress,
σF = F/(W × T).
After applying F, when the material is in the stage of elastic deformation, the directional stresses at any point are
where υ is Poisson ratio.
σx = σx0 + σF,
σy = σy0 − υ × σx,
σz = σz0 − υ × σx,
The material satisfies the Von Mises criterion, so there is
and τxy, τyz and τzx are tangential stresses.
σs2 = ((σx − σy)2 + (σy − σz)2 + (σz − σx)2 + 6(τxy2 + τyz2 + τzx2))/2,
When
the material is caused unrecoverable plastic deformation. Moreover, [σs] is the allowable yield strength of the material.
σs > [σs],
For the equivalent plate, the residual stress is homogenized or strengthened, which is due to the coupling of the loading tensile stress and the initial residual stress. In the x direction, affected by the loaded force, the stress value is greater than the allowable yield strength where the initial residual stress appears to be tensile. Hence, the material causes plastic deformation, and the residual stress is released. Where the initial residual stress appears to be compressive, the loading tensile stress and the compressive residual stress are balanced with each other, which achieves the residual-stress homogenization. In the y and z directions, residual stress mainly appears to be homogenized. However, where the initial residual-stress value is very small, the stress easily becomes compressive stress, which makes the material strengthening.
3.2. Finite-Element Model of Ring Rolling
The finite element method has become increasingly important in engineering science fields. The finite element method is used to accurately calculate the distribution of stress, strain and temperature in the manufacturing process. The Simufact software was used to simulate various processes of various materials, calculate the material performance of high-temperature large-deformation plastic manufacturing and predict the results of complex manufacturing processes. The software has the characteristics of high precision and high efficiency. Therefore, Simufact software is adopted in the ring-rolling process simulation.
According to the principle of ring-rolling process, the blank ring model is established to obtain the results of stress, strain and temperature evolution of the rolling ring parts. The rolling process of a smaller ring is simulated considering the calculation efficiency. Based on the position of the ring blank and the rollers, the simulation model is established, shown in Figure 5a. The driving roller provides rotating power for the ring. The core roller completes the continuous rolling extrusion of the ring through radial and rotational movement. The upper and lower axial cones perform the extrusion process to maintain the axial height of the ring. The left and right rollers ensure the motion stability of the rolling ring and rollers move outward as the process. In the rolling simulation, the material model of ring was set as an elasto-plastic behavior of 2219 aluminum alloy, while all the rollers were defined as rigid bodies. The mechanical properties of 2219 Al alloy were varied at different temperatures, as shown in Table 3. The mesh of the ring is tetrahedron with 10/4 nodes, and the element type is tetrahedral 157. The minimum element length was set as 0.8 mm, and the meshing mode was set to adaptive division. The rolling-process parameters are shown in Table 4. Through this manufacturing, the thick-walled blank small was is rolled into thin-walled large ring, as shown in Figure 5b. The final size of the rolling ring was Φ200 mm × Φ160 mm × 120 mm. After unloading, the initial residual stress of the rolling ring was obtained.
3.3. Expansion Method of Residual-Stress Homogenization
The ring after ring rolling is the initial state of the part in the expansion process. The Simufact software (Version 13.2, MSC software corporation, Los Angeles, America) is used to simulate this process of the ring. The material properties of the expansion ring are defined as those of the ring-rolling process, an elasto-plastic behavior of 2219 aluminum alloy. The mesh of the rolling ring is tetrahedron with 10/4 nodes, and the element type is tetrahedral 157. The minimum element length is set as 0.8 mm, and the meshing mode is set to adaptive division. As shown in Figure 6a, a four-part cylindrical mold is designed to load the expansion force. The mold is set as a rigid body, which means that it is not affected by temperature and working load. The friction between the ring and the mold is Coulomb friction with a friction coefficient of 0.6. Moreover, the ambient temperature is 20 °C during the process. The four parts of the mold are expanded in the radial direction of the ring with a feed of 1 mm, respectively to achieve the purpose of the ring expansion method, as shown in Figure 6b. Moreover, the rolling ring expand under the load of the mold. The mold is unloaded after keeping for 20 min. Hence, the residual-stress redistribution of the rolling ring affected by the expansion method is observed by the Simufact software.
4. Results
4.1. Results of Residual Stress of Ring Rolling
The simulation results of ring workpiece were obtained after the ring rolling and the cooling process. Figure 7 shows the maximum principal stress and the equivalent plastic strain of the final rolling ring, respectively. The stress result showed that both tensile stress and compressive stress exist in the ring and they were in a balanced state. The maximum tensile residual-stress value was 175.97 MPa, and the maximum compressive residual-stress value was 188.37 MPa. The maximum strain value was 1.49, while the minimum strain value was 0. The stress and strain distribution were uneven.
4.2. Results of Residual-Stress Homogenization after Expansion
The residual stress inside the ring was observed by the numeric simulation; the stress homogenization effect in the X direction of the expansion method is compared in Figure 8. The X direction is circumferential direction, and the Y direction is axial direction. In addition, the positive stress values represent the residual tensile-stress, while the negative stress values represent the residual compressive stress. In the axial section of the ring, the area of the maximum residual-stress distribution was significantly reduced after expansion process.
The ring was layered in 2-mm-thickness for each layer along the radial thickness direction. The first layer with a thickness of 0–2 mm was from the outer cylindrical surface to the inner cylindrical surface. On each layer, four points were selected as measuring points in the circumferential direction. The average residual-stress value of the four points represents the stress distribution of this layer. Hence, the residual stresses after the expansion of the ring were compared with that before the expansion at the same points in the X and Y directions, as shown in Figure 9. The expansion process decreased the residual stress in the fluctuation. The maximum stress difference between tensile stress and compressive stress decreased from 259 MPa to 141 MPa in the X direction, while the maximum stress difference decreased from 239 MPa to 121 MPa in the Y direction. Moreover, the peak value of the residual stress was also reduced. In X direction, the maximum residual tensile-stress value decreased from 131 MPa to 65 MPa after expansion, while the maximum residual compressive stress value decreased from 128 MPa to 76 MPa. In Y direction, the maximum residual tensile-stress value decreased from 121 MPa to 59 MPa, and the maximum residual compressive stress value was reduced from 118 MPa to 62 MPa.
5. Discussion
5.1. Residual-Stress Distribution of Ultra-Large Ring Rolling
For the ultra-large rings, residual stresses on the surface are not uniformly distributed, as shown in Figure 3. The measuring position one was located at the top of the ring. At the measuring position one, the residual maximum principal stresses of the eight measurement points were all tensile stress. The maximum residual maximum principal stress was 265 MPa, while the minimum residual maximum principal stress was only 58 MPa. The stress-difference of the two points was 207 MPa. The residual tensile-stress significantly reduced the mechanical properties of the ring, which promoted the propagation of cracks on the surface of the material. In the ring-rolling process, the material is elasto-plastically deformed along the axial direction due to the rolling effect of the core roller and the driving roller, but the upper and lower axial cones do not provide enough axial rolling force. This rolling condition leads to the appearance of residual tensile-stress on the top of the ring after unloading. During the cooling process, the cooling shrinkage of the inner and outer surfaces of the ring aggravated this stress distribution trend.
At the measuring positions two, three and four, the experimental measurement resulted were the maximum principal stress on the outer surface of the ring, as shown in Figure 3. The maximum compressive stress was −232 MPa and the maximum tensile stress was +221 MPa. The stress-difference was 453 MPa. The residual stresses at these three measuring positions were consistent in trend along eight measurement points. Moreover, the maximum principal stresses were compressive at measurement point three and four. The areas of point three and point four were likely to be the end positions of ring-rolling process. Due to the final extrusion effect of the rollers, the stress distribution was clearly different from other points. The residual tensile-stresses at other points were mainly caused by rolling springback.
5.2. Discussion of Residual Stress of Rolled Rings and Expansion Rings
In the ring-rolling process, the ring is affected by nonuniform force loads, thermal loads and phase transition of the material, resulting in uneven residual-stress distribution. The axial extrusion of the core roller causes a noncontinuous elastoplastic deformation, grain refinement and dislocation density increases. This local rolling load lead to an uneven residual-stress distribution of the ring. Different radiating speeds affect the different temperature distributions of the rolling ring. Moreover, this heat caused by plastic deformation enhances the unevenness of the thermal load. Residual stress is generated due to the thermal load. High temperature leads to phase transition of ring material, which changes residual-stress distribution. The final residual stress of the ring is the coupling of these three residual stresses.
The expansion process enabled the homogenization and reduction of residual stress. In the X direction, the maximum residual compressive stress decreased by 40.63% and the maximum residual tensile-stress decreased by 50.38%. In Y direction, the maximum residual compressive stress decreased by 47.46%, while the maximum tensile stress decreased by 51.24%. Compared with research by Wei et al. [25], the residual-stress reduction of TC4 ring was 25% lower than the expansion method.
In the expansion process, the expanding force is loaded on the inner surface of rolling ring along radial direction. For the ring, the expanding force is equivalent to a tensile force in the circumferential direction and an extruding force in the radial direction. After the ring-rolling process, the ring keeps in static equilibrium state under the effect of initial residual stress. The coupling of residual stress and expanding force results in elastic deformation of the ring as the mold moves slightly. When the coupling stress is greater than the yield strength of the material, plastic deformation of rolling ring occurs, and the initial residual stress is released. Based on the analysis of the theoretical model, the location with the maximum residual stress is the earliest to achieve σs > [σs], and then the residual stress is released, even with a smaller expanding force. Therefore, the area of maximum residual stress in the ring is significantly reduced after the expansion, as shown in Figure 8. In the actual expansion process, the ring is always in a state where elastic and plastic deformation exist. Hence, the mold should be kept for some time before unloading, which ensures complete release of any residual stress. In addition, the roundness of the rolling ring has also been greatly improved under the influence of uniform expanding force.
This research provides a technical basis for the development of expansion equipment. Actually, the hydraulic expansion method is used on smaller rings, while the mechanical expansion method is widely used on larger rings, due to the manufacturing difficulty of large hydraulic soft membranes. Moreover, the working head of the mold can be designed to be replaceable in the development of expansion equipment, which is suitable for rolling rings of different sizes.
6. Conclusions
Large ring rolling is a class of common part in the field of aerospace, but deformation has always been a difficult problem. Numerous studies show that machining deformation is mainly caused by residual stress—especially the initial residual stress of blank. In this study, 2219 aluminum alloy rolling ring as the research object, the expansion method for residual-stress homogenization is proposed. The main conclusions are as follows:
- The ring-rolling process was investigated. The movement and working principle of rollers in the ring-rolling process were analyzed. Ring-rolling process parameters were proposed for 2219 aluminum alloy rings with a diameter of nearly 10 m and a diameter of 0.2 m, respectively;
- An indentation strain-gauge method was applied to measure the residual stress of an ultra-large ring. At the top of the ring, the maximum residual principal stress was tensile stress. The maximum stress was +265 MPa. The maximum tensile and compressive stressed on the outer surface were, respectively +172 MPa and −80 MPa;
- Based on the principle of pre-stretching the plate, a simplified theoretical model of ring homogenization was established. Moreover, the analysis result showed that when the coupling stress of residual stress and expanding-force achieves σs > [σs], the residual stress of the rolling ring was released;
- The integrated simulation model of rolling ring and expanding ring was established and the influence of expansion on residual stress was analyzed. A large amount of residual stress was induced in the ring-rolling process. By expansion process, the residual stress of the rolling ring was homogenized. The resulted of expanding ring process show that the reduction rated of the maximum stress in X and Y direction were both greater than 40%.
Author Contributions
Conceptualization, Y.M., Q.W. and H.G.; methodology, N.X.; software, N.X.; validation, Y.M., N.X., Q.W., H.G. and J.W.; formal analysis, H.G.; investigation, J.W.; resources, Q.W.; data curation, J.W.; writing—original draft preparation, J.W.; writing—review and editing, N.X.; visualization, Y.M.; supervision, Y.M.; project administration, Q.W.; funding acquisition, Q.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by <National Natural Science Foundation of China #1>, Grant Number <51875024>; < Defense Industrial Technology Development Program #2>, Grant Number <JCKY2018601C002>; <National Natural Science Foundation of China #3>, Grant Number <U1637601>; <Civil Aerospace Technology Pre-research Project #4>, Grant Number <B0109>; <State Key Laboratory of Virtual Reality Technology Independent Subject #5>, Grant Number <BUAA-VR-16ZZ-07>.
Acknowledgments
The authors thank the referees of this study for their valuable and very helpful comments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gao, H.J.; Zhang, Y.D.; Wu, Q.; Song, J. An analytical model for predicting the machining deformation of a plate blank considers biaxial initial residual stresses. Int. J. Adv. Manuf. Technol. 2017, 93, 1473–1486. [Google Scholar] [CrossRef]
- Li, J.G.; Wang, S.Q. Distortion caused by residual stresses in machining aeronautical aluminum alloy parts: Recent advances. Int. J. Adv. Manuf. Technol. 2017, 89, 997–1012. [Google Scholar] [CrossRef]
- Huang, X.M.; Sun, J.; Li, J.F. Effect of initial residual stress and machining-induced residual stress on the deformation of aluminium alloy plate. Stroj. Vestn. J. Mech. Eng. 2015, 61, 131–137. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Li, M.; Li, K.R. Comparison and analysis of main effect elements of machining distortion for aluminum alloy and titanium alloy aircraft monolithic component. Int. J. Adv. Manuf. Technol. 2014, 70, 1803–1811. [Google Scholar] [CrossRef]
- Huang, C.J.; Li, H.; Li, J.X.; Luo, C.G.; Ni, Y.B. Residual stress measurement on propellant tank of 2219 aluminum alloy and study on its weak spot. J. Mech. Sci. Technol. 2017, 31, 2213–2220. [Google Scholar] [CrossRef]
- Hönnige, J.R.; Colegrove, P.A.; Ahmed, B.; Fitzpatrick, M.E.; Ganguly, S.; Lee, T.L.; Williams, S.W. Residual stress and texture control in Ti-6Al-4V wire + arc additively manufactured intersections by stress relief and rolling. Mater. Des. 2018, 150, 193–205. [Google Scholar] [CrossRef] [Green Version]
- Han, X.H.; Hua, L. Plastic deformation behaviors and mechanical properties of rolled rings of 20CrMnTi alloy in combined radial and axial ring rolling. Mater. Des. 2014, 58, 508–517. [Google Scholar] [CrossRef]
- Zhou, P.Z.; Zhang, L.W.; Gu, S.D. Mathematic modeling and FE simulation of radial-axial ring rolling large L-section ring by shape axial roll. Int. J. Adv. Manuf. Technol. 2014, 72, 729–738. [Google Scholar] [CrossRef]
- Li, L.Y.; Li, X.; Liu, J.; He, Z. Modeling and simulation of cold rolling process for double groove ball-section ring. Int. J. Adv. Manuf. Technol. 2013, 69, 1717–1729. [Google Scholar] [CrossRef]
- Qian, D.S.; Mao, H.J.; Deng, J.D.; Yue, J.S. Processing optimization for large spherical valve body based on FE simulation. Procedia. Eng. 2014, 81, 2481–2487. [Google Scholar] [CrossRef] [Green Version]
- Qian, F.; Li, Y.; Qi, H.; Ju, L. Advances in compact manufacturing for shape and performance controllability of large-scale components-a review. Chin. J. Mech. Eng. 2017, 30, 7–21. [Google Scholar] [CrossRef]
- Guo, L.G.; Wang, F.Q.; Liang, L.; Wang, Y.F.; Huang, W.X. New idea and advances in intelligent simulation and optimization of high-performance ring rolling process. J. Netshape. Form. Eng. 2017, 9, 1–11. (In Chinese) [Google Scholar] [CrossRef]
- Huang, X.; Sun, J.; Li, J. Finite element simulation and experimental investigation on the residual stress-related monolithic component deformation. Int. J. Adv. Manuf. Technol. 2015, 77, 1035–1041. [Google Scholar] [CrossRef]
- Araghchi, M.; Mansouria, H.; Vafaeia, R.; Guo, Y. A novel cryogenic treatment for reduction of residual stresses in 2024 aluminum alloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process 2017, 689, 48–52. [Google Scholar] [CrossRef]
- Lu, B.; Lu, X. Evolution of residual stress and distortion of cold-rolled bearing ring from annealing to quenched-tempered heat treatment. J. Mater. Eng. Perform 2018, 27, 368–378. [Google Scholar] [CrossRef]
- Guo, W.; Yi, Y.; Huang, S.; Mao, X.; Fang, J.; Tong, D.; Luan, Y. Manufacturing large 2219 Al–Cu alloy rings by a cold rolling process. Mater. Manuf. Process. 2020, 35, 291–302. [Google Scholar] [CrossRef]
- Wu, Q.; Wu, J.; Zhang, Y.D.; Gao, H.J.; Hui, D. Analysis and homogenization of residual stress in aerospace ring rolling process of 2219 aluminum alloy using thermal stress relief method. Int. J. Mech. Sci. 2019, 157, 111–118. [Google Scholar] [CrossRef]
- Chen, S.G.; Zhang, Y.D.; Wu, Q.; Gao, H.J.; Yan, D.Y. Residual stress relief for 2219 aluminum alloy weldments: A comparative study on three stress relief methods. Metals 2019, 9, 419. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.W. Research on Forming Process of Inserted Tube for Air Coolant on Aeroengine. Ph.D. Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2016. [Google Scholar]
- Seifi, R.; Zolfaghari, M.H.; Shirazi, A. Experimental and numerical study of residual stresses caused by cold expansion of adjacent holes. Meccanica 2014, 49, 687–706. [Google Scholar] [CrossRef]
- Lăzărescu, L.; Comşa, D.S.; Nicodim, I.; Ciobanu, I.; Banabic, D. Characterization of plastic behaviour of sheet metals by hydraulic bulge test. Trans. Nonferrous Met. Soc. China 2012, 22, 275–279. [Google Scholar] [CrossRef]
- Zhang, Q.D.; Lang, L.H.; Wang, Y.; Sun, Z.Y. Theoretical investigation on the springback behavior of AA7B04 sheet in hydraulic bulge process. Int. J. Adv. Manuf. Technol. 2016, 87, 2861–2871. [Google Scholar] [CrossRef]
- Pan, Y.; Qian, D.S.; Hua, L.; Wu, J.S.; Cui, Y.; Pan, Z.H. Simulation and experimental research on the radial-axial rolling of 9m diameter ultra-large ring. J. Plast. Eng. 2012, 19, 18–19. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, S.; Wu, Y.; Gong, H. A modeling of residual stress in stretched aluminum alloy plate. J. Mater. Process. Technol. 2012, 212, 2463–2473. [Google Scholar] [CrossRef]
- Wei, Z.J.; Li, J.S.; Yang, Y.H.; Lv, N.; Wang, J.G. Effect of bulging process on residual stress and its distribution of TC4 alloy ring forgings. Rare Met. Mater. Eng. 2019, 48, 2537–2543. (In Chinese) [Google Scholar]
Figure 1.
Block scheme of experimental system.

Figure 2.
(a) Residual-stress measurement experiment; (b) measurement points.

Figure 3.
Measurement results of residual maximum principal stress of large ring-rolling.

Figure 4.
Simplified equivalent model of rolling ring.

Figure 5.
Simulation model and ring-rolling process: (a) finite element model of ring-rolling process; (b) Forming process of rolling ring.
Figure 5.
Simulation model and ring-rolling process: (a) finite element model of ring-rolling process; (b) Forming process of rolling ring.

Figure 6.
Residual-stress homogenization by expansion method: (a) finite-element model of homogenization; (b) model-position relation.
Figure 6.
Residual-stress homogenization by expansion method: (a) finite-element model of homogenization; (b) model-position relation.

Figure 7.
Simulation results of ring-rolling process: (a) Residual maximum principal stress result; (b) Equivalent plastic strain.
Figure 7.
Simulation results of ring-rolling process: (a) Residual maximum principal stress result; (b) Equivalent plastic strain.

Figure 8.
Simulation results of residual-stress homogenization. (a) Before expansion; (b) after expansion.
Figure 8.
Simulation results of residual-stress homogenization. (a) Before expansion; (b) after expansion.

Figure 9.
Comparison of residual stress of expansion method. (a) Residual stress in X direction; (b) residual stress in Y direction.
Figure 9.
Comparison of residual stress of expansion method. (a) Residual stress in X direction; (b) residual stress in Y direction.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Physical properties of 2219 aluminum alloy.
| Parameter | Young’s Modulus (E) | Density (ρ) | Poisson Ratio (υ) | Yield Strength ([σs]) | Coefficient of Thermal Expansion (α) |
|---|---|---|---|---|---|
| Units | GPa | kg/m3 | – | MPa | 10−6/°C |
| 2219 Al-alloy | 73 | 2840 | 0.3 | 350 | 22.3 |
Table 2.
Chemical composition of 2219 aluminum alloy (wt%).
| Cu | Mn | Ti | Zr | V | Mg | Zn | Fe | Si | Al |
|---|---|---|---|---|---|---|---|---|---|
| 5.8–6.8 | 0.2–0.4 | 0.02–0.1 | 0.1–025 | 0.05–0.15 | ≤0.02 | ≤0.1 | ≤0.3 | ≤0.2 | The rest |
Table 3.
Material properties of 2219 aluminum alloy at different temperatures.
| Temperature (°C) | 20 | 100 | 150 | 175 | 205 | 230 | 260 | 370 | 450 |
|---|---|---|---|---|---|---|---|---|---|
| Young’s modulus (GPa) | 73 | 71 | 68 | 66 | 63 | 61 | 59 | 45 | 32 |
| Yield strength (MPa) | 350 | 346 | 342 | 335 | 328 | 323 | 318 | 297 | 280 |
Table 4.
Ring-rolling parameters of ultra-large ring and small rings.
| Ring-Rolling Parameters | Ultra-Large Ring | Small Ring |
|---|---|---|
| Initial outer-diameter of ring | 3900 mm | 150 mm |
| Initial inner-diameter of ring | 3200 mm | 90 mm |
| Initial axial-height of ring | 580 mm | 125 mm |
| Final outer-diameter of ring | 9370 mm | 200 mm |
| Final inner-diameter of ring | 9100 mm | 160 mm |
| Final axial height of ring | 575 mm | 120 mm |
| Linear speed of drive roller | 0.8–1.2 m/s | 0.4–0.6 m/s |
| Linear speed of core roller | 0.05–1 mm/s | 0.05–0.5 mm/s |
| Feed speed of axial cone roll | 0.1–1 m/s | 0.01–0.5 m/s |
| Linear speed of axial conical roll | 0.8–1.2 m/s | 0.4–0.6 m/s |
| Initial temperature of blank | 380 °C | 380 °C |
| Environmental temperature | 20 °C | 20 °C |
| Roll temperature | 150 °C | 150 °C |
| Coefficient of friction | 0.6 | 0.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ma, Y.; Xue, N.; Wu, Q.; Gao, H.; Wu, J. Residual Stress Analysis of a 2219 Aluminum Alloy Ring Using the Indentation Strain-Gauge Method. Metals 2020, 10, 979. https://doi.org/10.3390/met10070979
AMA Style
Ma Y, Xue N, Wu Q, Gao H, Wu J. Residual Stress Analysis of a 2219 Aluminum Alloy Ring Using the Indentation Strain-Gauge Method. Metals. 2020; 10(7):979. https://doi.org/10.3390/met10070979
Chicago/Turabian StyleMa, Yunlong, Nianpu Xue, Qiong Wu, Hanjun Gao, and Jian Wu. 2020. "Residual Stress Analysis of a 2219 Aluminum Alloy Ring Using the Indentation Strain-Gauge Method" Metals 10, no. 7: 979. https://doi.org/10.3390/met10070979
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.