Temperature Dependence of the Static and Dynamic Behaviour in a Quenching and Partitioning Processed Low-Si Steel

 ,
,
Abstract
:1. Introduction
2. Materials
3. Experimental Techniques
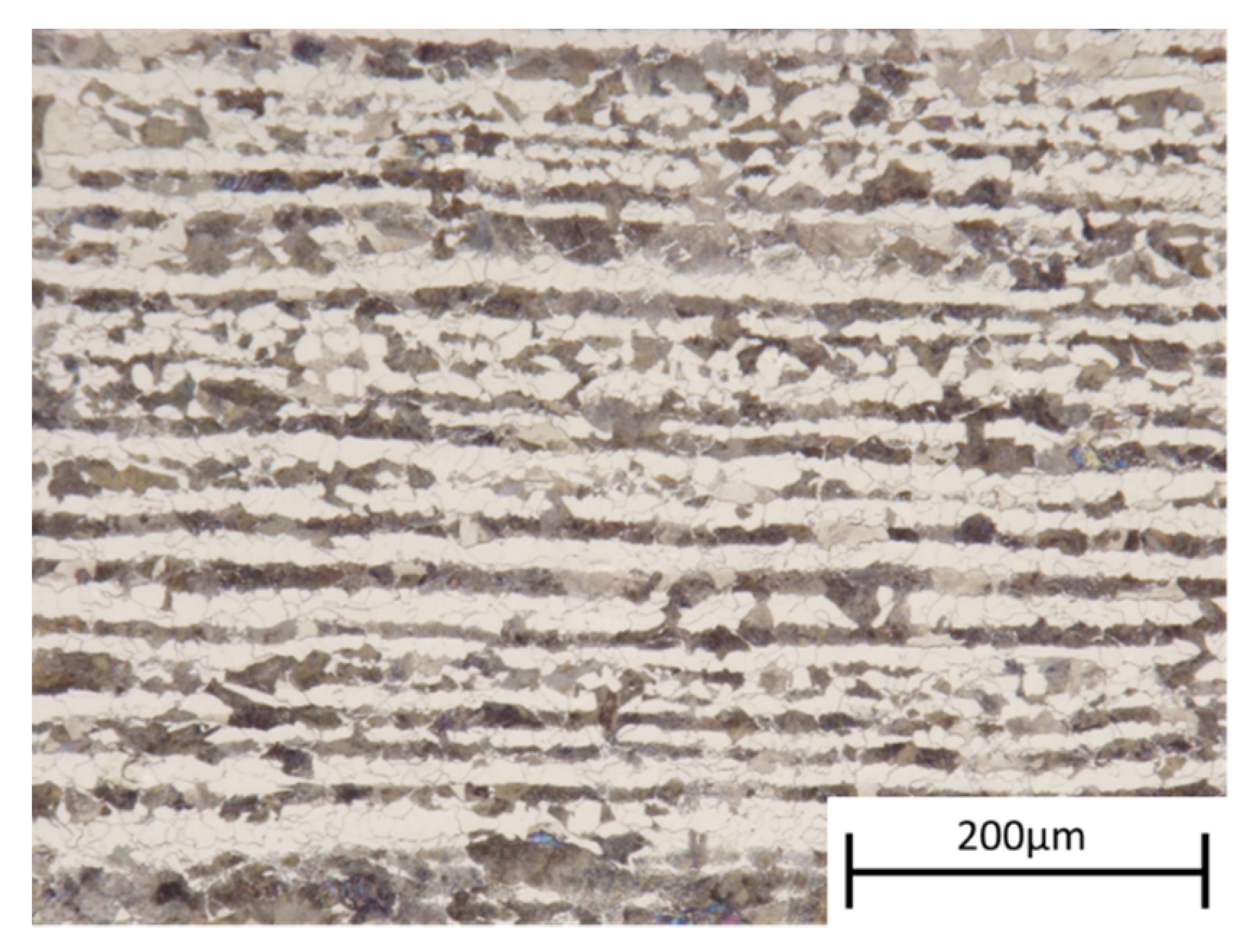
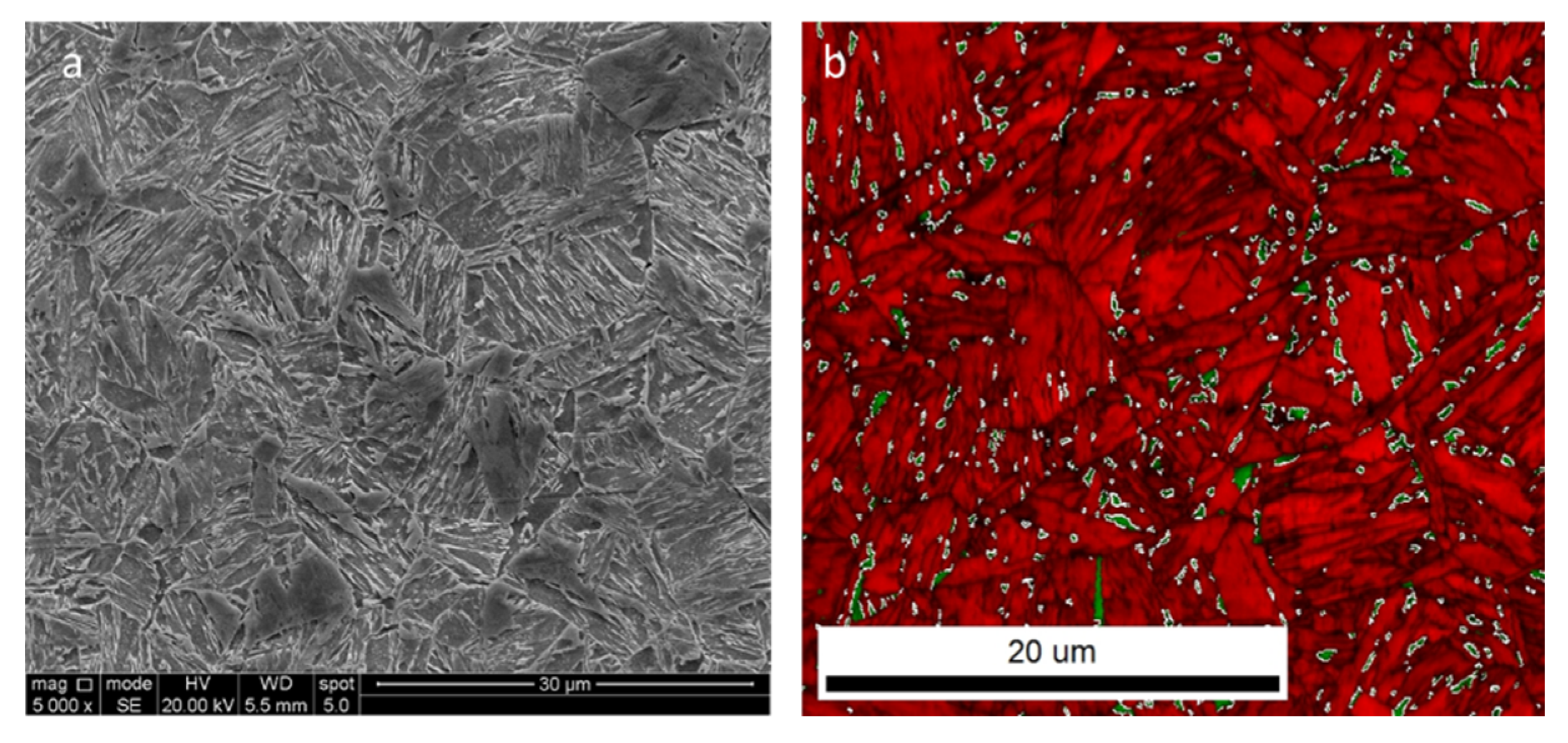
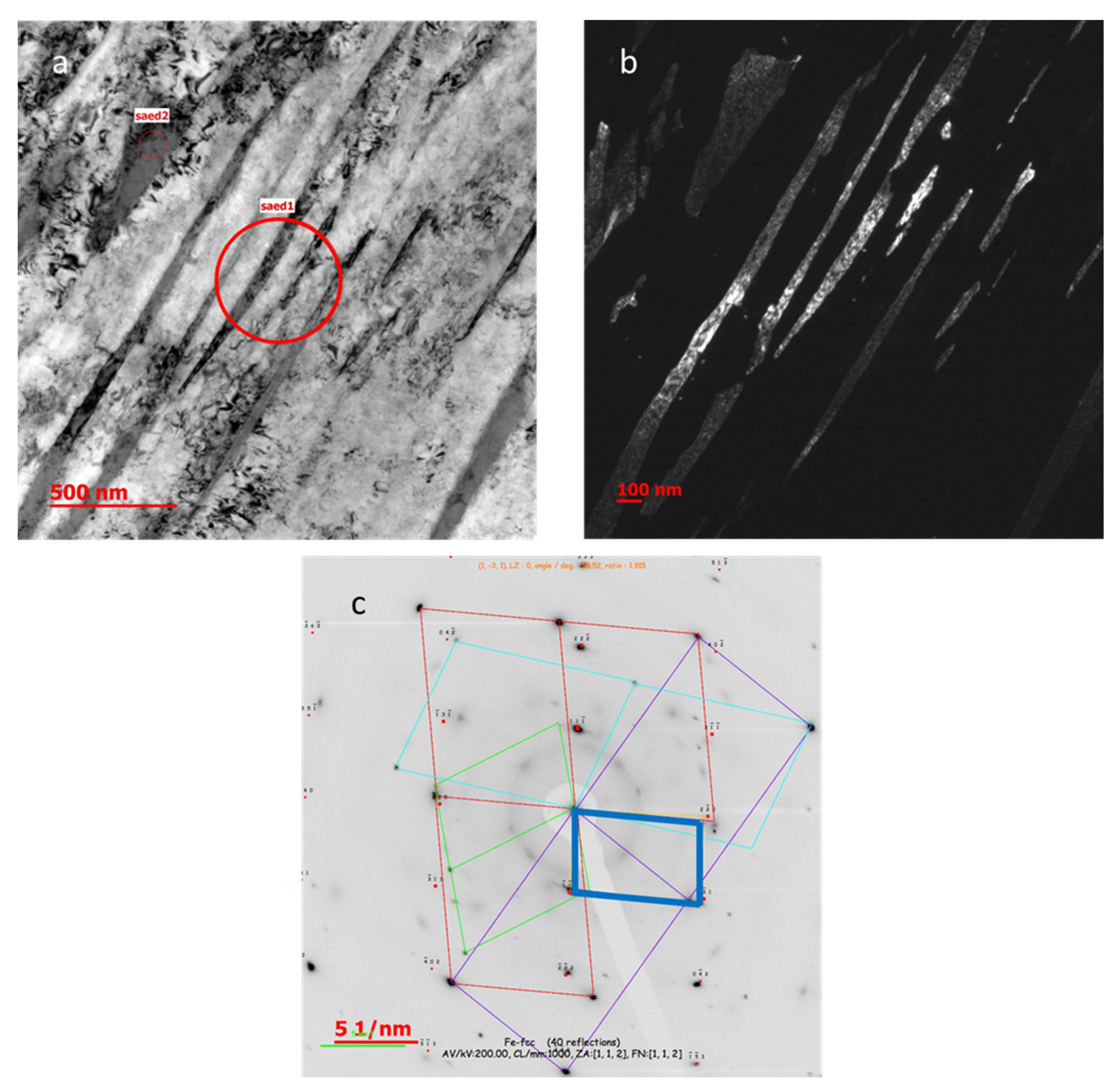
3.1. Microstructural Observation
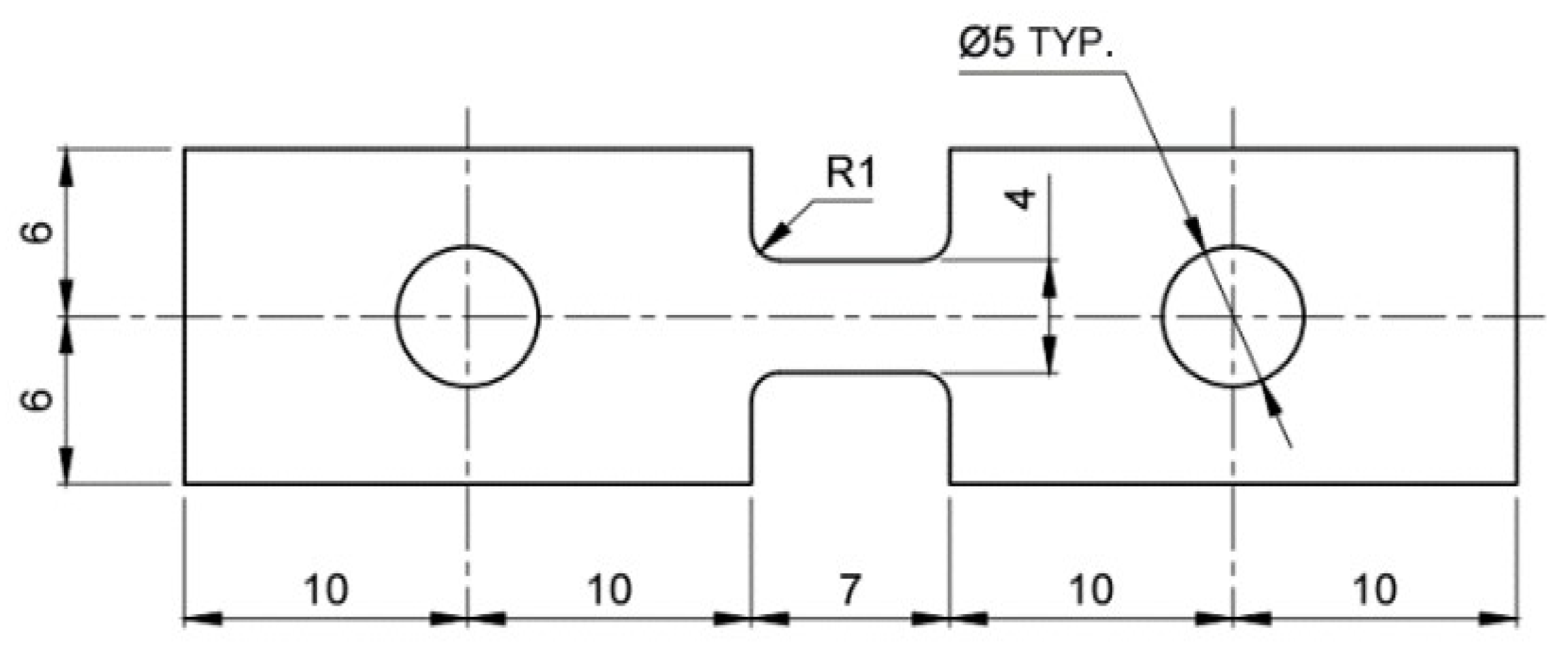
3.2. Mechanical Characterisation
4. Results
4.1. Microstructural Observations
4.2. Static and Dynamic Tensile Properties
5. Discussion
5.1. Microstructural Observations
5.2. Static and Dynamic Properties
6. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A

References
- Galan, J.; Samek, L.; Verleysen, P.; Verbeken, K.; Houbaert, Y. Advanced high strength steels for automotive industry. Rev. Metal. 2012, 48, 118–131. [Google Scholar] [CrossRef]
- Bouaziz, O.; Zurob, H.; Huang, M. Driving Force and Logic of Development of Advanced High Strength Steels for Automotive Applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Matlock, D.K.; Speer, J.G.; de Moor, E.; Gibbs, P.J. Recent developments in advanced high strength sheet steels for automotive applications: An overview. Eng. Sci. Technol. an Int. J. 2012, 15, 1–12. [Google Scholar]
- Waterschoot, T.; De Cooman, B.C.; De, A.K.; Vandeputte, S. Static Strain Aging Phenomena in Cold-Rolled Dual-Phase Steels. Metall. Mater. Trans. A 2003, 34, 781–791. [Google Scholar] [CrossRef]
- Zaefferer, S.; Ohlert, J.; Bleck, W. A study of microstructure, transformation mechanisms and correlation between microstructure and mechanical properties of a low alloyed TRIP steel. Acta Mater. 2004, 52, 2765–2778. [Google Scholar] [CrossRef]
- Van Slycken, J.; Verleysen, P.; Degrieck, J.; Samek, L.; De Cooman, B.C. High-strain-rate behavior of low-alloy multiphase aluminum- and silicon-based transformation-induced plasticity steels. Metall. Mater. Trans. A 2006, 37, 1527–1539. [Google Scholar] [CrossRef]
- Olsen, G.B.; Cohen, M. Kinetics of strain induced martensitic nucleation. Metall. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.Y.P.; Scott, C. Effect of grain and twin boundaries on the hardening mechanisms of twinning-induced plasticity steels. Scr. Mater. 2008, 58, 484–487. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 2012, 66, 992–996. [Google Scholar] [CrossRef]
- Yen, H.-W.; Huang, M.; Scott, C.; Yang, J.-R. Interactions between deformation-induced defects and carbides in a vanadium-containing TWIP steel. Scr. Mater. 2012, 66, 1018–1023. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.Y.P.; Scott, C.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Luo, H.; Shi, J.; Wang, C.; Cao, W.; Sun, X.; Dong, H. Experimental and numerical analysis on formation of stable austenite during the intercritical annealing of 5Mn steel. Acta Mater. 2011, 59, 4002–4014. [Google Scholar] [CrossRef]
- Arlazarov, A.; Gouné, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 542, 31–39. [Google Scholar] [CrossRef]
- Eskandari, M.; Zarei-Hazanki, A.; Mohtadi-Bonab, M.; Odeshi, A.; Szpunar, J. Microstructure and texture evolution in 21Mn–2.5Si–1.6Al–Ti steel subjected to dynamic impact loading. Mater. Sci. Eng. A 2015, 622, 160–167. [Google Scholar] [CrossRef]
- Eskandari, M.; Mohtadi-Bonab, M.A.; Zarei-Hanzaki, A.; Odeshi, A.; Szpunar, J.A. High-Resolution EBSD Study of Adiabatic Shear Band and Neighboring Grains After Dynamic Impact Loading of Mn-Steel Used in Vehicle Structure. J. Mater. Eng. Perform. 2016, 25, 1611–1620. [Google Scholar] [CrossRef]
- Erice, B.; Roth, C.; Mohr, D. Stress-state and strain-rate dependent ductile fracture of dual and complex phase steel. Mech. Mater. 2018, 116, 11–32. [Google Scholar] [CrossRef]
- Pippan, R.; Wetscher, F.; Hafok, M.; Vorhauer, A.; Sabirov, I. The Limits of Refinement by Severe Plastic Deformation. Adv. Eng. Mater. 2006, 8, 1046–1056. [Google Scholar] [CrossRef]
- Petrov, R.; Farideh, H.; Jurij, S.; Jesus, M.; Sietsma, J.; Kestens, L. Ultra-Fast Annealing of High Strength Steel. Int. Virtual J. Mach. Technol. Mater. 2012, 8, 68–71. [Google Scholar]
- Lolla, T.; Cola, G.; Narayanan, B.; Alexandrov, B.; Babu, S.S. Development of rapid heating and cooling (flash processing) process to produce advanced high strength steel microstructures. Mater. Sci. Technol. 2011, 27, 863–875. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Vercruysse, F.; Minh, T.N.; Kestens, L.; Monsalve, A.; Petrov, R. The Effect of Heating Rate on the Recrystallization Behavior in Cold Rolled Ultra Low Carbon Steel. Steel Res. Int. 2016, 88, 1600351. [Google Scholar] [CrossRef] [Green Version]
- Vercruysse, F.; Cerda, F.M.C.; Verleysen, P.; Petrov, R.H. Behavior of ultrafast annealed advanced high strength steels under static and dynamic conditions. Mater. Sci. Eng. A 2020, 780, 139168. [Google Scholar] [CrossRef]
- De Moor, E. Assessment of Quenching and Partitioning as a Fundamentally New Way of Producing Advanced High Strength Martensitic Steel Grades with Improved Ductility. Ph.D. Thesis, Ghent University, Ghent, Belgium, 2009. [Google Scholar]
- Speer, J.; Matlock, D.K.; De Cooman, B.; Schroth, J. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Koistinen, D.; Marburger, R. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Met. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Edmonds, D.; He, K.; Rizzo, F.; De Cooman, B.; Matlock, D.; Speer, J. Quenching and partitioning martensite—A novel steel heat treatment. Mater. Sci. Eng. A 2006, 438, 25–34. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.; Miller, M.; Hackenberg, R.; Edmonds, D.; Matlock, D.K.; Rizzo, F.; Clarke, K.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar] [CrossRef]
- Grajcar, A.; Kuziak, R.; Zalecki, W. Third generation of AHSS with increased fraction of retained austenite for the automotive industry. Arch. Civ. Mech. Eng. 2012, 12, 334–341. [Google Scholar] [CrossRef]
- Bigg, T.D.; Edmonds, D.V.; Eardley, E.S. Real-time structural analysis of quenching and partitioning (Q&P) in an experimental martensitic steel. J. Alloy. Compd. 2013, 577, S695–S698. [Google Scholar] [CrossRef]
- De Diego-Calderon, I.; De Knijf, D.; Molina-Aldareguía, J.M.; Sabirov, I.; Föjer, C.; Petrov, R. Effect of Q&P parameters on microstructure development and mechanical behaviour of Q&P steels. Rev. Metal. 2015, 51, e035. [Google Scholar] [CrossRef] [Green Version]
- Santofimia, M.J.; Zhao, L.; Petrov, R.; Kwakernaak, C.; Sloof, W.G.; Sietsma, J. Microstructural development during the quenching and partitioning process in a newly designed low-carbon steel. Acta Mater. 2011, 59, 6059–6068. [Google Scholar] [CrossRef]
- Speer, J.G.; De Moor, E.; Clarke, A.J. Critical Assessment 7: Quenching and partitioning. Mater. Sci. Technol. 2014, 31, 3–9. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Kwakernaak, C.; Sietsma, J.; Santofimia, M.J. The influence of the austenite grain size on the microstructural development during quenching and partitioning processing of a low-carbon steel. Mater. Des. 2019, 178, 107847. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Nguyen-Minh, T.; Zhao, L.; Petrov, R.; Sabirov, I.; Sietsma, J. New low carbon Q&P steels containing film-like intercritical ferrite. Mater. Sci. Eng. A 2010, 527, 6429–6439. [Google Scholar] [CrossRef]
- Santofimia, M.; Zhao, L.; Sietsma, J. Microstructural Evolution of a Low-Carbon Steel during Application of Quenching and Partitioning Heat Treatments after Partial Austenitization. Metall. Mater. Trans. A 2008, 40, 46–57. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Ding, H.; Misra, R.; Wang, C. Microstructural evolution and consequent strengthening through niobium-microalloying in a low carbon quenched and partitioned steel. Mater. Sci. Eng. A 2015, 641, 242–248. [Google Scholar] [CrossRef]
- Wang, X.; Xu, W.; Guo, Z.; Wang, L.; Rong, Y. Carbide characterization in a Nb-microalloyed advanced ultrahigh strength steel after quenching–partitioning–tempering process. Mater. Sci. Eng. A 2010, 527, 3373–3378. [Google Scholar] [CrossRef]
- De Knijf, D.; Nguyen-Minh, T.; Petrov, R.; Kestens, L.A.I.; Jonas, J.J. Orientation dependence of the martensite transformation in a quenched and partitioned steel subjected to uniaxial tension. J. Appl. Crystallogr. 2014, 47, 1261–1266. [Google Scholar] [CrossRef]
- Wang, L.; Speer, J.G. Quenching and Partitioning Steel Heat Treatment. Met. Microstruct. Anal. 2013, 2, 268–281. [Google Scholar] [CrossRef] [Green Version]
- Hao, Q.; Qin, S.; Liu, Y.; Zuo, X.; Chen, N.; Huang, W.; Rong, Y. Effect of retained austenite on the dynamic tensile behavior of a novel quenching-partitioning-tempering martensitic steel. Mater. Sci. Eng. A 2016, 662, 16–25. [Google Scholar] [CrossRef]
- Xia, P.; Vercruysse, F.; Petrov, R.; Sabirov, I.; Castillo-Rodríguez, M.; Verleysen, P. High strain rate tensile behavior of a quenching and partitioning (Q & P) Fe-0.25C-1.5Si-3.0Mn steel. Mater. Sci. Eng. A 2019, 745, 53–62. [Google Scholar]
- Smith, A.; Vercruysse, F.; Petrov, R.; Verleysen, P. The effect of Niobium on Austenite Evolution during Hot Rolling of Advanced High Strength Steel. J. Physics: Conf. Ser. 2019, 1270, 012030. [Google Scholar] [CrossRef]
- Smith, A.; Vercruysse, F.; Petrov, R.; Verleysen, P.; Linke, B. Effect of Ti on the Microstructure and Mechanical Properties of a Hot Rolled Advanced High Strength Steel Strip. Mater. Sci. Forum 2018, 941, 106–111. [Google Scholar] [CrossRef]
- Traint, S.; Pichler, A.; Hauzenberger, K.; Stiaszny, P.; Werner, E. Influence of silicon, aluminium, phosphorus and copper on the phase transformations of low alloyed TRIP-steels. Steel Res. 2002, 73, 259–266. [Google Scholar] [CrossRef]
- De Knijf, D.; Petrov, R.; Föjer, C.; Kestens, L.A. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater. Sci. Eng. A 2014, 615, 107–115. [Google Scholar] [CrossRef]
- Lu, Y.; Yu, H.; Sisson, R.D. The effect of carbon content on the c/a ratio of as-quenched martensite in Fe-C alloys. Mater. Sci. Eng. A 2017, 700, 592–597. [Google Scholar] [CrossRef]
- Petrov, R.; Kestens, L.A. Advanced High-Strength Steels: Electron Backscatter Diffraction (EBSD); Informa UK Limited: Colchester, UK, 2016; pp. 46–69. [Google Scholar]
- Santofimia, M.; Petrov, R.; Zhao, L.; Sietsma, J. Microstructural analysis of martensite constituents in quenching and partitioning steels. Mater. Charact. 2014, 92, 91–95. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-Ray Diffraction; Addison-Wesley Publishing, Inc.: Boston, MA, USA, 1956. [Google Scholar]
- Magner, S.H.; de Angelis, R.J.; Weins, W.N.; Makinson, J.D. A historical review of retained austenite and its measurement by x-ray diffraction. Adv. X-Ray Anal. 2002, 45, 92–97. [Google Scholar]
- Meyers, M.A. Dynamic Behavior of Materials; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1994. [Google Scholar]
- Verleysen, P.; Degrieck, J.; Verstraete, T.; Van Slycken, J. Influence of Specimen Geometry on Split Hopkinson Tensile Bar Tests on Sheet Materials. Exp. Mech. 2008, 48, 587–598. [Google Scholar] [CrossRef]
- Verleysen, P.; Benedict, V.; Verstraete, T.; Joris, D. Numerical study of the influence of the specimen geometry on split Hopkinson bar tensile test results. Lat. Am. J. Solids Struct. 2009, 6, 285–298. [Google Scholar]
- Zhao, Y.; Guo, Y.; Wei, Q.; Topping, T.; Dangelewicz, A.; Zhu, Y.; Langdon, T.; Lavernia, E. Influence of specimen dimensions and strain measurement methods on tensile stress–strain curves. Mater. Sci. Eng. A 2009, 525, 68–77. [Google Scholar] [CrossRef]
- A. Standard, E8/E8M-13a, Stand. Test methods Tens. Test. Met. Mater; ASTM Int.: West Conshohocken, PA, USA, 2013.
- Wang, C.; Shi, J.; Cao, W.; Dong, H. Characterization of microstructure obtained by quenching and partitioning process in low alloy martensitic steel. Mater. Sci. Eng. A 2010, 527, 3442–3449. [Google Scholar] [CrossRef]
- Petrov, R.H.; Sidor, J.; Kestens, L.A.I. Microstructure and Texture Evolution in Advanced High-Strength Steels, Encyclopedia of Iron and Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 70–99. [Google Scholar]
- Petrov, R.; León-García, O.; Sharma, H.; Lee, K.Y.; Offerman, S.E.; Kestens, L.A. In-Situ Texture Measurements by Synchrotron Radiation of TRIP Steel during an Austempering Treatment. Mater. Sci. Forum 2011, 702–703, 511–514. [Google Scholar] [CrossRef]
- Houbaert, Y.; Ros-Yanez, T.; Rodriguez-Calvillo, P. On the Effect of Texture in Experimental Grades of High-Silicon Electrical Steel; Trans Tech Publications Ltd.: Bäch, Switzerland, 2007; Volume 529. [Google Scholar]
- Hosford, W.F.; Caddell, R.M. Metal Forming: Mechanics and Metallurgy; Cambridge University Press: Cambridge, UK, 2011. [Google Scholar]
- Akbary, F.H.; Sietsma, J.; Petrov, R.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. A quantitative investigation of the effect of Mn segregation on microstructural properties of quenching and partitioning steels. Scr. Mater. 2017, 137, 27–30. [Google Scholar] [CrossRef]
- Sun, J.; Yu, H. Microstructure development and mechanical properties of quenching and partitioning (Q&P) steel and an incorporation of hot-dipping galvanization during Q&P process. Mater. Sci. Eng. A 2013, 586, 100–107. [Google Scholar] [CrossRef]
- De Knijf, D.; Föjer, C.; Kestens, L.A.; Petrov, R. Factors influencing the austenite stability during tensile testing of Quenching and Partitioning steel determined via in-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- De Diego-Calderon, I.; De Knijf, D.; Monclus, M.A.; Molina-Aldareguía, J.M.; Sabirov, I.; Föjer, C.; Petrov, R. Global and local deformation behavior and mechanical properties of individual phases in a quenched and partitioned steel. Mater. Sci. Eng. A 2015, 630, 27–35. [Google Scholar] [CrossRef]
- Morito, S.; Huang, X.; Furuhara, T.; Maki, T.; Hansen, N. The morphology and crystallography of lath martensite in alloy steels. Acta Mater. 2006, 54, 5323–5331. [Google Scholar] [CrossRef]
- Xiong, X.; Chen, B.; Huang, M.; Wang, J.; Wang, L. The effect of morphology on the stability of retained austenite in a quenched and partitioned steel. Scr. Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Choi, K.S.; Zhu, Z.; Sun, X.; De Moor, E.; Taylor, M.D.; Speer, J.G.; Matlock, D.K. Determination of carbon distributions in quenched and partitioned microstructures using nanoscale secondary ion mass spectroscopy. Scr. Mater. 2015, 104, 79–82. [Google Scholar] [CrossRef] [Green Version]
- Curtze, S.; Kuokkala, V.-T.; Hokka, M.; Peura, P. Deformation behavior of TRIP and DP steels in tension at different temperatures over a wide range of strain rates. Mater. Sci. Eng. A 2009, 507, 124–131. [Google Scholar] [CrossRef]
- De Moor, E.; Lacroix, S.; Clarke, A.; Penning, J.; Speer, J. Effect of Retained Austenite Stabilized via Quench and Partitioning on the Strain Hardening of Martensitic Steels. Metall. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Zaera, R.; Rodríguez-Martínez, J.A.; Rittel, D. On the Taylor–Quinney coefficient in dynamically phase transforming materials. Application to 304 stainless steel. Int. J. Plast. 2013, 40, 185–201. [Google Scholar] [CrossRef] [Green Version]
- Shakerifard, B.; Lopez, J.G.; Legaza, M.C.T.; Verleysen, P.; Kestens, L.A. Strain rate dependent dynamic mechanical response of bainitic multiphase steels. Mater. Sci. Eng. A 2019, 745, 279–290. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Al | Fe |
|---|---|---|---|---|---|
| Amount, wt.% | 0.2 | 1.25 | 2.4 | 0.02 | Bal. |
| Sample Orientation wrt RD | Lankford Coefficient (R) |
|---|---|
| 0° | 1.57 |
| 45° | 1.50 |
| 90° | 1.58 |
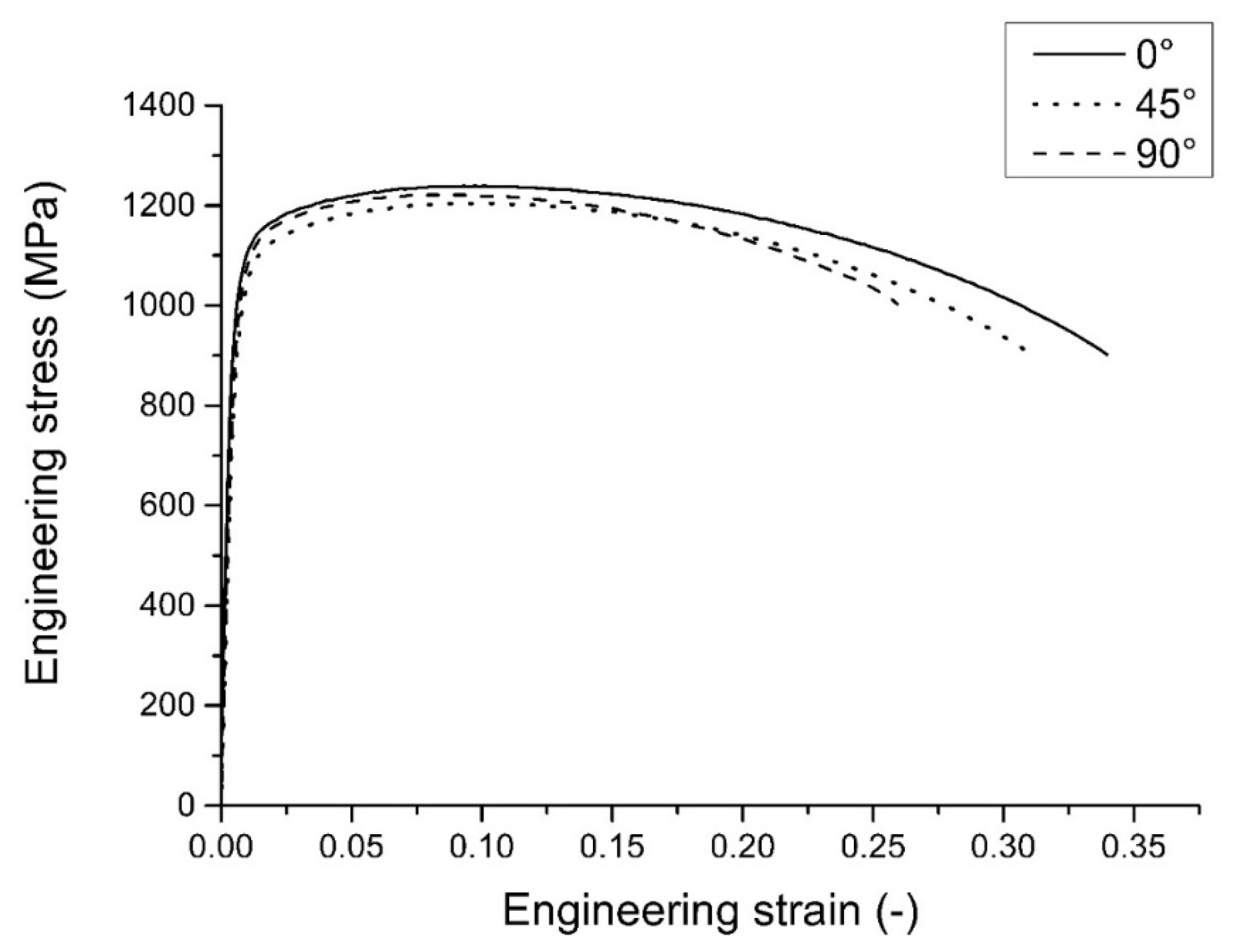
| Test Conditions | YS (MPa) | UTS (MPa) | US (-) | FS (-) | |
|---|---|---|---|---|---|
| Static | Orientation | ||||
| 0° | 1140 ± 9 | 1238 ± 4 | 0.110 ± 0.005 | 0.340 ± 0.010 | |
| 45° | 1080 ± 9 | 1204 ± 5 | 0.100 ± 0.005 | 0.315 ± 0.010 | |
| 90° | 1130 ± 8 | 1221 ± 4 | 0.090 ± 0.005 | 0.260 ± 0.010 | |
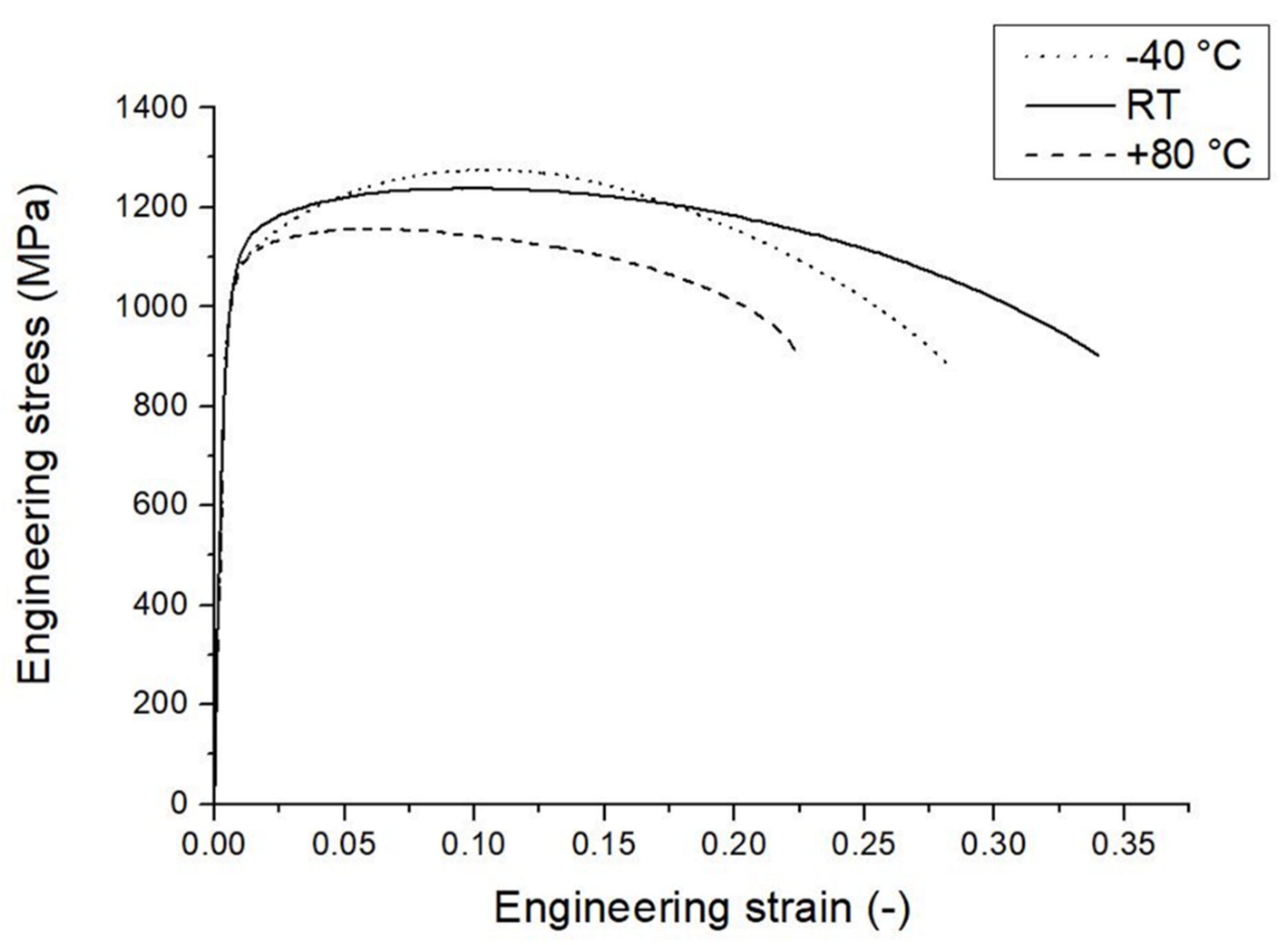
| Temperature | |||||
| −40 °C | 1100 ± 11 | 1280 ± 5 | 0.105 ± 0.005 | 0.285 ± 0.010 | |
| RT | 1140 ± 9 | 1238 ± 5 | 0.110 ± 0.005 | 0.340 ± 0.010 | |
| 80 °C | 1080 ± 8 | 1140 ± 3 | 0.060 ± 0.005 | 0.225 ± 0.010 | |
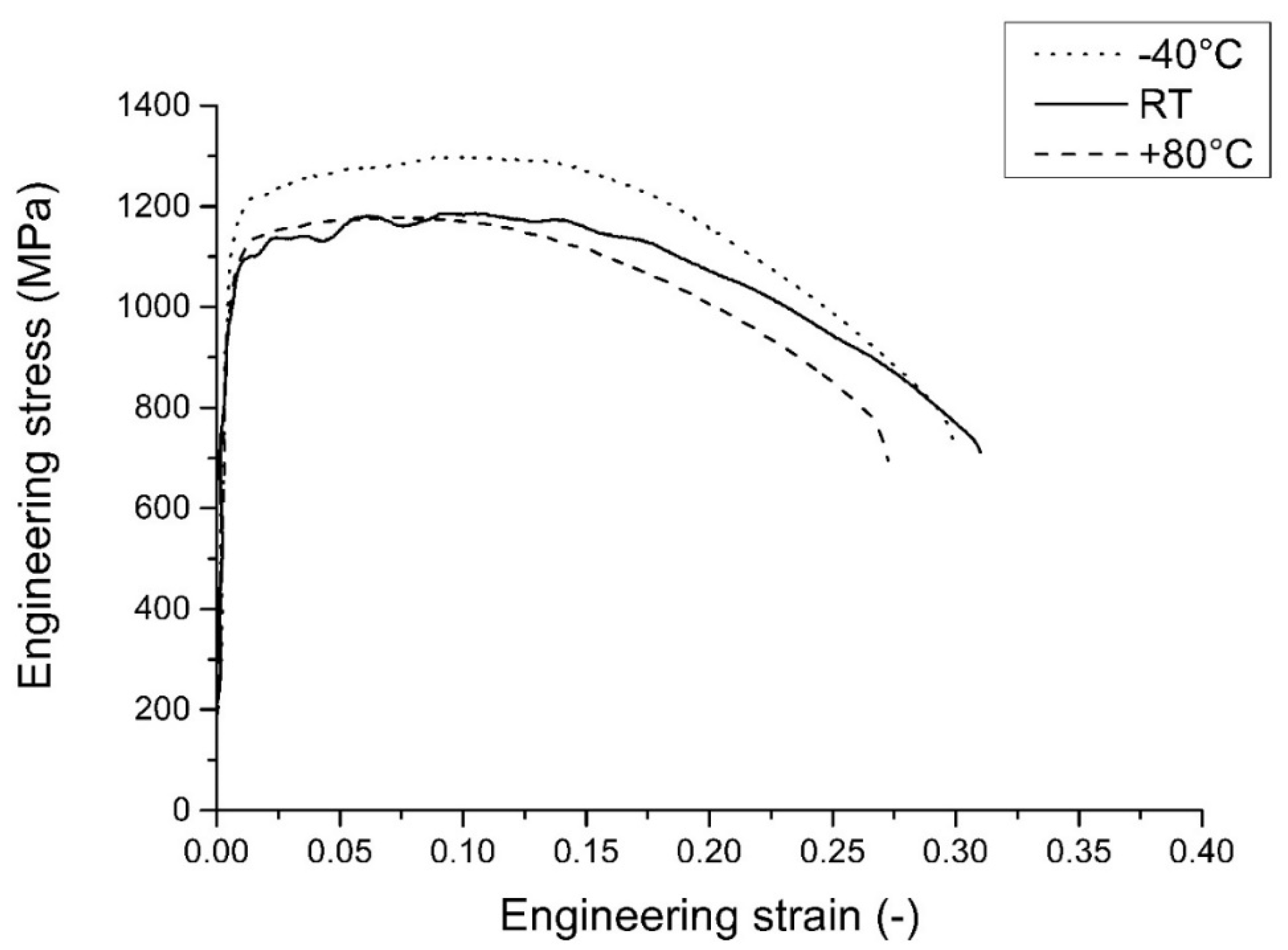
| Dynamic | Temperature | ||||
| −40 °C | X | 1275 ± 7 | 0.090 ± 0.008 | 0.260 ± 0.010 | |
| RT | X | 1186 ± 8 | 0.088 ± 0.008 | 0.255 ± 0.010 | |
| 80 °C | X | 1172 ± 6 | 0.060 ± 0.008 | 0.235 ± 0.010 |
| Test Temperature | Static | Dynamic |
|---|---|---|
| RT (20 °C) | 0.50% | 0.65% |
| 80 °C | 0.60% | 2.50% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vercruysse, F.; Celada-Casero, C.; Linke, B.M.; Verleysen, P.; Petrov, R.H. Temperature Dependence of the Static and Dynamic Behaviour in a Quenching and Partitioning Processed Low-Si Steel. Metals 2020, 10, 509. https://doi.org/10.3390/met10040509
Vercruysse F, Celada-Casero C, Linke BM, Verleysen P, Petrov RH. Temperature Dependence of the Static and Dynamic Behaviour in a Quenching and Partitioning Processed Low-Si Steel. Metals. 2020; 10(4):509. https://doi.org/10.3390/met10040509
Chicago/Turabian StyleVercruysse, Florian, Carola Celada-Casero, Bernd M. Linke, Patricia Verleysen, and Roumen H. Petrov. 2020. "Temperature Dependence of the Static and Dynamic Behaviour in a Quenching and Partitioning Processed Low-Si Steel" Metals 10, no. 4: 509. https://doi.org/10.3390/met10040509