Improving Hydrogen Embrittlement Resistance of Hot-Stamped 1500 MPa Steel Parts That Have Undergone a Q&P Treatment by the Design of Retained Austenite and Martensite Matrix


Abstract
:
1. Introduction
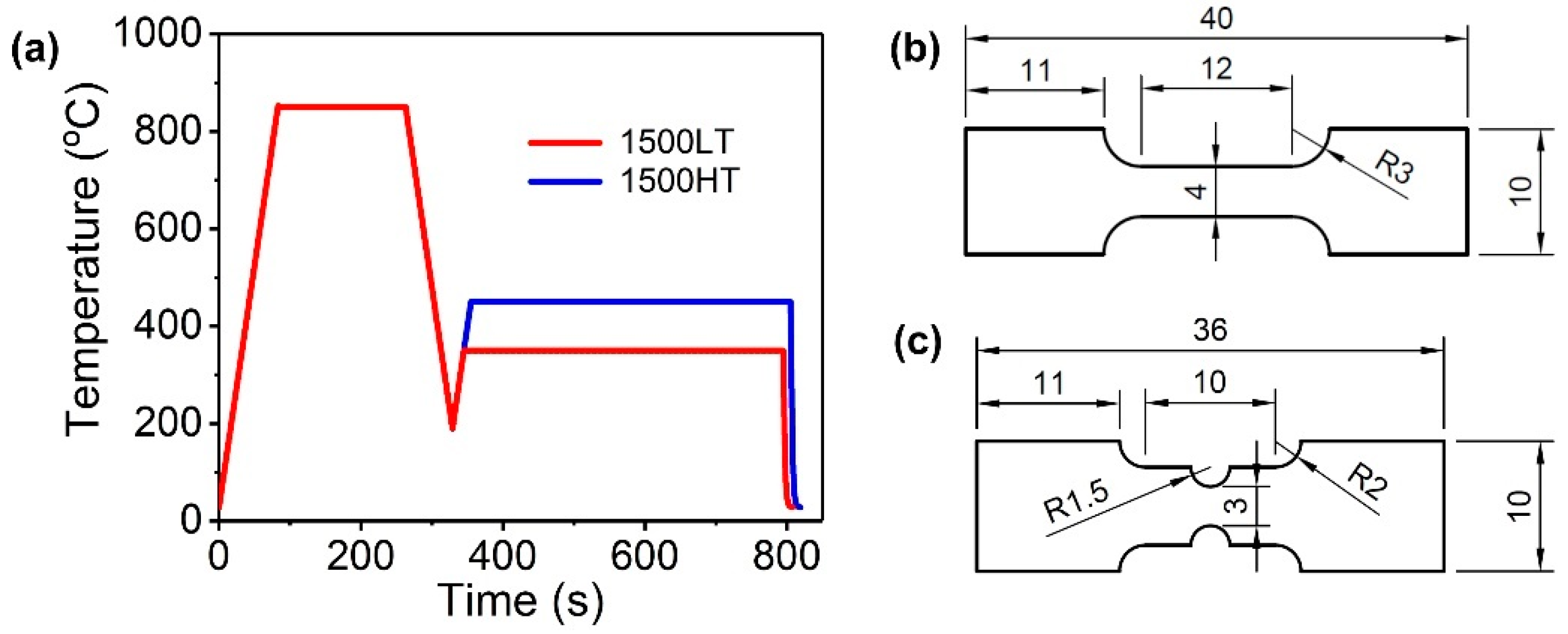
2. Materials and Methods
3. Results
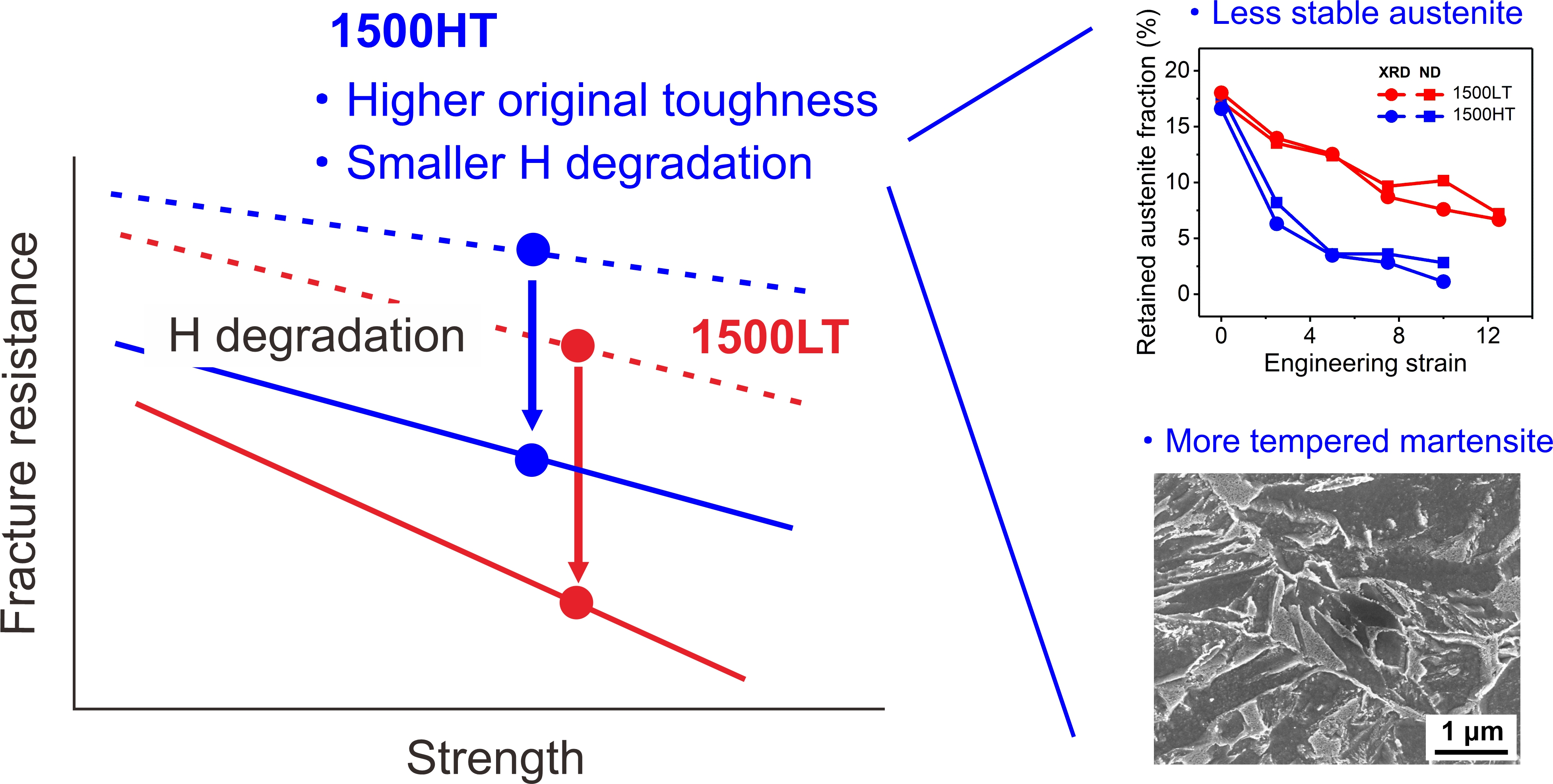
4. Discussion
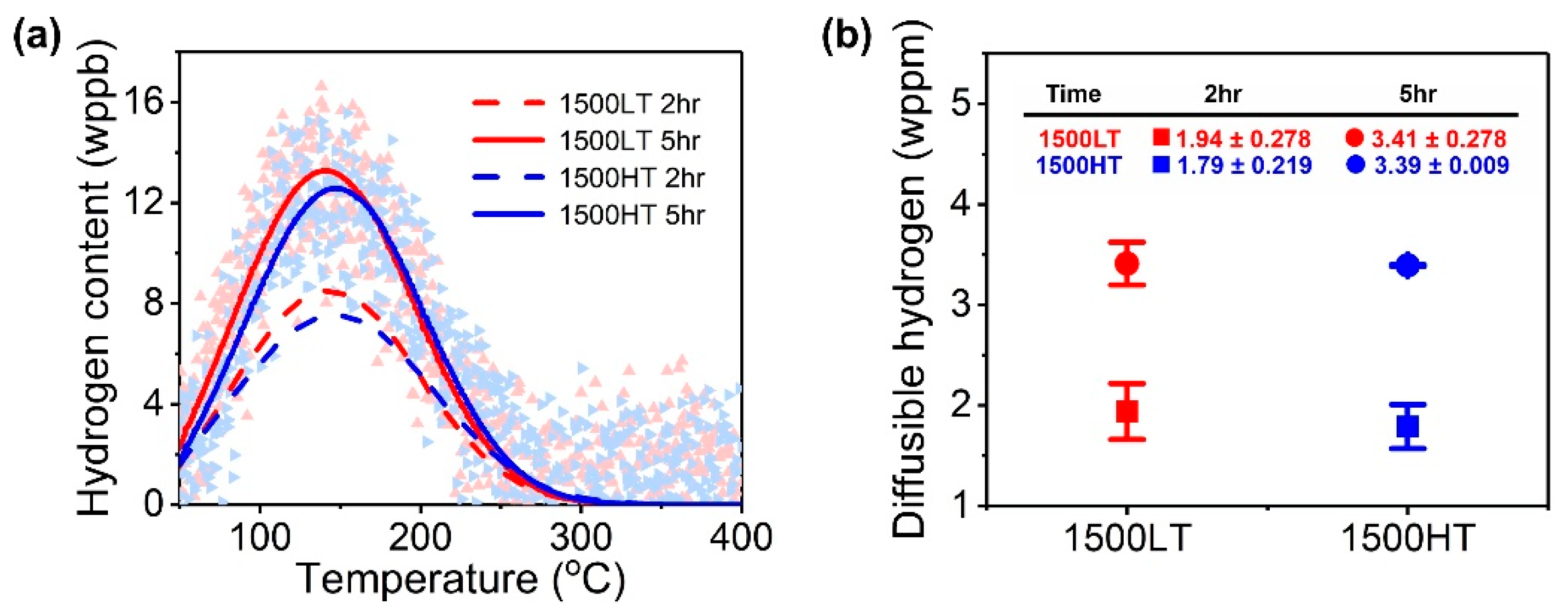
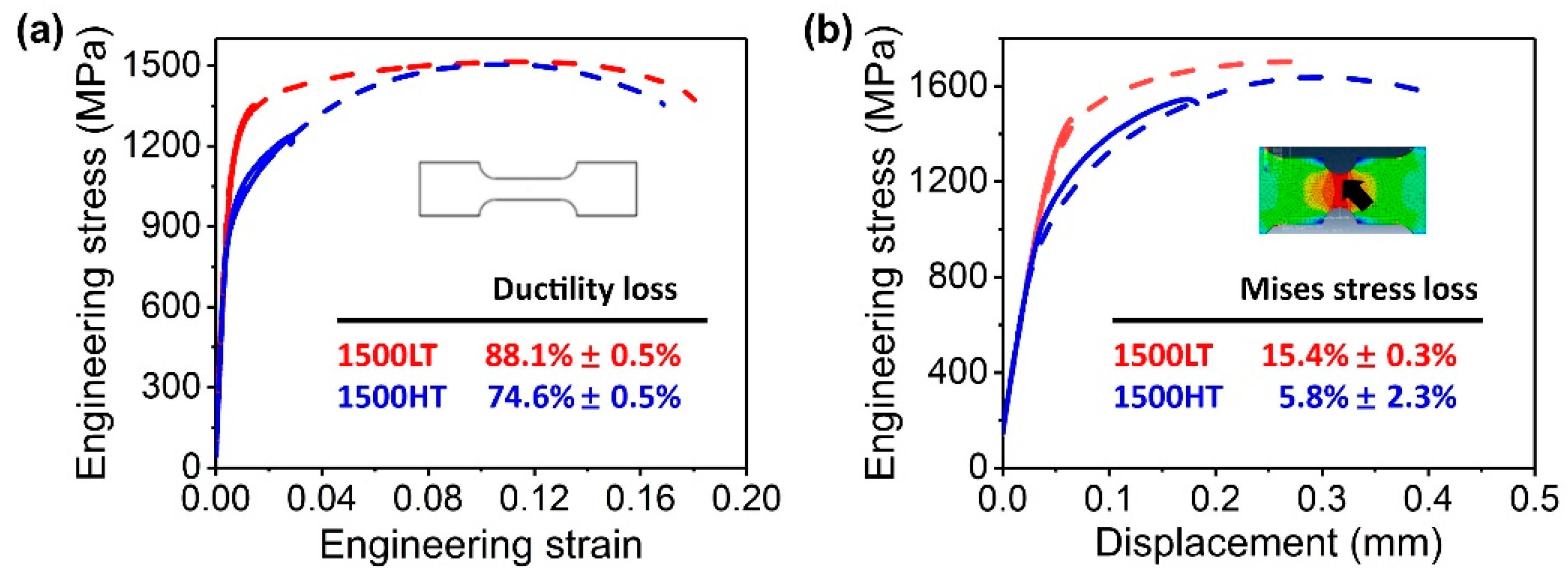
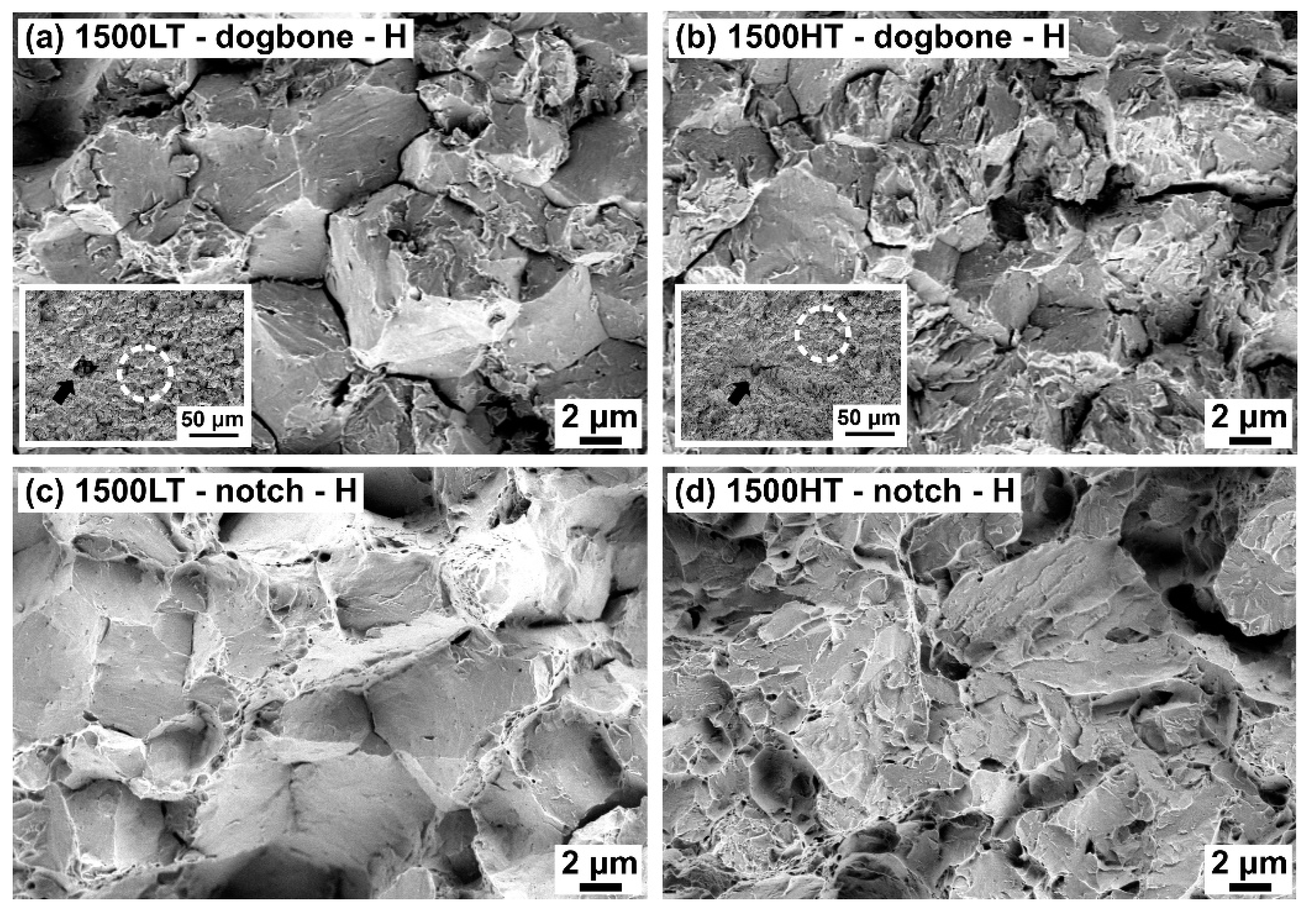
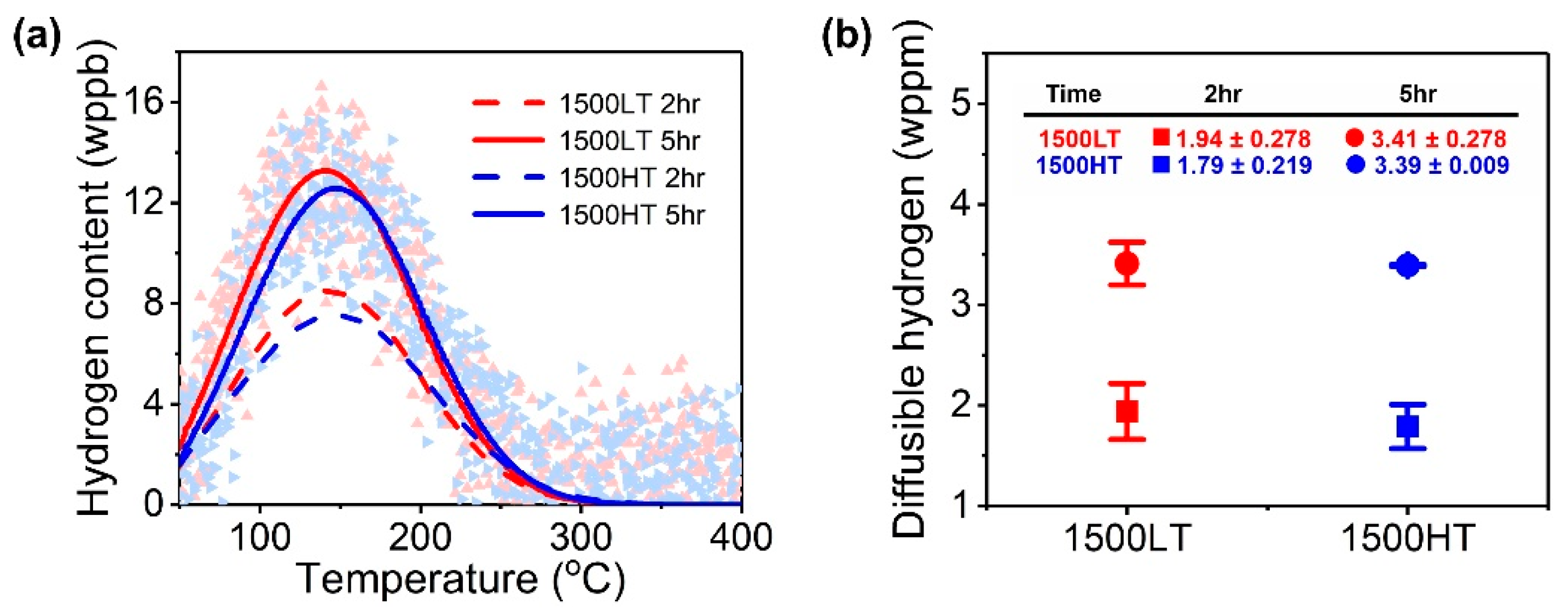
4.1. Hydrogen
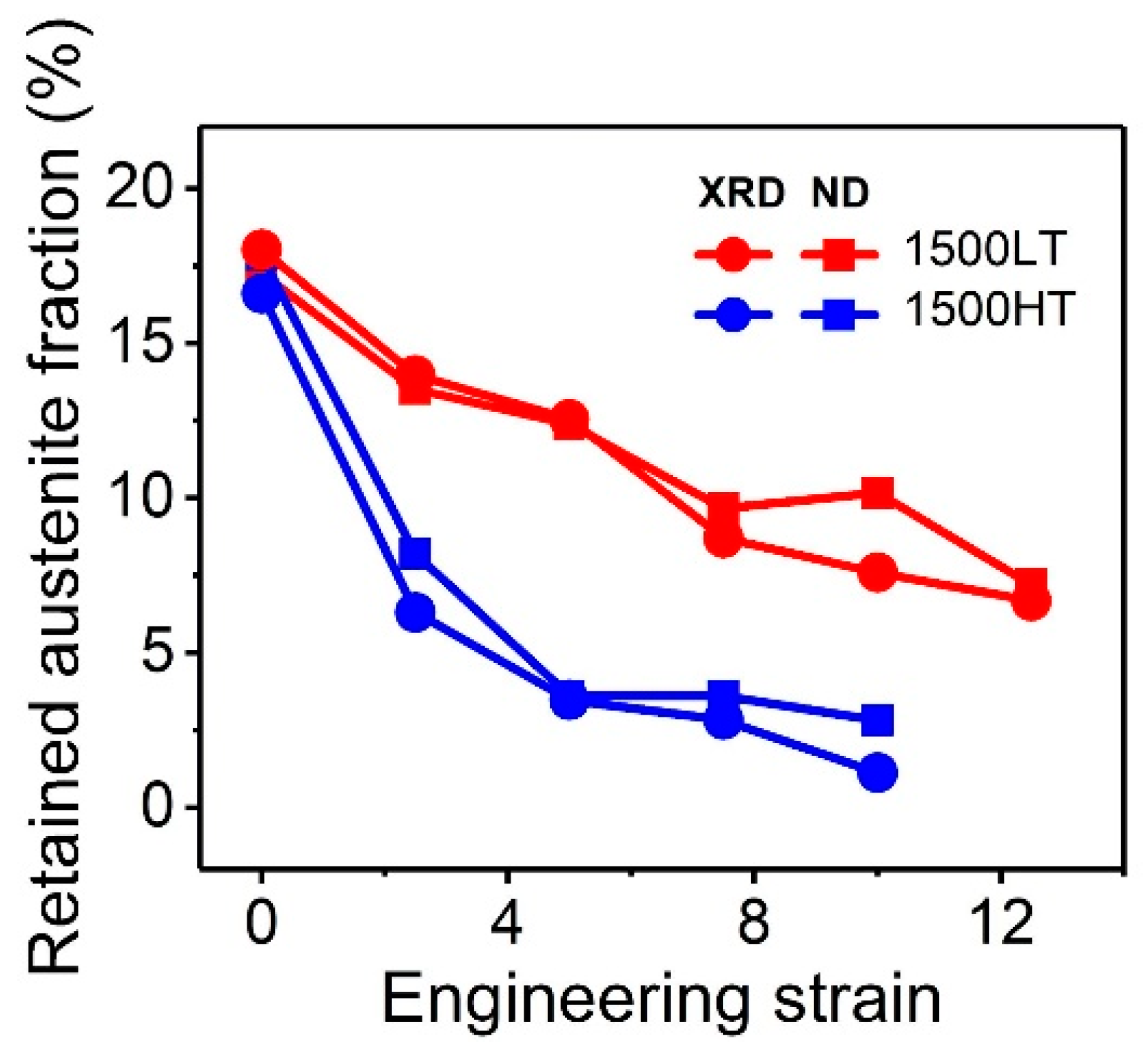
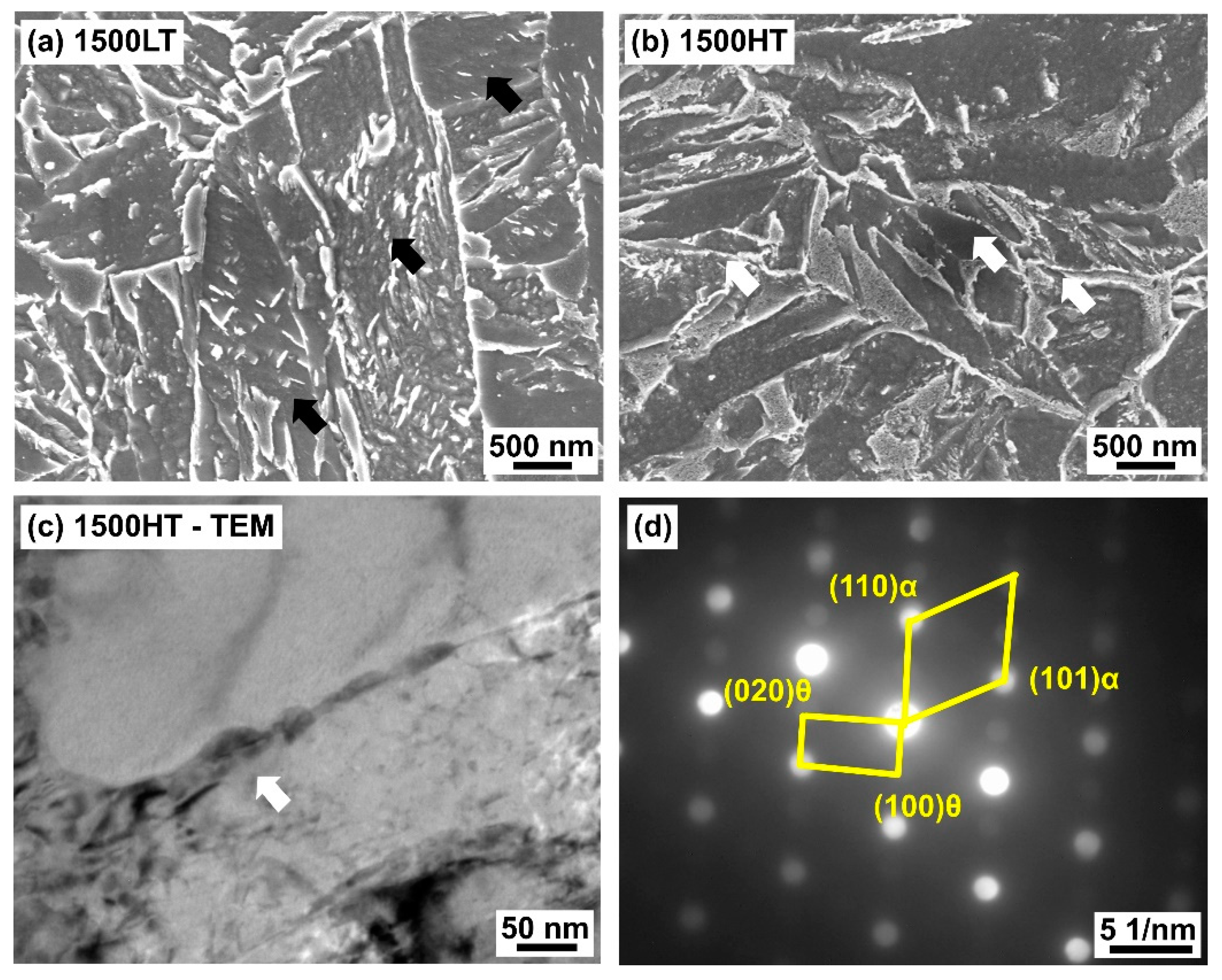
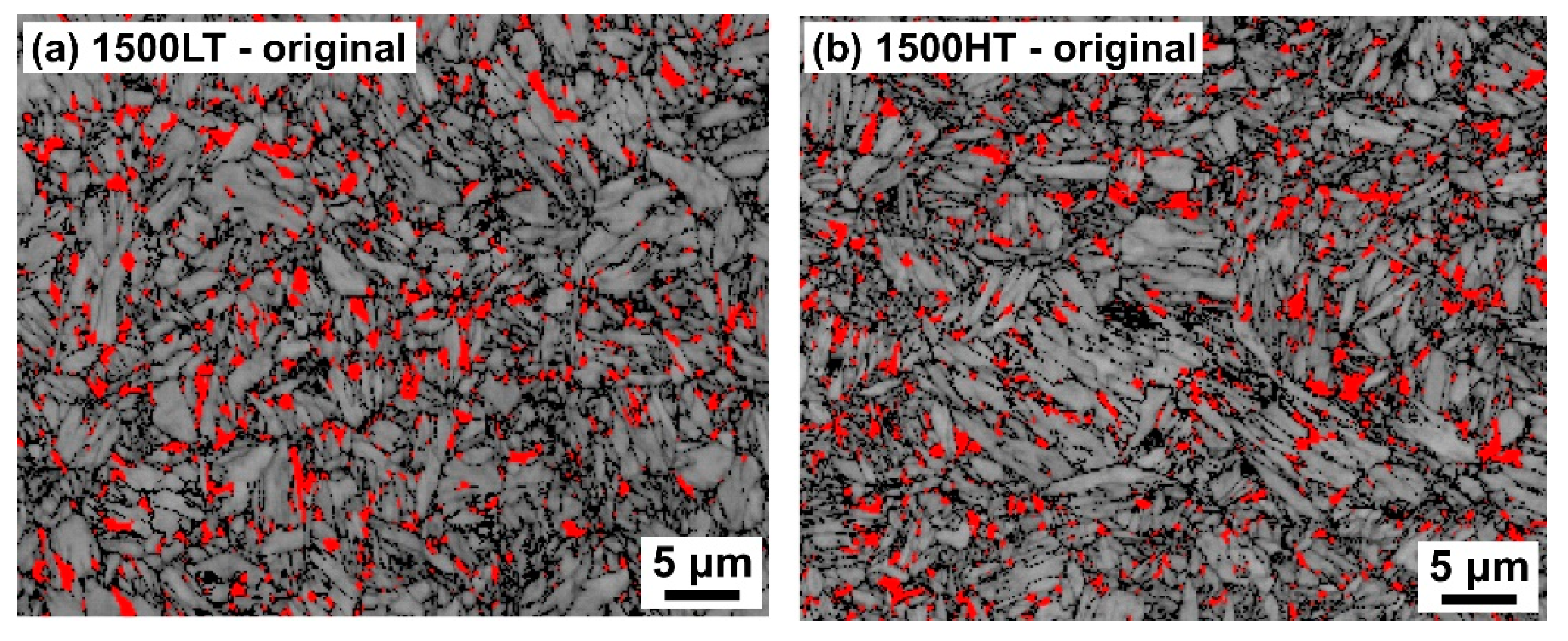
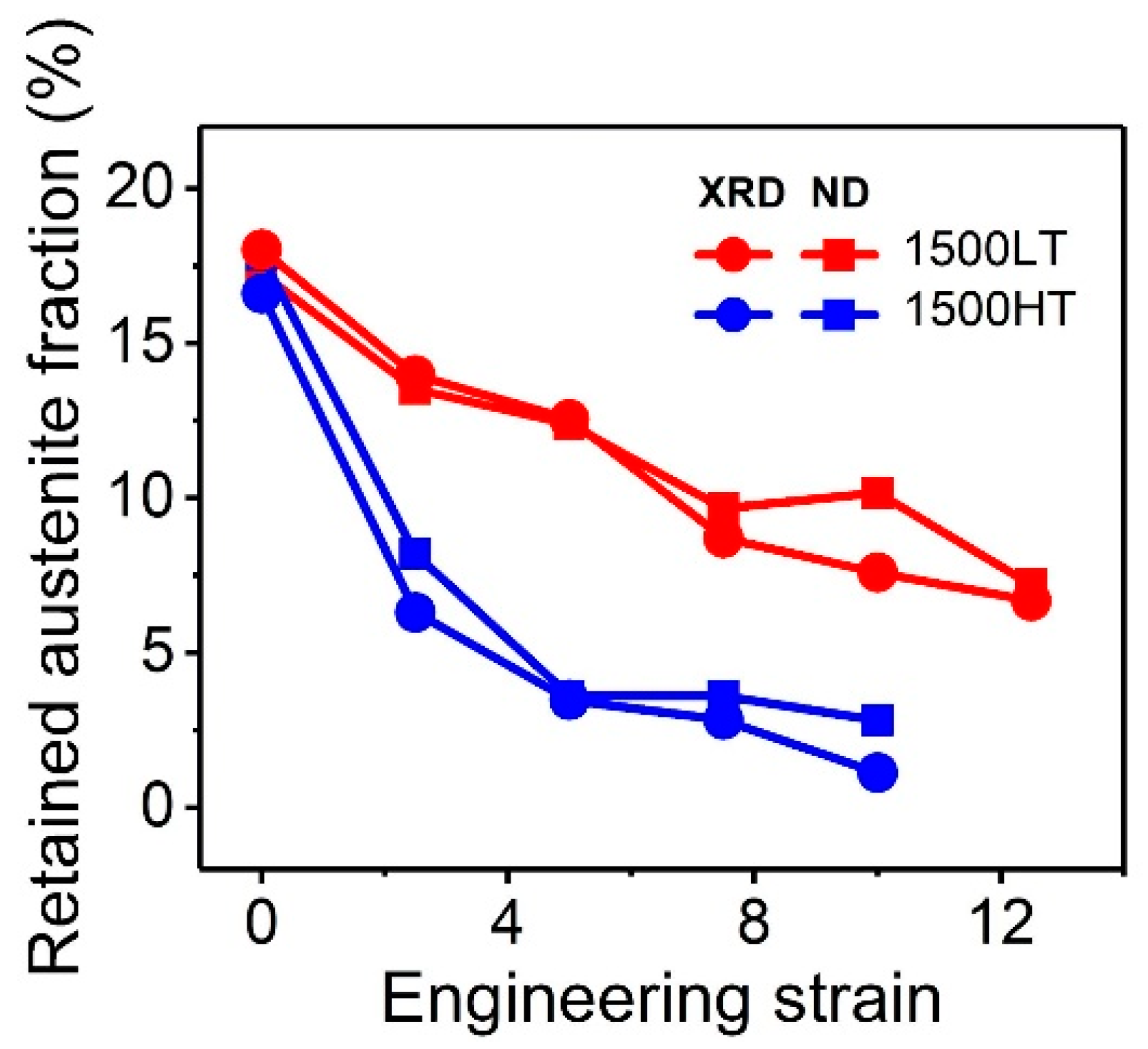
4.2. Retained Austenite
4.3. Martensite Matrix
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, L.; Speer, J.G. Quenching and Partitioning Steel Heat Treatment. Metallogr. Microstruct. Anal. 2013, 2, 268–281. [Google Scholar] [CrossRef] [Green Version]
- Huang, M.X.; Liang, Z.Y.; Luo, Z.C. Critical Assessment 15: Science of deformation and failure mechanisms in twinning induced plasticity steels. Mater. Sci. Technol. 2015, 31, 1265–1270. [Google Scholar] [CrossRef] [Green Version]
- Yi, H.L.; Sun, L.; Xiong, X.C. Challenges in the formability of the next generation of automotive steel sheets. Mater. Sci. Technol. 2018, 34, 1112–1117. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Pierce, D.T.; Coughlin, D.R.; Clarke, K.D.; De Moor, E.; Poplawsky, J.; Williamson, D.L.; Mazumder, B.; Speer, J.G.; Hood, A.; Clarke, A.J. Microstructural evolution during quenching and partitioning of 0.2C–1.5Mn-1.3Si steels with Cr or Ni additions. Acta Mater. 2018, 151, 454–469. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Cheng, G.J.; Yen, H.W.; Huang, M.X. Optimum properties of quenching and partitioning steels achieved by balancing fraction and stability of retained austenite. Scr. Mater. 2018, 150, 1–6. [Google Scholar] [CrossRef]
- He, B.B.; Liu, L.; Huang, M.X. Room-Temperature Quenching and Partitioning Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2018, 49, 3167–3172. [Google Scholar] [CrossRef]
- Xiong, Z.; Jacques, P.J.; Perlade, A.; Pardoen, T. Ductile and intergranular brittle fracture in a two-step quenching and partitioning steel. Scr. Mater. 2018, 157, 6–9. [Google Scholar] [CrossRef]
- Xiong, Z.; Jacques, P.J.; Perlade, A.; Pardoen, T. Characterization and Control of the Compromise between Tensile Properties and Fracture Toughness in a Quenched and Partitioned Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 3502–3513. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, M.X. The Role of Retained Austenite Stability on Low-Temperature Mechanical Behaviors of a Quenching and Partitioning Steel. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 5650–5655. [Google Scholar] [CrossRef]
- Wang, Z.; Huang, M.X. Optimising the strength-ductility-toughness combination in ultra-high strength quenching and partitioning steels by tailoring martensite matrix and retained austenite. Int. J. Plast. 2020, 134, 102851. [Google Scholar] [CrossRef]
- Mehner, T.; Scharf, I.; Frint, P.; Schubert, F.; Mašek, B.; Wagner, M.F.-X.; Lampke, T. Hydrogen embrittlement of a quenching and partitioning steel during corrosion and zinc electroplating. Mater. Sci. Eng. A 2019, 744, 247–254. [Google Scholar] [CrossRef]
- Wang, Z.; Luo, Z.C.; Huang, M.X. Revealing hydrogen-induced delayed fracture in ferrite-containing quenching and partitioning steels. Materialia 2018, 4, 260–267. [Google Scholar] [CrossRef]
- Yang, J.; Song, Y.; Lu, Y.; Gu, J.; Guo, Z. Effect of ferrite on the hydrogen embrittlement in quenched-partitioned-tempered low carbon steel. Mater. Sci. Eng. A 2017, 712, 630–636. [Google Scholar] [CrossRef]
- Nagumo, M. Fundamentals of Hydrogen Embrittlement; Springer: Berlin/Heidelberg, Germany, 2016; pp. 1–239. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, K.; Li, W.; Jin, X. Effect of retained austenite stability and morphology on the hydrogen embrittlement susceptibility in quenching and partitioning treated steels. Mater. Sci. Eng. A 2016, 658, 400–408. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Hsu, T.Y.; Zhou, S.; Wang, L.; Jin, X. Improved resistance to hydrogen embrittlement in a high-strength steel by quenching-partitioning-tempering treatment. Scr. Mater. 2015, 97, 21–24. [Google Scholar] [CrossRef]
- Ryu, J.H.; Chun, Y.S.; Lee, C.S.; Bhadeshia, H.K.D.H.; Suh, D.W. Effect of deformation on hydrogen trapping and effusion in TRIP-assisted steel. Acta Mater. 2012, 60, 4085–4092. [Google Scholar] [CrossRef]
- Zhu, X.; Li, W.; Zhao, H.; Jin, X. Effects of cryogenic and tempered treatment on the hydrogen embrittlement susceptibility of TRIP-780 steels. Int. J. Hydrogen Energy 2013, 38, 10694–10703. [Google Scholar] [CrossRef]
- Hu, X.H.; Sun, X.; Hector, L.G.; Ren, Y. Individual phase constitutive properties of a TRIP-assisted QP980 steel from a combined synchrotron X-ray diffraction and crystal plasticity approach. Acta Mater. 2017, 132, 230–244. [Google Scholar] [CrossRef] [Green Version]
- Hou, Z.R.; Opitz, T.; Xiong, X.C.; Zhao, X.M.; Yi, H.L. Bake-partitioning in a press-hardening steel. Scr. Mater. 2019, 162, 492–496. [Google Scholar] [CrossRef]
- Liu, H.; Lu, X.; Jin, X.; Dong, H.; Shi, J. Enhanced mechanical properties of a hot stamped advanced high-strength steel treated by quenching and partitioning process. Scr. Mater. 2011, 64, 749–752. [Google Scholar] [CrossRef]
- Wojdyr, M. Fityk: A general-purpose peak fitting program. J. Appl. Crystallogr. 2010, 43, 1126–1128. [Google Scholar] [CrossRef]
- Toby, B.H. EXPGUI, a graphical user interface for GSAS. J. Appl. Crystallogr. 2001, 34, 210–213. [Google Scholar] [CrossRef] [Green Version]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef] [Green Version]
- Ungár, T.; Borbély, A. The effect of dislocation contrast on X-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal trip effect on the work hardening behavior of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Warren, B.E.; Averbach, B.L. The effect of cold-work distortion on X-ray patterns. J. Appl. Phys. 1950, 21, 595–599. [Google Scholar] [CrossRef]
- ASTM. Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientatio; ASTM: West Conshohocken, PA, USA, 2009; Volume 3, pp. 1–7. [Google Scholar] [CrossRef]
- Miyamoto, G.; Oh, J.C.; Hono, K.; Furuhara, T.; Maki, T. Effect of partitioning of Mn and Si on the growth kinetics of cementite in tempered Fe-0.6 mass% C martensite. Acta Mater. 2007, 55, 5027–5038. [Google Scholar] [CrossRef]
- He, B.B.; Huang, M.X.; Ngan, A.H.W.; van der Zwaag, S. Effect of Free Surface on the Stability of Individual Retained Austenite Grains in a Duplex Stainless Steel. Metall. Mater. Trans. A 2014, 45, 4875–4881. [Google Scholar] [CrossRef]
- Tirumalasetty, G.K.; Van Huis, M.A.; Kwakernaak, C.; Sietsma, J.; Sloof, W.G.; Zandbergen, H.W. Deformation-induced austenite grain rotation and transformation in TRIP-assisted steel. Acta Mater. 2012, 60, 1311–1321. [Google Scholar] [CrossRef] [Green Version]
- Verlinden, B.; Bocher, P.; Girault, E.; Aernoudt, E. Austenite texture and bainite/austenite orientation relationships in TRIP steel. Scr. Mater. 2001, 45, 909–916. [Google Scholar] [CrossRef]
- Yuan, L.; Ponge, D.; Wittig, J.; Choi, P.; Jiménez, J.A.; Raabe, D. Nanoscale austenite reversion through partitioning, segregation and kinetic freezing: Example of a ductile 2 GPa Fe-Cr-C steel. Acta Mater. 2012, 60, 2790–2804. [Google Scholar] [CrossRef] [Green Version]
- Bouaziz, O.; Zurob, H.; Huang, M. Driving Force and Logic of Development of Advanced High Strength Steels for Automotive Applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Koyama, M.; Tasan, C.C.; Akiyama, E.; Tsuzaki, K.; Raabe, D. Hydrogen-assisted decohesion and localized plasticity in dual-phase steel. Acta Mater. 2014, 70, 174–187. [Google Scholar] [CrossRef]
- Fan, Y.H.; Zhang, B.; Yi, H.L.; Hao, G.S.; Sun, Y.Y.; Wang, J.Q.; Han, E.-H.; Ke, W. The role of reversed austenite in hydrogen embrittlement fracture of S41500 martensitic stainless steel. Acta Mater. 2017, 139, 188–195. [Google Scholar] [CrossRef]
- Yoo, J.; Jo, M.C.; Kim, D.W.; Song, H.; Koo, M.; Sohn, S.S.; Lee, S. Effects of Cu addition on resistance to hydrogen embrittlement in 1 GPa-grade duplex lightweight steels. Acta Mater. 2020, 196, 370–383. [Google Scholar] [CrossRef]
- Sojka, J.; Vodárek, V.; Schindler, I.; Ly, C.; Jérôme, M.; Váňová, P.; Ruscassier, N.; Wenglorzová, A. Effect of hydrogen on the properties and fracture characteristics of TRIP 800 steels. Corros. Sci. 2011, 53, 2575–2581. [Google Scholar] [CrossRef]
- Louthan, M.R. Hydrogen embrittlement of metals: A primer for the failure analyst. J. Fail. Anal. Prev. 2008, 8, 289–307. [Google Scholar] [CrossRef] [Green Version]
- Hidalgo, J.; Celada-Casero, C.; Santofimia, M.J. Fracture mechanisms and microstructure in a medium Mn quenching and partitioning steel exhibiting macrosegregation. Mater. Sci. Eng. A 2019, 754, 766–777. [Google Scholar] [CrossRef]
- Turk, A.; Joshi, G.R.; Gintalas, M.; Callisti, M.; Rivera-Díaz-del-Castillo, P.E.J.; Galindo-Nava, E.I. Quantification of hydrogen trapping in multiphase steels: Part I—Point traps in martensite. Acta Mater. 2020, 194, 118–133. [Google Scholar] [CrossRef]
- Turk, A.; Pu, S.D.; Bombač, D.; Rivera-Díaz-del-Castillo, P.E.J.; Galindo-Nava, E.I. Quantification of hydrogen trapping in multiphase steels: Part II—Effect of austenite morphology. Acta Mater. 2020, 197, 253–268. [Google Scholar] [CrossRef]
- Pérez Escobar, D.; Depover, T.; Duprez, L.; Verbeken, K.; Verhaege, M. Combined thermal desorption spectroscopy, differential scanning calorimetry, scanning electron microscopy and X-ray diffraction study of hydrogen trapping in cold deformed TRIP steel. Acta Mater. 2012, 60, 2593–2605. [Google Scholar] [CrossRef]
- Jacques, P.; Furnémont, Q.; Pardoen, T.; Delannay, F. On the role of martensitic transformation on damage and cracking resistance in TRIP-assisted multiphase steels. Acta Mater. 2001, 49, 139–152. [Google Scholar] [CrossRef]
- Lacroix, G.; Pardoen, T.; Jacques, P.J. The fracture toughness of TRIP-assisted multiphase steels. Acta Mater. 2008, 56, 3900–3913. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Prevention of Hydrogen Embrittlement in Steels. ISIJ Int. 2016, 56, 24–36. [Google Scholar] [CrossRef] [Green Version]
- Krauss, G. Tempering of Lath Martensite in Low and Medium Carbon Steels: Assessment and Challenges. Steel Res. Int. 2017, 88, 1–18. [Google Scholar] [CrossRef]
- Jiang, F.; Masumura, T.; Hirata, K.; Tsuchiyama, T.; Takaki, S. A new diffraction line profile breadth analysis approach for evaluating plastic lattice strain anisotropy in cold-worked nickel under various strain paths. Int. J. Plast. 2019, 112, 89–107. [Google Scholar] [CrossRef]
- Harjo, S.; Kawasaki, T.; Tomota, Y.; Gong, W.; Aizawa, K.; Tichy, G.; Shi, Z.; Ungár, T. Work Hardening, Dislocation Structure, and Load Partitioning in Lath Martensite Determined by In Situ Neutron Diffraction Line Profile Analysis. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 4080–4092. [Google Scholar] [CrossRef] [Green Version]
- Xiao, L.; Fan, Z.; Jinxiu, Z.; Mingxing, Z.; Mokuang, K.; Zhenqi, G. Lattice-parameter variation with carbon content of martensite. I. X-ray-diffraction experimental study. Phys. Rev. B 1995, 52, 9970–9978. [Google Scholar] [CrossRef]
- Geng, W.T.; Wang, V.; Xu, J.; Ishikawa, N. Hydrogen trapping in carbon supersaturated—Iron and its decohesion effect in martensitic steel. Scr. Mater. 2018, 149, 1–15. [Google Scholar] [CrossRef]
- Horn, R.M.; Ritchie, R.O. Mechanisms of tempered martensite embrittlement in low alloy steels. Metall. Trans. A 1978, 9, 1039–1053. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Al | N | Fe + Others |
|---|---|---|---|---|---|---|---|---|
| wt% | 0.3 | 1.57 | 2.94 | 0.0036 | 0.0039 | 0.022 | ≤0.004 | bal. |
| Retained Austenite | |||||
|---|---|---|---|---|---|
| Materials | Volume fraction (%) | Lattice parameter (Å) | Carbon concentration (wt%) calculated from the empirical equation: aγ = 3.556 + 0.0453 xC+ 0.00095 xMn | ||
| 1500LT | 17.2 | 3.59884 | 0.884 | ||
| 1500HT | 17.8 | 3.59646 | 0.831 | ||
| Martensite Matrix | |||||
| Materials | Volume fracture (%) | Lattice parameter (Å) | Dislocation density (1016 m2) | q value | M value |
| 1500LT | 82.8 | 2.86400 | 1.44 | 1.84 | 6.08 |
| 1500HT | 82.2 | 2.86298 | 0.801 | 1.84 | 5.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Huang, M. Improving Hydrogen Embrittlement Resistance of Hot-Stamped 1500 MPa Steel Parts That Have Undergone a Q&P Treatment by the Design of Retained Austenite and Martensite Matrix. Metals 2020, 10, 1585. https://doi.org/10.3390/met10121585
Wang Z, Huang M. Improving Hydrogen Embrittlement Resistance of Hot-Stamped 1500 MPa Steel Parts That Have Undergone a Q&P Treatment by the Design of Retained Austenite and Martensite Matrix. Metals. 2020; 10(12):1585. https://doi.org/10.3390/met10121585
Chicago/Turabian StyleWang, Zhou, and Mingxin Huang. 2020. "Improving Hydrogen Embrittlement Resistance of Hot-Stamped 1500 MPa Steel Parts That Have Undergone a Q&P Treatment by the Design of Retained Austenite and Martensite Matrix" Metals 10, no. 12: 1585. https://doi.org/10.3390/met10121585