An Infrared Local-Heat-Assisted Cold Stamping Process for Martensitic Steel and Application to an Auto Part

 , ,
, ,
Abstract
:1. Introduction
2. Heat-Assisted Cold Stamping and V-Bending Experiment
3. Results
4. Discussion
5. Application for Door Impact Beam
6. Conclusions
- (1)
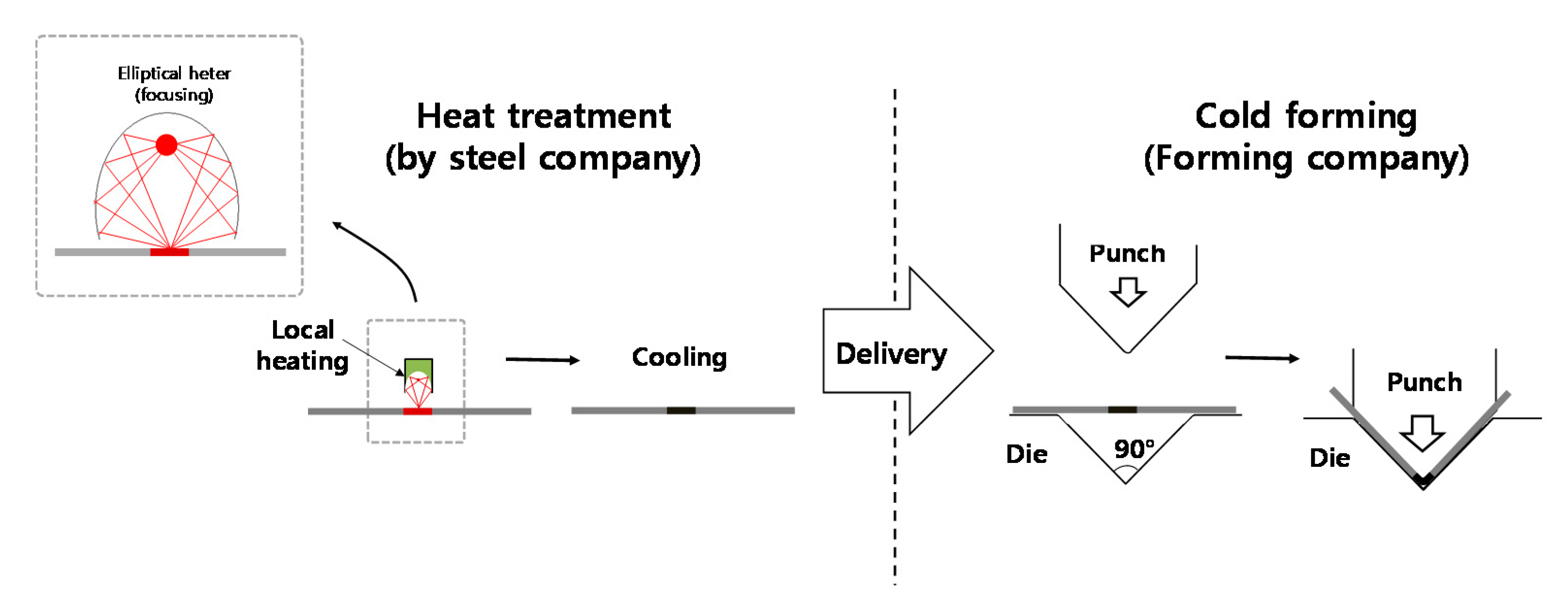
- The heat-assisted cold stamping process separated the heat treatment and forming processes. The heat treatment could be conducted by steel companies before delivery to forming companies. The forming companies could conduct the cold forming. Since this method completes the heat treatment with material supplies, the stamping companies could conduct cold stamping without new investments for heating devices. This method can avoid the difficulty of hot forming under elevated-temperature conditions—a cooling problem for forming tools and a decrease in productivity.
- (2)
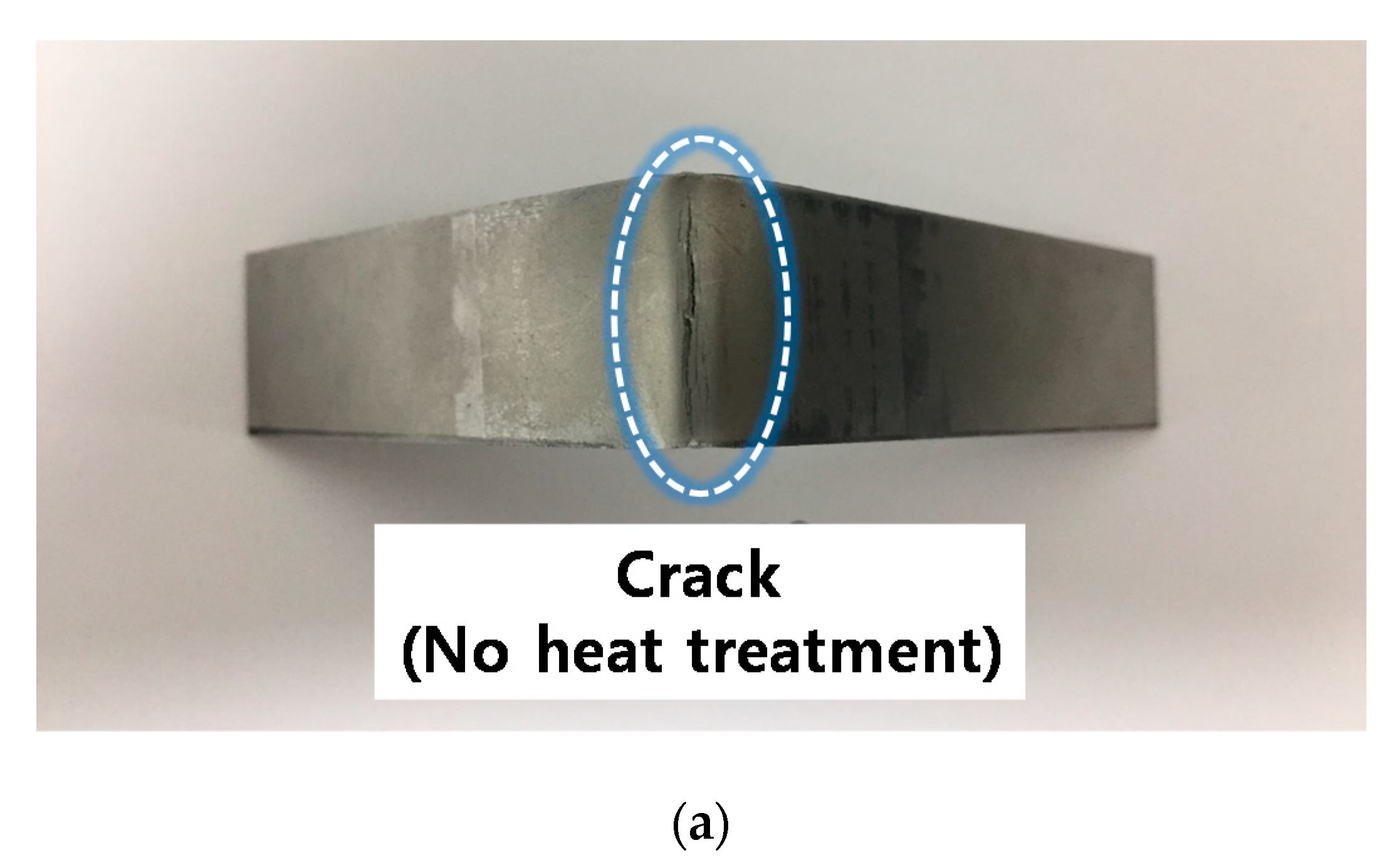
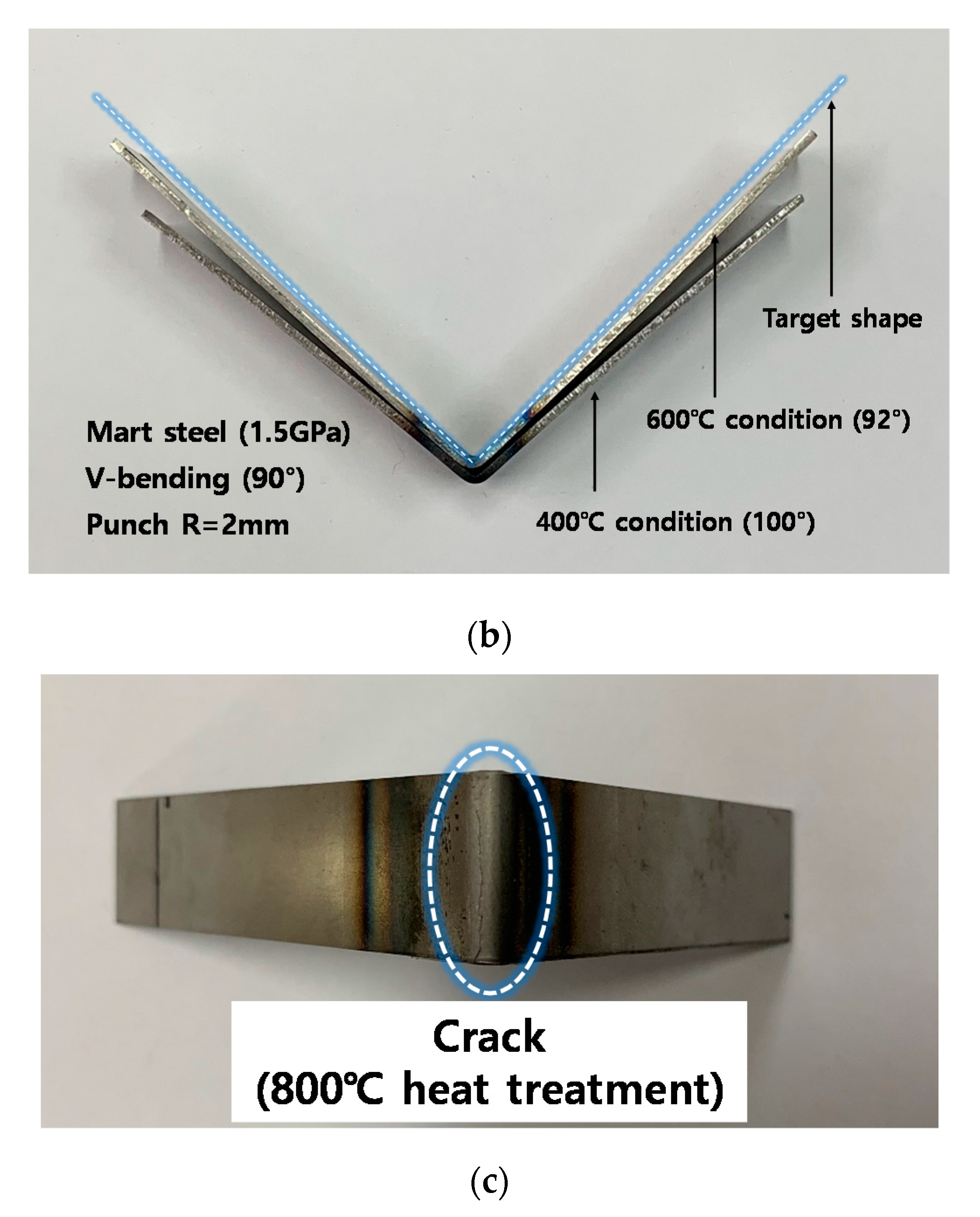
- The V-bending test with heat treatment showed that the heat-assisted cold forming can improve the formability and springback problems. The 600 °C heat treatment can avoid cracks and reduce springback, while the 800 °C condition leads to the crack problem again. The tensile test showed that the 600 °C heat treatment can reduce the yield stress, while the 800 °C condition leads to similar results to the as-received material.
- (3)
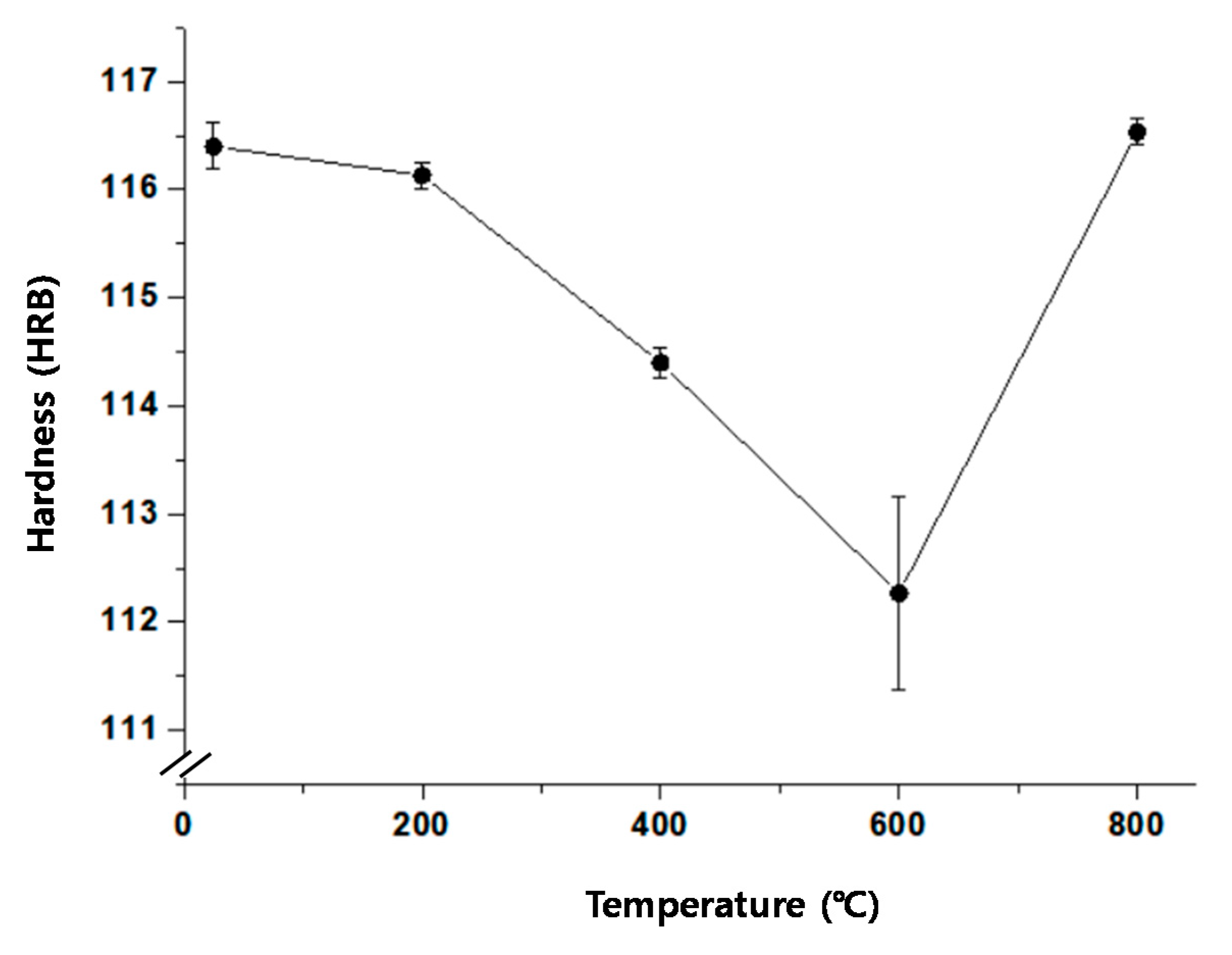
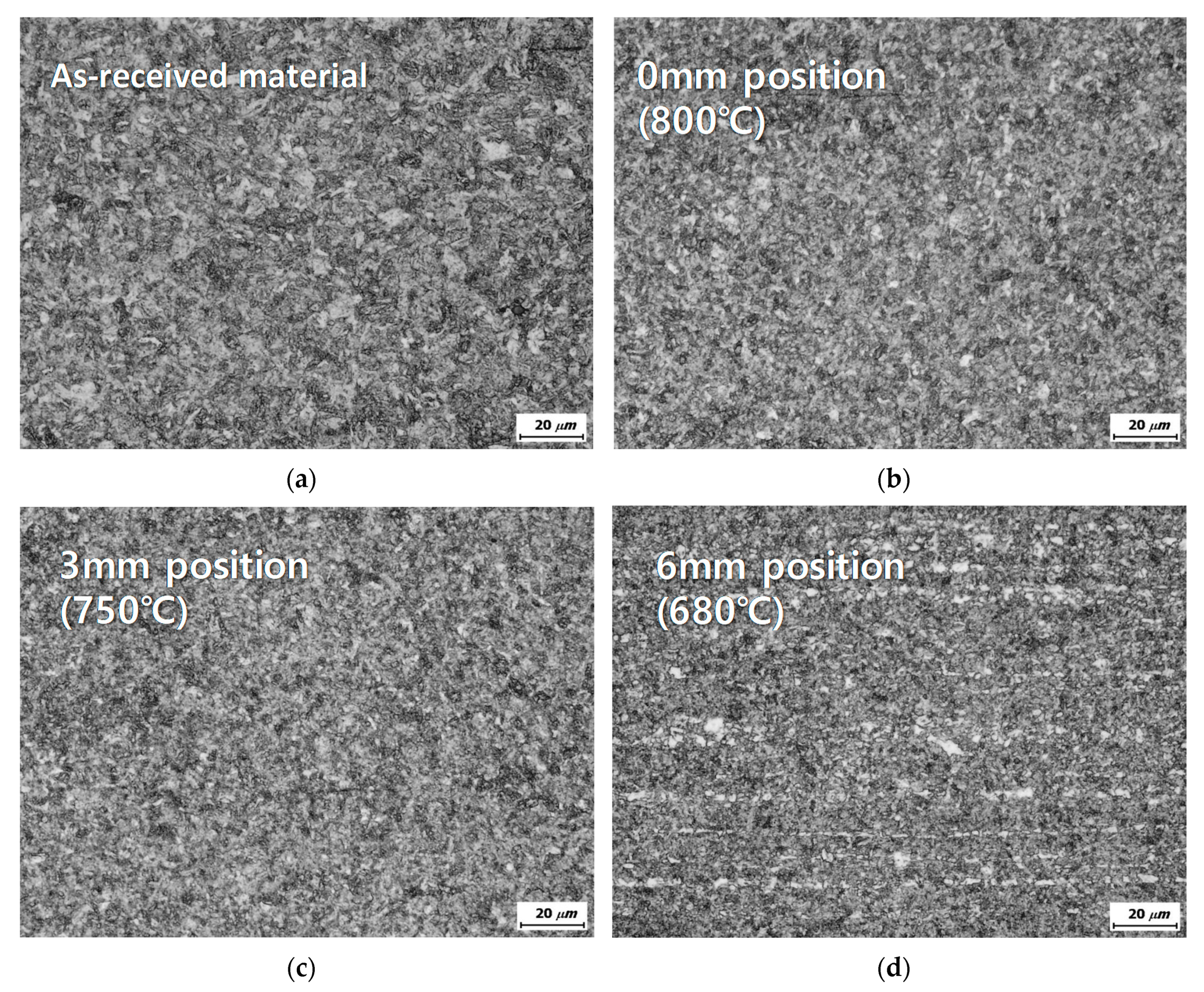
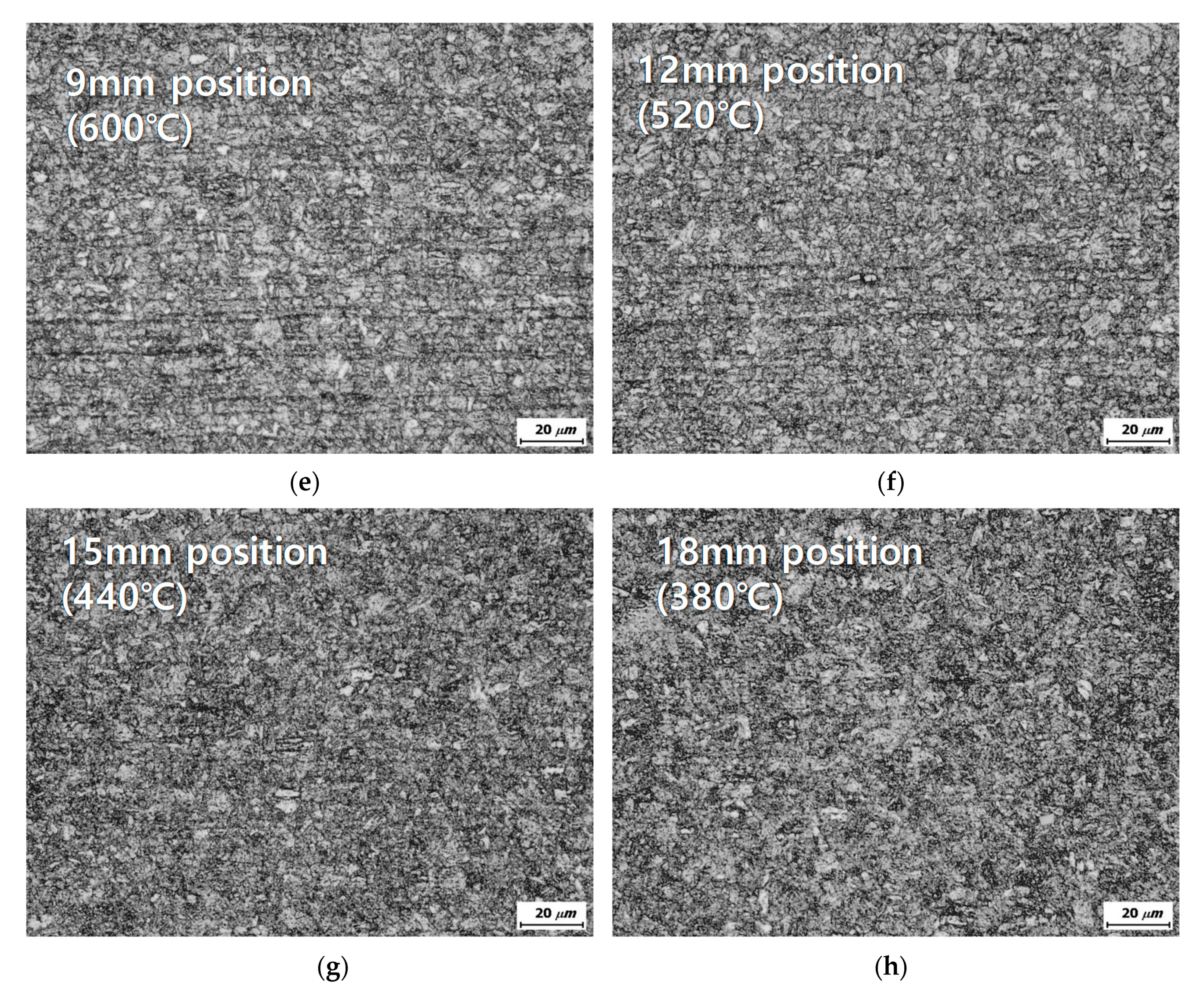
- The hardness and microstructure observation showed that 400–600 °C heat-treatment conditions lead to the decomposition of martensite, while ab 800 °C-heat-treatment condition results in a microstructure similar to that of the as-received material. This result is supported by an experiment reported in paper [24] showing that controlling the manganese content can lead to a homogeneous martensitic microstructure, even after air cooling from several heat treatments. These affect the results of the tensile test.
- (4)
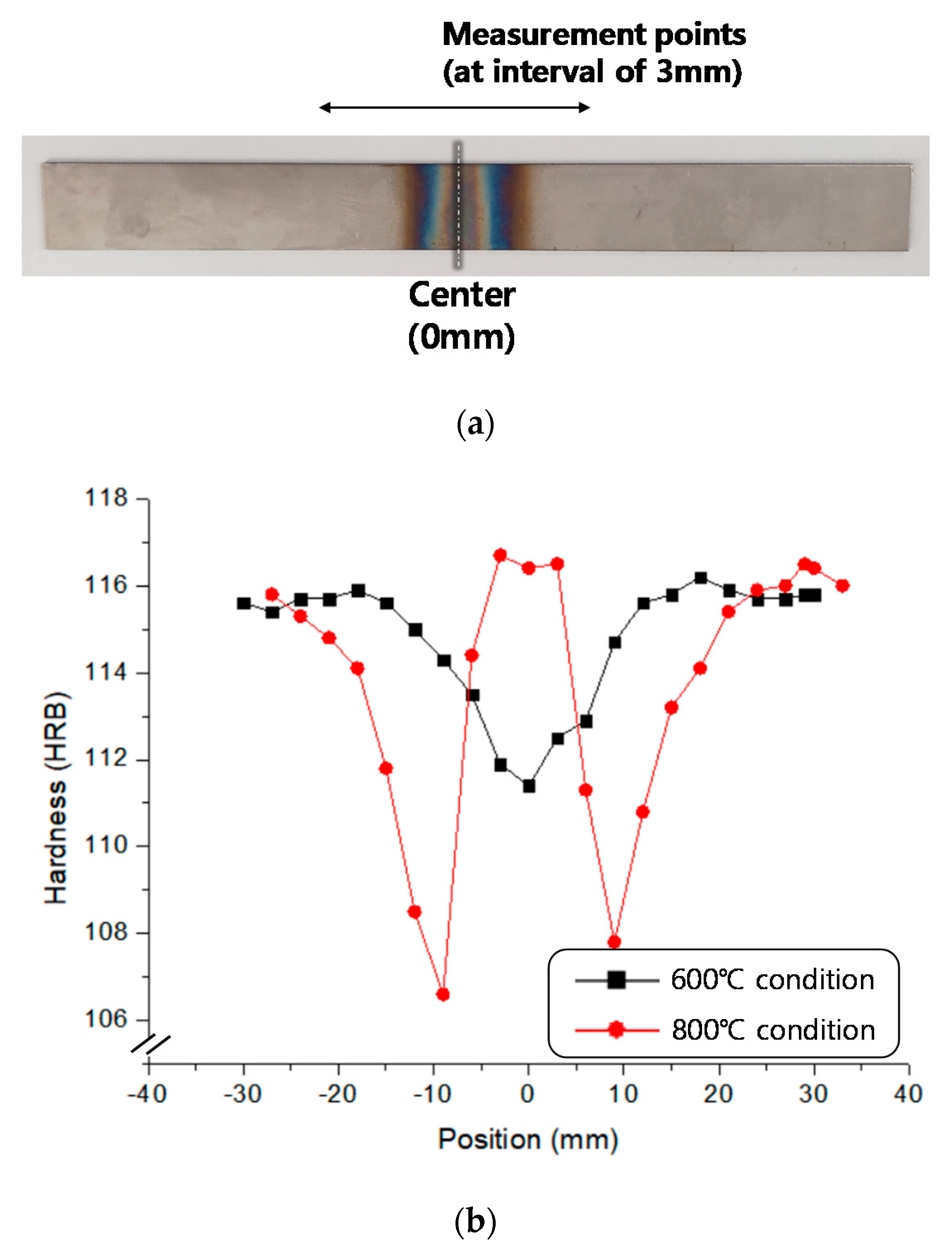
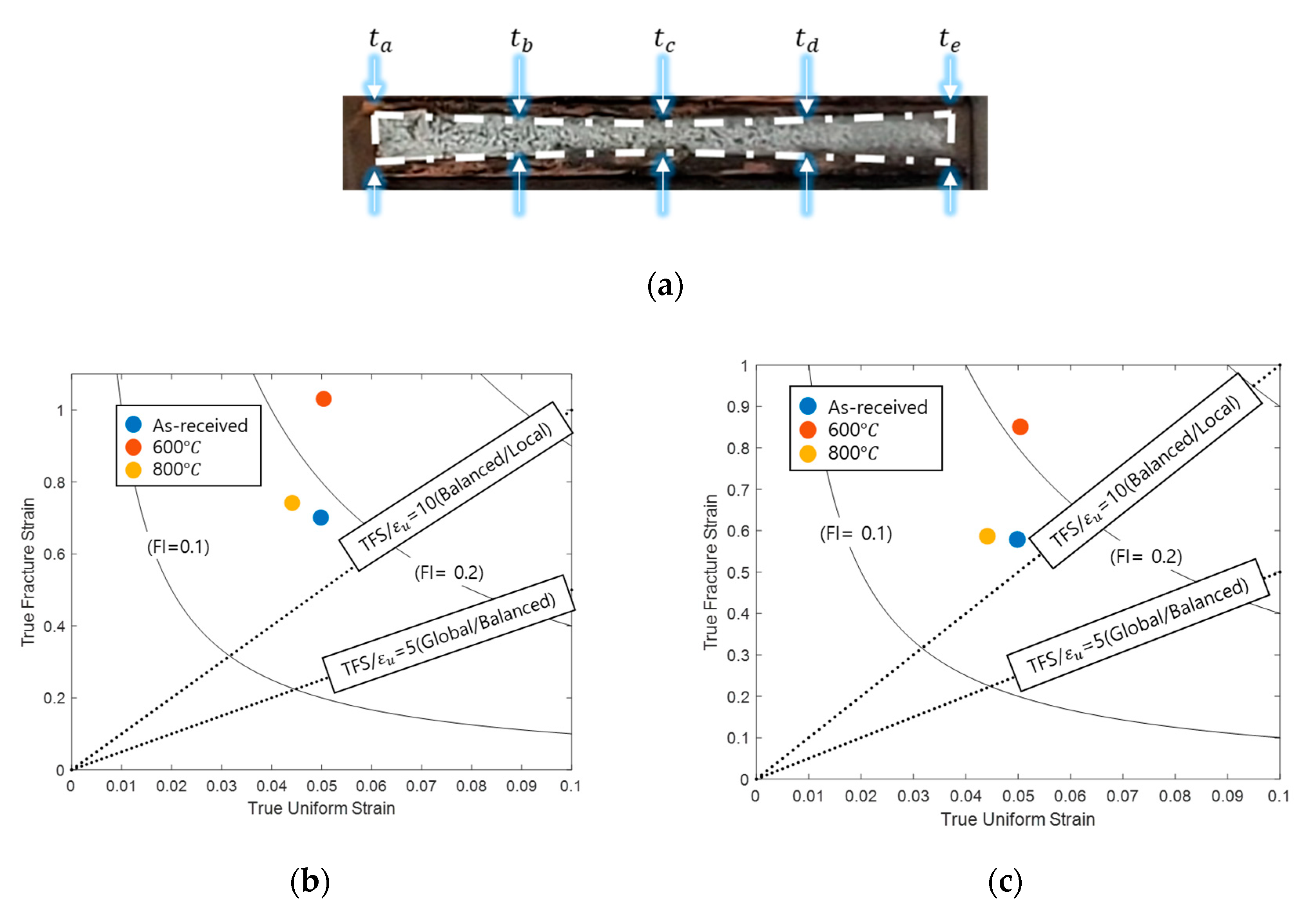
- The local formability measurements in this study show that 800 °C IR heat treatment leads to a formability result close to that of the as-received material, while 600 °C IR heat treatment results in clearly improved local formability results. A study [25] showed that a short-time tempering above 600 °C can make the manganese directly embattle the martensite grain boundaries. These support the V-bending test results.
- (5)
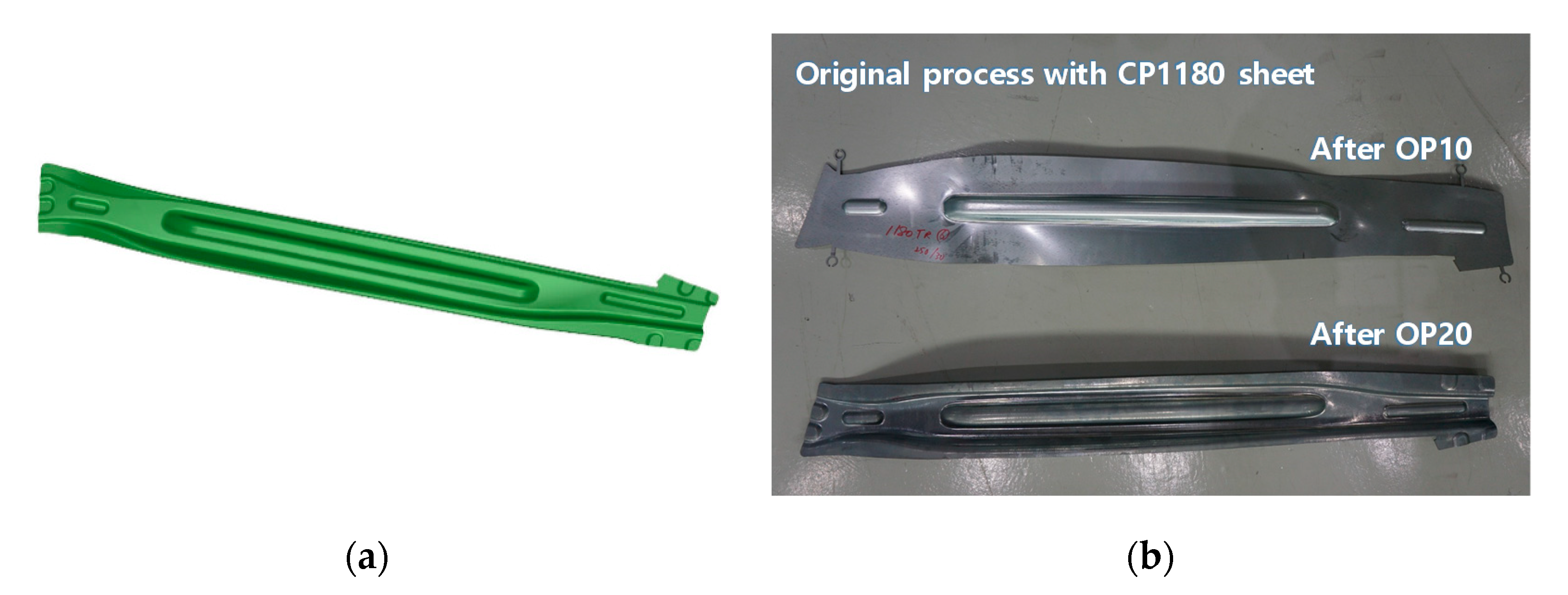
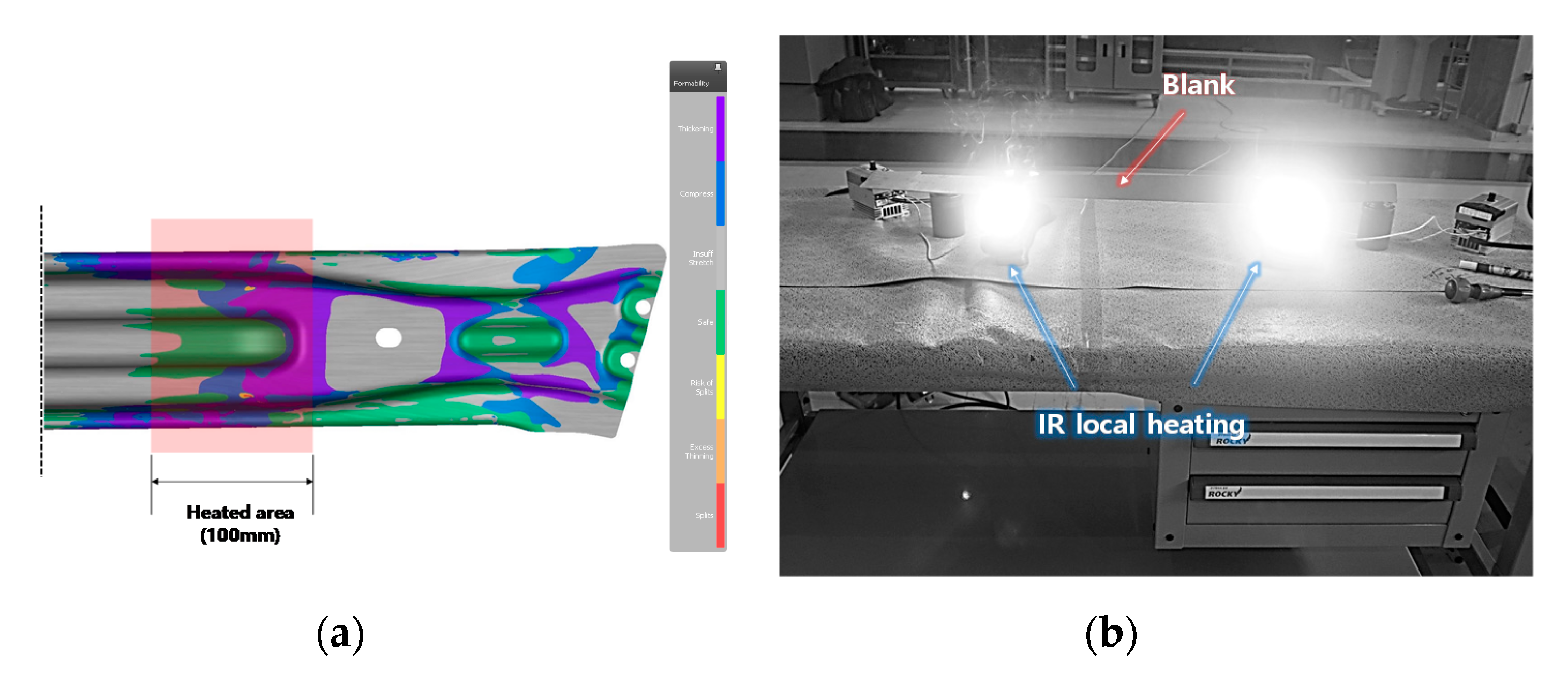
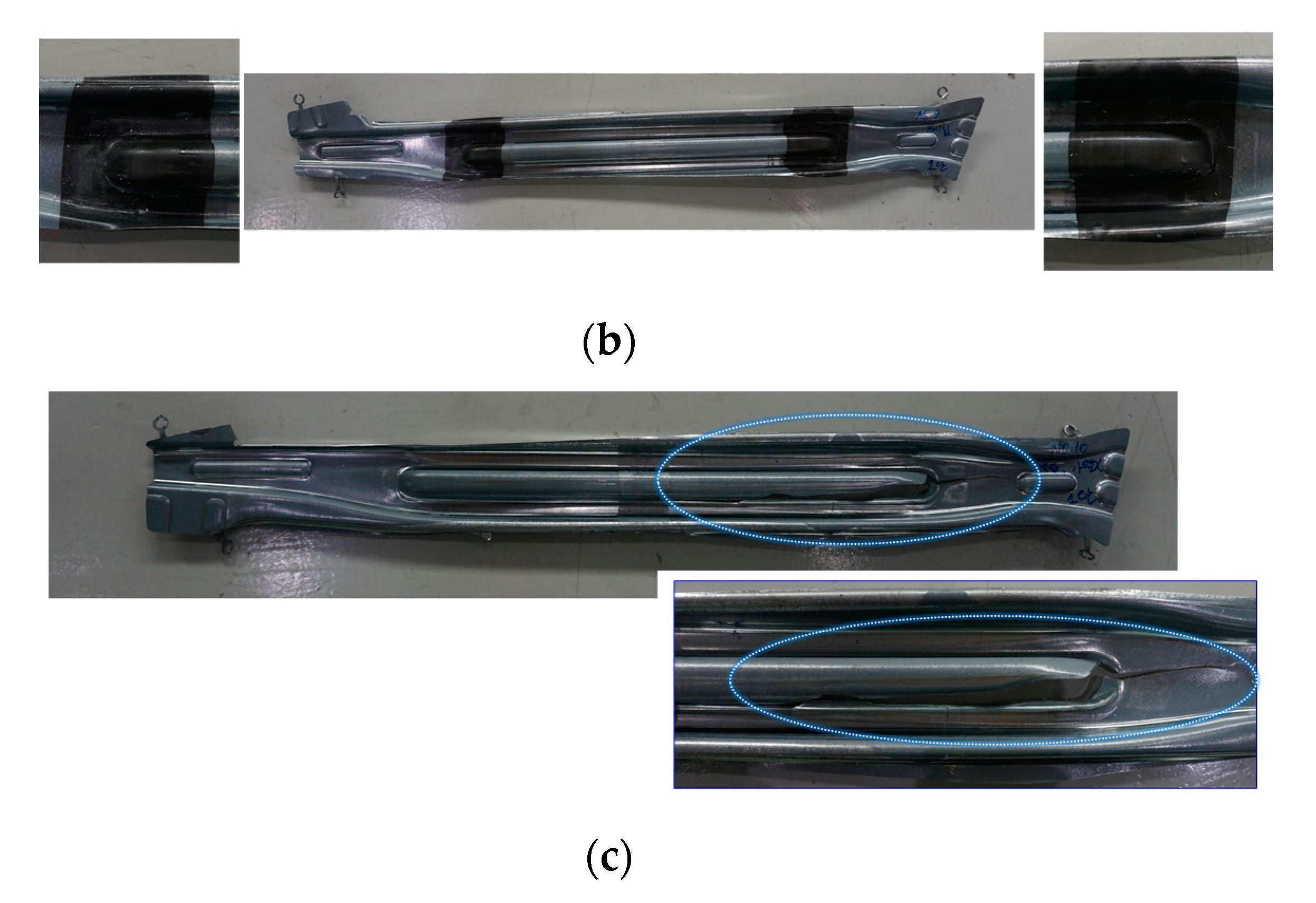
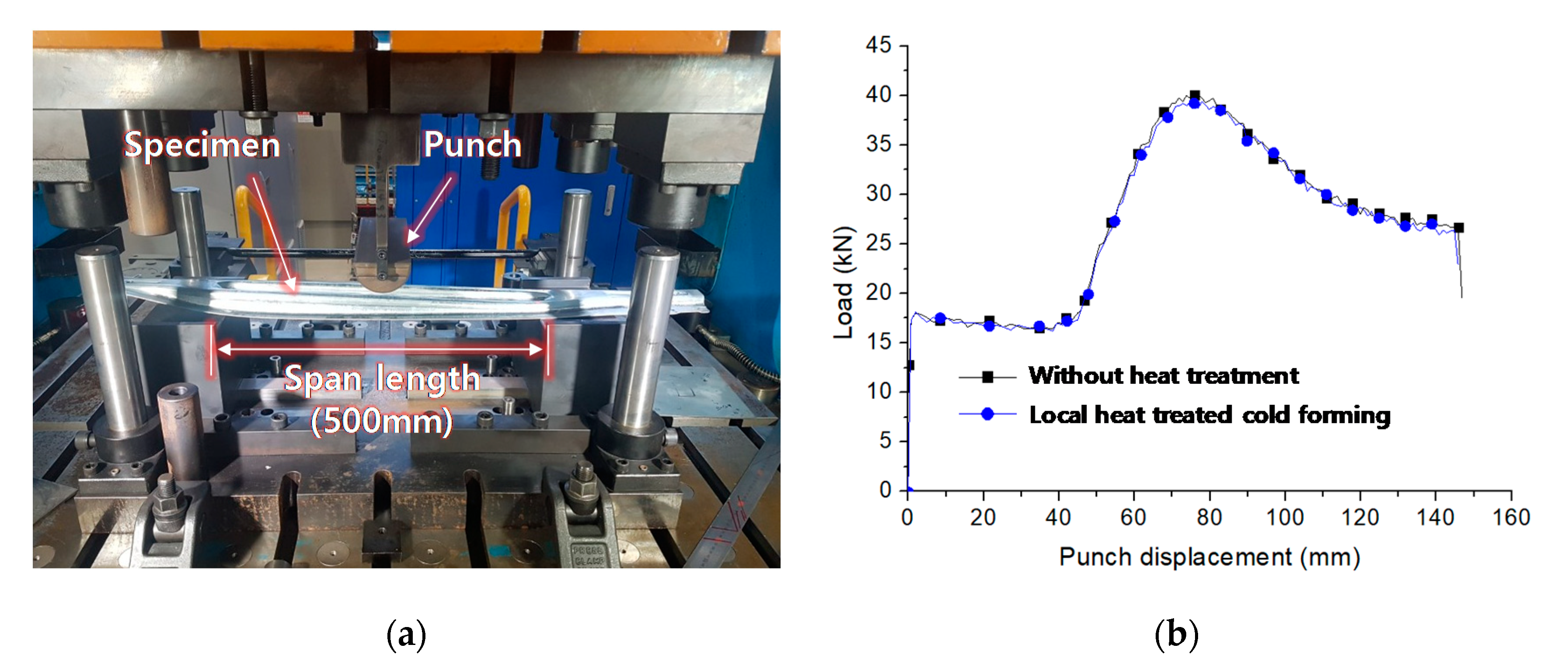
- The local-heat-assisted cold stamping successfully manufactured a door impact beam with the MS steel, while cold forming resulted in a large fracture. In addition, the heat-treated door impact beam presented a mechanical strength close to that of the other part manufactured without the heat treatment in the three-point bending test. The results of this work show that heat-assisted cold stamping can be applied to commercial products.
Author Contributions
Funding
Conflicts of Interest
References
- Maeno, T.; Mori, K.I.; Ogihara, T.; Fujita, T. Blanking immediately after heating and ultrasonic cleaning for compact hot-stamping systems using rapid resistance heating. Int. J. Adv. Manuf. Technol. 2018, 97, 3827–3837. [Google Scholar] [CrossRef]
- Li, N.; Lin, J.; Balint, D.S.; Dean, T.A. Modelling of austenite formation during heating in boron steel hot stamping processes. J. Mater. Process. Technol. 2016, 237, 394–401. [Google Scholar] [CrossRef]
- Thien, N.T.; Jeong, Y.H.; Hong, S.T.; Kim, M.J.; Han, H.N.; Lee, M.G. Electrically assisted tensile behavior of complex phase ultra-high strength steel. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 325–333. [Google Scholar] [CrossRef]
- Zhang, P.; Zhu, L.; Luo, S.; Luo, J. Hot stamping forming and finite element simulation of USIBOR1500 high-strength steel. Int. J. Adv. Manuf. Technol. 2019, 103, 3187–3197. [Google Scholar] [CrossRef]
- Ganapathy, M.; Li, N.; Lin, J.; Abspoel, M.; Bhattacharjee, D. Experimental investigation of a new low-temperature hot stamping process for boron steels. Int. J. Adv. Manuf. Technol. 2019, 105, 669–682. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Long, M.; Ai, S.; Zhao, Y.; Chen, D.; Feng, Y.; Duan, H.; Ma, M. Evolution of phase transition and mechanical properties of ultra-high strength hot-stamped steel during quenching process. Metals 2020, 10, 138. [Google Scholar] [CrossRef] [Green Version]
- Kong, L.; Peng, Y.; Liu, C. Research on the re-deformation characteristics of hot stamping of boron steel parts with tailored properties. Metals 2020, 10, 1136. [Google Scholar] [CrossRef]
- Cui, M.; Wang, Z.; Wang, L.; Huang, Y. Numerical Simulation and Multi-Objective Optimization of Partition Cooling in Hot Stamping of the Automotive B-Pillar Based on RSM and NSGA-II. Metals 2020, 10, 1264. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A review on hot stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Mohammad, R.B.; Mahdi, M. Springback investigation at warm V-bending conditions by numerical and experimental methods. In Proceedings of the International Conference on Trends in Mechanical and Industrial Engineering, Bangkok, Thailand, 23–24 December 2011; pp. 185–190. [Google Scholar]
- Yang, D.-Y.; Park, J.C.; Seong, D.Y. Development of an Innovative Bending Process Employing Synchronous Incremental Heating and Incremental forming. In Proceedings of the International Conference of Technology of Plasticity (ICTP) 2011, Aachen, Germany, 25–30 September 2011; Verlag Stahleisen GmbH: Dsseldorf, Germany, 2011. [Google Scholar]
- Zheng, K.; Lee, J.; Lin, J.; Dean, T.A. A buckling model for flange wrinkling in hot deep drawing aluminium alloys with macro-textured tool surfaces. Int. J. Mach. Tools Manuf. 2017, 114, 21–34. [Google Scholar] [CrossRef]
- Shao, Z.; Jiang, J.; Lin, J. Feasibility study on direct flame impingement heating applied for the solution heat treatment, forming and cold die quenching technique. J. Manuf. Process. 2018, 36, 398–404. [Google Scholar] [CrossRef]
- Bosetti, P.; Bruschi, S.; Stoehr, T.; Lechler, J.; Merklein, M. Interlaboratory comparison for heat transfer coefficient identification in hot stamping of high strength steels. Int. J. Mater. Form. 2010, 3, 817–820. [Google Scholar] [CrossRef]
- Lee, E.H.; Yoon, J.W.; Yang, D.Y. Study on springback from thermal-mechanical boundary condition imposed to V-bending and L-bending processes coupled with infrared rays local heating. Int. J. Mater. Form. 2018, 11, 417–433. [Google Scholar] [CrossRef]
- Chen, L.W.; Cai, M.J. Development of a hot stamping clinching tool. J. Manuf. Process. 2018, 34, 650–658. [Google Scholar] [CrossRef]
- Quan, G.Z.; An, C.; Qiu, H.M.; Zhang, L.; Wang, X. Influence Factors of Non-uniform Phase Transformation in Hot Stamping Process of Ultra-High-Strength Steel Sheet. Int. J. Precis. Eng. Manuf. 2019, 20, 1169–1183. [Google Scholar] [CrossRef]
- Casellas, D.; Lara, A.; Frómeta, D.; Gutiérrez, D.; Molas, S.; Pérez, L.; Rehrl, J.; Suppan, C. Fracture Toughness to Understand Stretch-Flangeability and Edge Cracking Resistance in AHSS. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 86–94. [Google Scholar] [CrossRef]
- Lee, E.H.; Yang, D.Y.; Yoon, J.W.; Yang, W.H. A manufacturing process using the infrared ray local heating method for seat cross members. Int. J. Adv. Manuf. Technol. 2017, 89, 3299–3305. [Google Scholar] [CrossRef]
- Lee, E.H.; Yang, D.Y.; Yoon, J.W.; Yang, W.H. Numerical modeling and analysis for forming process of dual-phase 980 steel exposed to infrared local heating. Int. J. Solids Struct. 2015, 75–76, 211–224. [Google Scholar] [CrossRef]
- Neugebauer, R.; Scheffler, S.; Poprawe, R.; Weisheit, A. Local laser heat treatment of ultra high strength steels to improve formability. Prod. Eng. 2009, 3, 347–351. [Google Scholar] [CrossRef]
- Lee, E.H.; Kim, W. sung Electrical–Thermal–Mechanical Analysis of Focused Infrared Heating Process. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 7, 885–903. [Google Scholar] [CrossRef]
- Lee, E.H.; Yang, D.Y. Experimental and numerical analysis of a parabolic reflector with a radiant heat source. Int. J. Heat Mass Transf. 2015, 85, 860–864. [Google Scholar] [CrossRef]
- Gramlich, A.; Schmiedl, T.; Schönborn, S.; Melz, T.; Bleck, W. Development of air-hardening martensitic forging steels. Mater. Sci. Eng. A 2020, 784, 139321. [Google Scholar] [CrossRef]
- Kuzmina, M.; Ponge, D.; Raabe, D. Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness: Example of a 9 wt.% medium Mn steel. Acta Mater. 2015, 86, 182–192. [Google Scholar] [CrossRef]
- Shi, J.; Hu, J.; Wang, C.; Wang, C.Y.; Dong, H.; Cao, W.Q. Ultrafine grained duplex structure developed by ART-annealing in cold rolled medium-mn steels. J. Iron Steel Res. Int. 2014, 21, 208–214. [Google Scholar] [CrossRef]
- Grajcar, A.; Kuziak, R.; Zalecki, W. Third generation of AHSS with increased fraction of retained austenite for the automotive industry. Arch. Civ. Mech. Eng. 2012, 12, 334–341. [Google Scholar] [CrossRef]
- Aydin, H.; Essadiqi, E.; Jung, I.H.; Yue, S. Development of 3rd generation AHSS with medium Mn content alloying compositions. Mater. Sci. Eng. A 2013, 564, 501–508. [Google Scholar] [CrossRef]
- Heo, N.H.; Nam, J.W.; Heo, Y.U.; Kim, S.J. Grain boundary embrittlement by Mn and eutectoid reaction in binary Fe-12Mn steel. Acta Mater. 2013, 61, 4022–4034. [Google Scholar] [CrossRef]
- Nasim, M.; Edwards, B.C.; Wilson, E.A. A study of grain boundary embrittlement in an Fe–8%Mn alloy. Mater. Sci. Eng. A 2000, 281, 56–67. [Google Scholar] [CrossRef]
- Golling, S.; Frómeta, D.; Casellas, D.; Jonsén, P. Influence of microstructure on the fracture toughness of hot stamped boron steel. Mater. Sci. Eng. A 2019, 743, 529–539. [Google Scholar] [CrossRef]
- Hance, B. Advanced High-Strength Steel (AHSS) Performance Level Definitions and Targets. SAE Int. J. Mater. Manuf. 2018, 11, 505–516. [Google Scholar] [CrossRef]
- Denks, I.A.; Schneider, M.; Westhäuser, S.; Lesch, C. On the Correlation between Suitable Material Parameters for the Prediction of Local Formability of Advanced High Strength Steels. Steel Res. Int. 2019, 90, 1–16. [Google Scholar] [CrossRef]
- Kim, K.; Song, Y.; Yang, W.; Choi, H.; Park, S.H.; Yoon, J. Partial strengthening method for cold stamped B-pillar with minimal shape change. Int. J. Adv. Manuf. Technol. 2019, 102, 4241–4255. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CR1470M (Mart 1.5 GPa) | 0.2% Yield Stress (MPa) | Tensile Strength (MPa) | Uniform Elongation (%) | Total Elongation (%) | Normal R-Value |
| 1224.8 | 1547 | 5.1 | 7.6 | 1.466 |
| CR1470M (Mart 1.5 GPa) | No Heat Treatment | 200 °C Condition | 400 °C Condition | 600 °C Condition | 800 °C Condition |
| Crack | Crack | 100° bend angle | 92° bend angle | Crack |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, K.-Y.; Lee, E.-H.; Park, S.-H.; Kang, Y.-H.; Park, J.-Y.; Lee, H.-Y.; Moon, C.H.; Kim, K. An Infrared Local-Heat-Assisted Cold Stamping Process for Martensitic Steel and Application to an Auto Part. Metals 2020, 10, 1543. https://doi.org/10.3390/met10111543
Kim K-Y, Lee E-H, Park S-H, Kang Y-H, Park J-Y, Lee H-Y, Moon CH, Kim K. An Infrared Local-Heat-Assisted Cold Stamping Process for Martensitic Steel and Application to an Auto Part. Metals. 2020; 10(11):1543. https://doi.org/10.3390/met10111543
Chicago/Turabian StyleKim, Ki-Young, Eun-Ho Lee, Soo-Hyun Park, Youn-Hee Kang, Jong-Youn Park, Hyoun-Young Lee, Chang Ho Moon, and Kisoo Kim. 2020. "An Infrared Local-Heat-Assisted Cold Stamping Process for Martensitic Steel and Application to an Auto Part" Metals 10, no. 11: 1543. https://doi.org/10.3390/met10111543