Evolution of Phase Transition and Mechanical Properties of Ultra-High Strength Hot-Stamped Steel During Quenching Process

 ,
,
Abstract
:1. Introduction
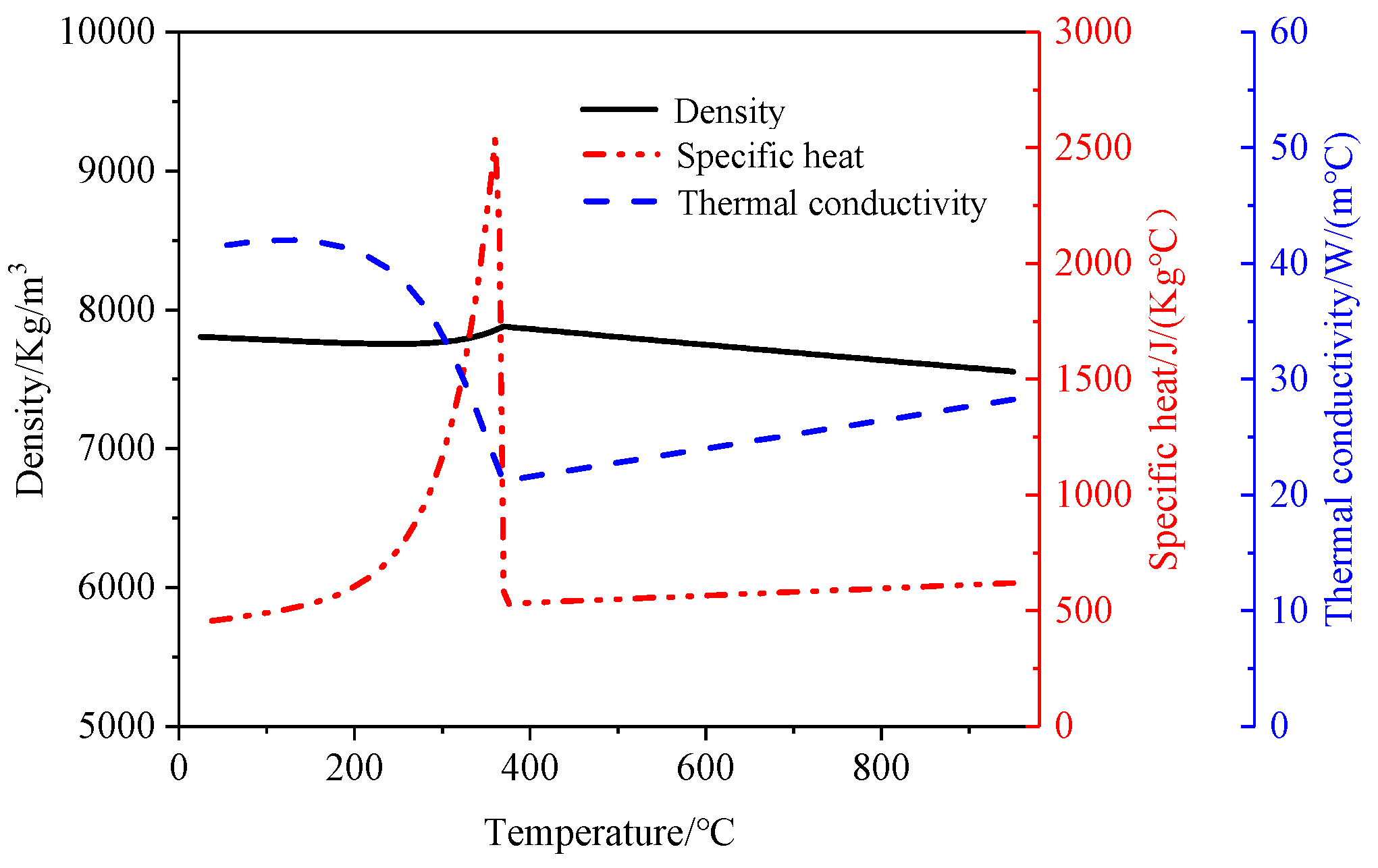
2. Mathematical Equations
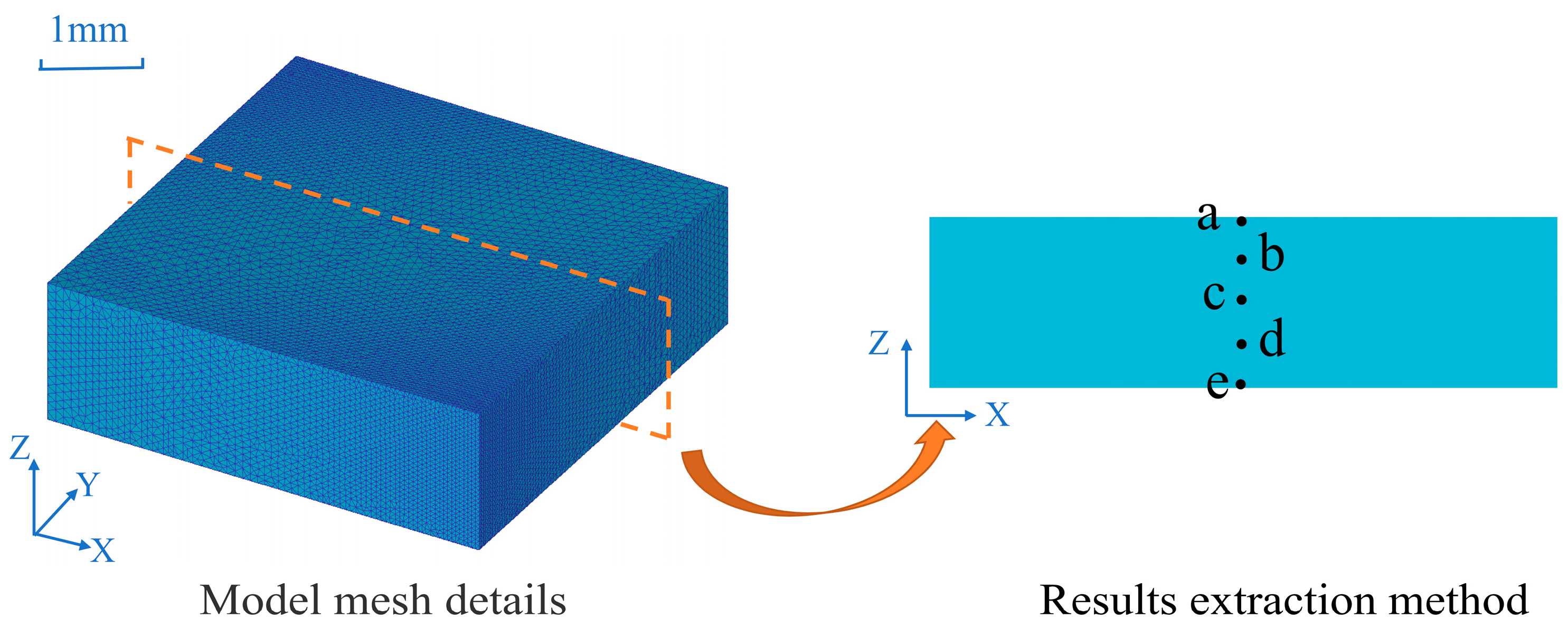
3. Research Approaches
4. Results and Discussion
4.1. Simula1tion of the Phase Evolution in Quenching Process
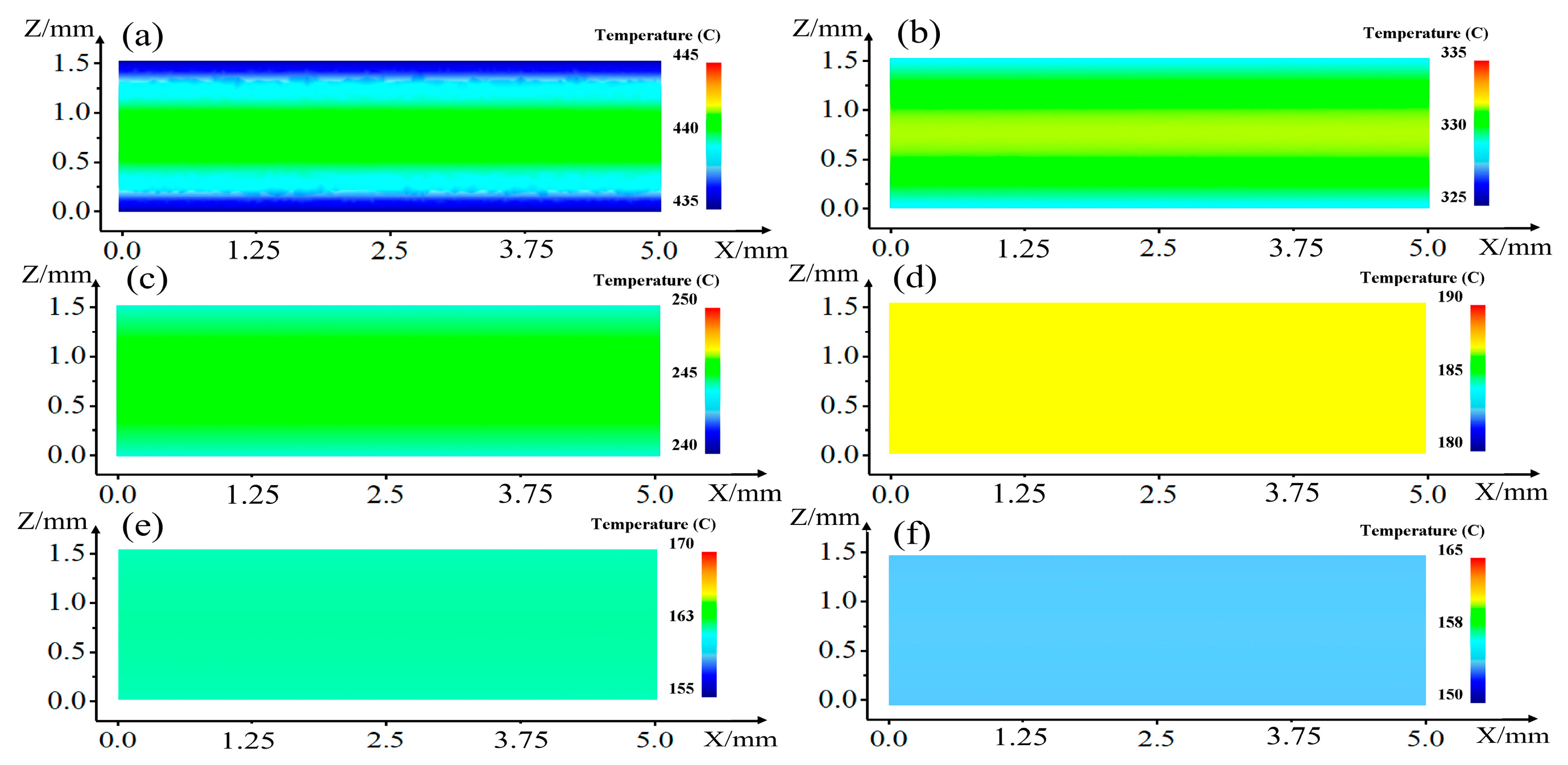
4.1.1. Temperature Homogenization
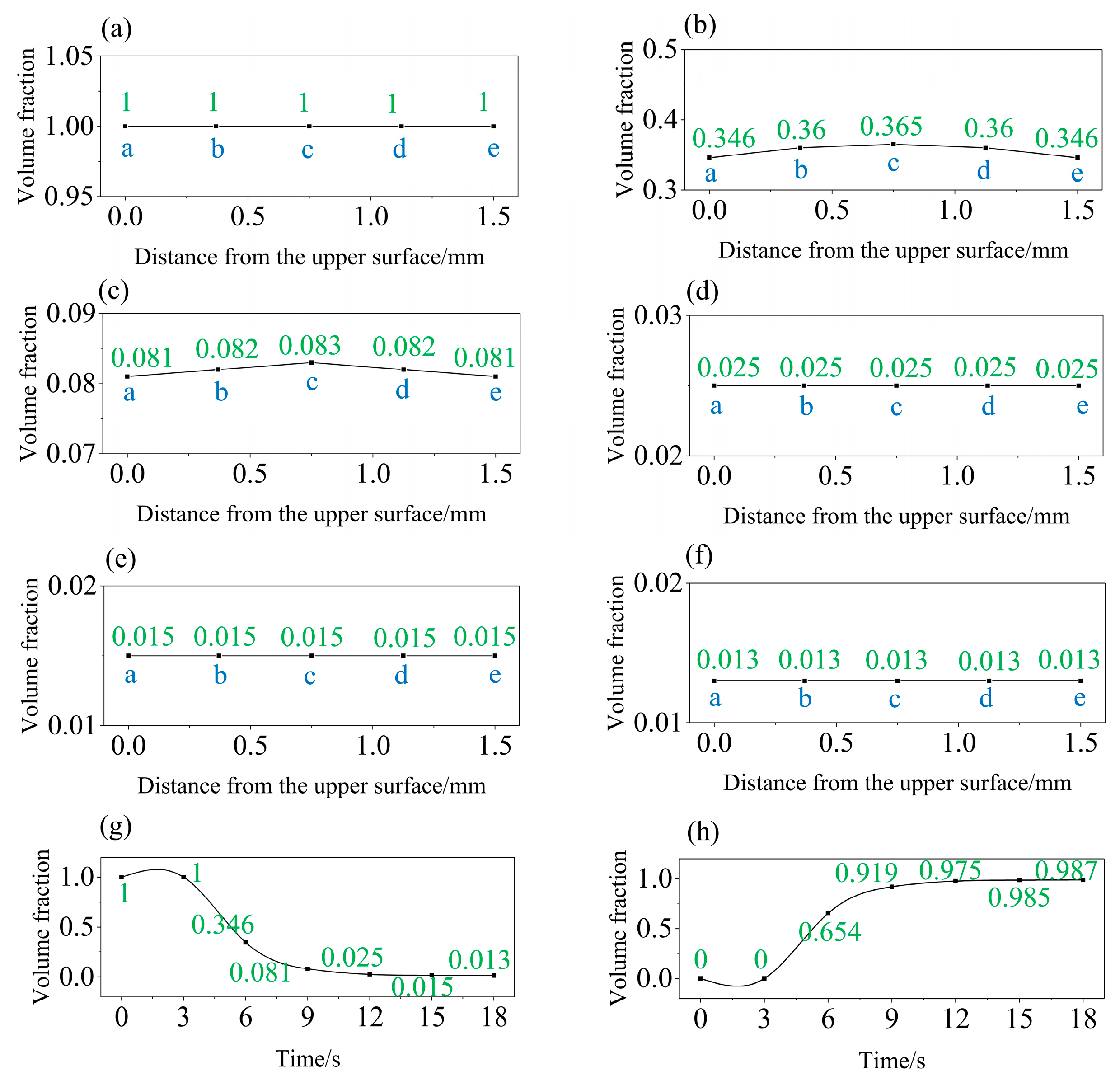
4.1.2. Phase Transition during Quenching
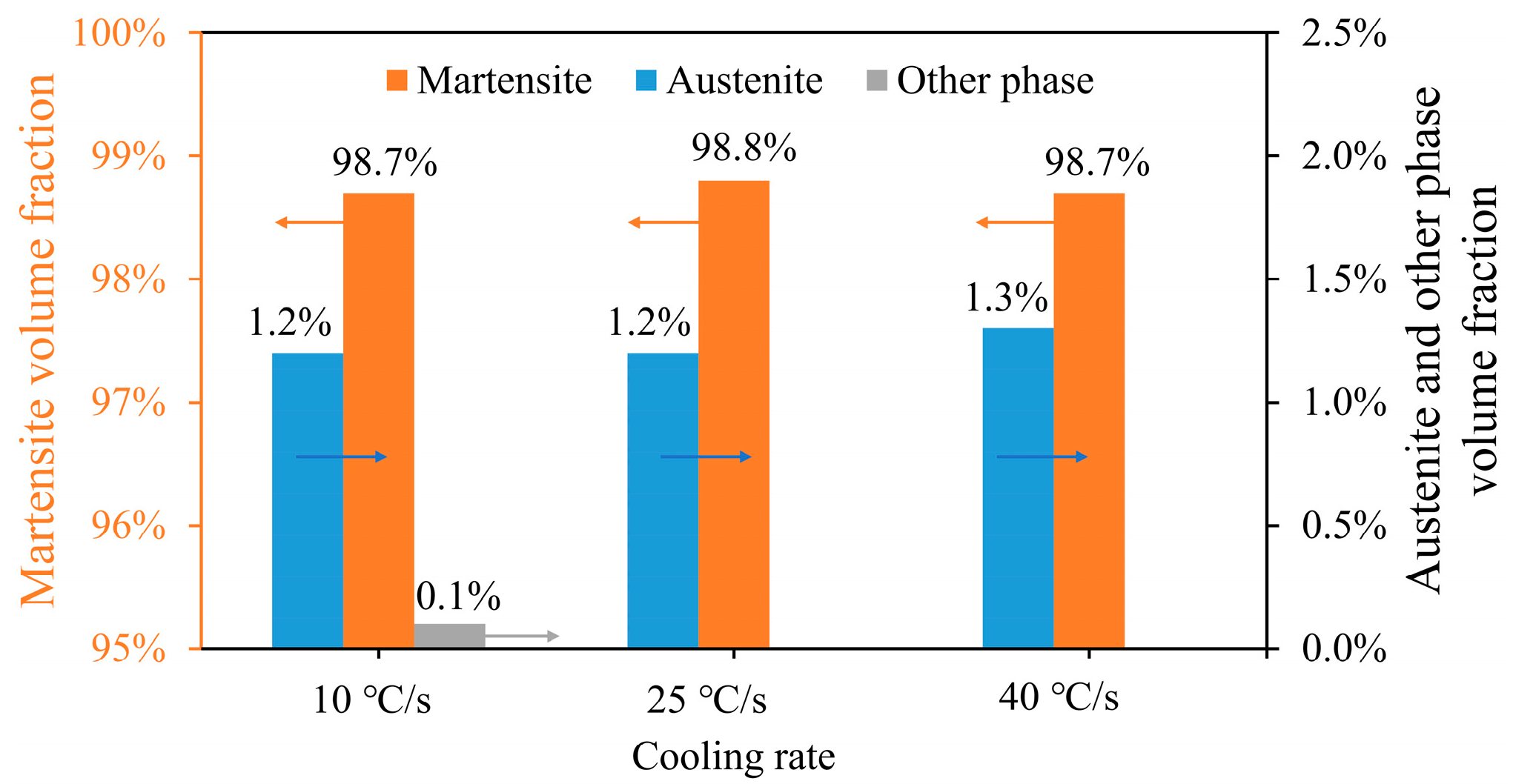
4.1.3. Effect of Cooling Rate on Phase Transition
4.2. Experimental Analysis on the Steel after Quenching
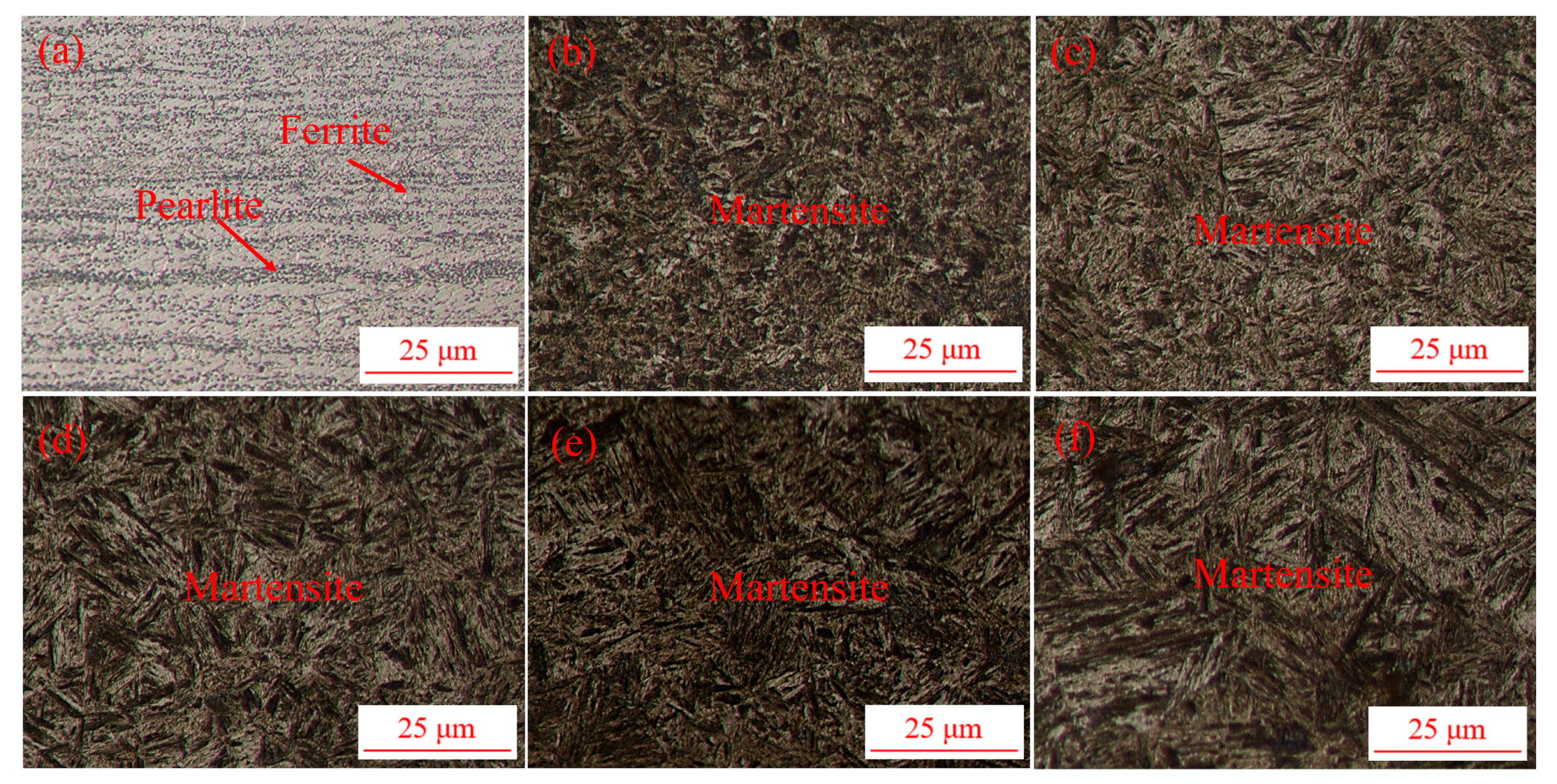
4.2.1. Effect of Austenitizing Temperature on the Microstructure
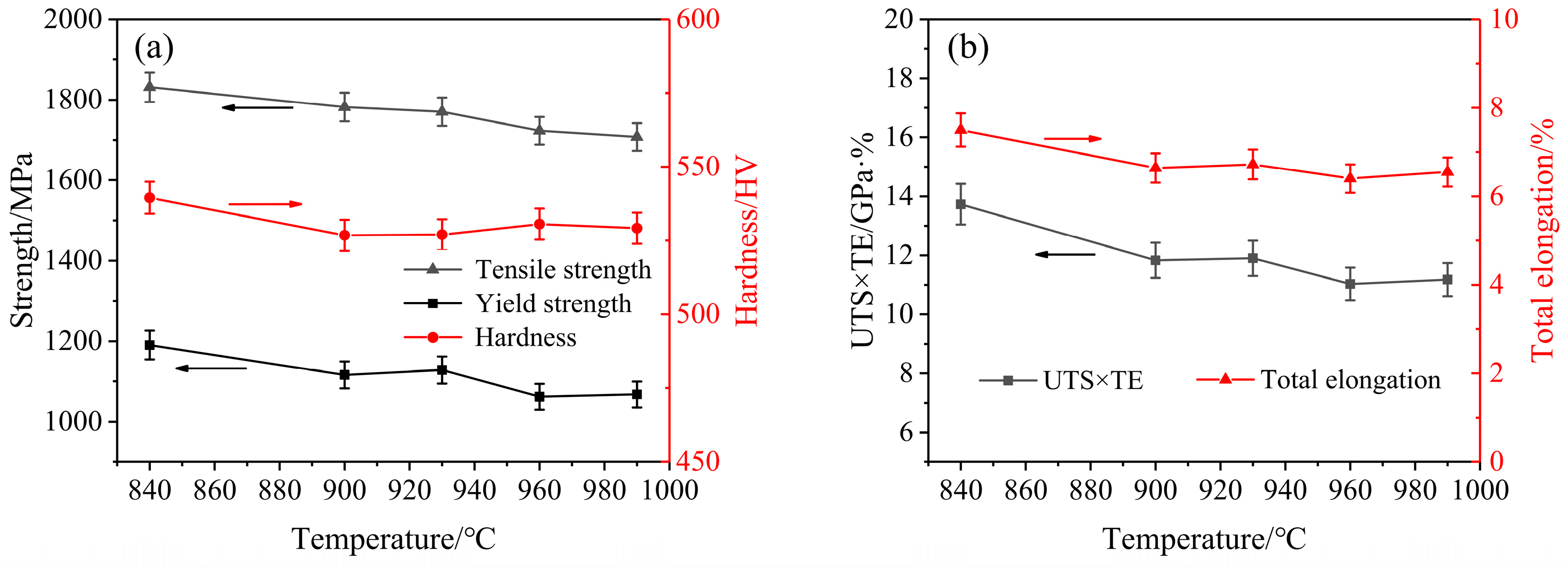
4.2.2. Effect of Austenitizing Temperature on the Mechanical Properties
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, P.; Zhu, L.; Xi, C.; Luo, J. Study on Phase Transformation in Hot Stamping Process of USIBOR® 1500 High-Strength Steel. Metals 2019, 9, 1119. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.; Gu, Z.; Jia, L.; Li, X.; Zhu, L.; Xu, H.; Yu, G. Research on lightweight design and indirect hot stamping process of the new ultra-high strength steel seat bracket. Metals 2019, 9, 833. [Google Scholar] [CrossRef] [Green Version]
- Bao, L.; Zhang, H.J. The research and development of hot stamping forming technology and production line in view of high strength steel plate. Appl. Mech. Mater. 2013, 422, 75–79. [Google Scholar] [CrossRef]
- Mu, Y.H.; Wang, B.Y.; Zhou, J.; Huang, X.; Li, J.L. Influences of hot stamping parameters on mechanical properties and microstructure of 30MnB5 and 22MnB5 quenched in flat die. J. Cent. South Univ. 2018, 25, 736–746. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, G.; Pan, C.C.; Ren, X.Q. Microstructure and mechanical properties of 22MnB5 hot stamping part. Adv. Mater. Res. 2014, 1063, 65–68. [Google Scholar] [CrossRef]
- Sun, L. Study on Microstructure and Properties of Hot Forming Steel Based on Ultra-Refinement of Austenite Grain; Harbin Institute of Technology: Harbin, China, 2015. [Google Scholar]
- Liang, J.; Zhao, Z.; Sun, B.; Lu, H.; Liang, J.; He, Q.; Chen, W.; Tang, D. A novel ultra-strong hot stamping steel treated by quenching and partitioning process. Mater. Sci. Technol. 2018, 34, 2241–2249. [Google Scholar] [CrossRef]
- Mu, Y.; Zhou, J.; Wang, B.; Wang, Q.; Chiotti, A.; Bruschi, S. Numerical simulation of hot stamping by partition heating based on advanced constitutive modelling of 22MnB5 behaviour. Finite Elem. Anal. Des. 2018, 147, 34–44. [Google Scholar] [CrossRef]
- Vu-Bac, N.; Lahmer, T.; Zhuang, X.; Nguyen-Thoi, T.; Rabczuk, T. A software framework for probabilistic sensitivity analysis for computationally expensive models. Adv. Eng. Softw. 2016, 100, 19–31. [Google Scholar] [CrossRef]
- Wang, W.; Liu, Y.; Wen, P.; Tong, J. Numerical simulation on the shape of stamping part about hot forming and quenching. Appl. Mech. Mater. 2013, 328, 450–456. [Google Scholar] [CrossRef]
- Xing, Z.; Bao, J.; Yang, Y. Numerical simulation of hot stamping of quenchable boron steel. Mater. Sci. Eng. A 2009, 499, 28–31. [Google Scholar] [CrossRef]
- Venturato, G.; Novella, M.; Bruschi, S.; Ghiotti, A.; Shivpuri, R. Effects of phase transformation in hot stamping of 22MnB5 high strength steel. Procedia Eng. 2017, 183, 316–321. [Google Scholar] [CrossRef]
- Xu, L.; Zhao, G.; Pan, L.; Du, W.W. Research on the effects of hot stamping process parameters on mechanical property for U-shape part. Key Eng. Mater. 2016, 693, 863–871. [Google Scholar] [CrossRef]
- Abdulhay, B.; Bourouga, B.; Dessain, C.; Brun, G.; Wilsius, J. Experimental study of heat transfer in hot stamping process. Int. J. Mater. Form. 2009, 2, 255–257. [Google Scholar] [CrossRef]
- Zhuang, W.; Xie, D.; Tian, Y.; Wandong, Y.U. Numerical simulation of hot forming of high-strength steel based on damage-phase transformation constitutive model. J. Jilin Univer. Eng. Technol. Ed. 2015, 45, 1206–1212. [Google Scholar]
- Zhu, B.; Zhang, Y.S.; Li, J.; Wang, H.; Ye, Z.C. Simulation research of hot stamping and phase transition of automotive high strength steel. Mater. Res. Innov. 2011, 15, 426–430. [Google Scholar] [CrossRef]
- Cai, Y.; Li, W.; Li, G. Simulation and experiment research of phase transformation on the hot stamping of 22MnB5 high strength steel. Mater. Res. Innov. 2014, 18, S2509–S2514. [Google Scholar] [CrossRef]
- AKerstrom, P.; Oldenburg, M. Austenite decomposition during press hardening of a boron steel-Computer simulation and test. J. Mater. Process. Technol. 2006, 174, 399–406. [Google Scholar] [CrossRef]
- Liang, J. Strengthen-Toughening Mechanism and Application Technology of 2000MPa Grade Hot Stamping Steel; University of Science & Technology Beijing: Beijing, China, 2019. [Google Scholar]
- Liu, H. Study on High Strength and Elongation Steels Treated by Hot Deformation & QP Process; Shanghai Jiaotong University: Shanghai, China, 2011. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Austenitizing temperature | 930 °C |
| Austenitizing time | 5 min |
| Heat transfer coefficient | 1300 W/(m2·°C) |
| Initial austenite content | 1 |
| Mold temperature | 150 °C |
| C | Mn | Si | Al | B | Cr | Cu | Nb | Ti | V | Mo |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.28 | 1.5 | 0.25 | 0.042 | 0.003 | 0.24 | 0.0061 | 0.053 | 0.0263 | 0.0033 | 0.0032 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, S.; Long, M.; Ai, S.; Zhao, Y.; Chen, D.; Feng, Y.; Duan, H.; Ma, M. Evolution of Phase Transition and Mechanical Properties of Ultra-High Strength Hot-Stamped Steel During Quenching Process. Metals 2020, 10, 138. https://doi.org/10.3390/met10010138
Liu S, Long M, Ai S, Zhao Y, Chen D, Feng Y, Duan H, Ma M. Evolution of Phase Transition and Mechanical Properties of Ultra-High Strength Hot-Stamped Steel During Quenching Process. Metals. 2020; 10(1):138. https://doi.org/10.3390/met10010138
Chicago/Turabian StyleLiu, Shuang, Mujun Long, Songyuan Ai, Yan Zhao, Dengfu Chen, Yi Feng, Huamei Duan, and Mingtu Ma. 2020. "Evolution of Phase Transition and Mechanical Properties of Ultra-High Strength Hot-Stamped Steel During Quenching Process" Metals 10, no. 1: 138. https://doi.org/10.3390/met10010138