3.1. Oil-IL Mixture Stability Analysis
The stability of mixtures containing non-polar engine oil and polar ILs is very important for overall performance, both during the testing stage and in real applications. Using ILs as an additive in fully formulated lubricants can be a challenge since it may lead to an unstable emulsion. Yu
et al. [
9] demonstrated the verification of oil stability by using the comparison of the experimentally measured viscosity of the oil-IL mixture with the theoretical viscosity value obtained by the Refutas equation. In the current research, an optical scanning technique using Turbiscan Lab Expert (manufactured by Formulaction, L’Union, France) was employed for analyzing oil stability. This technique has been employed in the past for analyzing the dispersion and suspension state of various oils and mixtures containing ILs [
15,
16,
17,
18,
19,
20,
21,
22,
23]. Four different mixtures of IL1 and IL2 with New Oil and Used Oil were analyzed; only the results for Used Oil are discussed in this paper.
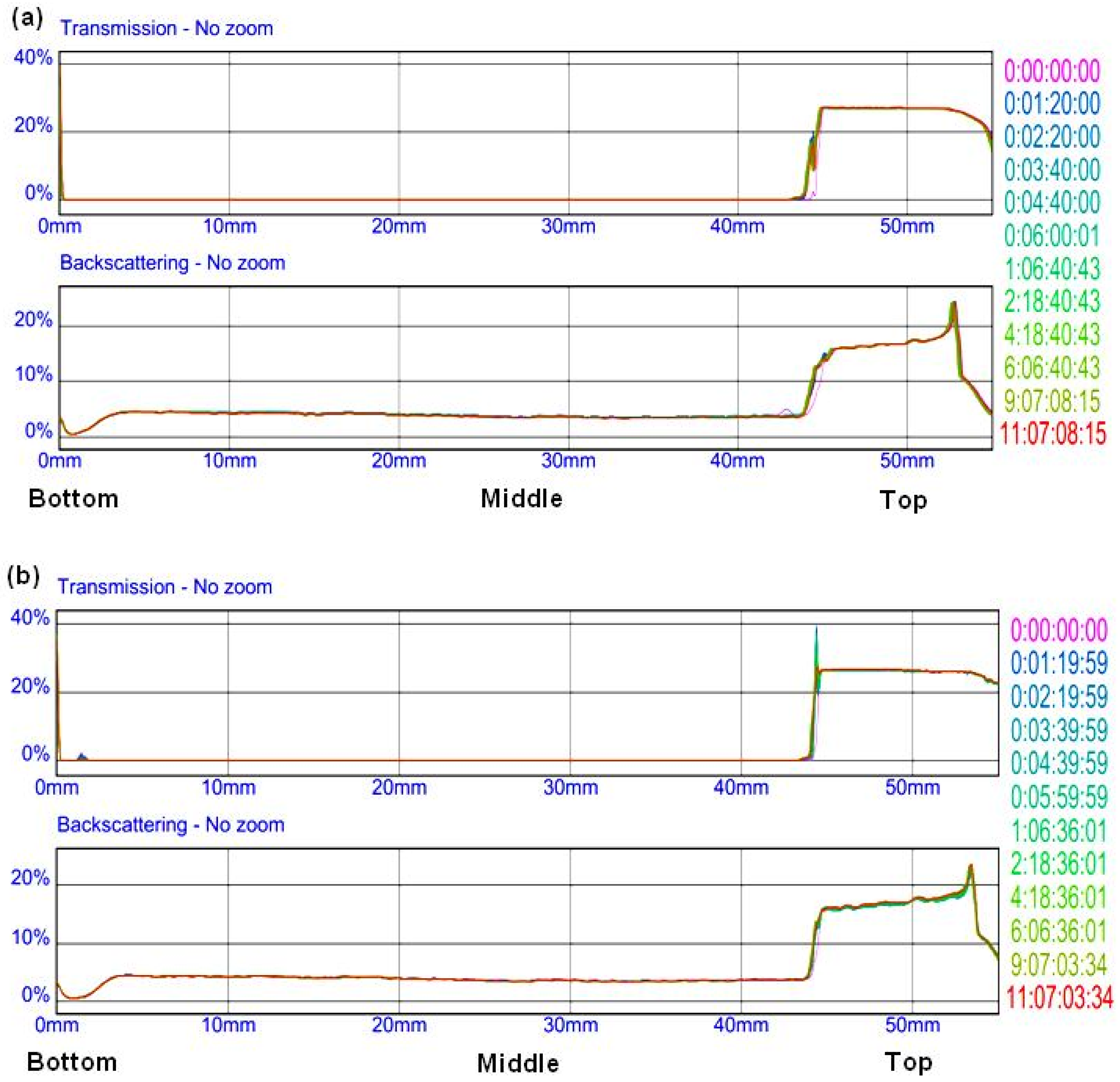
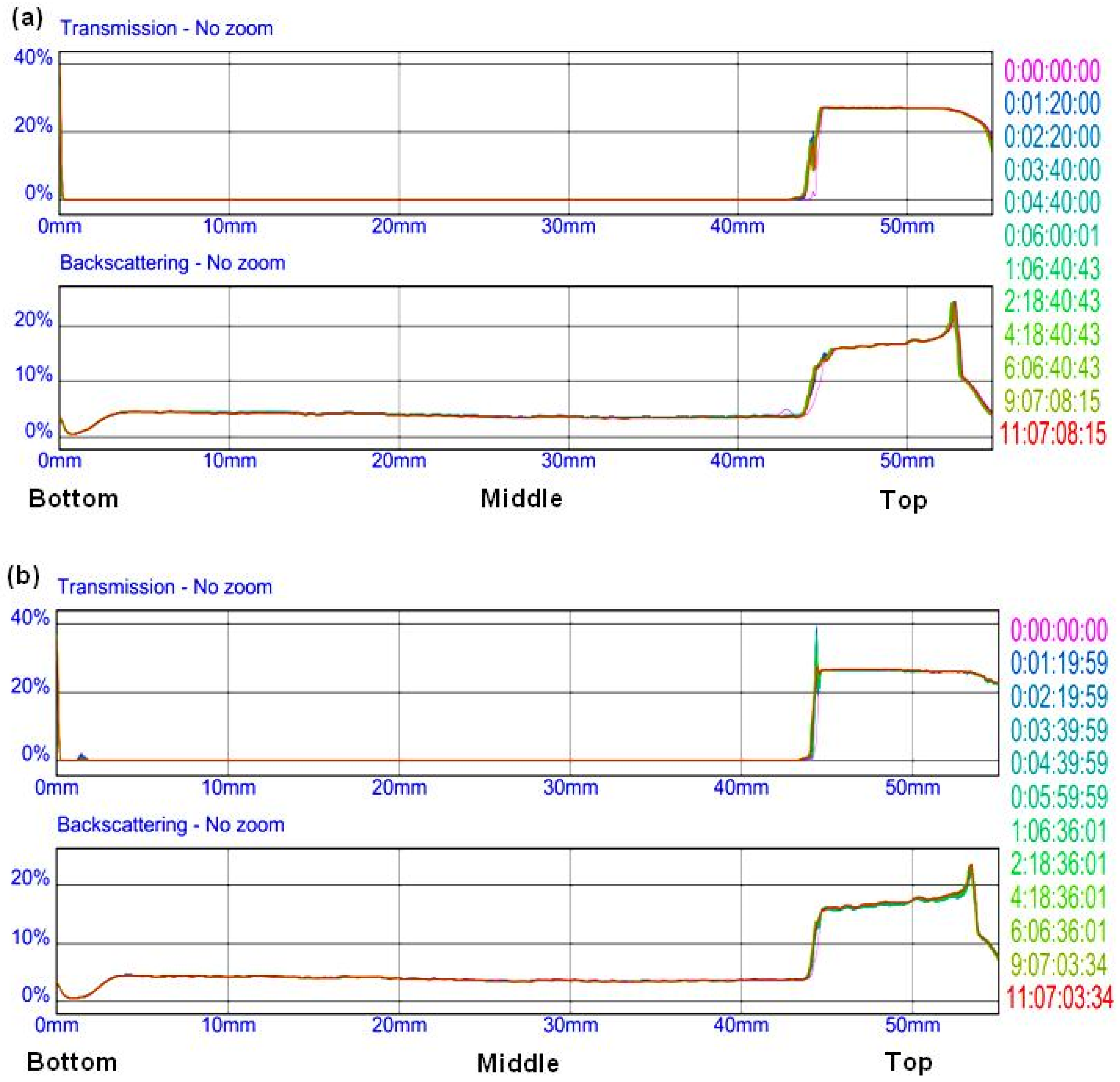
Since Used Oil is slightly less dense (0.884 g/mL) than both ILs (~0.91 g/mL), the density difference can result in sedimentation of the heavier dispersed phase (IL) in the less dense continuous phase (Used Oil). The presence of wear debris in the engine-aged (Used Oil) sample can also lead to sedimentation processes. Such phenomena may result in a change of transmission and/or backscattering of light through the sample where the concentration of the dispersed phase changes over time.
Figure 2 shows the stability analysis spectra, for the mixtures of IL1 and IL2 with Used Oil, collected over a period of 11 days. Clearly, these mixtures can be considered as stable and single phase homogeneous. Similar results were noted for the blends of ILs with New Oil. Plausible reasons for the lack of sedimentation of wear debris could be attributed to the presence of remaining dispersant additives in the fully formulated Used Oil. Dispersant additives are responsible for keeping all contaminants dispersed in the oil during engine operation so that debris can be filtered out when the oil is passed through the oil filter instead of depositing over the surface of lubricated engine components.
3.2. Friction and Film Forming (ECR) Behavior
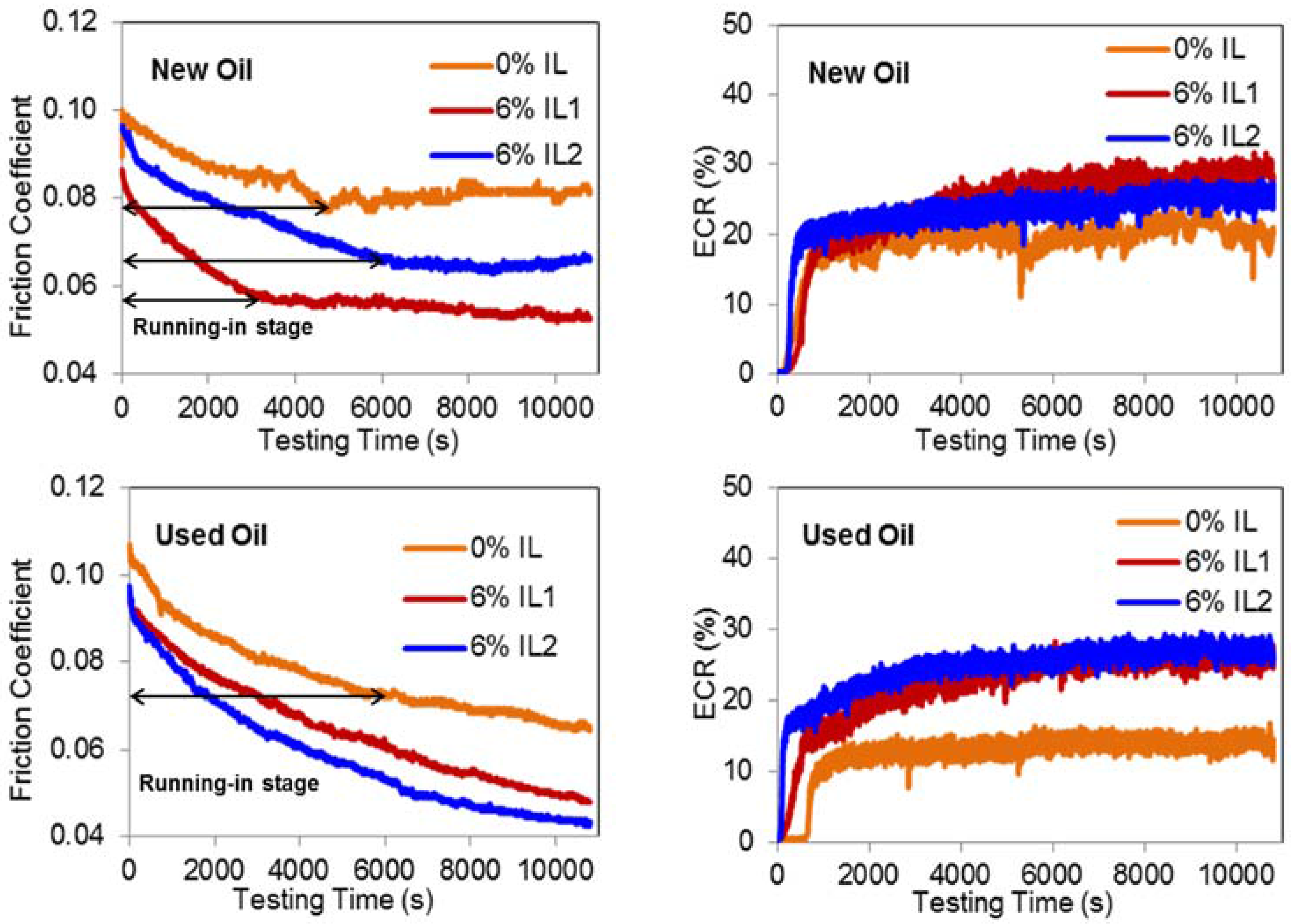
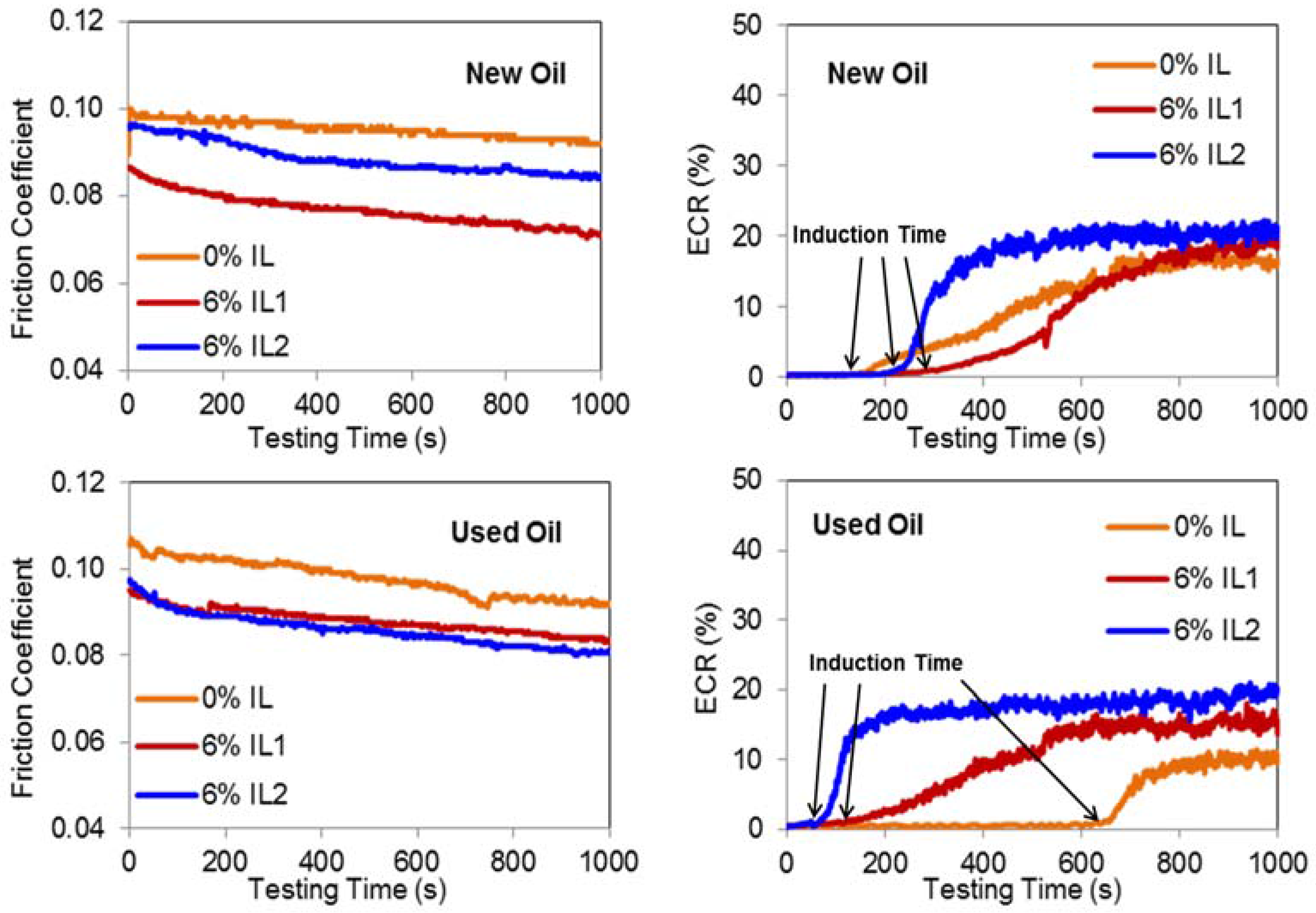
Friction coefficient values (~0.1) indicate the boundary lubrication regime during the tribo-testing (
Figure 3). Fast-transition in the friction coefficient (>0.2), which is representative of increased adhesion between sliding surfaces leading to scuffing failure, was not observed in any case.
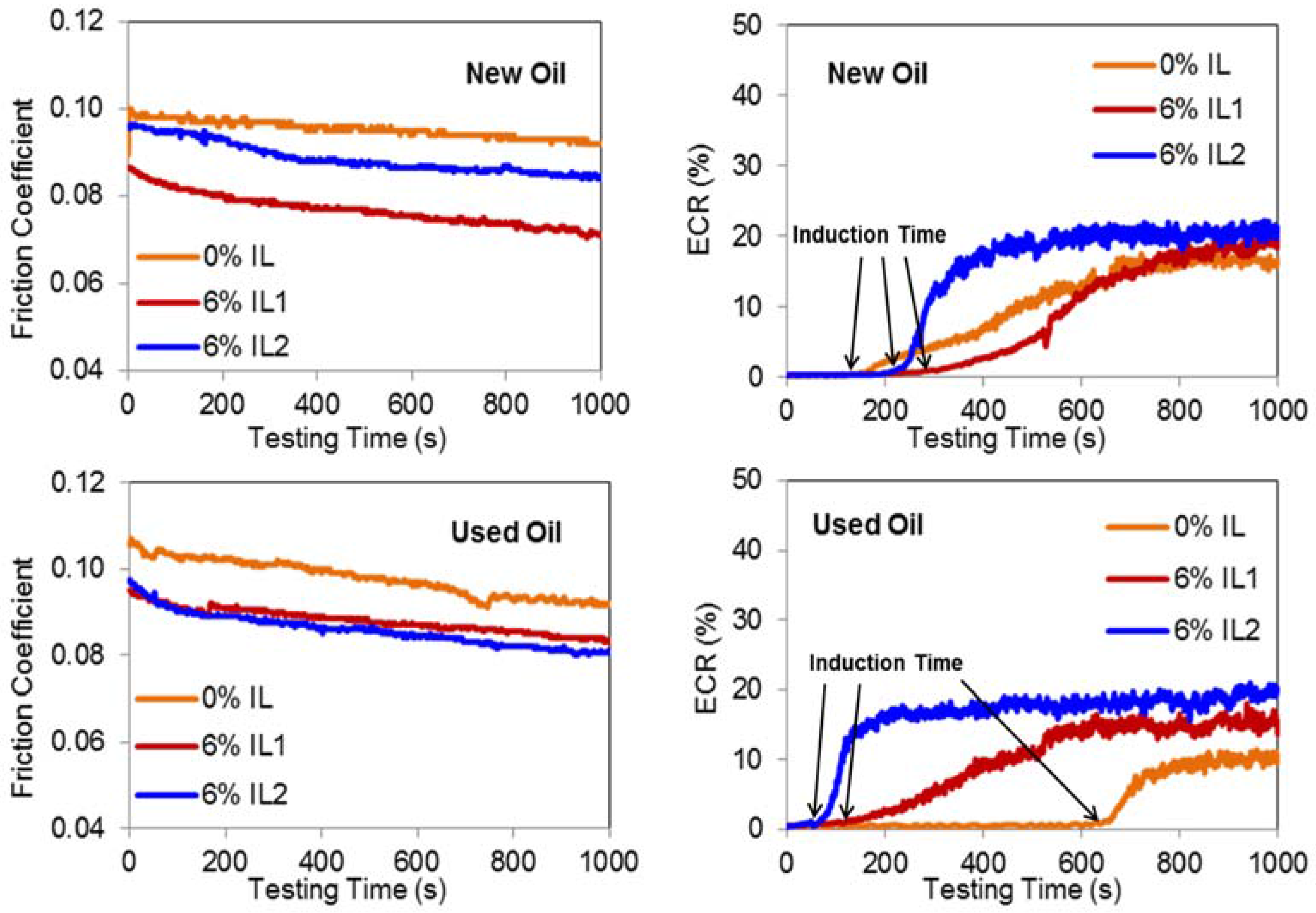
A quantitative comparison of boundary film formation behavior of oils, with and without ILs, was made using ECR curves based on the theory proposed by Yamaguchi
et al. [
24]. According to their theory, at the beginning of sliding, chemical changes may be occurring that result in surface species beginning to form, and, with continued sliding, a sufficient accumulation of such species results in rapid boundary film formation. The time interval between the start of sliding and the start of film formation is defined as the induction time. A clear difference in the induction time after the addition of ILs to the New and Used Oil can be seen in the ECR results shown in
Figure 4.
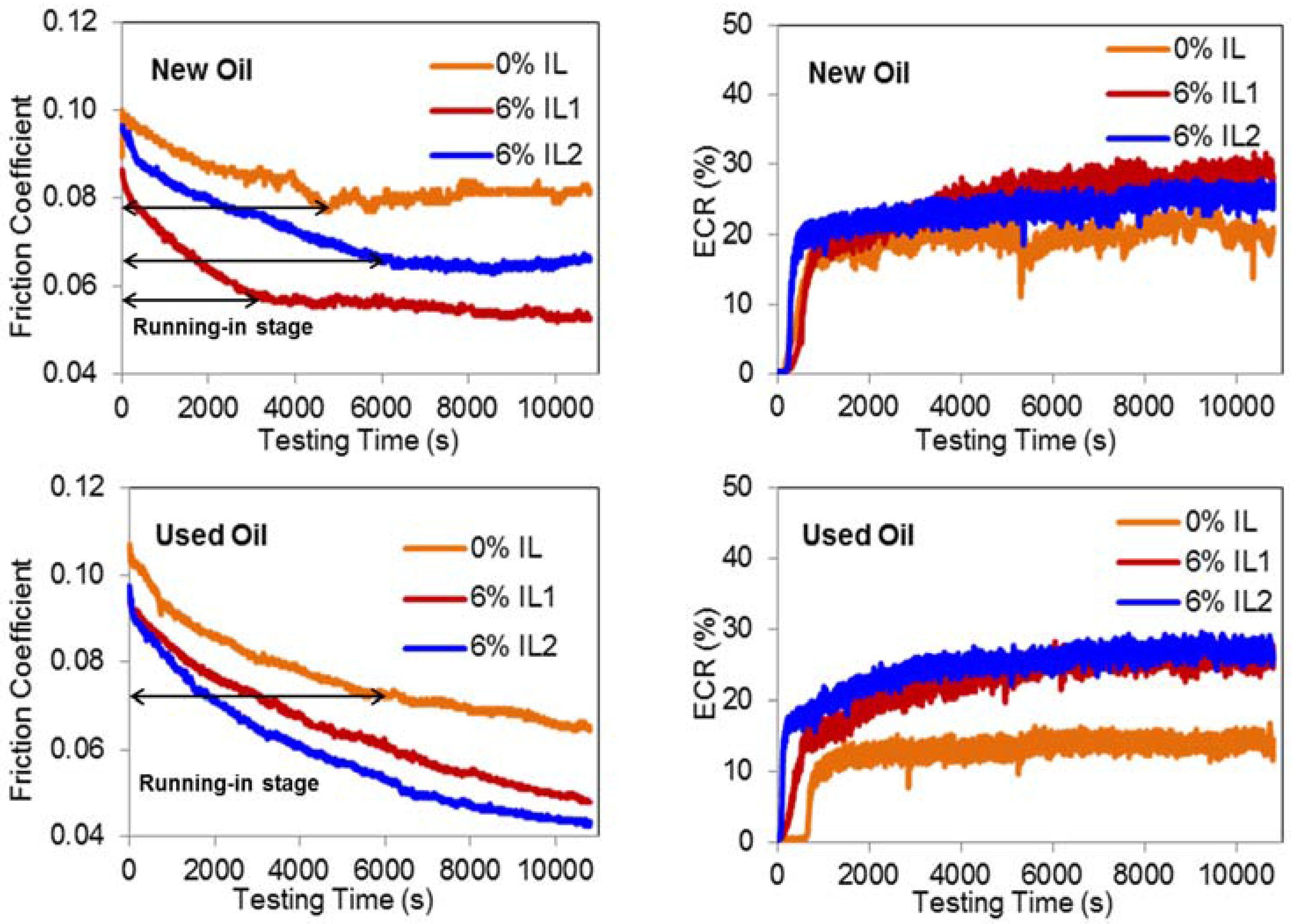
The friction–time curve, in
Figure 3, shows that the running-in stage for New Oil lasted for approx. 5000 s. After the addition of ILs, the running in stage reduced to approx. 3000 s for IL1 and increased to approx. 6000 s for IL2. Clearly, the overall friction performance of New Oil with IL1 was better than with IL2 during both the running in and the steady state sliding periods. ECR curves in
Figure 3 suggest the formation of a slightly thicker boundary film in the case of IL1 as opposed to IL2, followed by pure New Oil, which could be the reason for the better friction response of IL1. To further understand the film formation behavior of different oil mixtures, a closer look at the friction and ECR curves was made by considering only the initial 1000 s of the sliding test.
Figure 4 demonstrates an increase in the induction time for New Oil from 169 to 309 and 222 s by the addition of IL1 and IL2, respectively. Additionally, the time to reach a stable boundary film for New Oil has also increased considerably, from 680 s to 1000 s, by the addition of IL1, and, was reduced to 422 s by the addition of IL2. The results suggest that addition of both ILs slightly delayed the induction time, but that IL2 was able to form a stable film much quicker than IL1, which responded gradually and was similar to pure New Oil.
In the case of Used Oil, in
Figure 3, the steady-state friction was reached at 6200 s, but was only short-lived until 9000 s, after which time the friction coefficient dropped again. Addition of both ILs improved the friction performance of Used Oil, but showed no distinction in the overall trend. The friction coefficient dropped continuously in a quasi-linear manner from the beginning of tribo-test. This phenomenon was ascribed to the fact that various processes begin to operate during the running-in stage. The superposition of their influence leads to complex frictional changes until a balance (or equilibrium) is achieved, but sometimes these processes continue to evolve and steady-state is either not achieved or short-lived [
25]. Unlike New Oil, IL2 additive showed lower friction and formed a thicker film than IL1 in Used Oil. Furthermore,
Figure 4 shows that, after the addition of ILs, the induction time for Used Oil was reduced from 646 to 100 and 64 s for IL1 and IL2, respectively. Additionally, the time to reach stable boundary film for Used Oil also reduced from 755 to 550 and 150 s by addition of IL1, and IL2, respectively. These results clearly showed that the boundary film formation process initiated much earlier in case of IL2 than IL1, followed by pure Used Oil.
These observations suggest that film-forming behavior of both ILs are distinct from each other. IL2 is capable of initiating the boundary film formation process leading to a stable film quicker than IL1. However, potentially, depending on the quality of base lubricant (New or Used Oil) to which these ILs are added, the film thickness may vary, which then affects the friction performance of the whole tribo-system.
3.3. Wear Behavior
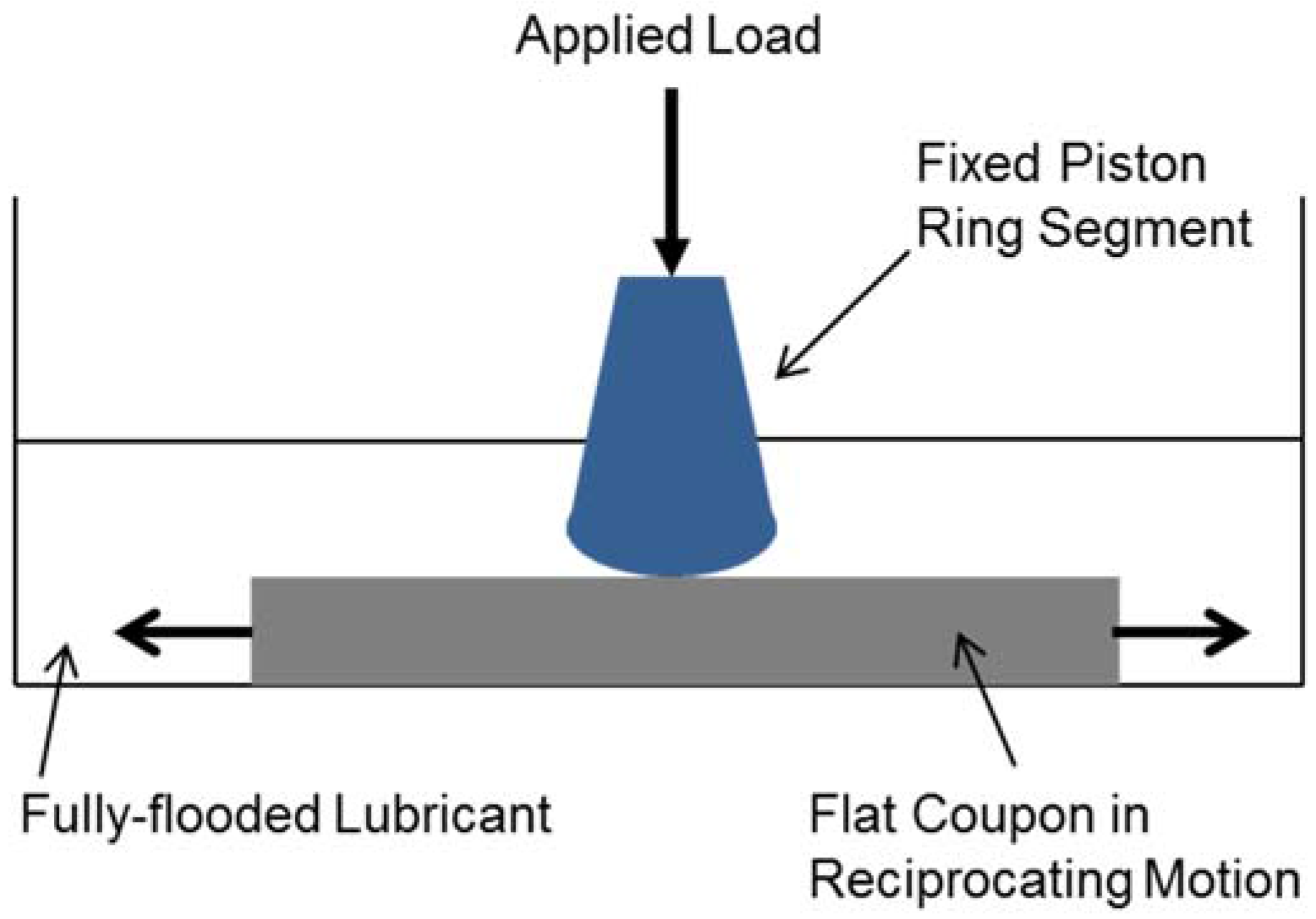
After the completion of each tribo-test, both the piston ring segment and the flat coupon samples showed smooth glossy worn areas depicting the polishing of the rough surface due to boundary lubrication conditions. Since the materials removed from the test samples were significant enough for comparison, therefore, wear volume measurements were carried out. Each case was evaluated by repeating the tests three times, and the mean of the measured wear volume was considered. Obtained mean values of wear volume were then used to calculate the specific wear rate using following formula [
26]:
where V is the obtained wear volume, F is the applied load, s is the sliding distance, and K is the specific wear rate coefficient (mm
3/Nm).
Table 4 clearly shows that Used Oil resulted in a higher wear volume of flat coupons than the New Oil. A plausible explanation for this effect is the depletion of protective film forming additives in Used Oil during its service in the actual engine prior to tribo-testing. In addition, the presence of wear debris in Used Oil, which is absent in New Oil, can accelerate the wear process by 2-body and/or 3-body abrasion mechanisms.
The effect of addition of ILs on the anti-wear performance of both New and Used oils can be seen in
Table 4. Wear volume in the case of Used Oil has reduced by 62% and 64% by addition of IL1 and IL2, respectively. In addition, the mixtures of Used Oil with both ILs outperformed the fully formulated New Oil (with/without ILs). These observations indicate either the synergistic interaction between the remaining content of already present additives in Used Oil and the later-added ILs (as demonstrated by the authors for high tempertaure testing in the past [
6]) or the stronger affinity of ILs to form films on surfaces than the existing additives.
The wear results for New Oil with IL1 show an improvement in performance, whereas a slight increase in wear is also observed after the addition of IL2. In the latter case, the antagonistic interaction between IL2 and already-existing additives in New Oil could have led to the generation of stresses responsible for a higher film removal rate than the film formation rate [
6]. The wear results for all the cases of Used Oil are in line with the ECR curves (
Figure 3), such that they follow a same trend as the boundary film thickness. The same comparison with ECR curves is not applicable in the case of New Oil.
The specific wear rates for cylinder liner materials in engine applications should be less than 10
−7 mm
3/Nm [
27]. Measured specific wear rate results for the flat coupons are noted to be in agreement with this suggested value. In addition, the wear rate results for the benchmark New Oil sample (with/without phosphonium ILs) are similar to those reported by other authors [
9].
3.4. Wear Mechanisms
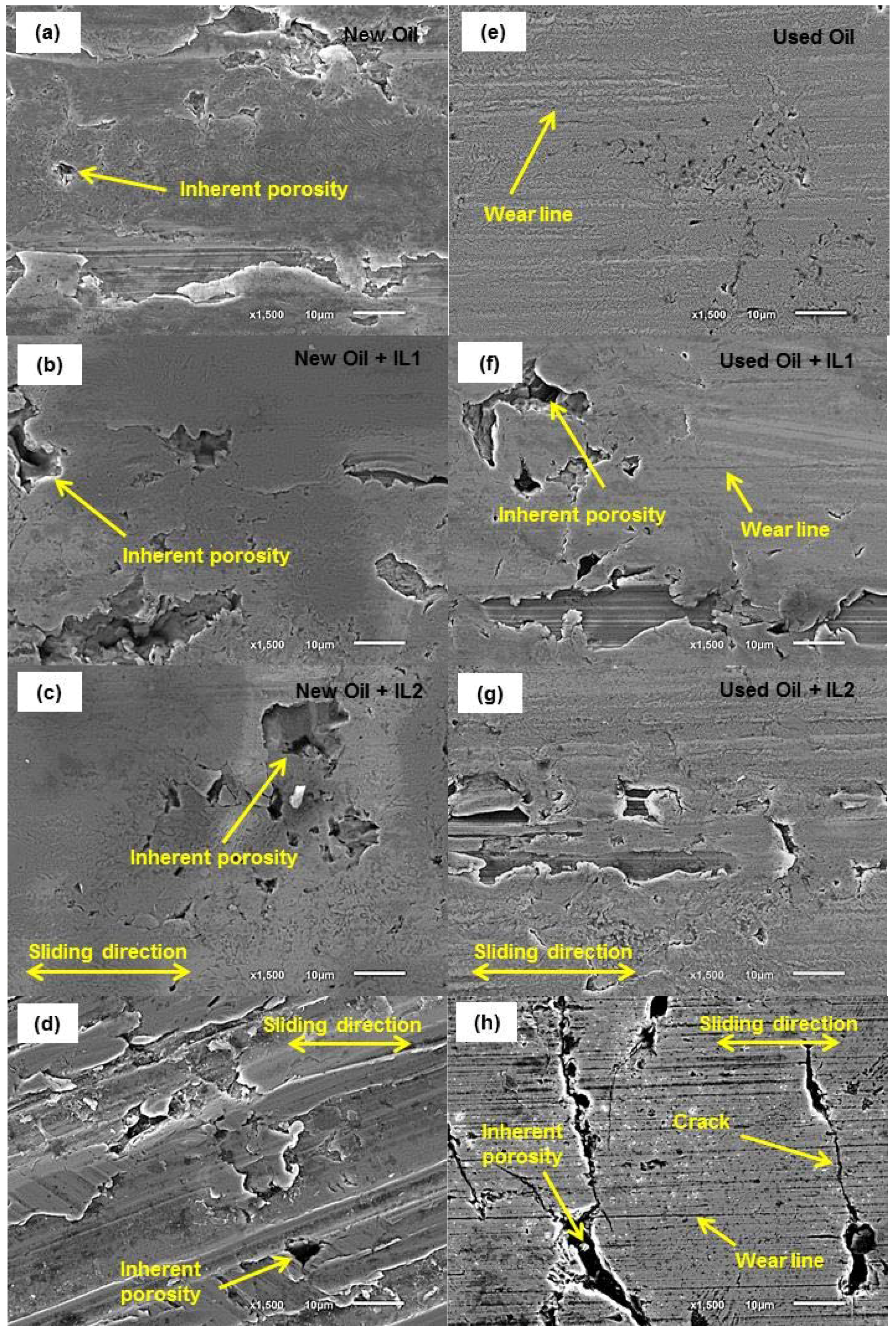
Due to the depletion of the anti-wear additives in Used Oil, severe plastic deformation of asperities on the flat coupons (
Figure 5e) has taken place. However, the presence of such additives in fully formulated New Oil limited the plastic deformation of asperities (
Figure 5a), such that some of the valleys of the ploughing grooves originated during the surface polishing (before tribo-testing) can still be observed. Unlike New Oil, wear lines generated by the debris present at the sliding interface, either as free particles leading to 3-body abrasion and/or embossed onto the counterpart piston ring running surface leading to 2-body abrasion, were also noted in the Used Oil case.
No significant change in the wearing mechanism is noted after the addition of ILs to the New Oil. However, the effect of the addition of IL1 (
Figure 5f) and IL2 (
Figure 5g) to the Used Oil is significantly beneficial, as the surface topographies in both cases are similar to that of fully formulated New Oil (
Figure 5a). Clearly, the formation of a boundary film by ILs has reduced the effect of both plastic deformation and abrasive wear modes.
In addition, the worn surface morphology of flat coupons (
Figure 5a–c,e–g) was compared to that of the actual engine cylinder liners’ bore surface near the TDC region (
Figure 5d,h). For investigation, a new cylinder liner (
Figure 5d) and a used cylinder liner at the end of its service life (
Figure 5h) during the overhaul of an actual MAN D2840LE401 engine were obtained. Clearly, the crosshatch honing marks, which act as oil pockets on a new liner surface, have completely disappeared from the used liner surface that was at the end of its service life, leading to a very smooth surface finish. Similarly, the polishing marks are almost gone from the worn areas of flat coupons after 3 h of tribo-testing. Worn surfaces in both the actual liner and the flat coupons demonstrated abrasive wear lines in the direction of the sliding motion. Porous areas can also be seen in all cases, which are inherent to the cast iron material of the actual liner and coupons [
9]. Surface cracks are only visible on the used liner surface. An explanation for this wear mechanism is the dynamic loading (variation of combustion gas pressure with piston stroke) experienced by the actual liner, leading to fatigue cracking of the surface [
28]. This phenomenon is absent in flat coupons since these were subjected to constant static loading during the complete tribo-test duration (with little variation in contact pressure due to slight change in contact geometries). The similarities showed that the same basic wear mechanisms have taken place during the tribo-testing and in the real application. Therefore, it validates that the operating conditions experienced by the ring-liner configuration near the TDC region were adequately simulated at the bench level.
3.5. Chemical Analysis of Surface Films
Further information about the boundary film forming behavior of ILs was obtained by analyzing the chemical composition of surface films formed during the sliding process. The chemistry of engine-aged oil is complex and quite difficult to understand due to a number of chemical reactions taking place in lubricant during engine operation. However, an attempt is made to draw conclusions based on the available information.
Table 5 shows no significant change in the concentrations of Ca, Zn, and P by the addition of ILs to the New Oil, whereas, those of C and O elements have greatly increased. On the contrary, the addition of ILs to Used Oil resulted in a slight increase in Ca and P elements, whereas there are reductions in Zn, C and O. Zn and P elements are present in ZDDP anti-wear additives and Ca is used typically as a detergent additive in diesel engine lubricants [
2]. A plausible source of the C and O elements could be the long hydrocarbon chain structure of ILs containing oxygen atoms.
The above observations depict that the mixtures of New Oil and IL formed a boundary film composed of both the already-existing additives and the newly-added IL. On the other hand, the increase in P and reduction in Zn elements suggest the presence of a phosphonium-based IL and the absence, or very limited involvement, of ZDDP additives in the boundary film formed by Used Oil and IL mixtures. Therefore, the reactivity of ZDDP additives with the Fe-containing flat coupon seems to be suppressed by ILs. Such a behavior of ILs could be due to their strong affinity towards the metal surfaces to form a boundary film. The same is also true for ZDDP additives, which have a similar tendency. It could be explained on the basis that the engine-aged Used Oil has a depleted ZDDP content remaining to compete against IL to form film on the surface, therefore, the effect of ILs is likely to be stronger than the ZDDP additive. The higher concentration of the Zn element in Used Oil compared to New Oil before the addition of ILs is difficult to explain.
Furthermore, the presence of a Cr element in most cases suggests that a mild material transfer (adhesive wear) has taken place from the surface of chromium-coated piston ring (
Table 2) to the flat coupon during the sliding process. Both ILs seem to eliminate this adhesive wear when added to the Used Oil.
Table 6 shows the chemical state of Fe elements within the wear scar region of flat coupons lubricated with the New and Used Oil with/without ILs. Clearly, Fe 2p peaks show that, in all cases, the Fe element (from flat coupon) is present in its oxidized state. However, since XPS analysis was performed on the surface, and only the first few nano-layers were examined, the boundary film may also contains Fe element in other chemical states in reaction with ILs and/or already existing additives, mainly near the interface between the flat coupon and the boundary film. Therefore, the depth profiling of the surface film using XPS could be useful to further investigate the presence of an Fe element. Due to limited resources in the current research, such an analysis is suggested for future research work.
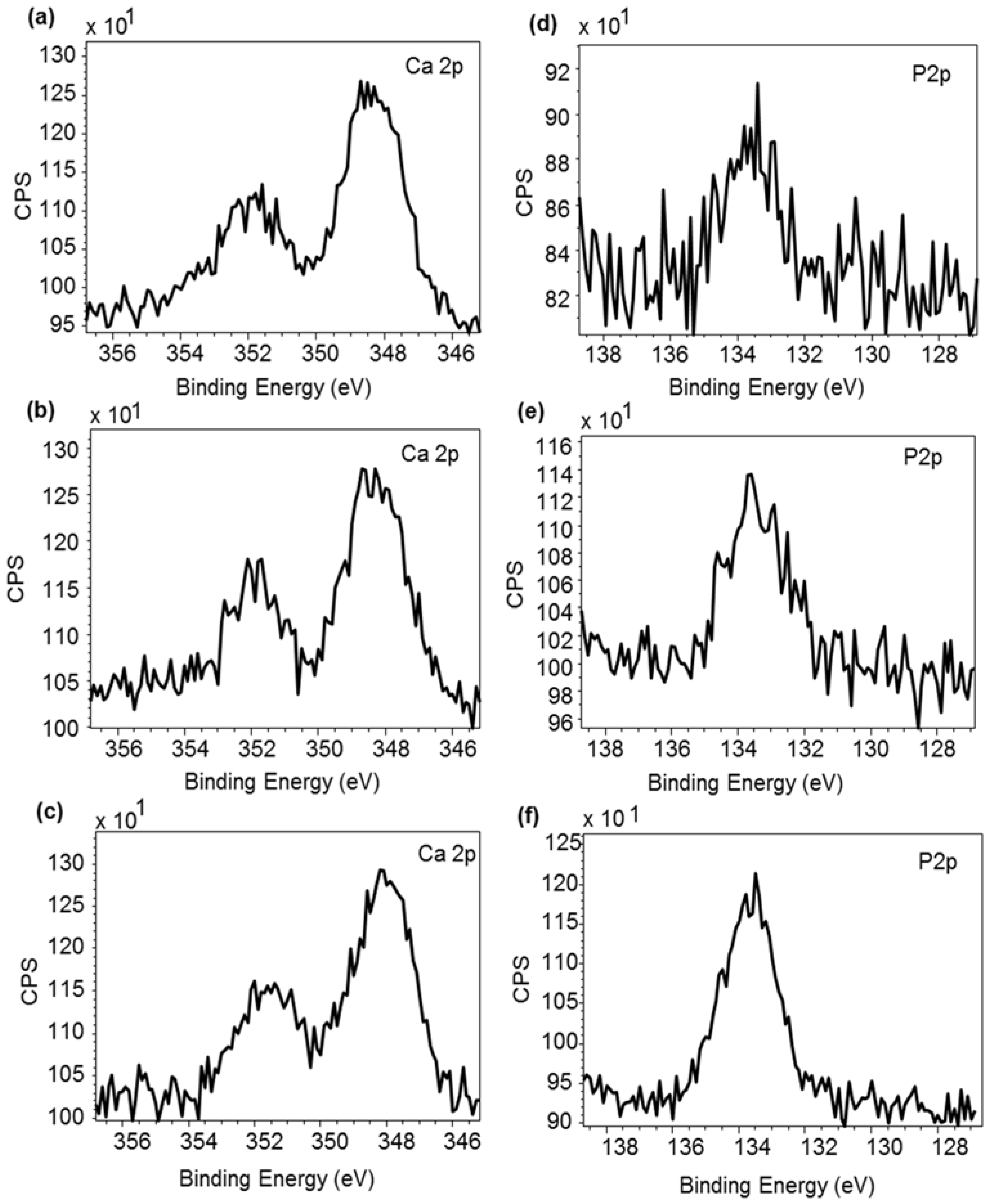
Furthermore,
Figure 6 shows the presence of Calcium Phosphate, Ca
3(PO
4)
2, in the surface films formed by Used Oil, both with/without ILs. In addition, an increase in the intensity of the P2p band reflects the higher concentration of phosphorus after the addition of IL1 (
Figure 6e) and IL2 (
Figure 6f), compared to that of Used Oil without ILs (
Figure 6d). These results also support the EDX observations mentioned in
Table 5, and indicate the involvement of phosphorus-containing ILs in the process of boundary film formation.



 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}