3.1. Phase and Microstructure
Figure 4 shows the XRD patterns of composites with different compositions. Distinct PTFE, antigorite, and wollastonite diffraction peaks were identified in the XRD patterns of the composites. The intensity of X-ray diffraction peaks of the composites was significantly reduced compared to that of the pure PTFE. This may be because the addition of mineral powder hinders the nucleation and crystallization of PTFE, leading to a decrease in the crystallinity of the composites [
21]. During the polymer crystallization process, the polymer chain folds up and will form an orderly region with a certain degree of regularity. When mineral powder is added, the polymer chain polymerization process will receive obstruction, which reduces its crystallinity.
Figure 5 shows the FT-IR spectra of composites with different compositions. The characteristic peaks of PTFE at 1201 cm
−1 and 1143 cm
−1 correspond to the symmetric stretching vibration absorption peaks and asymmetric stretching vibration absorption peaks of the C-F bond [
22], respectively. For PTFE filled with antigorite, a hydroxyl stretching vibration peak (3680 cm
−1) and a hydroxyl bending vibration absorption peak (643 cm
−1) appeared, which connected the Si-O tetrahedron and Mg-O octahedron in the antigorite structure. Characteristic peaks reflecting the stretching vibration of Si-O bonds, bending vibration of Mg-O bonds, and bending vibration of Si-O bonds were observed at 1082 and 989 cm
−1, 593 cm
−1, and 442 cm
−1, respectively [
23]. For PTFE filled with wollastonite, the characteristic peak reflected the asymmetric stretching vibration of Si-O-Si, and the absorption peak reflecting the symmetric stretching vibration appeared at 1008 cm
−1 and 684 cm
−1, respectively. In addition, an absorption peak reflecting the symmetric stretching vibration of O-Si-O was observed at 961 cm
−1 [
24]. These results indicate that no new functional groups appeared during the introduction of antigorite and wollastonite powders into PTFE using the pressureless sintering method, indicating that no chemical reaction occurred between the raw powders.
The microstructural characterization of the (10Atg + 20Wl)/PTFE composites was analyzed as an example because of the similarity of the microstructures in all the mineral-containing composites.
Figure 6 shows the SEM images and elemental distribution maps of the (10Atg + 20Wl)/PTFE composites. According to the distribution states of the characteristic elements Ca and Mg, which belong to the antigorite powder and wollastonite powder, respectively, it can be determined that antigorite and wollastonite are evenly dispersed in the PTFE matrix. Moreover, the mineral particles were tightly bonded to the PTFE matrix, and no obvious defects such as pores and cracks were observed in the composites.
3.4. Worn Composites Surface Analysis
Figure 9 shows the 2D/3D morphologies and cross-sectional profile curves of the worn trace on the pure PTFE and the composites. Compared to pure PTFE, the worn trace dimensions of the 10Atg/PTFE composites were significantly reduced, and the surface roughness, Ra, decreased from 5.353 μm to 3.219 μm. The worn surface roughness of the 10Wl/PTFE composite was further reduced to Ra = 3.152 μm, although the reduction in wear volume was not significant. In contrast, the (10Atg + 20Wl)/PTFE composites exhibited a minimum wear volume and surface roughness Ra value of only 2.394 μm.
Figure 10 shows the SEM images and EDS patterns of the worn surfaces of pure PTFE and the composites. Several deep scratches parallel to the sliding direction, wear debris, material spalling, and local plastic deformations were observed on the worn PTFE surface, indicating severe abrasive and adhesive wear. The wear of the 10Atg/PTFE composite was significantly reduced by the addition of antigorite powder to PTFE. The worn surface is relatively smooth, and only shallow scratches and a small amount of abrasive debris are observed. For the 10Wl/PTFE composites, the worn surface became smoother and flatter. The wear of the composites was further reduced by simultaneous addition of antigorite and wollastonite. Only a few microfine scratches are observed on the worn surfaces. The EDS analysis results indicated that the addition of antigorite and wollastonite resulted in the appearance of characteristic mineral elements, such as Si, Ca, Mg, and Al, on the worn surface, indicating that the addition of minerals is the main reason for the improvement in the wear resistance of the composites.
Figure 11 shows the XPS spectra of the main elements on the unworn and worn surfaces of the (10Atg + 20Wl)/PTFE composite. For the unworn surface of (10Atg + 20Wl)/PTFE composites, the C1
s spectrum can be fitted as two subpeaks located at 284.8 eV and 292.01 eV, corresponding to graphite and (C
2F
4)
n, respectively. The O1
s spectrum can be fitted into subpeaks representing (Al/Mg)Si
4O
10(OH)
2·nH
2O (531.78 eV). The Mg1
s spectrum indicated the presence of (Al/Mg)Si
4O10(OH)
2·nH
2O at 1305.88 eV. The Si2
p spectrum can be fitted into subpeaks of (Al/Mg)Si
4O
10(OH)
2·nH
2O at 101.67 eV, CaSiO
3 at 102.73 eV, and SiO
2 at 103.63 eV. The Ca2
p spectrum indicated the presence of CaSiO
3 (347.19 eV) and CaO (351.16 eV). For the worn surface of the (10Atg + 20Wl)/PTFE composites, the C1
s spectrum can be fitted into subpeaks representing graphite (284.8 eV), (C
2F
4)
n (292.25 eV), traces of organic compounds (286.41 eV), and metal carbonate (288.67 eV). The O1
s spectrum indicated the presence of (Al/Mg)Si
4O
10(OH)
2·nH
2O at the subpeak of 531.93 eV and SiO
2 at 533.40 eV. The Fe2
p spectrum fitted into the subpeaks at 706.74 eV, 707.83 eV, and 709.55 eV indicated the presence of Fe, FeO, and Fe
3O
4, respectively. The Mg1
s spectrum can be fitted into the characteristic subpeak of MgO at 1302.94, MgSiO
3 at 1304.15 eV, Mg
2SiO
4 at 1305.11 eV, and (Al/Mg)Si
4O
10(OH)
2·nH
2O at 1305.93 eV. The Si2
p spectrum can be fitted into subpeaks located at 101.66 eV, 102.55 eV, and 103.55 eV, corresponding to (Al/Mg)Si
4O
10(OH)
2·nH
2O, CaSiO
3, and SiO
2, respectively. The Ca2
p spectrum can be fitted into the subpeaks of CaSiO
3 (347.55 eV), CaO (351.06 eV), and CaF
2 (352.58 eV). An XPS analysis was performed on the worn surfaces of the 10Atg/PTFE and 10Wl/PTFE composites. Mg
2SiO
4, SiO
2, and MgSiO
3 were observed on the worn 10Atg/PTFE composite surface, while SiO
2 and CaO were identified on the worn 10Wl/PTFE composite surface. Notably, except for the (10Atg + 20Wl)/PTFE composite, no iron-containing substances were found on the worn surface.
Wollastonite is a typical calcium metasilicate mineral composed mainly of CaSiO
3 and usually contains a small amount of free silica and calcium oxide impurities. The presence of impurities may be the main reason for the identification of CaO and SiO
2 in the XPS spectra of the unworn (10Atg + 20Wl)/PTFE composites, except for wollastonite and antigorite minerals. For the worn (10Atg + 20Wl)/PTFE composite surface, new compositions of MgO, Mg
2SiO
4, MgSiO
3, Fe
3O
4, FeO, and Fe were identified from the XPS spectra.
Table 2 shows the relative content of silicon-containing compounds on the worn and unworn surfaces of the PTFE matrix composites, calculated by comparing the peak areas of the Si2
p peak areas. After rubbing against the steel ball, the content of antigorite and/or wollastonite minerals decreased compared to that of the unworn surface, while the content of SiO
2 increased. In comparison, the increase in SiO
2 on the surface of the (10Atg + 20Wl)/PTFE composites was much higher than the sum of that of PTFE filled with mono antigorite (10Atg/PTFE composites) or wollastonite (10Wl/PTFE composites).
Dehydration reactions under high-temperature and high-pressure conditions are among the most important characteristics of antigorite minerals [
26]. During the friction process, the local flash temperature and high pressure can induce partial destruction or twisting of silica–oxygen tetrahedra and magnesia hydroxide octahedra in antigorite crystals as well as their dehydration reaction. Once the layer structure of the antigorite was partially destroyed, active atoms such as O, Si, and Mg were released, which could form MgO and SiO
2 through the reaction described by Equations (1) and (2) [
27]. The dehydration reaction transforms antigorite into forsterite (Mg
2SiO
4), SiO
2, and enstatite (MgSiO
3), as expressed in Equations (3) and (4) [
28]. In addition, wollastonite decomposes into SiO
2 and CaO at high temperatures according to Equation (5). The above chemical reactions occurred for a portion of the antigorite and wollastonite minerals in the (10Atg + 20Wl)/PTFE composites during the friction and wear processes, resulting in the appearance of new phases of hard particles and an increase in SiO
2 content. This is undoubtedly beneficial for improving the wear resistance of the composites. Moreover, antigorite and wollastonite may have a synergistic effect during the friction process, which promotes both the dehydration reaction of antigorite and decomposition reaction of wollastonite, thereby transforming more minerals into hard phases such as Mg
2SiO
4, SiO
2, and MgSiO
3. This resulted in a significant increase in SiO
2 and a decrease in the mineral content on the worn surface of the (10Atg + 20Wl)/PTFE composite material, as shown in
Table 2. In addition, the presence of oxides and elemental phases of Fe on the worn surface also improves the tribological properties. It can be determined that Fe came from the counterpart GCr15 steel ball surface, which reacted with oxygen from the air or was released by antigorite. The presence of iron on the wear surface indicates an increase in the hardness of the biphasic mineral-reinforced composites and also verifies the corresponding Shore hardness. The composite material with high hardness in the process of grinding against the steel ball, the iron component on the surface of the steel ball is ground down and gradually transferred to the wear surface of the composite material, and the iron element on the wear surface is affected by the high temperature generated by the friction process, and part of it undergoes a chemical reaction to generate iron oxides. Iron and iron oxide as a hard phase can also improve the wear resistance of the composite wear surface.
3.5. Worn Steel Surface Analysis
Figure 12 shows SEM images and EDS patterns of the worn surfaces of the GCr15 steel balls after rubbing against pure PTFE and the composites. The worn steel surface rubbing against pure PTFE was mainly composed of Fe, C, and O, and scratches along the sliding direction were evident. Owing to the good non-adhesion and low surface energy of PTFE, it is usually difficult for the C and F elements in the polymer to transfer to the surface of the counterpart steel balls during friction. Therefore, it was deduced that the C element on the worn ball surface originated from the GCr15 steel, whereas the presence of a small amount of O was the result of air oxidation during friction. For the worn steel surface rubbed against 10Atg/PTFE composites, newly appearing elements of Si, Mg, and F were found, and the O content was elevated, indicating that PTFE and antigorite have transferred or undergone tribochemical reactions. Based on the SEM morphology, a discontinuous film was generated on the worn surface. For the worn steel surface rubbed against the 10Wl/PTFE composites, Si, Ca, F, O, and C were observed. For the worn steel surface rubbed against the (10Atg + 20Wl)/PTFE composites, a new element, Ca, appeared based on the previous composition, while the O content was further increased, leading to the formation of a more continuous and denser film of transfer or tribochemical reactions.
XPS analysis was performed to determine the chemical composition of the surface film formed on the worn steel balls and further clarify whether it was a transfer film or a tribofilm.
Figure 13 shows the XPS spectra of the main elements on the worn steel surface rubbing against the 10Atg/PTFE and (10Atg + 20Wl)/PTFE composites. For the worn surface rubbed against the 10Atg/PTFE composites, the C1
s spectrum can be fitted as two subpeaks located at 284.8 eV and 285.42 eV, corresponding to graphite and pollution carbon, respectively. The O1
s spectrum can be fitted into subpeaks representing metal oxides (530.13 eV), (Al/Mg)Si
4O
10(OH)
2·nH
2O (531.81 eV), and organic compounds (533.48 eV). The Fe2
p spectrum can be fitted into subpeaks at 706.57 eV, 707.93 eV, 709.38 eV, and 710.90 eV, corresponding to Fe, FeO, Fe
3O
4, and Fe
2O
3, respectively. The Mg1
s spectrum indicated the presence of MgO at 1303.2 eV, MgSiO
3 (enstatite) at 1304.15 eV, Mg
2SiO
4 (forsterite) at 1305.25 eV, and (Al/Mg)Si
4O
10(OH)
2·nH
2O (antigorite) at 1305.95 eV. The Si2
p spectrum can be fitted into subpeaks of (Al/Mg)Si
4O
10(OH)
2·nH
2O at 101.85 eV, Mg
2SiO
4 at 103.25 eV, and MgSiO
3 at 105.12 eV. The results indicate that a tribofilm was formed on the worn steel surface.
For the worn steel surface rubbed against the (10Atg + 20Wl)/PTFE composites, the intensity of the spectra increased, and the positions of the fitted subpeaks and corresponding substances changed completely. The C1
s spectrum can be fitted into subpeaks representing graphite (284.8 eV), polluted carbon (285.52 eV), organic matter (286.8 eV), and (C
2F
4)
n at 288.03 eV. The identification of (C
2F
4)
n indicates the transfer of PTFE from the composites to the steel ball surface. The O1
s spectrum indicated the presence of antigorite at subpeak of 532.1 eV, organic compounds at 533.65 eV, and metal oxides at subpeaks of both 529.35 eV and 530.50 eV. The Fe2
p spectrum can be fitted into the subpeaks at 707.75 eV, 709.92 eV, 712.10 eV, 715.68 eV, and 723.4 eV, corresponding to FeO, Fe
xO
y, Fe
2O
3, FeOOH, and Fe
3O
4, respectively. The Mg1
s spectrum can be fitted into the characteristic subpeak of MgO at 1303.23 eV, MgSiO
3 at 1304.34 eV, Mg
2SiO
4 at 1305.16 eV, and (Al/Mg)Si
4O
10(OH)
2·nH
2O at 1305.92 eV. The Si2
p spectrum can be fitted into subpeaks of (Al/Mg)Si
4O
10(OH)
2·nH
2O at 101.59 eV, Mg
2SiO
4 at 103.14 eV, SiO
2 at 103.68 eV, and MgSiO
3 at 105.36 eV. It is noted that the newly emerged Ca2
p spectrum can be fitted into subpeaks located at 352.77 eV and 349.55 eV, corresponding to CaF
2 and CaO, respectively. Moreover, no elemental iron was found, and all the Fe existed in the form of oxides or hydroxides, indicating a complete tribochemical reaction. Meanwhile, only small amounts of CaO and SiO
2 were found on the worn surface of the steel ball rubbed against the 10Wl/PTFE composites according to the XPS analysis, which is not shown in
Figure 13 because of space limitations.
Table 3 shows the relative contents of Si-containing compounds on the worn surfaces of steel balls rubbed against different PTFE matrix composites, calculated by comparing the peak areas of the Si2
p spectra. Similar to the XPS analysis results of the worn PTFE matrix composite surfaces, the MgSiO
3, Mg
2SiO
4, and SiO
2 contents on the worn surface rubbed against the (10Atg + 20Wl)/PTFE composites were much higher than those against the 10Atg/PTFE composites, indicating a more thorough dehydration reaction process of antigorite and decomposition reaction of wollastonite. The above XPS analysis results further indicate a cooperative effect between wollastonite and antigorite minerals, which can promote the tribochemical reaction between antigorite wollastonite and the rubbing surfaces. Furthermore, a pure tribofilm was formed on the worn steel surface rubbed against PTFE matrix composites filled with mono antigorite or wollastonite, whereas a tribofilm-containing PTFE transfer film was formed on the worn steel surface rubbed against composites filled with both antigorite and wollastonite.
To further investigate the microstructure of the tribofilm, a cross-sectional specimen for TEM analysis was prepared using a FIB/SEM system on the selected worn area of the steel ball rubbed against the (10Atg + 20Wl)/PTFE composites.
Figure 14 shows the images of sampling location and cross-sectional morphology of the TEM specimen, as well as the TEM morphology and elemental distribution maps of the selected region. A continuous and compact tribofilm with a thickness of 400–500 nm was formed, which bonded well to the worn steel surface. This film is mainly composed of the characteristic elements of antigorite and wollastonite, such as Mg, Al, Ca, Si, and O, as well as C and F, which is consistent with the EDS analysis of the worn surface.
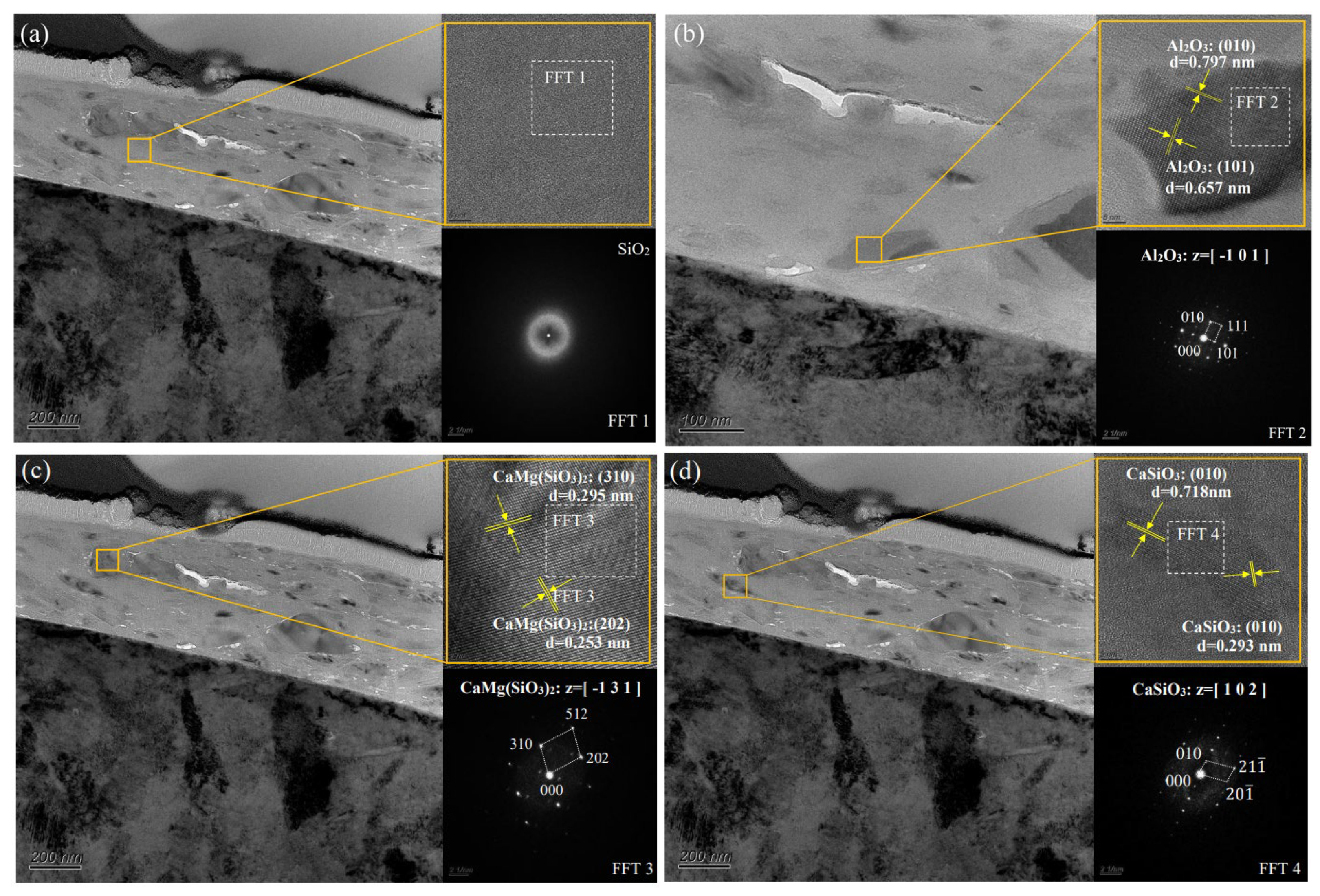
Figure 15 shows HRTEM images and selected-area electron diffraction (SAED) patterns of the tribofilm formed on the worn steel surface. The majority of the film was a light-gray amorphous phase, which was confirmed as SiO
2 based on FFT analysis (
Figure 15a). Within the amorphous SiO
2 matrix, many gray and dark-gray particulates are distributed with a clean and defect-free interface. The gray particles can be identified as Al
2O
3, and the interplanar spacings of 0.657 and 0.797 nm in the HRTEM image correspond to the (101) and (010) planes, respectively (
Figure 15b). Similarly, the dark-gray particles can be identified as three silicates, CaMg(SiO
3)
2, CaSiO
3 (wollastonite), and MgSiO
3 (enstatite), according to the HRTEM images and FFT analysis shown in
Figure 15c–e. Notably, no phases such as CaF
2, MgSiO
3, Mg
2SiO
4, CaO, or iron oxides identified in the XPS analysis were found in the tribofilm. This may be due to the limited TEM analysis area caused by the small size of the TEM specimen or the lower content of these substances.
3.6. Tribological Mechanism
It is generally believed that the reduction in the friction coefficient and improvement in the wear resistance of PTFE matrix composites can be attributed to the improvement in the mechanical properties of the composites [
29]. In this study, the Shore hardness of the composites was significantly increased by the filling of mono antigorite or wollastonite mineral powder into PTFE, which improved the anti-abrasive wear and anti-plastic deformation of PTFE to a certain extent, resulting in a significant increase in the wear resistance of the 10Atg/PTFE or 10Wl/PTFE composites. Antigorite has a higher hardness than PTFE, and when antigorite is filled with PTFE, the antigorite will play the role of hardness enhancement to improve the wear resistance of PTFE. And wollastonite special needle column structure will play the role of rigidity enhancement to improve the wear resistance of PTFE. With the simultaneous addition of antigorite and wollastonite, the hardness and wear resistance of the composites were further improved owing to the slip between the PTFE macromolecular chains during loading. However, as mentioned earlier, the addition of excess minerals can increase the number of bonding interfaces between the mineral and PTFE matrix, leading to an increase in the number of potential defects and crack sources within the composites. Therefore, the hardness and wear resistance of the dual-phase mineral-reinforced composites show a trend of first increased and then decreased with increasing mineral content.
In addition to the strengthening effect of the mineral particles, the complex physical and chemical reactions at the friction interface are the main reasons for the significant improvement in the tribological properties of PTFE matrix composites filled with antigorite and/or wollastonite, according to the worn surface analysis results in the present work. Antigorite minerals are composed of Mg-O octahedral layers and Si-O tetrahedral layers in a 1:1 ratio, and their crystal structures contain many active atomic groups and unsaturated bonds, such as O-Si-O, Si-O-Si, O-H-O, OH-Mg-OH/O, and -OH [
30,
31]. According to previous studies on phyllosilicates as lubricant additives, the crystal structure of antigorite is partially destroyed during friction. Dehydration reactions, release of highly reactive oxygen-containing atoms or atomic groups, and a series of complex tribochemical reactions occur for antigorite minerals under local high-pressure and high-temperature conditions [
31,
32,
33]. A hard tribofilm, composed of iron oxides, SiO
2, dehydration reaction products, etc., can be formed on the worn surface under the lubrication of oil-containing antigorite powder, which contributes to good tribological behavior [
34,
35].
Apparently, the above reaction also occurred during the rubbing process for the tribopairs of the GCr15 steel ball and PTFE matrix composites filled with antigorite and/or wollastonite. For PTFE matrix composites filled with mono antigorite (10Atg/PTFE sample), the reactions shown in Equations (1)–(4) occurred during friction and wear. The antigorite in the composites released reactive groups and dehydrated under the action of frictional–thermal coupling effects. The tribochemical reaction products of various components were rolled, spread, and transferred between the composites/steel ball contact surface, and a tribofilm composed of Mg2SiO4, SiO2, and MgSiO3 was formed on both the composites and steel ball surface. For the composites filled with mono wollastonite (10Wl/PTFE sample), the reaction shown in Equation (5) occurred, and a tribofilm composed of CaO and SiO2 was formed on the tribopairs’ surface. It is evident that the formation of these hard reaction products improved the wear resistance of the PTFE matrix composites to a certain degree.
Compared with the mono addition of antigorite or wollastonite, simultaneously filling PTFE with the two minerals not only further reduced the friction and wear of the composites but also promoted the formation of a dense and continuous tribofilm, with hard tribochemical reaction products such as Mg
2SiO
4, SiO
2, and MgSiO
3 on the worn surface. Moreover, new CaF
2 phases appear in the tribofilm. This indicates that the two minerals had a synergistic effect on the tribological properties of PTFE. Mg
2SiO
4, MgSiO
3, SiO
2, CaO, and iron oxides as hard phases can improve the wear resistance of the composites, and CaF
2 as a high-temperature lubricant can reduce the frictional resistance between the friction partners, which can further improve the tribological properties of the composites. To further explain the synergistic principle of antigorite and wollastonite minerals, a thermal analysis was conducted on raw powders with different compositions.
Figure 16 shows the TG–DSC curves of the raw powders of the pure PTFE and PTFE matrix composites. For pure PTFE, a small endothermic peak appears at 351.4 °C without mass loss. It can be determined that the temperature corresponds to the melting point of PTFE. A large endothermic peak appears at 589.7 °C, and the mass loss reached 100%, indicating that PTFE was completely decomposed at this temperature [
36]. For the composites, the glass transition temperature decreased slightly, which may be because the addition of the mineral powders weakened the intermolecular bonding force of PTFE and increased the molecular free volume [
37]. Two obvious endothermic peaks appeared in the temperature ranges of 615–640 °C and 705–735 °C, corresponding to the loss of interlayer water and structural water from antigorite during the dehydration reaction process, respectively. Owing to the loss of structural water, the crystal structure of antigorite was destroyed and reorganized, generating new phases of forsterite (Mg
2SiO
4) and enstatite (MgSiO
3) [
38]. In comparison, the addition of wollastonite reduced the phase transition temperature of antigorite by approximately 40–70 °C.
Obviously, a reduction in the phase transition temperature is beneficial for accelerating the dehydration reaction and tribochemical reaction process of antigorite, as shown in Equations (1)–(4), under the thermal coupling effect during friction, thereby promoting the formation of a tribofilm and improving the tribological properties of composites. Under high-temperature conditions ranging from 400 to 450 °C, the PTFE molecular chains broke, leading to the decomposition of the polymer. This is mainly because of the high binding energy of the C-F bond in the PTFE molecular chains, which makes it relatively unstable at high temperatures, generating highly reactive fluoride gas and reacting with CaO released by CaSiO
3 under the synergistic effect between the two minerals [
39]. The possible reaction process is expressed by Equation (6).
Overall, the tribofilm was mainly composed of SiO
2, MgSiO
3, Mg
2SiO
4, MgO, CaO, and CaF
2, which were formed on the worn surfaces of both the antigorite/wollastonite mineral dual-phase-reinforced PTFE composites and their counterpart steel balls during friction and wear. First, the tribochemical reaction products of the hard phases, such as SiO
2, MgSiO
3, and Mg
2SiO
4, undoubtedly improve the hardness of the worn surface based on the hardening effect of wollastonite and antigorite on PTFE. Second, CaF
2, MgO, and CaO have good thin-film lubrication, thermal stability, and high-pressure resistance and are commonly used as high-performance solid lubricants and high-temperature friction-reducing additives [
40]. They can continuously provide good lubrication at high temperatures and pressures in the friction contact microregion, thus further reducing the friction and wear of the composites. Finally, a tribofilm was formed on both tribopair surfaces, which transformed the friction between the original steel ball and composites into friction between the films, thereby protecting the “substrate” below the film. Moreover, complete iron oxides and (C
2F
4)
n were only found on the worn surfaces of the dual-phase-reinforced PTFE composites and counterpart steel balls, respectively. This was also the result of the synergistic effect between antigorite and wollastonite, which promoted the oxidation of iron-based wear debris and the transfer of PTFE.

 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}