Comparison of Machining Performance of Ti-6Al-4V under Dry and Cryogenic Techniques Based on Tool Wear, Surface Roughness, and Power Consumption

 , ,
, ,
Abstract
:1. Introduction
2. Material and Processes
2.1. Materials
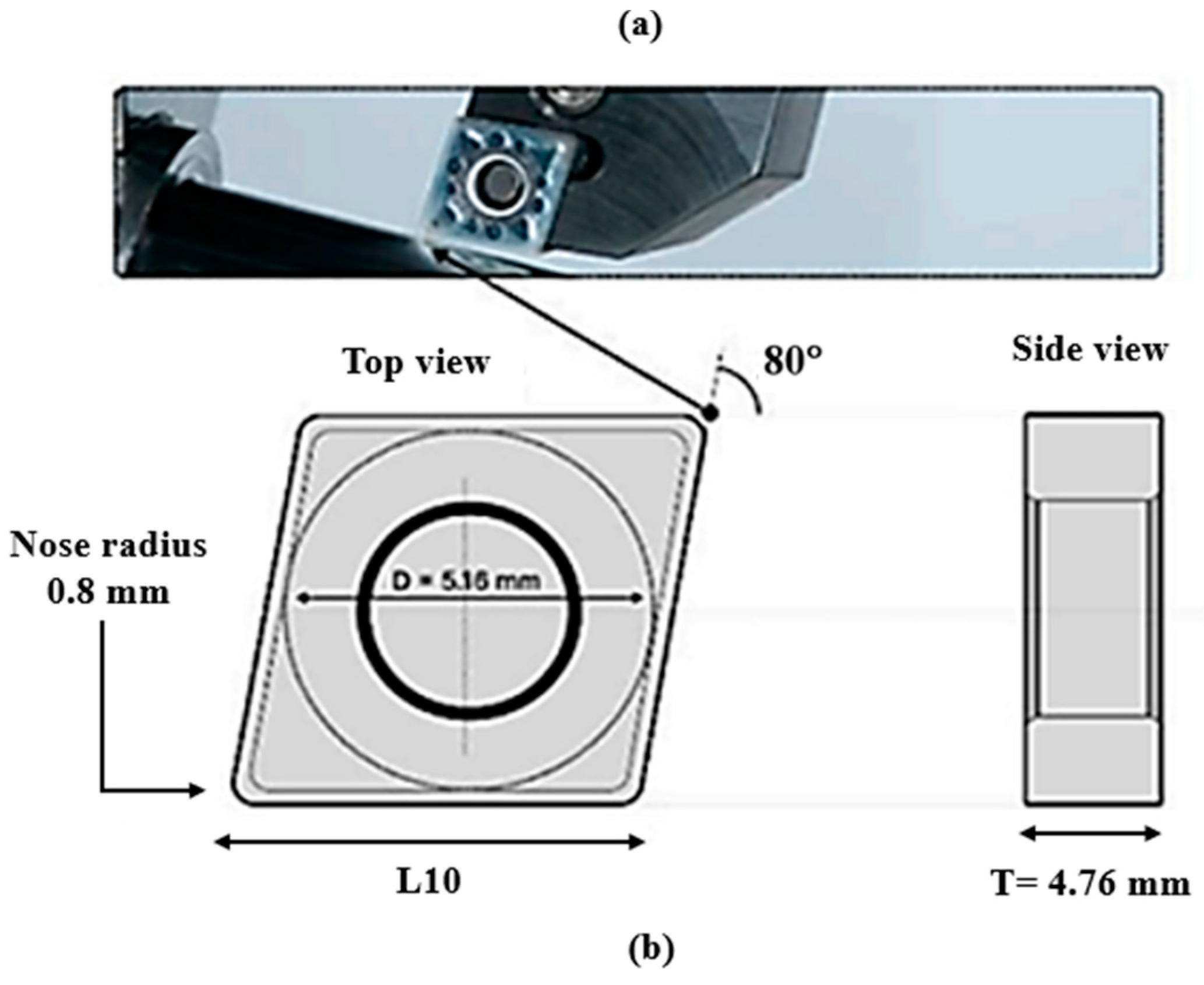
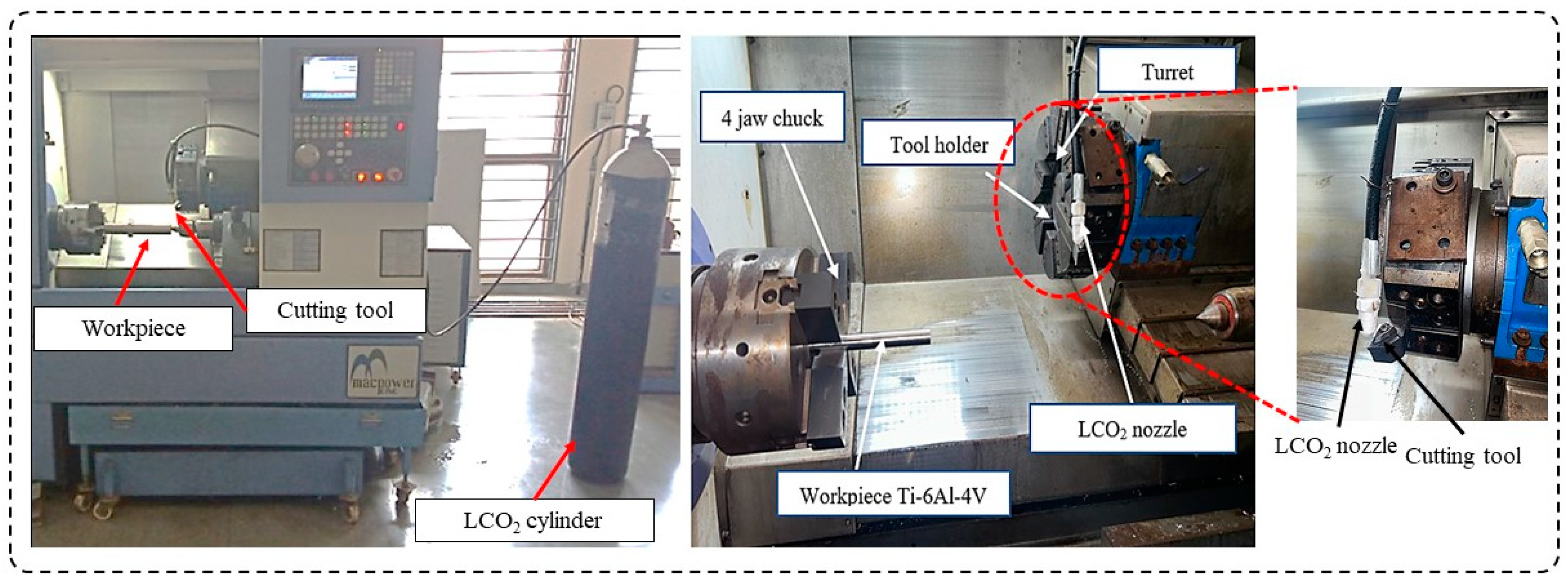
2.2. Experimental Method
2.3. Measurement of Machining Responses
3. Results and Discussions
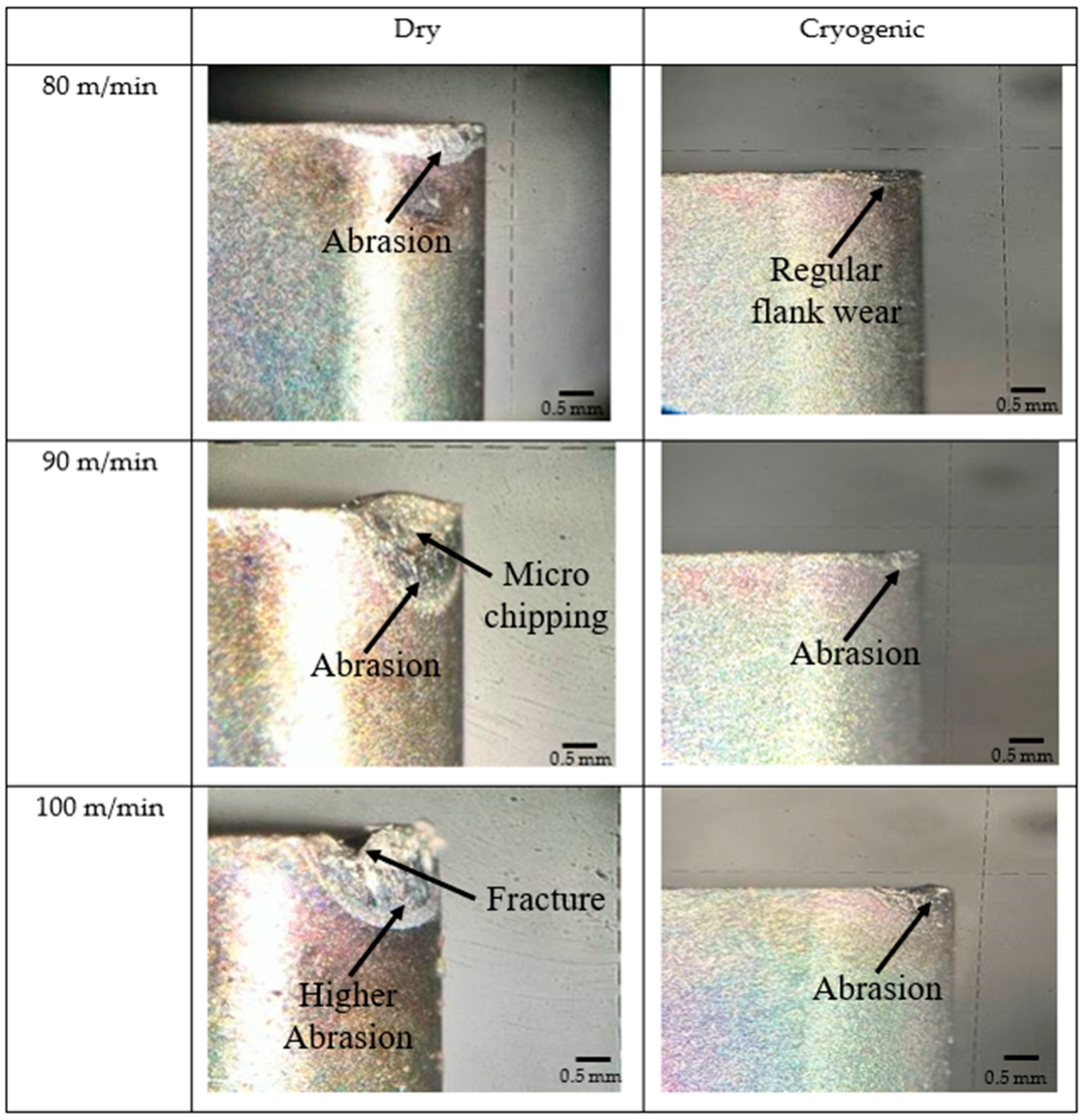
3.1. Analysis of Tool Wear
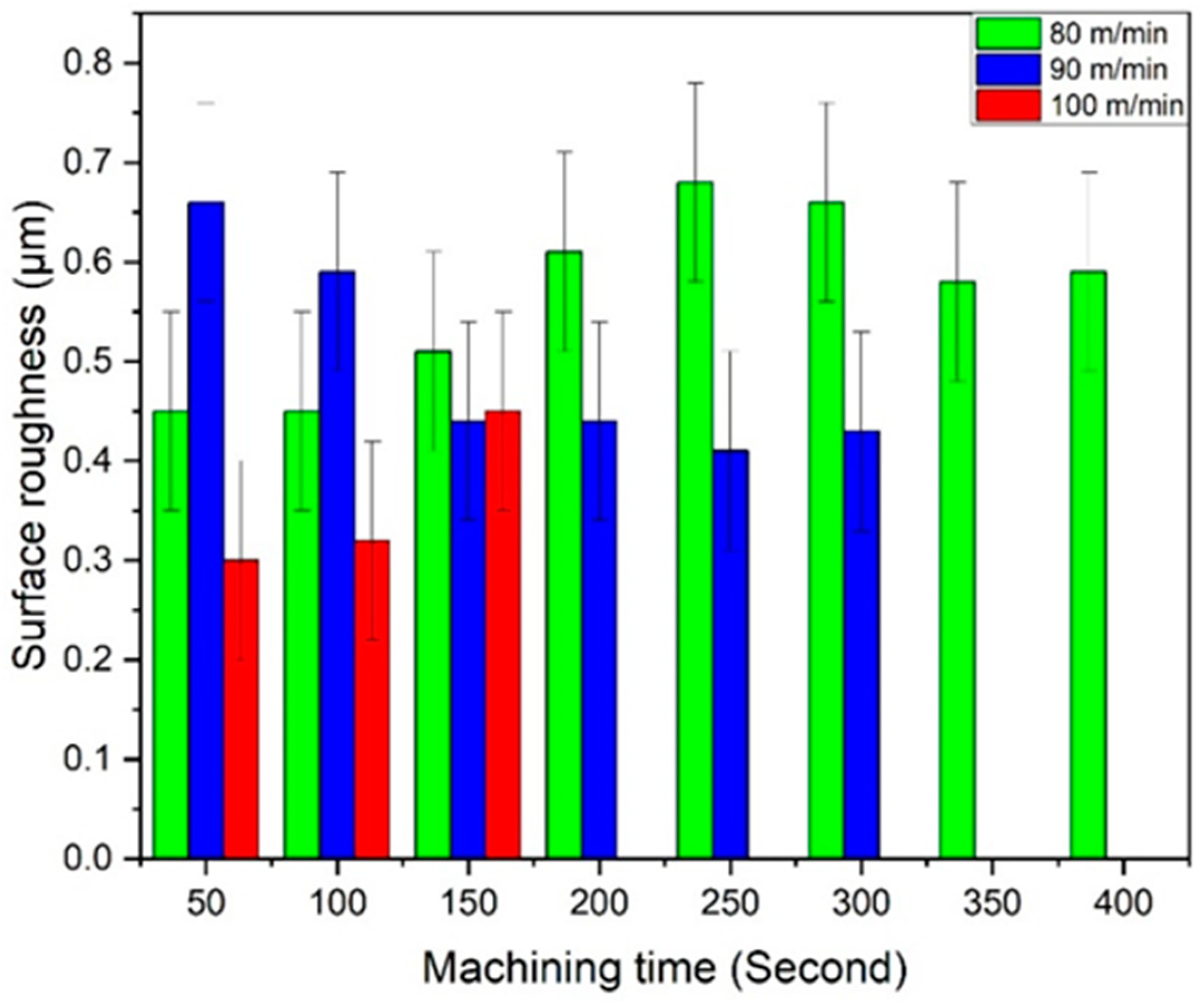
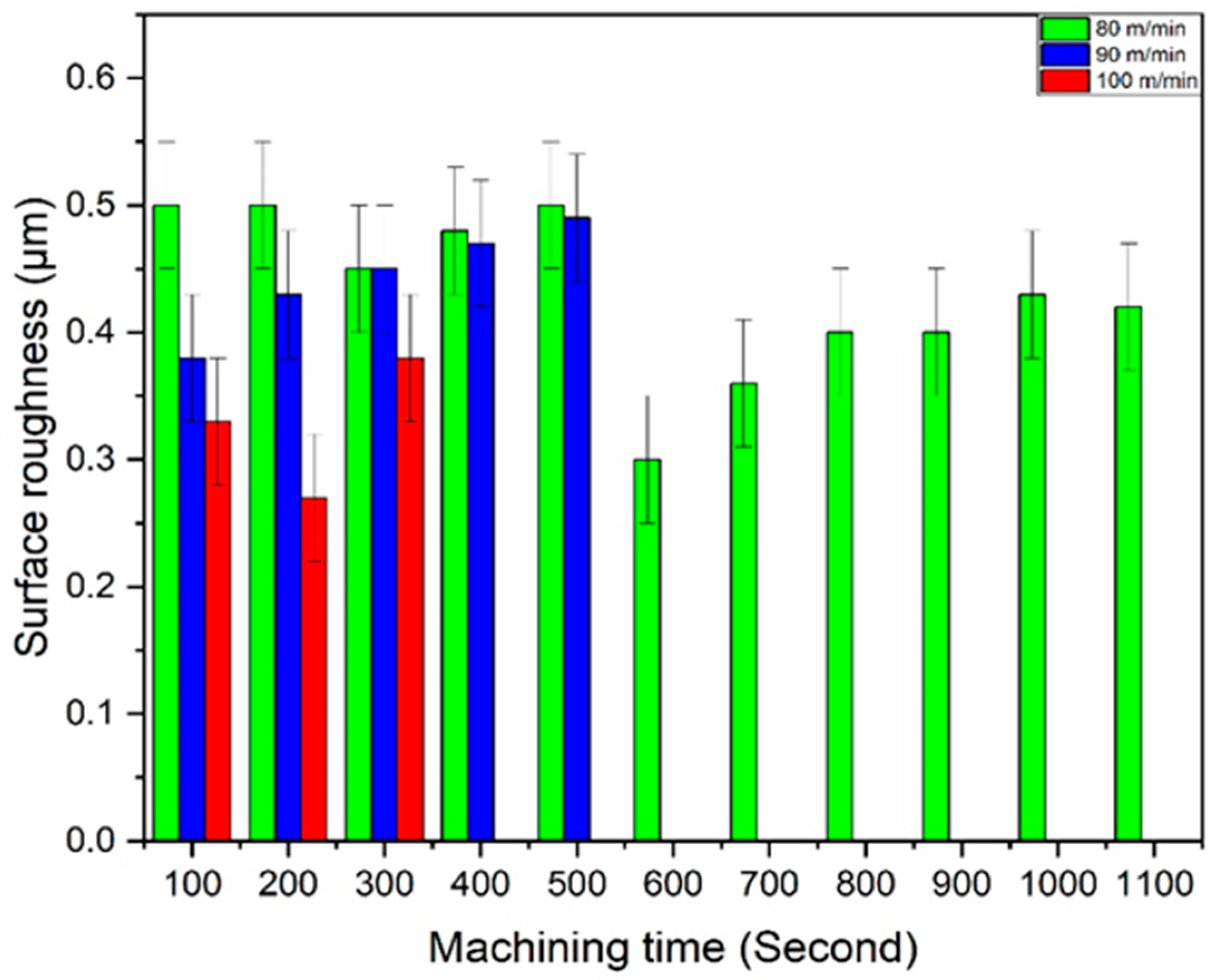
3.2. Analysis of Surface Roughness
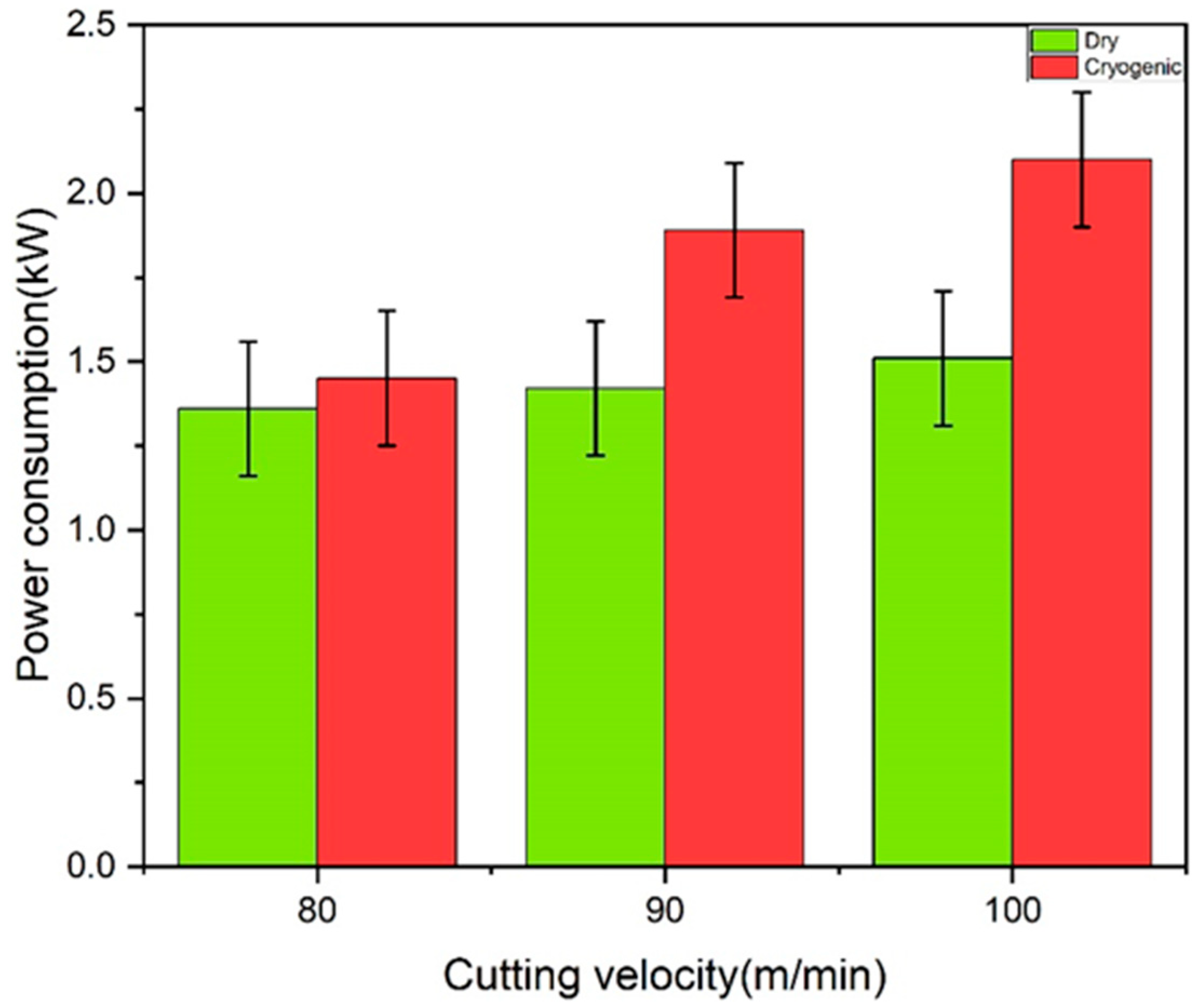
3.3. Analysis of Power Consumption
3.4. Tool Wear and Specific Cutting Energy Variation in Dry and Cryogenic Conditions
4. Conclusions
- Compared to dry turning, using coolant or lubricant in turning activities, such as cryogenic turning, offers advantages such as increased tool life and less tool wear. The machining time was constant for 5 s, and each cut took 5 s. Thus, when the machining time was minimal, the tool life increased, and the accuracy was more significant with more machining time.
- In a dry environment, the effects of tool wear on variations in cutting speed (80, 90, and 100 m/min) and machining time were evaluated. It was discovered that machine time decreased as cutting speed increased. The reduced machining time resulted from a lower temperature generation between the tool and workpiece caused by the lower cutting velocity compared with higher velocities. Due to the faster rate of tool wear caused by elevated temperatures, a high cutting velocity outperforms low cutting velocities.
- Higher cutting speeds increase flank wear, shortening the tool’s life. In cryogenic circumstances, the machine took 29 min at an 80 m/min cutting speed but only 7.67 min at a 90 m/min cutting speed, a threefold increase. The machine time fell even further at 100 m/min, indicating a shorter tool life than at lower cutting rates.
- In dry machining, faster cutting speeds typically lead to rougher surface finishes. Due to the poor machinability of the alloy in the case of Ti-6Al-4V, increasing the cutting speed to 90 m/min in cryogenic conditions may result in a slightly enhanced roughness compared to lower cutting rates. Surface roughness may be more significantly affected and even increase at 100 m/min compared to lesser cutting rates. The maximum cutting speed in cryogenic environments (100 m/min) produced the best surface roughness in the experiment. The results show that cryogenic machining with the proper cutting speeds can give a greater surface roughness than dry machining.
- At the same cutting speed, it was discovered in the experiment that power consumption was higher in the cryogenic condition than in the dry environment. This is due to the workpiece’s diameter continuously decreasing during the machining process, which raised the RPM and in turn, power consumption.
5. Future Possibilities
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, L.C.; Chen, L.Y.; Wang, L. Surface modification of titanium and titanium alloys: Technologies, developments, and future interests. Adv. Eng. Mater. 2020, 22, 1901258. [Google Scholar] [CrossRef]
- Cai, C.; Liang, X.; An, Q.; Tao, Z.; Ming, W.; Chen, M. Cooling/Lubrication Performance of Dry and Supercritical CO2-Based Minimum Quantity Lubrication in Peripheral Milling Ti-6Al-4V. Int. J. Precis. Eng. Manuf. Technol. 2020, 8, 405–421. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Sarikaya, M.; Korkmaz, M.E.; Kuntoğlu, M.; Królczyk, G.; Jamil, M. Tool wear patterns and their promoting mechanisms in hybrid cooling assisted machining of titanium Ti-3Al-2.5V/grade 9 alloy. Tribol. Int. 2022, 174, 107773. [Google Scholar] [CrossRef]
- Rakesh, P.; Chakradhar, D. Machining performance comparison of Inconel 625 superalloy under sustainable machining environments. J. Manuf. Process. 2023, 85, 742–755. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.F. Sustainable machining of titanium alloys: A critical review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 231, 2543–2560. [Google Scholar] [CrossRef]
- Khan, A.M.; He, N.; Li, L.; Zhao, W.; Jamil, M. Analysis of Productivity and Machining Efficiency in Sustainable Machining of Titanium Alloy. Procedia Manuf. 2020, 43, 111–118. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Energy conscious cryogenic machining of Ti-6Al-4V titanium alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 1690–1706. [Google Scholar] [CrossRef]
- Khanna, N.; Zadafiya, K.; Patel, T.; Kaynak, Y.; Rashid, R.A.R.; Vafadar, A. Review on machining of additively manufactured nickel and titanium alloys. J. Mater. Res. Technol. 2021, 15, 3192–3221. [Google Scholar] [CrossRef]
- Venugopal, K.; Paul, S.; Chattopadhyay, A. Tool wear in cryogenic turning of Ti-6Al-4V alloy. Cryogenics 2007, 47, 12–18. [Google Scholar] [CrossRef]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Jerold, B.D.; Kumar, M.P. Experimental investigation of turning AISI 1045 steel using cryogenic carbon dioxide as the cutting fluid. J. Manuf. Process. 2011, 13, 113–119. [Google Scholar] [CrossRef]
- Acharya, S.S.; Karwande, R.L. Experimental investigation of Turning process in Wet and MQL system on EN 31 Alloy Steel. Int. J. Sci. Eng. Res. 2015, 6, 1074–1080. [Google Scholar]
- Khan, A.A.; Ahmed, M.I. Improving tool life using cryogenic cooling. J. Mater. Process. Technol. 2008, 196, 149–154. [Google Scholar] [CrossRef]
- Dhar, N.; Kamruzzaman, M. Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int. J. Mach. Tools Manuf. 2007, 47, 754–759. [Google Scholar] [CrossRef]
- Trabelsi, S.; Morel, A.; Germain, G.; Bouaziz, Z. Tool wear and cutting forces under cryogenic machining of titanium alloy (Ti17). Int. J. Adv. Manuf. Technol. 2017, 91, 1493–1505. [Google Scholar] [CrossRef]
- Venugopal, K.A.; Paul, S.; Chattopadhyay, A.B. Growth of tool wear in turning of Ti-6Al-4V alloy under cryogen-ic cooling. Wear 2007, 262, 1071–1078. [Google Scholar] [CrossRef]
- Wang, Z.; Rajurkar, K. Cryogenic machining of hard-to-cut materials. Wear 2000, 239, 168–175. [Google Scholar] [CrossRef]
- Khaliq, W.; Zhang, C.; Jamil, M.; Khan, A.M. Tool wear, surface quality, and residual stresses analysis of micro-machined additive manufactured Ti–6Al–4V under dry and MQL conditions. Tribol. Int. 2020, 151, 106408. [Google Scholar] [CrossRef]
- Dhananchezian, M.; Kumar, M.P. Cryogenic turning of the Ti–6Al–4V alloy with modified cut-ting tool inserts. Cryogenics 2011, 51, 34–40. [Google Scholar] [CrossRef]
- Varadarajan, A.; Philip, P.; Ramamoorthy, B. Investigations on hard turning with minimal cutting fluid application (HTMF) and its comparison with dry and wet turning. Int. J. Mach. Tools Manuf. 2002, 42, 193–200. [Google Scholar] [CrossRef]
- Balaji, V.; Ravi, S.; Chandran, P.N.; Damodaran, K.M. Review of the cryogenic machining in turning and milling process. Int. J. Res. Eng. Technol. 2015, 4, 38–42. [Google Scholar]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2018, 164, 107552. [Google Scholar] [CrossRef]
- Hong, S.Y.; Ding, Y. Cooling approaches and cutting temperature in cryogen-ic machining of Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2001, 41, 1417–1437. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2021, 153, 106597. [Google Scholar] [CrossRef]
- Agrawal, C.; Khanna, N.; Pruncu, C.I.; Singla, A.K.; Gupta, M.K. Tool wear progression and its effects on energy consumption and surface roughness in cryogenic assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2020, 111, 1319–1331. [Google Scholar] [CrossRef]
- Bordin, A.; Bruschi, S.; Ghiotti, A.; Bariani, P.F. Analysis of tool wear in cryogenic machining of additive manufactured Ti6Al4V alloys. Wear 2015, 328, 89–99. [Google Scholar] [CrossRef]
- Salvi, H.; Vesuwala, H.; Raval, P.; Badheka, V.; Khanna, N. Sustainability analysis of additive + subtractive manufacturing processes for Inconel 625. Sustain. Mater. Technol. 2023, 35, e00580. [Google Scholar] [CrossRef]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable lubrication methods for the machining of titanium alloys: An overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef]
- Dhar, N.R.; Paul, S.; Chattopadhyay, A.B. The influence of cryogenic cooling on tool wear, dimensional accuracy, and surface finish in turning AISI 1040 and E4340C steels. Wear 2002, 249, 932–942. [Google Scholar] [CrossRef]
- Kumar, K.K.; Choudhury, S.K. Investigation of tool wear and cutting force in cryogenic machining using design of experiments. J. Mater. Process. Technol. 2008, 203, 95–101. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Rajurkar, K.P.; Fan, J.; Petrescu, G. Cryogenic machining of Tantalum. J. Manuf. Process. 2002, 4, 122–127. [Google Scholar] [CrossRef]
- Dutta, S.; Kanwat, A.; Pal, S.; Sen, R. Correlation study of tool flank wear with machined surface texture in end milling. Measurement 2013, 46, 4249–4260. [Google Scholar] [CrossRef]
- Shah, D.; Rashid, R.R.; Jamil, M.; Pervaiz, S.; Gajrani, K.K.; Rahman, M.A.; Khanna, N. Cryogenic assisted drilling of Ti-6Al-4V: An industry-supported study. In Sustainable Materials and Manufacturing Technologies; CRC Press: Boca Raton, FL, USA, 2023; pp. 3–15. [Google Scholar]
- Bejjani, R.; Bachir, E.; Salame, C. Advanced Manufacturing of Titanium Alloy Ti-6Al-4V by Combining Cryogenic Machining and Ultrasonic-Assisted Turning. J. Mater. Eng. Perform. 2023, 1–21. [Google Scholar] [CrossRef]
- Qiu, W.; Pan, D.; Li, J.; Guo, P.; Qiao, Y.; Wang, X. Chip formation mechanism in cryogenic machining of high temperature alloy-Inconel 718 and Ti-47.5Al-2.5V-1.0Cr. J. Manuf. Process. 2023, 97, 35–47. [Google Scholar] [CrossRef]
- Abu Bakar, H.; Ghani, J.; Haron, C.C.; Ghazali, M.; Kasim, M.; Al-Zubaidi, S.; Jouini, N. Wear mechanisms of solid carbide cutting tools in dry and cryogenic machining of AISI H13 steel with varying cutting-edge radius. Wear 2023, 523, 204758. [Google Scholar] [CrossRef]
- Wang, R.; Wang, X.; Yan, P.; Zhou, T.; Jiao, L.; Teng, L.; Zhao, B. The effects of cryogenic cooling on tool wear and chip morphology in turning of tantalum-tungsten alloys Ta-2.5W. J. Manuf. Process. 2023, 86, 152–162. [Google Scholar] [CrossRef]
- Jawaid, A.; Sharif, S.; Koksal, S. Evaluation of wear mechanisms of coated carbide tools when face milling titanium alloy. J. Mater. Process. Technol. 2000, 99, 266–274. [Google Scholar] [CrossRef]
- Tapoglou, N.; Lopez, M.I.A.; Cook, I.; Taylor, C.M. Investigation of the Influence of CO2 Cryogenic Coolant Application on Tool Wear. Procedia CIRP 2017, 63, 745–749. [Google Scholar] [CrossRef]
- Öndin, O.; Kıvak, T.; Sarıkaya, M.; Yıldırım, Ç.V. Investigation of the influence of MWCNTs mixed nanofluid on the machinability characteristics of PH 13-8 Mo stainless steel. Tribol. Int. 2020, 148, 106323. [Google Scholar] [CrossRef]
- ISO 4287:1997; Geometrical Product Specifications (GPS). Surface Texture: Profile Method. Terms, Definitions and Surface Texture Parameters. International Organization for Standardization: Geneva, Switzerland, 1997.
- Kaynak, Y.; Lu, T.; Jawahir, I.S. Cryogenic Machining-Induced Surface Integrity: A Review and Comparison with Dry, MQL, and Flood-Cooled Machining. Mach. Sci. Technol. 2014, 18, 149–198. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.; Noebe, R.; Jawahir, I. Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: A comparison of tool-wear performance with dry and MQL machining. Wear 2013, 306, 51–63. [Google Scholar] [CrossRef]
- Behera, B.C.; Alemayehu, H.; Ghosh, S.; Rao, P.V. A comparative study of recent lubri-coolant strategies for turning of Ni-based superalloy. J. Manuf. Process. 2017, 30, 541–552. [Google Scholar] [CrossRef]
- Yuan, S.M.; Yan, L.T.; Liu, W.D.; Liu, Q. Effects of cooling air temperature on cryogenic machining of Ti–6Al–4V alloy. J. Mater. Process. Technol. 2011, 211, 356–362. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Comparative evaluations of machining performance during turning of 17-4 PH stainless steel under cryogenic and wet machining conditions. Mach. Sci. Technol. 2017, 22, 147–162. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Information |
|---|---|
| Workpiece material | Titanium alloy (Ti-6Al-4V), grade 5, ∅50 × 100 mm |
| Cutting tool insert | PVD coated carbide insert with megacoat nano—PR1535 CNMG 120408 |
| Cutting velocity, (m/min) | 80, 90, 100 m/min |
| Feed rate (mm/rev) | 0.1 mm/rev |
| Depth of cut (mm) | 0.5 mm |
| Machining condition | Dry, cryogenic cooling with LCO2 |
| Machining length | 150 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chauhan, D.; Makhesana, M.A.; Rahman Rashid, R.A.; Joshi, V.; Khanna, N. Comparison of Machining Performance of Ti-6Al-4V under Dry and Cryogenic Techniques Based on Tool Wear, Surface Roughness, and Power Consumption. Lubricants 2023, 11, 493. https://doi.org/10.3390/lubricants11110493
Chauhan D, Makhesana MA, Rahman Rashid RA, Joshi V, Khanna N. Comparison of Machining Performance of Ti-6Al-4V under Dry and Cryogenic Techniques Based on Tool Wear, Surface Roughness, and Power Consumption. Lubricants. 2023; 11(11):493. https://doi.org/10.3390/lubricants11110493
Chicago/Turabian StyleChauhan, Dhvanil, Mayur A. Makhesana, Rizwan Abdul Rahman Rashid, Vivek Joshi, and Navneet Khanna. 2023. "Comparison of Machining Performance of Ti-6Al-4V under Dry and Cryogenic Techniques Based on Tool Wear, Surface Roughness, and Power Consumption" Lubricants 11, no. 11: 493. https://doi.org/10.3390/lubricants11110493