1. Introduction
Robot systems have become more common in industry due to their low cost, flexibility and versatility. However, the main challenge for this technology, in order to also be used massively in machining operations, is its lack of absolute accuracy. One of the factors affecting the absolute positioning accuracy while machining is the lack of robot stiffness, which is the criterion studied and optimized, into a motion planning problem, in this research. Moreover, another extra challenge of robotic machining is the time-consuming, expert-dependent and complex programming process. This publication addresses a method for automatically optimizing robot stiffness by minimizing deviations due to the robot compliance for a machining task using the free degree of freedom of the milling process. Evidence of these challenges is that industrial robots are still not widely used for machining purposes. Proof of that is the IFR statistics. According to the IFR, just two percent of the world estimated annual shipments of industrial robots is related to processing task, and from this two percent, thirty nine percent are dedicated to tasks, such as mechanical cutting, grinding, deburring, milling or polishing [
1], which is a smaller quantity taking into account the flexibility and reconfigurability of robot systems. The reasons for addressing optimization and automatic programming are that several advantages could be derived if robots were widely used for machining operations. Some of these reasons are: (1) less work space will be required if robots are used for machining instead of CNC machines; (2) robots are now less expensive than CNC machines and could represent cost savings in industry; (3) robots are more flexible and could also be used for doing other tasks in addition to the machining operation, such as picking the workpiece, if the robot is provided with a tool changer and a gripper, increasing the productivity; (4) the dexterity of the robot could be used more effectively to machine complex machining parts; and furthermore, (5) a robot could substitute heavy manual work, which may be a risk for human health.
Due to the above-mentioned advantages, the demand for quick reconfiguration of robots for precise machining applications has been pointed out as a required strategy for responding to the current demand of product individualization [
2]. Three main obstacles, (1) insufficient rigidity, (2) poor accuracy and (3) complex programming, have been identified for the machining of hard materials with robot systems [
3]. The complexity of programming has been pointed out as of one of the most important limiting factors [
4]. Robot stiffness, vibrations and system natural frequencies are also referred to as critical factors [
5]. In conjunction with the identification of limitations, several researchers have also experimentally determined error sources [
6] and proposed strategies for improving robotic machining accuracy through modular compensation [
7], which could be a way for increasing the robot accuracy and its accurate programmability. In one of our last publications, an error source structure for the identification and model-based compensation of errors in robotic manufacturing has been proposed using the Product, Process and Resource model (PPR) [
8]. A comparison between sensor-based and compliance model-based compensation for robotic drilling has been presented [
8]. This model has been extended in this publication into an architecture for optimizing robot machining motions optimizing robot stiffness.
In a similar way to the error source identification, several researchers have conducted studies on the modeling of robot compliance for compensating deviations in order to improve accuracy. In one of our previous works, the automatic robot stiffness pose optimization for robotic processes has been presented, and the definition of different criteria, such as end-effector stiffness optimization in process direction, damping, collision and reachability, and the different interpretations for applications, such as drilling, deburring, cutting and milling, have been looked at [
9]. Lehmann proposes a three-step approach, machining strategy generation, offline force compensation and online force compensation, as a strategy to compensate the force-induced accuracy influences. Optimization of the parameters, such as workpiece location, eigenfrequencies of the robot and robot structure in given configurations, is pointed out as an important criteria for the machining process [
10]. Use of the possible robot configurations for optimizing stiffness is addressed in this research.
Other researchers, such as Tyapin, implement an offline path compensation by using estimated process forces based on a static force model and by computing the deformations also using identified joint stiffness models [
11]. As a further strategy to reduce and compensate the process force-induced errors in milling, this author states that “The stiffness of a manipulator depends on the configuration, hence the stiffness could be found in different configurations and interpolation techniques could be used to compute the stiffness in all other configurations” [
11], which supports the developed work and the results presented in this publication. Slavkovic models cutting forces and the robot compliance in order to predict the cutting force-induced tool tip displacements for offline compensation of cutting force-induced errors in five-axis robotic machining [
4]. Abele predicts the tool displacement for the milling process [
12] and also describes a method to predict tool displacement by coupling the elastic serial model with the milling process model [
13]. Bauer implements a sensor-based and a model-based compensation for the robot milling process. The model-based compensation uses a robot dynamic model and a milling force model with which the robot deviations due to process forces are computed and compensated [
14].
Several methods are found in the literature for the stiffness and compliance modeling. One of them is to identify stiffness by the clamping method, in which the robot is locked in a closed kinematic loop and then exercises joint-based movements while sensing motor position and torque [
15]. The identification of the diagonal joint stiffness matrix is also approached by applying external wrenches [
16]. The stiffness modeling of heavy industrial robots with gravity compensators has also been studied [
17]. The calculation of the Cartesian stiffness based on the polar stiffness and the use of the Jacobian matrix has also been proposed as a modeling alternative [
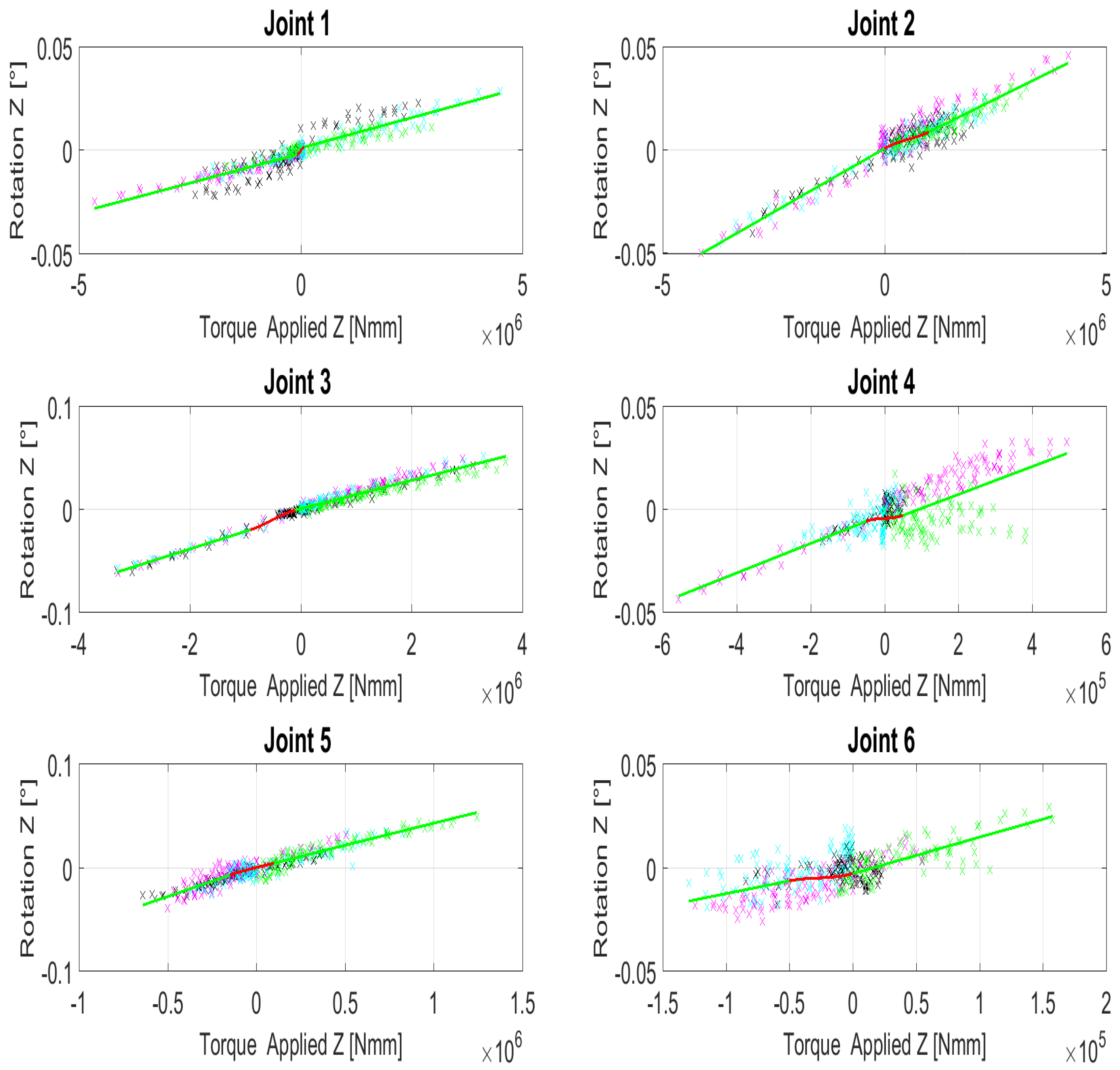
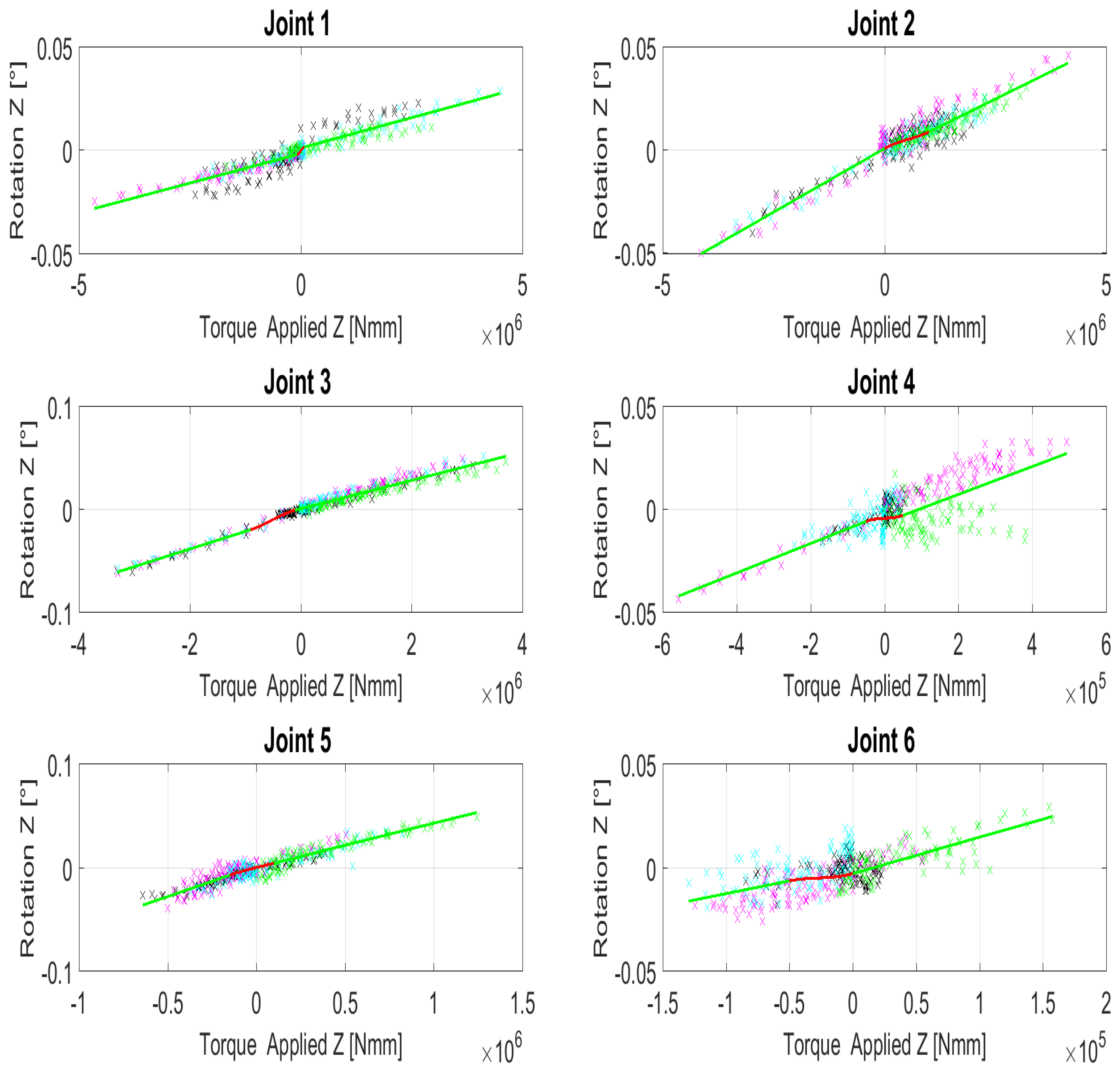
18]. The robot stiffness used in this contribution is identified as linear descriptions on the ranges where no backlash is observed and nonlinear functions are addressed when gear deformation is noticed [
9].
The study of stiffness is also used in control for compensating errors. Pan and Wang introduced an online deformation compensation approach based on a robot structure model for controlling the material removal rate. This approach controls the machining force by adjusting the robot feed speed in real time for improving part quality [
19,
20,
21]. Conclusions from Pan and Wang determine that “The pattern of the process structure deformation is related to all of the following parameters: robot configuration, the location in the workspace, and the direction as well as the magnitude of the process force” [
20], depicting the relevance to optimize robot configurations in relation to the robot stiffness. Liu proposes an adaptive control constraint of machining processes with a constant cutting force control system [
22]. Olof ensures time-efficiency and improves the accuracy of robotic machining processes by removing the maximum amount of material per time unit by adaptively controlling the applied force, as well as continuously compensating for the path deviations caused by process forces [
23]. The methods used in this publication for identifying robot joint stiffness have also been tested using control structures for improving machining accuracy [
24]. Other controls without compliance models, such as the position control of industrial robots using the optical measurement system for machining purposes, have been proposed for improving accuracy [
25].
Even though several research works have been conducted on error source identification and classification, robot joint compliance modeling and model-based compensation, only a few studies are to be found regarding optimization in this area. One work related with optimization is the one of Dumas in which a workpiece positioning optimization problem using the kinematic redundancy of the milling process is described. For solving this problem, the constraints and the optimization problem are defined and solved with required human intervention using the MasterCAM software for two different workpiece positions predefined in the workspace [
26].
As in the last mentioned study, CAM software is now widely used in machining operations. Moreover, it has also been used for compensating deviations. Haage presents a compensation method for increasing robotic machining accuracy using offline compensation computed based on a robot kinematics, a process force and a dynamic robot model used to calculate the compensations embedded into the PowerMill Tool. Results demonstrate more prominent deviations on the corners of a 2D machined rhombus with maintained orientation (without using the DoF of the process) during machining [
15]. The combination of holistic programming in CAM software in which the optimization of the redundancy could be used in conjunction with kinematic parameter optimization for optimizing robot machining has also been pointed out [
27].
In addition to the software packages, compliance models, identification methods and research on robot accuracy, different sorts of models are available for the machining process itself. For instance, Matsuoka investigates the relationship between the feed rate and the cutting force with an industrial robot and a high speed spindle [
28]. Budak introduces a maximization of the chatter free material removal rate in milling by selecting in an optimal way not just the axial, but also the radial depth of cut pairs, which reduces the machining time [
29]. Several standards are also available, derived from the CNC machines and machining standards.
Further to the state of the art with respect to robot joint compliance modeling and compensation, other areas in the robotic community have emerged as solutions for the computation of motions. Today, the motion planning algorithm, such as the sample-based technique, is used as an efficient solution to the complex motion problems of robots [
30,
31,
32]. Several applications could be solved with those techniques [
33]. However, the motion planning for machining operations has not been studied even though those algorithms are now also available in open-source software [
34].
Even with the representative advance in areas such as robotics and CAM simulation, the motion generation for robotic machining (i.e., milling) still presents some challenges. One of these challenges is that the configuration and robot programming of a robotic machining cell are still expert dependent, meaning that qualified personnel with experience in machining operations and robot programming is always required. Moreover, the optimization of the machining processes is mainly achieved due to manual intervention on the generation of programs, using for instance the teach-in approach, and it is case specific. These challenges arise mainly due to the deficiency that machining process characteristics are not directly related to robot motions.
Taking into account the previous problem definition, the need to increase robot accuracy while machining, the benefits of optimizing stiffness based on the robot configuration and the state of the art confirms the need for improvement in the area of robot machining. This research proposes an automatic and intuitive method for optimizing stiffness in the robotic milling process. The document describes the methodology and architecture for automatically computing stiff motions for an industrial robot given a task definition for a robotic milling processes, which is one of the ways in which robots could improve accuracy. This research approaches the optimization problem of the kinematic redundancy of the milling process, automatically defines and configures the required spaces interpreting the constraints and DoF of the product and process for computing, also in an automatic way, a stiff robot motion. The contribution of this research is a clear structure and methodology for modeling a robotic milling process, done based on the PPR process, and the definition of the automatic configuration for state of the art sample-based motion generation algorithms based on the semantic description of the RMP. The approach has been tested and evaluated in a developed CAM software, which uses as input state of the art formats used in CAM simulations.
This contribution is organized as follows:
Section 2 defines the problem of motion generation for optimizing robot stiffness in machining processes.
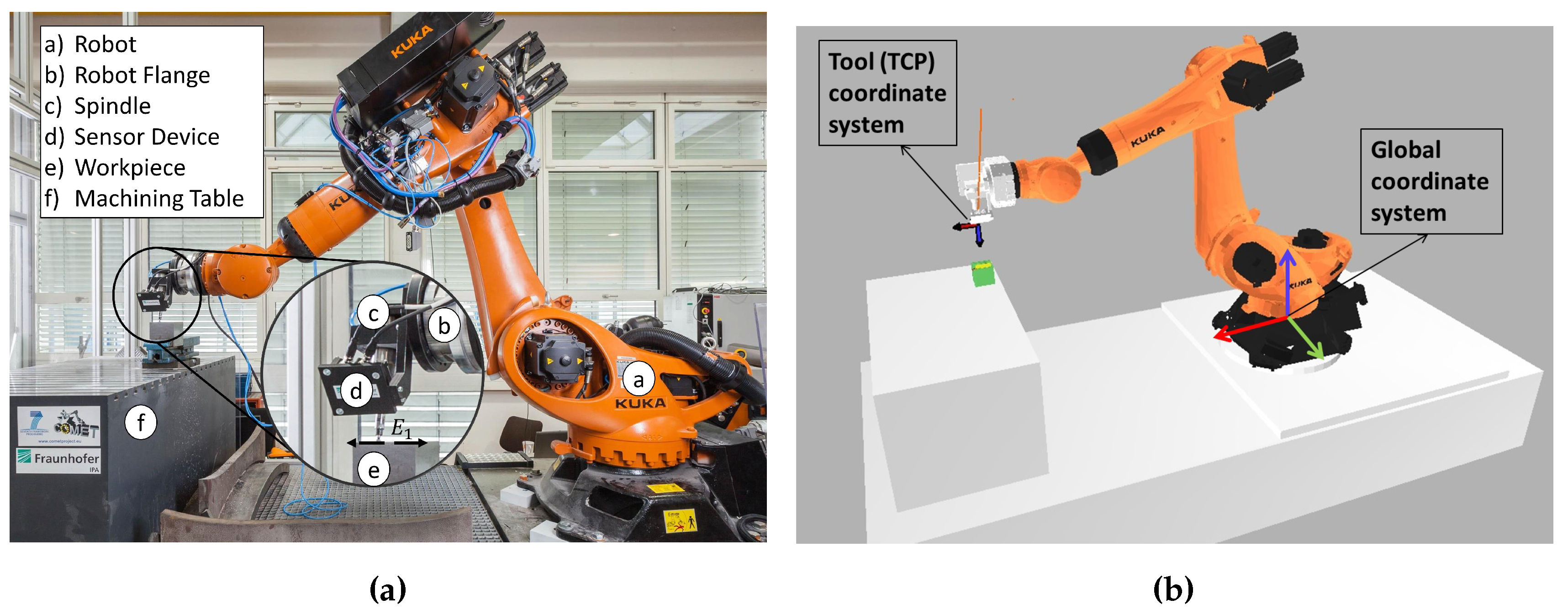
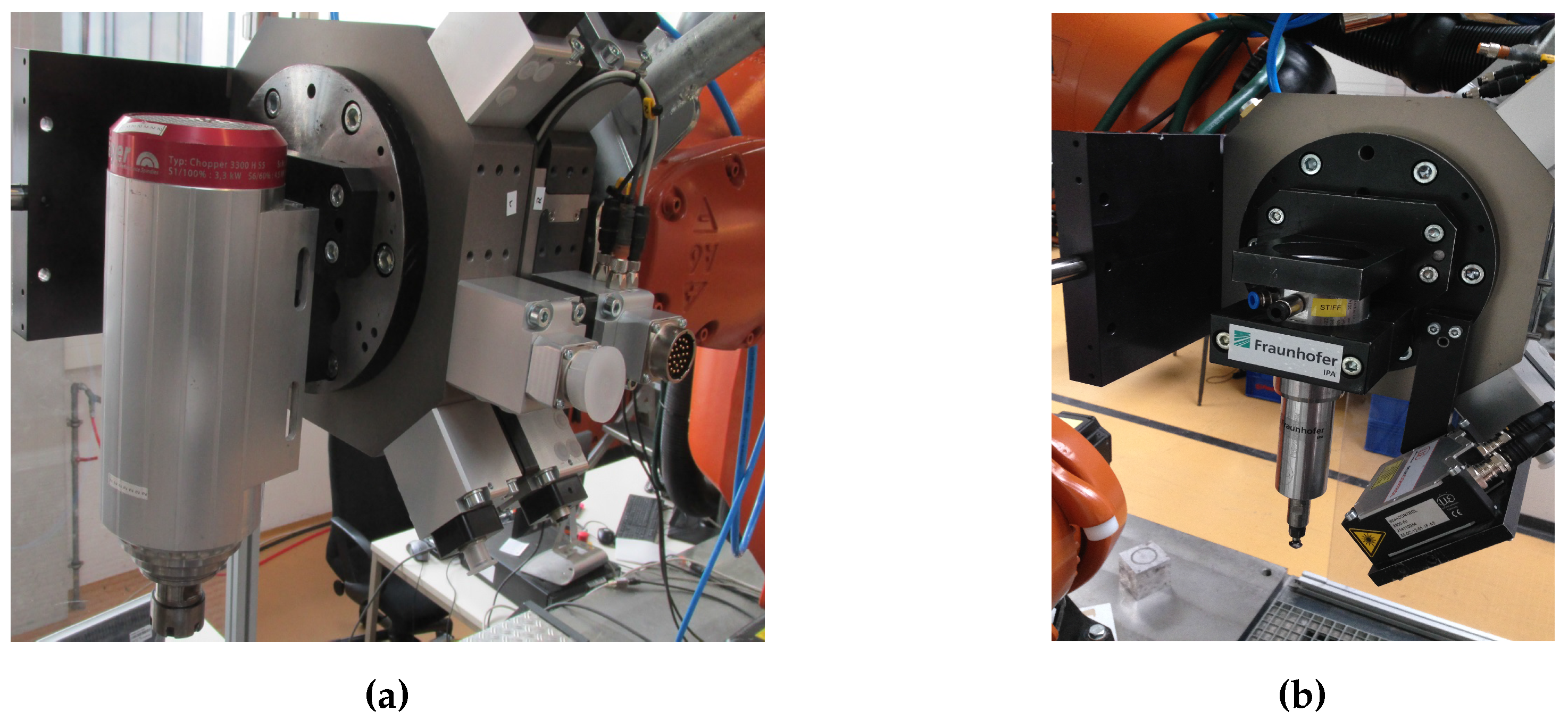
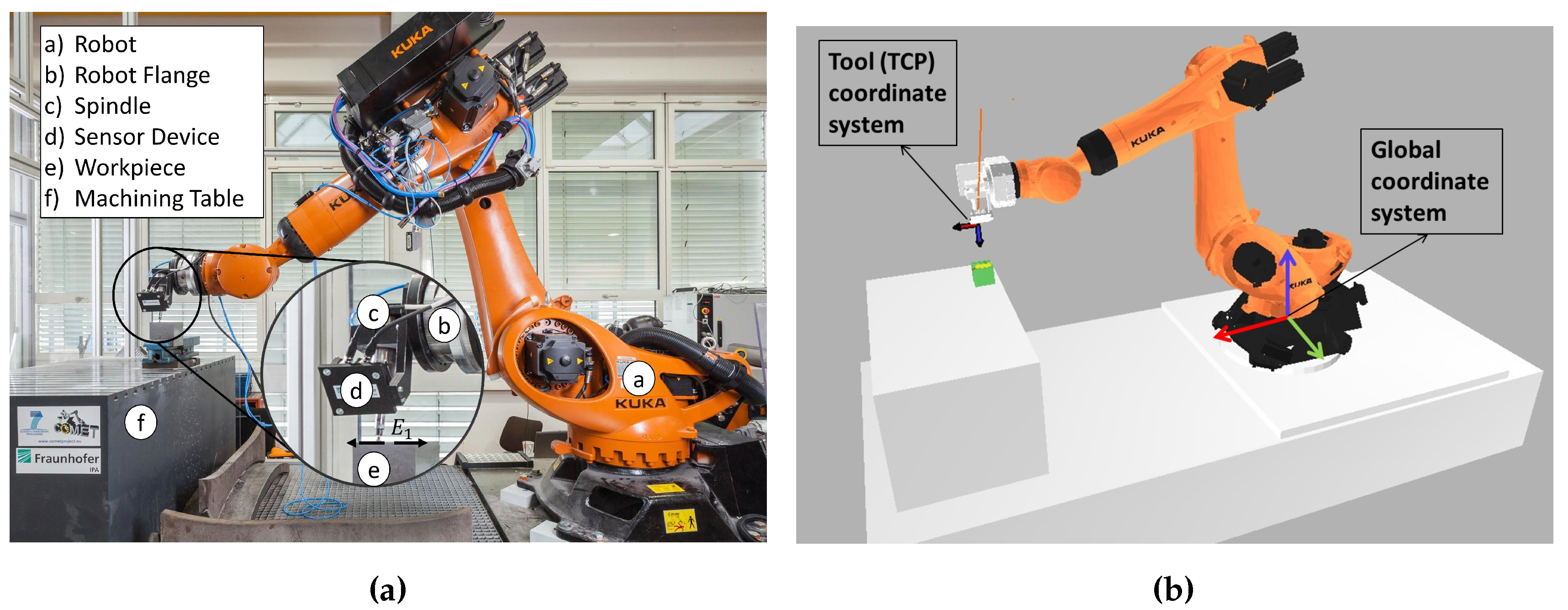
Section 3 describes the robot cell in which the optimization and evaluation is performed.
Section 4 outlines the modeling of the Product, Process and Resource (PPR) model. The PPR model is used as the input in the interpretation and automatic configuration of the motion problem further described in
Section 5.
Section 6 illustrates the experimental simulation and evaluation of the stiff optimized motion planner in the robotic milling process. Finally, the conclusions and potentials are discussed in
Section 7.
2. Problem Definition and Methodology
To address improvements in robotic machining accuracy, the following motion problem is defined: compute automatically and offline a feasible and optimal motion
σ optimizing the stiffness of the robot
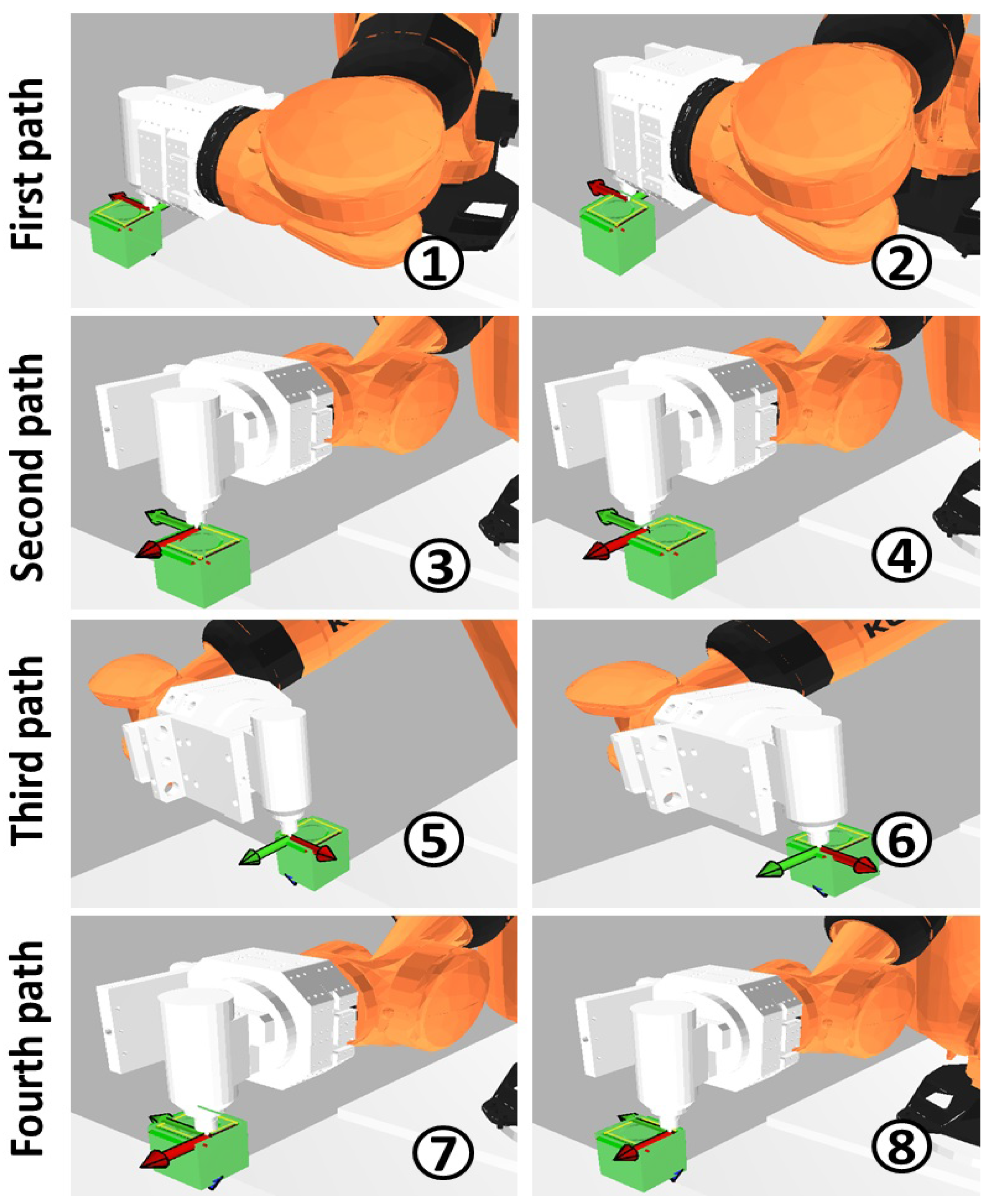
by using the free degree of freedom of the rotation around the tool axis
throughout all of the path and its initial and final configuration. The optimal motion should take into account the specified end-user task definition and has as inputs a defined world
W, in this case the Cartesian space
, in which the
,
and
components are defined by models (refer to
Section 4).
The above defined problem is solved by using the following methodology: First, interpret the
model with respect to the optimal motion criteria, in this case the optimization of robot stiffness by minimizing deviations due to the robot compliance, in conjunction with a simplification of the configuration space in which this motion should be computed. Second, configure automatically a state of the art optimal sample-based motion algorithm, including its state validity definition and the state and motion cost functions. Third, compute an optimal motion for parsing it automatically into a robot program, which optimizes the robot stiffness. Similar architecture and methodology have been proposed for optimal collision avoidance in robotic welding in previous publications [
35].
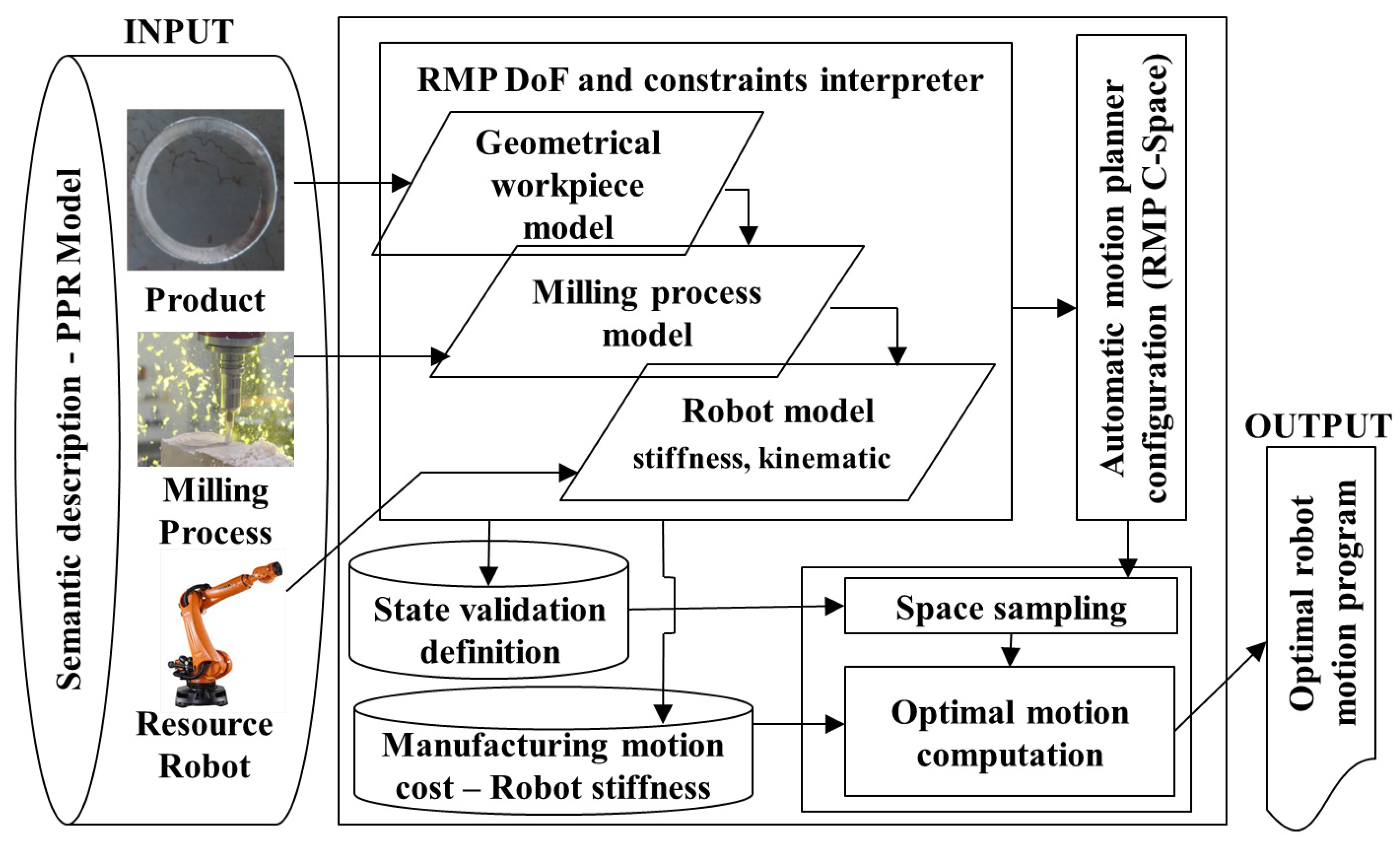
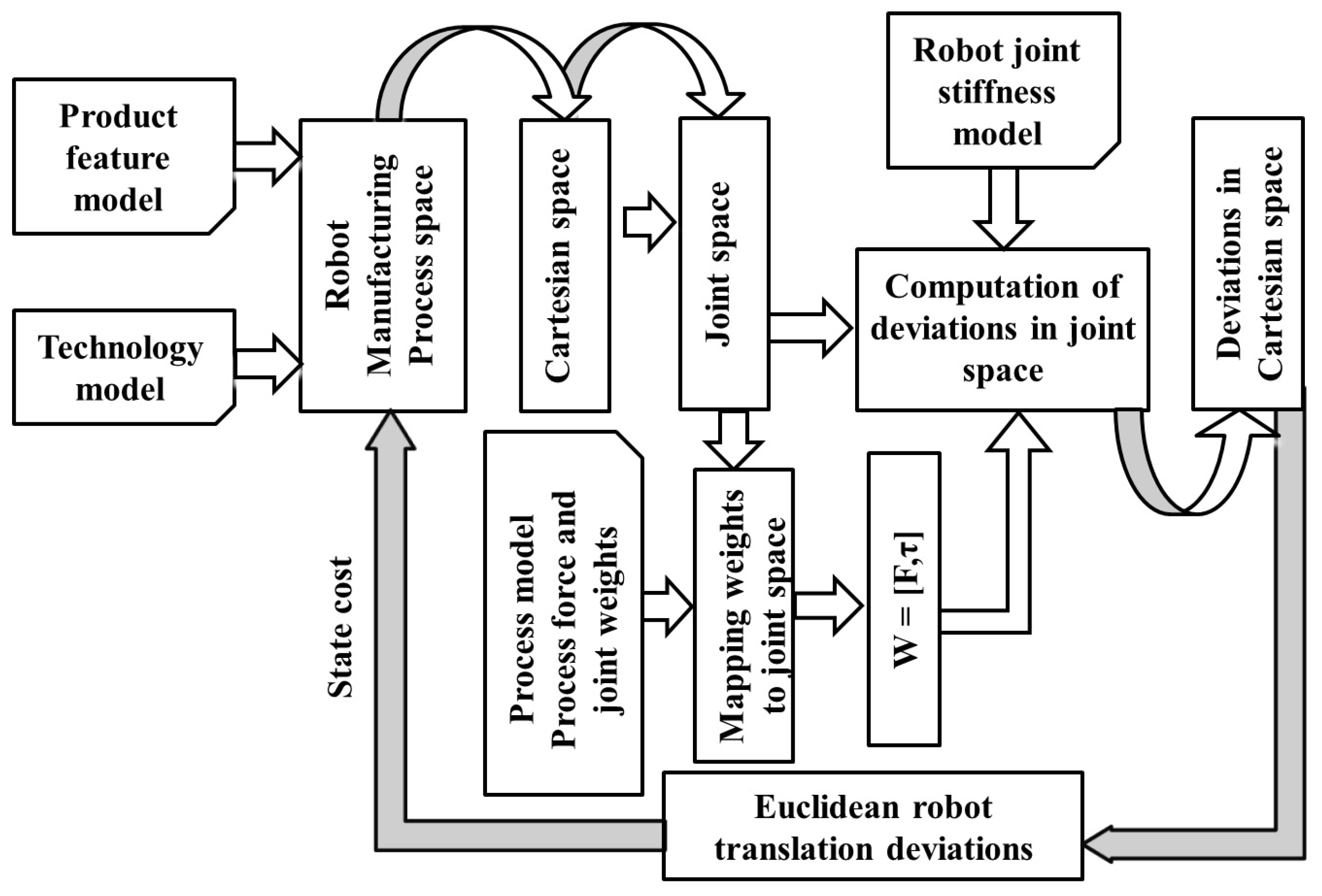
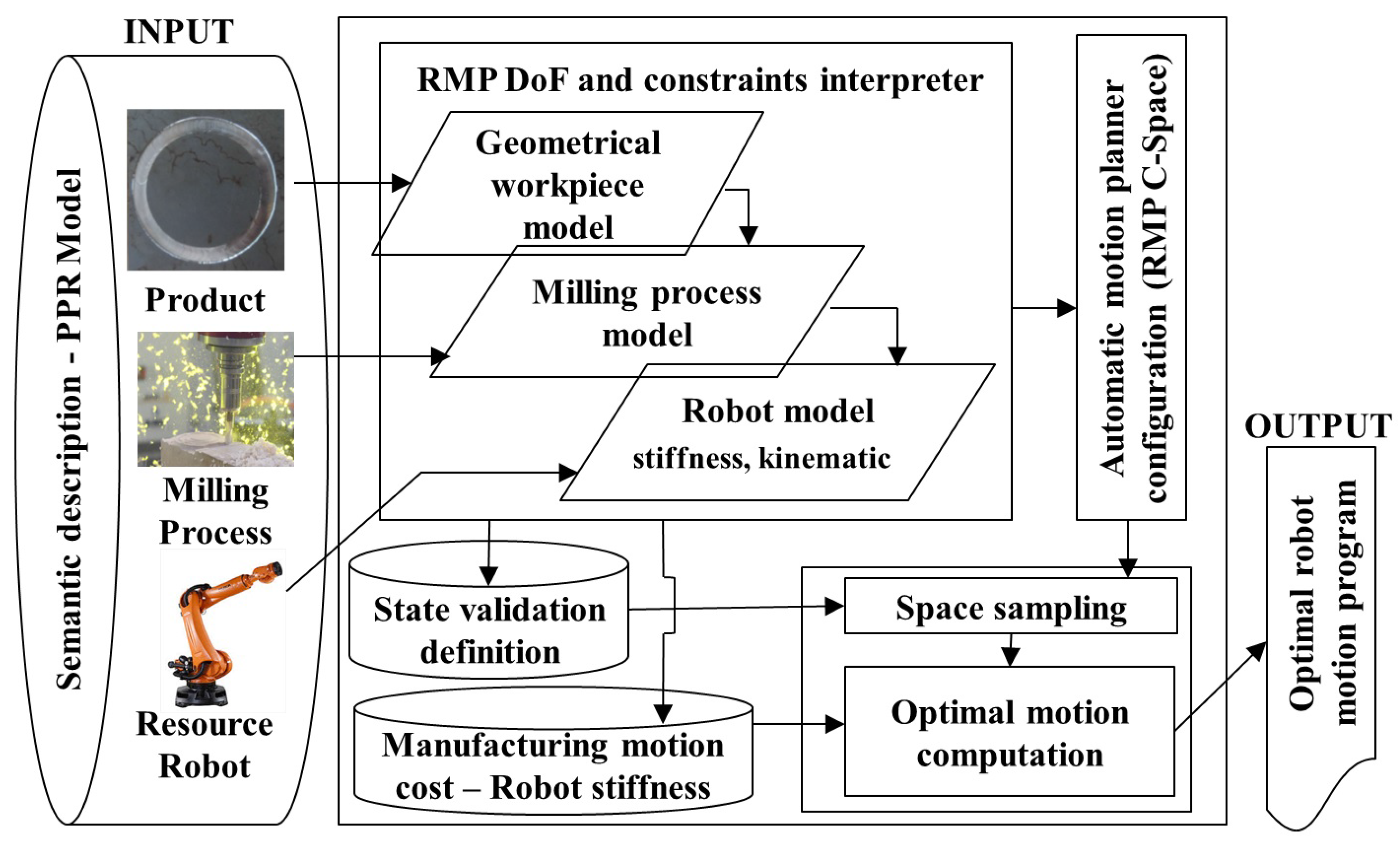
Figure 1 depicts the proposed architecture used in order to solve the stiffness optimization motion problem.
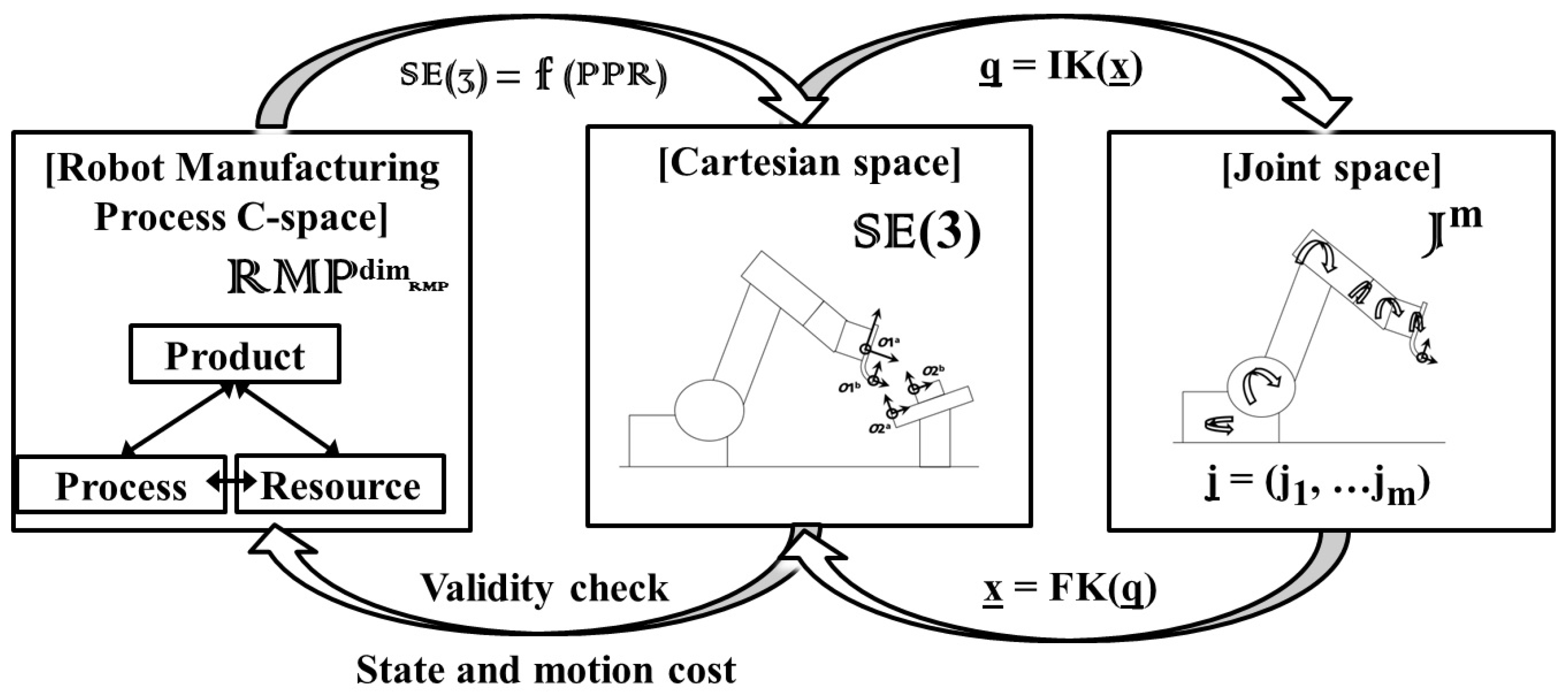
For computing a robot milling motion optimizing the robot stiffness, the approach proposes the simplification of the Cartesian space into a new C-space (denominated by the robot manufacturing process configuration space (), in addition to the Cartesian space (defined as ) and the joint space (notated as ). The functionality of this new space is to relate motions with the product, process and resource components of the robotic milling process.
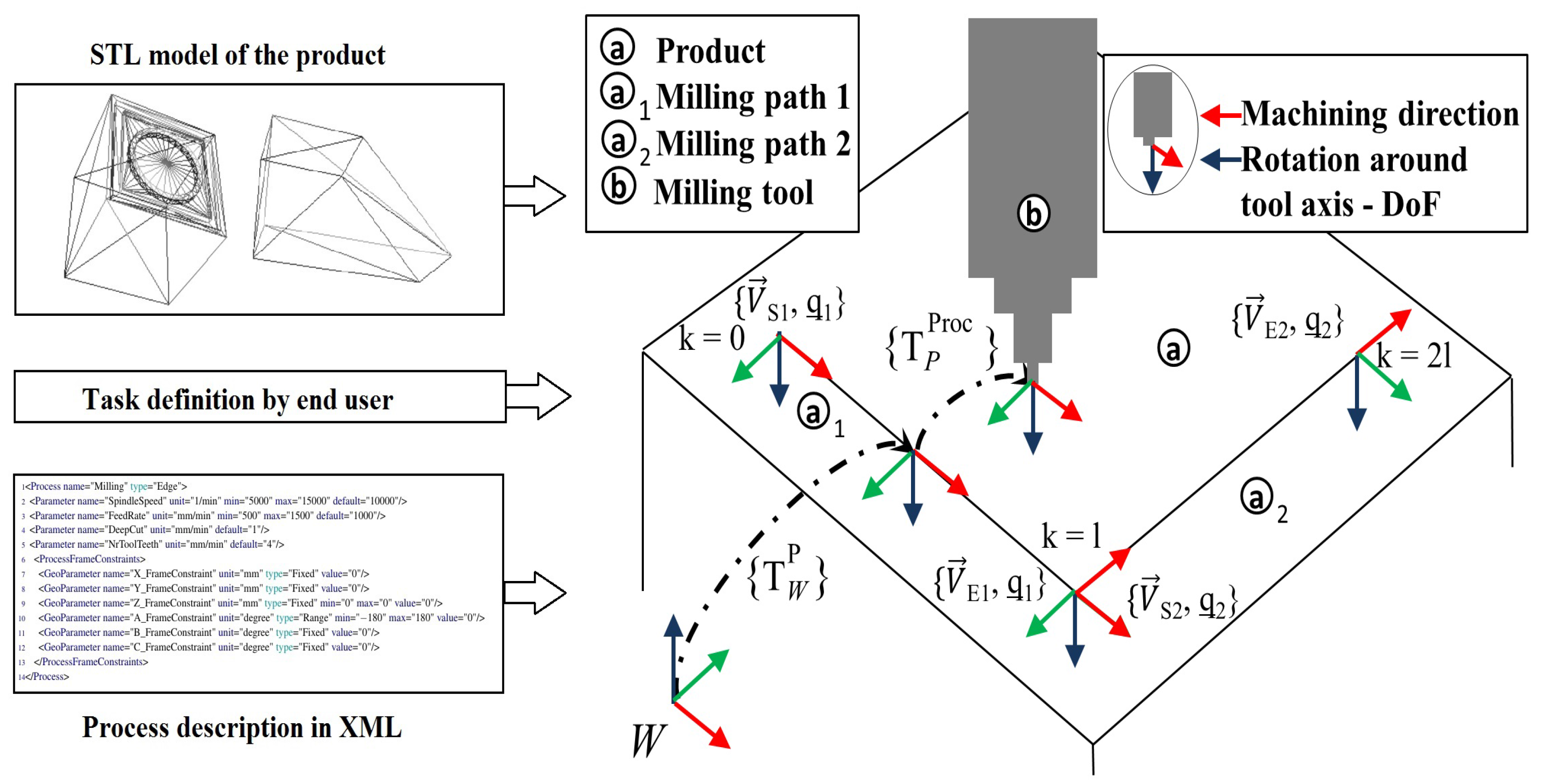
The main goal of the inclusion of this space is the simplification of the manufacturing process. This simplification is achieved by methodologically and automatically transforming the constraint of the product into a DoF and by interrelating it with the DoF of the product, which is specified by the end-user in the semantic description of process parameters and which for this process is the rotation around the tool axis (refer to
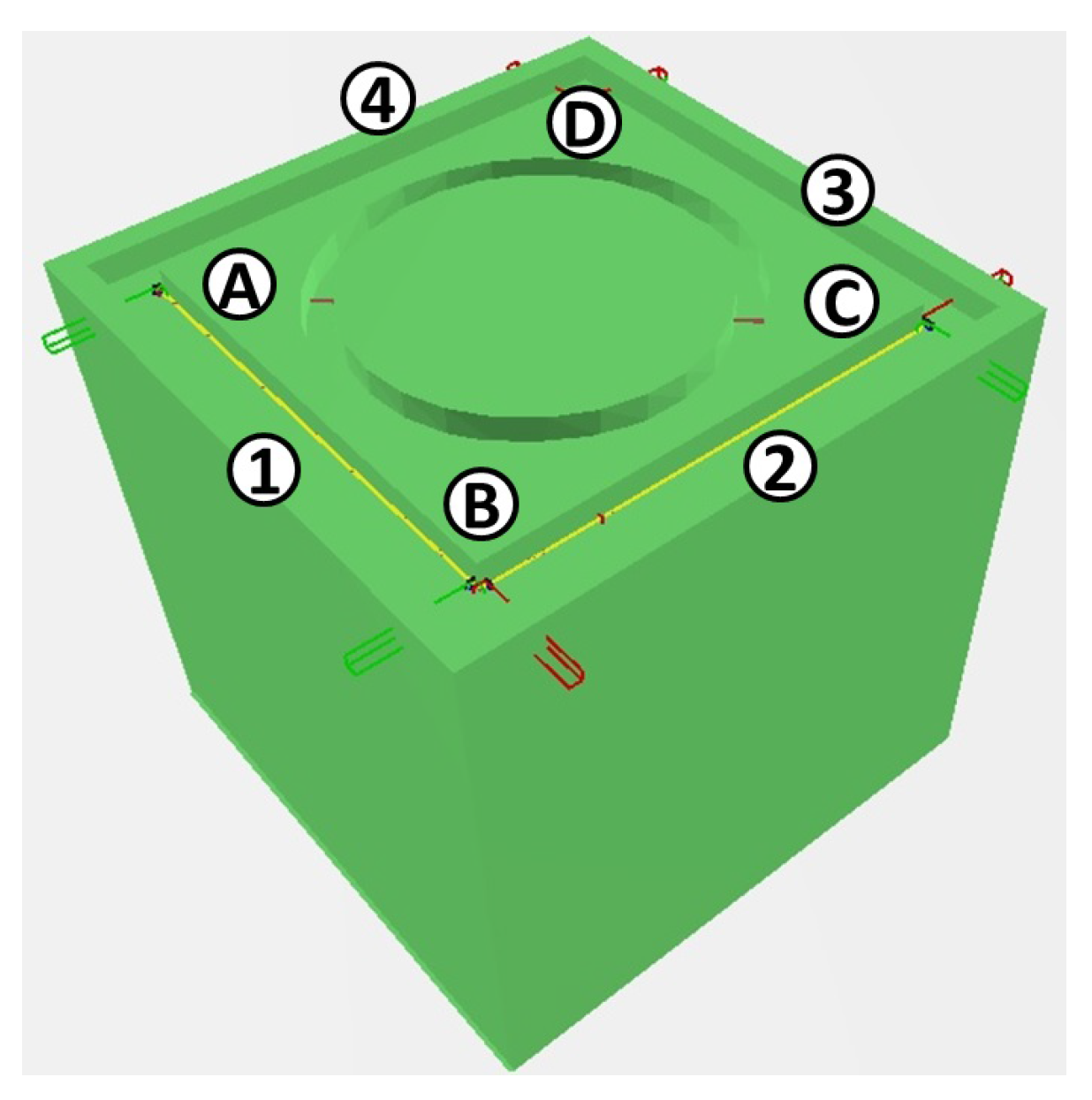
Section 4.2). The constraint of the product for the milling process is the path in which the milling needs to be performed.
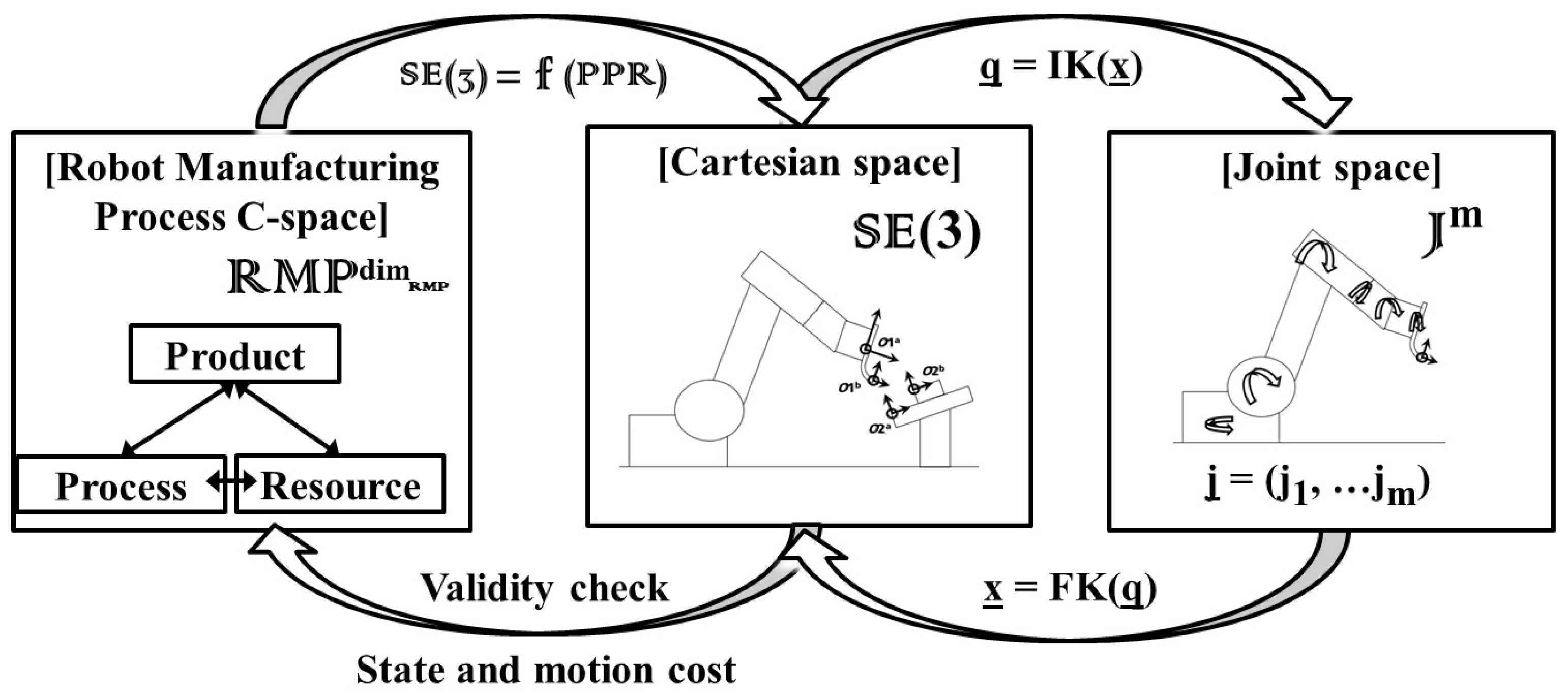
Figure 2 shows the involved spaces in the approach. The simplification of the Cartesian space in relation to the milling process is required in order to reduce the computational requirements of the space sampling process required by the sample-based motion algorithms.
The transformation from the robot manufacturing process configuration space to the Cartesian space is notated as
. This transformation is automatically computed, and its computation is described in detail in
Section 5.1. Thanks to this transformation, the sample-based motion planning algorithm has the option to evaluate the validity of states and motion costs into
, which are retrieved back to the planner for allowing proper and optimal motion planning.
7. Discussion
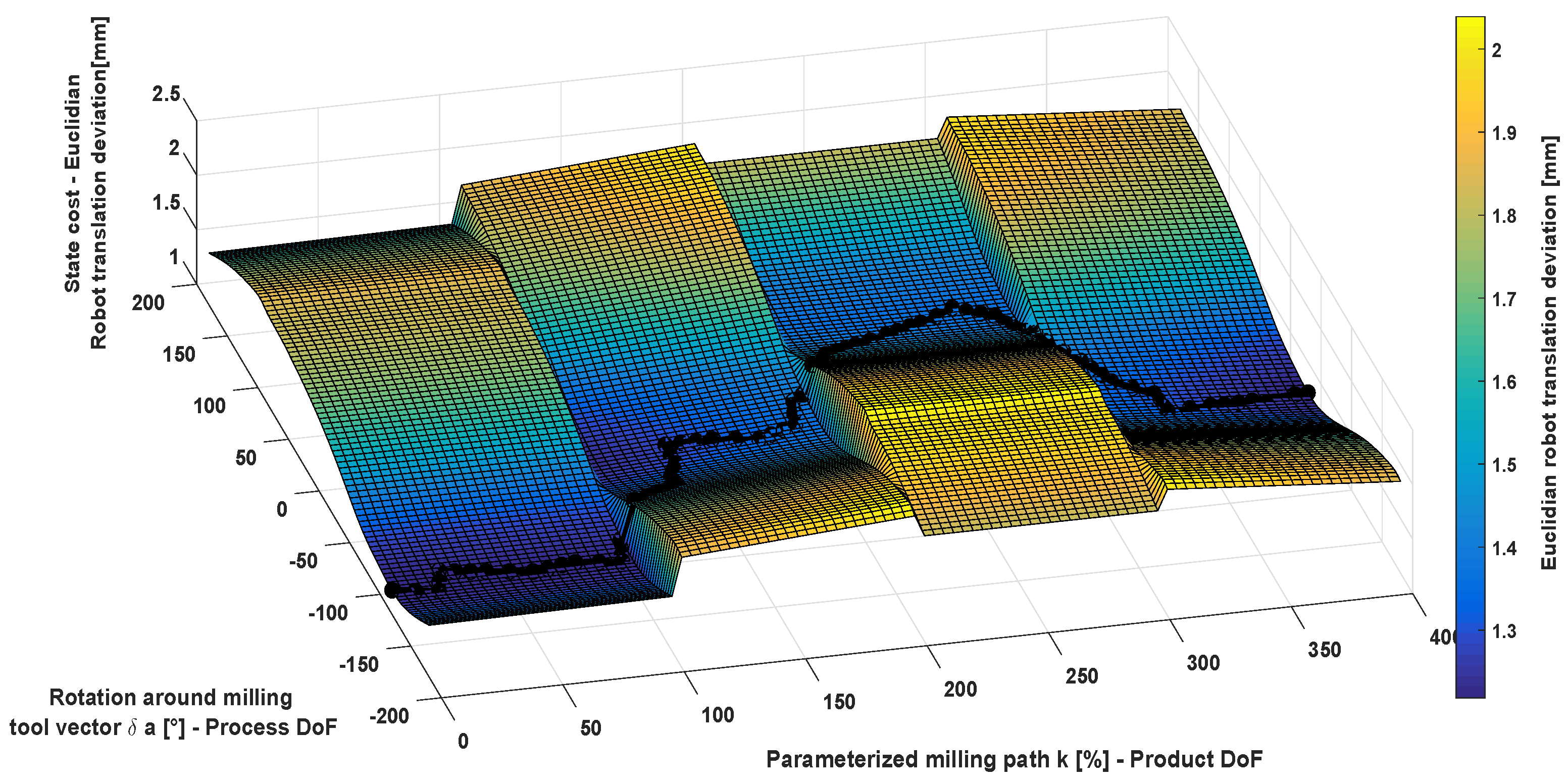
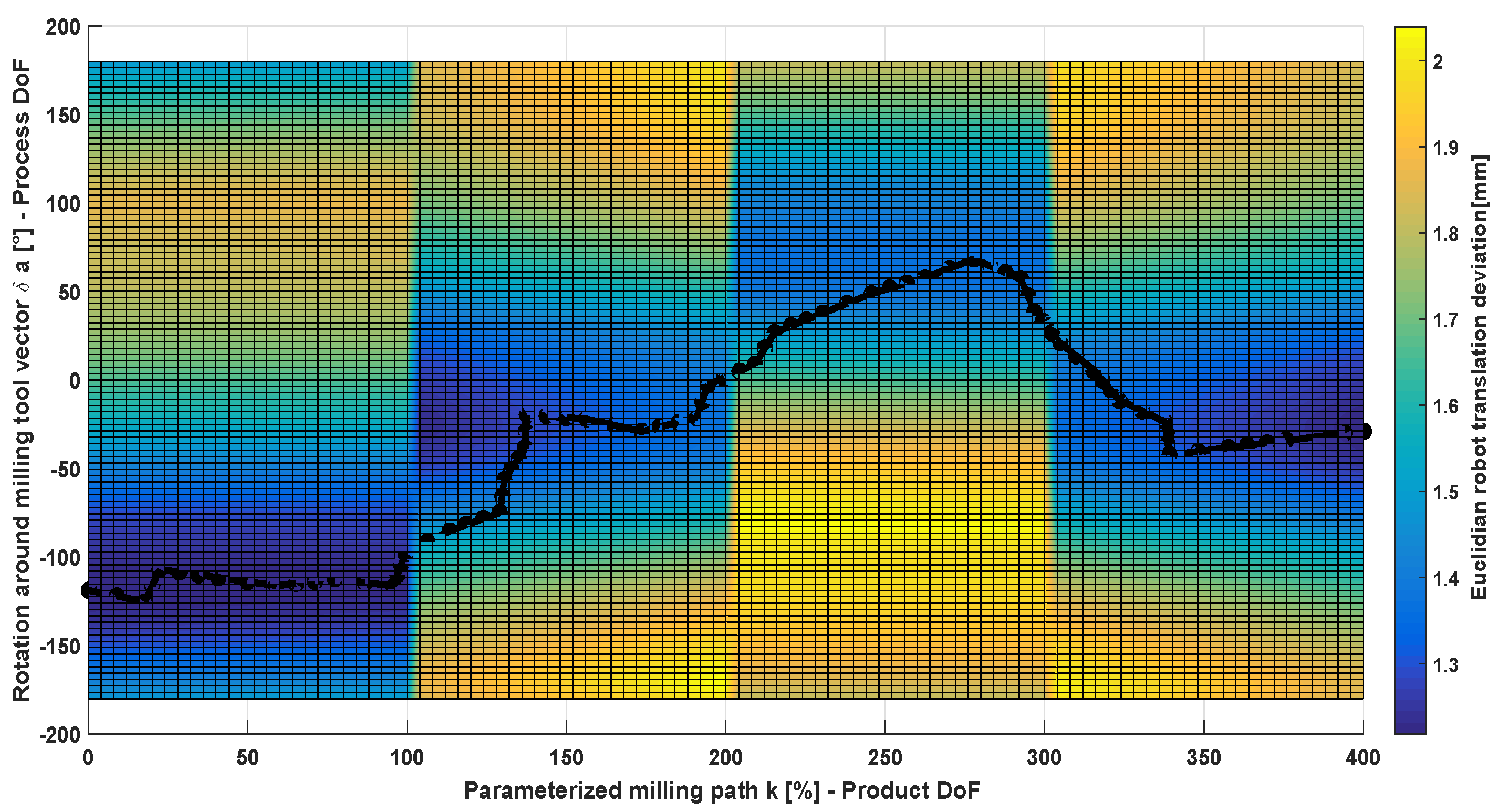
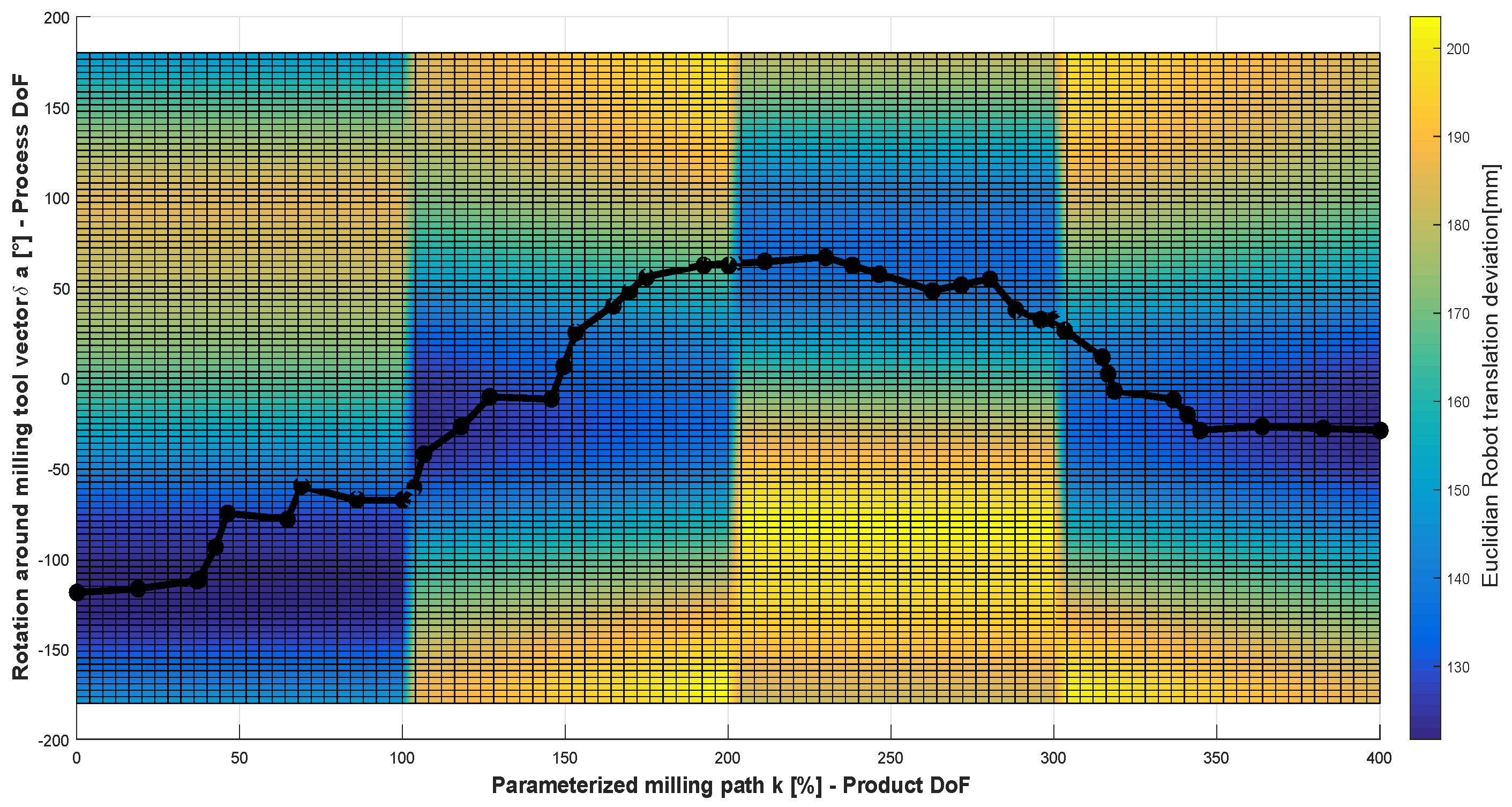
This research contributes with a methodology for interpreting a milling process into a motion problem in which the robot redundancy due to the degree of freedom of the rotation around the milling tool is used for computing an optimal path, using state of the art sample-based motion planning algorithms. The product has been further modeled from its STL file for transforming its constraints into a degree of freedom, which is used in the motion planning phase. Moreover, a semantic description of the milling parameters has been introduced in order to determine the degrees of freedom of the process. Furthermore, the state cost for optimizing stiffness is defined by having as inputs the product and process models and by using the compliance, wrench mapping and the forward and inverse kinematic robot models. The introduction of a simplified space has been also proposed for improving computing performance while using probabilistic planning methods. The automatic procedure for configuring a T-RRT motion planner for optimizing robot stiffness for the milling process has been also introduced.
The presented methodology for the automatic and optimal motion planning problem for the robotic milling motion problem optimizing stiffness has been successfully implemented using state of the art motion planning libraries and tested in simulation. The simulation demonstrates that with the use of the state of the art sample-based motion planning algorithm, transition-based RRT planner, the mechanical work motion cost and the proposed automatic interpretation of the milling process is suitable for being used in CAM environments for optimizing industrial robot motions. Moreover, the approach has demonstrated that the milling process could be methodologically structured and further modeled into the widely-used product, process and resource model, which still has not been used for the planning of robot motions in manufacturing processes. The methodology contributes to the intuitiveness of robot programming and the configurability of robot systems.
Further work requires an exact calibration of robot systems or the compensation using real-time external measuring systems to be able to evaluate in real scenarios the improvements in real machining of the stiffness optimized motion planning. If robot-dependent errors are present, the change in orientations results in undesired deviations, which have not been addressed in this research. Moreover, the methodology and concept could be used in CAM systems integrating validity check functions for approaching, for instance, automatic collision or singularity avoidance. The approach could be also extended to any other machining or manufacturing processes, such as deburring or laser cutting.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}