The Critical Role of Pulp Density on Flotation Separation of Nickel-Copper Sulfide from Fine Serpentine

1
Department of Mineral Engineering, School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
2
Key Laboratory of Hunan Province for Clean and Efficient Utilization of Strategic Calcium-Containing Mineral Resources, Central South University, Changsha 410083, China
*
Author to whom correspondence should be addressed.
Minerals 2018, 8(8), 317; https://doi.org/10.3390/min8080317
Submission received: 6 June 2018
/
Revised: 18 July 2018
/
Accepted: 23 July 2018
/
Published: 26 July 2018
Abstract
:A nickel-copper sulfide system usually coexists with serpentine in deposits. Low nickel-copper recovery and high content of serpentine in concentration adversely affects subsequent metallurgical processes. In this study, test data showed different rheological results at various densities. When the solid ratio of sulfide to serpentine was 1:1, lower pulp density (20 wt %) contributed to better rheological and flotation outcomes. Generally, the addition of SHMP (sodium hexametaphosphate) is beneficial to reduce the amount of serpentine mineral into the concentration as a depressant through changing the surface electrical behavior of serpentine. However, the different dosages of SHMP have little impact on pulp rheology at 40 wt % of slurry, but there is a huge difference on flow property at 20 wt % pulp. The results revealed that rheology, which is caused by pulp density, played a key role in flotation performance. The decline in density (from 40 wt % to 20 wt %) increased the nickel and copper recoveries from 70.7% to 79.5% and 82% to 85.4% respectively in the artificial mixture (1:1). The content of serpentine in concentration decreased by around 20% by using SHMP at the same time.
1. Introduction
In nickel-copper sulfide ore processing, serpentine is a common gangue mineral encountered in complex sulfide ores and can easily cause entrainment during flotation [1]. Large amounts of serpentine in the flotation concentrate reduces the effectiveness of smelting, often resulting in the imposition of smelter penalties on mineral processing companies [2]. The hydrophilic micro-grain serpentine inhibits collector adsorption, and also makes nickel and copper recoveries decrease sharply. Currently, using the Jinchuan nickel mine as an example, the content of serpentine has reached above 46 wt % in natural nickel deposits [3]. Therefore, the decline of serpentine and other silicon-bearing minerals has been a focus of a great deal of research studies. There have been all sorts of solutions to these problems such as: Using various reagents [4,5,6]; doing ultrasonic treatment before the sample is introduced to the flotation cell; and controlling flotation pH or stirring intensely to disperse slime particles of MgO type minerals from the sulfide surfaces [7,8,9].
SHMP is a reagent (also known as a depressant) that is commonly used to disperse the particles in pulp. Previous research studies have shown that SHMP can efficiently disperse the mixed sample of pyrite and serpentine at low-density pulp so it is widely used as a depressant in the cleaning stage for sulfide ore [3]. Many articles have shown that pH is another critical factor that is required to gain good flotation targets [10]. In acidic or alkaline conditions, pentlandite has better floatability than that at around pH 7. Apart from that, Luo and Feng found that pulp density was the most important parameter that influenced the recovery of lead minerals. The came to this conclusion by studying the concentration of collectors, the pulp’s pH, and grinding time. The recovery of lead mineral increased by 20% as pulp density increased from 27% to 50% [11]. Therefore, it seems that the influence of solid-in-density is crucial to the selective separation of sulfide ore and serpentine.
Rheology, which provides much information about the hetero-coagulation between particles, has been extensively used to investigate the particle interactions in slurries of fluorite and quartz [12], galena [13], and clay minerals [14]. Rheological experiments have revealed information about the flow behavior of liquids, which is linked to flotation behavior. It is known that the shear rates in a 120 L flotation cell that is closed to the impeller are around 300 s−1; in the quiescence zone shear rates are well below 20 s−1 with the average shear rate being about 100 s−1 [15]. Shear yield stress and viscosity are essential constants that show the rheological properties [14,16]. The definition of shear stress is the unit of pressure that exerts a force upon a subject. Its unit is Pa. A Large strain results in a sharp deformation, which suggests there is little interaction between mineral particles. The shear yield stress is also referred to as the yield point. A certain amount of force must be applied before the slurry starts to flow. Below the yield point, the structure of the sample remains stable, exhibiting only a very small degree of deformation under force, which flows completely as the force exceeds shear yield stress [17]. From this, rheology is a useful and dynamic measurement to study slurries.
In this study, the effect of pulp density on the separation of nickel-copper sulfide ore and serpentine was examined. The rheological measurements of both minerals and artificially mixed minerals were separately conducted to show the level of aggregation slurries at different densities as well as different particle size data. Flotation tests were conducted at 40 wt % pulp and 20 wt % pulp using SHMP as the depressant and potassium butyl xanthate as the collector. However, it should be noted that decreasing the density of the slurry by 50% will decrease its non-Newtonian nature. Furthermore, this results in a decrease in the plant throughput (tonnage per hour) by 50% and an increase in the water consumption [15].
2. Materials and Methods
2.1. Materials and Reagents
A copper-nickel sulfide ore from Jinping, China, was crushed to a size below 3.5 mm in a laboratory jaw crusher before it was grinded. Next, it was ground in a ceramic pot with ceramic balls to obtain 90% of the particles exceeding 123.8 μm (P90 = 124 μm) for rheological studies and flotation tests. The mineral composition of this ore was analyzed by using a quantitative x-ray diffraction (XRD, Panalytical B.V., Almelo, The Netherlands) (Figure 1a), which indicated that the sample consisted of 80% pyrrhotite, 10% nickel sulfide, 4% copper sulfide etc. The elemental compositions of the nickel-copper sulfide ore are shown in Table 1. It indicates a composition of 6.84% Ni and 37.78% S. Therefore, this ore will be referred to as the “sulfide ore” in this paper. The serpentine sample (purchased from Harbin, China) was ground in a planetary mill in order to obtain 90% of particles smaller than 11.24 μm (P90 = 11.24 μm). Its composition, obtained by XRD (Figure 1b), showed that it was made up of 98% serpentine. Table 2 shows the key elemental composition of the serpentine sample.
Hydrochloric acid (HCl) of an analytical grade was used as the pH regulator. Potassium butyl xanthate and sodium hexametaphosphate (SHMP) were used as the collector and depressant, respectively. Terpenic oil was used as a frother. The dosages of potassium butyl xanthate and terpenic oil in all flotation tests were 1.5 × 10−3 mol/L and 100 mg/L, respectively. Distilled water was used in all the tests.
2.2. Flotation Tests
Micro-flotation tests were conducted on a XFGC flotation machine with a 40 mL cell at 1608 rpm (revolutions per minute). Before the mixed mineral flotation tests, the sulfide ores were processed by ultrasound for 20 min and the supernate was discarded after sedimentation. Then, the mineral pulp was prepared by adding various weights of processed sulfide and serpentine samples to the cell with distilled water. The addition of serpentine (50 wt %) was decided according to its content in the actual minerals taken from a concentrating mill in Jinchuan, China. The pH was adjusted by adding HCl within 3 min. During the flotation, the concentration was collected after cumulative times of 2, 4, 6, 8, and 10 min.
To investigate how the flotation was affected by the pulp density of a single mineral and the mixture of sulfide and serpentine, sulfide and serpentine slurries (5–40 wt % of the total solid by weight) and artificial mixtures (1:1) were prepared.
2.3. Rheology Measurements
The rheological properties were measured in shear yield stress by the control shear stress (CSS) mode while the viscosity was measured by the control shear rate (CSR) mode. Shear yield stress is a measure of the resistance of the pulp to the permanent deformation in shear (or the minimum stress needed for the occurrence of flow). The yield stress of the flotation pulp is an indicative parameter of the particle interactions between different minerals. Furthermore, the yield stress has been proven to be the level of aggregation (or dispersion) in the mineral pulp [12].
Rheology measurements were conducted using an Anton Paar MCR102 rheometer (Anton Paar, Shanghai, China) and a vane impeller probe, which can simulate the flotation tests. A 38 cm3 sample cup (diameter = 27 mm) and an impeller (diameter = 24 mm) with six outer blades were used. Each rheology measurement required 40 mL of the slurry sample, which was poured from the agitating flotation cell into the sample cup. Therefore, the pH of all the rheology measurements was maintained at about 9.5 corresponding to the flotation tests. The gap between the inner rotor and bottom of the cup reached about 0.1 mm or less before the tests were started.
The measurement procedures involved the following steps: (1) pre-shearing of the slurry for 60 s at 300 s−1; (2) stabilization of the slurry for 10 s at 0 s−1; and (3) measurement of shear strain with increasing shear stress and measurement of viscosity with rising shear rate.
To obtain accurate and stable experimental results, measurements were repeated at least three times. Rheograms were designed with the shear stress limited to 0.01–20 Pa and the shear rate limited to 0–400 s−1. Meanwhile, all rheological measurements were conducted at an ambient temperature of around 25 °C.
2.4. Zeta Potential Measurements
Zeta potential measurements were conducted using a Coulter Delsa440sx Zeta analyzer instrument (Malvern, Melvin, UK) with 1 × 10−3 mol/L KCl as the background electrolyte solution. A 0.03 g mineral sample (–2 μm) was dispersed in a 40 mL electrolyte solution using a stirrer. HCl and NaOH were used to adjust the pH. Flotation reagent was added at a desired density and conditioned for 10 min. After standing for 5 min, the supernatant liquid was sucked out for measurement. At least three measurements were made for each experimental condition. The average value and the standard deviation were calculated.
3. Results
3.1. Rheological Results
3.1.1. Single Sulfide and Serpentine with Different Densities
The rheological measurements of sulfide ore and serpentine with different densities at a pH of 9.5 are shown in Figure 2. Figure 2a shows that the strains of sulfide were large and similar to the 5 wt % to 30 wt % pulp densities, which meant that they all showed huge deformation throughout the tests. Therefore, single sulfide particles could be broken down into their structure by exerting slight stress. However, the single serpentine showed obvious differences in the amount of shear yield stress that was located from 0 Pa to 9.21 Pa, as shown in Figure 2b. Compared with different densities, with an increase in the solid proportion of fine serpentine, the records of its shear yield stress increased. The shear yield stress was as high as 9.21 Pa when its solid ratio reached 30 wt %. At high density, Ancey and Jorrot also found that the yield stress sharply increased and approached an infinity value when the solid density reached its maximum value. Under these conditions, fine particles were surrounded by each other as colloidal particles [18]. Figure 2c presents the apparent viscosity values as a function of the sulfide ore and serpentine density. In this study, an apparent viscosity of 100 s−1 was chosen because this was the average shear rate value in a flotation cell [19]. As can been seen, pulp density had little impact on the sulfide ore as well as the yield stress and the viscosity. This indicated that most of the sulfide particles were dispersed in the pulp. As the serpentine mineral density increased, so did the yield stress and the apparent viscosity. For example, serpentine minerals have varying morphologies such as plate and fibrous types [20]. Its special structure resulted in a higher viscosity than that of the sulfide ore. Furthermore, Patra also studied the rheological impact caused by fibrous serpentine. Viscous pulp has been proposed to result from the entanglement of fibrous minerals and further formation of large networks. Therefore, the plate and fibrous structure of serpentine plays a vital role in its rheological behavior [21].
3.1.2. The Hetero-Coagulation between Sulfide and Serpentine in Pulp
For the sulfide-serpentine mixture, Feng showed that aggregates could be caused by electrostatic attraction [1]. Figure 3a shows that the serpentine had an ISO-electric point (IEP) of a pH of 10.8. The zeta potential of serpentine was positive with a pH value range of 2–10.8. The IEP of sulfide ore was around a pH of 3, and the surface of the sulfide was negatively charged in the pH value range of 3–12. In this study, which used a pH of 9.5, positively charged, fine serpentine particles could easily attach to the surface of the negatively charged sulfide ore.
When the total pulp density ranged from 5 wt % to 40 wt % and the solid ratio by weight of sulfide to serpentine was 1:1, the shear yield stress in Figure 3b increased with the increase of total pulp density. A comparison of Figure 2a and Figure 3b revealed that the addition of serpentine influenced the flow behavior of a single sulfide ore. As the pulp density reached 30 wt %, the values increased from 0 Pa in the single sulfide ore to 0.659 Pa in the ore-serpentine mixture (1:1). Apparent viscosity values of the mixture in Figure 3c were located between the ore and the serpentine (Figure 2c) and increased steadily throughout the pulp density. According to the changes in yield stress and apparent viscosity, the replacement of sulfide ore by fine serpentine increased the fineness of the solid in the slurries. Therefore, the mutual interaction raised was expected. This indicates that the serpentine-sulfide aggregates are much more difficult to break than the single sulfide ore. Therefore, they will create stronger friction when the sample starts flowing if the shear yield stress and viscosity are high enough from the addition of serpentine at a higher density, and the mobility of the mixture of the sulfide ore and serpentine will deteriorate.
3.1.3. The Hetero-Coagulation between Sulfide and Serpentine in Pulp with Depressant
Sodium hexametaphosphate (NaPO3)6 is a kind of long-chain inorganic salt; a spiral chain polymer derived by polymerization from numerous basic structural units. It can be expressed as (NaPO3)n, where n ranges from 20–100. SHMP has a good capacity for complexation with metal ions (including calcium, magnesium and other metal ions) to generate soluble complexes.
It could be seen in Figure 4a that SHMP caused significant change in the zeta potential of serpentine which changed from a positive to negative value. In contrast, the sulfide ore had no obvious change. The main reason is that some magnesium ions are dissolved from serpentine by SHMP, and the reactions may occur as follows:
The magnesium on the surface of the serpentine dissolved significantly in the SHMP solution used as a depressant. As negative charges increased with the decrease in the amount of magnesium ions on the surface of the serpentine, the electrical property of serpentine changed. It is difficult to form hetero-coagulation between the sulfide ore and serpentine since they all have negative potentials. Based on other articles, the change in the superficial electrical property of serpentine is an important mechanism of dispersal for the sulfide-serpentine ore [22].
In order to simulate the actual industrial flotation tests of sulfide-serpentine ore, rheological studies were investigated at 40 wt % (roughing stage) and 20 wt % (cleaning stage) pulp densities. In Figure 4c, the rheological values had no obvious change after the depressant at 40 wt % pulp was added while the shear yield stresses were all around 3.109 Pa. A comparison to Figure 4c revealed that a lower solid density resulted in smaller shear yield stress. Discrepancy caused by different reagent dosages was apparent under these conditions. Higher density meant more particles in a certain volume. 240 mg/L of SHMP was not enough to react with these serpentine particles at 40 wt % pulp, and so the serpentine was hardly dispersed which changed the rheological results. The 20 wt % pulp had better dispersal. For instance, when the 240 mg/L of SHMP was added, the shear yield stress disappeared, indicating that the dispersibility improved between the sulfide and the serpentine. Figure 4d shows the apparent viscosity values as a function of SHMP dosage at two different densities. The pulp density had a strong effect on apparent viscosity. For instance, the mixture with 120 mg/L SHMP at a 40 wt % density produced an apparent viscosity of over three times higher than that of the 20 wt % density at the same reagent dosage. Therefore, this suggested better rheological results at 20 wt % slurries as compared with those at 40 wt %.
3.2. Nickel and Copper Flotation
Ten flotation tests were conducted using mixtures of both nickel-copper sulfide ore and serpentine as a function of SHMP. The results are presented in Figure 5. As shown in Figure 5, 70% nickel recovery was obtained from the mixture without adding any SHMP at 40 wt % of pulp. When the SHMP dosage increased, the recovery of nickel grew slightly and then decreased. This was the same for copper. It also showed some similarities in response to the addition of SHMP at 20 wt % slurries. As a result, a high dosage of SHMP slightly deteriorated the nickel and copper recovery. However, a small amount of SHMP could increase their recovery. Curves were compared in conditions at 40 wt % with 20 wt % where recoveries of nickel and copper at 20 wt % density were higher than nickel and copper recoveries of 40 wt % density As an example, Cu recovery increased from 70% to 82% when the pulp density decreased from 40 wt % to 20 wt % with 120 mg/L SHMP.
3.3. Entrainment Analysis
Although the gaps between nickel and copper recovery from the flotation of the ore-serpentine mixture (40 wt % and 20 wt %) were controlled within 15%, as shown in Figure 5, silicon recovery significantly changed mainly due to pulp density as well as the dosage of SHMP. Figure 6 shows the silicon recovery as a function of SHMP dosage from the flotation tests. The addition of SHMP to the serpentine-sulfide ore system sharply changed the flotation response by dropping the silicon recoveries from 54.9% to 29.4% at 40 wt % density, and 17.2% to 4.7% at 20 wt % density, respectively. Most importantly, the 20 wt % slurries showed lower silicon recovery than the 40 wt % slurries, indicating that there was less serpentine in the sulfide concentration. A high content of serpentine caused by the problem of fine gangue-like serpentine in ores dispersed in solution was easily recovered by entrainment into concentrated products. The trend of silicon in Figure 6 was well correlated to the flotation outcomes; the lower the silicon recovery, the less entrainment and the better flotation.
3.4. Particle Size of Sulfide–Serpentine Mixture at Two Pulp Densities
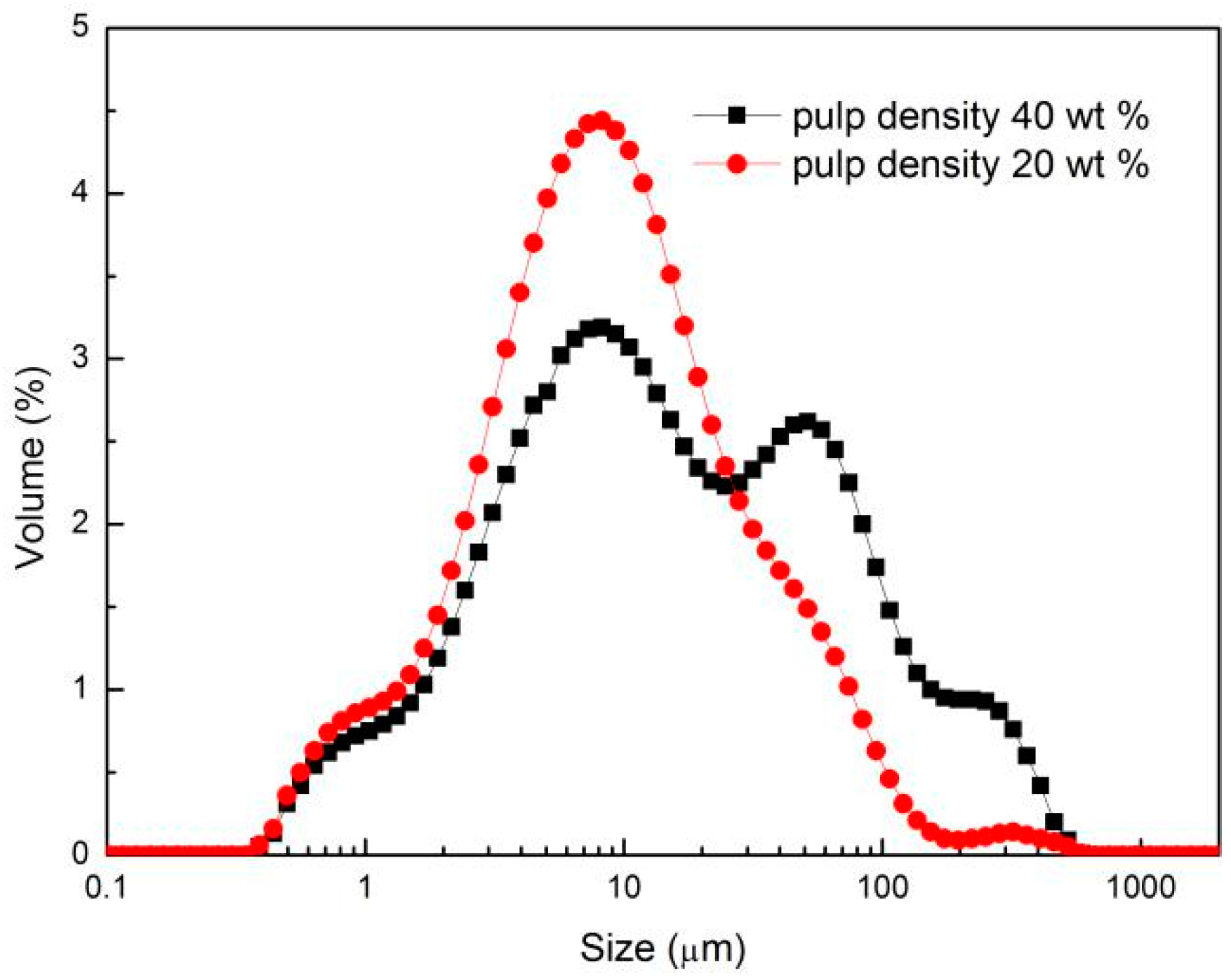
From the zeta-potential measurement shown in Figure 3a, the mixture of sulfide ore and serpentine could form hetero-coagulation. To display the particles interaction, the particle size distribution results in Figure 7 showed the size of serpentine-sulfide ore (1:1) at the 40 wt % and 20 wt % densities at a pH of 9.5. The different in size between each of them was tested. The 20 wt % particles had a small volume percentage, which meant that it had less big-size particles. By contrast, the particles tested in the 40 wt % pulp occupied a higher proportion than that of the 20 wt % in the size range of 30–400 μm, thereby proving the results from the rheological and flotation results. Therefore, aggregation in 40 wt % pulp was more apparent and serious than in 20 wt % pulp.
4. Conclusions
The rheology and flotation of nickel-copper sulfide ore and serpentine was investigated on a laboratory scale. The effect of density on rheological parameters including shear yield stress, viscosity, and depressant (SHMP) dosage were studied. The following primary conclusions were made from the experimental results:
- (1)
- Serpentine can influence the rheology of pulp directly. For instance, the pulp viscosity and shear yield stress showed a constant rise as the total pulp density increased.
- (2)
- There exists strong hetero-coagulation between the sulfide ore and serpentine, which has a detrimental effect on the flotation separation.
- (3)
- SHMP, as a depressant, can efficiently promote the recovery of nickel-copper sulfide ore and can depress serpentine into a concentration at a low density.
- (4)
- Low density can weaken the aggregation and reduce the entrainment of the sulfide-serpentine ore.
At the same time, the flotation results of the mixed binary minerals showed that the pulp density exerted little influence on the nickel and copper grades. Furthermore, the grade of silicon decreased from 23% to 12% as pulp density dropped from 40 wt % to 20 wt %. The problem of the serpentine being dispersed in the solution and being easily recovered into concentration products can be improved by the dropping pulp density. This is one serious problem in the industrial sulfide flotation. All the results prove that a lower slurry density is beneficial for flotation performance. Moreover, it should be noted that decreasing the density by 50 percent may result in a decrease in plant throughput (tonnage per hour) of 50 percent.
Author Contributions
Y.G. designed the experiment and wrote this paper; G.Z. analyzed the data, was involved in the discussion of the results, and approved reading the manuscript; M.W. and D.L. completed the experiments and recorded the data.
Funding
This research received no external funding.
Acknowledgments
This work was financially supported by the Major State Basic Research Development Program of China (973 Program), the Innovation Driven Plan of Central South University (Grant No. 2015CX005), the key Laboratory of Hunan Province for Clean and Efficient Utilization of Strategic Calcium-containing Mineral Resources (No. 2018TP1002) and the Fundamental Research Funds for the Central Universities of Central South University (project No. 2018zzts791).
Conflicts of Interest
The authors declare no conflict of interest.
References
- Feng, B.; Feng, Q.; Lu, Y. A novel method to limit the detrimental effect of serpentine on the flotation of pentlandite. Int. J. Miner. Process. 2012, 114, 11–13. [Google Scholar] [CrossRef]
- Beattie, D.A.; Huynh, L.; Kaggwa, G.B.N. The effect of polysaccharides and polyacrylamides on the depression of talc and the flotation of sulphide minerals. Miner. Eng. 2006, 19, 598–608. [Google Scholar] [CrossRef]
- Feng, B.; Wang, P.; Lu, Y. Role of sodium hexametaphosphate in flotation of a nickel ore. Physicochem. Prob. Miner. Process. 2016, 52, 170–181. [Google Scholar]
- Zhang, C.; Liu, C.; Feng, Q. Utilization of N-carboxymethyl chitosan as selective depressants for serpentine on the flotation of pyrite. Int. J. Miner. Process. 2017, 163, 45–47. [Google Scholar] [CrossRef]
- Zhou, X.; Feng, B. The effect of polyether on the separation of pentlandite and serpentine. J. Mater. Res. Technol. 2015, 4, 429–433. [Google Scholar] [CrossRef]
- Feng, B.; Feng, Q.; Lu, Y. The effect of conditioning methods and chain length of xanthate on the flotation of a nickel ore. Miner. Eng. 2012, 39, 48–50. [Google Scholar] [CrossRef]
- Kang, W.; Xun, H.; Hu, J. Study of the effect of ultrasonic treatment on the surface composition and the flotation performance of high-sulfur coal. Fuel Process. Technol. 2008, 89, 1337–1344. [Google Scholar] [CrossRef]
- Feng, B.; Lu, Y.; Luo, X. The effect of quartz on the flotation of pyrite depressed by serpentine. J. Mater. Res. Technol. 2015, 4, 8–13. [Google Scholar] [CrossRef]
- Alvarez-silva, M.; Uribe-salas, A.; Waters, K.E. Zeta potential study of pentlandite in the presence of serpentine and dissolved mineral species. Miner. Eng. 2016, 85, 66–71. [Google Scholar] [CrossRef]
- Cruz, N.; Peng, Y.; Wightman, E. The interaction of pH modifiers with kaolinite in copper-gold flotation. Miner. Eng. 2015, 84, 27–33. [Google Scholar] [CrossRef]
- Luo, X.; Feng, B.; Wong, C. The critical importance of pulp concentration on the flotation of galena from a low grade lead-zinc ore. J. Mater. Res. Technol. 2016, 5, 131–135. [Google Scholar] [CrossRef]
- Zhang, G.; Gao, Y.; Chen, W. The role of water glass in the flotation separation of fine fluorite from fine quartz. Minerals 2017, 7, 157. [Google Scholar] [CrossRef]
- Prestidge, C.A. Rheological investigations of galena particle interactions. Colloid Surf. A Physicochem. Eng. Aspects 1997, 126, 75–83. [Google Scholar] [CrossRef]
- Zhang, M.; Peng, Y. Effect of clay minerals on pulp rheology and the flotation of copper and gold minerals. Miner. Eng. 2015, 70, 8–13. [Google Scholar] [CrossRef]
- Cruz, N.; Peng, Y. Rheology measurements for flotation slurries with high clay contents—A critical review. Miner. Eng. 2016, 98, 137–150. [Google Scholar] [CrossRef]
- Cruz, N.; Peng, Y.; Wightman, E. Interactions of clay minerals in copper-gold flotation: Part 2—Influence of some calcium bearing gangue minerals on the rheological behaviour. Int. J. Miner. Process. 2015, 141, 51–60. [Google Scholar] [CrossRef]
- Mezger, T.G. The Rheology Handbook; Vincentz Network: Hanover, Germany, 2006. [Google Scholar]
- Ancey, C.; Jorrot, H. Yield stress for particle suspensions within a clay dispersion. J. Rheol. 2001, 45, 297–319. [Google Scholar] [CrossRef]
- Ralston, J.; Fornasiero, D.; Grano, S. Reducing uncertainty in mineral flotation—Flotation rate constant prediction for particles in an operating plant ore. Int. J. Miner. Process. 2007, 84, 89–98. [Google Scholar] [CrossRef]
- Hess, H.H. Problem of serpentinization and origin of certain chrysotile asbestos Talc and Soapstone deposits. Econ. Geol. 1933, 28, 634–657. [Google Scholar] [CrossRef]
- Patra, P.; Bhambhani, T.; Nagaraj, D.R. Impact of pulp rheological behavior on selective separation of Ni minerals from fibrous serpentine ores. Colloid Surf. A Physicochem. Eng. Aspects 2012, 411, 24–26. [Google Scholar] [CrossRef]
- Lu, Y.P.; Zhang, M.Q.; Feng, Q.M. Effect of sodium hexametaphosphate on separation of serpentine from pyrite. Trans. Nonferr. Met. Soc. China 2011, 21, 208–213. [Google Scholar] [CrossRef]
Figure 1.
XRD spectrums of: (a) sulfide ore and (b) serpentine mineral.
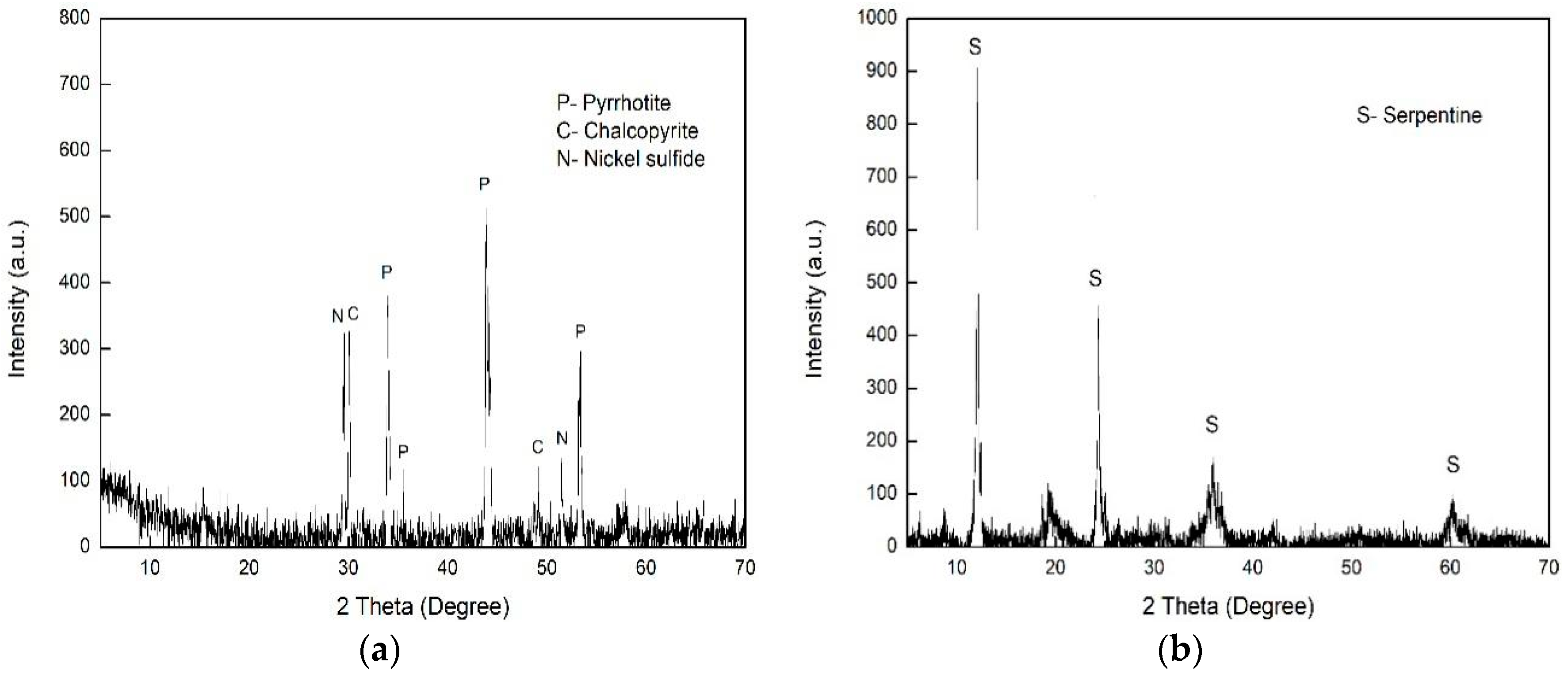
Figure 2.
Comparison of shear stress vs. shear strain curves between: (a) single sulfide; (b) serpentine with different pulp densities; and (c) apparent viscosity as a function of pulp density at the shear rate of 100 s−1.
Figure 2.
Comparison of shear stress vs. shear strain curves between: (a) single sulfide; (b) serpentine with different pulp densities; and (c) apparent viscosity as a function of pulp density at the shear rate of 100 s−1.
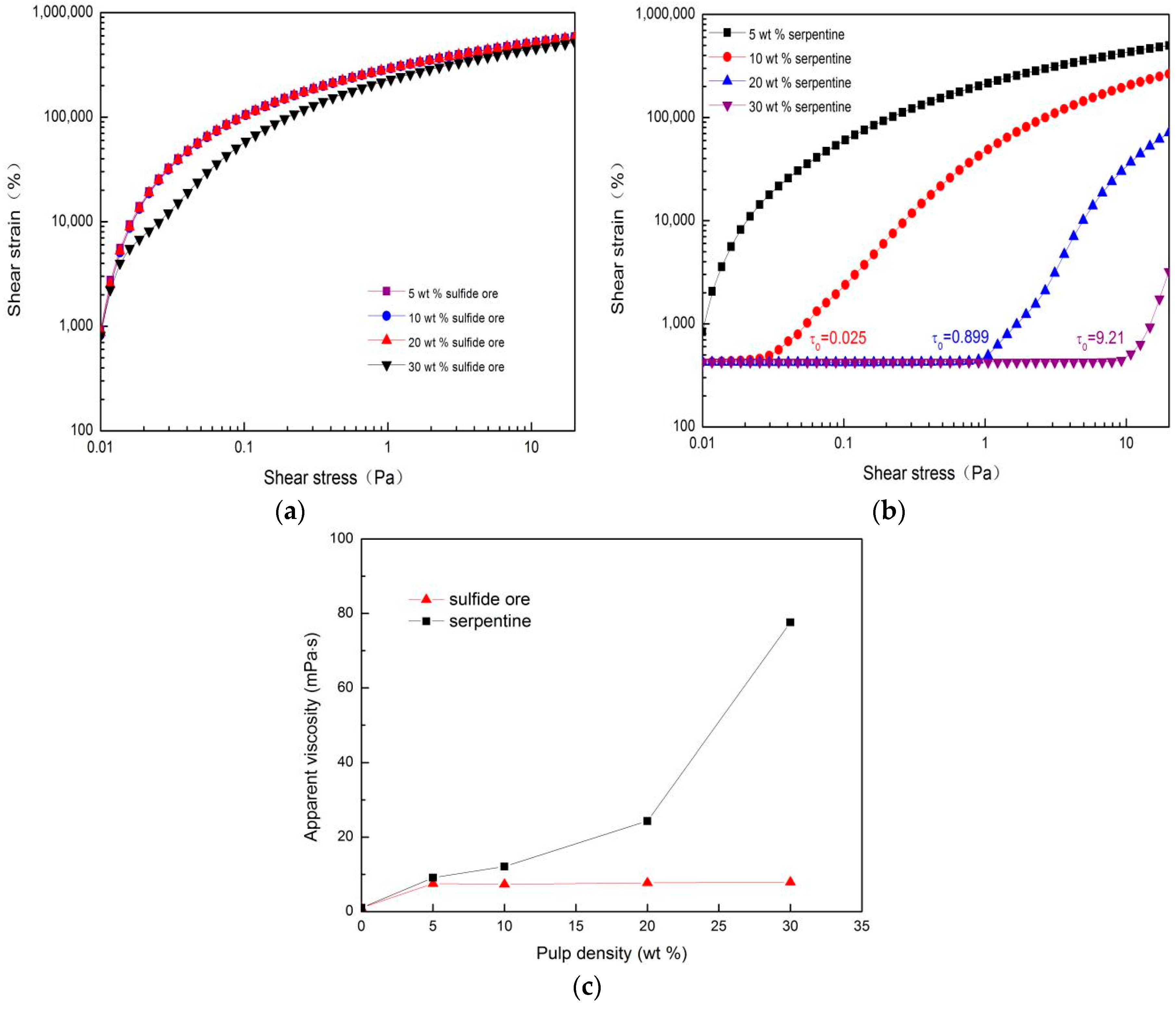
Figure 3.
Zeta potential of minerals as a function of: (a) pH; (b) the shear stress vs. shear strain; (c) apparent viscosity of mixture at the shear rate of 100 s−1 for both the sulfide ore and serpentine (1:1) at different total solid density from 5 wt % to 40 wt %.
Figure 3.
Zeta potential of minerals as a function of: (a) pH; (b) the shear stress vs. shear strain; (c) apparent viscosity of mixture at the shear rate of 100 s−1 for both the sulfide ore and serpentine (1:1) at different total solid density from 5 wt % to 40 wt %.

Figure 4.
Effect of SHMP (sodium hexametaphosphate) on the: (a) Minerals zeta potential; (b) the shear strain values as a function of shear stress for the mixture of sulfide ore and serpentine at 40 wt %; (c) 20 wt % densities; and (d) their apparent viscosity with different depressant dosages at 100 s−1.
Figure 4.
Effect of SHMP (sodium hexametaphosphate) on the: (a) Minerals zeta potential; (b) the shear strain values as a function of shear stress for the mixture of sulfide ore and serpentine at 40 wt %; (c) 20 wt % densities; and (d) their apparent viscosity with different depressant dosages at 100 s−1.

Figure 5.
Effect of SHMP dosage on nickel and copper recovery at 40% and 20% pulp densities of flotation slurries (50 wt % sulfide ore-50 wt % serpentine).
Figure 5.
Effect of SHMP dosage on nickel and copper recovery at 40% and 20% pulp densities of flotation slurries (50 wt % sulfide ore-50 wt % serpentine).
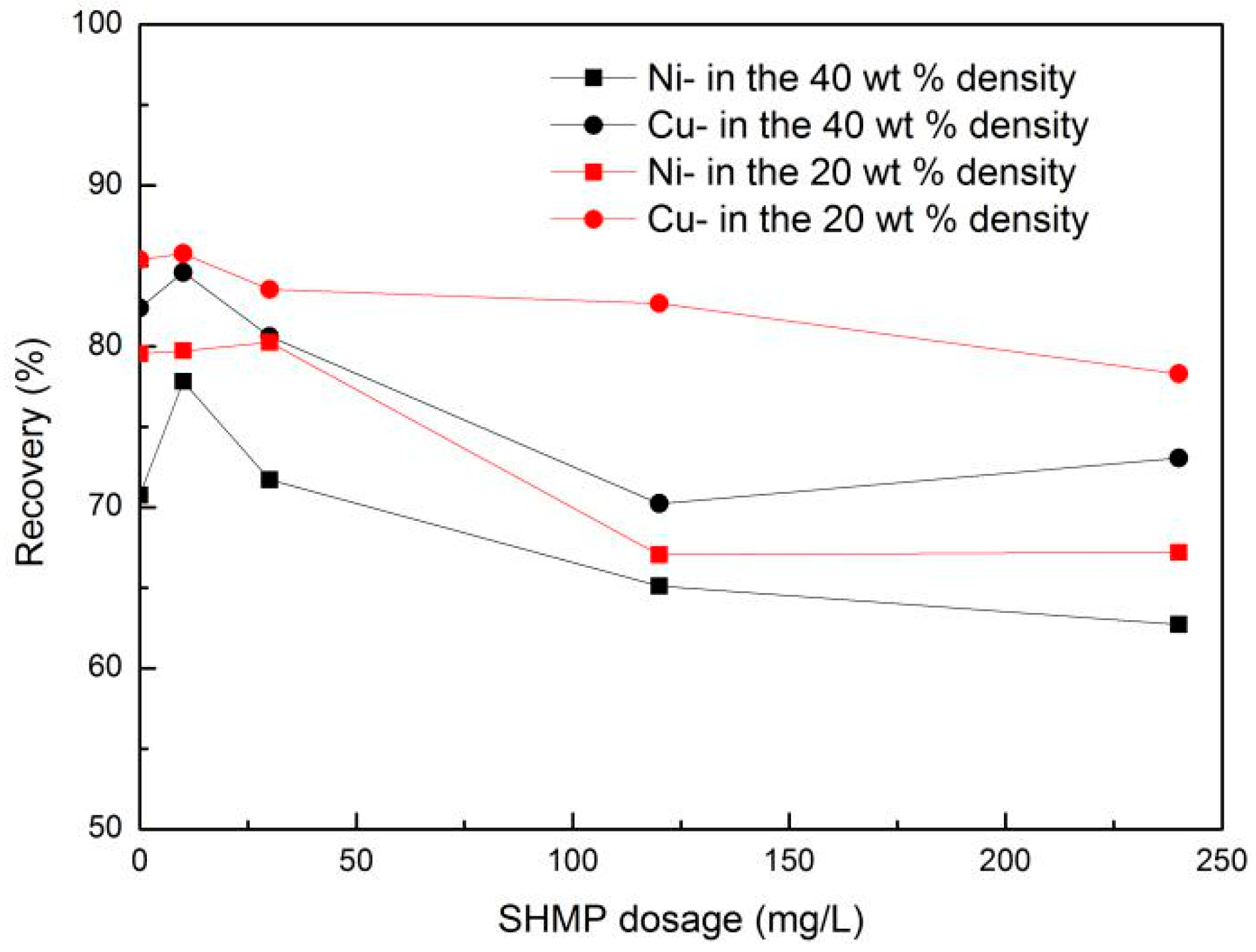
Figure 6.
The silicon recovery for serpentine-ore flotation using SHMP at 40 wt % and 20 wt % pulp densities (50 wt % sulfide ore-50 wt % serpentine).
Figure 6.
The silicon recovery for serpentine-ore flotation using SHMP at 40 wt % and 20 wt % pulp densities (50 wt % sulfide ore-50 wt % serpentine).

Figure 7.
Particle size distribution of mixture between nickel-copper sulfide and serpentine pulp (1:1) at 40 wt % and 20 wt % densities at pH 9.5.
Figure 7.
Particle size distribution of mixture between nickel-copper sulfide and serpentine pulp (1:1) at 40 wt % and 20 wt % densities at pH 9.5.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Key element composition of sulfide ore sample (wt %).
| Fe | S | Ni | O | Cu | Si |
|---|---|---|---|---|---|
| 47.64 | 37.78 | 6.84 | 4.48 | 1.68 | 0.37 |
Table 2.
Key element composition of serpentine (wt %).
| O | F | Mg | Al | Si | P | S |
| 47.748 | 0.106 | 25.498 | 0.063 | 25.236 | 0.063 | 0.035 |
| Ca | Mn | Fe | Cu | Zn | As | Pb |
| 0.266 | 0.018 | 0.705 | 0.005 | 0.250 | 0.003 | 0.005 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Gao, Y.; Zhang, G.; Wang, M.; Liu, D. The Critical Role of Pulp Density on Flotation Separation of Nickel-Copper Sulfide from Fine Serpentine. Minerals 2018, 8, 317. https://doi.org/10.3390/min8080317
AMA Style
Gao Y, Zhang G, Wang M, Liu D. The Critical Role of Pulp Density on Flotation Separation of Nickel-Copper Sulfide from Fine Serpentine. Minerals. 2018; 8(8):317. https://doi.org/10.3390/min8080317
Chicago/Turabian StyleGao, Yawen, Guofan Zhang, Mengtao Wang, and Dezhi Liu. 2018. "The Critical Role of Pulp Density on Flotation Separation of Nickel-Copper Sulfide from Fine Serpentine" Minerals 8, no. 8: 317. https://doi.org/10.3390/min8080317
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.