Strength Development and Microstructure Evolution of Cemented Tailings Backfill Containing Different Binder Types and Contents


1
Beijing Key Laboratory for Precise Mining of Intergrown Energy and Resources, China University of Mining and Technology (Beijing), Beijing 100083, China
2
College of Resources & Safety Engineering, China University of Mining and Technology (Beijing), Beijing 100083, China
3
The Key Laboratory of Ministry of Education for Efficient Mining and Safety of Metal Mines, University of Science and Technology Beijing, Beijing 100083, China
4
Department of Civil Engineering, University of Ottawa, Ottawa, ON K1N 6N5, Canada
*
Author to whom correspondence should be addressed.
Minerals 2018, 8(4), 167; https://doi.org/10.3390/min8040167
Submission received: 20 March 2018
/
Revised: 16 April 2018
/
Accepted: 17 April 2018
/
Published: 19 April 2018
(This article belongs to the Special Issue Backfilling Materials for Underground Mining)
Abstract
:The microstructure evolution and strength development of cemented tailings backfill (CTB), mixed with plant tailings and cement, is critical to a more thorough and complete understanding of its functionality as a support structure in underground mining operations. Here, an experimental study is conducted to investigate the effect of the solid contents of tailings, binder proportion, and type of cement reagent on unconfined compressive strength (UCS) and microstructure evolution with respect to a 90-day curing time. The results indicate that the mechanical strength gain is proportionally associated with increased binder and solid content. Besides, the samples prepared with 70 wt % solid content and a 25 wt % binder/tailings ratio have a maximum UCS of 6.26 MPa at a curing time of 90 days. In addition, it is also concluded that the binder proportion promotes the strength acquisition of CTB samples. Specifically, the 90-day UCS of the CTB with solid content of 68 wt % and binder content of 25 wt % is approximately twice that of the CTB with a 12.5 wt % binder proportion. Slag cement (Binder B1) and slag cement with 5 wt % NaOH (Binder B2) are used as admixture to replace the cement reagent; the results show that Binder B2 has more advantages than Binder B1 and Portland cement, and is a suitable cementing material for the CTB technology in the Daye Iron Mine. The microstructure is dominated by the network of hydration products and distribution of the pore, and hydrated material is significantly influenced by the curing time. The tailings particles are enclosed by the hydration products, and randomly disperse within their matrix at curing time of 90 days. Finally, the UCSs of CTB samples are observed to significantly increase with the increase in the curing time.
1. Introduction
The process of mining operations involves the removal and recovery of valuable minerals from the ore deposits in underground mines, which results in the formation of a large number of voids. Meanwhile, the mining industry generates a large amount of solid waste, such as tailings and waste rock, which have a negative effect on the surface ground water and the ecological environment. Tailings area by-product of ore beneficiation processes, such as crushing, grinding, and concentration, and there are approximately 300 million tons of tailings produced annually in China [1]. The tailings have been traditionally stored in tailings storage facilities (e.g., embankments, dams, and other types of surface impoundments) located at the surface via a variety of different methods. Thus, the standard methods of tailings disposal can create several environment hazards, such as acid mine drainage (AMD), groundwater pollution, and failure of tailings dams, with relatively high costs associated with the management of the surface facilities [2,3]. Public perception and stricter regulations worldwide compel the mining industry to reduce or re-use such waste using environmentally and cost effective strategies [2].
A new developed backfilling technology, known as cemented tailings backfill (CTB) or cemented paste backfill (CPB) in associated literature, is considered superior to conventional mine tailings backfilling methods in terms of both economic and environmental benefits from a sustainable perspective [4,5,6,7]. The CTB technology procedure consists of mixing tailings with hydraulic binder (usually 3–7 wt %) and a relatively high proportion of water (typically 25–30% by weight); it is usually transported to the underground mine openings by gravity and (or) pumping [8]. During recent decades, this technology has been very widely used in Australia, Canada, Europe, and China. As mining progresses deeper, the complexity of surrounding rock (e.g., high stress, high temperature, and permeability) increases [9]. To recover ore resources as much as possible, the ore pillars could be replaced by cemented backfill body to increase the recovery ratio of adjacent openings. The CTB method has more advantages than the conventional slurry backfill method (e.g., rock fill and hydraulic fill) [10,11]. It is especially important in providing a safe work environment for mining activities, allowing ground support and a better means of tailings disposal.
CTB is an artificially engineered mixture of tailings, binder, and water, and the mechanical strength gain due to cement hydration is usually called the hardening process [12,13,14]. The mechanical property is the key factor to ensure the stability of openings, as well as the safety of operators and equipment in the adjacent stope [15,16]. Microstructure evolution of the hardening tailings backfill is also an important factor in the development of mechanical properties and durability of the CTB, and it mainly depends on the proportion of mixing water and tailings, and the binder type as well as the curing time [17]. The effect of binder content on the strength and microstructure of cemented tailings backfill (CTB) samples is an original and important topic of research that will impact industry directly. Some improvements have been made with respect to the background on the mechanical properties of CTB (see research carried out by Kesimal et al. [18,19] and Yilmaz et al. [20]). The use of sulfidic tailings in cemented backfill was studied by Yilmaz et al. [21]. Another study by Yilmaz [22] assessed the effect of curing stress conditions on the mechanical strength and microstructural properties of cemented paste backfills. Previous studies revealed that three main backfill components (tailings, binder, and particle size distribution) can affect the mechanical and durability properties of CPB [23,24,25]. However, to date, few studies have been conducted to fully investigate the microstructure evolution and strength development during the whole hardening process. Furthermore, with the development of mineral processing technology, the size of the tailings becomes smaller. Despite the widespread and increasing use of CTB in many countries, it remains a relatively new form of technology. Consequently, many fundamental aspects, such as its long-term mechanical strength properties (curing age > 28 d) still require further clarification. A solid knowledge of the relationship between the microstructure evolution and strength development is vital for a rational design, and a safe and efficient analysis of the stability of CTB. Therefore, to better understand the overall hardening process that occurs in the complex composite material, we will present and discuss some tests that are necessary to understand the characteristics of CTB with different binder types and contents, as well as different tailings types during the whole process of hydration reaction. In addition, we will evaluate the effect of the main CTB components (solid content, binder type and content) on the mechanical strength and microstructure evolution with time, and establish some equations to predict strength acquisition.
2. Materials and Methods
2.1. Tailings Materials
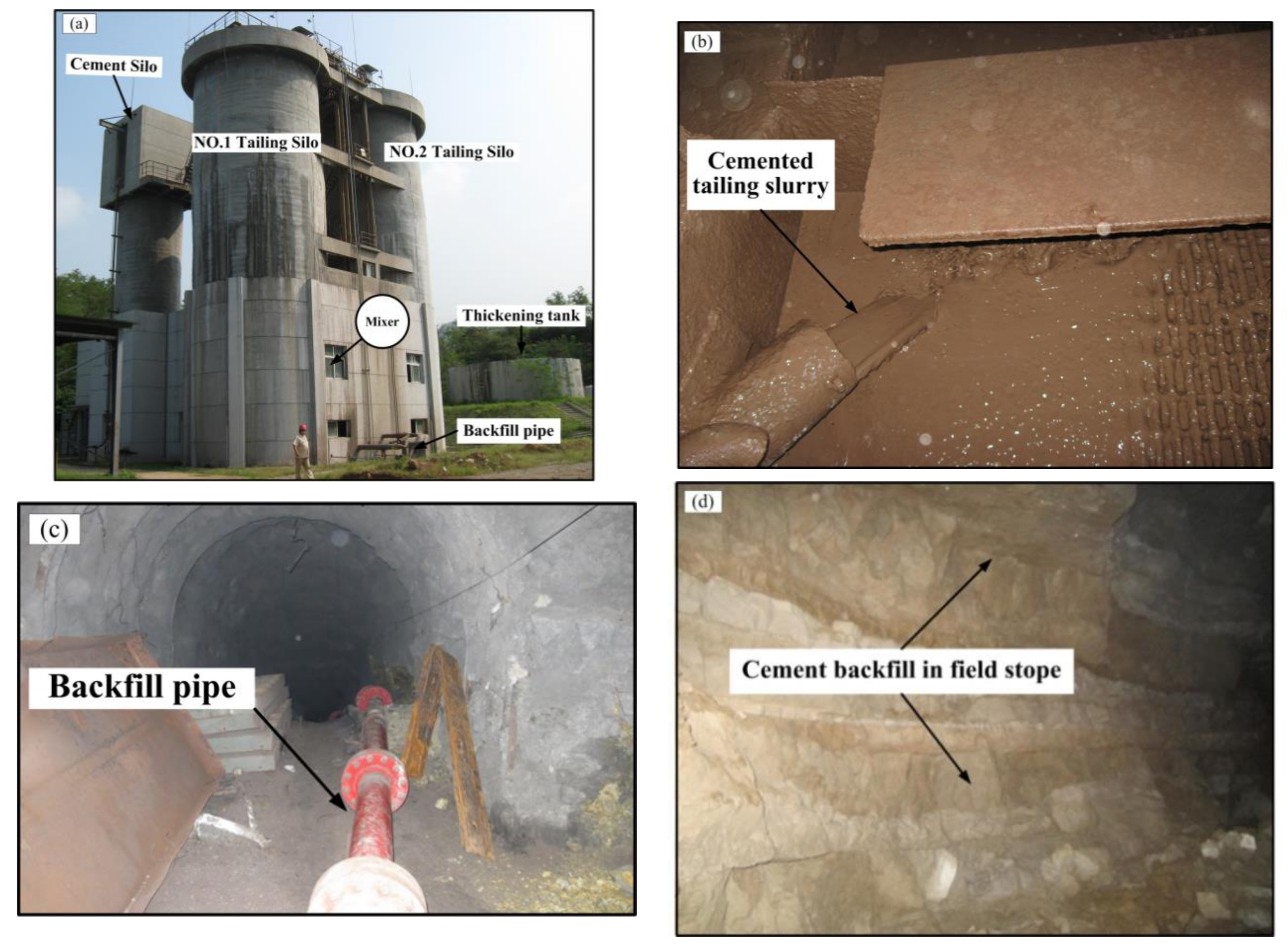
Figure 1 shows the cemented tailings backfill plant and pipe system of the Daye Iron Mine. The tailings material used in this study was collected from its backfill plant, which uses highly crushed material for grinding and magnetic separation. The main chemical and physical properties of the tailings material are given in Table 1 and Table 2, respectively. It can be observed from Table 1 that the tailings used contained 26.3%, 20.02%, and 12.45% by weight of quartz (one of the dominant minerals in the Daye Iron Mine rock), pyrite, and calcium oxide, respectively. Other important minerals are alumina (6.07%), magnesia (5.55%), ferric oxide (10.9%), and sphalerite (0.026%). Calcium oxide and quartz, which had a positive effect on coagulation, are the major compounds in the tailings.
The size distribution of tailings samples was determined using a LS-C (II A) laser particle size analyzer (Table 2). In general, to retain sufficient water and hence to form a steady fluid paste, the fine tailings (<20 μm in size) used in the CPB mixture must account for at least 15 wt % of total particles. Fine (−20 μm) contents of tailings were found to be 57.3 wt %, significantly higher than the threshold level of 15 wt % required to produce a paste slurry. These should thus be classified as medium tailings [26]. Table 3 gives the main physical properties of the tailings and the binders. It can be observed that the specific gravity of the tailings is 3.2, and the specific surface area of tailings is 640,000 m2/m3, lower than for Portland cement.
2.2. Binders
Binder accounts for most of the total costs of mines operating with backfilling, usually representing up to 75% of the total backfill operating costs [27]. The addition of the binder is a key process to gain the strength to maintain the stability of the openings. It has been found that the proportion and type of binder has a significant effect on the mechanical behavior of cemented backfill and its resistance to deterioration [28]. The most common binder used in the preparation of cemented backfill is ordinary Portland cement. However, due to the different properties of the tailings, the type and dosage of the added binder vary widely. Therefore, the utilization of suitable binder and the optimization of the binder proportion are important in preparation of cemented tailings backfill. Portland cement, Binder B1, and Binder B2 were used as binder reagents in the study. Binder B1 and Binder B2 are different types of slag cement. Binder B2 is mixed with 5% NaOH content relative to binder mass in order to improve the alkaline content. The main physical parameters and composition of the binders are shown in Table 3 and Table 4.
2.3. Water
The processed water from processing plant was used to mix the tailings and binders. Water was added to obtain the preparation of backfill material with a solid content approximately 65–75 wt % by weight.
2.4. Cemented Tailings Backfill Preparation
Nine groups of CTB specimens with different binder type and content, binder/tailings ratios (b/t ratio), and tailings were prepared. Firstly, the tailings, binders, and water were mixed and homogenized in a metal mixed for about 7 min to produce the designed CTB mixtures. Then, the homogenized mixtures were poured into a cylindrical mold with 10 cm in length and 5 cm in diameter. Lastly, the specimens were sealed and cured in a chamber maintained at approximately 90% humidity and 20 ± 1 °C for periods of 3, 7, 28, 56, and 90 days. More than 100 CTB samples with different solid contents and binders were cured under the aforementioned conditions. The specimens in the molds were removed before testing.
2.5. Mechanical Tests
One of the most common parameters used to define the mechanical performance of CTB is unconfined compressive strength (UCS). Hence, the UCS of the CTB samples was tested according to the ASTM C 39 standard [29]. The tests were performed using the ELE Multiplex 5.0 digital mechanical testing machine (ELE International, Bedfordshire, UK), which allows a normal loading capacity of 50 kN and a displacement speed of 1 mm/min. The axial deformations were collected by mean of a computerized data logging system. Each group test was repeated triplicate to ensure the accuracy of the experimental results, and the mean values were presented in results.
2.6. Microstructure Analysis
The hydration products give the CTB cohesion, i.e., strength that increases with time. To investigate the microstructure and texture of the CTB samples with different curing ages and binder proportions, the microstructure of selected CTB samples was analyzed by a Carl Zeiss EV018 microscope (Carl Zeiss, Jena, Germany). Scanning electron microscopy(SEM) provides detailed information by tracing a sample in a raster pattern with an electron beam. Firstly, a small piece sample is taken from the CTB sample after the desired curing ages. Then the conductive carbon powder is sprayed on the surface of the small sample before being placed in the vacuum chamber. The interaction between incident electrons and the surface of the sample is determined by the acceleration rate of incident electrons. When the incident electrons come in contact with the sample, energetic electrons are released from the surface of the sample. The scattered patterns made by the interaction yield information on size, shape, and texture of the sample. Image magnification can be up to 10 nm and the intense interactions that happen on the surface of CTB specimen provide a great depth of view, high-resolution, and, ultimately, a detailed surface picture.
3. Results and Discussion
3.1. The Strength Development of the CTB
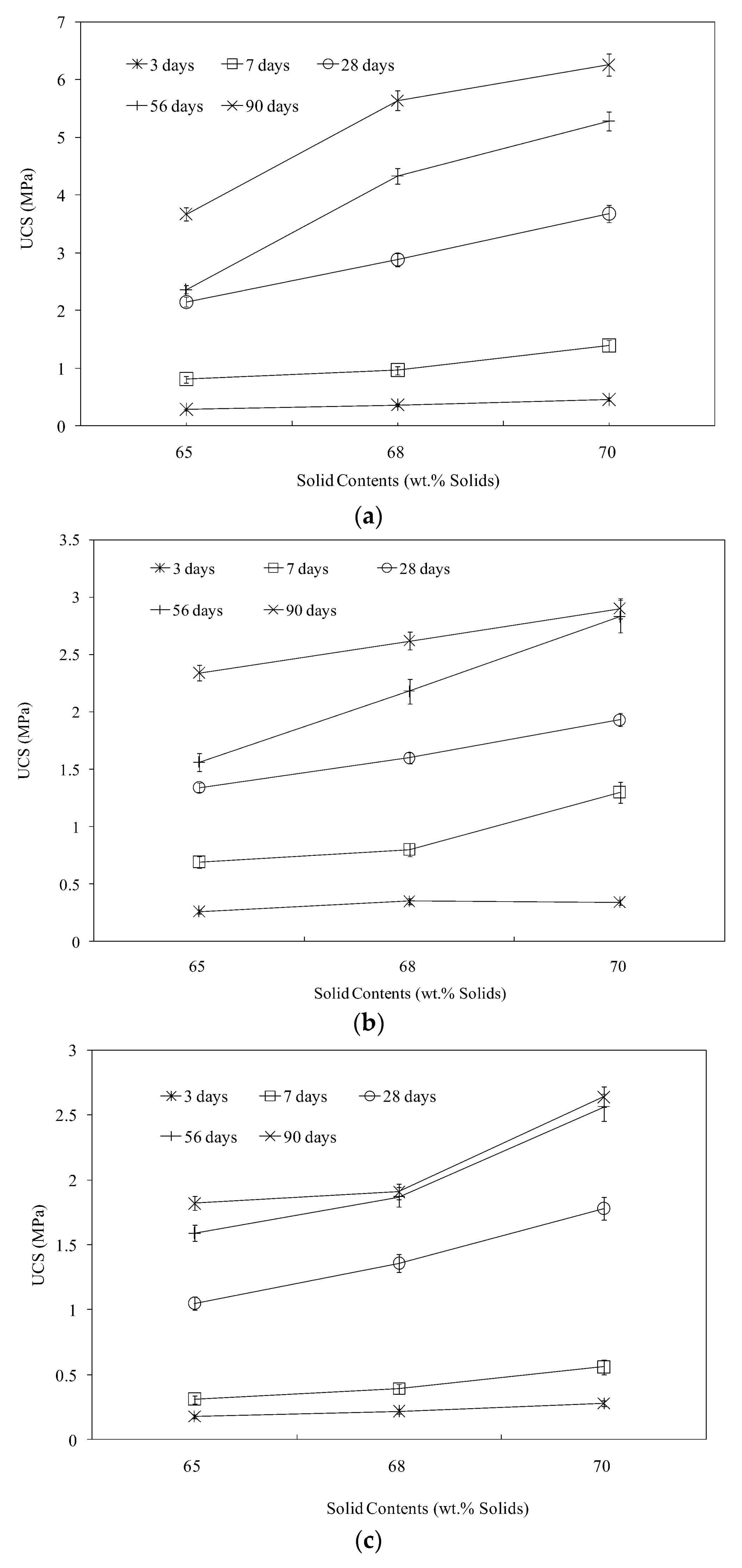
3.1.1. The Effect of Solid Content
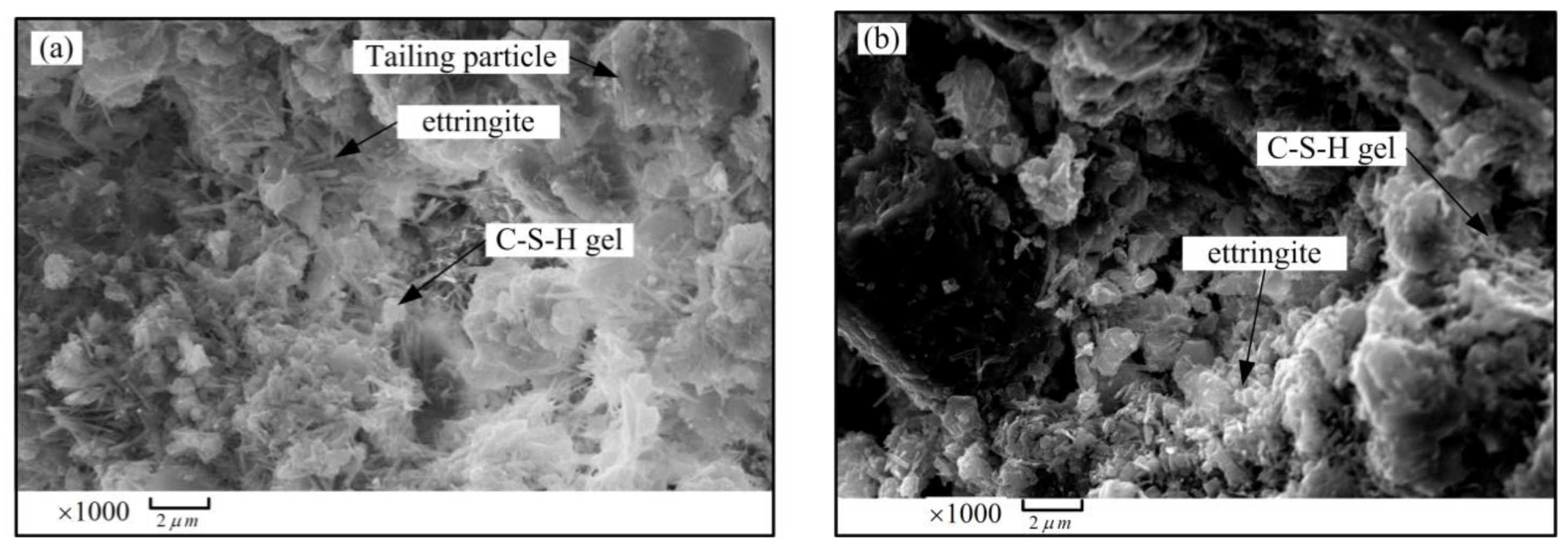
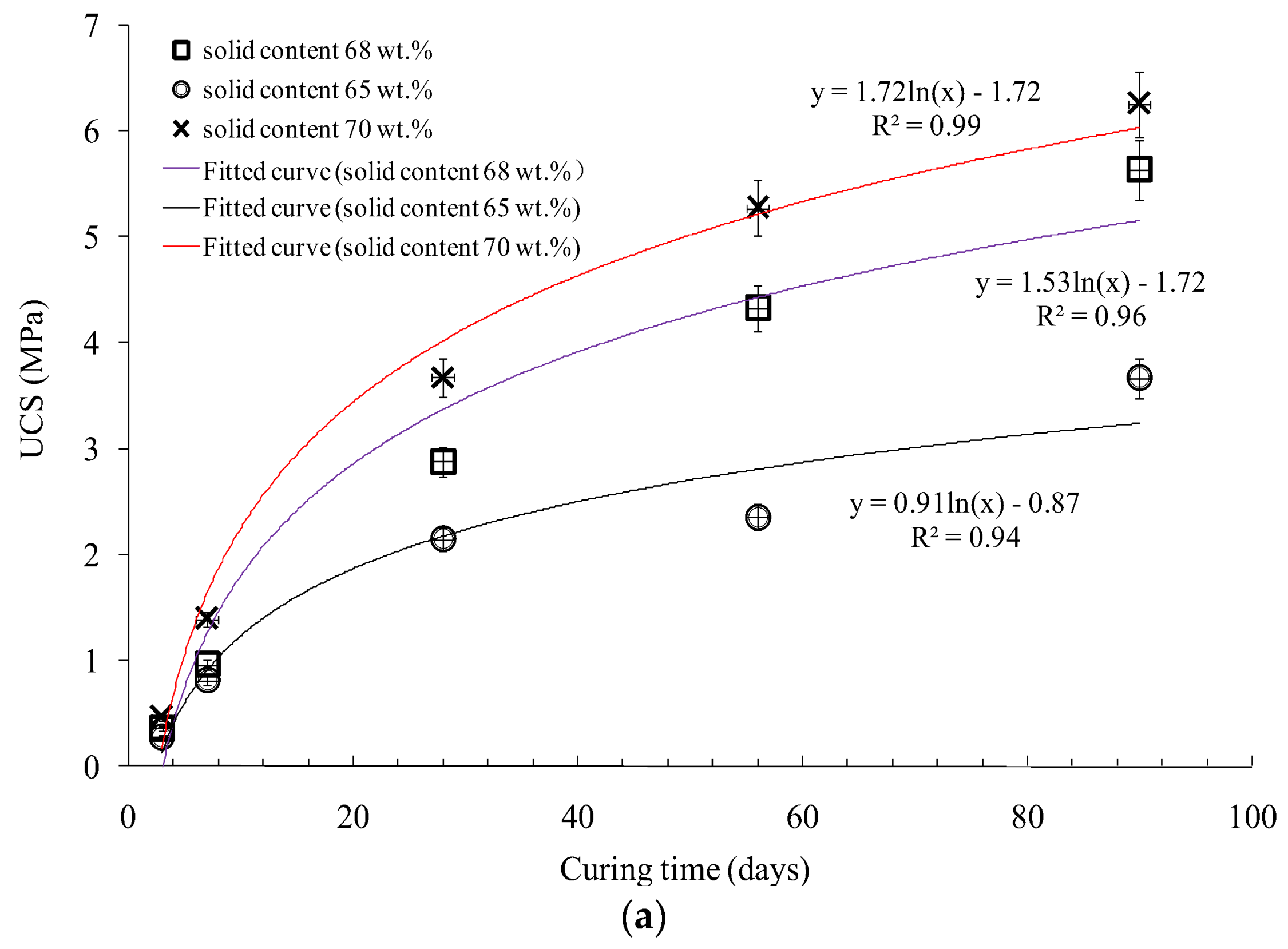
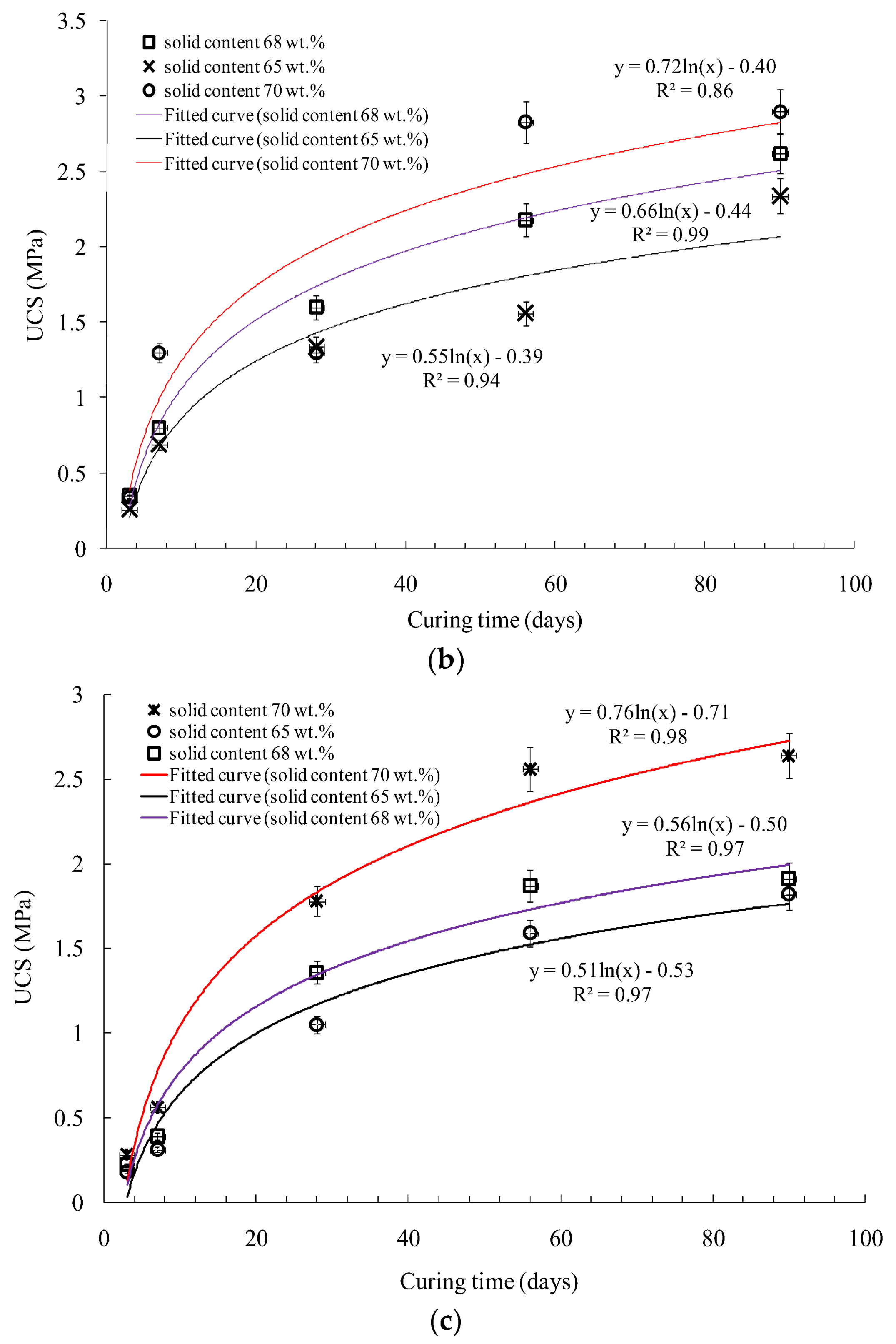
To illustrate the influence of solid content on the strength development of CTB, CTB strength is plotted against solid content (65, 68, and 70 wt %) for different curing ages and different binder contents, respectively. Figure 2 shows that the solid content has a significant effect on the increment rate of CTB strength. It can be noted that UCS increases with the increase of the solid content; in contrast, thein creased water content reduces the strength. The CTB specimens with 65 wt % solid content show the lowest values of strength. The denser microstructure and finer pore structure are demonstrated by the SEM micrographs in Figure 3. On the microscopic point, the hydration products (e.g., C–S–H gel and enttringite) wrap up the tailings particles and link them together. These products fill the pore space and improve the connecting stress between particles of tailings. Consequently, this can lead to an increase in the mechanical performance. The CTB specimens with higher solid content (70 wt %) show denser hydration products than 65 wt % solid content samples (28 days). Similar observations were found in related works [30]. Figure 2a illustrates that the 28-day UCS of the CTB with 70 wt % solid content is approximately 50% higher than that of the CTB with 65 wt %. The reason for this higher strength of CTB with higher solid content is because higher solid content increases the compactness of tailings, and the hydration products are more closely bonded [31,32,33]. Therefore, the solid content should be taken to consider the choice of field strength.
3.1.2. The Effect of the Binder Content
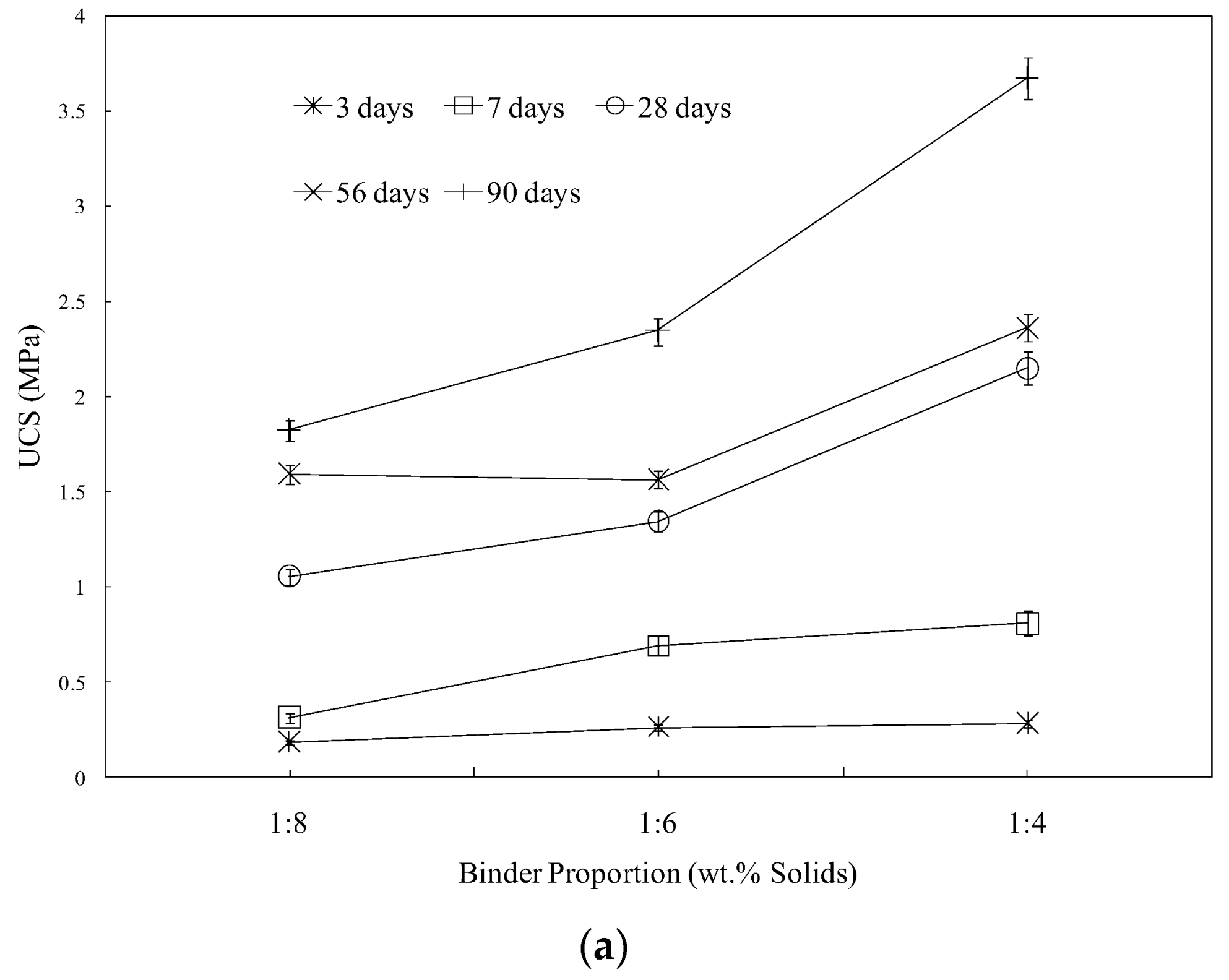
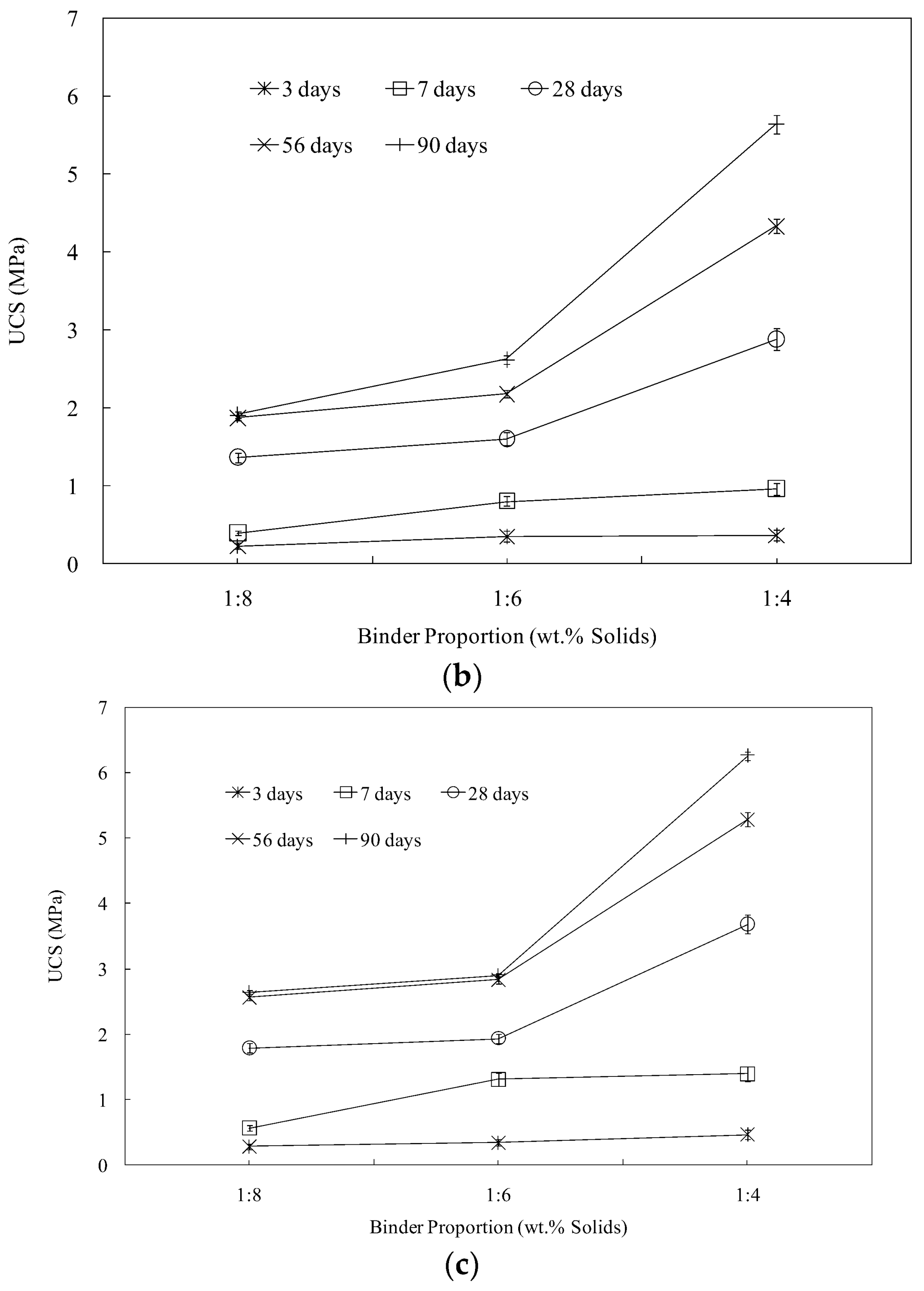
The binder content plays an important role in the mechanical behavior of CTB and the operating costs of a backfill plant. The binder/tailings ratios and solid content of CTB samples were set to 1:8, 1:6, and 1:4, and 65%, 68%, and 70%, respectively. The amount of added binder was changed to investigate the influence of the binder content on the strength gain of CTB. Figure 4 clearly shows the obtained mechanical strength is directly proportional to the amount of binder content. The more binder is added, the higher the mechanical strength of the CTB. Moreover, the effect also strongly depends on the type of binder used and the solid content. The highest strength was found in the CTB sample with 25 wt % binder and 70 wt %solid content. It has approximately three times the strength of samples with 12.5 wt % binder content (Figure 4c). The 90-day UCS of the CTB with 65 wt % solid content and 25 wt % binder content is approximately 170 % higher than that of the CTB with 12.5 wt % binder content. For a binder proportion between 12.5% and 25%, the UCS increases as the binder content increases. The influence of binder content on UCS is easy to understand, since an increase in the amount of binder in CTB speeds up the binder hydration. The quantities of hydration products (calcium hydroxide (CH), calcium silicate hydrate (C–S–H)) increase with the binder content, which then results in a corresponding increment in the CTB strength. However, as mentioned above, binder consumption is the main factor that affects the cost of backfill. Therefore, the most appropriate binder content must provide the UCS required for safe mining operations with minimum costs. In practice, a 28-day UCS of 0.7–2.0 MPa is required to maintain stope stability [32]. In this regard, the CTB samples at 28 days prepared from these binders at different dosages succeed in achieving a UCS of 0.7 MPa.
3.1.3. The Effect of the Binder Type
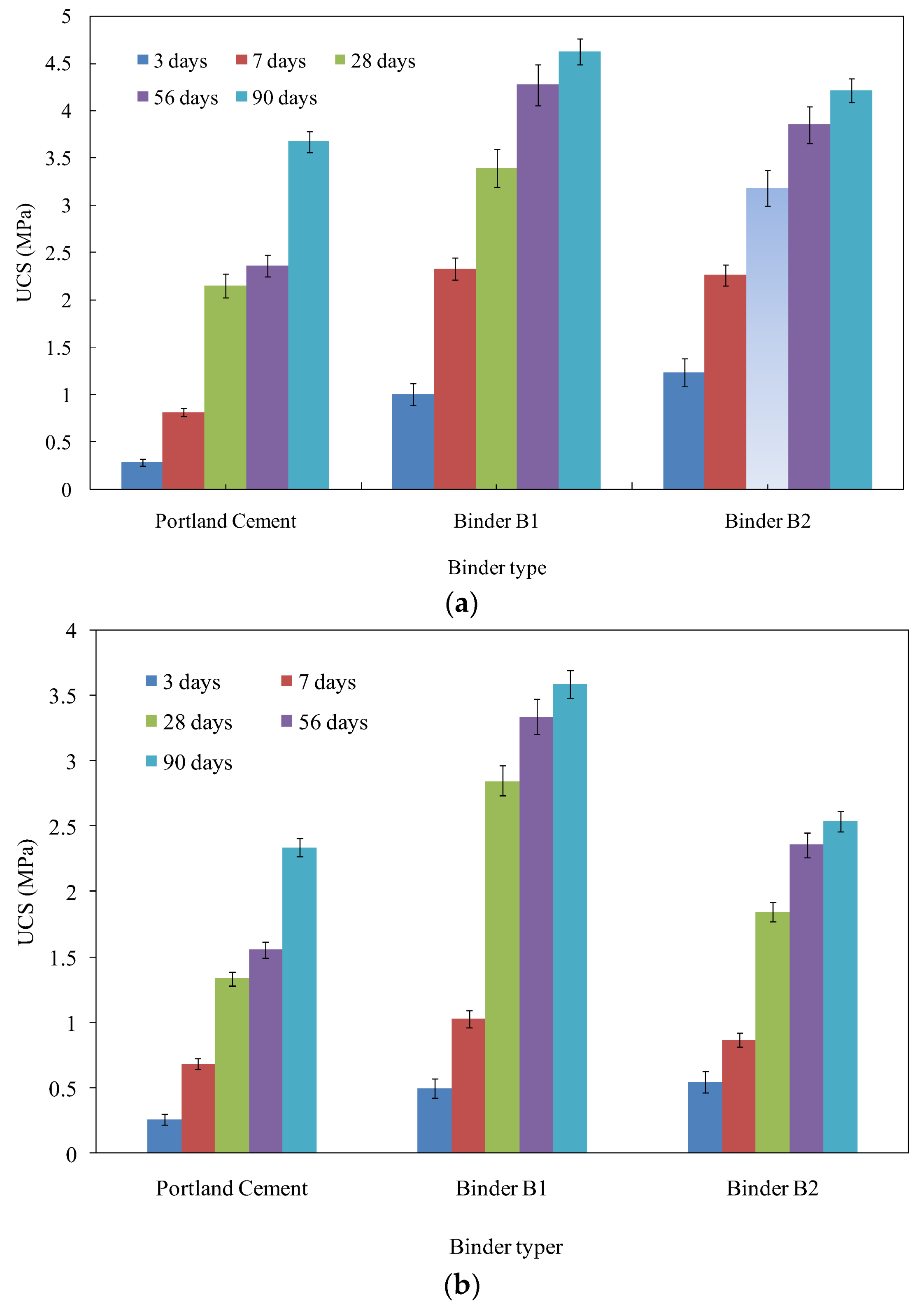
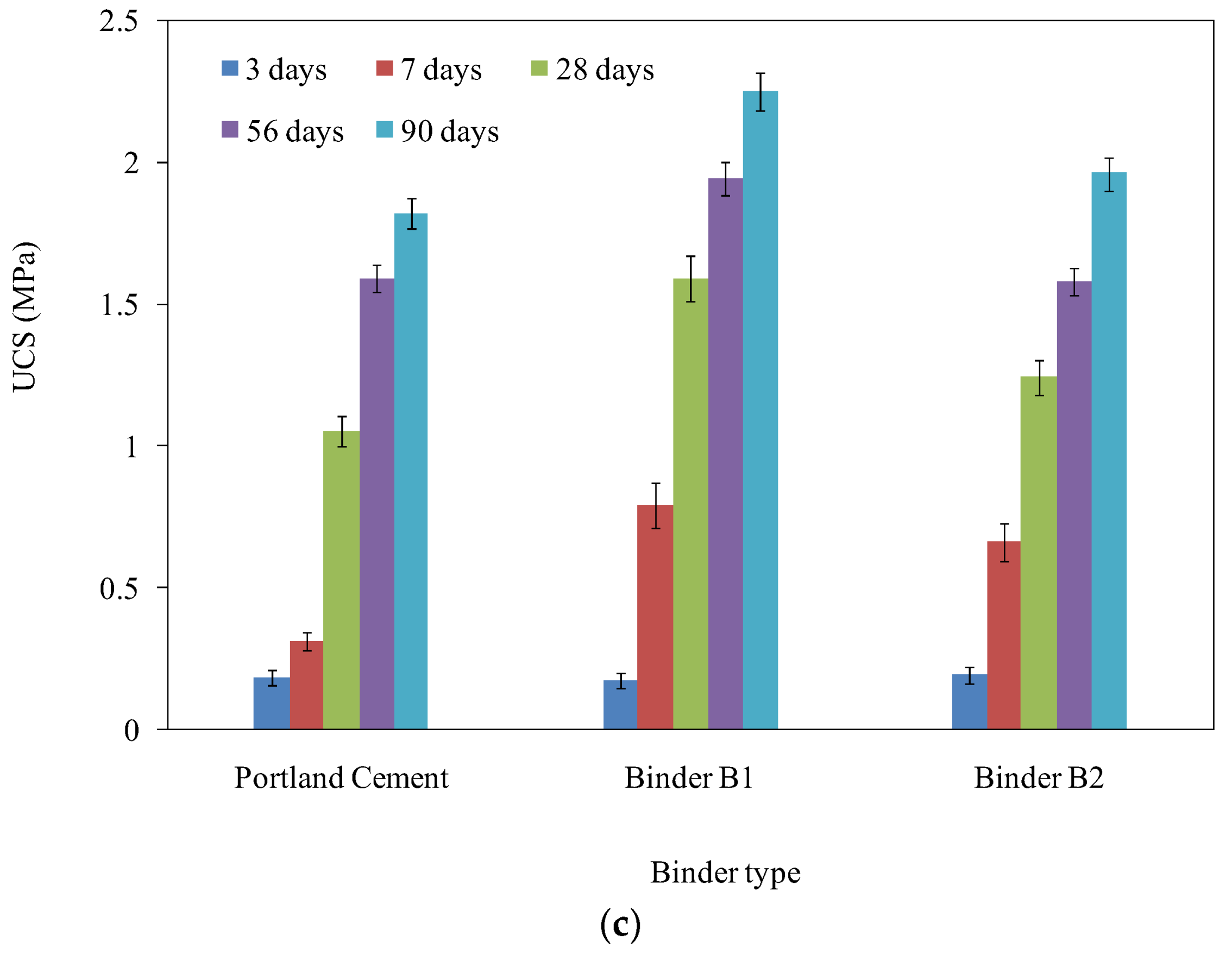
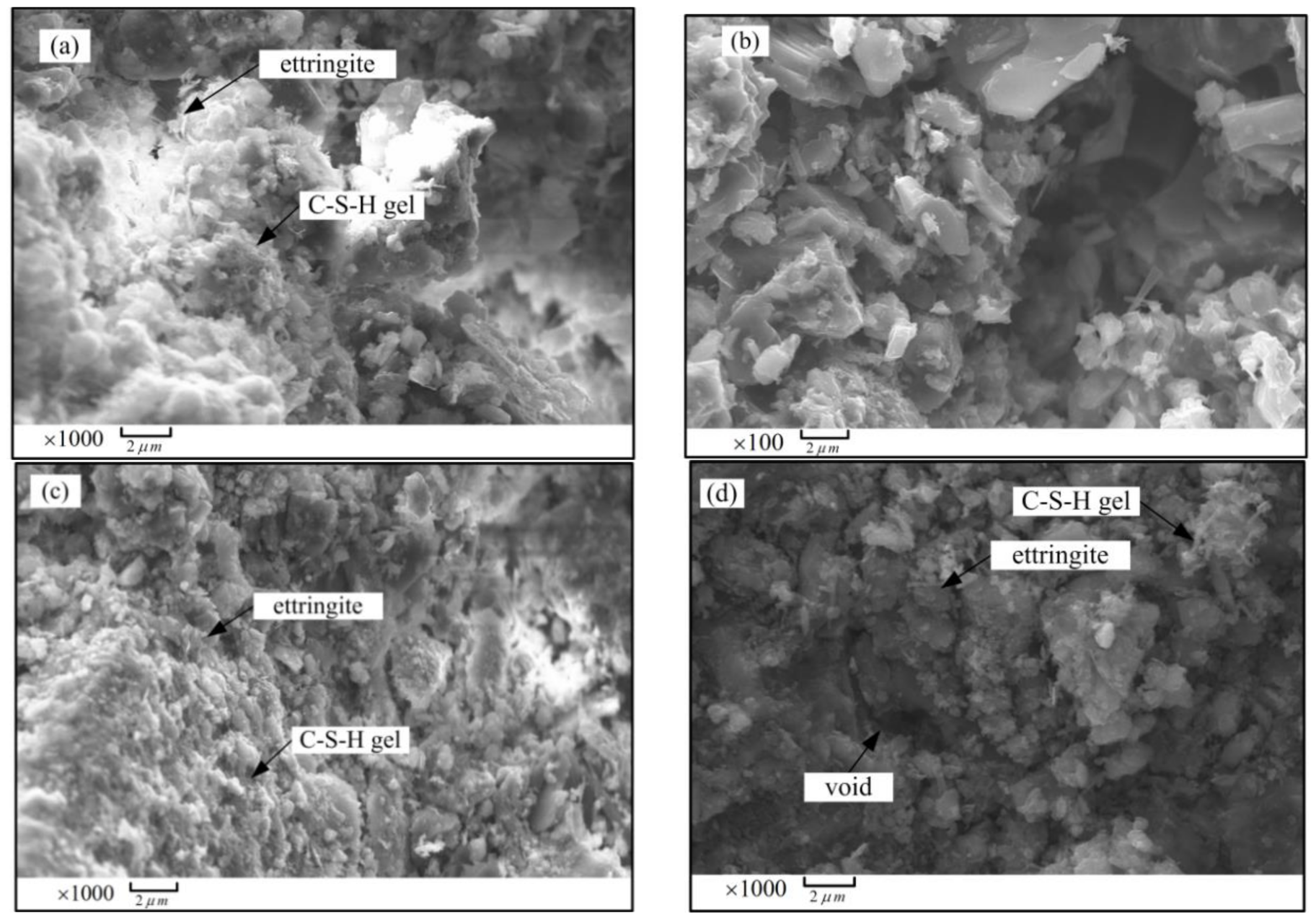
The binder type is also another important factor affecting the operating costs of a backfill plant. Several studies clearly showed that there is no ideal, universal recipe for all backfill mines to obtain good performance in backfill operations [17]. A binder may be effective in one mine and totally ineffective in other cases. Thus, it is necessary for the mines to find the most optimal recipe that accounts for ground control, tailings management, and operational costs before each backfill operation. A high rate of backfill mechanical requisition achieved in an economical way is the ultimate goal for all mines with backfill technology. To better understand this, another three groups of CTB samples with 65 wt % solid content and 1:4, 1:6, and 1:8 binder/tailings ratios were prepared and cured for 3 to 90 days. Binders B1 and B2 were used to replace the Portland cement to study the suitable cement for the backfill mine. It was evident from Figure 5a that the CTB samples that added Binder B1 acquired consistently higher strengths than those of Portland cement. For up to 3 days of curing time, the CTB samples with added Binder B1, a binder/tailings ratio of 1:4, and solid content of 65 wt % produced UCS values of 1.00 MPa, and for the samples of Binder B1 with same conditions the UCS was 1.23 MPa. However, when the curing period was over 3 days, the strength of CTB with Binder B1 was higher than with Binder B2 and Portland cement over the same curing period. Figure 6 shows three series of SEM backscattered micrographs of the cement backfill with 25 wt % of Portland cement, Binder B1, and Binder B2 at 1000× and 100× magnifications. All the samples were 28 days old and had 65 wt % solid content. This indicates that the hydration products exist in a needle shape and are flocculent. There are also some voids dispersing in the matrix. Micrographs in Figure 6a, b illustrate a backfill sample added with Portland cement at 1000× and 100× magnifications and show a denser structure, which developed a UCS of 2.15 MPa. The micrograph in Figure 6c illustrates backfill added with Binder B1 at 1000× magnification, which developed a compressive strength of more than 1.24 MPa. Compared with Figure 6c, the image in Figure 6d shows that the hydration products (ettringtie and C–S–H) of the cement particles are almost completely precipitated, and the structure becomes dense like rock, with a UCS of 3.18 MPa. The same effect is clear at a56-day curing age as well as at 90 days, as shown in Figure 5b,c. In this respect, Binder B1 is a suitable cement agent for mine backfill, with the possibility of less binder usage. It can hence can save on backfill costs. A high rate of early backfill strength occurs in the CTB samples with Binder B2 from 7 to 90 days of curing time. Early strength acquisition is particularly important for scheduling the extraction of adjacent stopes and for the reduction of the mining cycle time, which influences the mining efficiency and production. From this perspective, Binder B2 has more advantages than Binder B1 and Portland cement.
3.2. The Microstructure Evolution of CTB
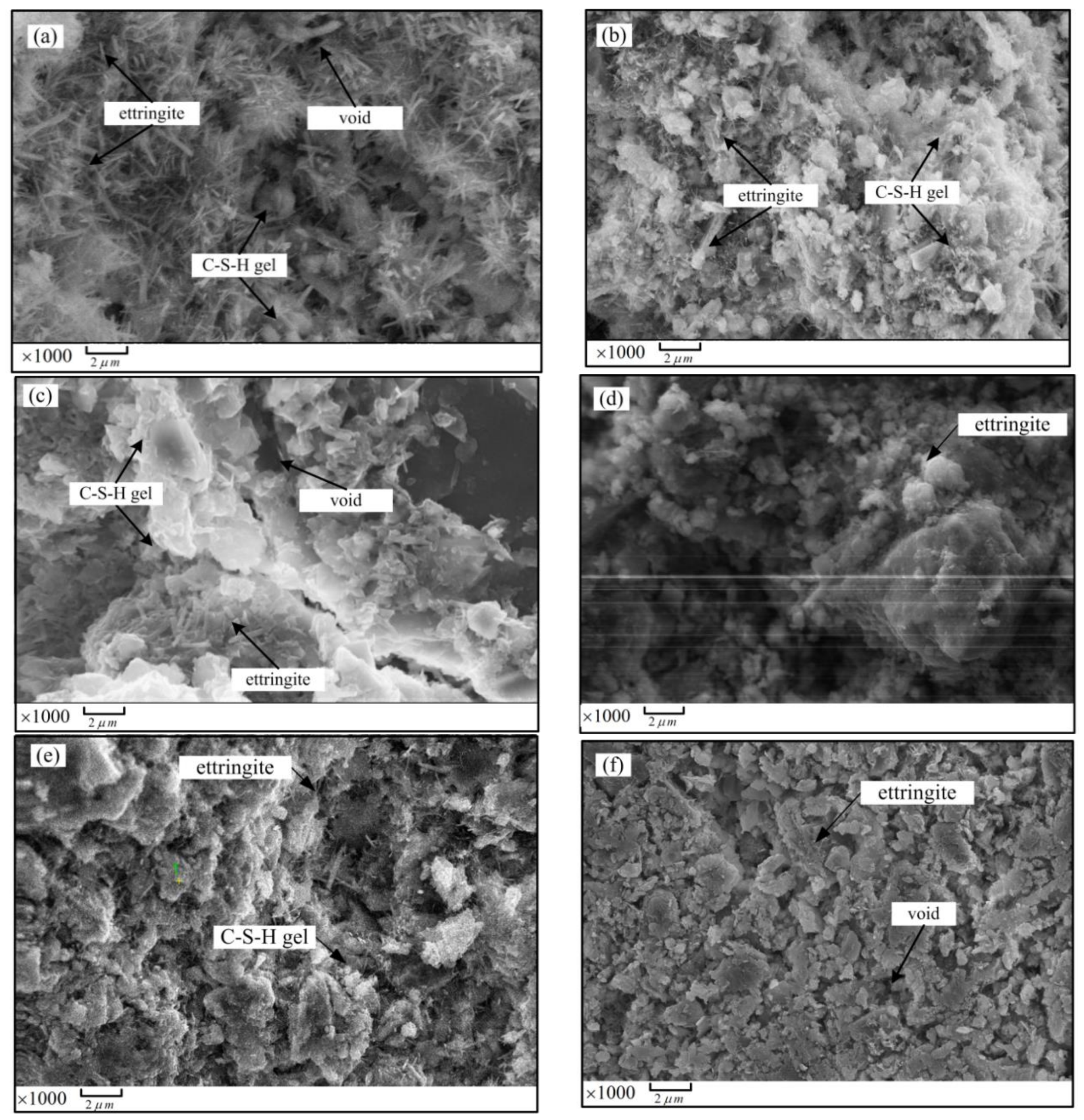
It is well known that the strength development of cemented backfill samples is inherently dependent on the microstructure of CTB. To investigate the effect of curing time on the microstructure evolution and strength development of CTB, SEM tests were conducted on CTB samples (25 wt % binder content, 70 wt % solid content) cured at various times (mostly at 3, 7, 28, 56, and 90 days). The main results of the microstructure evolution of CTB are illustrated in Figure 7. It can be seen that the curing age significantly affects the inner microstructure evolution of CTB; the forms of hydration products (e.g., calcium silicate (C–S–H), portlandite (CH), ettringite) become different with curing time [34,35] Thus, the microstructure evolution can be divided into three stages. In stage 1, a slight increase in the hydration products was observed for a curing age within 3 days. As shown in Figure 7a, the predominant substances are mainly CH, ettringite, and C–S–H, existing in a needle shape and resulting in a very low compressive strength (around 0.5 MPa). The CH reacts with silica dioxide to form more C–S–H, thereby resulting in more acquisition of compressive strength [34,35,36]. However, in stage 2, the form of the hydration products changes sharply when the curing age rises from 3 to 28 days. Hydration reaction substances are mainly in a flocculent form (as presented in Figure 7b–e). The precipitation of C–S–H is the major factor in changing the formation of hydration products, and leads to an increase in the binding ability of CTB samples. In stage 3, the hydration reaction becomes progressively weaker owing to the degree of hydration. Finally, the tailings particles are enclosed by the hydration products, and randomly disperse within their matrix. Voids and porosity between the enclosed tailings particles are completely generated, resulting in the discontinuity and heterogeneity of the CTB samples, as shown in Figure 7f. The distribution of the pore and hydrated material is significantly influenced by the curing time, binder type, and solid content.
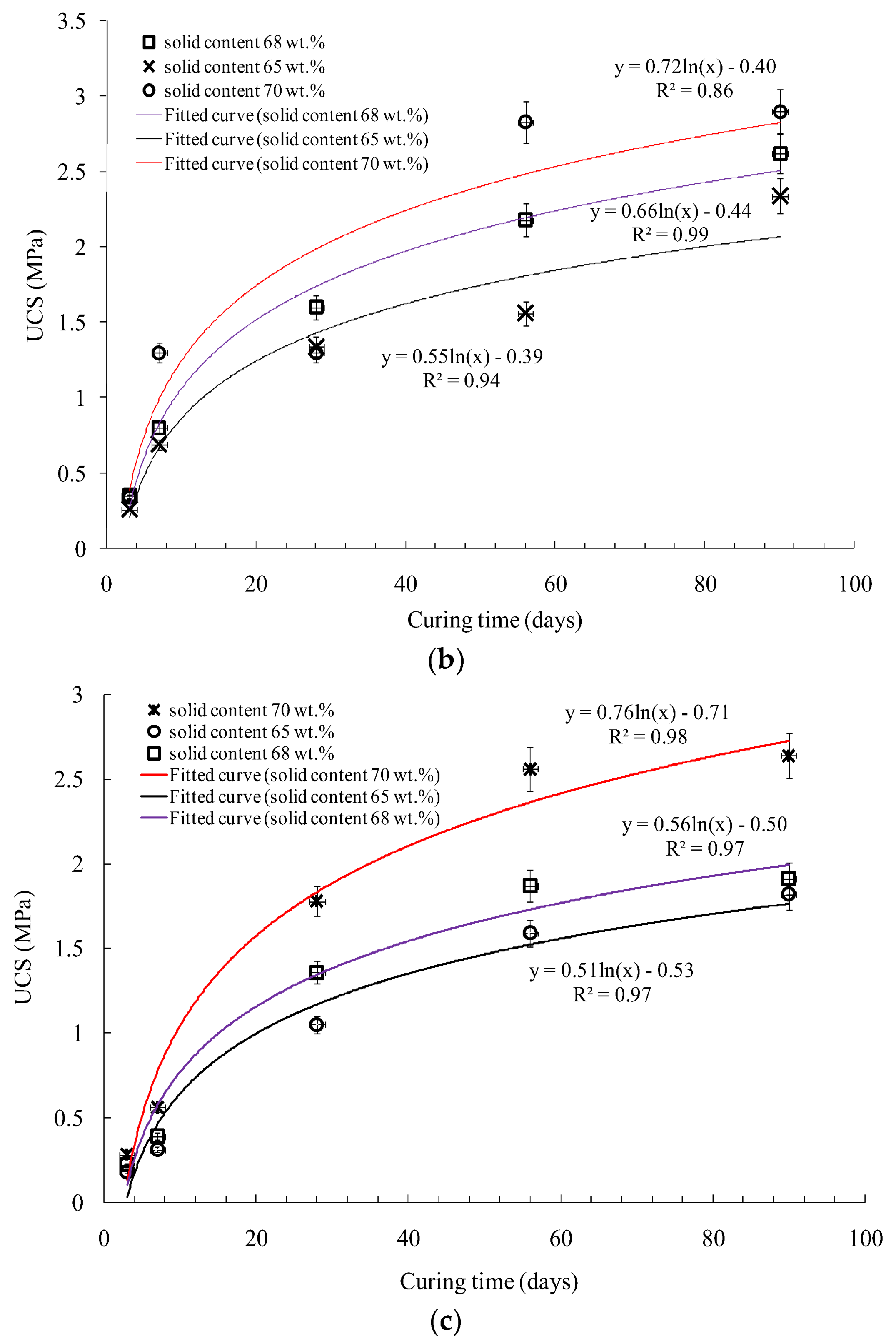
3.3. Discussion on the Strength Development Model of CTB
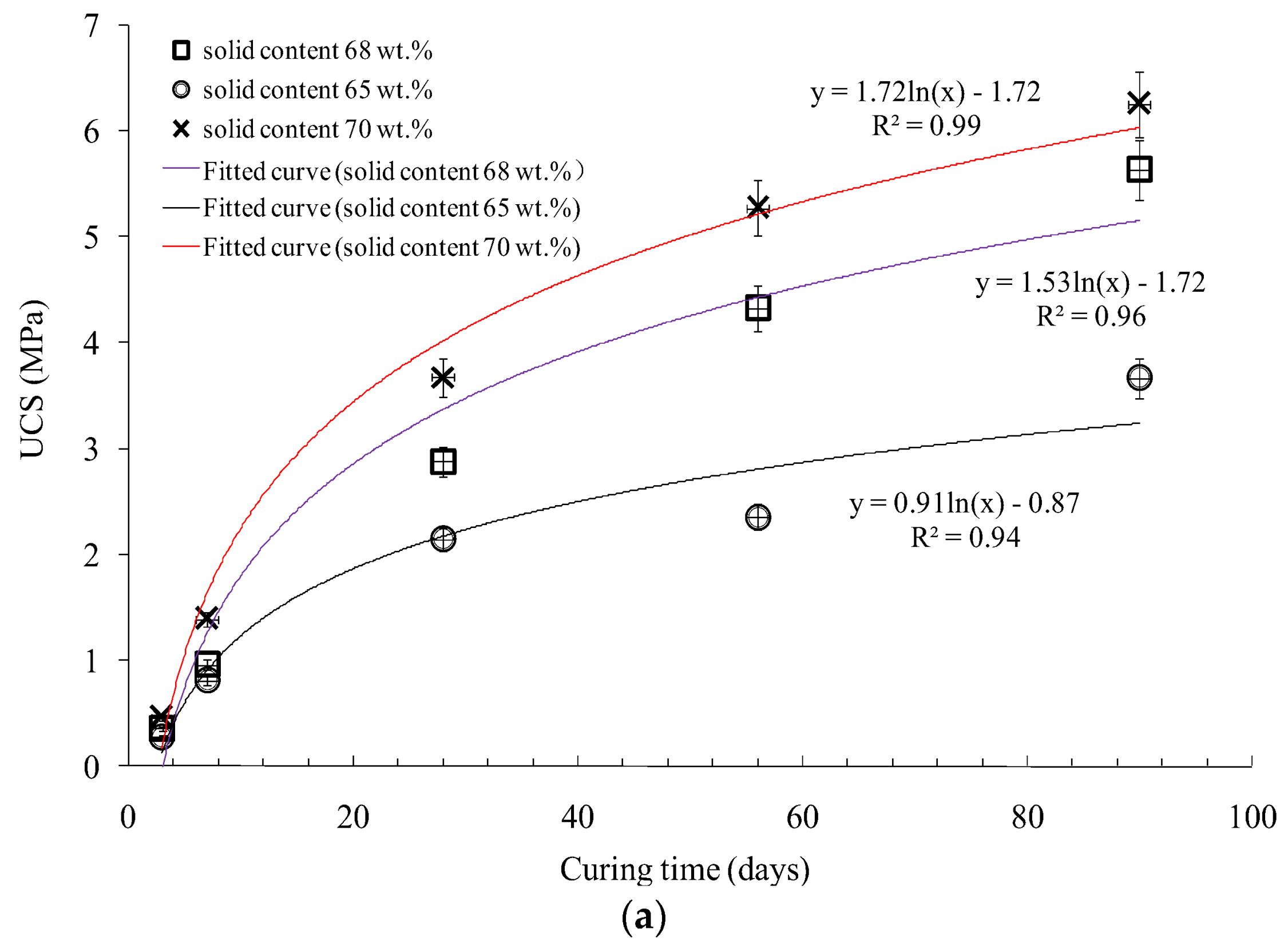
Figure 8 shows that the curing time has an influence on the rate of strength acquisition and the strength development of CTB. It can be noticed that the UCSs of CTB samples are observed to significantly increase with the increase in the curing time. Up to 7 days, the strength acquisition rate of the CTB samples with 65 wt % solid content gained as much as the CTB samples of 68 wt % and 70 wt % (Figure 8a). At curing period of 90 days, there has been a sharp slowdown in the strength acquisition of CTB specimen, significantly in agreement with decrease of the formation of the hydration products. The same trends are also observed for samples with binder/tailings ratios of 1/8 and 1/6, as showed in Figure 8b,c. Hence, the relationship between the strength development and curing time are fitted by different kinds of curves fitting (linear, polynomial, exponential and logarithmic), in order to demonstrate the best correlation of the curing time and UCS for CTB samples. There are 3 groups of CTB specimens with different binder content at 5 kinds of curing ages (3, 7, 28, 56 and 90 days), the data of each group were employed to establish the relationship between curing age and UCS of CTB. It is concluded that, the curing age and UCS values of the CTB samples at different binder and solid content are in logarithmic with the highest correlation coefficient (R2), as shown in Figure 8. In view of the analysis of strength increment rate of CTB mentioned above, the logarithmic equation is suitable for depicting the strength development of CTB. The correlation between curing age and UCS for CTB can be described by the general equation as follows:
where UCS is the uniaxial compressive strength of CTB, MPa; t is the curing time within 90 days, day; a, b are fitted coefficient.
From the Equation (1), the UCS values of the CTB samples at any curing age can possible be assessed by only conducting few tests. It also indicates that the fitted equation can accurately describe the strength development of CTB within the 90-day curing time.
4. Conclusions
The purpose of the study was to evaluate the microstructure evolution and strength development of CTB. The results give some new evidence that can contribute to understanding the hardening process of cemented tailings backfill, and the following conclusions can be drawn:
- (1)
- The solid content and binder content tests clearly show that an increase in the strength acquisition of cemented tailings backfill are caused by the increase of solid content and cement dosage. The binder content plays an important role in the mechanical behavior of CTB. The paper also highlights the effect of the binder type on the performance of cement backfill. The different binders correspond to different strength for a given tailings. Up to 3 days curing time, the Binder B1 has more advantages than Binder B2 and Portland cement. However, when the curing period is over 3 days, Binder B2 is more suitable for this backfill than Binder B1 and Portland cement.
- (2)
- The genre and form mode of hydration products in CTB were strongly affected by the hydration process, which is affected by the binder type and content along with the curing time. At an early curing time (i.e., from 0 to 3 days) the cement hydration is weak, there are mainly portlandite and calcium silicate hydrated gels (C–S–H) dispersing within their matrix, and the UCS can reach to 0.5 MPa. After 28 days of curing time, the structure of hydration products becomes denser, contributing to the cohesion of cement backfill matrix. Hence, the CTB developed a UCS of approximate 3.6 MPa. Over 90 days of curing time, SEM micrographs show that cemented backfill grains are evenly dispersed within their matrix. The voids between the coarse particles of the original tailings are filled with ultrafine articles and cement hydrates, and the hydration reaction almost accomplished completely, developing a good compressive strength.
- (3)
- The paper shows that UCS and curing time is in a logarithmic relationship within 90 days of curing time. Tests are executed to determine the fitted coefficient, and the correlation coefficients of the fitted curves are almost higher than 95%. It indicates that the function can accurately describe the strength development of CTB within 90 days curing time.
Acknowledgments
The first author would like to acknowledge China Scholarship Council as financial support for my visiting work at University of Ottawa. This work is financially supported by the National Foundation of China (No. 51504256) and the Open fund of the Key Laboratory of Ministry of Education for Efficient Mining and Safety of Metal Mines (grant number: USTBMSLAB201702). In addition, authors also want to thank Kun Fang from University of Ottawa for improving English language writing of this manuscript.
Author Contributions
Wenbin Xu conceived and designed the experiments; Wenbin Xu performed the experiments; Peiwang Cao and Mingming Tian analyzed the data; Wenbin Xu contributed reagents/materials/analysis tools; Wenbin Xu, Peiwang Cao and Mingming Tian wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest. The founding sponsors had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, and in the decision to publish the results.
References
- Zhang, S.; Xue, X.; Liu, R.; Jin, Z. Current situation and prospect of the comprehensive utilization of mining tailings. Min. Metall. Eng. 2005, 25, 44–47. (In Chinese) [Google Scholar]
- Aldhafeeri, Z.; Fall, M.; Pokharel, M.; Pouramini, Z. Temperature dependence of the reactivity of cemented paste backfill. Appl. Geochem. 2016, 72, 10–19. [Google Scholar] [CrossRef]
- Dold, B. Submarine tailings disposal (STD)—A review. Minerals 2014, 4, 642–666. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikki, B. Evaluation of paste backfill mixtures consisting of sulphide-rich mill tailings and varying cement contents. Cem. Concr. Res. 2004, 34, 1817–1822. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikki, B.; Alp, I.; Deveci, H. Effect of properties of tailings and binder on the short and long-term strength and stability of cemented paste backfill. Mater. Lett. 2005, 59, 3703–3709. [Google Scholar] [CrossRef]
- Fall, M.; Benzaazoua, M. Modeling the effect of sulphate on strength development of paste backfill and binder mixture optimization. Cem. Concr. Res. 2005, 35, 301–314. [Google Scholar] [CrossRef]
- Fall, M.; Benzaazoua, M.; Ouellet, S. Experimental characterization of the influence of tailings fineness and density on the quality of cemented paste backfill. Miner. Eng. 2005, 18, 41–44. [Google Scholar] [CrossRef]
- Gonzalo, S.; Fourie, A.; James, D. Cyclic Shear Response of Cemented Paste Backfill. Geotech. Geoenviron. Eng. 2017, 143, 1–11. [Google Scholar]
- Yin, S.; Wu, A.; Hu, K.; Wang, Y.; Zhang, Y. The effect of solid components on the rheological and mechanical properties of cemented paste backfill. Miner. Eng. 2012, 35, 61–66. [Google Scholar] [CrossRef]
- Yi, X.; Ma, G.; Fourie, A. Compressive behaviour of fibre-reinforced cemented paste backfill. Geotext. Geomembr. 2015, 43, 207–215. [Google Scholar] [CrossRef]
- Sun, W.; Wu, A.; Hou, K. Real-time observation of meso-fracture process in backfill body during mine subsidence using X-ray CT under uniaxial compressive conditions. Constr. Build. Mater. 2016, 113, 153–162. [Google Scholar] [CrossRef]
- Yilmaz, E.; Benzaazoua, M.; Belem, T. Effect of curing under pressure on compressive strength development of cemented paste backfill. Miner. Eng. 2009, 22, 772–785. [Google Scholar] [CrossRef]
- Yilmaz, E.; Belem, T.; Benzaazoua, M. Effects of curing and stress conditions on hydromechanical, geotechnical and geochemical properties of cemented paste backfill. Eng. Geol. 2014, 168, 23–37. [Google Scholar] [CrossRef]
- Yilmaz, E.; Belem, T.; Benzaazoua, M. Specimen size effect on strength behavior of cemented paste backfills subjected to different placement conditions. Eng. Geol. 2015, 185, 52–62. [Google Scholar] [CrossRef]
- Fall, M.; Pokharel, M. Coupled effect of sulphate and temperature on the strength development of cemented tailings backfills: Portland cement paste backfill. Compos. Concr. Mater. 2010, 32, 819–828. [Google Scholar] [CrossRef]
- Ercikdi, B.; Kesimal, A.; Cihangir, F. Cemented paste backfill of sulphide-rich tailings: Importance of binder type and dosage. Cem. Concr. Compos. 2009, 31, 268–274. [Google Scholar] [CrossRef]
- Benzaazoua, M.; Fall, M.; Belem, T. A contribution to understanding the hardening process of cemented pastefill. Miner. Eng. 2004, 17, 141–152. [Google Scholar] [CrossRef]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Yumlu, M.; Ozdemir, B. Laboratory testing of cemented paste backfill. Turk. Min. J. 2002, 41, 11–20. [Google Scholar]
- Kesimal, A.; Yilmaz, E.; Ercikdi, B.; Alp, I.; Yumlu, M.; Ozdemir, B. Paste backfill technology in underground mining: A case study. Turk.J. Earth Sci. Rev. 2003, 16, 45–53. [Google Scholar]
- Yilmaz, E.; Kesimal, A.; Ercikdi, B. Evaluation of acid producing sulphidic mine tailings as a paste backfill. Turk. J. Earth Sci. Rev. 2004, 17, 11–19. [Google Scholar]
- Yilmaz, E.; Belem, T.; Benzaazoua, M.; Kesimal, A.; Ercikdi, B. Evaluation of the strength properties of deslimed tailings paste backfill. Miner. Res. Eng. 2007, 12, 129–144. [Google Scholar]
- Yilmaz, E. Investigating the Hydrogeotechnical and Microstructural Properties of Cemented Paste Backfills Using the Versatile CUAPS Apparatus. Ph.D. Thesis, Université du Québec en Abitibi-Témiscamingue UQAT, Rouyn-Noranda, QC, Canada, 2010; pp. 1–388. [Google Scholar]
- Landriault, D. Paste Backfill Mix Design for Canadian Underground Hard Rock Mining. In Proceedings of the 97th Annual General Meeting of the CIM Rock Mechanics and Strata Control Session, Halifax, NS, Canada, 14–18 March 1995; pp. 652–663. [Google Scholar]
- Amaratunga, L.; Yaschyshyn, D. Development of a high modulus paste fill using fine gold mill tailings, Geotechnology. Geol. Eng. 1997, 15, 205–219. [Google Scholar]
- Fall, M.; Samb, S. Pore structure of cemented tailings materials under natural or accidental thermal loads. Mater. Charact. 2008, 59, 598–605. [Google Scholar] [CrossRef]
- Fall, M.; Celestin, J.C.; Pokharel, M. A contribution to understanding the effects of curing temperature on the mechanical properties of mine cemented tailings backfill. Eng. Geol. 2010, 114, 397–413. [Google Scholar] [CrossRef]
- Grice, T. Underground mining with backfill. In Proceedings of the 2nd Annual Summit, Mine Tailings Disposal Systems, Australasian Institute of Mining and Metallurgy, Brisbane, Australia, 24–25 November 1998; p. 14. [Google Scholar]
- Orejarena, L.; Fall, M. Artificial neural network based modeling of the coupled effect of sulphate and temperature on the strength of cemented paste backfill. Can. J. Civ. Eng. 2011, 38, 100–109. [Google Scholar] [CrossRef]
- ASTM. Standard Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM C39-96; ASTM: West Conshohochen, PA, USA, 2001. [Google Scholar]
- Benzaazoua, M.; Belem, T.; Bussiere, B. Chemical factors that influence the performance of mine sulphidic paste backfill. Cem. Concr. Res. 2002, 32, 1133–1144. [Google Scholar] [CrossRef]
- Fall, M.; Pokharel, M. Strength development and sorptivity of tailings shotcrete under various thermal and chemical loads. Can. J. Civ. Eng. 2011, 38, 772–784. [Google Scholar]
- Fall, M.; Brackebusch, F. Basics of paste backfill system. Eng. Min. J. 1994, 46, 1175–1178. [Google Scholar]
- Claude, J.; Célestin, H.; Fall, M. Thermal conductivity of cemented paste backfill material and factors affecting it. Int. J. Min. Reclam. Environ. 2009, 23, 274–290. [Google Scholar]
- Xu, W.; Du, J.; Song, W. Experiment on the mechanism of consolidating backfill body of extra-fine grain unclassified tailings and cementitious materials. Rock Soil Mech. 2013, 34, 2295–2302. (In Chinese) [Google Scholar]
- Xu, W.; Tian, X.; Qiu, Y. Experiment of the resistivity characteristic of cemented backfill mass during the whole consolidation process. J. China Univ. Min. Tech. 2017, 46, 265–272. (In Chinese) [Google Scholar]
- Hekal, E.; Kishar, E.; Mostafa, H. Magnesium sulfate attack on hardened blended cement pastes under different circumstances. Cem. Concr. Res. 2002, 32, 1421–1427. [Google Scholar] [CrossRef]
Figure 1.
The cemented tailings backfill system in the Daye Iron Mine: (a) cemented tailings backfill plant; (b) cement tailings slurry; (c) transportation pipe for backfill slurry; (d) backfill in field stope.
Figure 1.
The cemented tailings backfill system in the Daye Iron Mine: (a) cemented tailings backfill plant; (b) cement tailings slurry; (c) transportation pipe for backfill slurry; (d) backfill in field stope.

Figure 2.
The effect of the solid content on the unconfined compressive strength (UCS) of cemented tailings backfill (CTB) samples with different binder content: (a) 25 wt %; (b) 16.7 wt %; (c) 12.5 wt %.
Figure 2.
The effect of the solid content on the unconfined compressive strength (UCS) of cemented tailings backfill (CTB) samples with different binder content: (a) 25 wt %; (b) 16.7 wt %; (c) 12.5 wt %.
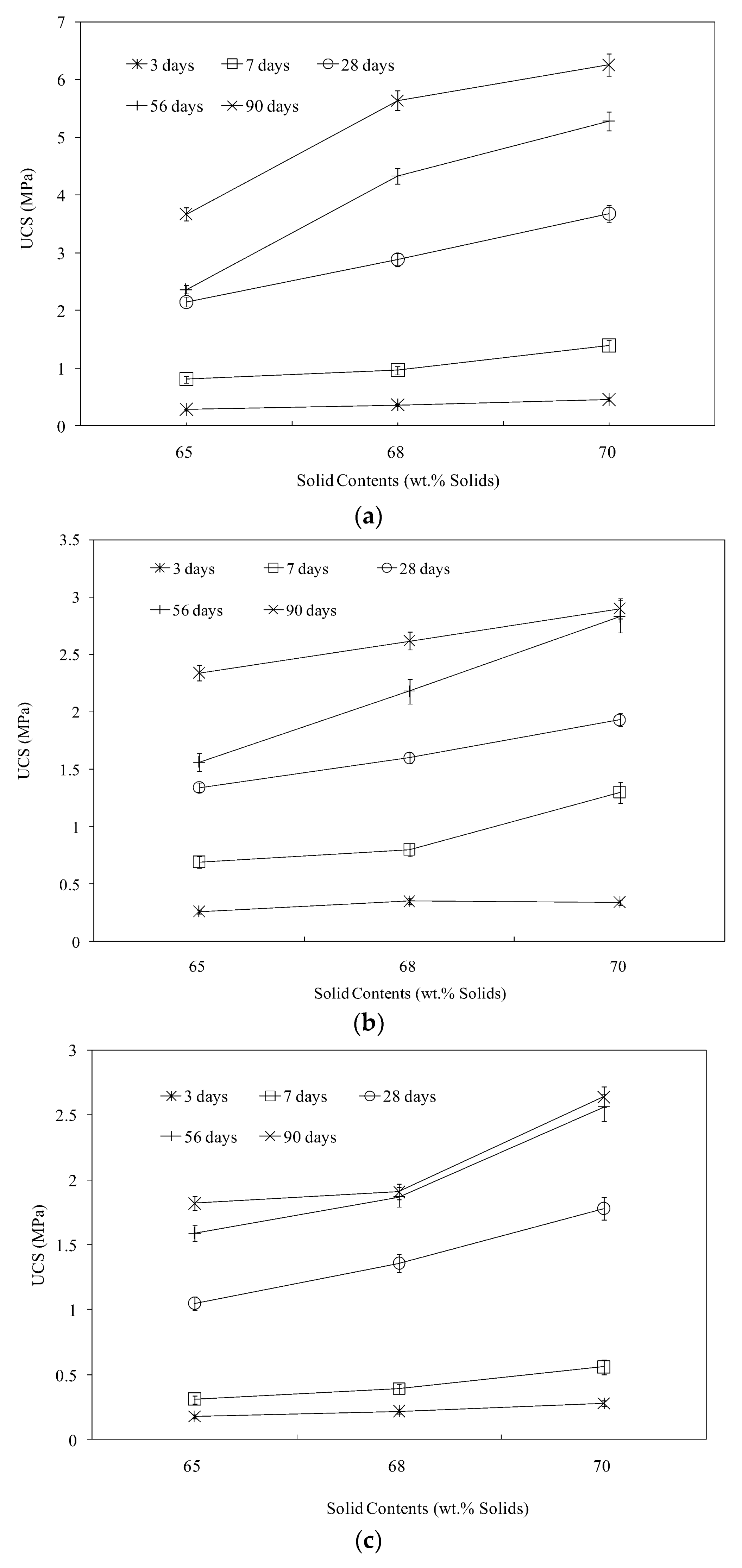
Figure 3.
SEM micrographs showing cement backfill two sample textures. (a) Samples with 70 wt % of solid content; (b) Samples with 65 wt % of solid content.
Figure 3.
SEM micrographs showing cement backfill two sample textures. (a) Samples with 70 wt % of solid content; (b) Samples with 65 wt % of solid content.
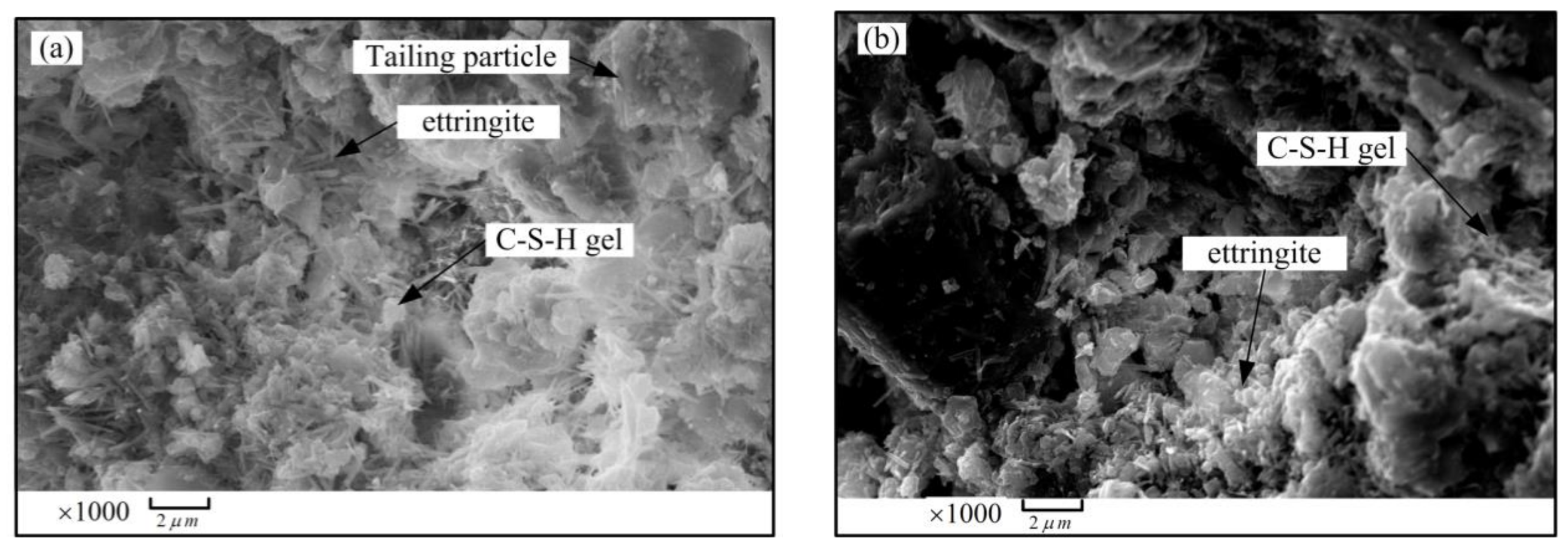
Figure 4.
The effects of different binder contents on the UCS of CTB samples. (a) 65 wt %; (b) 68 wt %; (c) 70 wt %.
Figure 4.
The effects of different binder contents on the UCS of CTB samples. (a) 65 wt %; (b) 68 wt %; (c) 70 wt %.
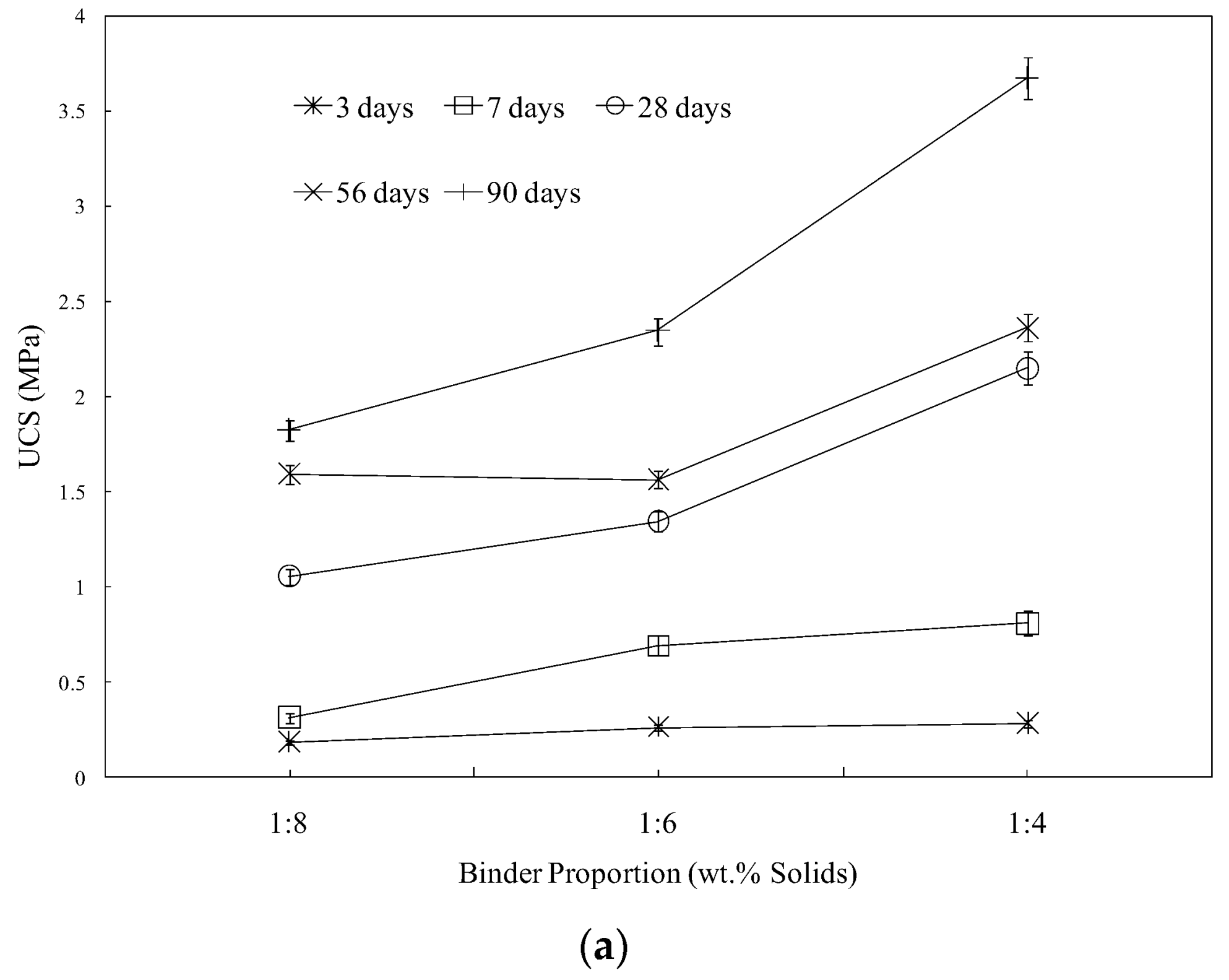
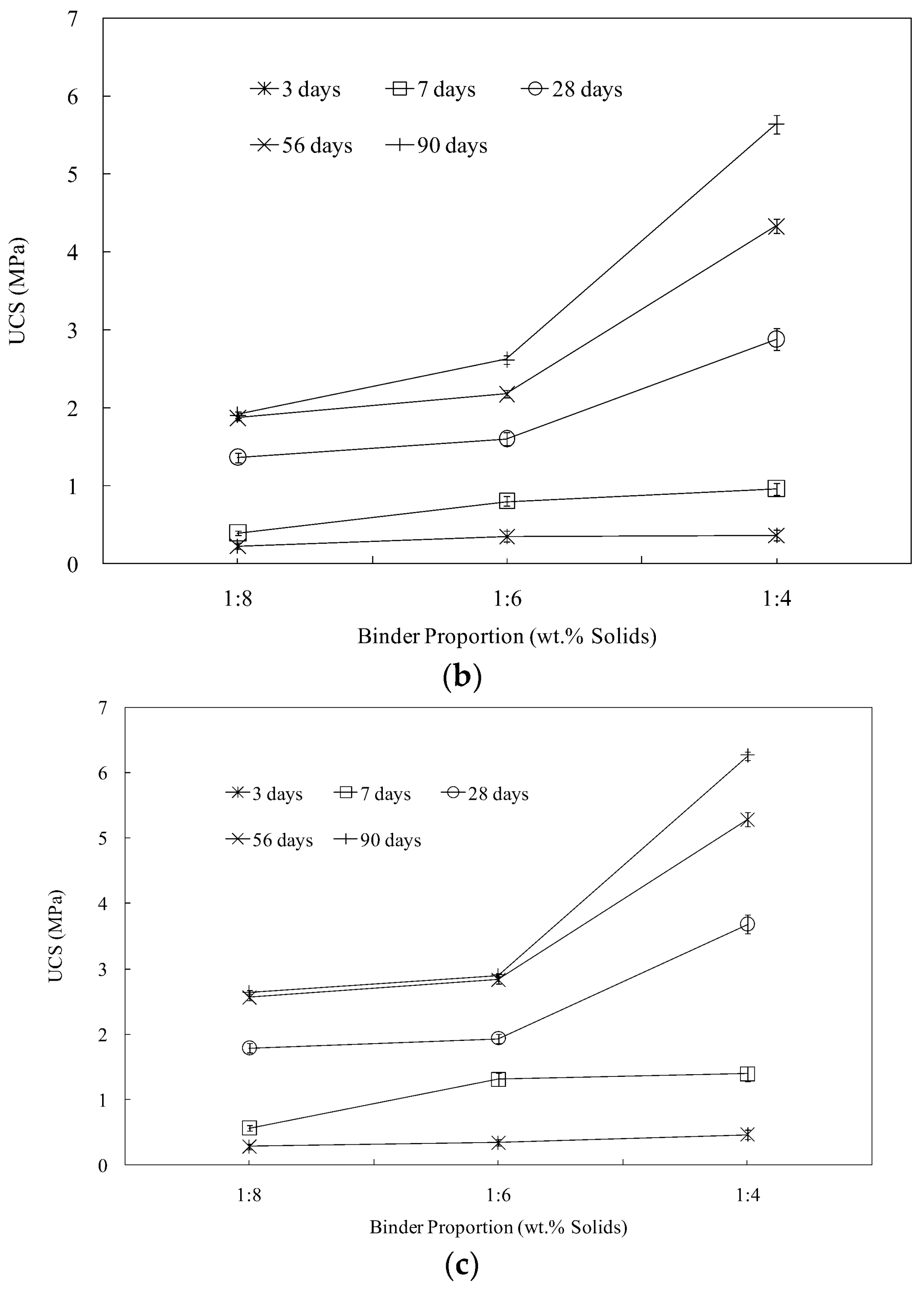
Figure 5.
The effect of the binder type on the UCS of CTB samples with solid content of 65 wt %. (a) 1:4 binder/tailings ratio; (b) 1:6 binder/tailings ratio; (c) 1:8 of binder/tailings ratio.
Figure 5.
The effect of the binder type on the UCS of CTB samples with solid content of 65 wt %. (a) 1:4 binder/tailings ratio; (b) 1:6 binder/tailings ratio; (c) 1:8 of binder/tailings ratio.
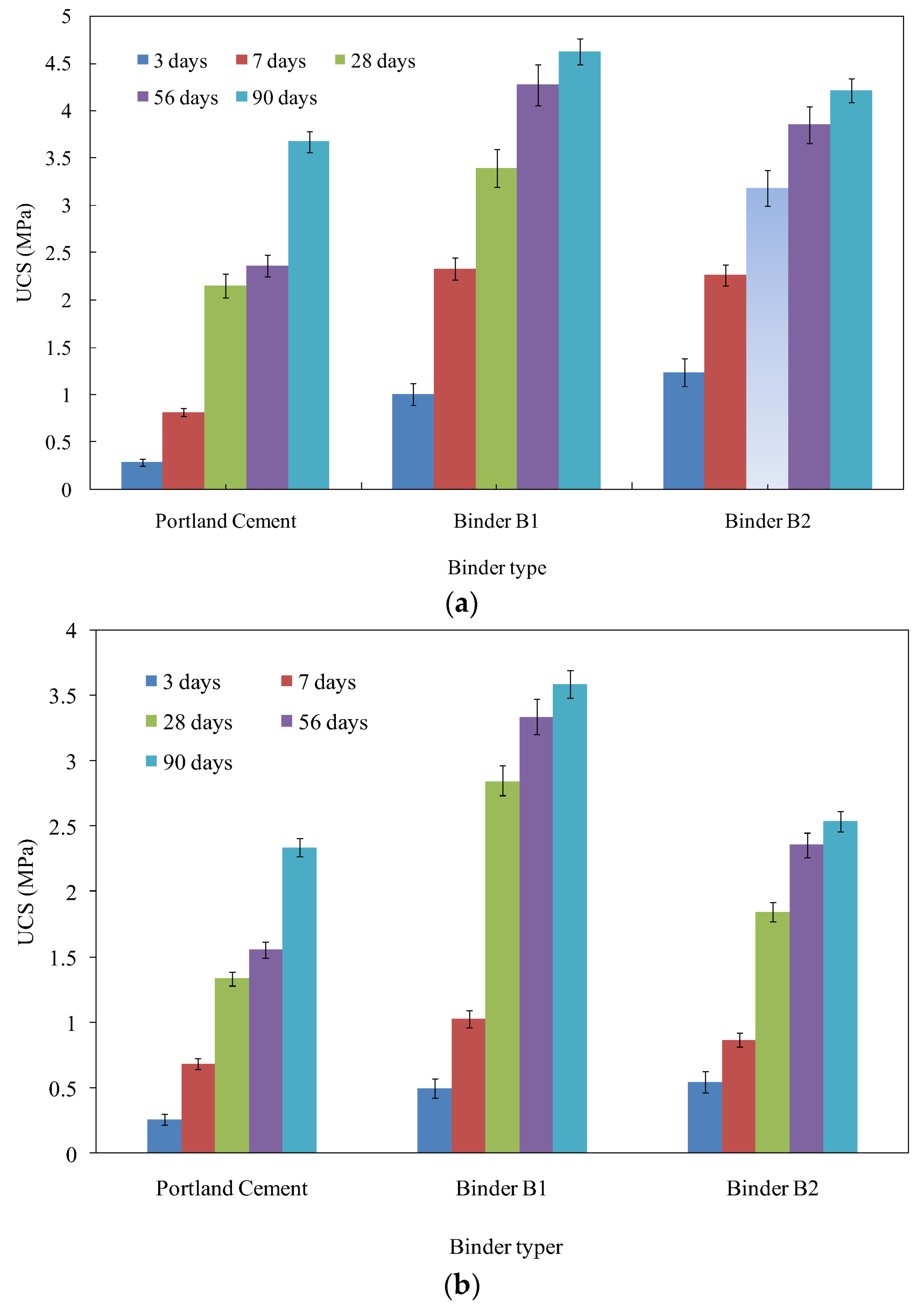
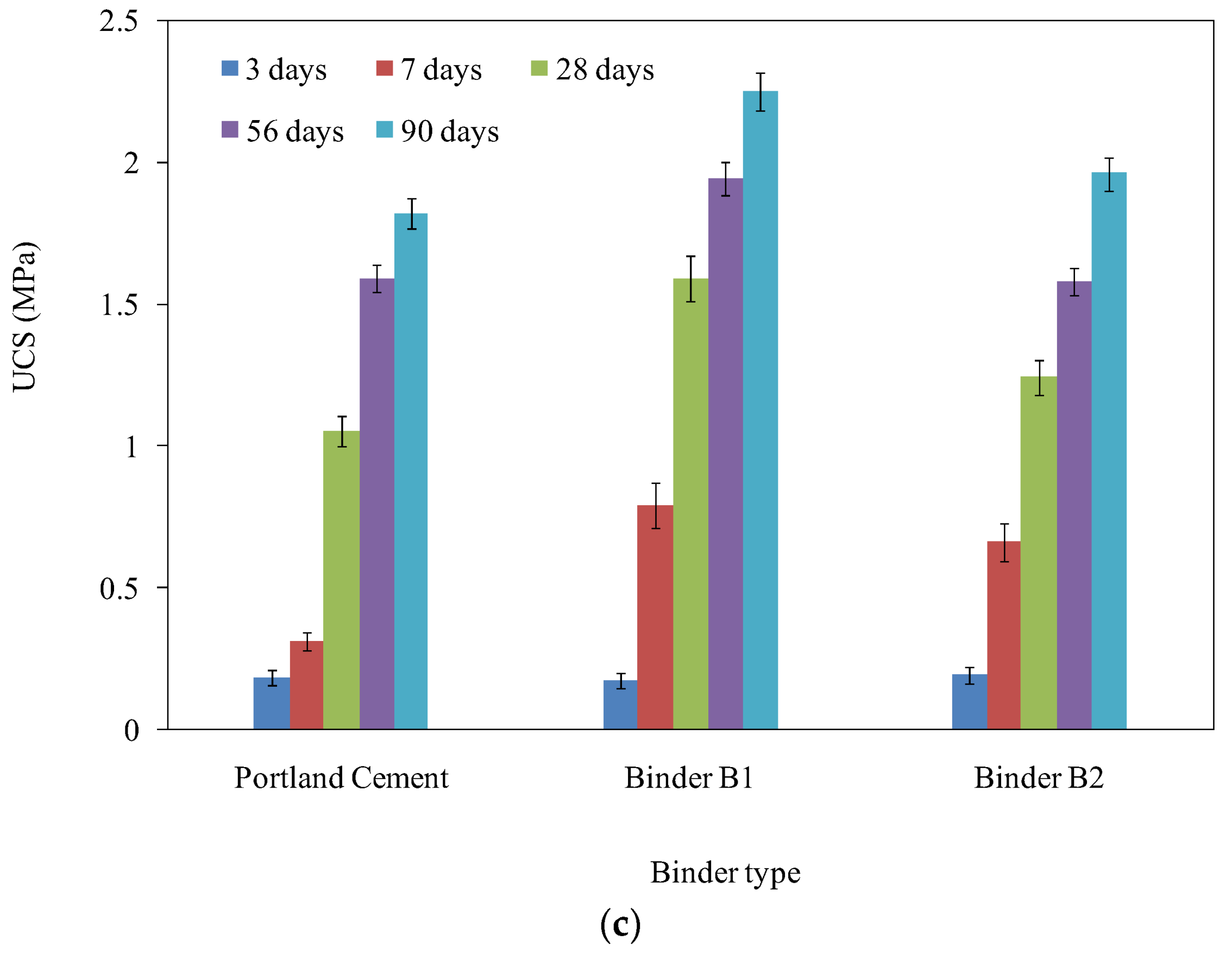
Figure 6.
SEM micrographs showing cement backfill two sample textures. (a,b) Samples with 25 wt % of Portland cement; (c) Samples with 25 wt % of Binder B1; (d) Samples with 25 wt % of Binder B2.
Figure 6.
SEM micrographs showing cement backfill two sample textures. (a,b) Samples with 25 wt % of Portland cement; (c) Samples with 25 wt % of Binder B1; (d) Samples with 25 wt % of Binder B2.

Figure 7.
Influence of curing time on the microstructure evolution of the CTB produced from a mix with 25% of Portland cement tailings and 70% solid content at curing times of (a) 3 days; (b) 7 days; (c) 28 days; (d) 56 days; (e) 90days at 1000× magnification; and (f) 90 days at 1000× magnification.
Figure 7.
Influence of curing time on the microstructure evolution of the CTB produced from a mix with 25% of Portland cement tailings and 70% solid content at curing times of (a) 3 days; (b) 7 days; (c) 28 days; (d) 56 days; (e) 90days at 1000× magnification; and (f) 90 days at 1000× magnification.
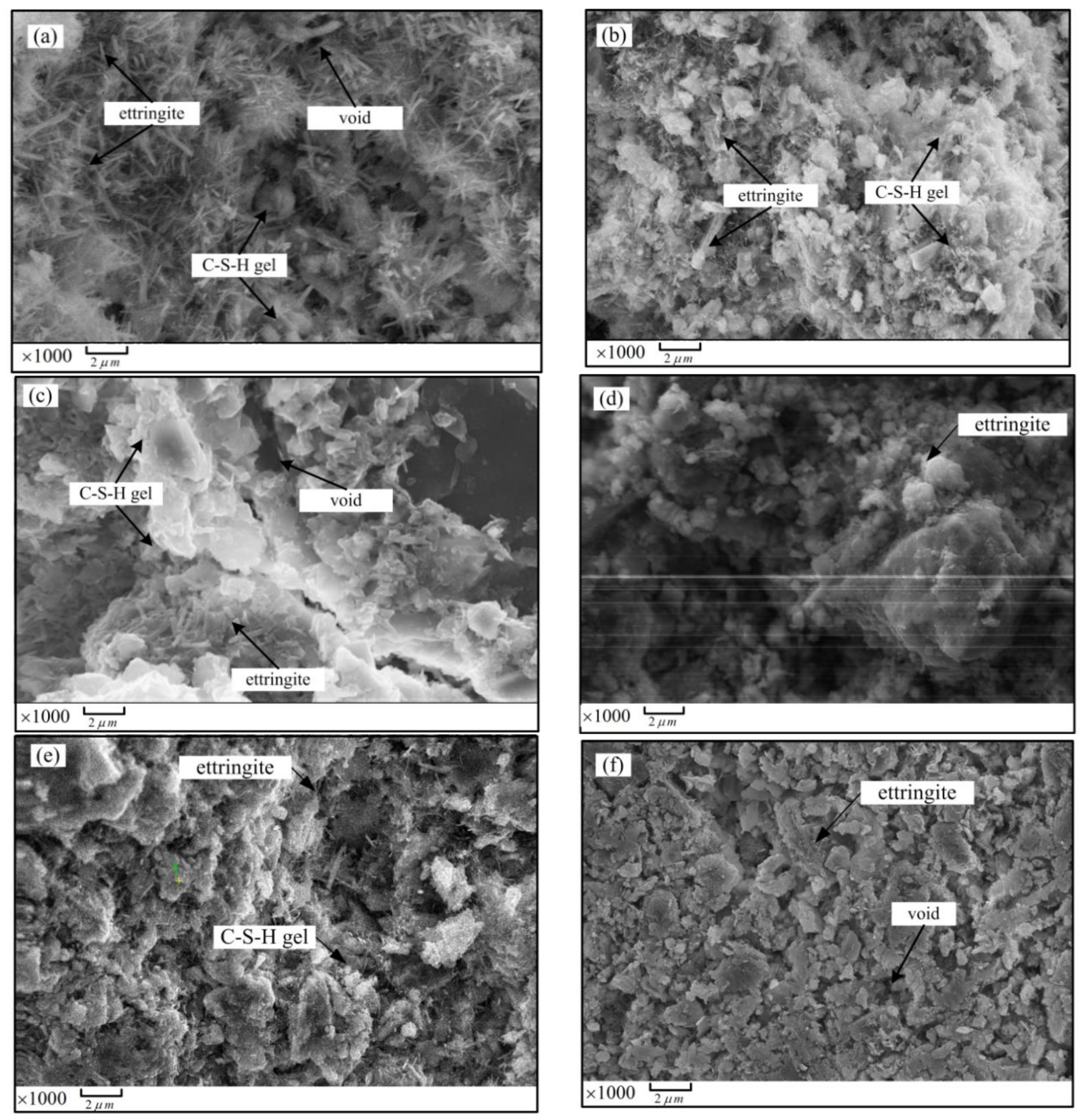
Figure 8.
Diagram of backfill strength growth of different cement/tailings ratio: (a) 25 wt %; (b) 15.6 wt %; (c) 12.5 wt %.
Figure 8.
Diagram of backfill strength growth of different cement/tailings ratio: (a) 25 wt %; (b) 15.6 wt %; (c) 12.5 wt %.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main chemical composition of the tailings used.
| Compound | SiO2 | TFe | SFe | CaO | FeO | Al2O3 | MgO | S | Loss-on-Ignition | Total |
|---|---|---|---|---|---|---|---|---|---|---|
| Tailings (wt %) | 26.30 | 10.79 | 20.02 | 12.45 | 10.90 | 6.07 | 5.55 | 1.32 | 6.60 | 100 |
Table 2.
Grain size distribution of the tailings used.
| Particle Size (μm) | 20 | 45 | 75 | 106 | 150 | 180 | 200 |
|---|---|---|---|---|---|---|---|
| Cumulative passing (%) | 53.7 | 67.5 | 78.7 | 86.1 | 93.9 | 97.1 | 100 |
Table 3.
Physical properties of the filling material.
| Item | Specific Gravity | Bulk Density (t/m3) | Porosity (%) | Specific Surface Area (m2/m3) |
|---|---|---|---|---|
| Tailings | 3.20 | 1.47 | 57.00 | 640,000 |
| Portland Cement | 3.10 | 1.30 | 58.06 | 582,000 |
| Binder B1 | 3.34 | 1.52 | 53.60 | 756,000 |
| Binder B2 | 3.42 | 1.48 | 55.20 | 680,000 |
Table 4.
Chemical composition of the binders.
| Compound | CaO | SiO2 | Fe2O3 | Al2O3 | MgO | K2O | Na2O | NaOH |
|---|---|---|---|---|---|---|---|---|
| Binder B1 (%) | 52.40 | 29.10 | 1.26 | 10.30 | 5.32 | 0.98 | 0.65 | - |
| Binder B2 (%) | 48.84 | 23.77 | 2.34 | 19.05 | 4.03 | 1.26 | 0.71 | 5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xu, W.; Cao, P.; Tian, M. Strength Development and Microstructure Evolution of Cemented Tailings Backfill Containing Different Binder Types and Contents. Minerals 2018, 8, 167. https://doi.org/10.3390/min8040167
AMA Style
Xu W, Cao P, Tian M. Strength Development and Microstructure Evolution of Cemented Tailings Backfill Containing Different Binder Types and Contents. Minerals. 2018; 8(4):167. https://doi.org/10.3390/min8040167
Chicago/Turabian StyleXu, Wenbin, Peiwang Cao, and Mingming Tian. 2018. "Strength Development and Microstructure Evolution of Cemented Tailings Backfill Containing Different Binder Types and Contents" Minerals 8, no. 4: 167. https://doi.org/10.3390/min8040167
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.