Effect of Pretreatment on Leaching Primary Copper Sulfide in Acid-Chloride Media
by
 and
and
Cecilia P. Cerda
1, 
María E. Taboada
1,2,
Nathalie E. Jamett
1,
Yousef Ghorbani
3 and
and
Pía C. Hernández
1,* 1
Departamento de Ingeniería Química y Procesos de Minerales, Universidad de Antofagasta, Avda, Angamos 601, Antofagasta 1270300, Chile
2
Centro de Investigación Científico Tecnológico para la Minería (CICITEM), Sucre 220, Of. 604, Antofagasta 1270300, Chile
3
School of Natural and Built Environment, Faculty of Science, Engineering and Computing, Kingston University, London KT1 2EE, UK
*
Author to whom correspondence should be addressed.
Minerals 2018, 8(1), 1; https://doi.org/10.3390/min8010001
Submission received: 25 October 2017
/
Revised: 11 December 2017
/
Accepted: 19 December 2017
/
Published: 21 December 2017
(This article belongs to the Special Issue Heap Leaching: The State-of-the-Art)
Abstract
:The aim of this study was to improve the dissolution of copper sulfide ore composed mainly of chalcopyrite (1.21 wt %) and bornite (0.54 wt %) using a pretreatment before leaching. The effect of the pretreatment on copper sulfide dissolution was investigated using different types of leaching. Three sets of experimental tests were performed (flask, reactor and mini-column). Using experimental design, three operational variables in the ore pretreatment were evaluated: chloride concentration (20, 50 and 90 kg/t), repose time (7, 20 and 40 days) and repose temperature (20 and 50 °C). A maximum of 93% copper dissolution was obtained when the ore was treated with 90 kg Cl−/t ore, 40 d of repose time and 50 °C in flask leaching. Without any ore pretreatment, 53% copper dissolution was achieved. Using reactor leaching, an 85% copper dissolution was obtained using pretreatment stage. Without this pretreatment, only 55% copper dissolution was obtained. The final test, which involved leaching a pretreated ore in a mini-column at room temperature, yielded 49% copper dissolution. The data showed that repose time and temperature were the most important variables affecting copper extraction in the pretreatment stage. This study indicates that pretreatment has a positive effect on copper dissolution from primary copper sulfide ore in an acid-chloride medium. It also provides a feasible alternative for treating primary copper sulfide ores at the industrial level.
1. Introduction
Due to depletion of oxidized copper ores, the mining sector is developing copper sulfide hydrometallurgy. Although copper sulfide ores are usually processed by flotation and pyrometallurgy, there are several options, especially those using acid-chloride media (U.S. Bureau of Mines, UBC-Cominco, Cymet, Minemet Recherche, Duval CLEAR process, Elkem process, Cuprex, Intec process, Outotec Hydrocopper process, Falconbridge process, Sumitomo, CuproChlor® process, CESL process) [1,2]. The world’s largest copper reserves (70%) are found in copper sulfide minerals, particularly as chalcopyrite (CuFeS2) [3,4]. Leaching chalcopyrite at the industrial level is challenging due to low dissolution rates at ambient temperature and pressure, mainly because a passivation layer forms around the chalcopyrite particles when they begin to dissolve. This prevents the transfer of mass from the mineral to the solution, which arrests the leaching process. Acid-chloride-oxidizing agents have proven beneficial for the dissolution of copper sulfides [1,5,6]. Researchers have determined that the chloride medium is beneficial in forming a porous layer of elemental sulfur or polysulfides around the particle. The chloride medium increases the solubility of copper, iron and other metals. Redox properties are also enhanced because cuprous and cupric ions are stabilized as chloro-complexes, in which the redox couple, Cu(I)/Cu(II) promotes sulfide oxidation.
This study considers accelerating chalcopyrite dissolution by pretreating the ore before leaching, using a longer repose time and shorter leaching time. This has been done before with copper oxide ores [7] and secondary copper sulfide ores [8]. With copper oxide, agglomeration and acid curing process are commonly used before leaching. Agglomeration aggregates fine particles produced by crushing into larger particles [9], which improves the permeability of the heap. The ore is pretreated with concentrated sulfuric acid, which dissolves copper ions from soluble minerals, accelerating dissolution kinetics and impeding silicate dissolution [10,11]. Acid curing produces copper ore sulfation, which improves extraction.
The CuproChlor® process pretreats secondary copper ores like chalcocite and covellite in a chloride medium. In the pretreatment stage (agglomeration and curing), the process uses calcium chloride, seawater and sulfuric acid. The calcium chloride and sulfuric acid produce calcium sulfate, which improves the permeability of the heap and provides the chloride medium that is beneficial to leaching copper sulfides [8,12].
Several studies have involved pretreatment and subsequent leaching to improve mineral reaction rates. Bahamonde et al. [13] studied the effect of pretreating a bornite (66.7%)-chalcopyrite (19.8%) concentrate using sodium chloride and sulfuric acid to improve copper extraction. The tested variables were sodium chloride dosage (15, 30 and 60 kg/t) and repose time (15 and 30 d). The pretreatment increased copper extraction under the studied conditions. Marchevsky et al. [14] used bio-oxidation to pretreat gold concentrate as an alternative to conventional processes like roasting or chemical oxidation. After pretreatment using bio-oxidation, the concentrate was leached with sodium cyanide. The pretreatment leaching process obtained 91.6% Au compared to 67.3% Au for leaching without pretreatment. The bio-oxidation stage improves metal recovery. Qiu et al. [15] developed a cyanidation process with a pretreatment stage for silver and gold recovery from a refractory Au–Ag ore. The pretreatment used pyrite as a reductant where MnO2 was reduced to Mn2+ where it dissolved into the solution. Silver and gold were then accessible for cyanidation. The result indicates that the recovery of silver and gold improves with pretreatment. Chen et al. [16] pretreated spent auto-catalyst samples to recovery Rh using O2, CO and H2 at different temperatures and flow rates. The samples pretreated were then leached with acidic sodium chlorate. The Rh recovery was improved in all tests where the pretreatment step was used. Sasaki and Maeda [17] proposed a process to recover platinum group metals (PGMs) from automotive catalytic converters using a pretreatment stage with Zn-vapor before acid leaching. The pretreatment step increased PGM extraction in leaching using aqua regia or hydrochloric acid, depending on the conditions. Ma et al. [18] used activation pretreatment to improve nickel (Ni) and cobalt (Co) extraction from limonitic laterite. The pretreatment was performed at high temperature (200–450 °C), high acid concentration (150–600 kg/t) and different sodium fluoride dosage (0–7 wt %). Ni extraction increased from 65.3% to 85.3%, and Co extraction from 79.3% to 93.9%. Bas et al. [19] investigated the effect of an ammonia pretreatment before leaching copper sulfide-bearing gold ore to increase gold extraction at low cyanide concentrations. Gold extraction increased from 6.7% (leaching without pretreatment) to 99.8% with pretreatment.
There is no additional information about chalcopyrite pretreatments with chloride-acid medium. Therefore, the aim of this study is to determine the effects of pretreatment on dissolution rates of leached copper sulfide ore mainly containing chalcopyrite (CuFeS2) and bornite (Cu5FeS4) as copper sulfide species, with a copper grade of 0.77%. The addition of chloride (20, 50 and 90 kg/t), repose time (7, 20 and 40 d) and repose temperatures (20 and 50 °C) were the studied pretreatment variables. In addition, three leaching scales were compared (flask, 250 mL; reactor, two liters; and mini-column leaching 40 cm × 0.6 cm).
2. Materials and Methods
2.1. Ore
An industrial copper sulfide ore from the Antofagasta Region, Chile was used. The ore was crushed and milled to obtain a particle size below 150 μm, with a P80 of 94.01 μm, which was determined with a Microtrac S3500 particle size analyzer (Microtrac Inc., Montgomeryville, PA, USA). The chemical composition of the ore was determined by digestion with nitric-perchloric acid and subsequent reading using atomic absorption spectrometry (AAS) for total copper, and digestion with sulfuric acid and subsequent reading using AAS for soluble copper, which yielded 0.77% total copper and 0.09% soluble copper. The mineralogy of the ore was determined by quantitative X-ray diffraction (QXRD) and validated by optical microscopy (Table 1). Chalcopyrite at 1.21% and bornite at 0.54% were the predominant copper sulfide species. The main gangue minerals were quartz (SiO2) at 32.29%, albite (NaAlSi3O8) at 29.36% and orthoclase (KAlSi3O8) at 13.84%. The acid consumption of the ore was 40.95 kg H2SO4/t ore determined by aliquot of leaching and titration with NaOH.
2.2. Reagents
All tests were performed with sulfuric acid (H2SO4, technical grade, 95%), sodium chloride (NaCl, p. a., 99.5%) and copper sulfate pentahydrate (CuSO4·5H2O, p. a., 99%).
Seawater from San Jorge Bay, Antofagasta, Chile was used as an aqueous medium in the experiments. Seawater was pumped from the coast and then filtered through a polyethylene membrane (pore size 1 μm). Table 2 shows the results of chemical analyses of the seawater.
2.3. Experimental Procedure
2.3.1. Pretreatment Tests and Subsequent Leaching Using Erlenmeyer Flasks
A factorial experimental design was used to investigate the effect of different pretreatment variables on copper extraction. The variables are shown in Table 3. Minitab version 17 (Minitab Inc., Coventry, UK) [20] software was used to evaluate the results of 36 tests, all in duplicate.
The pretreatment consisted of adding 20 kg of H2SO4/t ore, 65 kg of seawater/t ore and NaCl (according to the level to be evaluated) to 10 g of ore. The ore sample was then homogenized and placed in a Petri dish that was covered to prevent evaporation loss during the repose time. At the repose temperature of 50 °C, the Petri dishes were put into a muffle at the desired temperature. For the test at 20 °C, the Petri dishes were maintained in the laboratory at room temperature controlled with an air conditioner. When the repose time was completed, the ore was leached in a 250 mL Erlenmeyer flask for 3 days, at 45 °C with orbital shaking (200 rpm). One hundred mL of leaching solution was used, containing [Cu2+] = 2 g/L, [H2SO4] = 20 g/L and [Cl−] = 60 g/L (40 g/L of NaCl and the remainder composed of seawater). Oxidation-reduction potential (ORP) and pH were measured (Hanna portable pH/ORP meter, model HI991003) over the course of the leaching test. When the leaching was completed, the pulp was filtered out, and the solid residue was washed with distilled water and dried at 60 °C until reaching a constant weight. The total copper concentration in the solution and the residue was measured by AAS. Copper extraction was calculated based on the dissolved copper concentration at the end of 3 d and the initial copper in the ore sample. These values were checked by analysis of the remaining copper in the respective leaching residues. A standard deviation of ±1.8% was obtained by calculating copper extraction using the solid and solution phases from all the tests.
2.3.2. Pretreatment and Subsequent Leaching in 2 L Reactors
A second round of experiments was conducted based on the results of the first. The pretreatment involved 100 g of ore, with 20 kg H2SO4/t ore, 65 kg seawater/t ore, and 90 kg Cl−/t ore, with 40 d of repose at 20 °C. The pretreated ore was homogenized over a plastic sheet and left in repose for 40 d at room temperature. When the repose period was completed, agitation leaching was carried out in a jacketed glass reactor (2 L). Water circulated through the jacket, with temperature maintained by a thermostatic bath (45 °C). A teflon stirring bar provided mechanical agitation (400 rpm). One liter of leaching solution was prepared containing [Cu2+] = 2 g/L, [H2SO4] = 20 g/L and [Cl−] = 60 g/L (40 g/L of NaCl and the remainder composed of seawater). Duplicate tests were performed. Samples of solution (10 mL) were periodically removed from the leaching system and analyzed for copper with AAS. Copper extraction was calculated based on the dissolved copper concentration at any given time t and the initial copper in the ore sample. Evaporation of solutions during the test was considered in the calculation. These values were checked by analysis of the remaining copper in the respective leaching residues. The average standard deviation of ±1.8% was obtained by calculating copper extraction using the solid and solution phases in all the tests. Leaching tests were carried out with untreated ore as a control for comparison purposes.
ORP and pH were measured during the test. When leaching was complete (7 d), the same procedure described above was applied to obtain copper from the solid residue and final solution.
2.3.3. Pretreatment and Subsequent Leaching Using a Mini-Column
In a third round, 100 g of ore (P80 = 94.01 µm) and 500 g SiO2 (particle size under 2 mm) were mixed and agglomerated on a plastic sheet using 20 kg H2SO4/t ore, 65 kg seawater/t ore, 90 kg Cl−/t ore, with a repose temperature of 20 °C and a repose time of 40 d as pretreatment conditions. The agglomerated ore with quartz were placed in a mini-column 40 cm high and 0.6 cm in diameter. The ore is maintained in repose for the time required, following which the leaching solution ([Cu2+] = 2 g/L, [H2SO4] = 20 g/L, [Cl−] = 60 g/L (40 g/L of NaCl and the remainder was composed of seawater)) was irrigated (8 L/h·m2) from the top of mini-column. Samples of drained solution were periodically analyzed by AAS. At 40 and 78 d, the ore was washed with an acid solution (pH = 1) at the same irrigation rate. When the leaching was complete, the watering stopped and the mini-column was left in repose for the entire solution to drain. The ore-quartz was then removed from the mini-column and dried at 60 °C for 2 d. The ore and quartz mixture were put on a #10 ASTM mesh and the ore was separated from the quartz with a brush. Finally, the solid residue was analyzed by AAS for total copper. The standard deviation of ±1.9% was obtained by calculating copper extraction using solid and solution phases in the tests.
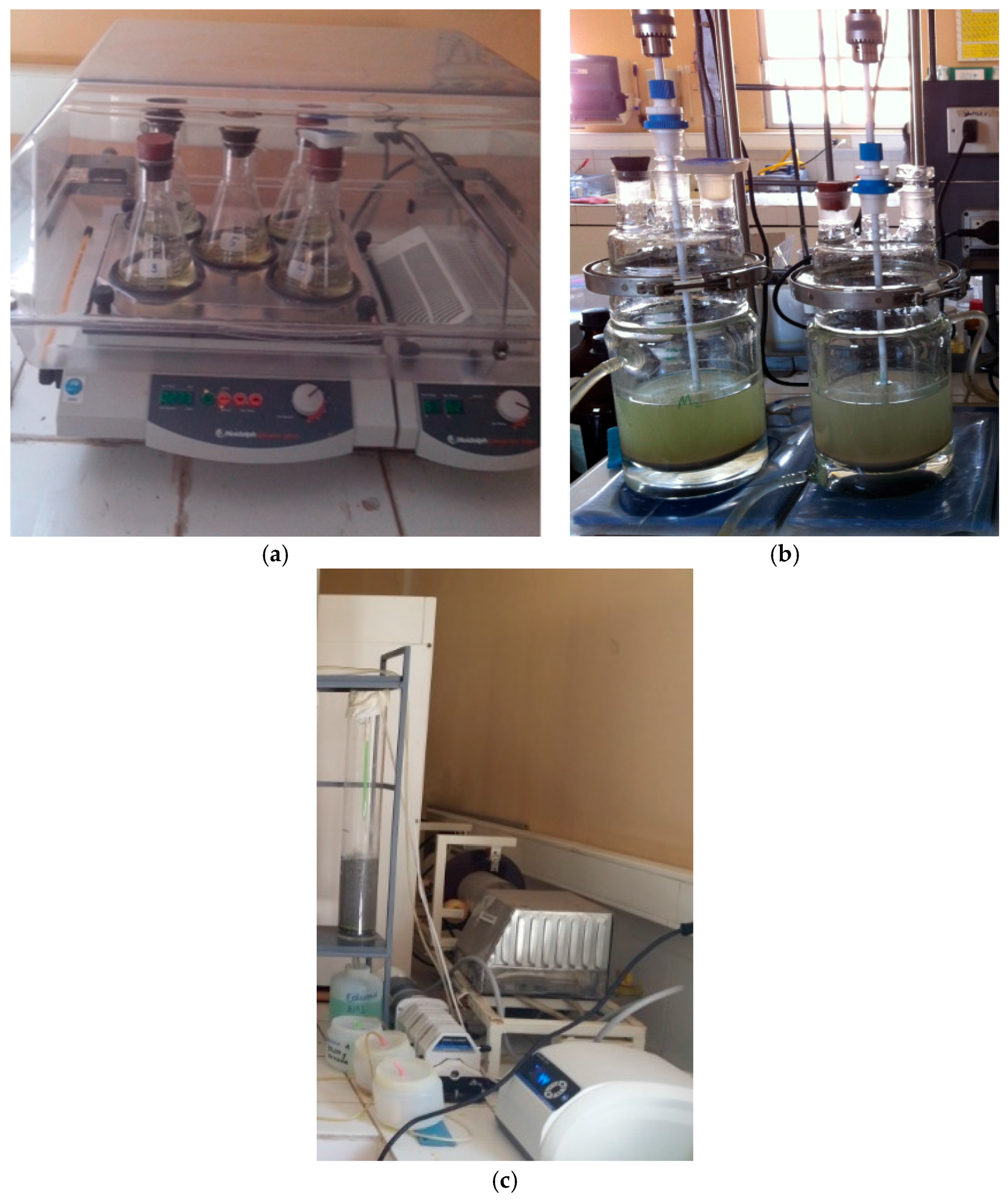
Figure 1 shows the experimental tests in progress at three scales (flasks, reactors and mini-columns).
3. Results and Discussion
3.1. Results of Leaching Using Erlenmeyer Flasks
Table 4 shows the maximum copper extractions achieved after leaching the pretreated ore for three days. In total, 19 tests were carried out in duplicate, with a standard deviation of 1.52.
Table 4 shows that all tests resulted in at least >59% copper extraction and five tests yielded >80%. The maximum copper extraction of 92.9% was achieved with 90 kg Cl−/t ore, and 40 d of repose at 50 °C, which were the highest values of the tested conditions. The final pH values were ≤1, and oxidation-reduction potential (ORP) values were in a range of 648–679 mV vs standard hydrogen electrode (SHE).
A leaching experiment, test 19, was conducted in duplicate with untreated ore as a control for comparison purposes. The same leaching solution was used. A maximum of 53.2% of copper was extracted after three days of leaching. The positive effect of pretreatment can be observed by comparing the results of the control test to the extraction with pretreated ores, which were 11.7% higher for the lowest case and 74.6% higher for the best. Ore pretreatment, or curing, accelerates dissolution due to contact between solutions highly concentrated in acid and chloride and solid-state mineral species. Longer repose time allows these reactions to occur without disturbance in the medium.
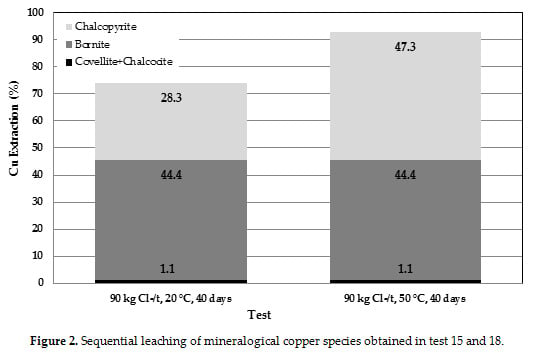
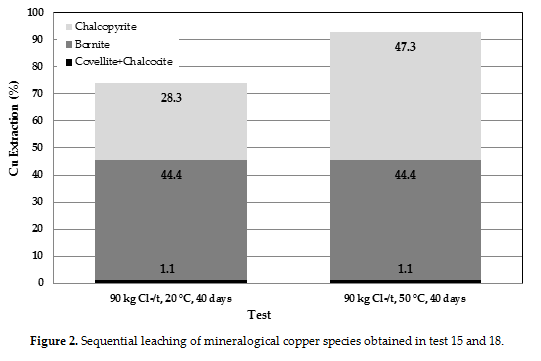
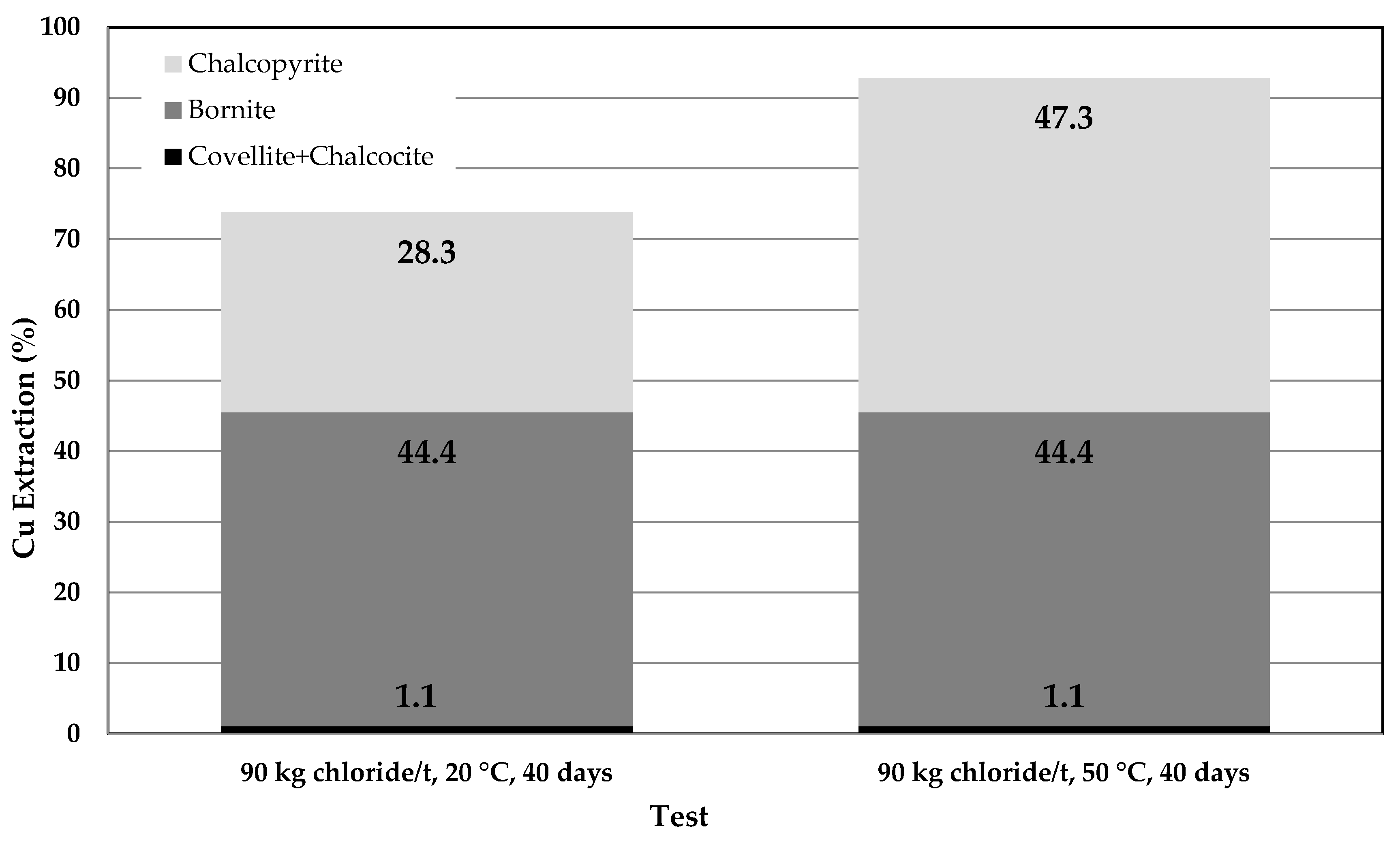
According to mineralogical copper species, it is possible to determine the percentage of chalcopyrite leached. From what is known about the copper sulfide minerals, the percentage of chalcopyrite dissolution is estimated assuming the following sequence of reactions: first chalcocite and covellite are completely leached, then bornite and finally chalcopyrite. As shown in Figure 2, the highest extraction was obtained in test 18 (92.9%), with 1.1% of copper contributed by the complete dissolution of covellite and chalcocite, 44.4% by the complete dissolution of bornite and 47.3% by the partial dissolution of chalcopyrite, indicating that ≈87% of chalcopyrite was leached under the conditions of test 18. Figure 2 also shows the results of test 15, where it can be seen that lowering the temperature from 50 to 20 °C resulted in a 52% chalcopyrite extraction.
3.1.1. Effect of Adding Chloride
A higher chloride concentration generally improves copper extraction with longer repose time (Table 4: tests 3, 9 and 15, tests 2 and 14; tests 5 and 17). Copper extractions at the three tested repose times were higher with higher temperatures. Even higher extractions were obtained at 50 and 90 kg/t of chloride with higher temperature and longer repose time. With a repose temperature of 20 °C, the addition of chloride did not have a significant effect on copper extraction. It was observed that ore pretreated under conditions used in the tests requires more time to complete dissolution and form chloro-copper complexes, confirming the anticipated rate control by chemical reaction.
3.1.2. The Effect of the Repose Temperature
Temperature is an important factor for the leaching rate (Table 4). Higher temperatures generally result in more rapid leaching kinetics. This was confirmed in all the tests (e.g., 1 and 4; 2 and 5; 8 and 11; 15 and 18, etc.), where higher repose temperatures resulted in higher copper extraction. A longer repose time enhances the effect of higher temperature. With repose times of 20 or 40 d, a minimum extraction of 30% was obtained with higher temperature. The effect of higher temperature was less significant with only seven days of repose, with an increase of only nine percent in the extraction. This is because as temperature increases, dissolution is controlled kinetically by the chemical reaction. At higher temperatures, dissolution requires low activation energy to break molecular bonds and thus produce dissolve mineralogical species that are in contact with the leaching agents, in this case acid and chloride.
Moreover, with a higher repose temperature, a shorter repose time is necessary to obtain high copper extractions, thus representing a more efficient process.
3.1.3. Effect of Repose Time
In most of the tests, a longer repose time resulted in a higher extraction of copper (Table 4: tests 1 and 3; 7, 8 and 9; 12, 14 and 15; 4, 5 and 6; 10 and 11; 16, 17 and 18). This could be because a longer repose time provides more time for the acid and chloride to react with the ore at the curing humidity, which allowed for greater solid liquid interaction. This transformed the minerals in the ore, dissolving mineralogical species and forming new more soluble ones.
3.1.4. Combined Effect
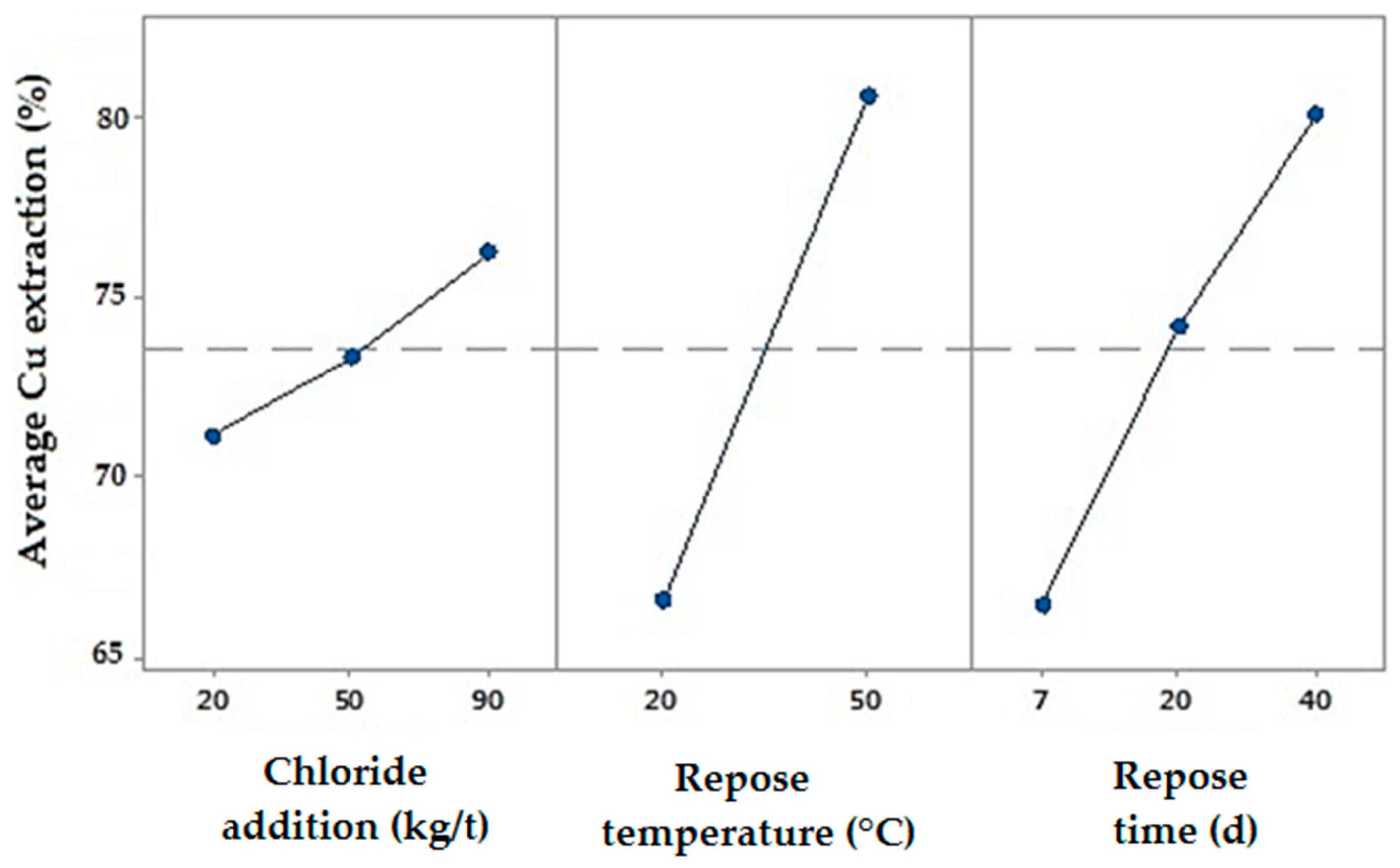
The effects of the three variables (addition of chloride, repose temperature and repose time) were analyzed with Minitab software. The averages of maximum copper extractions obtained in all tests were considered (Figure 3). The repose temperature and time had the most significant effect on copper extraction, increasing by approximately 25% between the minimum and maximum variables tested. In contrast, the effect of the chloride concentration only increased extraction by approximately eight percent. The combination of 90 kg/t chloride, and 40 d of repose time at 50 °C are the best conditions to obtain an optimal copper extraction from chalcopyrite ore.
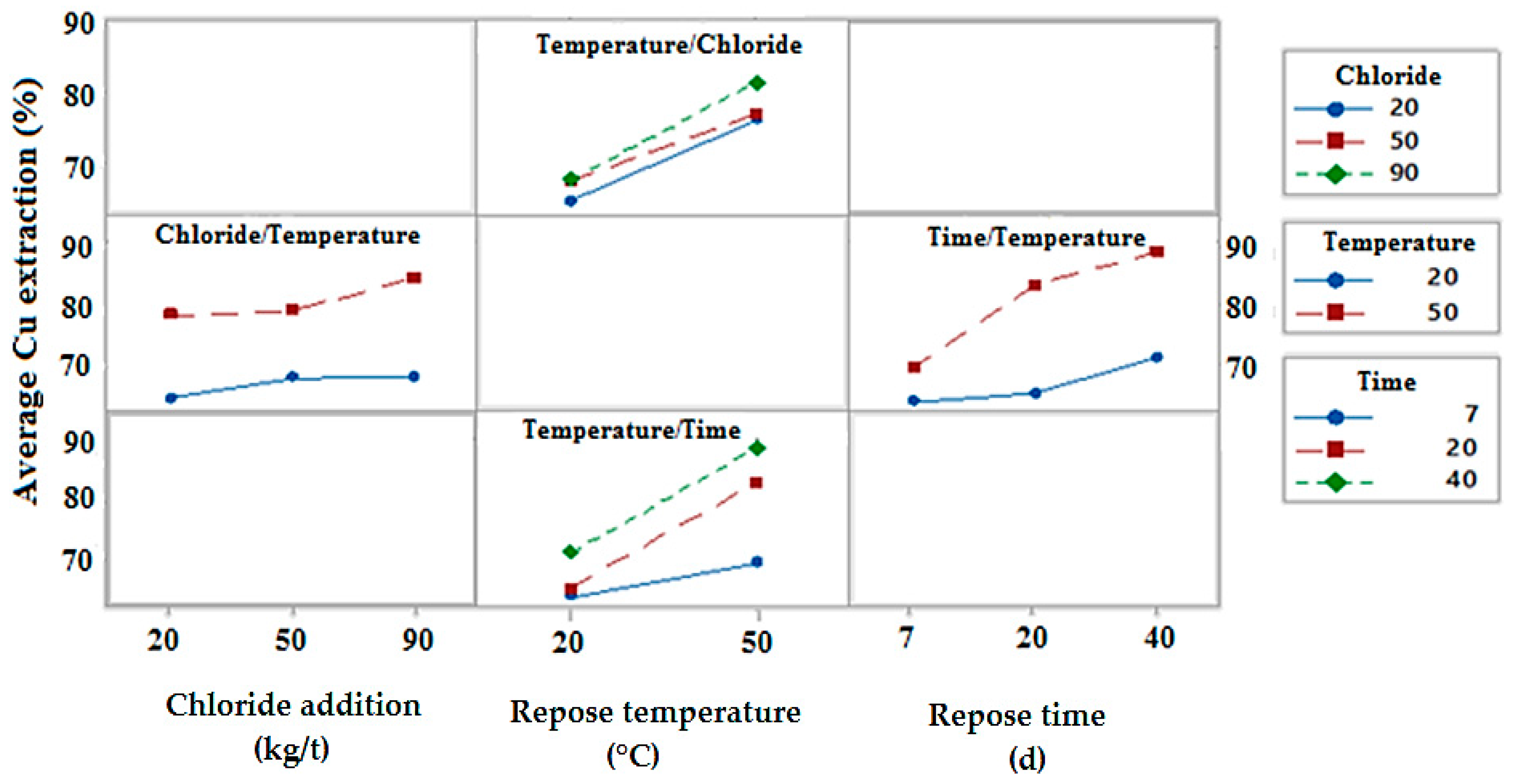
Figure 4 shows the combined effects of the pretreatment conditions. The effect of temperature for the same chloride concentration can be noted, with extraction increasing with higher temperatures. An important effect of repose time can also be noted with higher repose temperatures. The effect is minor at the lowest repose temperature. Moreover, with a high repose temperature, the increase in repose time to 20 or 40 d resulted in better copper extraction than at a repose temperature of 20 °C.
3.2. Results of Leaching Using Reactors
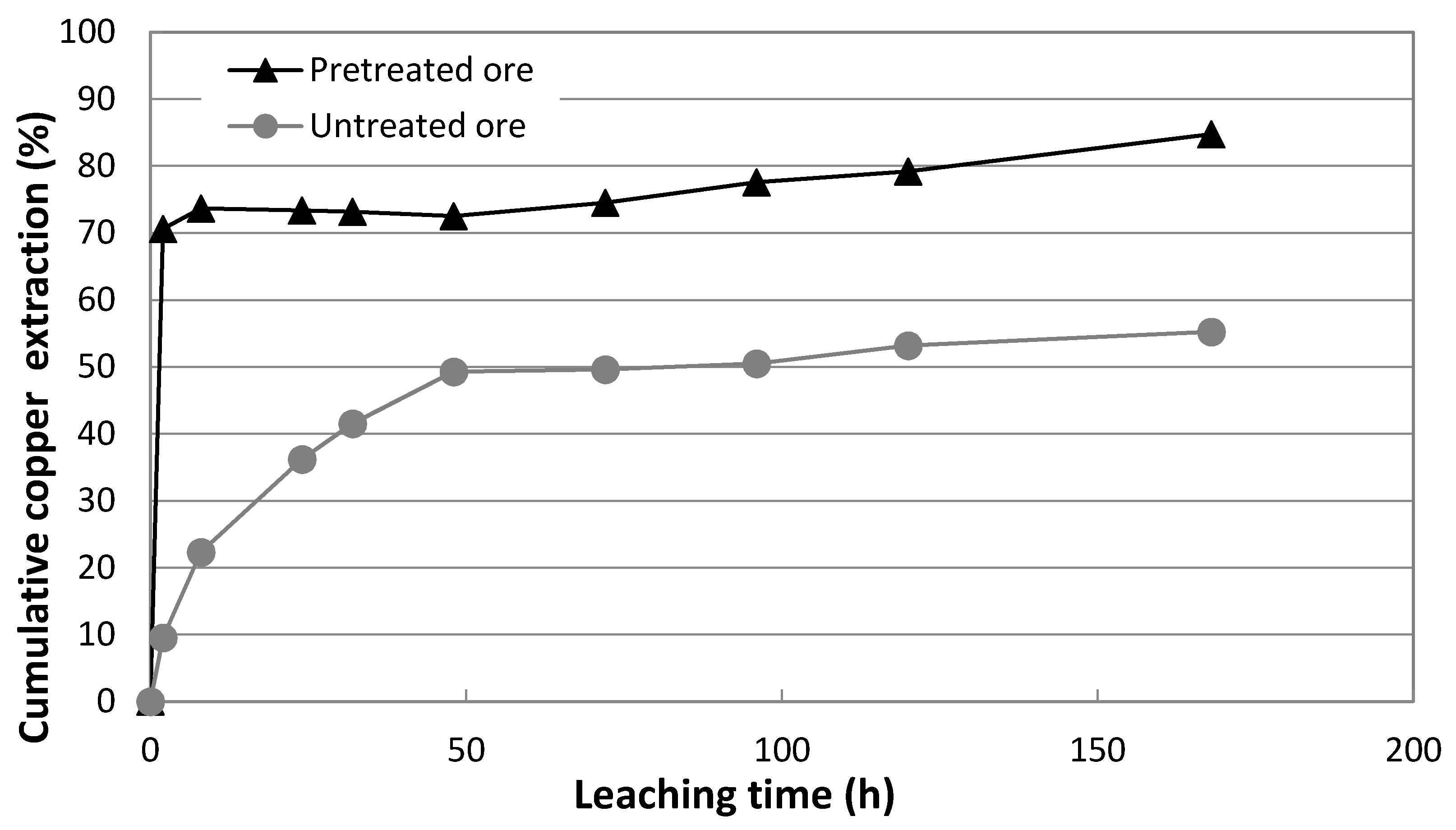
Figure 5 shows the copper extraction curves (%, average of duplicate results) as a function of leaching time (h) of the tests with reactors.
Figure 5 shows the clear effect of pretreatment. Comparing the first data, there is 86.5% of difference at two hours of leaching between the studied systems. It should be noted that in the leaching the solubilized copper from the pretreatment state enriches the leaching solution in the early stages of the process. In the system with pretreatment, ≈85% of copper was extracted in 168 h (seven days) of leaching, while only 55% was extracted in the system without pretreatment. Comparing the last point, the pretreatment stage is responsible for ≈30 additional copper extraction points.
This could be beneficial to industry because all that is necessary is pretreating the ore (which includes agglomeration and curing), with the ore in repose for a determined time. When the repose time is completed, a shorter leaching period is necessary to obtain a favorable copper extraction. The only requirement for the repose stage is sufficient space to maintain the pretreated ore without additional cost. In a continuous process, several heaps at different stages of repose are required to maintain the continuity of hydrometallurgical output (sending solutions to solvent extraction and electrowinning, SX/EW).
3.3. Results of Leaching Using Mini-Column
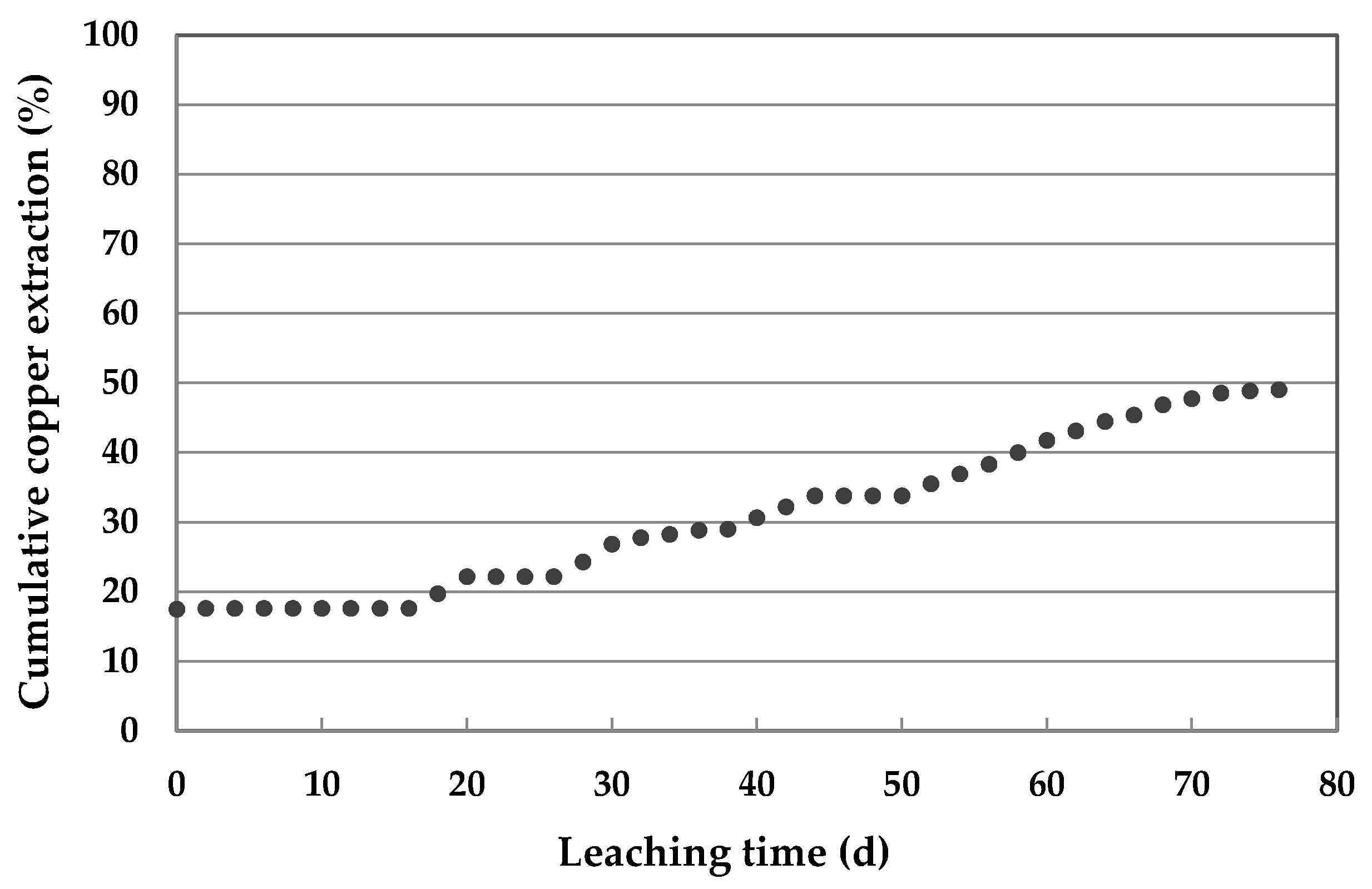
Figure 6 shows copper extraction (%) as a function of leaching time (d). The maximum copper extraction was 49% in 78 d of leaching at room temperature using a pretreated ore.
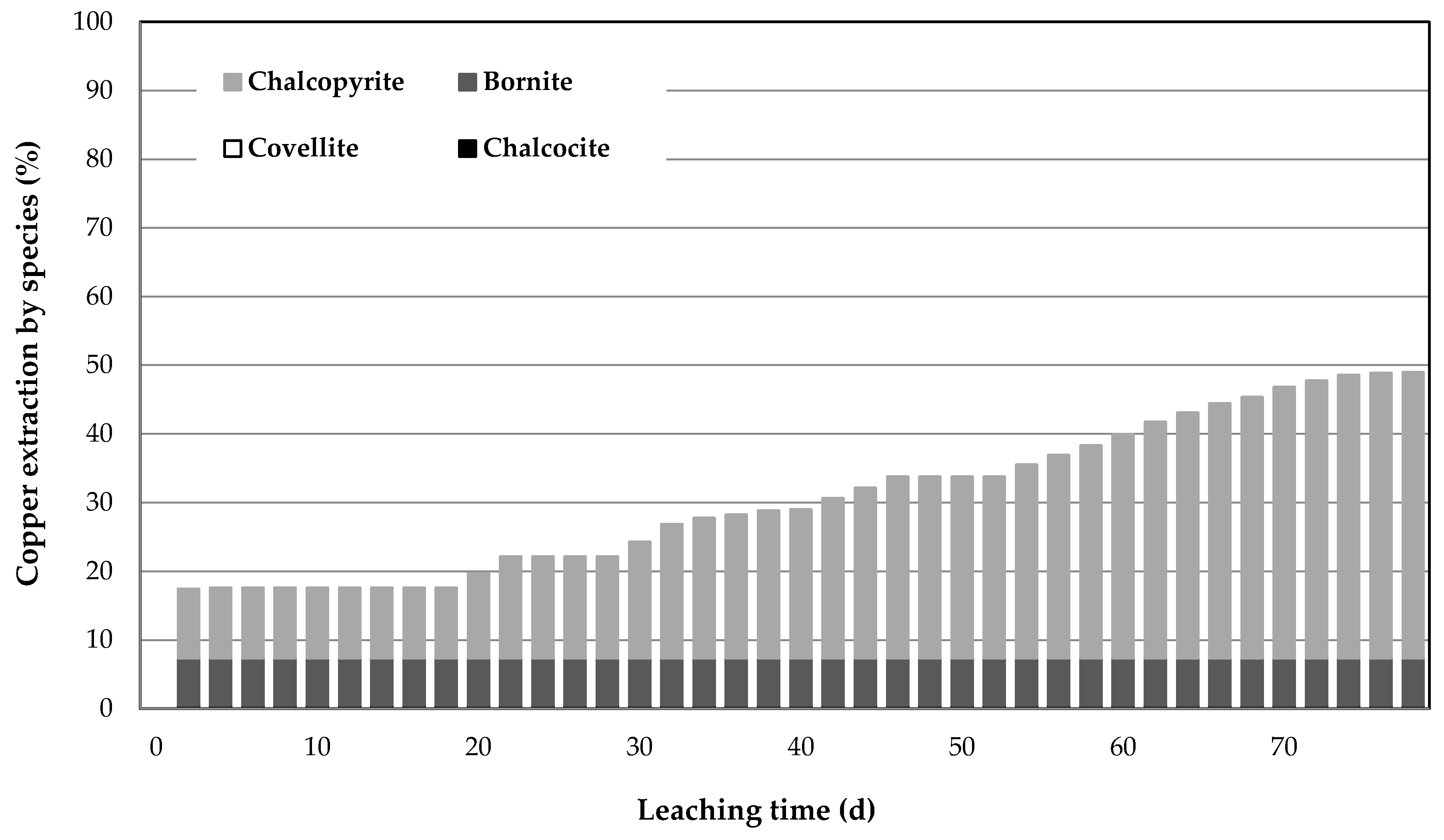
Figure 7 shows the leached mineral species as a function of time according to sequential dissolution: first chalcocite, then covellite, bornite and chalcopyrite, respectively. In two days, chalcocite, covellite and bornite are completely leached because of the pretreatment. The copper extraction by total dissolution of chalcocite is 0.32% and covellite 0.18%. Chalcopyrite is leached partially contributing 41.7% of the total copper extraction obtained in 78 d.
The solid residue obtained in leaching using a mini-column was characterized by X-ray diffraction (XRD). The results are shown in Table 5.
Chalcopyrite was the only copper mineral found by XRD analyses.
3.4. Comparison of Tests
Table 6 compares three experimental tests at different scales. The pretreatment conditions for all tests were: 90 kg/t chloride, 20 kg/t sulfuric acid, 65 kg/t seawater, 40 d of repose at 20 °C.
Table 6 shows that the copper extraction was lower in percolation leaching with a mini-column than in stirring leaching (reactor and flask). This result is due to the type of contact between solid and liquid, where the solid is saturated in liquid in the reactor and flask, while it is not in mini-column leaching. Agitated leaching using the reactor obtained better copper extraction than leaching in a flask because of the type of stirring. Orbital stirring was used with the flask, while mechanical stirring was used with the reactor, which improved the agitation of the system. The pH values in all the tests were lower than 1. Oxidation-reduction potential (ORP) values were in a similar range independent of the type of scale used.
3.5. Reaction Mechanism
Table 7 shows different chemical equations proposed for the pretreatment stage. The value of the Gibbs free energy is shown at two temperatures (25 and 50 °C) obtained from HSC software [21].
The H2SO4 added directly to the ore in the pretreatment and oxygen from the air react with the covellite and chalcocite, according to Equations (1) and (2). Chloride added in the pretreatment as sodium chloride reacts with covellite in accordance with Equation (3). Cupric (Cu2+) formed in Equations (1) and (2), chloride contributed by the sodium chloride and the CuCl+ formed in Equation (3) react with bornite in accordance with Equations (4) and/or (5) in an acid medium. Chalcopyrite reacts in accordance with Equations (6) and/or (7) [2,22]. All Gibbs free energy values are negative so these reactions are thermodynamically feasible.
4. Summary and Conclusions
The effect of pretreatment before leaching of copper sulfide ore was evaluated. The main conclusions are:
- The repose time and temperature are the main pretreatment variables affecting the level of copper extraction. Adding chloride has less effect than those of the other studied variables.
- The best pretreatment conditions are high chloride concentration, 90 kg/t, a repose time of 40 d and a repose temperature of 50 °C to obtain 92.86% Cu at a small scale.
- The results obtained by mass balancing indicated that the leaching of chalcopyrite has been improved in the pretreatment leaching process at conditions studied.
- When the conditions of 90 kg/t Cl−, 40 d of repose at 20 °C were used in pretreatment, 84.76% copper was extracted by leaching with stirring in a reactor and 49% in a mini-column. These results show a positive effect of pretreatment stage.
- The difference of more than 30% in copper extraction between leaching by stirring and by percolation in a mini-column was expected for leaching copper sulfides that mainly contain chalcopyrite.
The results obtained in this study show how leaching of copper sulfide ore with a pretreatment and an adequate repose time with concentrated acid and the addition of chloride could be improved. This process approach yields a high level of copper extraction from chalcopyrite ore at the conditions studied. For industrial application in the Chilean copper industry for heap leaching, a repose temperature above 20 °C can be achieved by covering the heap with thermofilm and injecting hot air from the bottom. The heat can be obtained with solar energy panels. It is necessary to have enough space to store several tons of pretreated ore for an adequate period of repose to accelerate copper dissolution. It is worth noting that a comprehensive economical study needs to be conducted in order to have an accurate techno-economic evaluation of this process approach.
Acknowledgments
The authors acknowledge GORE Antofagasta for financing this study through FIC-R BIP 30412829-0.
Author Contributions
María E. Taboada, Cecilia Cerda and Nathalie Jamett designed the experiments; Cecilia Cerda performed the experiments (this paper was based on her master’s thesis); Cecilia Cerda, Pía Hernández, María E. Taboada, Nathalie Jamett and Yousef Ghorbani analyzed the data; Pía Hernández prepared and wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
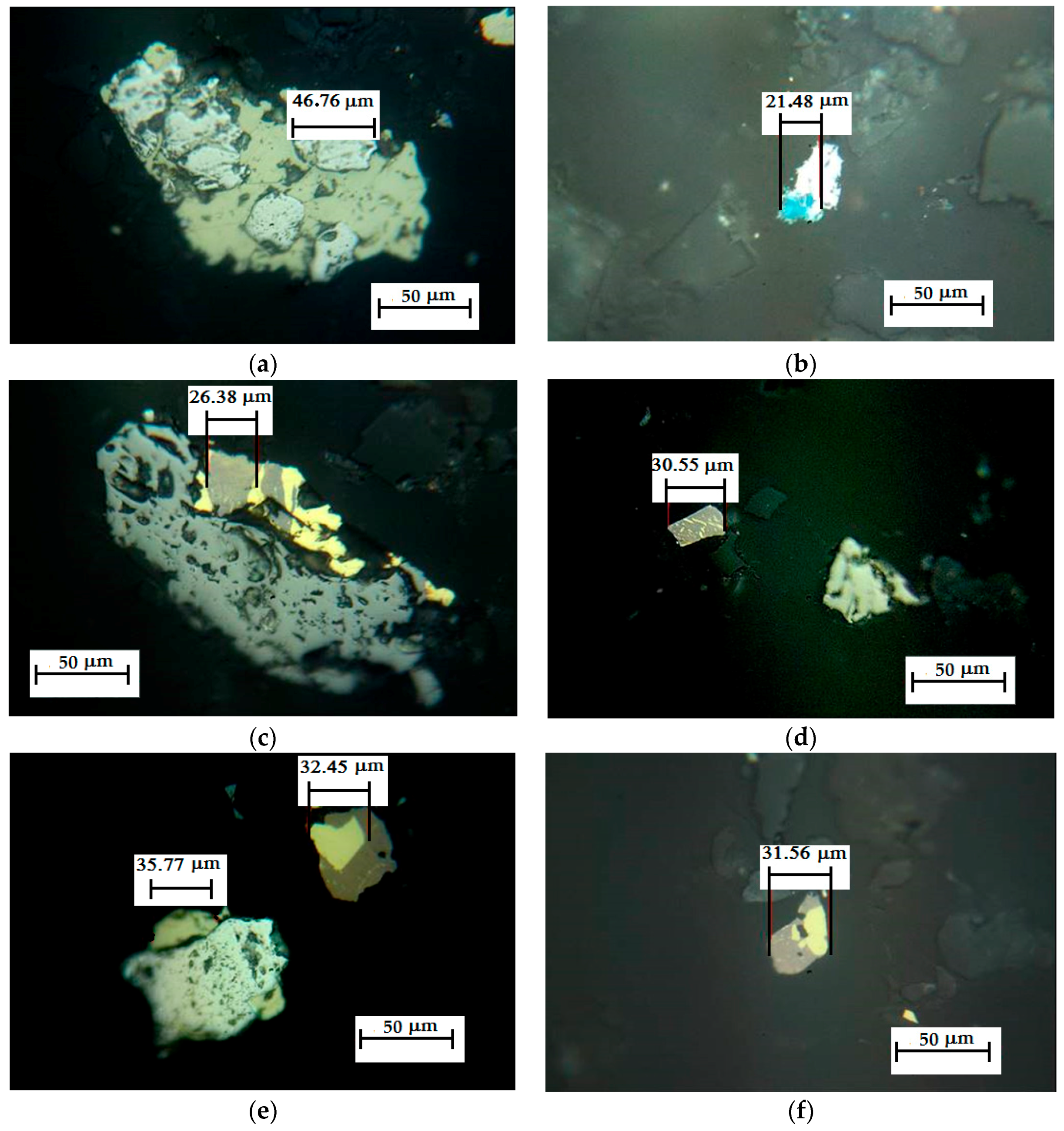
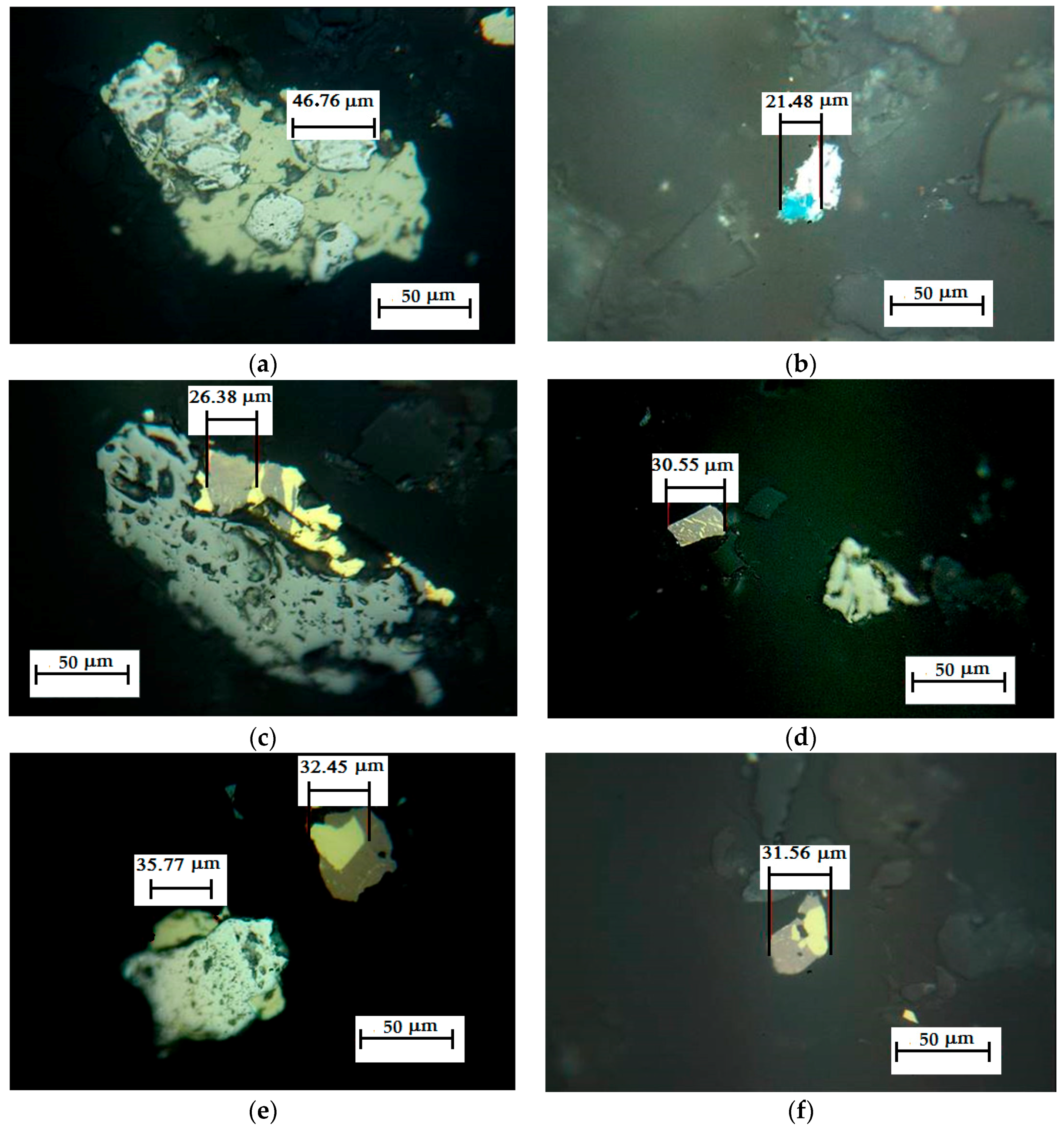
To confirm the presence of the minerals shown in Table 1, the Figure A1 shows the copper minerals that were identified by optical microscopy. Chalcopyrite, pyrite, covellite and bornite were identified.
Figure A1.
Ore sample images obtained by optical microscopy: (a) pyrite disseminate in chalcopyrite, (b) bornite replaced by covellite, (c) chalcopyrite associated with bornite, (d) chalcopyrite associated with bornite, (e) chalcopyrite associated with bornite and pyrite associated with chalcopyrite, and (f) chalcopyrite associated with bornite.
Figure A1.
Ore sample images obtained by optical microscopy: (a) pyrite disseminate in chalcopyrite, (b) bornite replaced by covellite, (c) chalcopyrite associated with bornite, (d) chalcopyrite associated with bornite, (e) chalcopyrite associated with bornite and pyrite associated with chalcopyrite, and (f) chalcopyrite associated with bornite.
References
- Watling, H. Chalcopyrite hydrometallurgy at atmospheric pressure: 2. Review of acidic chloride process options. Hydrometallurgy 2014, 146, 96–110. [Google Scholar] [CrossRef]
- Torres, C.; Taboada, M.; Graber, T.; Herreros, O.; Ghorbani, Y.; Watling, H. The effect of seawater based media on copper dissolution from low-grade copper ore. Miner. Eng. 2015, 71, 139–145. [Google Scholar] [CrossRef]
- Watling, H. Chalcopyrite hydrometallurgy at atmospheric pressure: 1. Review of acidic sulfate, sulfate–chloride and sulfate–nitrate process options. Hydrometallurgy 2013, 140, 163–180. [Google Scholar] [CrossRef]
- Li, Y.; Kawashima, N.; Li, J.; Chandra, A.; Gerson, A. A review of the structure, and fundamental mechanisms and kinetics of the leaching of chalcopyrite. Adv. Colloid Interface Sci. 2013, 197, 1–32. [Google Scholar] [CrossRef] [PubMed]
- Yoo, K.; Kim, S.-K.; Lee, J.-C.; Ito, M.; Tsunekawa, M.; Hiroyoshi, N. Effect of chloride ions on leaching rate of chalcopyrite. Miner. Eng. 2010, 23, 471–477. [Google Scholar] [CrossRef]
- Winand, R. Chloride hydrometallurgy. Hydrometallurgy 1991, 27, 285–316. [Google Scholar] [CrossRef]
- Dhawan, N.; Safarzadeh, M.S.; Miller, J.D.; Moats, M.S.; Rajamani, R.K. Crushed ore agglomeration and its control for heap leach operations. Miner. Eng. 2013, 41, 53–70. [Google Scholar] [CrossRef]
- Aroca, F.B.; Jacob, A.J. CuproChlor®, a Hydrometallurgical Technology for Mineral Sulphides Leaching. In Proceedings of the 4th International Seminar on Process Hydrometallurgy, Santiago, Chile, 11–13 July 2012; Casas, S.J.C., Ciminelli, V., Montes-Atenas, G., Stubina, N., Eds.; Gecamin Ltd.: Santiago, Chile, 2012; pp. 96–180. [Google Scholar]
- Bouffard, S.C. Review of agglomeration practice and fundamentals in heap leaching. Miner. Process. Extr. Metall. Rev. 2005, 26, 233–294. [Google Scholar] [CrossRef]
- Schlesinger, M.; King, M.; Sole, K.; Davenport, W. Hydrometallurgical Copper Extraction: Introduction and Leaching. In Extractive Metallurgy of Copper; Elsevier: Amsterdam, The Netherlands, 2011; pp. 281–322. [Google Scholar]
- Lu, J.; Dreisinger, D.; West-Sells, P. Acid curing and agglomeration for heap leaching. Hydrometallurgy 2017, 167, 30–35. [Google Scholar] [CrossRef]
- Rauld, J.M.R.; Bustos, S.; Reyes, R.; Arriagada, F.; Neuburg, H.; Ruiz, M.; Rojas, J.; Jo, M.; D’Amico, J.; Yañez, H.; et al. Método para Mejorar las Propiedades Hidrodinámicas de lechos Aglomerados de Minerales Chancados Finos para ser Lixiviados en pila Mediante un Agente Aglomerante que Contiene en si Mismo un Elemento Catalizador para las Reacciones de Recuperación de Cobre desde Minerales Sulfurados; Sha Tin Sports Association (STSA): Antofagasta, Chile, 1997; p. 60. [Google Scholar]
- Bahamonde, F.; Gómez, M.; Navarro, P. Pre-treatment with sodium chloride and sulfuric acid of a bornitic concentrate and later leaching in chloride solution. In Leaching and Bioleaching of Sulfide Concentrates and Minerals; Hydroprocess-ICMSE: Santiago, Chile, 2017. [Google Scholar]
- Marchevsky, N.; Quiroga, M.B.; Giaveno, A.; Donati, E. Microbial oxidation of refractory gold sulfide concentrate by a native consortium. Trans. Nonferrous Metals Soc. China 2017, 27, 1143–1149. [Google Scholar] [CrossRef]
- Qiu, X.Y.; Hu, Z.; Song, B.X.; Li, H.W.; Zou, J.J. A novel process for silver recovery from a refractory Au–Ag ore in cyanidation by pretreatment with sulfating leaching using pyrite as reductant. Hydrometallurgy 2014, 144, 34–38. [Google Scholar] [CrossRef]
- Chen, S.; Shen, S.; Cheng, Y.; Wang, H.; Lv, B.; Wang, F. Effect of O2, H2 and CO pretreatments on leaching Rh from spent auto-catalysts with acidic sodium chlorate solution. Hydrometallurgy 2014, 144, 69–76. [Google Scholar] [CrossRef]
- Sasaki, H.; Maeda, M. Zn-vapor pretreatment for acid leaching of platinum group metals from automotive catalytic converters. Hydrometallurgy 2014, 147, 59–67. [Google Scholar] [CrossRef]
- Ma, B.; Yang, W.; Pei, Y.; Wang, C.; Jin, B. Effect of activation pretreatment of limonitic laterite ores using sodium fluoride and sulfuric acid on water leaching of nickel and cobalt. Hydrometallurgy 2017, 169, 411–417. [Google Scholar] [CrossRef]
- Bas, A.D.; Koc, E.; Yazici, E.Y.; Deveci, H. Treatment of copper-rich gold ore by cyanide leaching, ammonia pretreatment and ammoniacal cyanide leaching. Trans. Nonferrous Metals Soc. China 2015, 25, 597–607. [Google Scholar] [CrossRef]
- Minitab Inc. Minitab; Minitab Inc.: State College, PA, USA, 2014. [Google Scholar]
- HSC-Chemistry. Outokumpu Researcher Oy; HSC-Chemistry: Piori, Finland, 2006. [Google Scholar]
- Herreros, O.; Bernal, N.; Quiroz, R.; Fuentes, G.; Viñals, J. Lixiviación de concentrados de cobre utilizando NaCI y el cobre soluble aportado por el propio concentrado. Revista de Metalurgia 2005, 41, 384–392. [Google Scholar] [CrossRef]
Figure 1.
Images of different scales used in three experimental stages: (a) leaching in flasks (250 mL), (b) leaching in reactors (2 L) and (c) leaching in mini-columns (40 cm × 0.6 cm).
Figure 1.
Images of different scales used in three experimental stages: (a) leaching in flasks (250 mL), (b) leaching in reactors (2 L) and (c) leaching in mini-columns (40 cm × 0.6 cm).
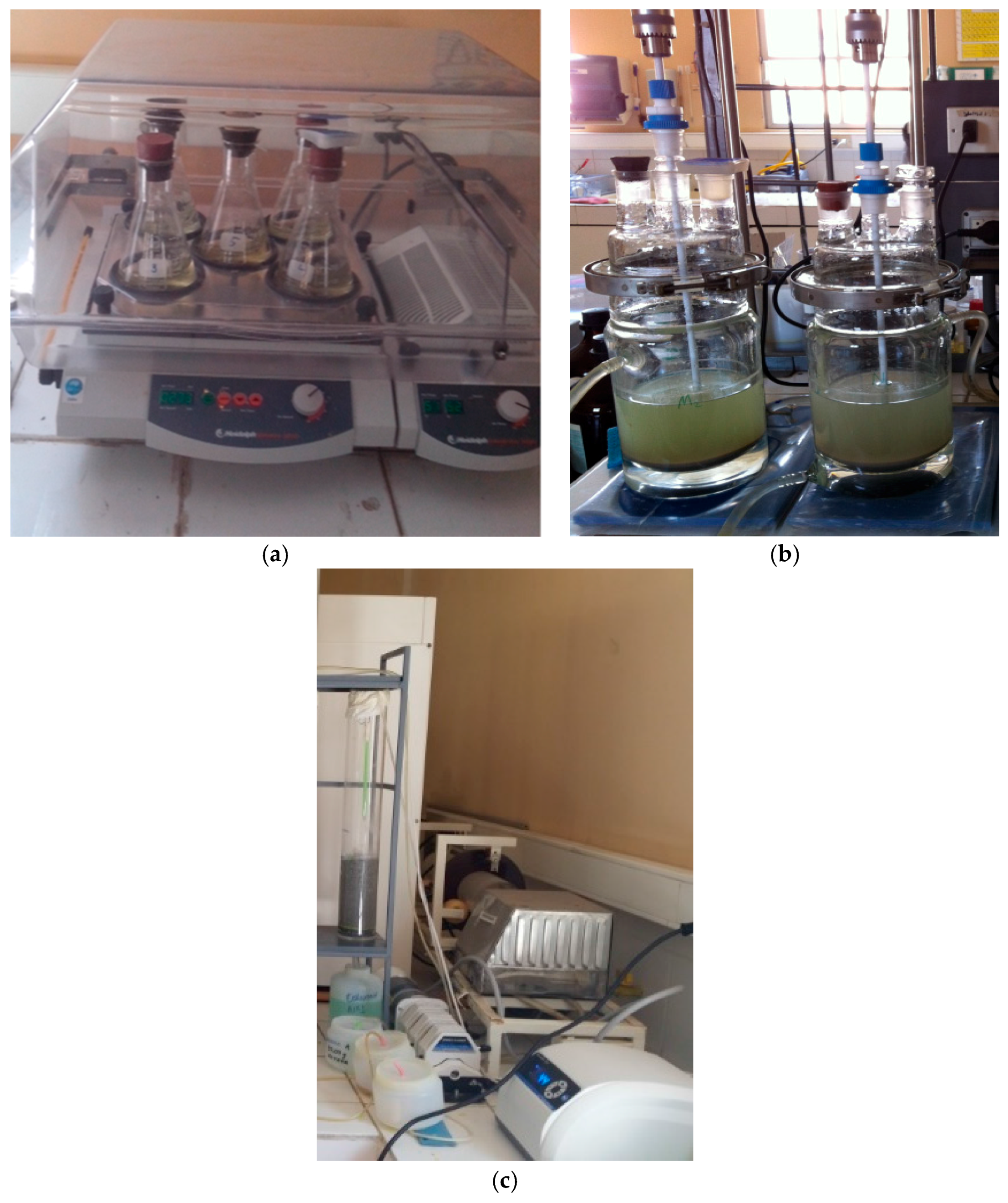
Figure 2.
Sequential leaching of mineralogical copper species obtained in tests 15 and 18.
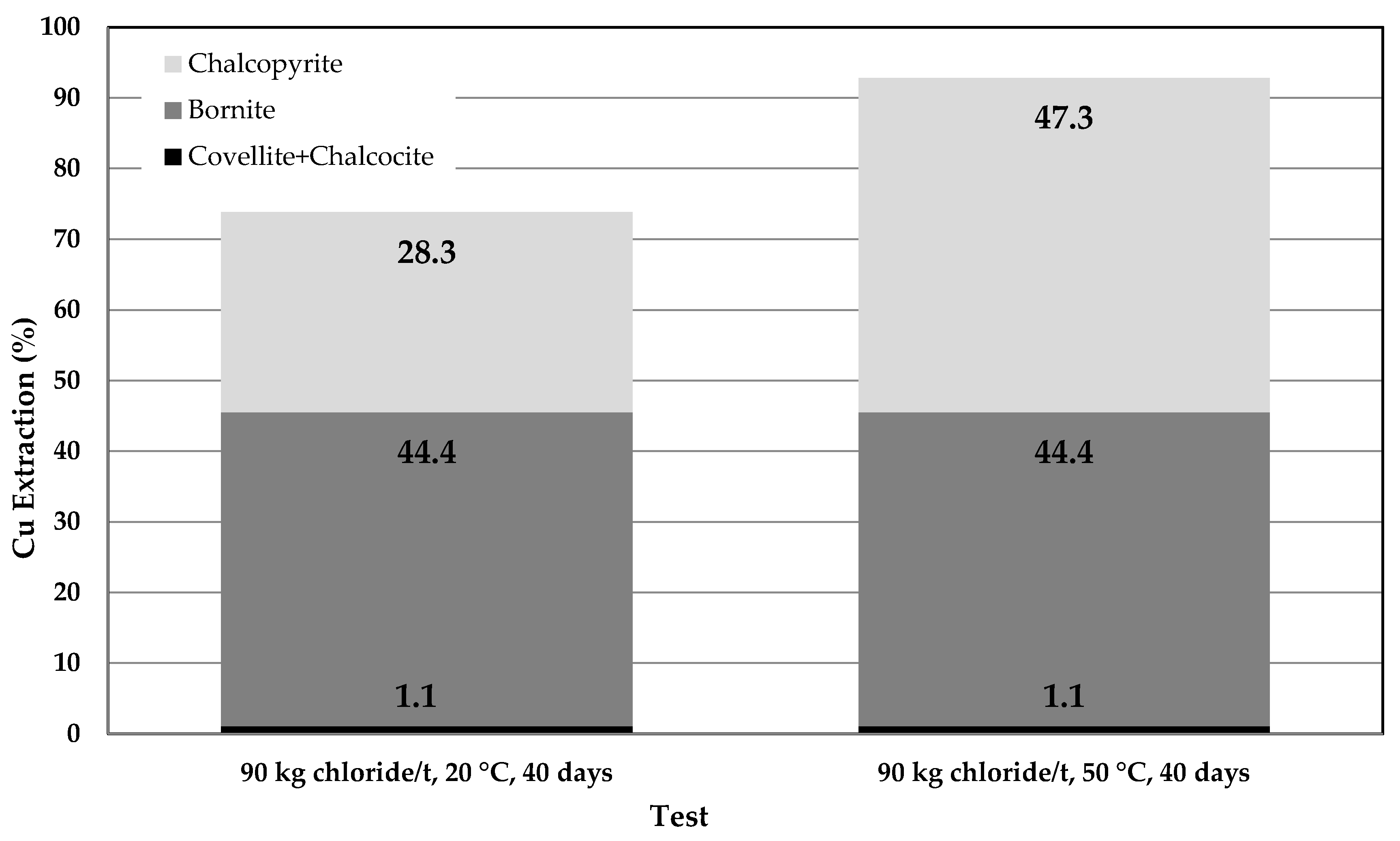
Figure 3.
Effect of variables chloride addition, repose temperature and repose time on copper extraction (%).
Figure 3.
Effect of variables chloride addition, repose temperature and repose time on copper extraction (%).
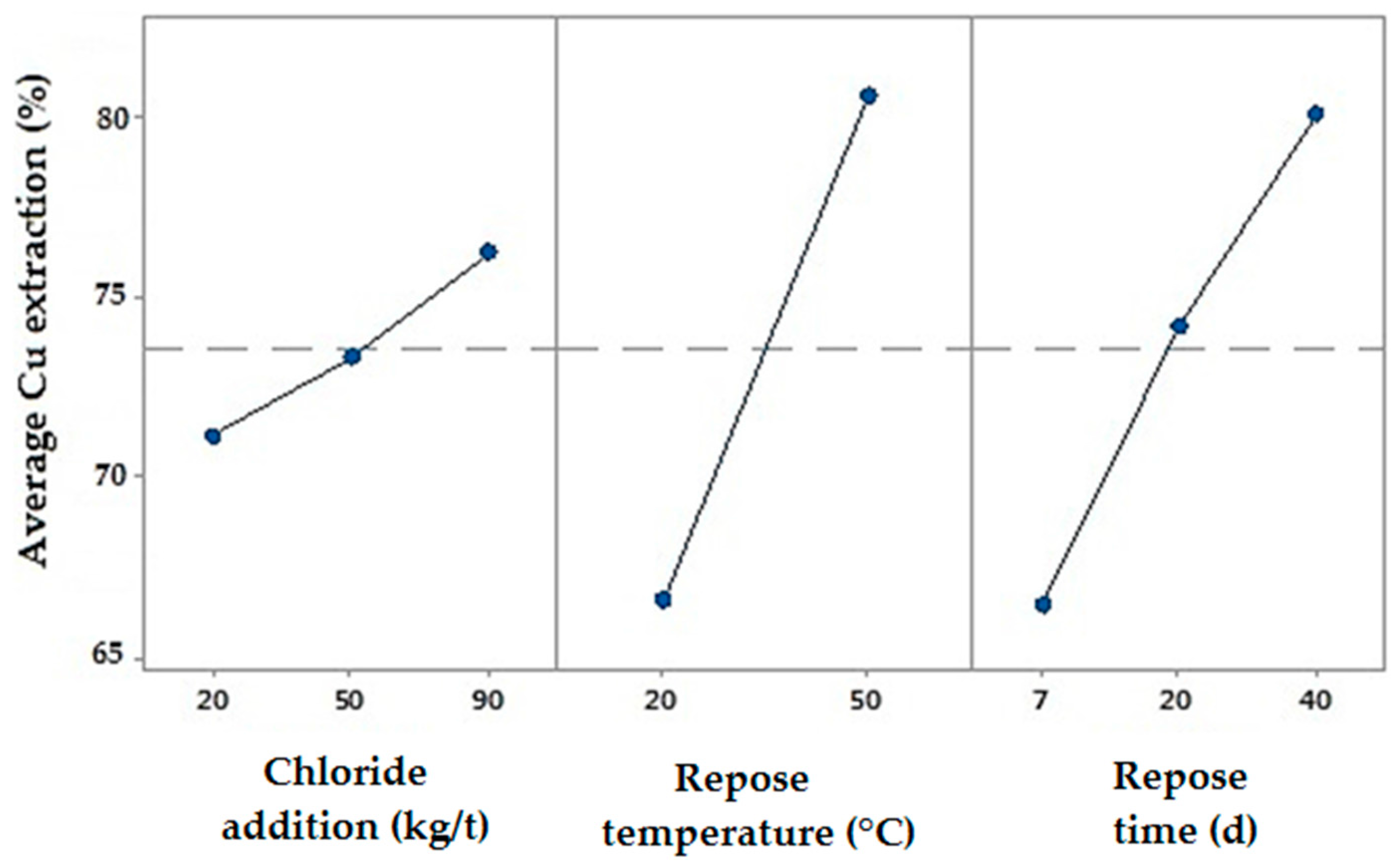
Figure 4.
Combined effect of the variables chloride addition, repose temperature and repose time on copper extraction (%).
Figure 4.
Combined effect of the variables chloride addition, repose temperature and repose time on copper extraction (%).
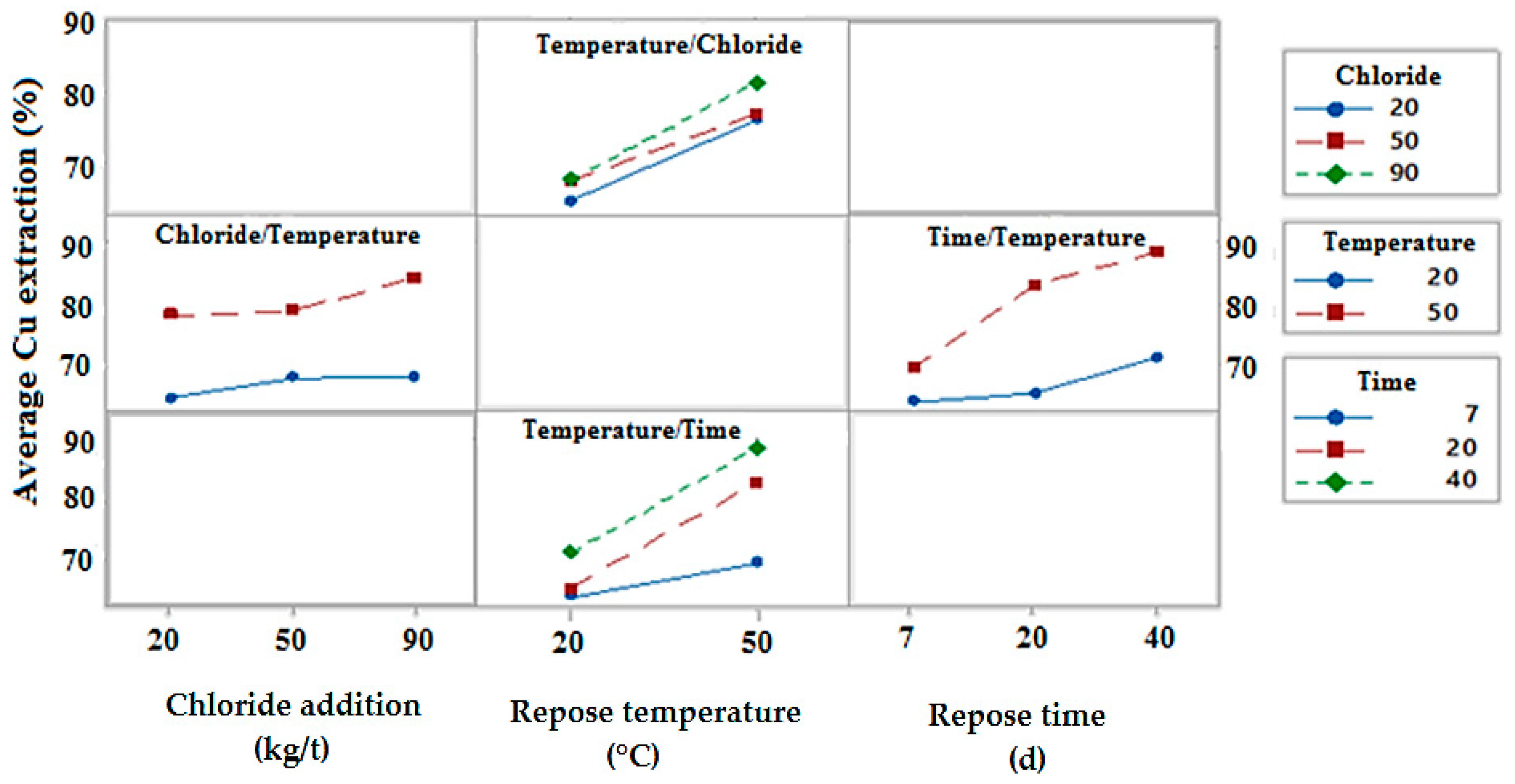
Figure 5.
Copper extraction (%) v/s leaching time (h) of pretreated ore (▲) and untreated ore (●).
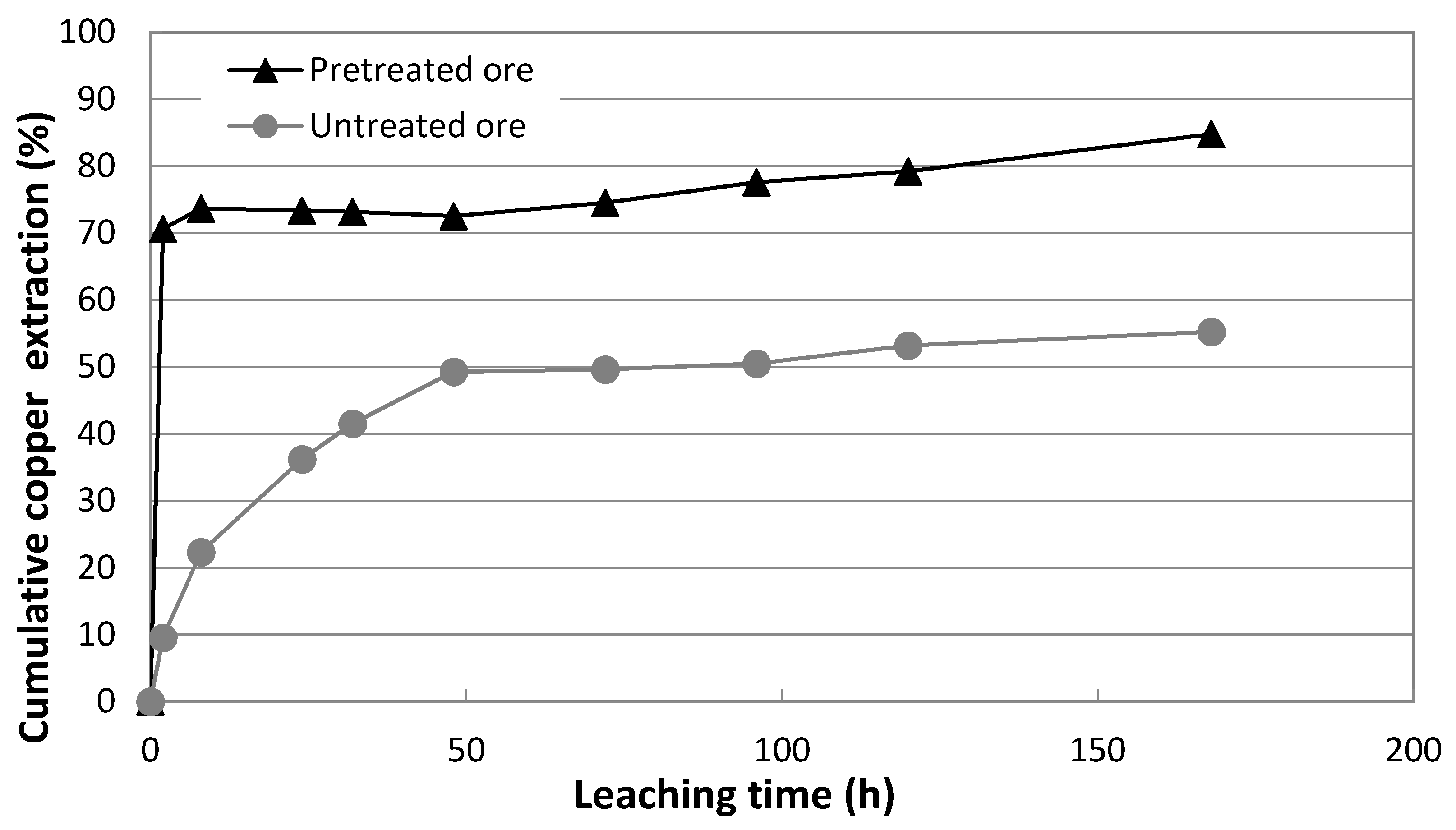
Figure 6.
Copper extraction (%) v/s leaching time (d) obtained in mini-column leaching.
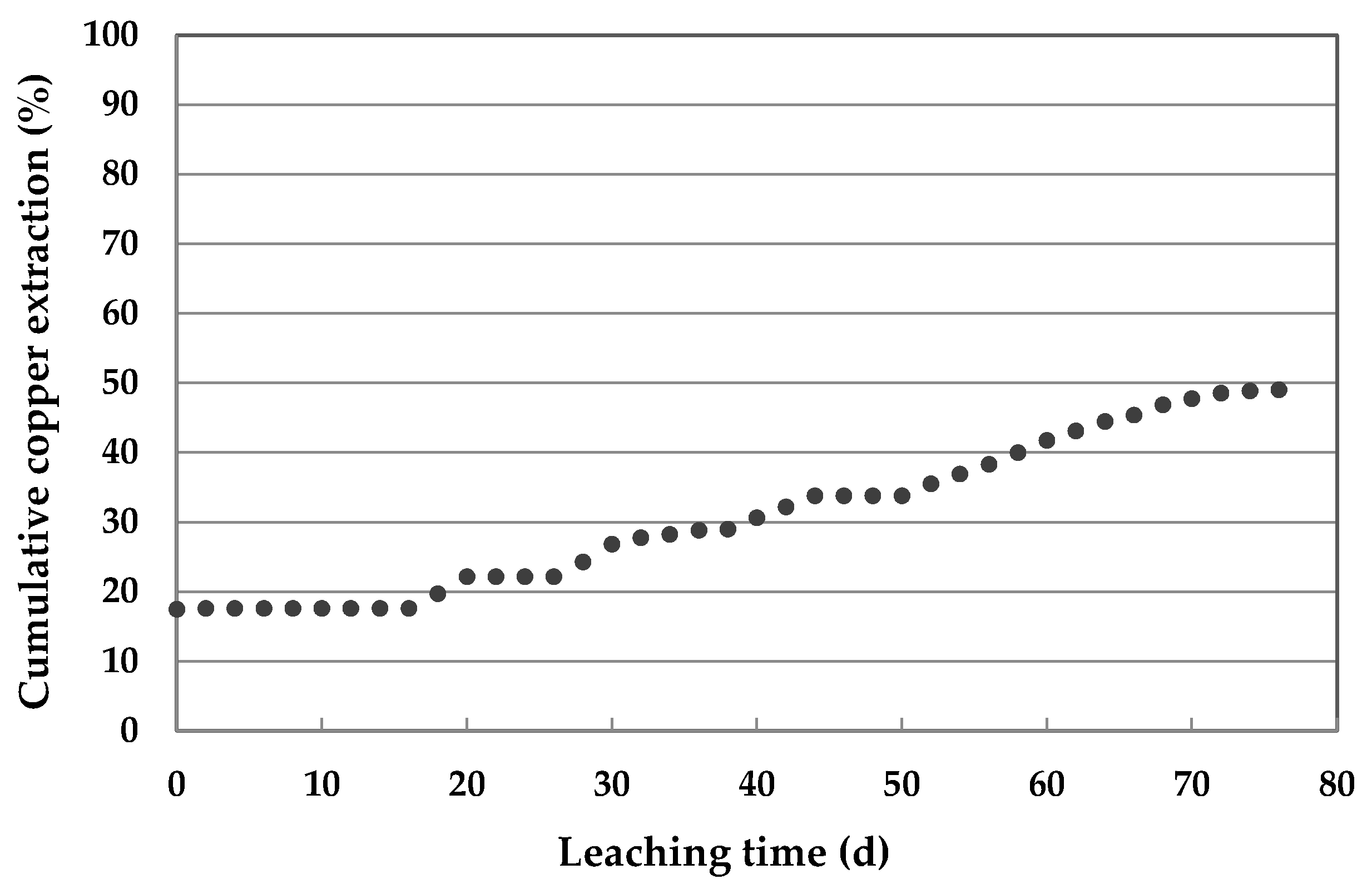
Figure 7.
Copper extraction (%) by mineralogical copper species v/s leaching time (d).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mineralogical composition of the ore as determined by quantitative X-ray diffraction (QXRD).
Table 1.
Mineralogical composition of the ore as determined by quantitative X-ray diffraction (QXRD).
| Mineral | Chemical Formula | Amount (wt %) | Cu (wt %) |
|---|---|---|---|
| Chalcopyrite | CuFeS2 | 1.21 | 0.42 |
| Bornite | Cu5FeS4 | 0.54 | 0.34 |
| Covellite | CuS | 0.01 | <0.01 |
| Chalcocite | Cu2S | <0.01 | <0.01 |
| Magnetite | Fe3O4 | 0.73 | - |
| Pyrite | FeS2 | 0.50 | - |
| Gangues | - | 97.00 | - |
| Total Cu | 0.77 | ||
Table 2.
Chemical composition of seawater.
| Ionic Species | Na+ | Mg2+ | Ca2+ | K+ | Cu2+ | NO3− | Cl− | HCO3− | SO42− |
|---|---|---|---|---|---|---|---|---|---|
| Amount (mg·L−1) | 10,725 | 1292 | 403 | 387 | 0.072 | 3.01 | 20,063 | 139 | 2.81 |
Table 3.
Variables studied in the pretreatment stage.
| Level | Chloride Addition (kg/t) | Repose Time (d) | Repose Temperature (°C) |
|---|---|---|---|
| A | 20 | 7 | 20 |
| B | 50 | 20 | 50 |
| C | 90 | 40 |
Table 4.
Pretreatment conditions and copper extraction (wt %) obtained using leaching in Erlenmeyer flasks.
Table 4.
Pretreatment conditions and copper extraction (wt %) obtained using leaching in Erlenmeyer flasks.
| Test | Chloride Addition (kg/t) | Repose Temperature (°C) | Repose Time (d) | Cu Extraction (wt %) |
|---|---|---|---|---|
| 1 | 20 | 20 | 7 | 64.9 |
| 2 | 20 | 20 | 20 | 59.4 |
| 3 | 20 | 20 | 40 | 68.1 |
| 4 | 20 | 50 | 7 | 69.0 |
| 5 | 20 | 50 | 20 | 73.8 |
| 6 | 20 | 50 | 40 | 91.6 |
| 7 | 50 | 20 | 7 | 62.1 |
| 8 | 50 | 20 | 20 | 69.6 |
| 9 | 50 | 20 | 40 | 71.1 |
| 10 | 50 | 50 | 7 | 65.6 |
| 11 | 50 | 50 | 20 | 88.8 |
| 12 | 50 | 50 | 40 | 82.8 |
| 13 | 90 | 20 | 7 | 63.7 |
| 14 | 90 | 20 | 20 | 66.2 |
| 15 | 90 | 20 | 40 | 73.9 |
| 16 | 90 | 50 | 7 | 73.3 |
| 17 | 90 | 50 | 20 | 87.4 |
| 18 | 90 | 50 | 40 | 92.9 |
| 19 | 0 | 0 | 0 | 53.2 |
Table 5.
X-ray diffraction results of solid residue obtained in the third stage.
| Minerals | Formula |
|---|---|
| Quartz | SiO2 |
| Albite | (Na,Ca)Al(Si,Al)3O8 |
| Moscovite | (K,Na)(Al,Mg,Fe)2(Si3.3Al0.9)O10(OH)2 |
| Chlorite | (Mg,Fe)3(Si,Al)4O10(OH)8 |
| Pyrite | FeS2 |
| Chalcopyrite | CuFeS2 |
| Ortoclase | KAlSi3O8 |
Table 6.
Comparison of results by three leaching tests.
| Test | Mass of Ore (g) | Leaching Time (d) | Cu Extraction (wt %) | ORP Range (mV vs. SHE) |
|---|---|---|---|---|
| Erlenmeyer flask | 10 | 3 | 73.87 | 659–679 |
| Reactor | 100 | 7 | 84.76 | 681–715 |
| Mini-column | 100 | 78 | 49.00 | 659–684 |
ORP—oxidation-reduction potential; SHE—standard hydrogen electrode.
Table 7.
Proposed equations for pretreatment step.
| N° | Equation | ΔG25 °C (kcal/mol) | ΔG50 °C (kcal/mol) |
|---|---|---|---|
| (1) | −68.1 | −65.9 | |
| (2) | −55.2 | −53.2 | |
| (3) | −56.3 | −54.6 | |
| (4) | −4.6 | −9.4 | |
| (5) | −1.0 | −4.7 | |
| (6) | −15.6 | −16.4 | |
| (7) | −10.7 | −11.9 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cerda, C.P.; Taboada, M.E.; Jamett, N.E.; Ghorbani, Y.; Hernández, P.C. Effect of Pretreatment on Leaching Primary Copper Sulfide in Acid-Chloride Media. Minerals 2018, 8, 1. https://doi.org/10.3390/min8010001
AMA Style
Cerda CP, Taboada ME, Jamett NE, Ghorbani Y, Hernández PC. Effect of Pretreatment on Leaching Primary Copper Sulfide in Acid-Chloride Media. Minerals. 2018; 8(1):1. https://doi.org/10.3390/min8010001
Chicago/Turabian StyleCerda, Cecilia P., María E. Taboada, Nathalie E. Jamett, Yousef Ghorbani, and Pía C. Hernández. 2018. "Effect of Pretreatment on Leaching Primary Copper Sulfide in Acid-Chloride Media" Minerals 8, no. 1: 1. https://doi.org/10.3390/min8010001
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.