
Preventive Replacement Decisions for Dragline Components Using Reliability Analysis


Abstract
:
1. Introduction
2. Pre-Processing of Lifetime Datasets
3. Reliability Analysis of Dragline Components
4. Preventive Replacement Decisions for the Dragline Components
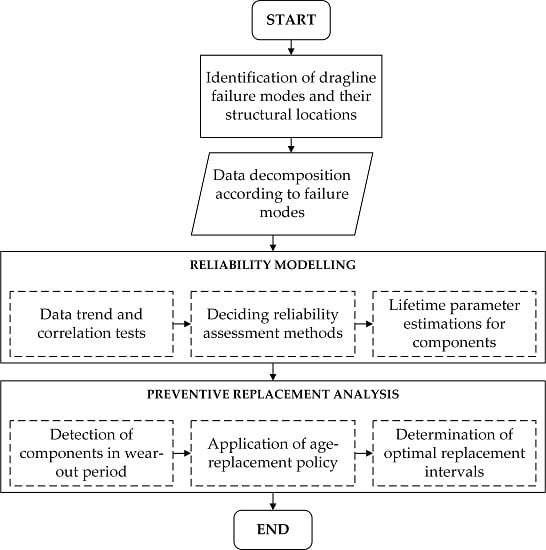
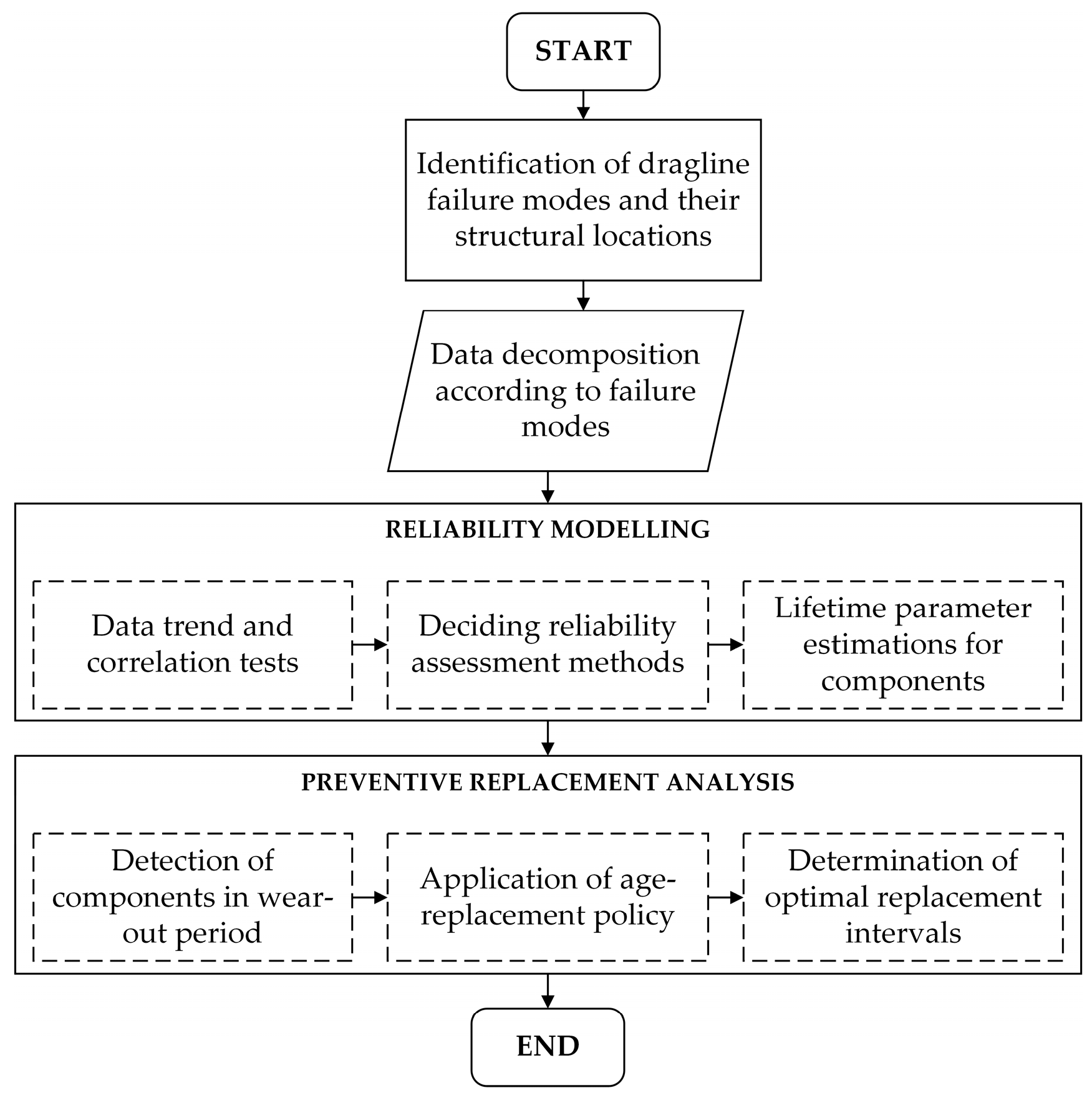
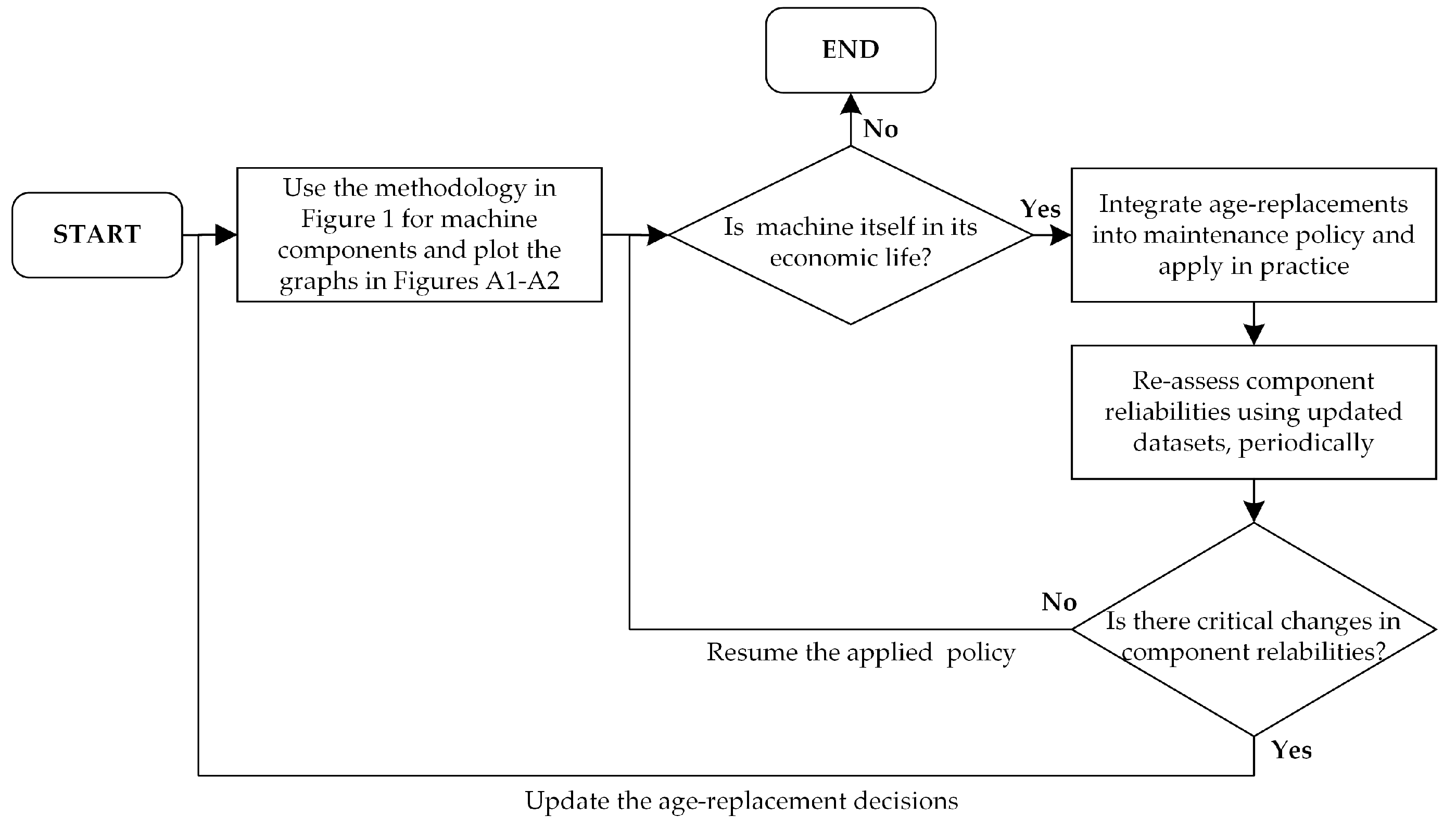
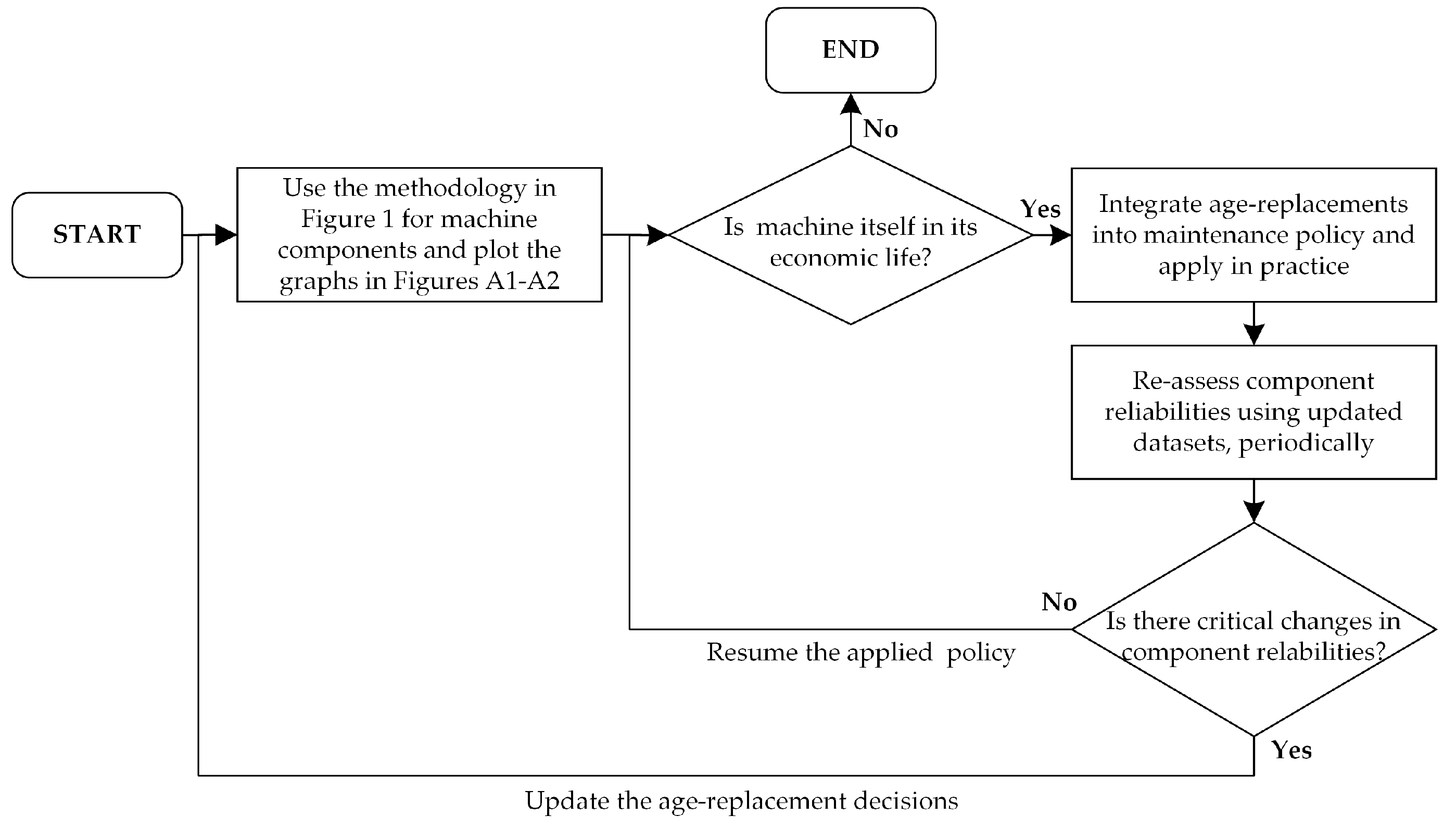
- Preventive age-replacement decisions can be applicable for the components in a wear-out period. Generally, a component exhibits three types of failure rate characteristics during its lifetime as infant mortality, useful life, and wear-out [36]. During these periods, the component holds decreasing, nearly-constant, and increasing failure rates, respectively. In the study, lifetime parameters in Table 3 and Table 4 were utilized to detect dragline components in the wear-out period. For the components fitted in the Weibull distribution, shape parameter (β) is a good indicator of determining whether the component is in the early stages of its lifetime, in its useful lifetime with random failure patterns, or in the deterioration period with wear-out problems. For the lifetime with β > 1, the components are in their wear-out periods since they have increasing failure rates. For other distributions, component failure rates should be analyzed to check whether they follow an increasing failure rate or not. It should be noticed that Weibull distribution with a shape parameter of 3.5 exhibits exact normal distribution. Therefore, components holding normally-distributed lifetime parameters are candidate components in the wear-out period, inherently. This condition is also valid for other quasi-normal distributions, such as, lognormal, logistic, and log-logistic.
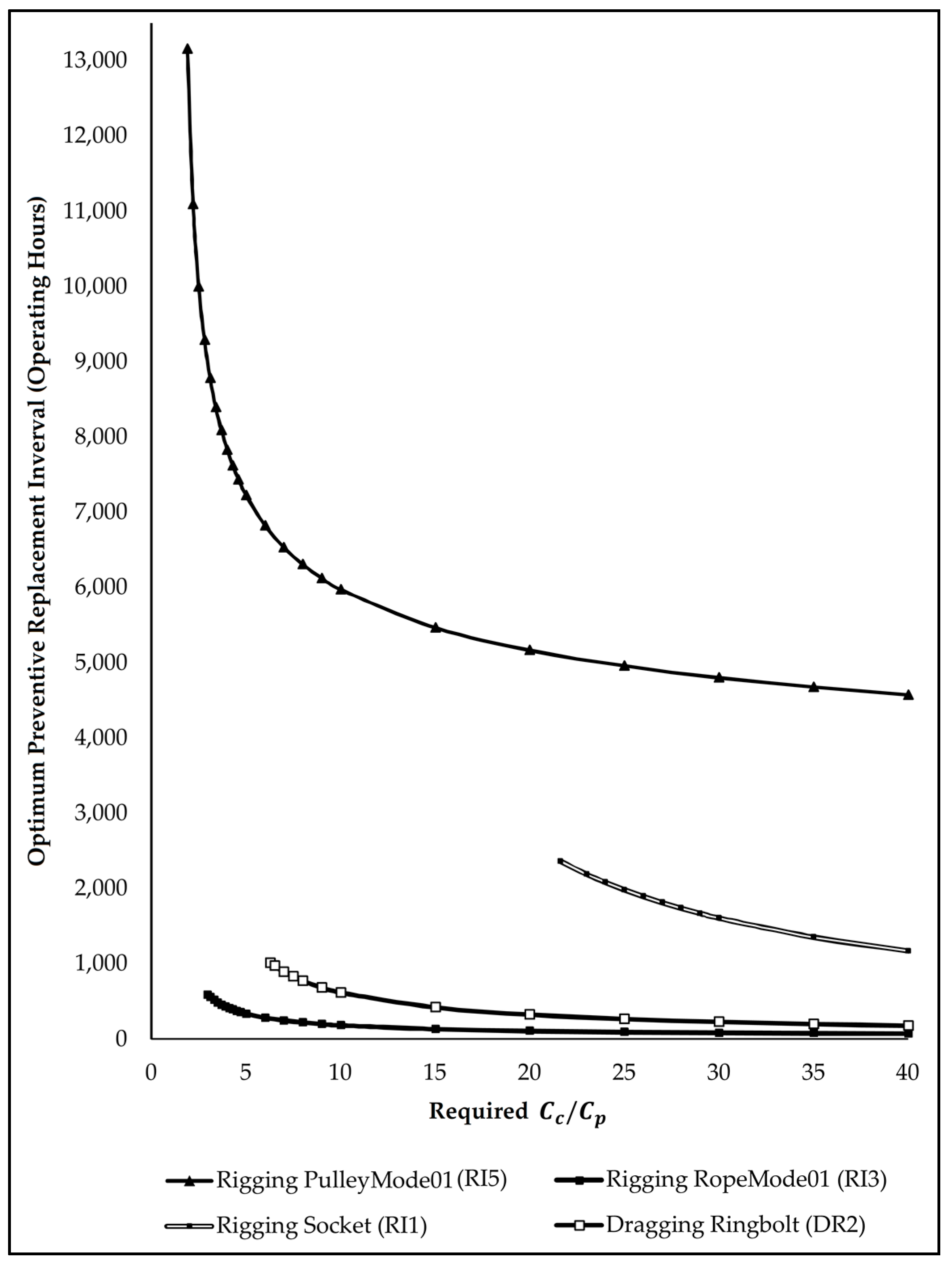
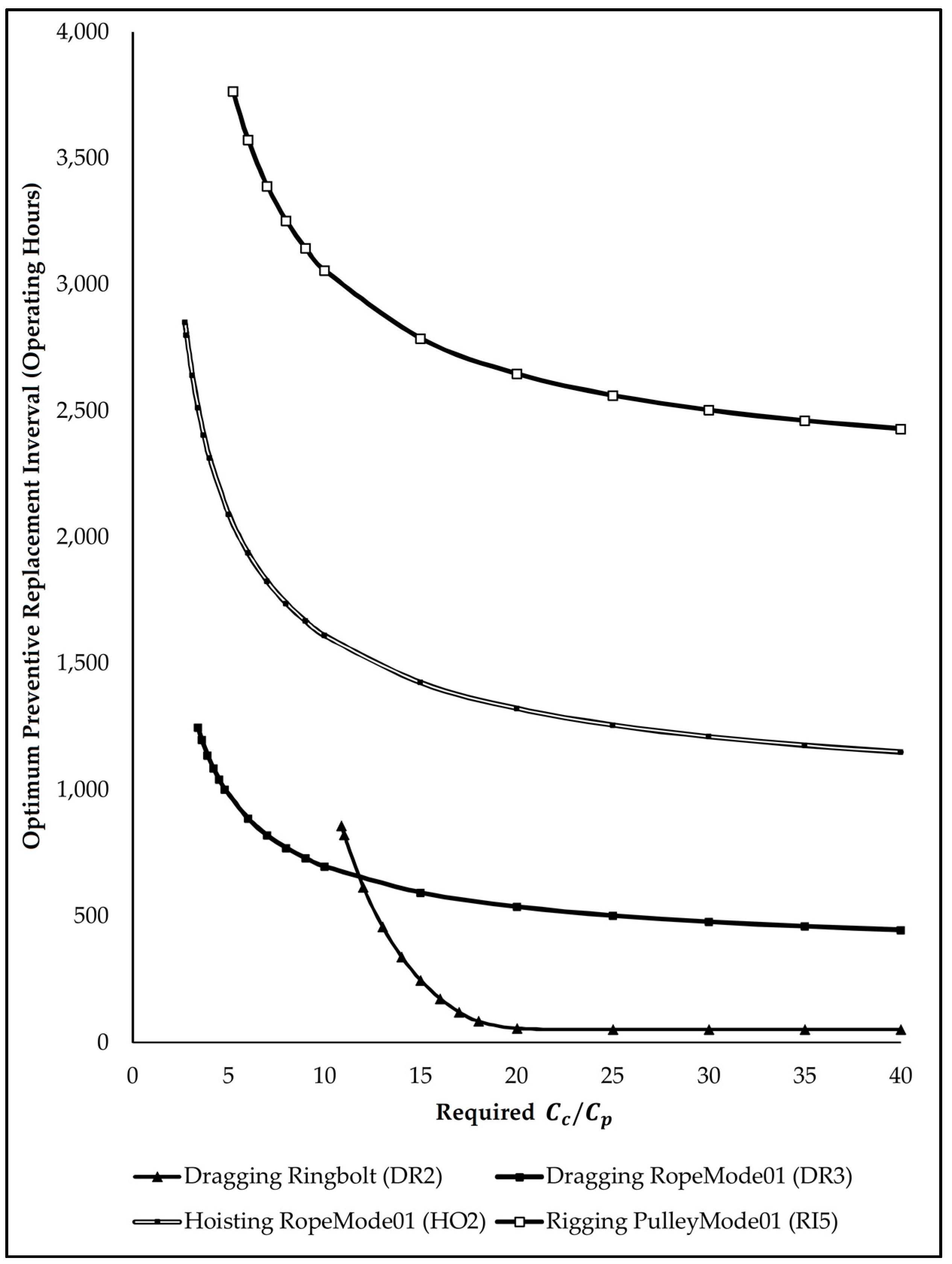
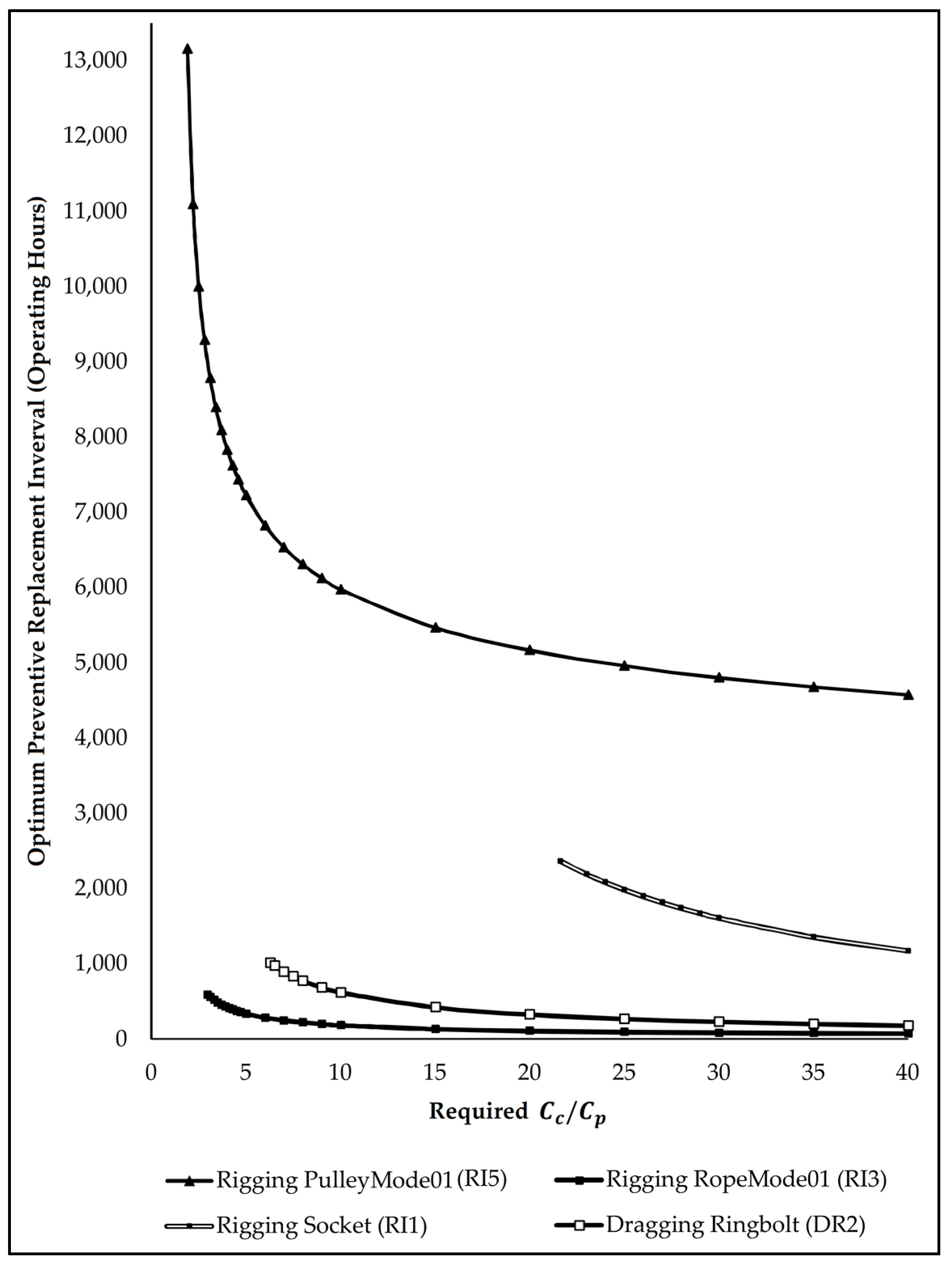
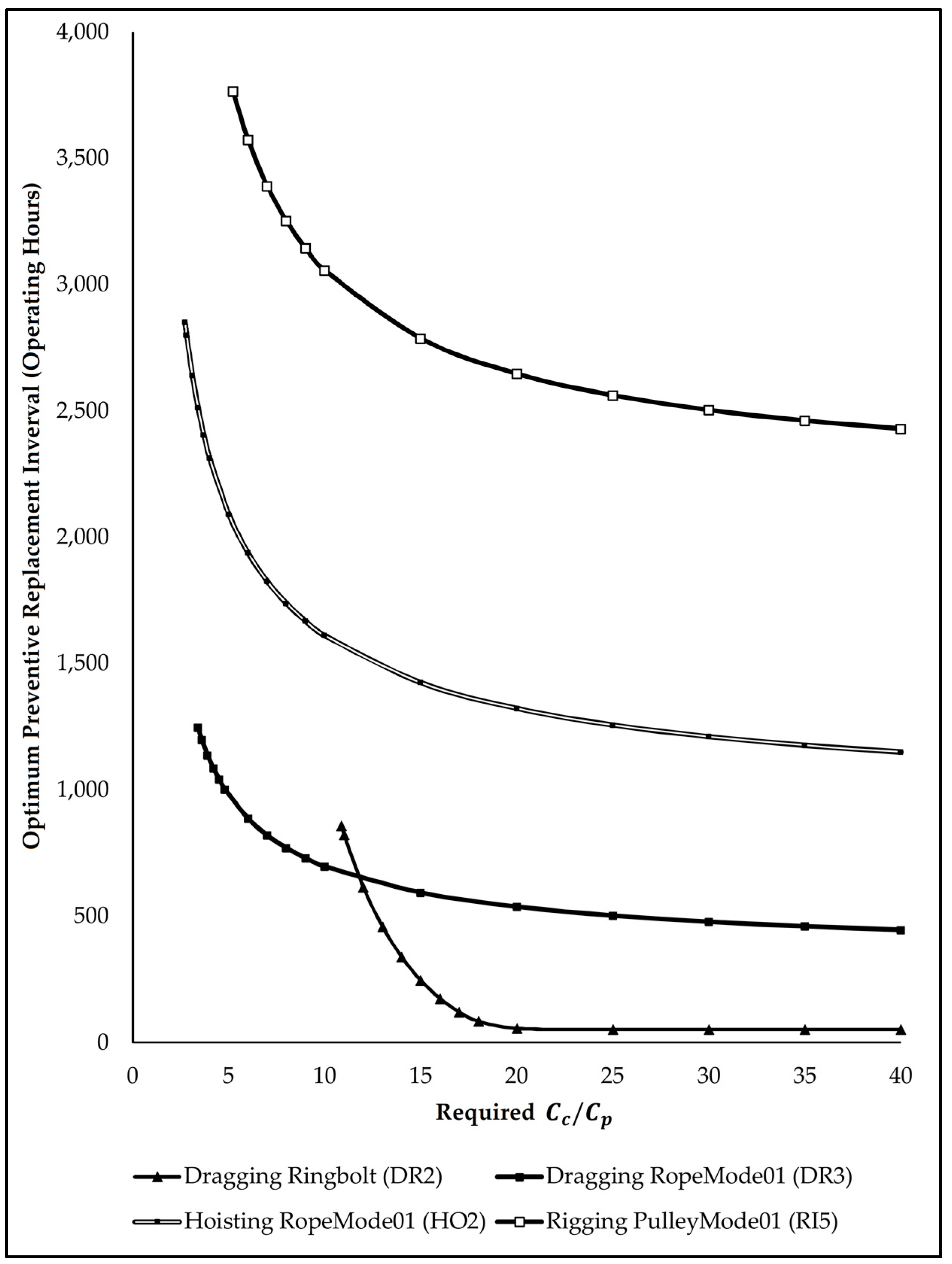
- Total financial consequence of preventive replacement for a component should be less than the one with corrective replacement. Although replacements turn components into as good as new condition and increase system durability, financial benefits of preventive activities should be validated, comparing with corrective activities. It is substantial that all direct and indirect costs of preventive and corrective replacements should be included in the cost estimations.
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
References
- Gilewicz, P. International Dragline Population Matures. Coal Age 2000, 105, 30–32. [Google Scholar]
- Townson, P.G.; Murthy, D.N.; Gurgenci, H. Optimization of Dragline Load. In Case Studies in Reliability and Maintenance; Blischke, E.W., Murthy, D.N., Eds.; John Wiley and Sons Inc.: Hoboken, NJ, USA, 2003; pp. 517–544. [Google Scholar]
- Humphrey, J.D. The Fundamentals of the Dragline; Marion Power Shovel Division Dresser Industries: Marion, OH, USA, 1990. [Google Scholar]
- Darling, P. SME Mining Enginering Handbook, 3rd ed.; Society for Mining, Metallurgy, and Exploration: Englewood, CO, USA, 2011. [Google Scholar]
- Samanta, B.; Sarkar, B.; Mukherjee, S.K. Reliability Modelling and Performance Analyses of an LHD System in Mining. J. S. Afr. Inst. of Min. Metall. 2004, 4, 1–8. [Google Scholar]
- Vayenas, N.; Wu, X. Maintenance and Reliability Analysis of a Fleet of Load-Haul-Dump Vehicles in an Underground Hard Rock Mine. Int. J. Min. Reclam. Environ. 2009, 23, 227–238. [Google Scholar] [CrossRef]
- Vagenas, N.; Runciman, N.; Clement, S.R. A Methodology for Maintenance Analysis of Mining Equipment. Int. J. Surf. Min. Reclam. Environ. 1997, 11, 33–40. [Google Scholar] [CrossRef]
- Chatterjee, S.; Bandopadhyay, S. Reliability Estimation using a Genetic Algorithm-Based Artificial Neural Network: An Application to a Load-Haul-Dump Machine. Expert Syst. Appl. 2012, 39, 10943–10951. [Google Scholar] [CrossRef]
- Chatterjee, S.; Dash, A.; Sukumar, B. Ensemble Support Vector Machine Algorithm for Reliability Estimation of a Mining Machine. Qual. Reliab. Eng. Int. 2014, 31, 1503–1516. [Google Scholar] [CrossRef]
- Gustafson, A.; Schunnesson, H.; Kumar, U. Reliability Analysis and Comparison between Automatic and Manual Load Haul Dump Machines. Qual. Reliab. Eng. Int. 2013, 31, 523–531. [Google Scholar] [CrossRef]
- Gustafson, A.; Schunnesson, H.; Galar, D.; Kumar, U. Production and Maintenance Performance Analysis: Manual versus Semi-Automatic LHDs. J. Qual. Maint. Eng. 2013, 19, 74–88. [Google Scholar]
- Gustafson, A.; Schunnesson, H.; Galar, D.; Kumar, U. The influence of the Operating Environment on Manual and Automated Load-Haul-Dump Machines: A Fault Tree Analysis. Int. J. Min. Reclam. Environ. 2013, 27, 75–87. [Google Scholar] [CrossRef]
- Kumar, U. Availability Studies of Load-Haul-Dump Machines. In Proceedings of the APCOM Symposium, Littleton, CO, USA, 27 February–2 March 1989.
- Kumar, U.; Klefsjö, B. Reliability Analysis of Hydraulic Systems of LHD Machines Using the Power Law Process Model. Reliab. Eng. Syst. Saf. 1992, 35, 217–224. [Google Scholar] [CrossRef]
- Hall, R.A.; Daneshmend, L.K. Reliability Modelling of Surface Mining Equipment: Data Gathering. Int. J. Surf. Min. Reclam. Environ. 2003, 17, 139–155. [Google Scholar] [CrossRef]
- Roy, S.; Bhattacharyya, M.; Naikan, V.N. Maintainability and Reliability Analysis of Fleet Shovels. Min. Technol. 2001, 110, 163–171. [Google Scholar] [CrossRef]
- Samanta, B. Reliability Analysis of Shovel Machines Used in an Open Cast Coal Mine. Miner. Resour. Eng. 2001, 10, 219–231. [Google Scholar] [CrossRef]
- Samanta, B.; Sarkar, B.; Mukherjee, S.K. Maintenance Planning of a Mining Equipment Based on Evaluation of Machine Health for the New Millennium. J. Mines Met. Fuels 2001, 49, 26–31. [Google Scholar]
- Samanta, B.; Sarkar, B.; Mukherjee, S.K. Reliability Assessment of Hydraulic Shovel System using Fault Trees. Trans. Inst. Min. Metall. Sect. A Min. Technol. 2002, 111, 129–135. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Ataei, M.; Khalokakaie, R.; Kumar, U. Reliability Modeling of Water System of Longwall Shearer Machine. Arch. Min. Sci. 2011, 56, 291–302. [Google Scholar]
- Hoseinie, S.H.; Ataei, M.; Khalokakaie, R.; Ghodrati, B.; Kumar, U. Reliability Analysis of Drum Shearer Machine at Mechanized Longwall Mines. J. Qual. Maint. Eng. 2012, 18, 98–119. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Khalokakaie, R.; Ataei, M.; Kumar, U. Reliability-Based Maintenance Scheduling of Haulage System of Drum Shearer. Int. J. Min. Miner. Eng. 2011, 3, 26–37. [Google Scholar] [CrossRef]
- Wang, W.H.; Zhang, D.K.; Cheng, G.; Shen, L.H. The Dynamic Fault Tree Analysis of Not-Cutting Failure for MG550/1220 Electrical Haulage Shearer. Appl. Mech. Mater. 2012, 130–134, 646–649. [Google Scholar] [CrossRef]
- Al-Chalabi, H.S.; Lundberg, J.; Wijaya, A.; Ghodrati, B. Downtime Analysis of Drilling Machines and Suggestions for Improvement. J. Qual. Maint. Eng. 2014, 20, 306–332. [Google Scholar] [CrossRef]
- Morandi, A. Application of Reliability-Based Techniques to Mobile Drilling Units. In Proceedings of the International Conference on Offshore Mechanics and Arctic Engineering, Rio de Janeiro, Brazil, 3–8 June 2001.
- Rahimdel, M.J.; Ataei, M.; Kakaei, R.; Hoseinie, S.H. Reliability Analysis of Drilling Operation in Open Pit Mines. Arch. Min. Sci. 2013, 58, 569–578. [Google Scholar]
- Rahimdel, M.J.; Ataei, M.; Khalokakaei, R.; Hoseinie, S.H. Reliability-Based Maintenance Scheduling of Hydraulic System of Rotary Drilling Machines. Int. J. Min. Sci. Technol. 2013, 23, 771–775. [Google Scholar] [CrossRef]
- Rahimdel, M.J.; Ataei, M.; Khalokakaei, R.; Hoseinie, S.H. Maintenance Plan for Fleet of Rotary Drill Rigs. Arch. Min. Sci. 2014, 59, 441–453. [Google Scholar]
- Samanta, B.; Sarkar, B. Availability Modelling of a Dragline System—A Case Study. J. Inst. Eng. India Part PR Prod. Eng. Div. 2002, 83, 20–26. [Google Scholar]
- Uzgören, N.; Elevli, S. Non-Homogeneous Poisson Process: Reliability Analysis of a Mining Equipment. J. Fac. Eng. Archit. Gazi Univ. 2010, 25, 827–837. [Google Scholar]
- Uzgören, N.; Elevli, S.; Elevli, B.; Uysal, Ö. Reliability Analysis of Draglines’ Mechanical Failures. Eksploatacja i Niezawodnosc 2010, 48, 23–28. [Google Scholar]
- Enders, C.K. Applied Missing Data Analysis, 1st ed.; Guilford Press: New York, NY, USA, 2010. [Google Scholar]
- Wang, P.; Coit, D.W. Repairable Systems Reliability Trend Tests and Evaluation. In Proceedings of the Reliability and Maintainability Symposium, Alexandria, VA, USA, 24–27 January 2005.
- Barabady, J.; Kumar, U. Reliability Analysis of Mining Equipment: A Case Study of a Crushing Plant at Jajarm Bauxite Mine in Iran. Reliab. Eng. Syst. Saf. 2008, 93, 647–653. [Google Scholar] [CrossRef]
- Mettas, A.; Zhao, W. Modeling and Analysis of Repairable Systems with General Repair. In Proceedings of the IEEE Reliability and Maintainability Symposium, Alexandria, VA, USA, 24–27 January 2005.
- Gölbaşı, O.; Demirel, N. Review of Trend Tests for Detection of Wear-Out Period for Mining Machineries. In Proceedings of the International Mining Congress and Exhibition of Turkey, Antalya, Turkey, 14–17 April 2015.
- Barlow, R.E.; Proschan, F. Mathematical Theory of Reliability; John Wiley and Sons Ltd: New York, NY, USA, 1965. [Google Scholar]
- Kumar, U.D.; Crocker, J.; Chitra, T.; Saranga, H. Reliability and Six Sigma; Springer Science + Business Media Inc.: New York, NY, USA, 2006. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Code | Component | Failure Mode | Repair Type |
|---|---|---|---|---|
| Dragging | DR1 | Chain assembly | Breakage | Replacing and welding of individual chain |
| DR2 | Ringbolt | Breakage | Welding | |
| DR3 | Rope-Mode01 | Rupture | Replacement | |
| DR4 | Rope-Mode02 | Dislocation from pulley | Recovering the mechanism | |
| DR5 | Control | General malfunction | General repair | |
| DR6 | Socket | Breakage | Welding | |
| Hoisting | HO1 | Brake | Fail to brake | Mechanical repair |
| HO2 | Rope-Mode01 | Rupture | Replacement | |
| HO3 | Rope-Mode02 | Dislocation from pulley | Recovering the mechanism | |
| HO4 | Sockets | Breakage | Welding | |
| HO5 | Control | General malfunction | General repair | |
| Bucket | BU1 | Bucket body | Wear and tear | Welding |
| BU2 | Chain assembly | Breakage | Replacing and welding of individual chain | |
| BU3 | Digging teeth | Dropping, breakage | Replacing and welding of individual tooth | |
| BU4 | Pins | Breakage | Replacement of individual pins | |
| BU5 | Ringbolt | Breakage | Welding | |
| Rigging | RI1 | Socket | Breakage | Welding |
| RI2 | Ringbolt | Breakage | Welding | |
| RI3 | Rope-Mode01 | Rupture | Replacement | |
| RI4 | Rope-Mode02 | Dislocation from pulley | Recovering the mechanism | |
| RI5 | Pulley-Mode01 | Irrecoverable malfunction | Replacement | |
| RI6 | Pulley-Mode02 | Mechanical disintegration | Recovering the mechanism | |
| Machinery House | MH1 | Generators | General malfunction | Removal of brush dust, fixing armatures, bearings or couplings |
| MH2 | Motors | General malfunction | Removal of brush dust, fixing armatures, bearings or couplings | |
| MH3 | Lubrication | General malfunction | Fixing injectors, valves, pumps, air compressors or timing mechanism | |
| MH4 | Air conditioning | General malfunction | General repair | |
| Movement | MO1 | Rotation | General malfunction | Fixing transmission box, bearings, felts, pinion gears, turret traversing mechanism, rails or flanges |
| MO2 | Walking | General malfunction | Fixing transmission box, bearings, felts, walking axle, journal bearing, pins or steel construction of walking feet | |
| MO3 | Warning | General malfunction | Fixing connection couplings or warning brushes | |
| Boom | BO1 | Boom chords | Fracture | Preventive welding |
| Test Statistics | Dragline-1 | Dragline-2 | ||
|---|---|---|---|---|
| Motors (MH2) | Lubrication (MH3) | Motors (MH2) | Lubrication (MH3) | |
| 153.06 | 79.12 | 76.38 | 199.68 | |
| 86.79 | 76.16 | 55.19 | 162.78 | |
| 135.48 | 122.11 | 95.08 | 227.50 | |
| Decision | Reject | Accept | Accept | Accept |
| Code | Model | Parameter | p-value | Code | Model | Parameter | p-value |
|---|---|---|---|---|---|---|---|
| Dragging Unit | Hoisting Unit | ||||||
| DR1 | Weibull-3P | 0.258 | HO1 | Lognormal-2P | 0.284 | ||
| DR2 | Weibull-2P | >0.250 | HO2 | Log-logistic-2P | 0.205 | ||
| DR3 | Log-logistic-2P | 0.168 | HO3 | GRP | Not idd | ||
| DR4 | Weibull-3P | 0.233 | HO4 | Weibull-2P | >0.250 | ||
| DR5 | Weibull-2P | >0.250 | HO5 | GRP | Not idd | ||
| DR6 | Weibull-2P | >0.250 | |||||
| Bucket Unit | Rigging Unit | ||||||
| BU1 | GRP | Not idd | RI1 | Weibull-2P | >0.250 | ||
| BU2 | Weibull-2P | >0.250 | RI2 | Weibull-2P | 0.224 | ||
| BU3 | GRP | Not idd | RI3 | Weibull-3P | >0.500 | ||
| BU4 | Weibull-3P | >0.500 | RI4 | No Failure Data | - | - | |
| BU5 | GRP | Not idd | RI5 | Lognormal-2P | 0.836 | ||
| RI6 | GRP | Not idd | |||||
| Machinery House Unit | Movement Unit | ||||||
| MH1 | GRP | Not idd | MO1 | GRP | Not idd | ||
| MH2 | GRP | Not idd | MO2 | Weibull-2P | 0.156 | ||
| MH3 | Exponential-2P | >0.250 | MO3 | GRP | Not idd | ||
| MH4 | No Failure Data | - | - | ||||
| Boom Unit | |||||||
| BO1 | Weibull-3P | >0.250 | |||||
| Code | Model | Parameter | p-value | Code | Model | Parameter | p-value |
|---|---|---|---|---|---|---|---|
| Dragging Unit | Hoisting Unit | ||||||
| DR1 | GRP | Not idd | HO1 | GRP | Not idd | ||
| DR2 | Weibull-3P | 0.354 | HO2 | Normal-2P | 0.93 | ||
| DR3 | Weibull-3P | >0.500 | HO3 | Lognormal-2P | 0.519 | ||
| DR4 | Weibull-3P | >0.500 | HO4 | No Failure Data | - | - | |
| DR5 | Weibull-3P | >0.500 | HO5 | Weibull-2P | 0.16 | ||
| DR6 | Lognormal-2P | 0.364 | |||||
| Bucket Unit | Rigging Unit | ||||||
| BU1 | Weibull-3P | 0.492 | RI1 | GRP | Not idd | ||
| BU2 | Exponential-2P | >0.250 | RI2 | Weibull-2P | >0.250 | ||
| BU3 | Weibull-2P | 0.191 | RI3 | Log-logistic-2P | 0.178 | ||
| BU4 | Weibull-3P | >0.500 | RI4 | Weibull-2P | >0.250 | ||
| BU5 | Weibull-3P | >0.500 | RI5 | Normal-2P | 0.882 | ||
| RI6 | Weibull-3P | >0.500 | |||||
| Machinery House Unit | Movement Unit | ||||||
| MH1 | Weibull-3P | 0.475 | MO1 | GRP | Not idd | ||
| MH2 | Exponential-2P | >0.250 | MO2 | Weibull-3P | >0.500 | ||
| MH3 | Lognormal-2P | 0.339 | MO3 | Exponential-2P | >0.250 | ||
| MH4 | Lognormal-2P | 0.212 | |||||
| Boom Unit | |||||||
| BO1 | Exponential-1P | 0.348 | |||||
| Dragline-1 | Dragline-2 | ||||
|---|---|---|---|---|---|
| Component | Interval (h) | Component | Interval (h) | ||
| DR2 | 1011 | 6.3 | DR2 | 859 | 10.9 |
| DR3 | 2521 | No applicable ratio | DR3 | 1248 | 3.4 |
| HO1 | 6642 | No applicable ratio | DR6 | 12,686 | No applicable ratio |
| HO2 | 1848 | No applicable ratio | HO2 | 2852 | 2.7 |
| RI1 | 2363 | 21.6 | RI3 | 489 | No applicable ratio |
| RI3 | 588 | 3.0 | RI5 | 3765 | 5.2 |
| RI5 | 14,902 | 1.9 | |||
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demirel, N.; Gölbaşı, O. Preventive Replacement Decisions for Dragline Components Using Reliability Analysis. Minerals 2016, 6, 51. https://doi.org/10.3390/min6020051
Demirel N, Gölbaşı O. Preventive Replacement Decisions for Dragline Components Using Reliability Analysis. Minerals. 2016; 6(2):51. https://doi.org/10.3390/min6020051
Chicago/Turabian StyleDemirel, Nuray, and Onur Gölbaşı. 2016. "Preventive Replacement Decisions for Dragline Components Using Reliability Analysis" Minerals 6, no. 2: 51. https://doi.org/10.3390/min6020051