
Optimizing Slag Content to Control Ds-Type Inclusions in 10B21 Cold Heading Steel

 ,
,
Abstract
:1. Introduction
2. Production Status and Optimization Basis
2.1. Production Process
2.2. Sample Preparation and Testing
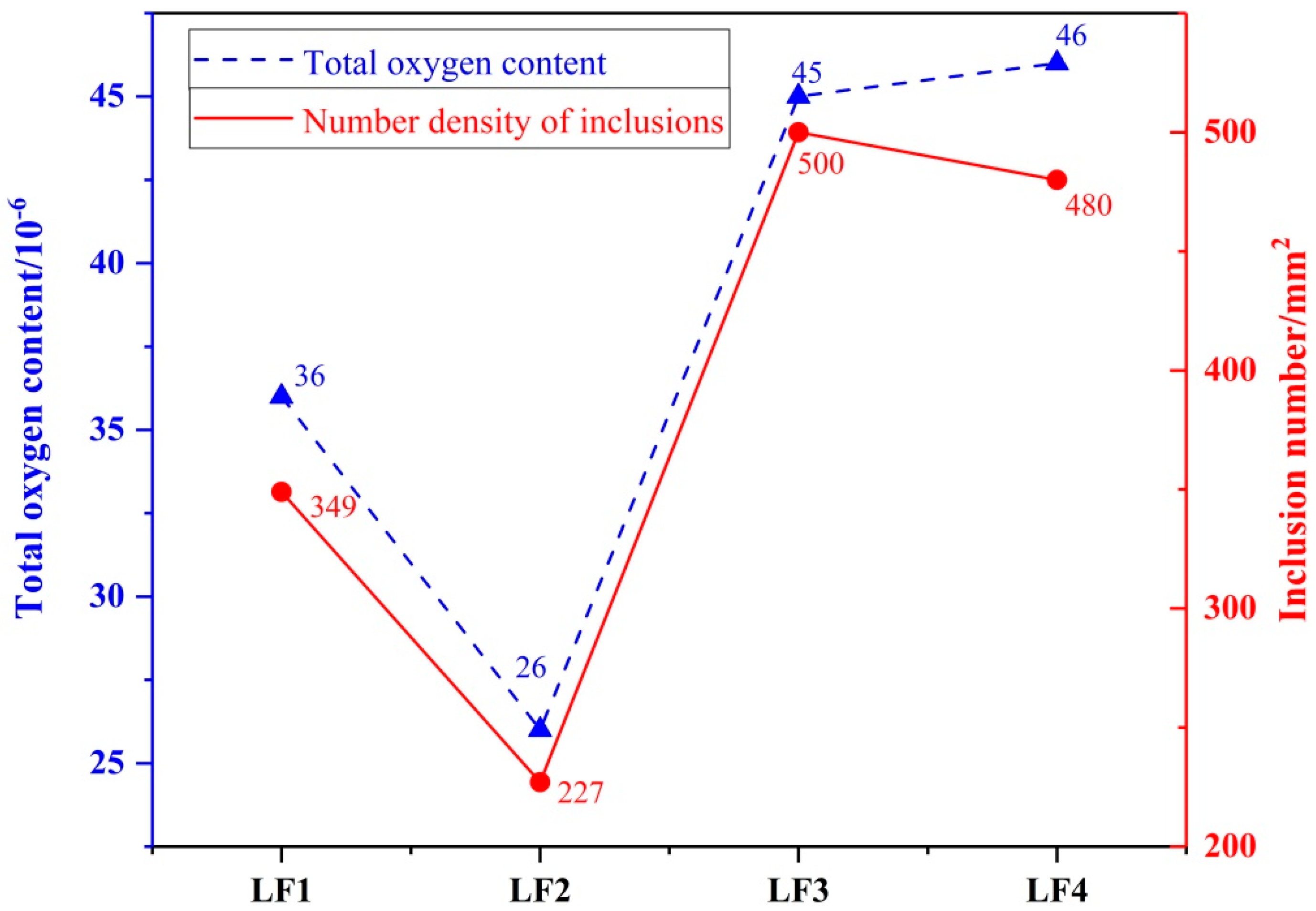
2.3. Evolution of Inclusions during the Steelmaking Process
2.4. Analysis of Slag before Optimization
3. Optimization of the Refining Slag System and Industrial Testing
3.1. Refining Slag Content Optimization
3.2. Industrial Test
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, K.J.; Hung, F.Y.; Lui, T.S.; Tseng, C.H. Decrease in Hydrogen Embrittlement Susceptibility of 10B21 Screws by Bake Aging. Metals 2016, 6, 7. [Google Scholar] [CrossRef] [Green Version]
- Chen, K.J.; Hung, F.Y.; Lui, T.S.; Tseng, C.H. Effects of Tempered Microstructure and Hydrogen Concentration on Hydrogen-Induced Embrittlement Susceptibility of 10B21 Screws at Low Temperature. Mater. Trans. 2018, 59, 1124–1129. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.C.; Wang, S.T. Improvement of Mechanical Properties of Spheroidized 10B21 Steel Coil Using Taguchi Method of Robust Design. Sens. Mater. 2018, 30, 503–514. [Google Scholar]
- Zeng, D.F.; Lu, L.T.; Zhang, J.W.; Jin, X.S.; Zhu, M.H. Effect of micro-inclusions on subsurface-initiated rolling contact fatigue of a railway wheel. Proc. Inst. Mech. Eng. Part F—J. Rail Rapid Transit 2016, 230, 544–553. [Google Scholar] [CrossRef]
- Gubeljak, N.; Predan, J.; Sencic, B.; Chapetti, M.D. Effect of Residual Stresses and Inclusion Size on Fatigue Resistance of Parabolic Steel Springs. Mater. Test. 2014, 56, 312–317. [Google Scholar] [CrossRef]
- Ma, M.Y.; Zhang, J.Y.; Yi, D.Q.; Wang, B. Investigation of high-cycle fatigue and fatigue crack propagation characteristic in 5083-O aluminum alloy. Int. J. Fatigue 2019, 126, 357–368. [Google Scholar] [CrossRef]
- Jiang, M.; Wang, X.-H.; Pak, J.-J.; Yuan, P. In Situ Observation on Behaviors of CaO-MgO-Al2O3-SiO2 Complex Inclusions at Solid-Liquid Interface of Low-Oxygen Special Steel. Metall. Mater. Trans. B—Process Metall. Mater. Process. Sci. 2014, 45, 1656–1665. [Google Scholar] [CrossRef]
- Wang, L.; Xin, J.; Cheng, L.; Zhao, K.; Sun, B.; Li, J.; Wang, X.; Cui, Z. Influence of inclusions on initiation of pitting corrosion and stress corrosion cracking of X70 steel in near-neutral pH environment. Corros. Sci. 2019, 147, 108–127. [Google Scholar] [CrossRef]
- Wu, H.; Li, Q.; Wei, C.; Wang, Z. Study on the behaviour of DS-Class inclusions in advanced bearing steel. Metall. Res. Technol. 2019, 116, 223. [Google Scholar] [CrossRef] [Green Version]
- Min, Y.; Jiang, M.-f. Exergy Analysis and Optimization of Ladle Furnace Refining Process. J. Iron Steel Res. Int. 2010, 17, 24–28. [Google Scholar] [CrossRef]
- Jang, H.-S.; Ryu, J.W.; Sohn, I. FeMn Metal Droplet Behavior in the MnO-SiO2-CaO Slag System. Metall. Mater. Trans. B—Process Metall. Mater. Process. Sci. 2015, 46, 606–614. [Google Scholar] [CrossRef]
- Tang, H.-Y.; Wang, Y.; Wu, G.-H.; Lan, P.; Zhang, J.-Q. Inclusion evolution in 50CrVA spring steel by optimization of refining slag. J. Iron Steel Res. Int. 2017, 24, 879–887. [Google Scholar] [CrossRef]
- Ge, Y.; Zhao, S.; Ma, L.; Yan, T.; Li, Z.; Yang, B. Inclusions Control and Refining Slag Optimization for Fork Flat Steel. Metals 2019, 9, 253. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.-J.; He, S.-P.; Guo, Y.-T.; Shen, B.-Y.; Zhao, S.; Wang, Q. Optimization of Calcium Addition to High-strength Low-alloy Steels. J. Iron Steel Res. Int. 2015, 22, 590–597. [Google Scholar] [CrossRef]
- Tabatabaei, Y.; Coley, K.S.; Irons, G.A.; Sun, S. Tracking Inclusions during Ladle Refining Using a Kinetic Model for the Compositions of Metal, Slag, and Inclusions. Steel Res. Int. 2019, 90, 1900195. [Google Scholar] [CrossRef]
- Sui, Y.; Yue, C.; Peng, B.; Wang, C.; Guo, M.; Zhang, M.; Seetharaman, S. Optimization of Slag Chemistry Toward Inclusion Control for 28CrMo47 Drill Pipe Steel Based on Viscosity and Equilibration Studies. Steel Res. Int. 2016, 87, 752–760. [Google Scholar] [CrossRef]
- Zhao, S.; He, S.P.; Guo, Y.T.; Chen, G.J.; Lv, J.C. Effect on cleanliness of molten steel with different refining slag systems for low alloy ship plate. Ironmak. Steelmak. 2016, 43, 790–798. [Google Scholar] [CrossRef]
- Yang, L.-L. Analysis of the refining effect of pipeline steel LF. Steelmaking 2012, 28, 37–39+59. [Google Scholar]
- Gu, C.; Bao, Y.P.; Lin, L.; Wang, M.; Zhao, L.H.; Wu, Z.X. Study on Adjustment and Optimization of LF Refining Slag of Spring Steel 55SiCrA. In Proceedings of the 3rd Pan American Materials Congress; FEB 26-MAR 02; Springer: Cham, Swizerland, 2017; pp. 783–789. [Google Scholar]
- Zhao, S.; Wang, Q.; Chen, G.J.; He, S.P.; Peng, M.M. Optimization on refining slag and tapping deoxidation system for carbon structure steel without calcium treatment. Charact. Miner. Met. Mater. 2014, 2014, 305–312. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | B | Ti | Cr | Alt |
|---|---|---|---|---|---|---|---|---|---|
| Mass percentage (%) | 0.2 | ≤0.06 | 0.9 | ≤0.015 | ≤0.01 | 0.002 | 0.04 | 0.15 | 0.02 |
| Sample | Analytical Instruments | Equipment Information |
|---|---|---|
| Metallographic | Phenom ParticleX Electronic Scanning Electron Microscope | Netherlands Phenom |
| Slag | X-ray fluorescence spectrometer (Axiosmax) | Netherlands PANalytical B.V. |
| Oxygen and nitrogen rod | American LECO Nitrogen and Oxygen Analyzer (TCH600) | American LECO |
| Big sample electrolysis | Phenom ProX scanning electron microscope | Netherlands Phenom |
| Heat | Station | CaO | SiO2 | Al2O3 | MgO | MnO | FeO | R | MI |
|---|---|---|---|---|---|---|---|---|---|
| 1 | LF1 | 58.1 | 8.27 | 20.2 | 0 | 6.31 | 2.8 | 7.03 | 0.348 |
| LF2 | 64.5 | 3.9 | 20.8 | 3.69 | 0.138 | 0.75 | 16.54 | 0.795 | |
| LF3 | 61.7 | 3.15 | 22.4 | 4.12 | 0.128 | 0.86 | 19.59 | 0.874 | |
| LF4 | 61.6 | 3.05 | 22.9 | 4.11 | 0.0878 | 0.36 | 20.20 | 0.882 | |
| 2 | LF1 | 52 | 5.54 | 23.8 | 2.72 | 9.13 | 4.3 | 9.39 | 0.394 |
| LF2 | 62.1 | 2.23 | 23.3 | 3.65 | 0.19 | 0.82 | 27.85 | 1.195 | |
| LF3 | 60.9 | 1.84 | 23.8 | 4.14 | 0.128 | 0.6 | 33.10 | 1.391 | |
| LF4 | 60.4 | 1.8 | 24 | 4.2 | 0.0774 | 0.5 | 33.56 | 1.398 | |
| 3 | LF1 | 60.2 | 6.45 | 18.1 | 0 | 4.57 | 1.8 | 9.33 | 0.516 |
| LF2 | 63.5 | 2.99 | 20.3 | 3.43 | 0.147 | 0.954 | 21.24 | 1.046 | |
| LF3 | 64.3 | 3.12 | 20.1 | 3.36 | 0.257 | 0.77 | 20.61 | 1.025 | |
| LF4 | 62 | 3.67 | 20.6 | 3.73 | 0.106 | 0.8 | 16.89 | 0.820 |
| Heat | CaO | SiO2 | Al2O3 | MgO | Melting Point [K] | Viscosity [Pa·s] | Solubility of Calcium Oxide (%) |
|---|---|---|---|---|---|---|---|
| 1 | 61.6 | 3.05 | 22.9 | 4.11 | 1625 | 0.058 | 36.7 |
| 2 | 60.4 | 1.8 | 24 | 4.2 | 1612 | 0.059 | 36.2 |
| 3 | 62 | 3.67 | 20.6 | 3.73 | 1587 | 0.054 | 35.9 |
| Spot | CaO | Al2O3 | SiO2 | MgO | Solubility of Calcium Oxide (%) | R |
|---|---|---|---|---|---|---|
| A | 52.8 | 36.48 | 6.72 | 4 | 52.8 | 7.86 |
| B | 40.32 | 48.96 | 6.72 | 4 | 40.32 | 6 |
| C | 26.88 | 62.4 | 6.72 | 4 | 26.88 | 4 |
| Heat | Station | CaO | Al2O3 | MgO | SiO2 | R |
|---|---|---|---|---|---|---|
| 7 | After slag adjustment | 52.9819 | 25.3667 | 5.2838 | 4.9529 | 10.7 |
| Final slag | 52.1141 | 24.9165 | 5.489 | 6.4948 | 8 | |
| 9 | After slag adjustment | 55.6516 | 23.1739 | 5.941 | 6.2852 | 8.9 |
| Final slag | 55.0893 | 23.0281 | 6.1824 | 6.1139 | 9 |
| Rating Chart Level | Inclusion Type | ||||
|---|---|---|---|---|---|
| A Length (μm) | B Length (μm) | C Length (μm) | D Number | Ds Length (μm) | |
| 0.5 | 37 | 17 | 18 | 1 | 13 |
| 1 | 127 | 77 | 76 | 4 | 19 |
| 1.5 | 261 | 184 | 176 | 9 | 27 |
| 2 | 436 | 343 | 320 | 16 | 38 |
| 2.5 | 649 | 555 | 510 | 25 | 53 |
| 3 | 898 | 822 | 746 | 36 | 76 |
| Inclusion Type | Fine | Coarse | ||
|---|---|---|---|---|
| Minimum Width (μm) | Maximum Width (μm) | Minimum Width (μm) | Maximum Width (μm) | |
| A | 2 | 4 | >4 | 12 |
| B | 2 | 9 | >9 | 15 |
| C | 2 | 5 | >5 | 12 |
| D | 3 | 8 | >8 | 13 |
| Inclusion Level | Afine | Acoarse | Bfine | Bcoarse | Cfine | Ccoarse | Dfine | Dcoarse | Ds |
|---|---|---|---|---|---|---|---|---|---|
| Preoptimization level | 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 1.0 |
| 0.5 | 0 | 1.0 | 1.0 | 0 | 0 | 0.5 | 0.5 | 1.0 | |
| 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 1.0 | |
| 0.5 | 0 | 0.5 | 0 | 0 | 0 | 0.5 | 0.5 | 1.0 | |
| 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 1.5 | |
| Optimized level | 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0 | 0.5 |
| 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 0.5 | |
| 0.5 | 0 | 0.5 | 0 | 0 | 0 | 0.5 | 0.5 | 0 | |
| 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 0 | |
| 0.5 | 0 | 0 | 0 | 0 | 0 | 0.5 | 0.5 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, Z.; Liu, W.; Liu, Y.; Chen, Y.; Zuo, X.; Yang, S.; Li, J. Optimizing Slag Content to Control Ds-Type Inclusions in 10B21 Cold Heading Steel. Minerals 2021, 11, 1016. https://doi.org/10.3390/min11091016
Song Z, Liu W, Liu Y, Chen Y, Zuo X, Yang S, Li J. Optimizing Slag Content to Control Ds-Type Inclusions in 10B21 Cold Heading Steel. Minerals. 2021; 11(9):1016. https://doi.org/10.3390/min11091016
Chicago/Turabian StyleSong, Zhaoqi, Wei Liu, Yuhang Liu, Yongfeng Chen, Xiaotan Zuo, Shufeng Yang, and Jingshe Li. 2021. "Optimizing Slag Content to Control Ds-Type Inclusions in 10B21 Cold Heading Steel" Minerals 11, no. 9: 1016. https://doi.org/10.3390/min11091016
APA StyleSong, Z., Liu, W., Liu, Y., Chen, Y., Zuo, X., Yang, S., & Li, J. (2021). Optimizing Slag Content to Control Ds-Type Inclusions in 10B21 Cold Heading Steel. Minerals, 11(9), 1016. https://doi.org/10.3390/min11091016