3.1. HE-Printing Technique
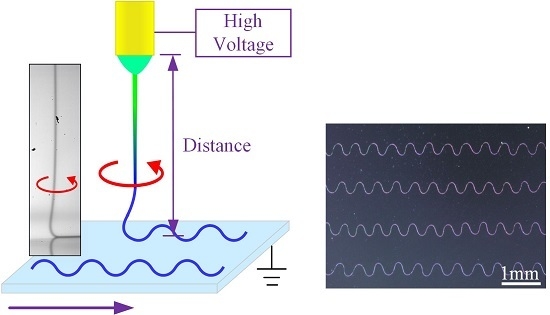
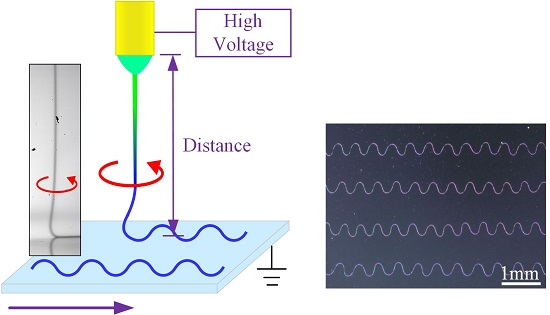
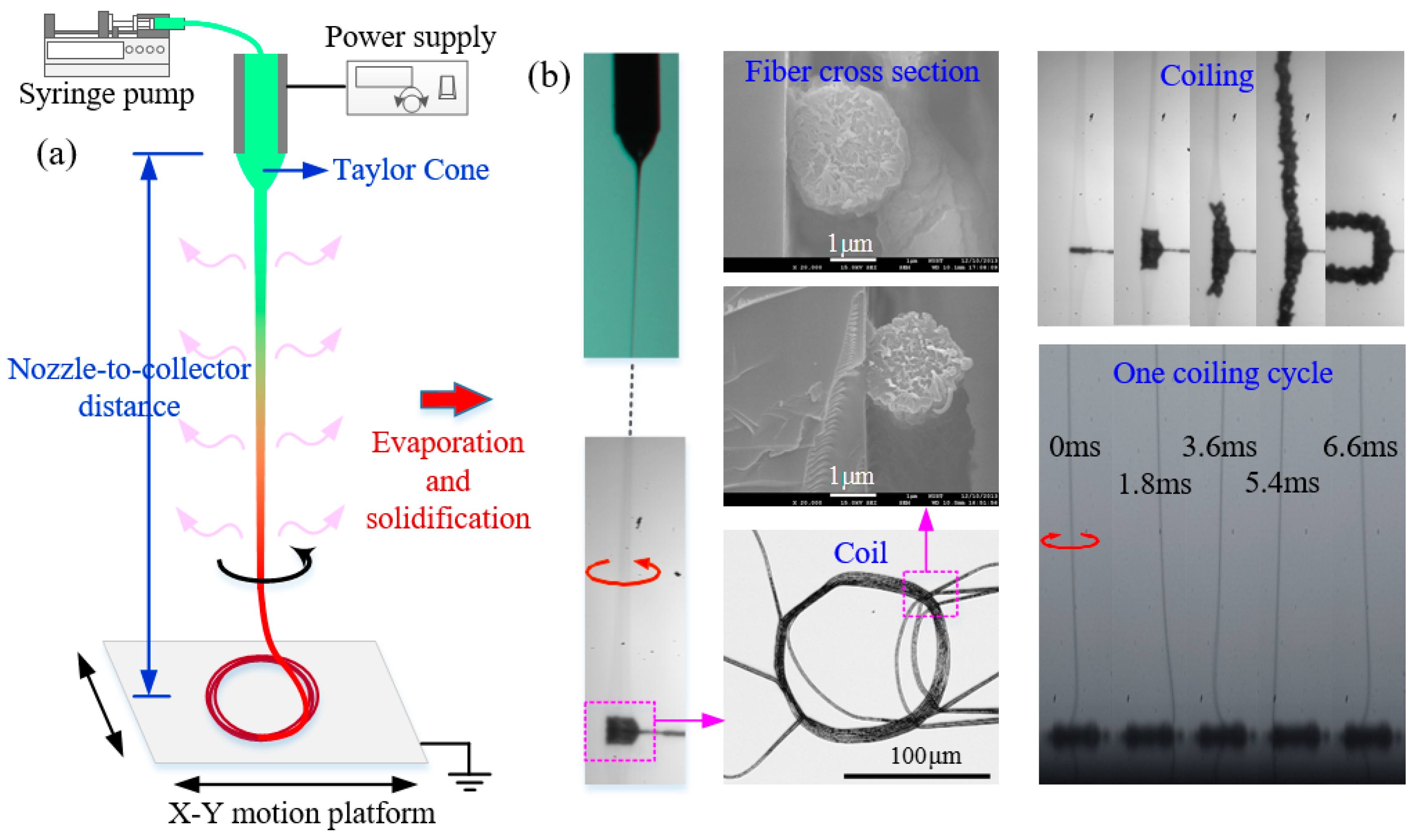
HE-printing is capable of manipulating the fiber flying in a stabilized helical manner as shown in
Figure 1a, completely different from disordered fiber of traditional far-field electrospinning and straight fiber of near-field electrospinning. The electrospinning jet is a continuous fluid flow ejected from the Taylor cone when the applied electrical force overcomes the surface tension of the hanging drop at the jetting nozzle. The jet moves straight away from the tip, then quickly downward pulled by the electrical force until it strikes onto the collector. Unlike near-field electrospinning, which has rather small nozzle-to-collector distance, HE-printing adopts relatively large nozzle-to-collector distance to realize tunable solidification of the electrospinning jet. Small nozzle-to-collector distance prefers liquid state for the jet when approaching collector, the liquid jet is accumulated into a liquid dot on a stationary collector and forms straight line via the linear movement of collector, otherwise, it may experience complex buckling of viscoelastic liquids and generate irregular winding structures on a moving collector. With the increase of nozzle-to-collector distance, the micro/nano liquid jet evaporates and solidifies, and finally the jet (when approaching collector) turns to be a solidified fiber with nearly circular cross-section (
Figure 1b). The solidified fiber firstly buckles as it undergoes a compressive force at impingement on a collector surface, then it rapidly rotates and piles up on the collector as a spring coil (
Figure 1b). The micro/nanofiber in HE-printing consists of two distinct parts: a long, roughly vertical “tail” (with length in millimeters to centimeters, and diameter in micrometers to nanometers) which deforms primarily by severe electrical stretching, and a helical “coil” in which the deformation is dominated by bending and twisting. To ensure enough time for the jet to solidify in air, and prevent the long, straight “tail” from disordered electrical whipping, several methods can be adopted: (a) carefully increasing the nozzle-to-collector distance while decreasing the applied voltage; (b) accelerating the evaporation behavior by controlling the environment or modifying the solution parameters (e.g., concentration and volatility); and (c) adopting an electrode ring around the jet or a sharp needle electrode underneath the plate electrode to regulate electric field distribution and prevent the jet from whipping. When the applied voltage was between 1.5 and 3 kV, the nozzle-to-collector distance varied from 10 to 50 mm, the experiments were conducted at room temperature, 35–45% relatively humidity, the electrospun PVDF jet (18 wt %, with viscosity of about 1900 mPa⋅s) transitioned to a solidified fiber and formed regular buckling coils when landing on collector, with coiling diameter, coiling cycle and fiber diameter of about a few hundred micrometers (30–300 μm), several milliseconds (1–10 ms) and several micrometers (1.5–3 μm), respectively.
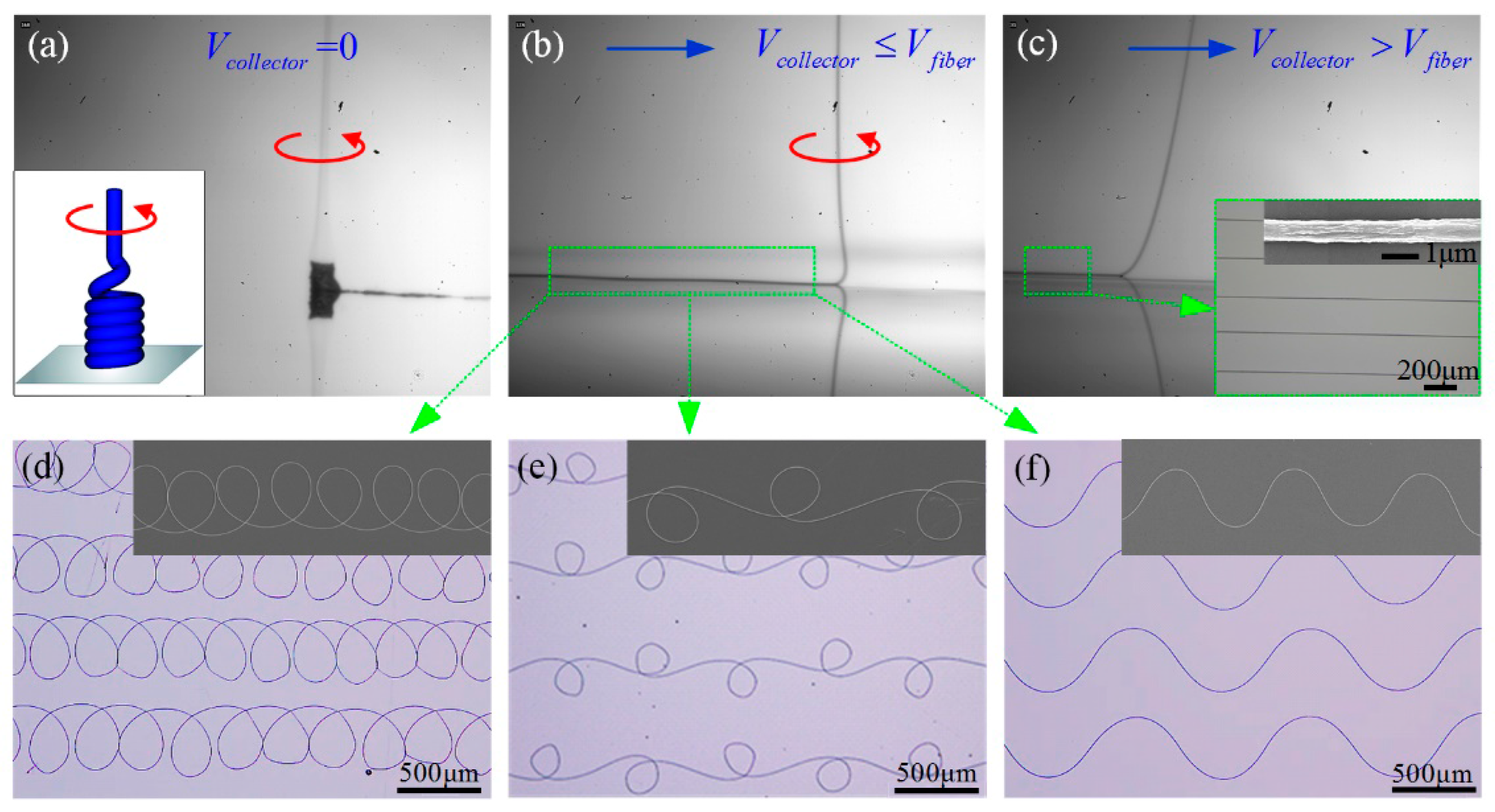
The helical fiber is accumulated into a spring-like structure on a stationary collector, and forms versatile structures when collector moves with different speeds, as shown in
Figure 2. Once the coiled fiber is dispersed along the moving direction, patterns from curve to straight can be formed on collector. The lowermost part of the filament can exhibit three distinct dynamical regimes depending on different conditions, that is whether the collector speed
Vcollector is greater than, nearly equal to, or less than the critical downward speed of the fiber when approaching collector
Vfiber. (1)
Vcollector >
Vfiber means that the jet length carried away by collector is larger than the jet length falls on collector per unit time. The stretched jet is a steady dragged catenary, and oriented straight fibers are generated [
33,
34] (
Figure 2c). (2)
Vcollector ≈
Vfiber means that, as the collector speed is decreased towards
Vfiber, the lowermost part of the filament evolves into a compressed “heel” shape (
Figure 2b), which becomes unstable to periodic meandering. (3)
Vcollector <
Vfiber means that further decrease of the collector velocity leads to a series of bifurcations, and three dominant patterns are meandering, alternating loops and translated coiling (
Figure 2d–f), ending with the static coiling on a stationary collector (
Figure 2a).
By adjusting process parameters, e.g., applied voltage Uapplied, nozzle-to-collector distance Dcollector and collector speed Vcollector, the helix motion of the electrical-filed-driven jet can be controlled, and positioned translated coiling, alternating loops and meandering patterns can be deposited onto collector. To realize direct-writing of serpentine microstructures, the influences of process parameters and the transformation rules between different patterns should be clarified.
3.2. Influences of Process Parameters
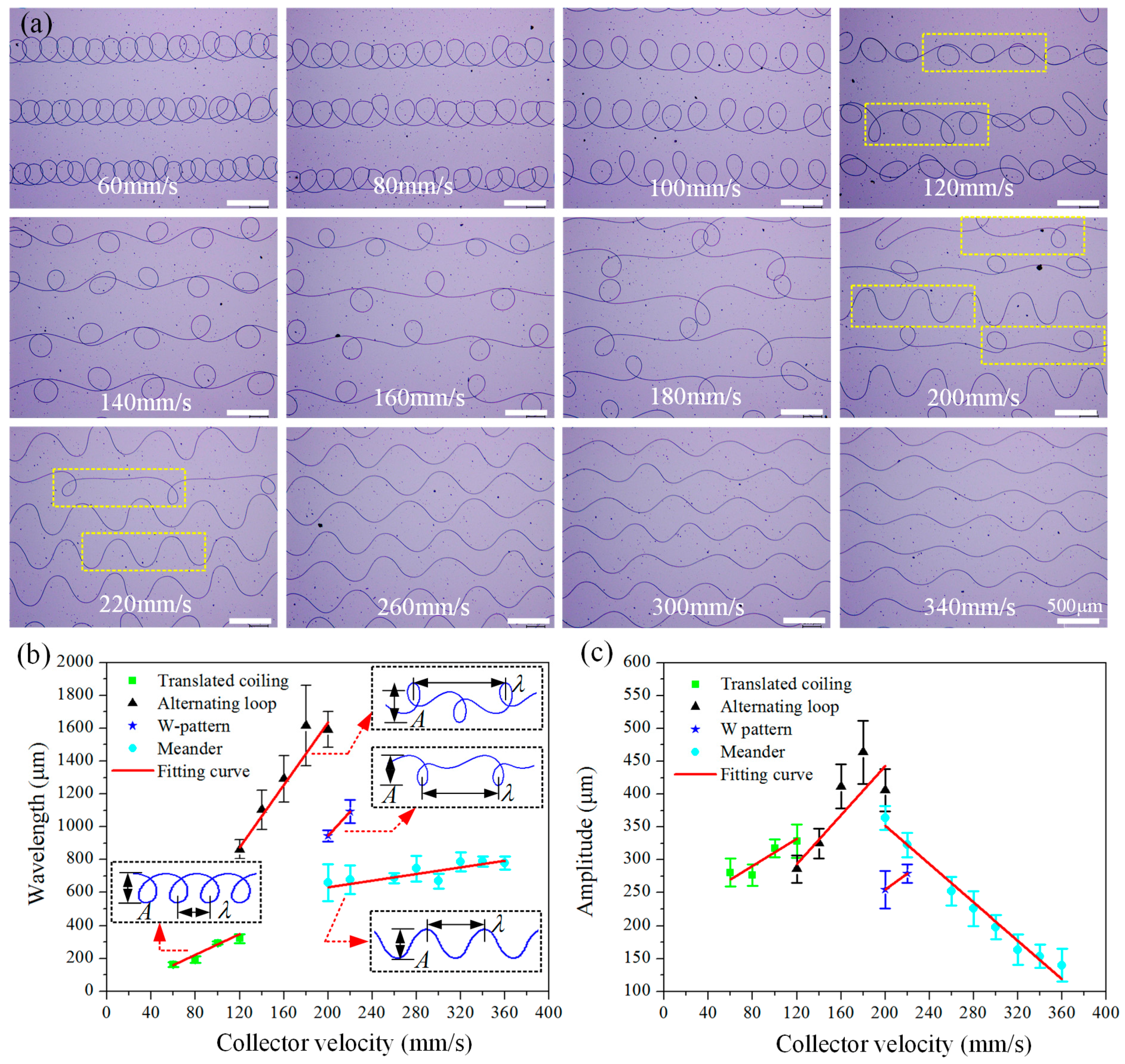
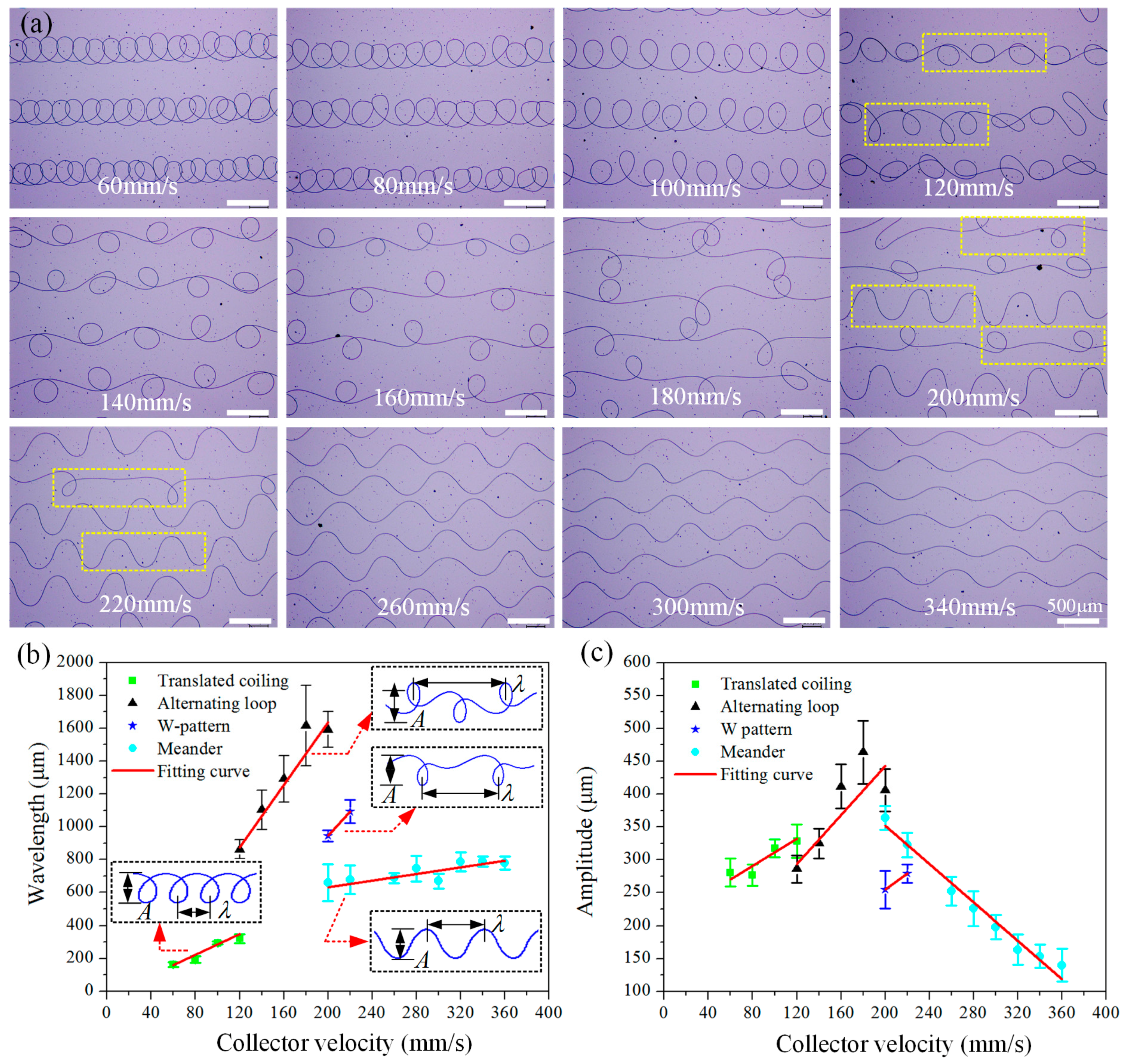
Figure 3a shows the patterns deposited on collector when gradually increasing the collector speed, at the case of
Dcollector = 2.5 cm and
Uapplied = 2.2 kV. When
Vcollector < 100 mm/s, only translated coiling appears, and the patterns become loose with the increase of collector speed. When
Vcollector is about 120 mm/s, translated coiling becomes unstable and begins to transit to alternating loops, and both patterns coexist at this moment. With further increase of
Vcollector from 140 to 180 mm/s, alternating loops are dominant and the pattern becomes increasingly elongated. When
Vcollector is about 200–220 mm/s, alternating loops lose their stability and begin to transit to meanders. Meanwhile, a new W-shaped pattern appears in this region, and the three patterns, alternating loops, W pattern and meander, may coexist. After that, only meanders appear. When
Vcollector is larger than 360 mm/s, the configuration of the hanging fiber changes from a “heel” shape (
Figure 2b) to a stretched catenary (
Figure 2c), and the deposited pattern eventually turns into a straight line (
Figure 2c).
Figure 3b,c summarizes the change rules of wavelength and amplitude of deposited patterns over collector speed, where wavelength and amplitude of each pattern are defined in the exerted images of
Figure 3b. With the increase of collector velocity, wavelength of each pattern has an increasing trend, while the variation of amplitude is inconsistent. Translated coiling, alternating loops and W-shaped pattern all have an increasing trend in amplitude, while meander has a decreasing trend as its critical curve is straight line. It should be noted that the discontinuous of wavelength in the pattern transformation region is mainly caused by its definition. For example, continuous wavelength can be obtained by redefining the wavelength of the alternating loops to be the distance between two loops, namely half of the existing definition.
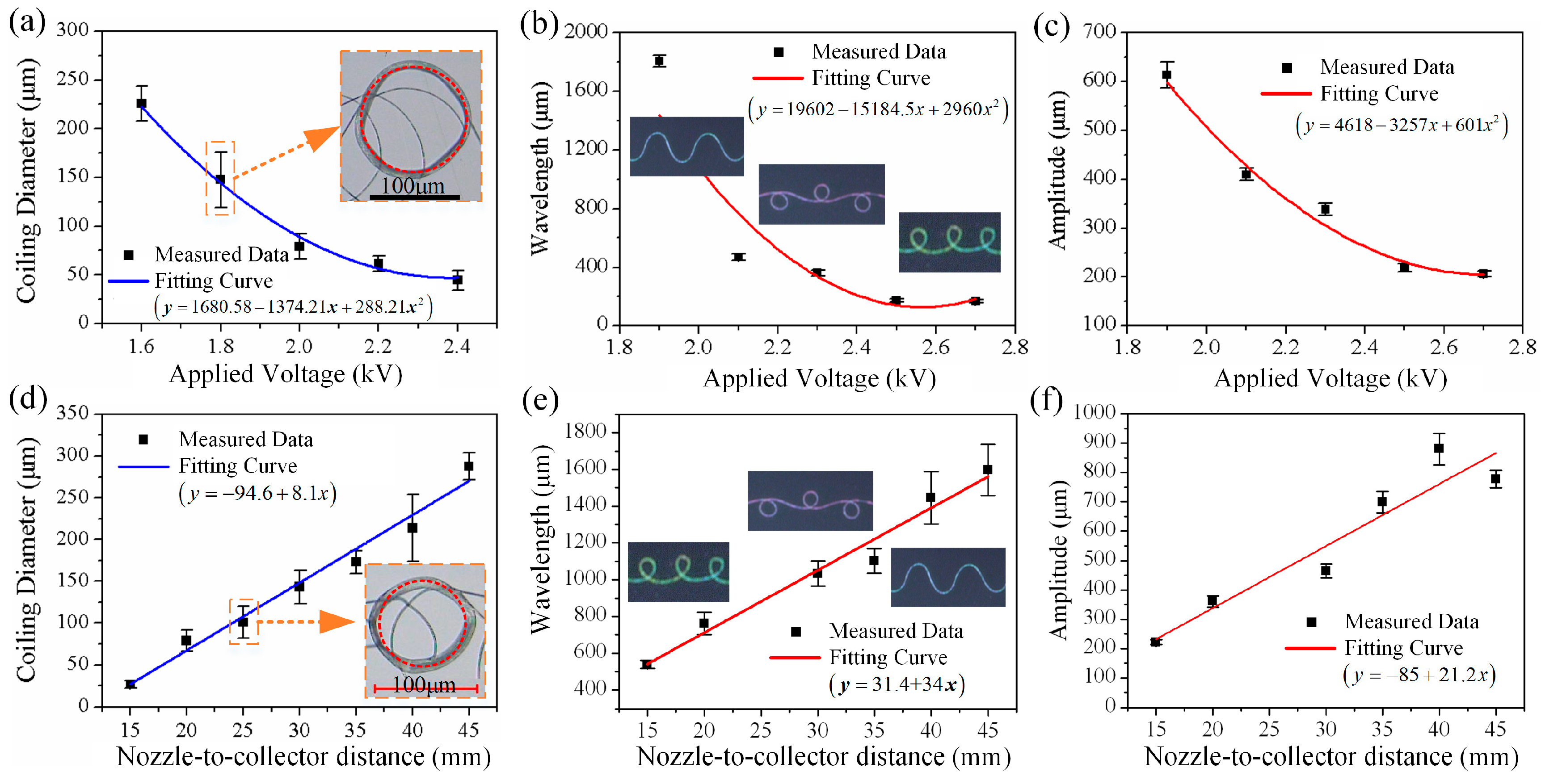
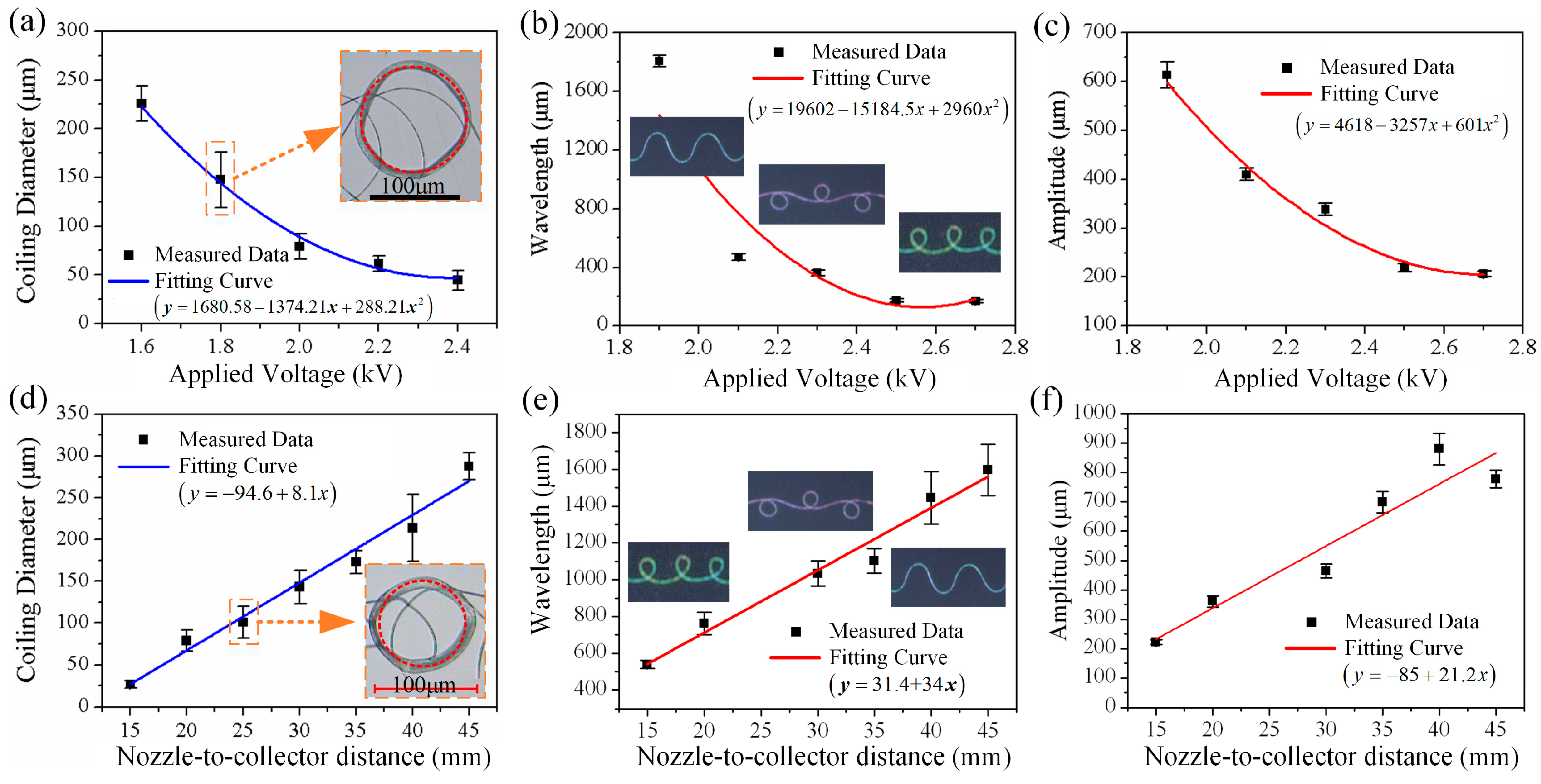
Figure 4 illustrates the influences of nozzle-to-collector distance
Dcollector and applied voltage
Uapplied on the helix behavior and the deposition patterns. The coiling diameter decreases rapidly as
Uapplied increases when
Dcollector = 25 mm and
Vcollector = 0 (
Figure 4a). Higher voltage leads to larger stretch force exerted on jet, thus larger jet velocity and smaller jet diameter, which finally induce a smaller coiling diameter.
Figure 4b,c demonstrates that both geometric shape and size change with
Uapplied at the case of
Dcollector = 25 mm and
Vcollector = 200 mm/s. When increasing the applied voltage, the deposited fibers vary from straight to meander, alternating loops and finally translated coiling. Meanwhile, the pattern size decreases rapidly, which has a similar trend in
Figure 4a.
Figure 4d shows that the coiling diameter increases linearly with
Dcollector in the case of
Uapplied = 2.1 kV and
Vcollector = 0. Higher nozzle-to-collector distance corresponds to weaker electric filed, thus smaller critical velocity of the fiber
Vfiber when striking on collector, and finally a larger coiling diameter. With the increase of nozzle-to-collector distance, the deposited fibers vary from translated coiling to alternating loops and meander when
Uapplied = 2.1 kV and
Vcollector = 200 mm/s (
Figure 4e,f). Meanwhile, the pattern size increases linearly, which has a similar trend in
Figure 4d. These may give a conclusion that the coiling diameter decided by applied voltage and nozzle-to-collector distance on a motionless collector largely determines the size of the complex patterns deposited on a moving collector.
3.3. Transformation Rules between Different Patterns
To reveal the transformation rules between different patterns, we first go to the similar buckling patterns of the gravity driven jets or ropes. When a thin viscous thread or elastic rope impinges on a collector, coiling happens on a stationary collector, and similar buckling patterns including translated coiling, alternating loops and meanders appear on a moving collector. This phenomenon is called the fluid mechanical sewing machine [
35] or elastic sewing machine [
36], which has inspired several experimental, theoretical and numerical works to investigate the essence of pattern transformation. The coiling behavior of the electrospun micro/nanofiber is similar to the gravity driven rope coiling, although their characteristic lengths are micro/nanoscale and centimeters/millimeters, respectively. Recently, Brun et al. [
37,
38] developed a quasi-static geometrical model (GM) to capture the various buckling patterns of thin viscous jet or elastic rope, and successfully calculated the bifurcation threshold of different patterns. They found that the jet/collector velocity match coefficient was the key factor for pattern variation, and this was coincidence with the HE-printing results.
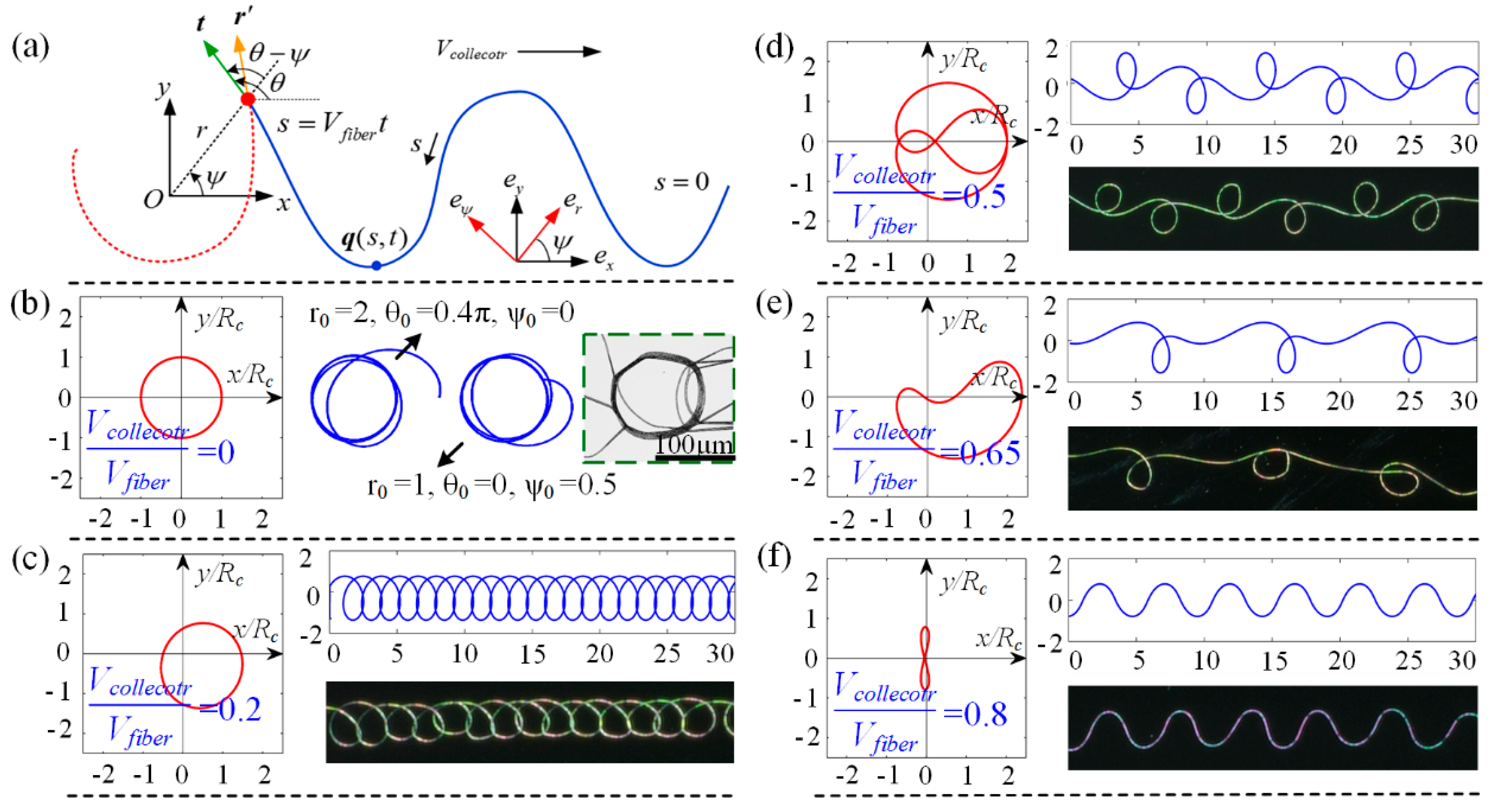
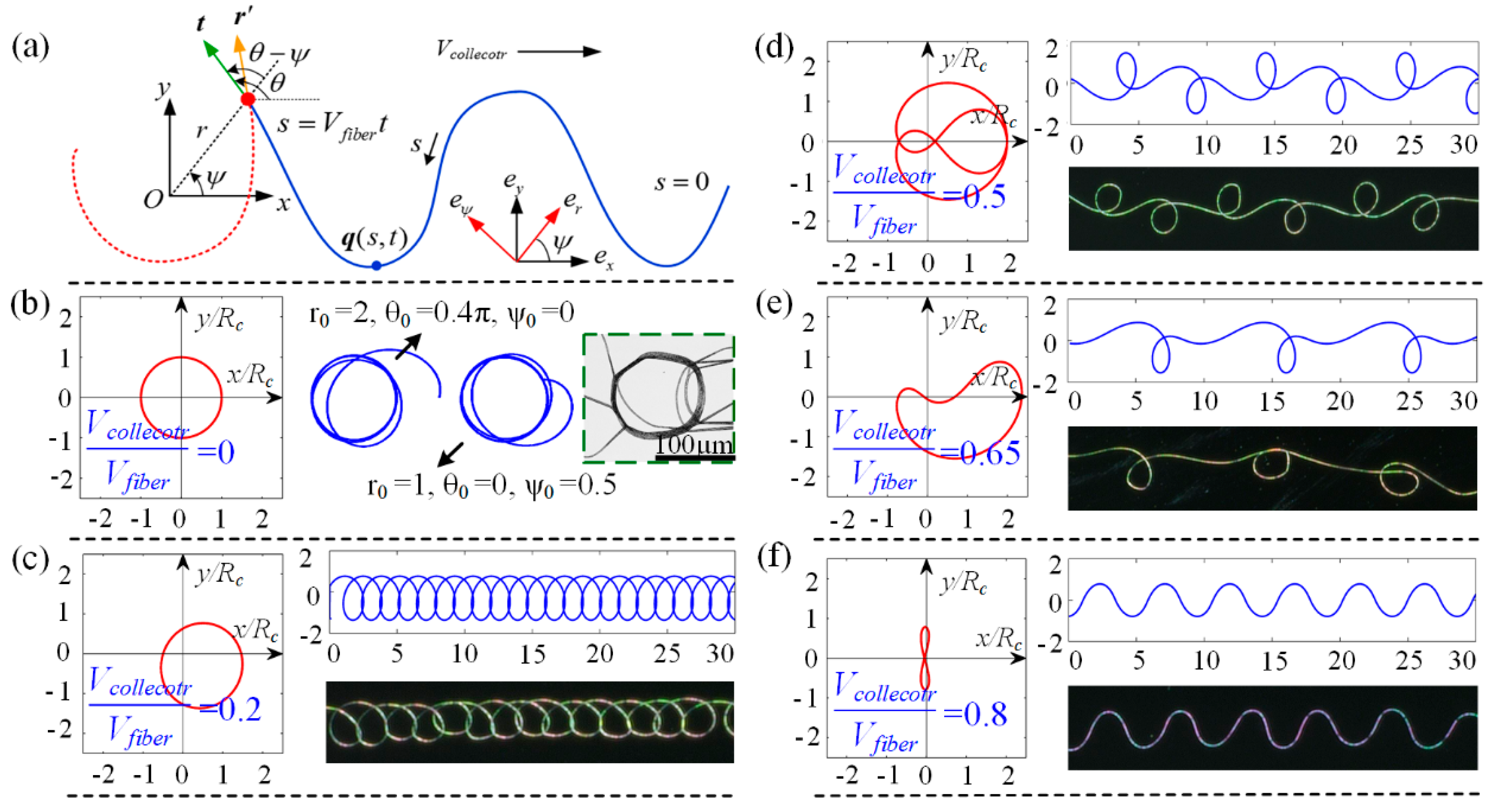
In the geometrical model [
37,
38], the deposited trace on collector, namely the patterns of meander, alternating loops, translated coiling, etc. is a combination of the orbit of the contact point (regular coiling when collector is motionless) and the movement of the collector. The deposited trace
in
Figure 5a can be written as
, where
s is the arc-length,
t is time,
means the contact point at time
,
is the fiber velocity,
Vcollector and
are the value and direction of the collector speed, and
means the time that the contact point move together with collector. From derivate
with arc-length
s, we can get
, where
and
are the tangent vector of
and
, respectively. Next, we rewrite
from a Cartesian coordinate
to a polar coordinate
, while consider the curvature
at the bottom of the hanging thread that
[
37], and remove the coiling radius
by rescaling, to get
Equation (1) consists of a set of coupled ordinary nonlinear differential equations for the functions of , and , and a dimensionless parameter . When varying (), the solutions of , and , the deposited trace and the orbit of the contact point can be achieved.
When the collector is static, namely
, the orbit of the contact point converges to a regular circle with a diameter of
(
Figure 5b), and the calculation result is insensitive to the initial values of
,
and
. The coordinates
and
are dimensionless, where
means the regular coiling radius. Continuously increasing
, translated coiling, alternating loops, W pattern and meander appear in succession; the four typical periodic orbits and corresponding patterns are listed in
Figure 5c–f when the velocity match coefficients are 0.2, 0.5, 0.65, and 0.8, respectively. The analytical deposited traces are quite consistent with the experimental electrospun patterns.
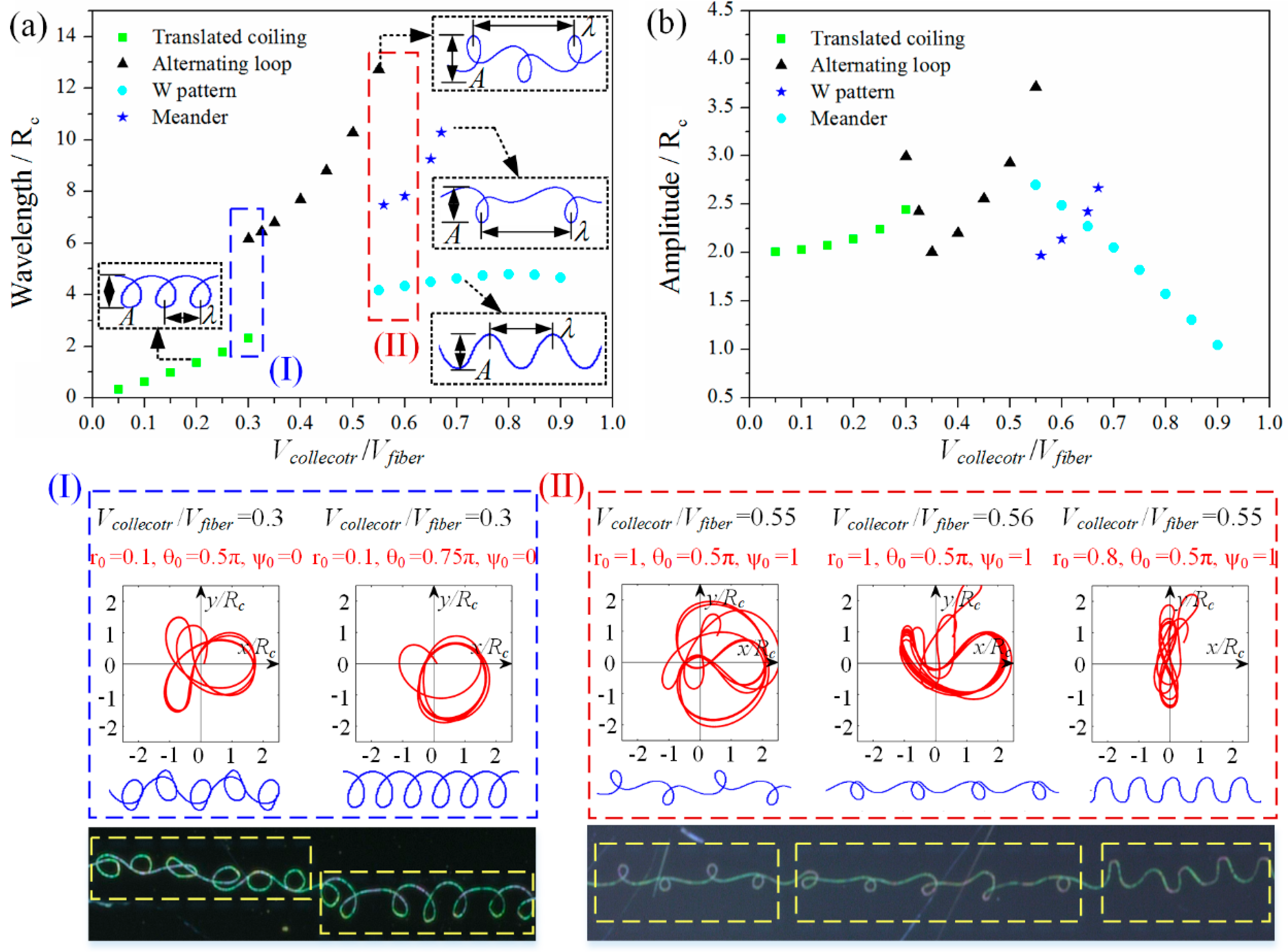
To clarify the transformation behavior and the size changing rules for different patterns, the deposited traces have been calculated under different
with different initial values.
Figure 6a,b presents the dimensionless wavelength
and amplitude
obtained from Equation (1), in which the dimensionless velocity
is abscissa; the wavelength
and amplitude
A of each pattern are defined in the exerted images of
Figure 6a. The analytical results agree well with the HE-printing experiments (
Figure 3), and we can conclude that: (1) The pattern type is determined by the velocity match coefficient
. Four typical patterns appear in the correct order when
varies; however, only three patterns can be generated separately, as W pattern usually exists concomitantly in the pattern transition region. (2) The pattern size is determined by the regular coiling diameter
, which has been validated through
Figure 4. The size changing rules for different patterns in
Figure 6a,b are quite coincident with experimental results (
Figure 3b,c). Wavelength of each pattern increases with
, while the amplitude has divergent trends. (3) The velocity match coefficient
and the regular coiling diameter
decide the direct-written pattern, which are influenced by three key parameters: the applied voltage
Uapplied and nozzle-to-collector distance
Dcollector decide the size of the coiling diameter
and the value of the critical fiber velocity when attaching collector
. The collector velocity
and the critical velocity
compose the velocity match coefficient
. (4) The pattern transition regions (I) and (II) should be avoided in manufacturing process. When
is around 0.3, the deposited trace is unstable, meaning both coiling and alternating loops may appear under different initial values, in line with experimental results that two patterns may coexist in one fiber (region (I) in
Figure 6). The transition from alternating loops to serpentine is complicated when
is around 0.55–0.67 (region (II) in
Figure 6). Both analytical and experimental results prove that, whether alternating loops or serpentine, W pattern occurs simultaneously in this region, and the three patterns can exist in one electrospun fiber.
3.4. Potential Applications
As discussed above, HE-printing is an efficient method for stretchable serpentine structure fabrication. By regulating three key process parameters (
Uapplied,
Dcollector and
Vcollector) to tune the velocity match coefficient
and the regular coiling diameter
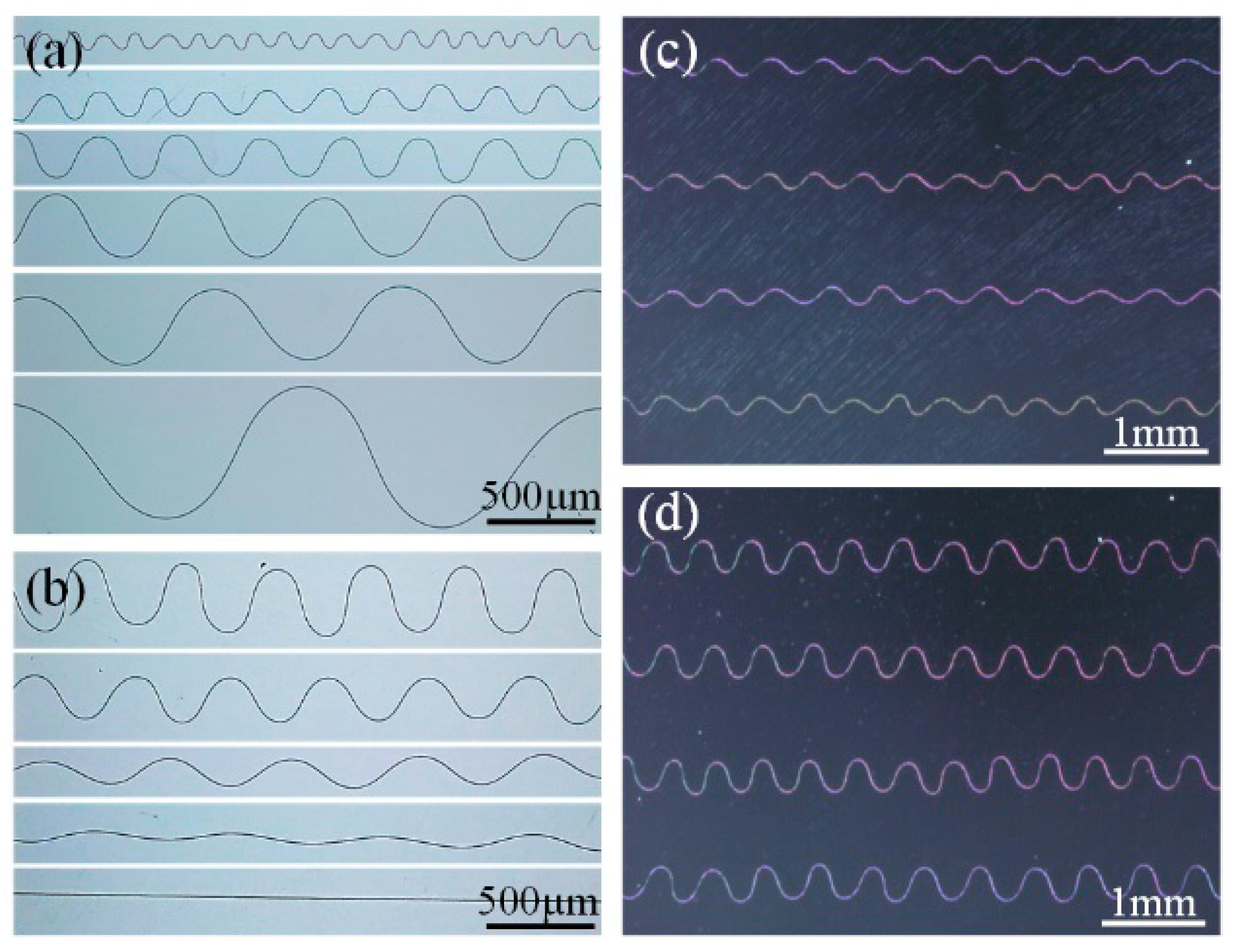
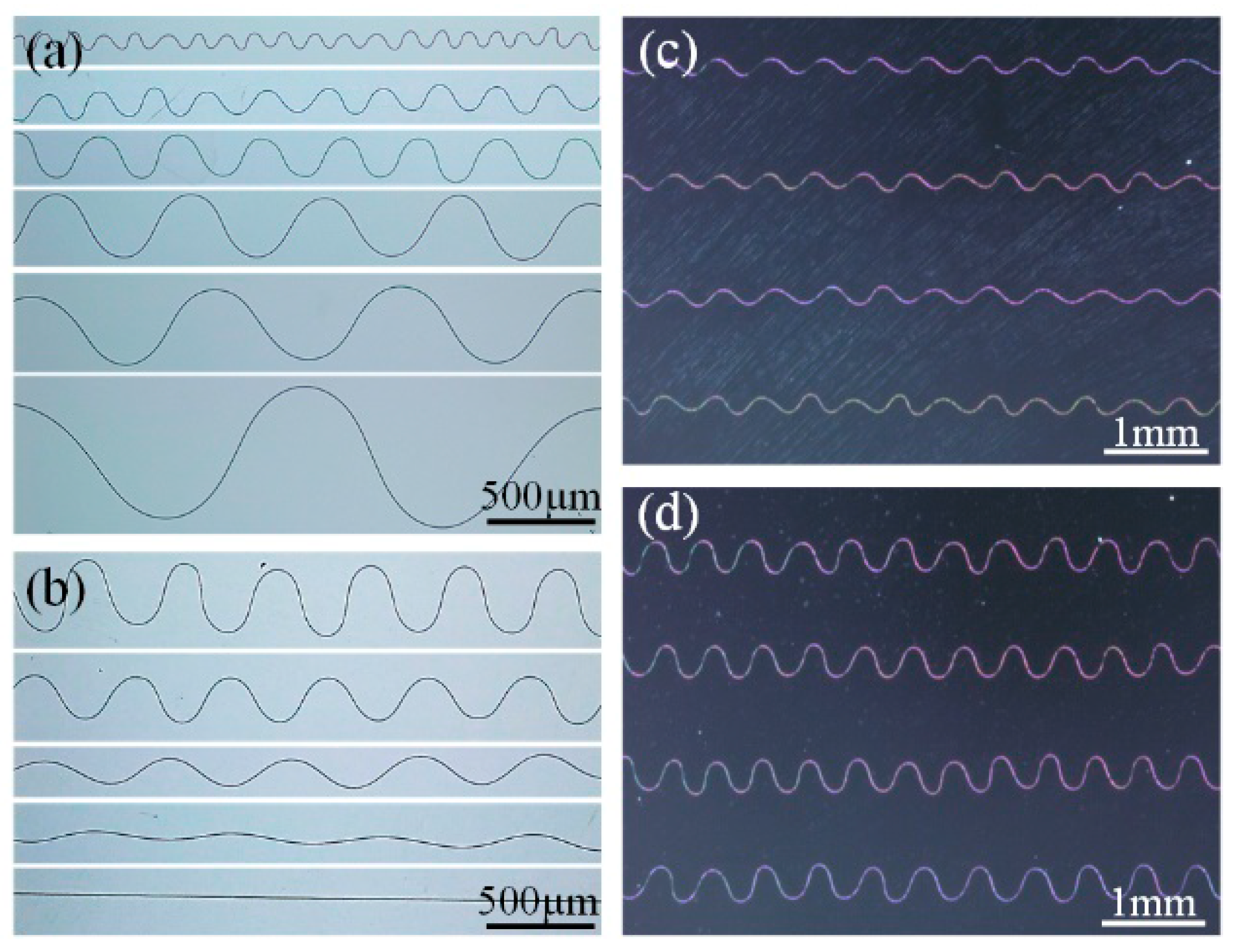
, HE-printing is capable of depositing serpentine structures with specific wavelength and amplitude, as shown in
Figure 7a,b. The wavelength range varies from about 100 to 2000 μm using the process parameters:
Uapplied = 1.5–3 kV,
Dcollector = 10–50 mm, and
Vcollector = 0–400 mm/min. The ratio of wavelength to amplitude varies from about 1.4 to infinity, where 1.4 corresponds to the transition point that the serpentine structures bifurcate into alternating loops or W-shaped pattern, and infinity corresponds to the limit state of straight line. The serpentine structures are reproducible, and they can be generated in a large scale, as shown in
Figure 7c,d.
In addition to serpentine structures, a more complex self-similar structure has been recently considered as an important approach to achieve very large stretchability (e.g., > 100%) as it adopts spring-on-spring architecture, and it has been used to enhance the stretchability of lithium ion batteries up to 300% [
5]. The complex self-similar structures are mainly fabricated through photolithography and etching, which are either complicated and expensive or incompatible with large-scale, low-cost fabrication.
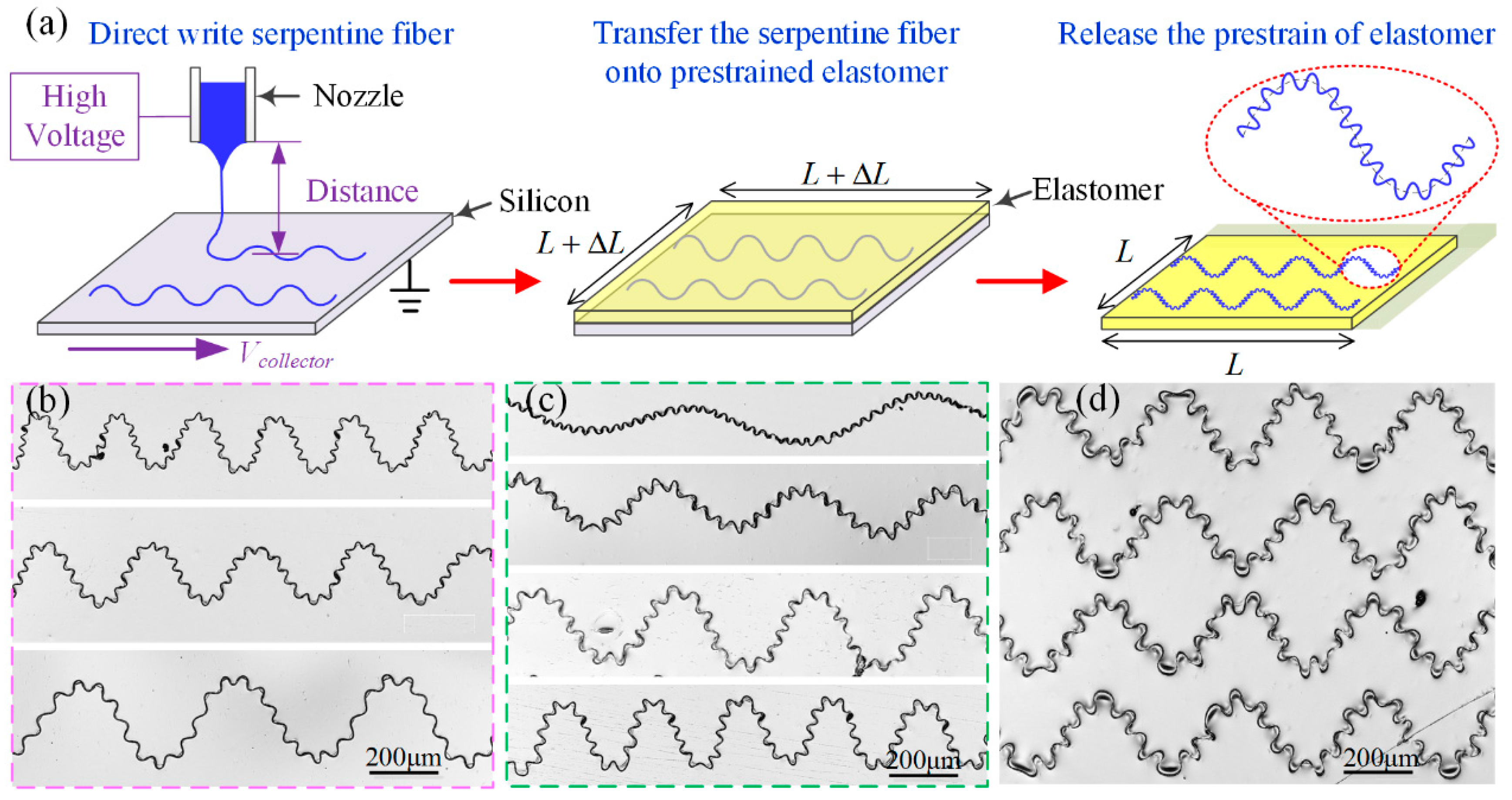
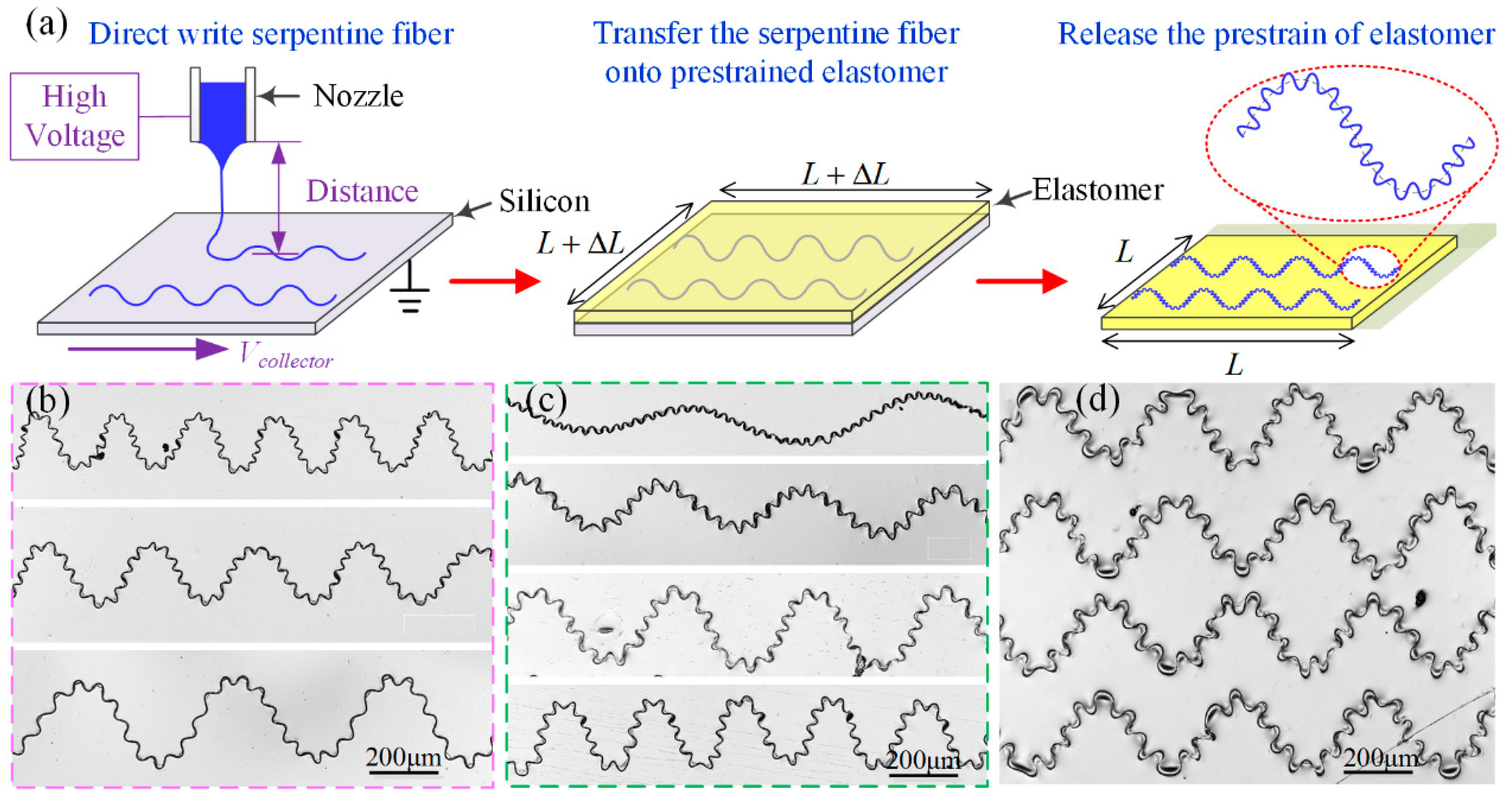
Here, a new two-level wave-shaped self-similar structure has been fabricated by combination of HE-printing and self-organized buckling.
Figure 8a illustrates the three-step process: (1) Direct-write the initial serpentine micro/nanofibers on a silicon substrate through HE-Printing, with tunable wavelength and amplitude, as shown in
Figure 7. (2) Transfer the initial serpentine micro/nanofibers to a biaxially prestrained PDMS-on-Ecoflex substrate by pressing the prestrained elastomer on the silicon wafer with serpentine micro/nanofibers. PDMS-on-Ecoflex substrate is utilized here considering the surface stickiness of fresh PDMS to achieve high bonding strength with serpentine micro/nanofibers, and the hyperelasticity of Ecoflex to improve stretchability. (3) Peel off and release the biaxial prestrain of elastomer to cause self-organized buckling of serpentine micro/nanofibers into self-similar fibers. When releasing the biaxial prestrain of the elastomer, the initial serpentine geometry (λ
initial and
Ainitial) proportionally shrinks to the first-level wavy geometry (λ
level1 and
Alevel1), while buckling to the second-level wavy geometry (λ
level2 and
Alevel2), namely λ
level1 = λ
initial/(1 + ε) and
Alevel1 =
Ainitial/(1 + ε), where ε is the biaxial prestrain of elastomer. λ
level2 and
Alevel2 are controlled by the prestrain of elastomer, Young’s modulus and cross-sectional geometry of fiber and substrate basing on buckling mechanics, and the serpentine fibers buckle in-plane as the fiber cross-section is nearly circular.
Figure 8b–d demonstrates self-similar micro/nanofibers with various sizes, various aspect ratios or in large area and self-organized (
Figure 7), and these conformal self-similar fibers may have great potential in stretchable electronics.
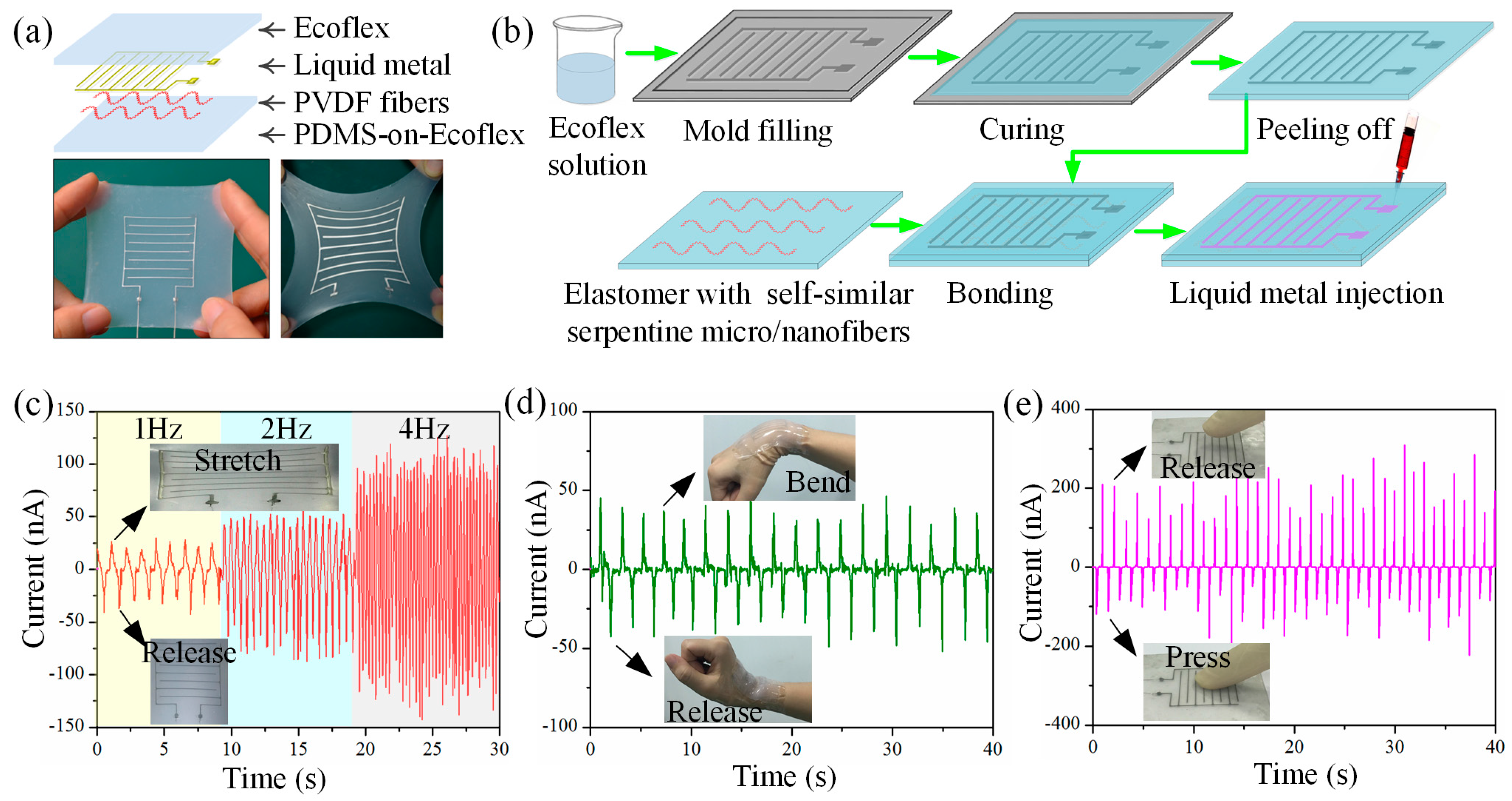
Considering that the electrospun PVDF fibers have excellent piezoelectricity [
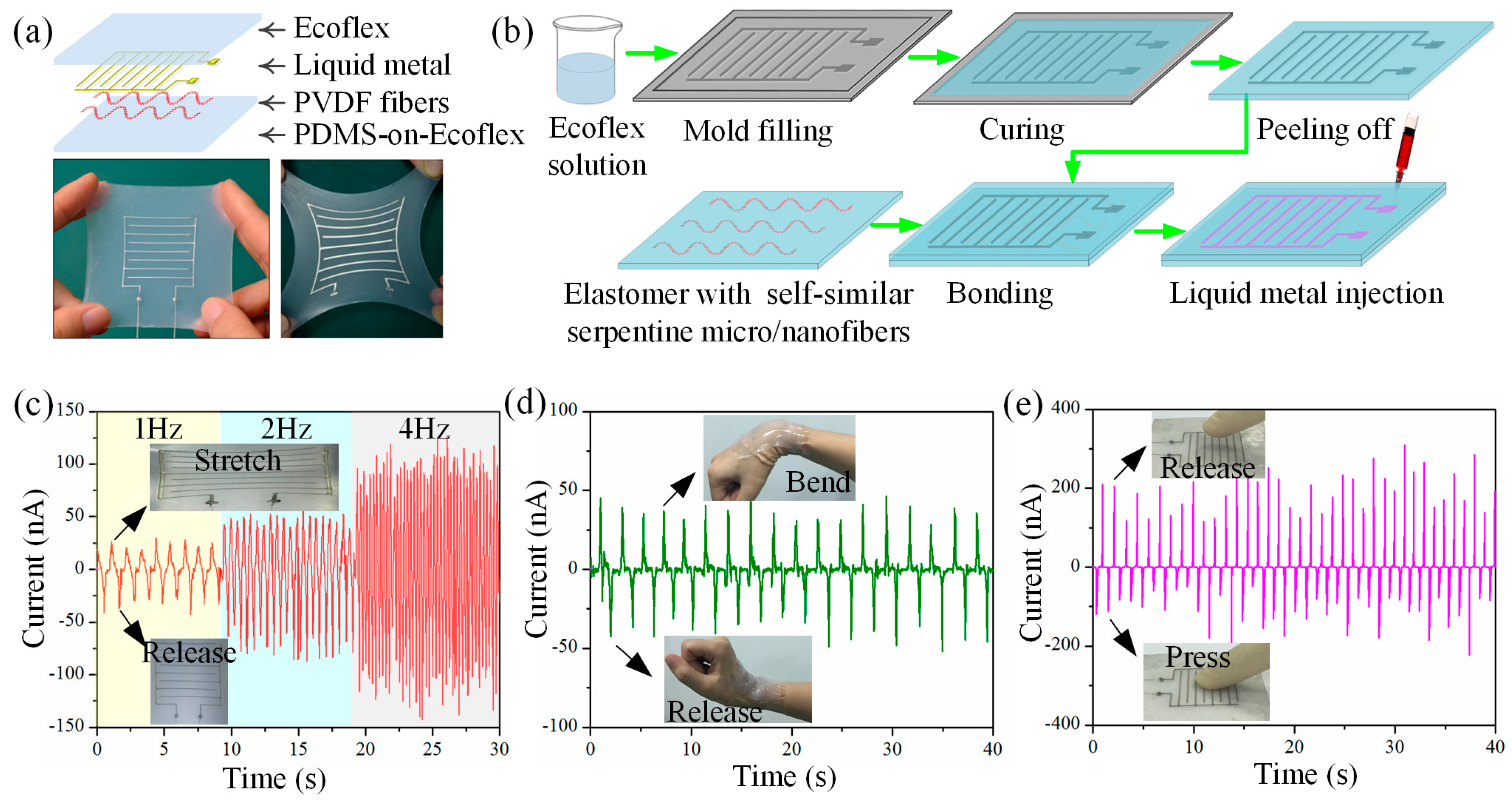
20], a hyper-stretchable piezoelectric device based on printed serpentine micro/nanofibers has been fabricated and tested. The schematic diagram of the hyper-stretchable piezoelectric device in a layer by layer format is shown in
Figure 9a. The sandwich-structured composite consists of four layers: a PVDF layer for electricity generation, a liquid metal layer for charge transfer, and two elastomer layers for encapsulation. The concrete fabrication process is shown in
Figure 9b. Ecoflex substrate with microchannels was bonded onto the flat PDMS-on-Ecoflex substrate with PVDF micro/nanofibers to form microstructured channels, followed by injecting liquid metal to form stretchable interdigital electrodes. Self-similar serpentine PVDF fibers, liquid metal electrodes, and Ecoflex encapsulations enhance the stretchability of the device which is able to undergo large stretchability without failure.
Figure 9c shows the output current of the device (with about 150 serpentine PVDF fibers) characterized by a semiconductor characterization system under an applied strain of 200% at different stretch and release frequencies. The stable output under large deformation demonstrates the stretchability of the printed serpentine fibers. Meanwhile, there is a linear relationship between the average maximum current and the reciprocating frequency, which is consistent with the fundamental piezoelectric theory that the generated current is proportional to the strain rate.
Figure 9d,e illustrates that the device is also sensitive to bending and pressure, which has potential artificial skin applications for monitoring human movement and external stimuli.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}