1. Introduction
Since nanoimprint lithography (NIL) was first proposed [
1], its practical uses have steadily increased. Because NIL can pattern nanostructured thin resists on substrates without diffraction limitation at a low cost, it is considered to be a viable alternative to optical lithography and electron beam lithography. In particular, the next-generation hard disks, so-called patterned media, are not considered to be practical except if they can be fabricated at low cost [
2]. UV-NIL is promising for the high-throughput production of patterns owing to the advantage of room-temperature processing in comparison with thermal NIL [
3].
In UV-NIL, a UV transparent mold is pressed into a layer of UV-cured resist on a substrate; UV radiation transmitted through the mold then cures the resist. Quartz molds with nanostructured surfaces are generally used as UV-transparent molds. Patterned quartz molds, however, are too expensive for direct use in practical UV-NIL processes because of the risk of contamination and degradation. Moreover, the quartz molds are rigid, and so, high pressure is required to avoid partial contact distributions when the substrate has some roughness. As a result, the lifetime of a quartz mold is shortened. Replica molding appears to be a solution for this problem. Polymeric materials such as polydimethylsiloxane (PDMS) [
4,
5], polyvinyl chloride (PVC) [
6], polyurethane acrylate (PUA), and polyvinyl alcohol (PVA) have been successfully tested to produce flexible UV-NIL molds.
In this paper, I propose and demonstrate the fabrication of replica molds for UV-NIL by injection compression molding (ICM), which is a proven technique for molding optical disks such as compact disks (CDs), digital versatile disks (DVDs), and Blu-ray disks (BDs) with low cost and high throughput [
7,
8,
9]. ICM is one of the lowest cost and highest throughput processes among hot-embossing processes [
10,
11,
12].
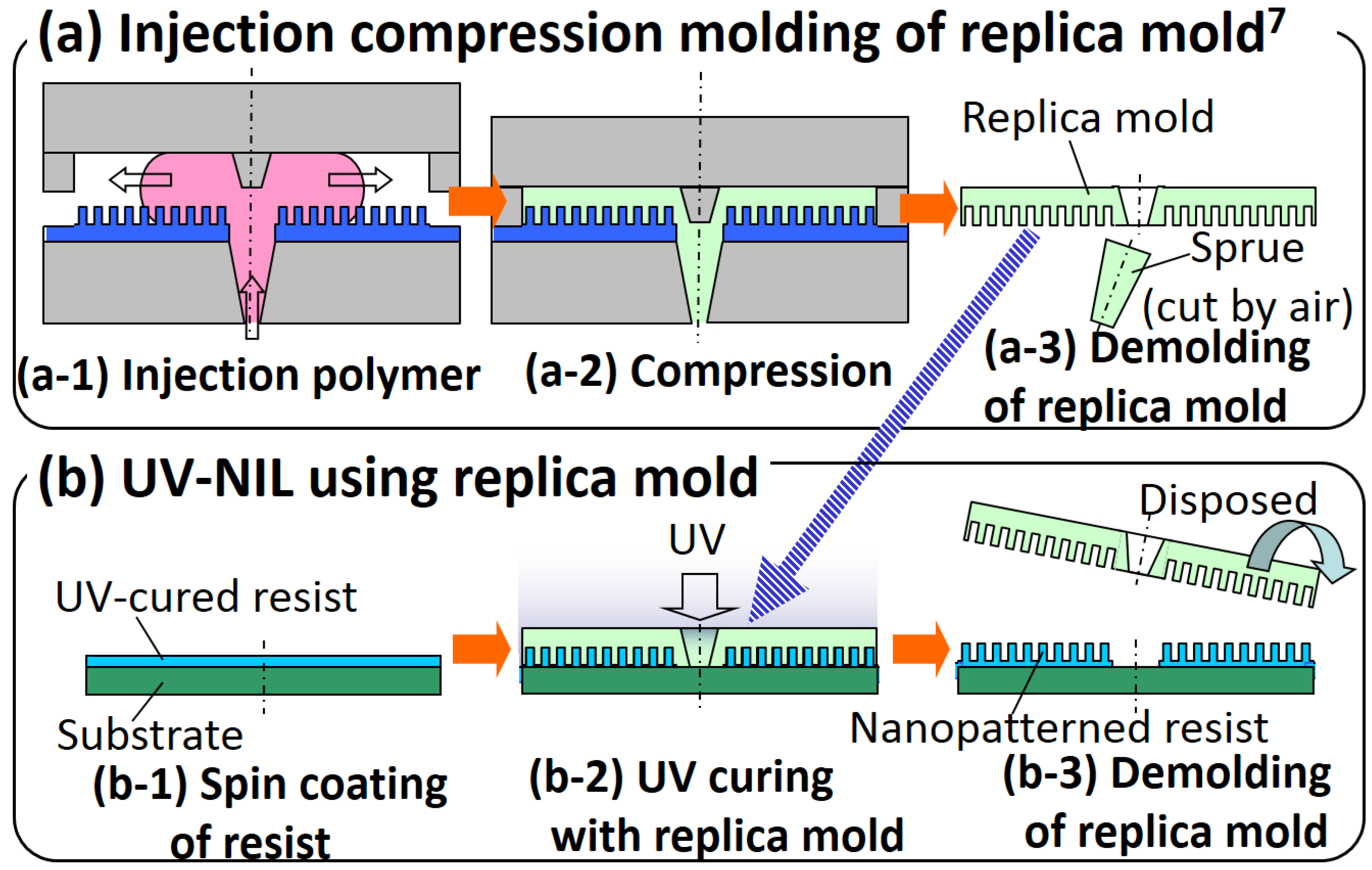
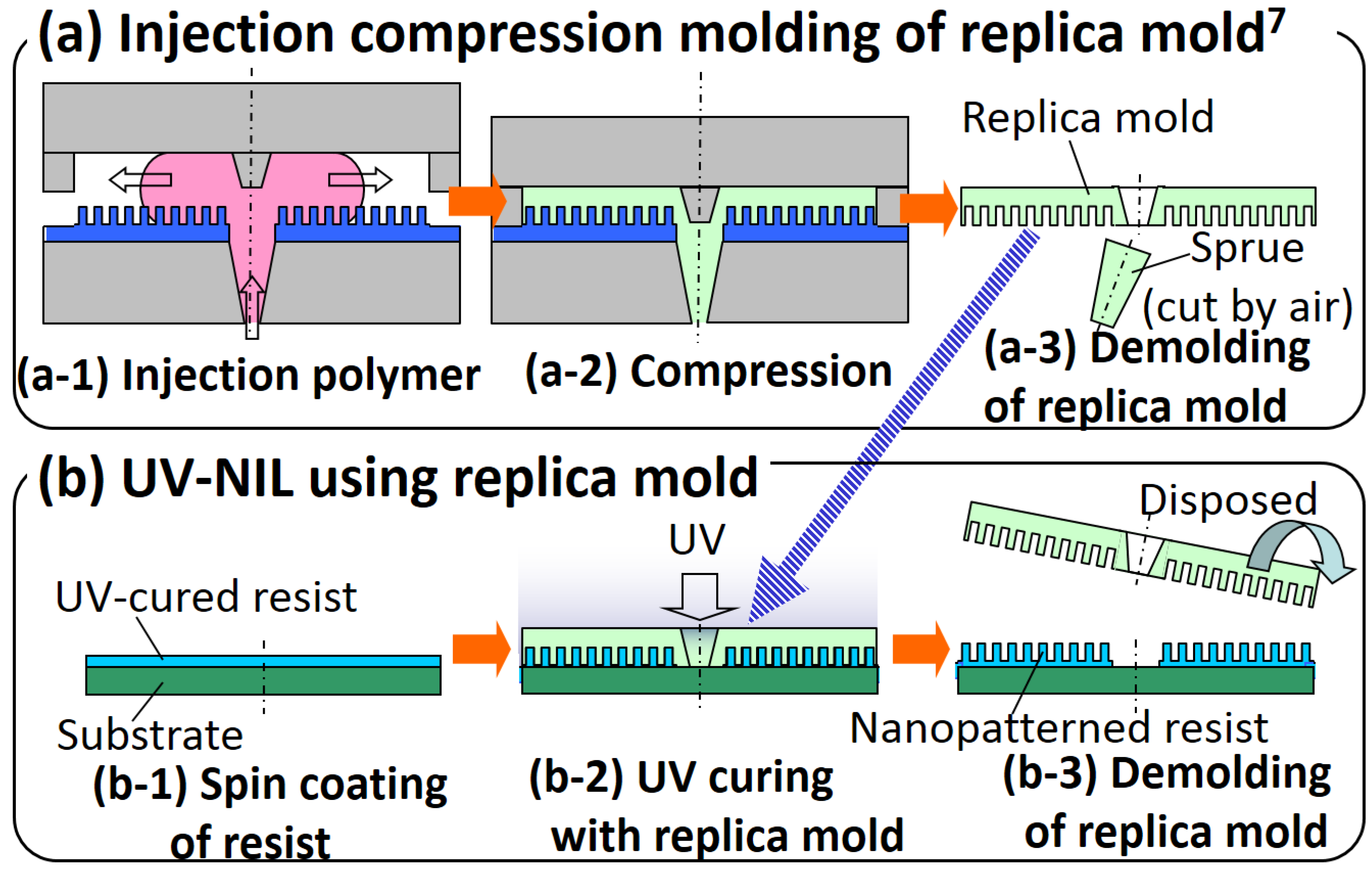
Figure 1 shows a schematic of the ICM and UV-NIL processes. The details of the ICM process itself have been described in our previous work [
7]. Because ICM has advantages such as low cost, short cycle time, and large area, each replica mold can be used only once,
i.e., the replica molds can be disposed of immediately after use for UV-NIL. ICM has another advantage in that melted polymer is injected into the cavity, so the damage due to partial touching is not so critical. Because of this advantage, even though the issue of the Ni-electroplated stamper being used for every replication process still remains, the durability in this case is higher than when the stamper is directly used for NIL.
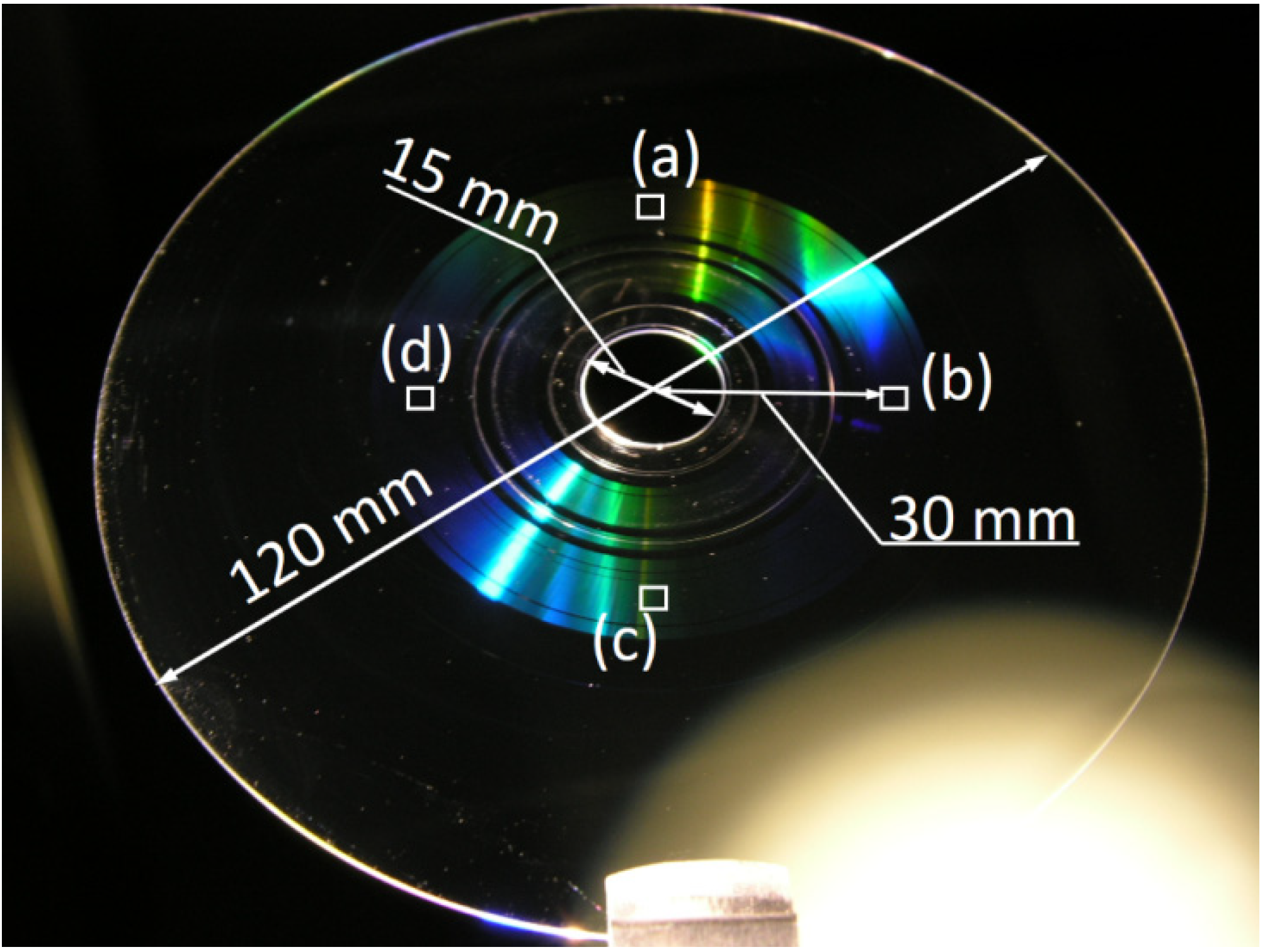
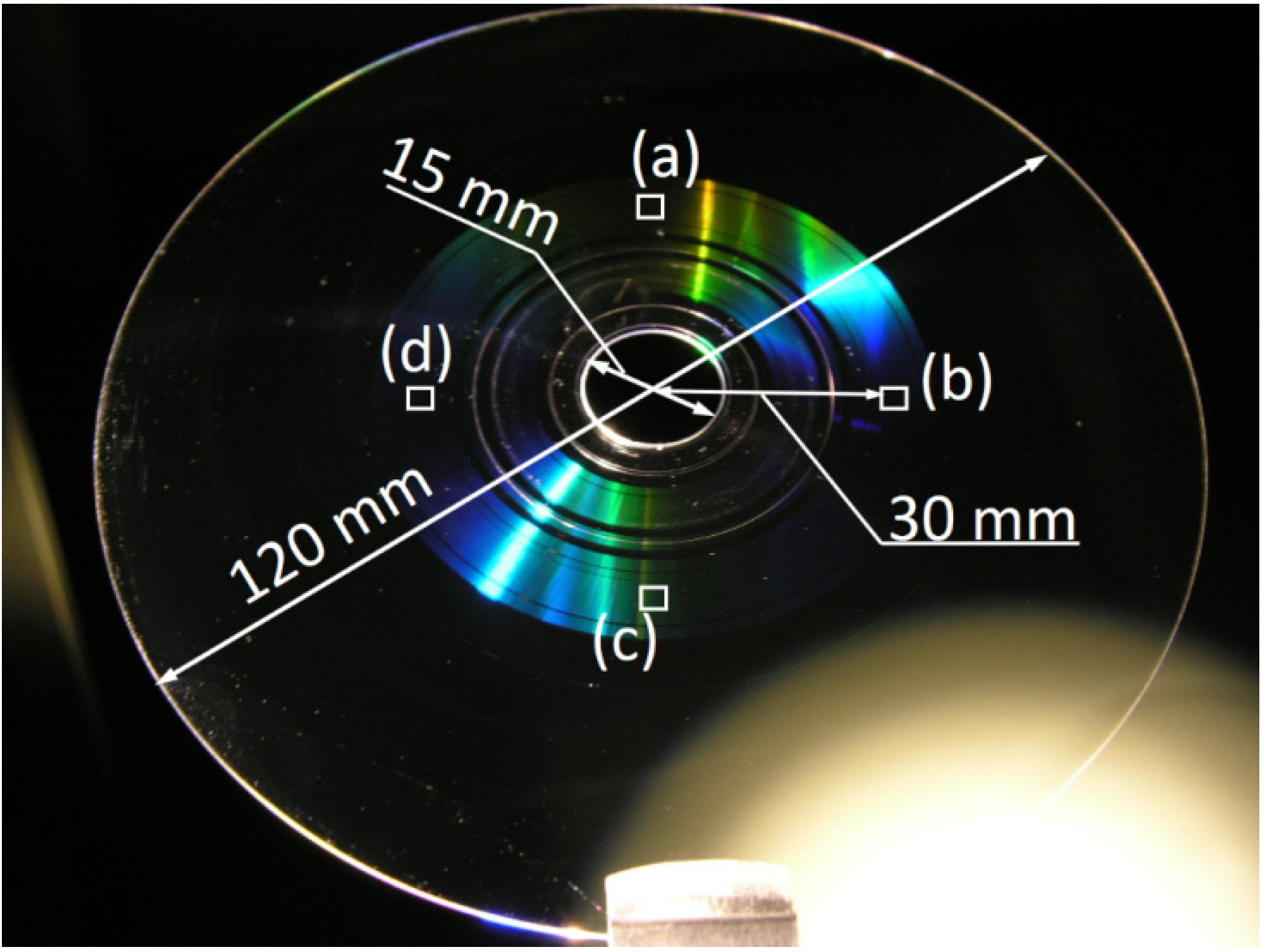
The basal plates of CDs and BDs are 1.2 mm thick and those of DVDs are 0.6 mm thick. They have a disk shape with an outer diameter of 120 mm and a hole with 15 mm diameter. A 0.3-mm-thick-Ni-electroplated stamper is fixed at the mold bases. To date, our group has demonstrated that polycarbonate (PC) can be replicated to high-aspect-ratio nanostructures with dimensions such as 200 nm width and 400 nm height by ICM [
7]. It has not to date been investigated whether structures smaller than 60 nm can be fabricated. Here, I demonstrate the transfer of 60-nm-wide and 60-nm-high patterns using PC and investigate the effect of pattern pitch on the degree of replication. Generally, when the thermal capacity of a replica is low, the solidified layer immediately after the melted polymer touches the mold surface, and the so-called skin layer, becomes thicker. Thus, replication of nanostructures with a replica thickness of 0.6 mm is more difficult than with a thickness of 1.2 mm. In this study, PC was replicated to 1.2 mm thickness,
i.e., using mold bases for BDs. On the other hand, the replication of cycloolefin polymer (COP) was demonstrated with 0.6-mm-thick cavity,
i.e., using mold bases for DVDs. Furthermore, UV-NIL using the replica molds is demonstrated. Among these two kinds of polymers, COP is considered to be a suitable material for the replica mold because it can be easily replicated by hot embossing and has an anti-stiction property.
Figure 1.
Schematic of ultraviolet nanoimprint lithography (UV-NIL) using an injection-compression-molded replica mold. (a) Injection compression molding (ICM): (a-1) injection of melted polymer, (a-2) polymer is compressed and cooled, and (a-3) replica is demolded and sprue is cut off by an air jet. (b) UV-NIL: (b-1) UV-cured resist is spin-coated onto a substrate; (b-2) replica mold is pressed, UV light is irradiated, resist is cured; and (b-3) replica mold is demolded and disposed of.
Figure 1.
Schematic of ultraviolet nanoimprint lithography (UV-NIL) using an injection-compression-molded replica mold. (a) Injection compression molding (ICM): (a-1) injection of melted polymer, (a-2) polymer is compressed and cooled, and (a-3) replica is demolded and sprue is cut off by an air jet. (b) UV-NIL: (b-1) UV-cured resist is spin-coated onto a substrate; (b-2) replica mold is pressed, UV light is irradiated, resist is cured; and (b-3) replica mold is demolded and disposed of.
2. Experimental Section
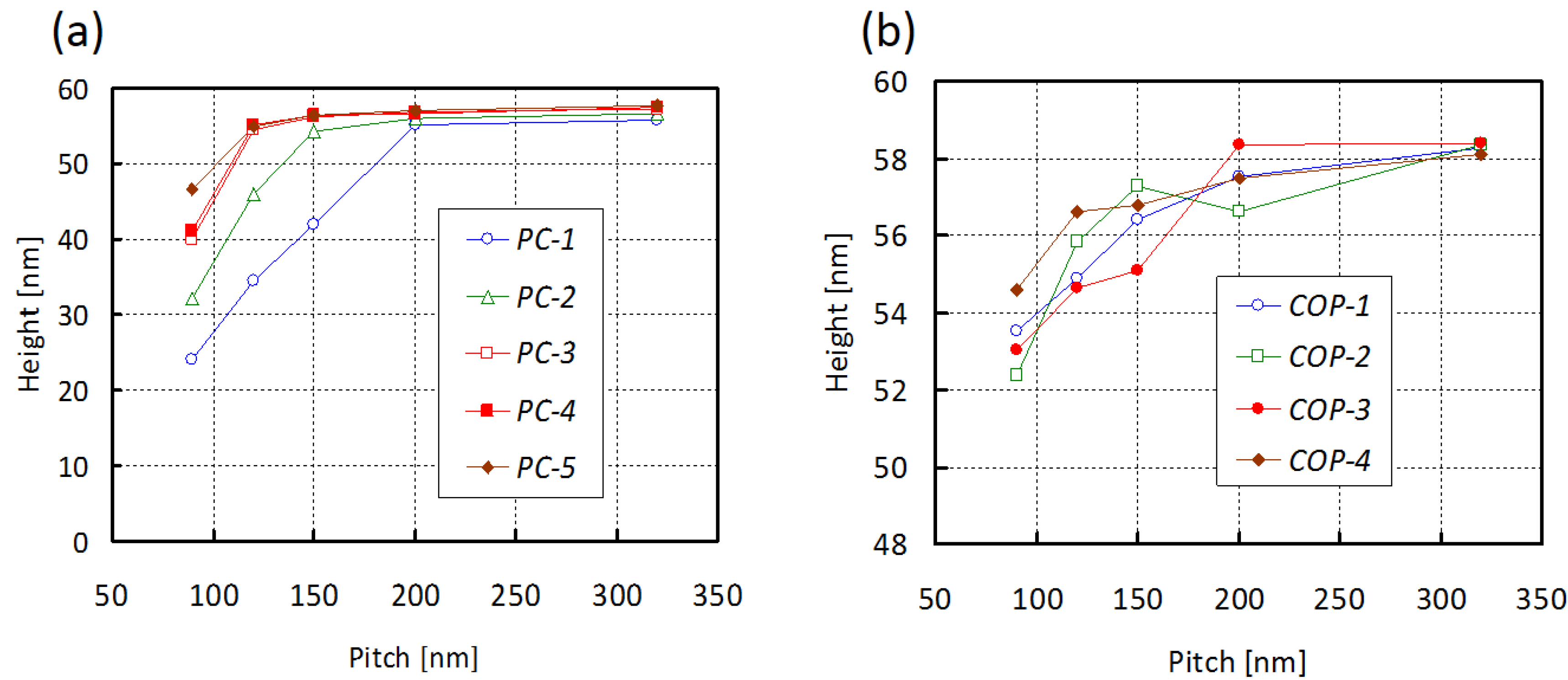
Mold replicas were fabricated by ICM with a Ni-electroplated stamper. A Ni stamper had line-and-space patterns with a ridge width of 30 nm, a depth of 58 nm, and pitches of 90 nm, 120 nm, 150 nm, 200 nm, and 320 nm,
i.e., trench widths of 60 nm, 90 nm, 120 nm, 170 nm, and 290 nm, respectively. The shape of these patterns has been described in detail in the previous work [
13]. The materials used were polycarbonate (PC, AD-5503; Teijin Chemicals Ltd.; glass transition temperature (
Tg): 145 °C) and cycloolefin polymer (COP, ZENOR1060R; ZEON CORPORATION;
Tg: 100 °C). PC and COP replicas were molded using molds commonly used for BDs and DVDs, respectively. The ICM machine and mold bases used were SD40E of Sumitomo Heavy Industries Ltd., and L-type and U2-type mold bases of SEIKOH GIKEN for the replication of 1.2 mm and 0.6 mm thicknesses, respectively. The Ni-electroplated stamper was set up on both types of mold bases.
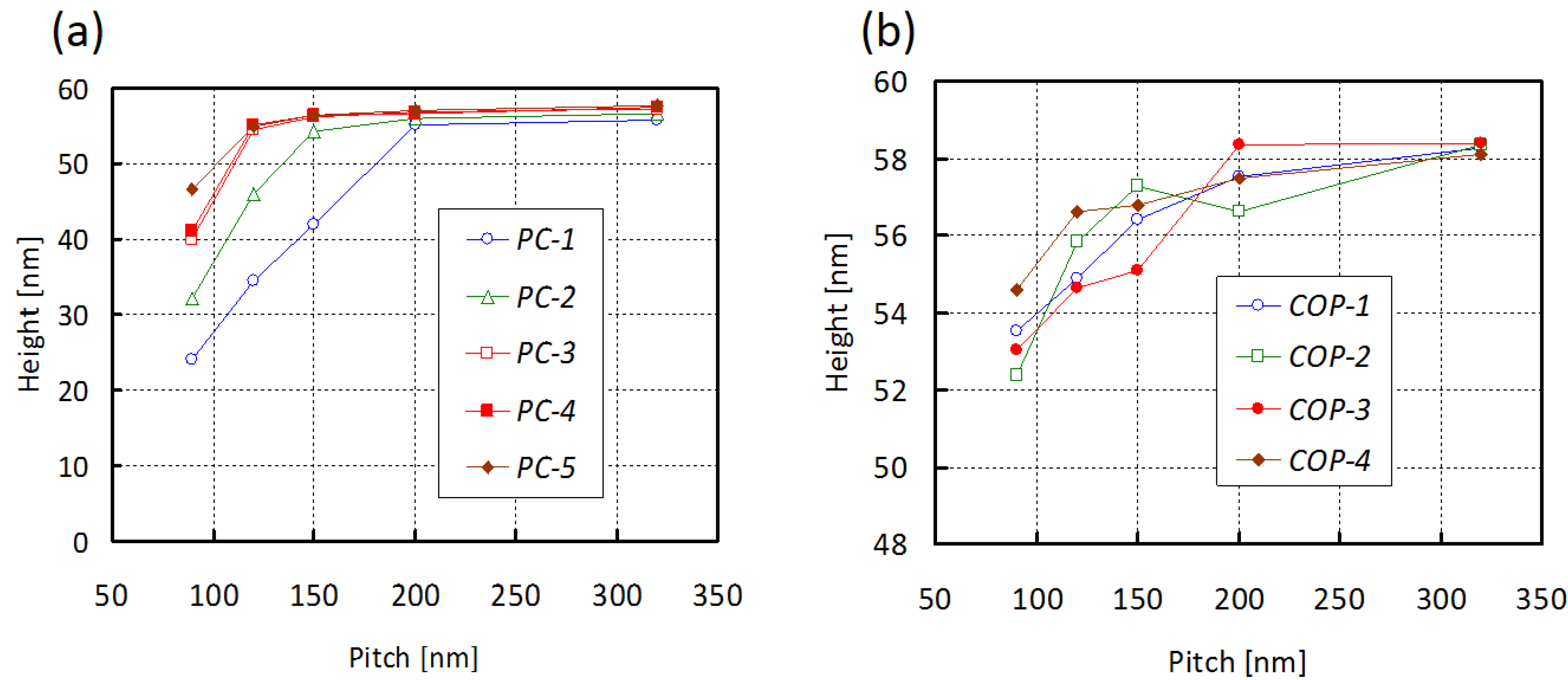
The processing conditions for the nine sequential ICM trials are summarized in
Table 1. In the ICM experiment using PC and mold base for BDs, the mold temperature, compression pressure, and the temperature of polymer injected at the nozzle were verified to be 80–120 °C, 31–35 MPa, and 350–360 °C, respectively. Note that the mold temperature was indicated to be that of the refrigerant water, and the difference from the temperature of the stamper surface was considered to be less than 5 °C. The compression pressure of 35 MPa is the upper limitation of the machine under these conditions. The temperature of injected polymer, 360 °C, is the upper limitation of the PC. If the PC is heated to above this temperature, the molecules are decomposed. The cycle time was 6 s. During this cycle, the closing mold bases, injection of polymer, opening of mold bases, and pick up were accomplished in 1 s. Compression and cooling were continued for 5 s.
Table 1.
Conditions of ICM.
Table 1.
Conditions of ICM.
| No. | Polymer | Replica Thickness [mm] | Mold Temperature [°C] | Cycle Time [s] | Cooling Time [s] | Compression Pressure [MPa] | Nozzle Temperature [°C] |
|---|
| PC-1 | PC | 1.2 | 90 | 5 | 4 | 31 | 350 |
| PC-2 | ↓ | ↓ | 110 | ↓ | ↓ | ↓ | ↓ |
| PC-3 | ↓ | ↓ | 120 | ↓ | ↓ | ↓ | ↓ |
| PC-4 | ↓ | ↓ | ↓ | ↓ | ↓ | 35 | ↓ |
| PC-5 | ↓ | ↓ | ↓ | ↓ | ↓ | ↓ | 360 |
| COP-1 | COP | 0.6 | 80 | 4 | 3 | 31 | 320 |
| COP-2 | ↓ | ↓ | 90 | 8 | 7 | ↓ | ↓ |
| COP-3 | ↓ | ↓ | 100 | 12 | 11 | ↓ | ↓ |
| COP-4 | ↓ | ↓ | 110→80 | 90 | 32 (80 °C) | ↓ | ↓ |
In the ICM experiments using COP and the DVD mold base, the mold temperature and cycle time were 80 °C, 90 °C, 100 °C, and 110 °C and 4 s, 8 s, 12 s, and 90 s, respectively. In the experiments, the mold temperatures of 80 °C, 90 °C, and 100 °C, were maintained during the processes, and compression and cooling lasted 3 s, 7 s, and 11 s, respectively, as in the experiment using PC. In the experiment with the mold temperature of 110 °C, after injecting polymer, the mold was cooled to 80 °C for 57 s, and the temperature was maintained for 32 s with compression. The reason why the cycle time for higher temperatures was longer than that for lower temperatures is that the complete cooling of the polymer replicated at a higher temperature requires a longer time.
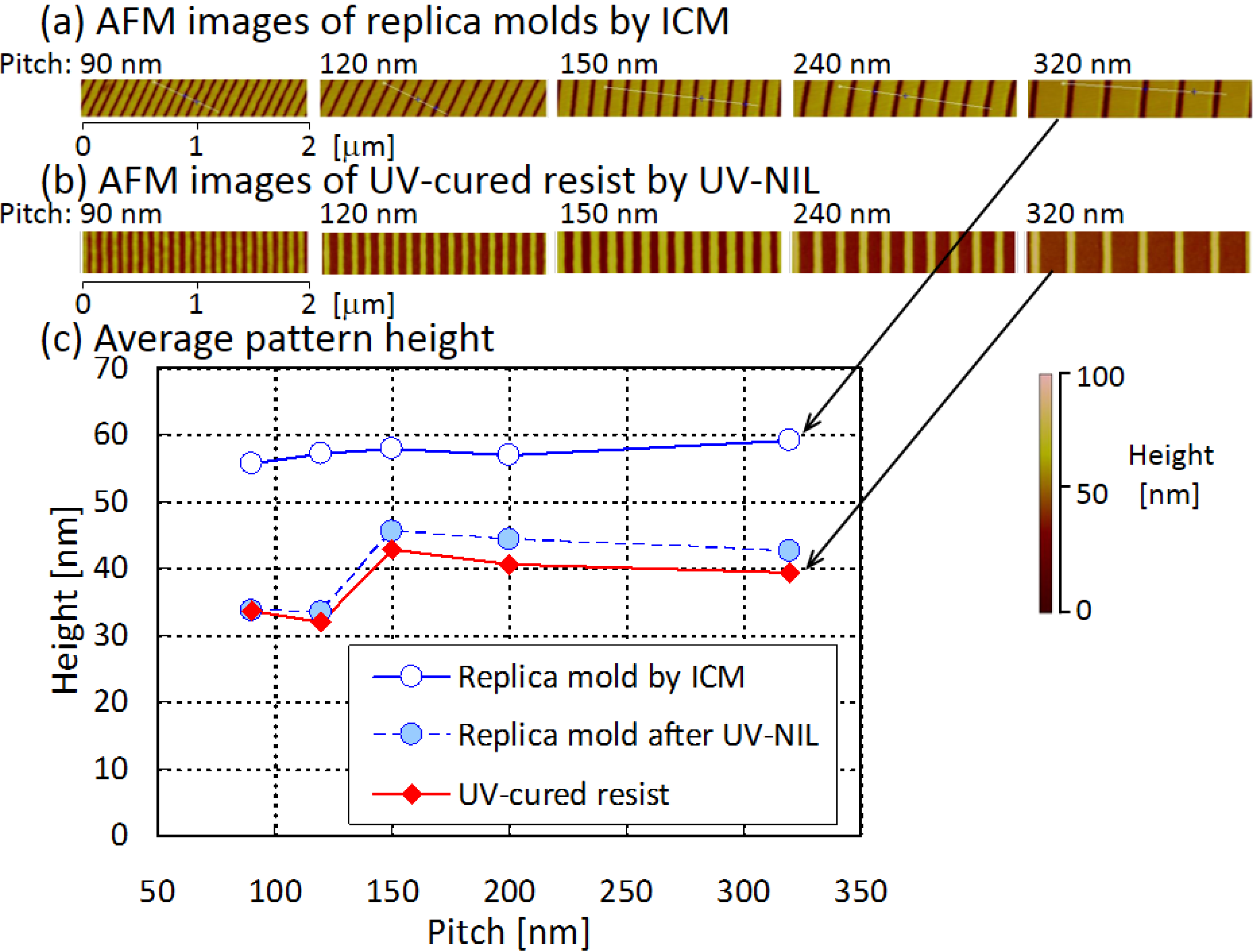
UV-NIL was demonstrated using PC and COP mold replicas that had been fabricated by ICM. UV-cured resist (patent pending) was spin-coated onto a hydrophilically treated 300-mm-diameter silicon substrate, and the replica mold was pressed and UV light was irradiated from the back of the replica mold. The transmission properties of PC and COP in the UV range were confirmed and the UV irradiation time was set accordingly.
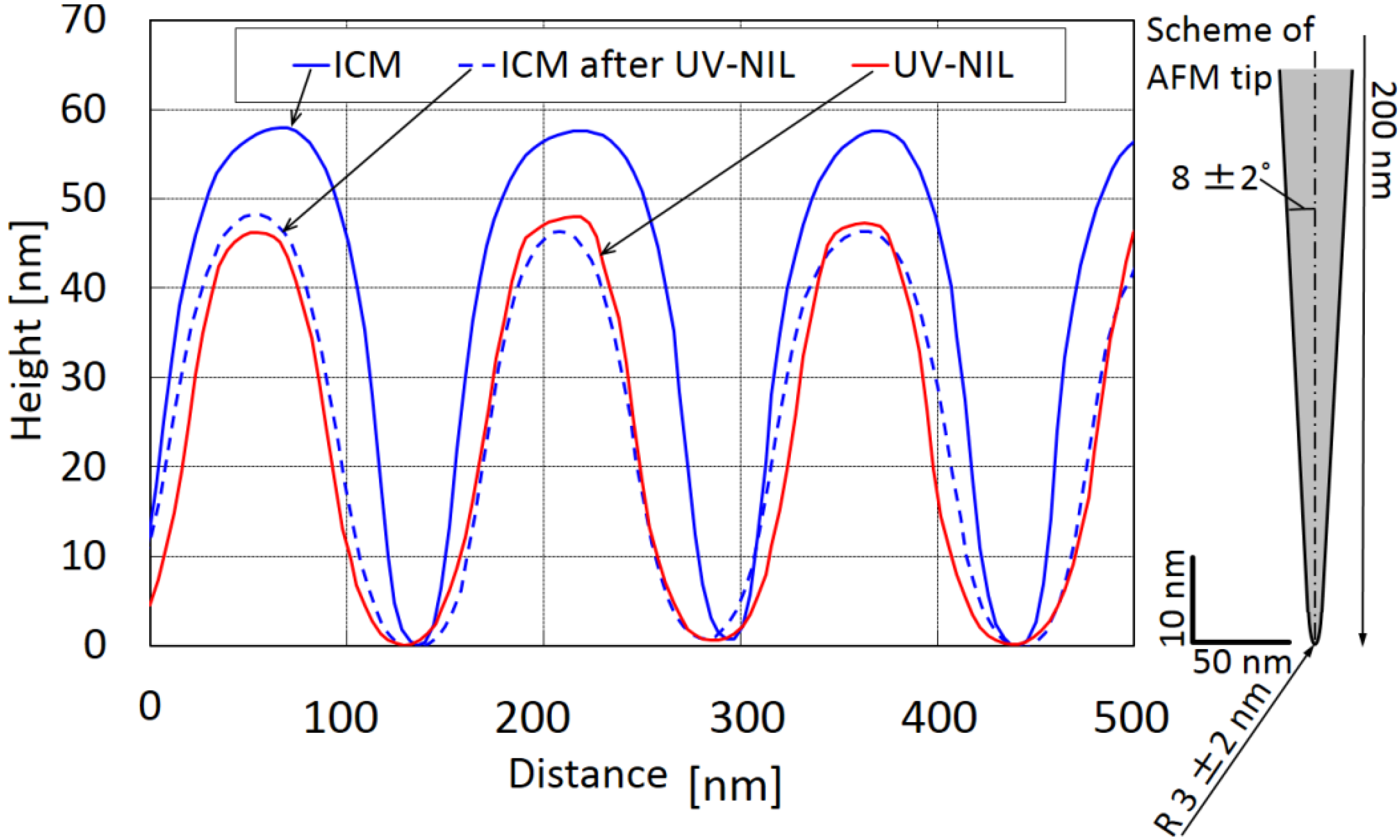
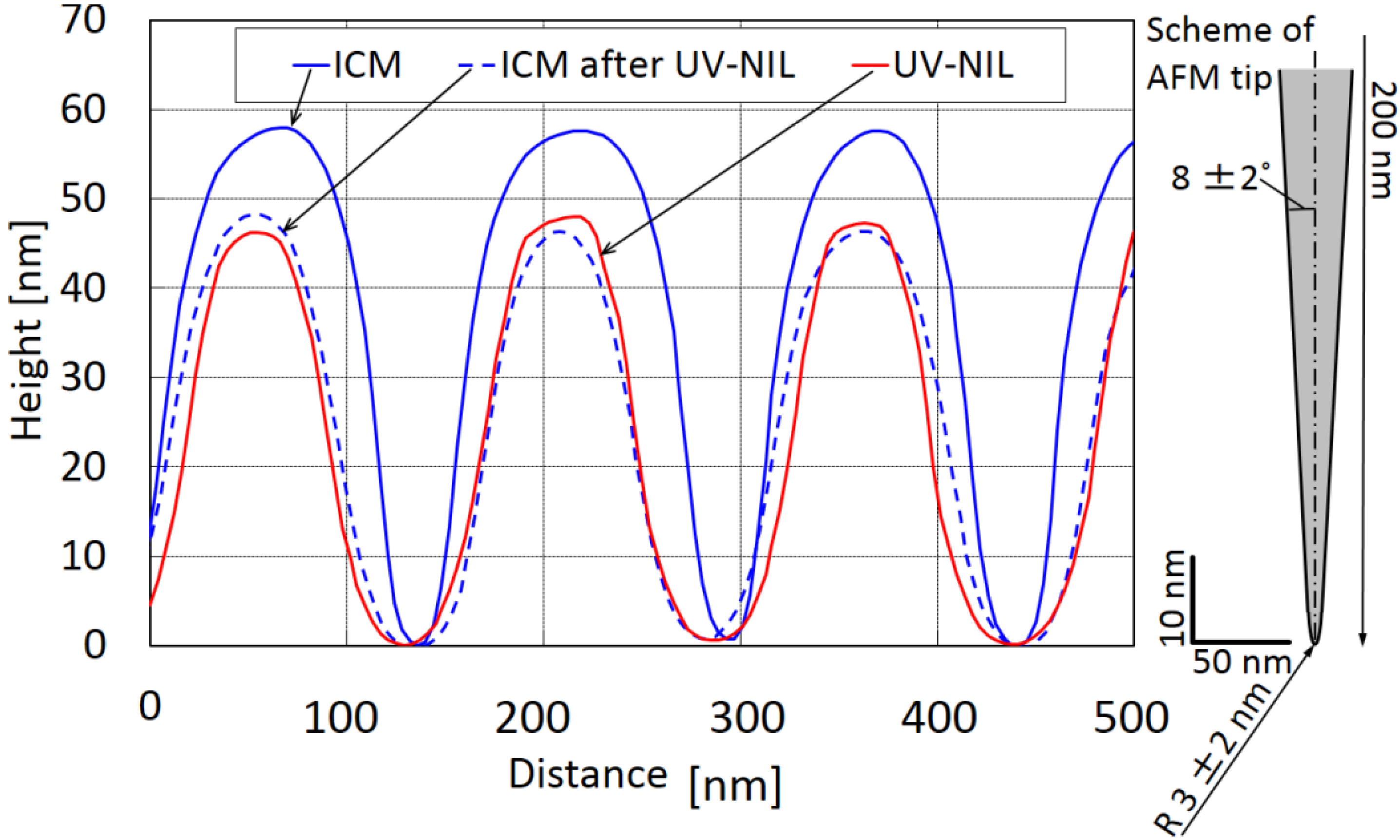
The samples of injection-compression-molded replicas, UV-nanoimprinted structures, and replica molds after their use in UV-NIL were examined by atomic force microscopy (AFM, Dimension3100, Veeco, Plainview, NY, USA). The tip used was SSS-NCHR of NANOSENSORS (Spike radius: 3 ± 2 nm, Spike height: 200 nm, Spike tilt: 0 ± 1 nm, Spike ½ angle: 8° ± 2°) and the analyses were carried out in the tapping mode. The investigated patterns were 30 mm from the center of replicas. The pattern height was defined as the average of five peak-to-valley values of the pattern obtained by AFM regardless of their pattern shapes.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}