
Fretting Fatigue Performance of Unidirectional, Laminated Carbon Fibre Reinforced Polymer Straps at Elevated Service Temperature

Abstract
:
1. Introduction
1.1. Fretting Fatigue in UD CFRP Elements
1.2. Effects of Temperature in Fatigue Performance
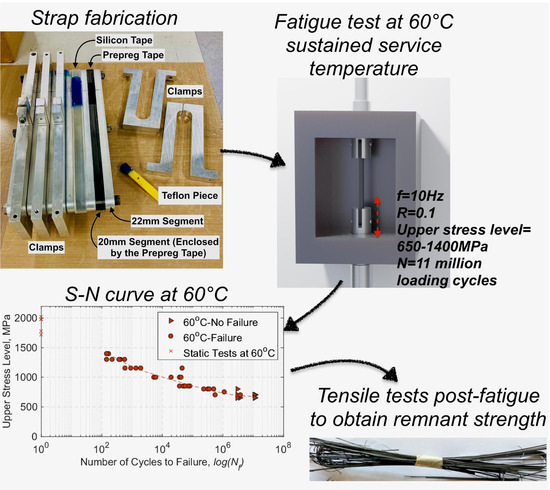
2. Material, Strap Manufacture and Experimental Set-Up
2.1. Materials
2.2. Material Characterization
2.3. Strap Manufacturing
2.3.1. Cross-Section Variation/Dimensional Tolerance of Straps
2.4. Experimental Set-Up
3. Results and Discussion
3.1. Steady State Thermal Tests Results
3.2. Fatigue Tests Results
3.3. Failure Modes
4. Conclusions and Future Steps
- ▪ The static tensile performance of the straps was not affected by an increase in temperature from ambience to 60 °C.
- ▪ The initial failure mode observed during the fatigue tests (for the straps that failed) was initial delamination of the outer ply of the innermost layer of the strap, and ultimate failure around the vertex area; it was not explosive in nature, however.
- ▪ The fatigue life of the straps was not affected by temperature at higher upper stress levels, although it exhibited a slight decrease in the regime of 650–750 MPa when compared with the S–N curve derived from tests at ambient temperature.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hollaway, L.C. A review of the present and future utilisation of FRP composites in the civil infrastructure with reference to their important in-service properties. Constr. Build. Mater. 2010, 24, 2419–2445. [Google Scholar] [CrossRef]
- Pusch, J.; Wohlmann, B. Carbon Fibers. In Inorganic and Composite Fibers; Elsevier: Cambridge, UK, 2018; pp. 31–51. [Google Scholar]
- Ashby, M.F. Resource consumption and its drivers. In Materials and the Environment; Elsevier: Oxford, UK, 2021; pp. 21–39. [Google Scholar]
- GangaRao, H. Infrastructure Applications of Fiber-Reinforced Polymer Composites. In Applied Plastics Engineering Handbook; Elsevier: Oxford, UK, 2017; pp. 675–695. [Google Scholar]
- Meier, U.; Brönnimann, R.; Anderegg, P.; Terrasi, G.P.; Motavalli, M.; Czaderski, C. Carbon fiber reinforced composites proved to be very successful in construction during a quarter of a century. In Proceedings of the ECCM 2016—Proceeding of the 17th European Conference on Composite Materials, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Hurtado, M.A.; Bansal, A.; Paulotto, C.; Primi, S. FRP girder bridges: Lessons learned in Spain in the last decade. In Proceedings of the CICE 2012 6th International Conference on FRP Composites in Civil Engineering, Rome, Italy, 13–15 June 2012. [Google Scholar]
- Meier, U.; Brönnimann, R.; Widmann, R.; Winistörfer, P. Bowstring-arch bridge made of CFRP, GFRP and glulam. In Proceedings of the 2nd Official International Conference of International Institute for FRP in Construction for Asia-Pacific Region, Seoul, Korea, 9 December 2009; pp. 9–11. [Google Scholar]
- Liu, Y.; Zwingmann, B.; Schlaich, M. Carbon Fiber Reinforced Polymer for Cable Structures—A Review. Polymers 2015, 7, 2078–2099. [Google Scholar] [CrossRef] [Green Version]
- Meier, U.O.; Winistörfer, A.U.; Haspel, L. World’s first large bridge fully relying on carbon fiber rein-forced polymer hangers. In Proceedings of the SAMPE Europe Conference, Amsterdam, The Netherlands, 30 September–1 October 2020. [Google Scholar]
- Alam, P.; Mamalis, D.; Robert, C.; Floreani, C.; Brádaigh, C.M.Ó. The fatigue of carbon fibre reinforced plastics—A review. Compos. Part B Eng. 2019, 166, 555–579. [Google Scholar] [CrossRef] [Green Version]
- Carlsson, L.A.; Adams, D.F.; Pipes, B.R. Experimental Characterization of Advanced Composite Materials, 4th ed.; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Reifsnider, K.L. Chapter 2—Damage and damage mechanics. In Fatigue of Composite Materials; Reifsnider, K.L., Ed.; Virginia Polytechnic Institute and State University: Blacksburg, VA, USA; Elsevier: Amsterdam, The Netherlands, 1991; Volume 4, pp. 11–77. [Google Scholar]
- Reifsnider, K.L.; Talug, A. Analysis of fatigue damage in composite laminates. Int. J. Fatigue 1980, 2, 3–11. [Google Scholar] [CrossRef]
- Putić, S.; Uskoković, P.S.; Aleksić, R. Analysis of Fatigue and Crack Growth in Carbon-Fiber Epoxy Matrix Composite Laminates. Strength Mater. 2003, 35, 500–507. [Google Scholar] [CrossRef] [Green Version]
- Brunbauer, J.; Pinter, G. Effects of mean stress and fibre volume content on the fatigue-induced damage mechanisms in CFRP. Int. J. Fatigue 2015, 75, 28–38. [Google Scholar] [CrossRef]
- Hahn, H.T. Fatigue behavior and life prediction of composite laminates. In Composite Materials: Testing and Design (Fifth Conference); ASTM: West Conshohocken, PA, USA, 1979; pp. 383–417. [Google Scholar]
- Jamison, R.D.; Reifsnider, K.L. Advanced Fatigue Damage Development in Graphite Epoxy Laminates (Interim Report); Virginia Polytechnic Institute and State University: Blacksburg, VA, USA; Flight Dynamics Laboratory (FIBE), Air Force Wright Aeronautics Laboratories (AFSC): Wright-Patterson AFB, OH, USA, 1982; pp. 6–191. [Google Scholar]
- Talreja, R.; Singh, C.V. Damage in composite materials. In Damage and Failure of Composite Materials; Cambridge University Press: New York, NY, USA, 2012; pp. 36–56. [Google Scholar]
- Reifsnider, K. Damage in Composite Materials: Basic Mechanisms, Accumulation, Tolerance, and Characterization; ASTM International: West Conshohocken, PA, USA, 1982. [Google Scholar]
- Talreja, R. Fatigue of composite materials: Damage mechanisms and fatigue-life diagrams. Proc. R. Soc. Lond. A Math. Phys. Eng. Sci. 1981, 378, 461–475. [Google Scholar]
- Michel, S.; Kieselbach, R.; Martens, H. Fatigue strength of carbon fibre composites up to the gigacycle regime (gigacycle-composites). Int. J. Fatigue 2006, 28, 261–270. [Google Scholar] [CrossRef]
- Dharan, C.K.H. Fatigue failure mechanisms in a unidirectionally reinforced composite material. In Fatigue of Composite Materials; ASTM International: West Conshohocken, PA, USA, 1975; Volume 569, pp. 171–188. [Google Scholar]
- Hills, D.A.; Nowell, D. Mechanics of fretting fatigue—Oxford’s contribution. Tribol. Int. 2014, 76, 1–5. [Google Scholar] [CrossRef]
- Friedrich, K.; Kutter, S.; Schulte, K. Fretting fatigue studies on carbon fibre/epoxy resin laminates: Part 1—Design of a fretting fatigue test apparatus. Compos. Sci. Technol. 1987, 30, 19–34. [Google Scholar] [CrossRef]
- Schulte, K.; Friedrich, K.; Kutter, S. Fretting fatigue studies of carbon fibre/epoxy resin laminates: Part 2—Effects of a fretting component on fatigue life. Compos. Sci. Technol. 1987, 30, 203–219. [Google Scholar] [CrossRef]
- Schulte, K.; Friedrich, K.; Kutter, S. Fretting fatigue studies on carbon fibre/epoxy resin laminates: Part 3—Microscopy of fretting fatigue failure mechanisms. Compos. Sci. Technol. 1988, 33, 155–176. [Google Scholar] [CrossRef]
- Cirino, M.; Friedrich, K.; Pipes, R.B. The effect of fiber orientation on the abrasive wear behavior of polymer composite materials. Wear 1988, 121, 127–141. [Google Scholar] [CrossRef]
- Baschnagel, F.; Rohr, V.; Terrasi, G.P. Fretting Fatigue Behaviour of Pin-Loaded Thermoset Carbon-Fibre-Reinforced Polymer (CFRP) Straps. Polymers 2016, 8, 124. [Google Scholar] [CrossRef] [PubMed]
- Baschnagel, F.; Härdi, R.; Triantafyllidis, Z.; Meier, U.; Terrasi, G. Fatigue and Durability of Laminated Carbon Fibre Reinforced Polymer Straps for Bridge Suspenders. Polymers 2018, 10, 169. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barron, V.; Buggy, M.; McKenna, N.H. Frequency effects on the fatigue behaviour on carbon fibre reinforced polymer laminates. J. Mater. Sci. 2001, 36, 1755–1761. [Google Scholar] [CrossRef]
- Kharrazi, M.R.; Sarkani, S. Frequency-Dependent Fatigue Damage Accumulation in Fiber-Reinforced Plastics. J. Compos. Mater. 2001, 35, 1924–1953. [Google Scholar] [CrossRef]
- ISO. Fibre-Reinforced Plastics-Determination of Fatigue Properties under Cyclic Loading Conditions; International Organization for Standardization: Geneva, Switzerland, 2003. [Google Scholar]
- BSI. BS EN 1991-1-15. Eurocode 1. Actions on Structures. General Actions. Thermal Actions; BSI: London, UK, 2003. [Google Scholar]
- Highways. DMRB CS 454—Assessment of Highway Bridges and Structures; Highways: London, UK, 2020. [Google Scholar]
- Czaderski, C.; Breveglieri, M. Long-Term Behavior of Externally Bonded Reinforcement under Sun Radiation; Empa Report: Bern, Switzerland, 2021. [Google Scholar]
- Hanswille, G.; Swiss Federal Laboratories for Materials Science and Technology, Empa Department of Mechanical Systems Engineering, Dübendorf, Switzerland; Terrasi, G.; Institute for Steel and Composite Structures, University of Wuppertal, Wuppertal, Germany. Personal Communication, 2020.
- IMS60 E13 24K 830tex, TohoTenax Teijin 04/2008. Available online: http://www.ezentrumbilder.de/rg/pdf/td_en_IMS60_en.pdf (accessed on 20 September2021).
- Huntsman Advanced Materials GmbH. Klybeckstrasse 200, 4002 Basel, Switzerland. Available online: https://www.huntsman.com/about/advanced-materials (accessed on 20 September2021).
- Titanium Grade 5. Narrowboat Way, Hurst Business Park, Brierley Hill, West Midlands, DY5 1UF UK. Available online: https://www.alloywire.com/products/titanium-grade-5-6al4v/ (accessed on 20 September2021).
- British Standards Institution. Aerospace Series—Carbon Fiber Laminates—Determination of the Fibre. Resin and Void Contents; British Standards Institution: London, UK, 2018. [Google Scholar]
- British Standards Institution. BS EN ISO: 1183. Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method; British Standards Institution: London, UK, 2019. [Google Scholar]
- International Organization for Standardization. ISO 6721-11:2019. Plastics—Determination of Dynamic Mechanical Properties—Part 11: Glass Transition Temperature; International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- Stankovic, D.; Bisby, L.A.; Terrasi, G.P. Influence of Temperature on the Mechanical Performance of Unidirectional Carbon Fiber Reinforced Polymer Straps. Materials 2021, 14, 1903. [Google Scholar] [CrossRef] [PubMed]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Callister, W.D.J. Materials Science and Engineering: An Introduction; John Wiley & Sons Ltd.: New York, NY, USA; Hoboken, NY, USA, 2018; Volume 10, pp. 511–563. [Google Scholar]
- British Standards Institution. Plastics—Determination of Tensile Properties. Part 5: Test Conditions for Unidirectional Fibre-Reinforced Plastic Composites; British Standards Institution: London, UK, 2009. [Google Scholar]
- Hamada, H.; Oya, N.; Yamashita, K.; Maekawa, Z.I. Tensile Strength and its Scatter of Unidirectional Carbon Fibre Reinforced Composites. J. Reinf. Plast. Compos. 1997, 16, 119–130. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IMS60 E13 24K 830tex [37] | Density (g/cm3): 1.79 tensile strength (MPa): 5600 Young’s modulus (GPa): 290 |
| Epoxy Resin XB 3515/Aradur® 5021 [38] | density (g/cm3): 1.17 tensile strength (MPa): 60 ± 1.43 Young’s modulus (GPa): 2.62 ± 0.033 |
| Titanium Ti-6Al-4V (Grade 5), (STA) [39] | density (g/cm3): 4.43 tensile strength -Yield (MPa): 1790 Young’s modulus (GPa): 114 |
| Sample | ρc (g/cm3) | Vf (%) | Vr (%) | Vv (%) |
|---|---|---|---|---|
| 1 | 1.562 | 64.99 | 34.08 | 0.94 |
| 2 | 1.566 | 75.05 | 19.03 | 5.92 |
| 3 | 1.519 | 63.57 | 32.57 | 3.86 |
| Average | 1.55 | 67.87 | 28.56 | 3.57 |
| St. Deviation | ±0.03 | ±6.26 | ±8.29 | ±2.50 |
| Titanium Pin | |
|---|---|
| Length (mm) | 63 ± 1 |
| Diameter (mm) | 20 ± 0.1 |
| CFRP Strap | |
| Shaft Length (mm) Inner Radius (mm) | 250 10 |
| Width (mm) | 12 ± 0.3 |
| Thickness (mm) | 1 ± 0.2 |
| Temp. | Property | Test-1 | Test-2 | Test-3 | Test-4 | Test-5 | Average | St. Dev. |
|---|---|---|---|---|---|---|---|---|
| 24 °C | Fmax (kN) | 36.98 | 39.08 | 42.21 | 51.23 | 35.97 | 41.09 | ± 6.15 |
| UTS (MPa) | 1646.28 | 1726.35 | 1871.70 | 2191.81 | 1527.81 | 1792.79 | ± 255.70 | |
| E11 (GPa) | 203.44 | 122.31 | 236.92 | 241.06 | 215.26 | 203.80 | ± 48.10 | |
| 60 °C | Fmax (kN) | 40.90 | 41.35 | 47.40 | 46.52 | 45.62 | 44.36 | ± 3.02 |
| UTS (MPa) | 1718.14 | 1778.53 | 2023.52 | 1980.85 | 1974.18 | 1895.05 | ± 136.94 | |
| E11 (GPa) | 199.23 | 176.52 | 234.91 | 225.04 | 160.09 | 199.16 | ± 28.24 |
| USL: 650 MPa | USL: 700Mpa | USL: 800 MPa | |||
|---|---|---|---|---|---|
| 3 mil. | 11 mil. | 3 mil. | 11 mil. | 3 mil. | |
| 1489.8 | 1392.9 | 1705.2 | 1524.6 | 1565.4 | |
| 1577.1 | 1580.8 | 1715.4 | 1424.8 | ||
| 1519.3 | 1672.6 | 1408.4 | 1672.9 | ||
| 1950.9 | 1719.5 | ||||
| Average | 1634.3 | 1591.3 | 1609.6 | 1540.8 | - |
| St. Dev. | ±214.2 | ±144.3 | ±174.3 | ±124.9 | - |
| USL (MPa) | N (Million) | UTSRemnant (%) |
|---|---|---|
| 650 | 3 | 83.60 ± 12.60 |
| 11 | 83.35 ± 10.96 | |
| 700 | 3 | 85.60 ± 8.99 |
| 11 | 84.21 ± 6.15 | |
| 800 | 3 | 77.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stankovic, D.; Bisby, L.A.; Triantafyllidis, Z.; Terrasi, G.P. Fretting Fatigue Performance of Unidirectional, Laminated Carbon Fibre Reinforced Polymer Straps at Elevated Service Temperature. Polymers 2021, 13, 3437. https://doi.org/10.3390/polym13193437
Stankovic D, Bisby LA, Triantafyllidis Z, Terrasi GP. Fretting Fatigue Performance of Unidirectional, Laminated Carbon Fibre Reinforced Polymer Straps at Elevated Service Temperature. Polymers. 2021; 13(19):3437. https://doi.org/10.3390/polym13193437
Chicago/Turabian StyleStankovic, Danijela, Luke A. Bisby, Zafiris Triantafyllidis, and Giovanni P. Terrasi. 2021. "Fretting Fatigue Performance of Unidirectional, Laminated Carbon Fibre Reinforced Polymer Straps at Elevated Service Temperature" Polymers 13, no. 19: 3437. https://doi.org/10.3390/polym13193437