3.1. Microstructure Evolution
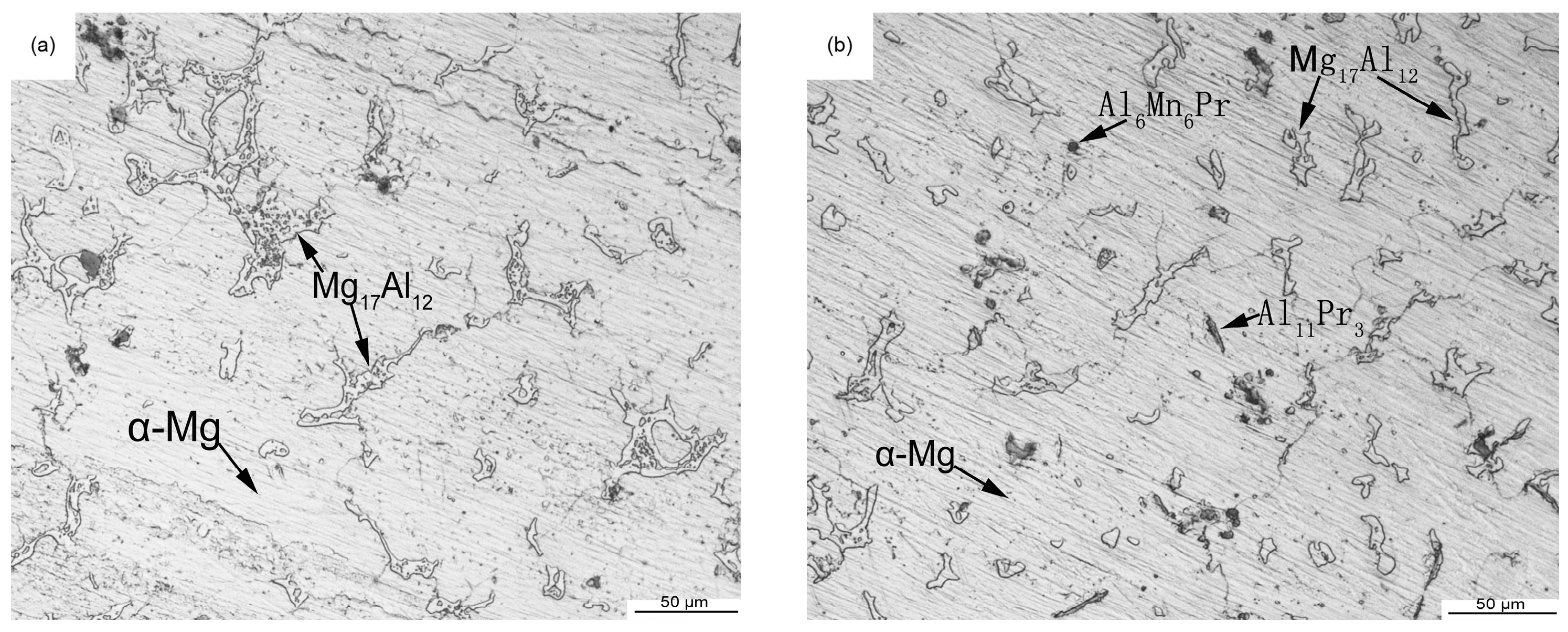
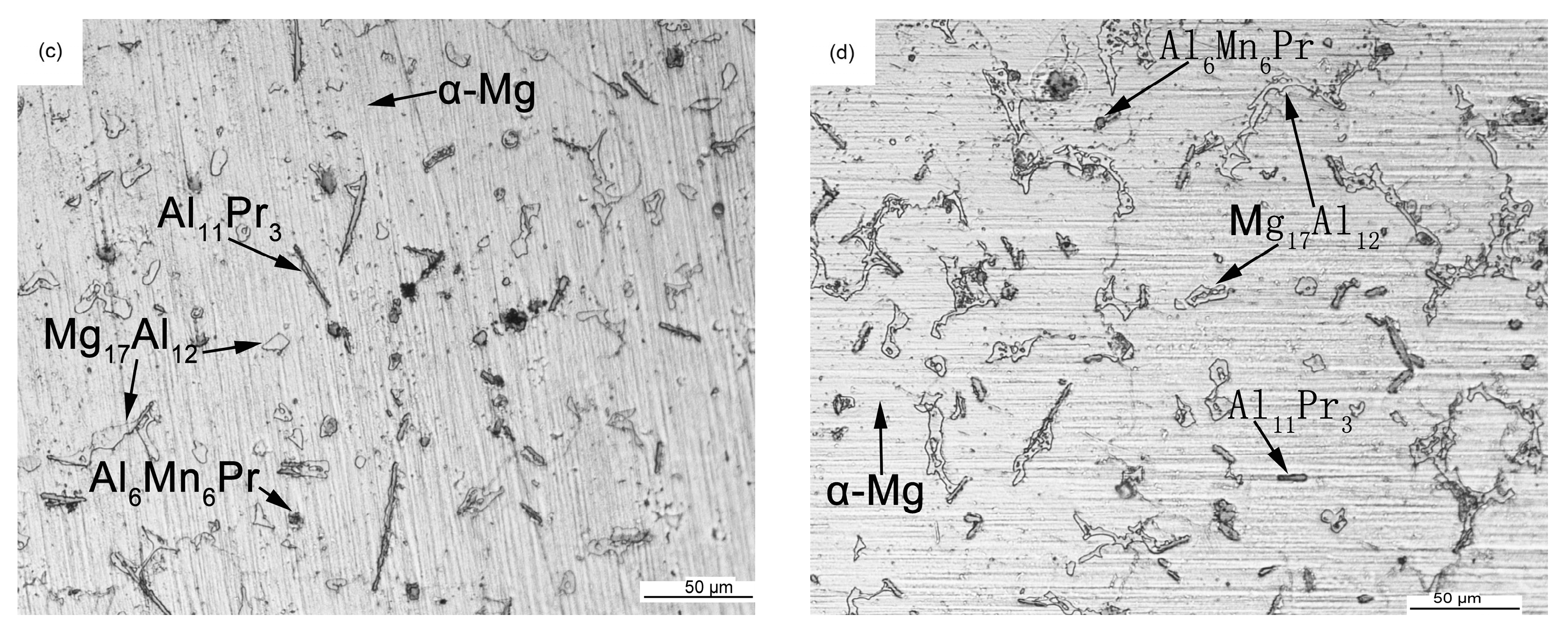
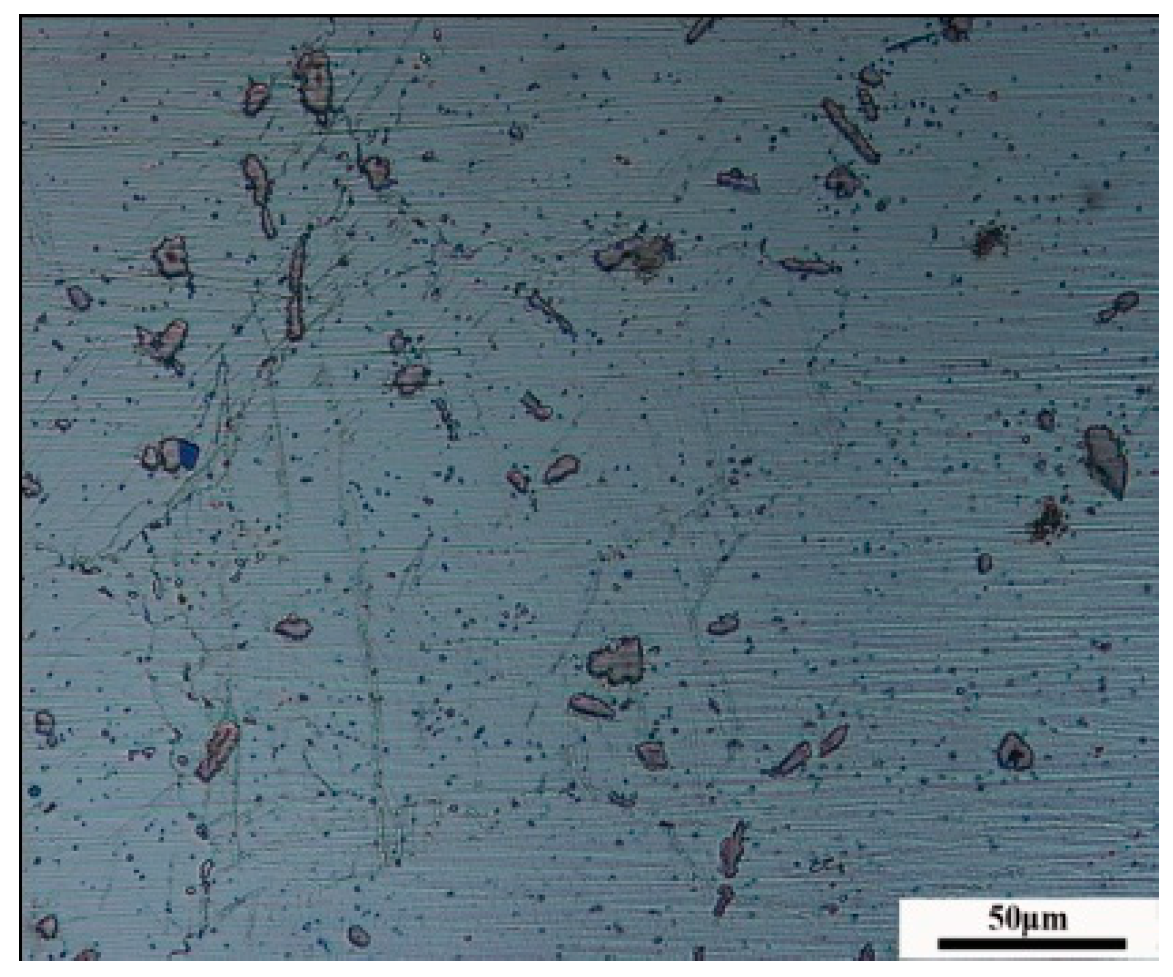
Figure 1 showed optical microstructures of Mg-xPr alloys with different Pr contents. Each phase was determined by comparing the results of the literature [
8] and EDS analysis (
Figure 2 and
Table 1). The as-cast microstructure of AZ91 alloy consisted of α-Mg and β-Mg
17Al
12. The β-Mg
17Al
12 phase is networked or massively distributed along grain boundaries as
Figure 1a shown. As can be seen from
Figure 1b, when 0.5% Pr was added, the amount of networkedβ-Mg
17Al
12 phase in the alloy was significantly reduced, and it was mostly in the form of a block. The black needle-like phase in was Al
11Pr
3 and the black granular polygonal phase is Al
6Mn
6Pr. It could be observed from
Figure 1c that the size of the bulk β-Mg
17Al
12 phase was further reduced, and part of the β-Mg
17Al
12 phase was nearly spherical. The number of Al
11Pr
3 and Al
6Mn
6Pr phases has increased.
Figure 1d showed that β-Mg
17Al
12 phase size increased compared to
Figure 1c and had a tendency to become network-like. The amount of Al
11Pr
3 and Al
6Mn
6Pr phases continued to increase. Therefore, Pr was added at 1.0%, the microstructure obtained was optimal.
The three roles of rare earth Pr were:
- (1)
Changing the microstructure of the β-Mg17Al12 phase;
- (2)
Refining the grain size;
- (3)
Forming Al11Pr3 and Al6Mn6Pr phases, thereby reducing the β-Mg17Al12 phase amount.
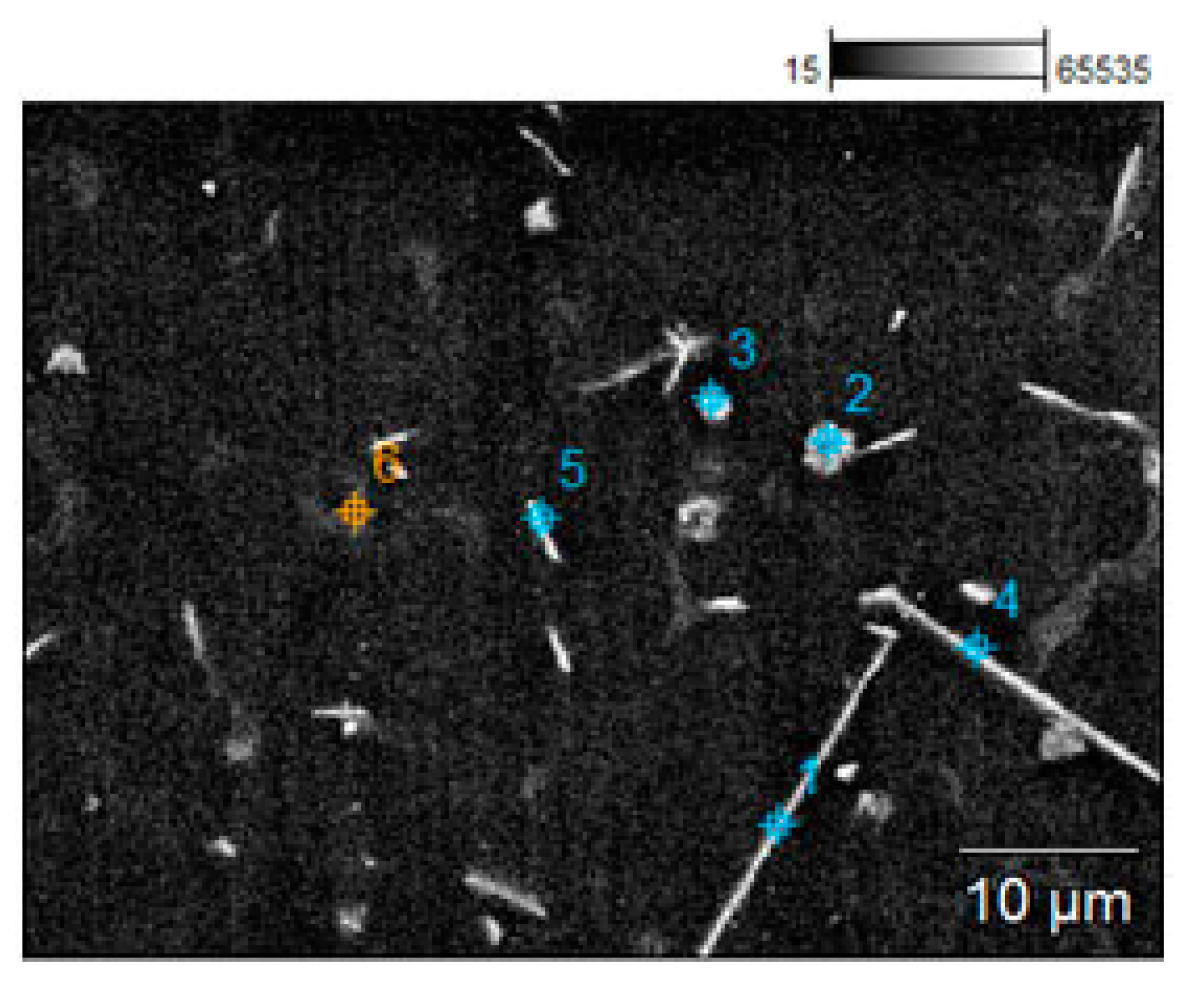
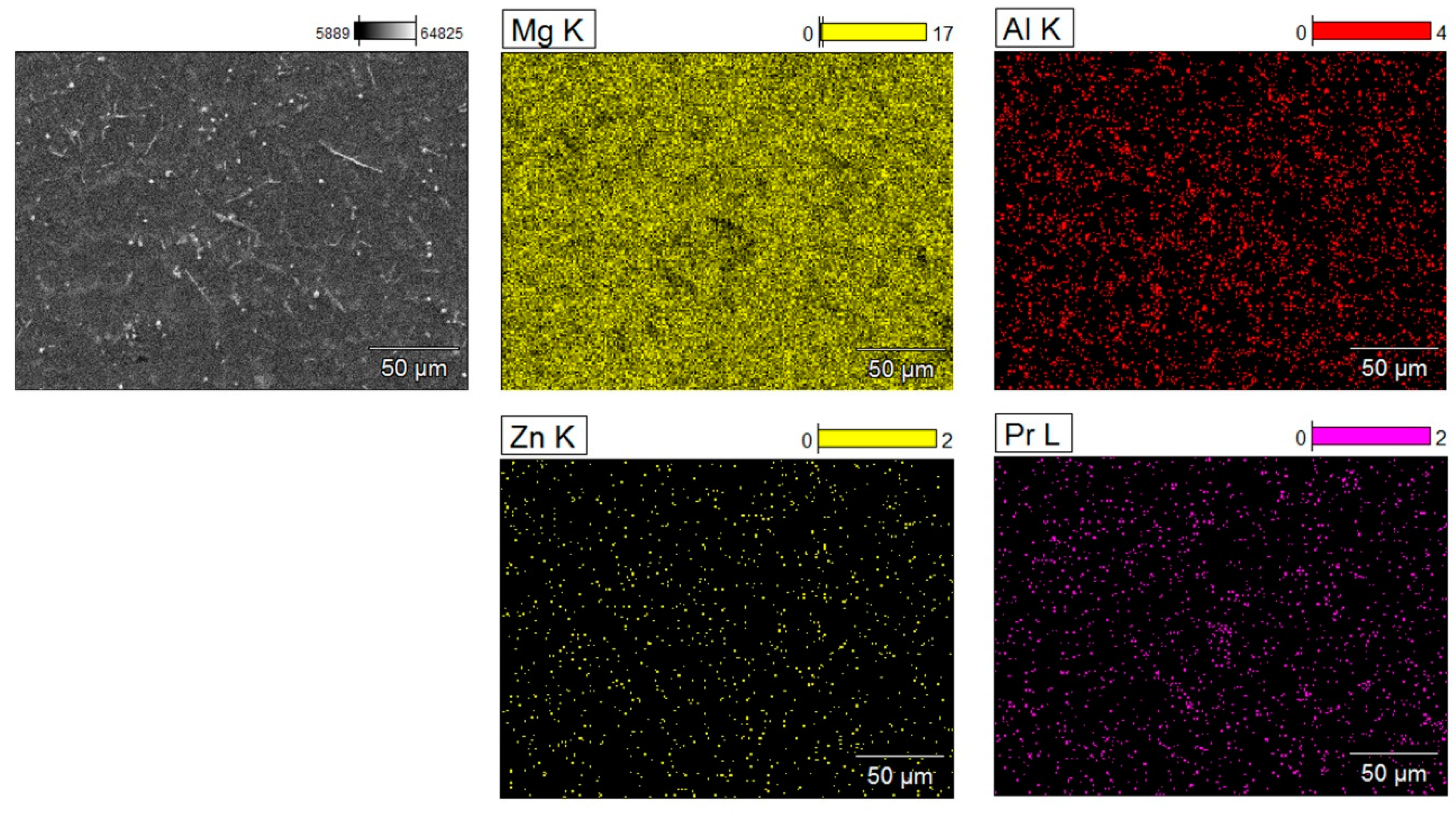
By addition of the Pr elements, a lower amount of aluminum could become available for the formation of β phase and, subsequently, leading to a change in the morphology of this phase. It can be seen from
Figure 3 that the dispersion of the rare earth Pr in the AZ91 magnesium alloy was relatively homogeneous.
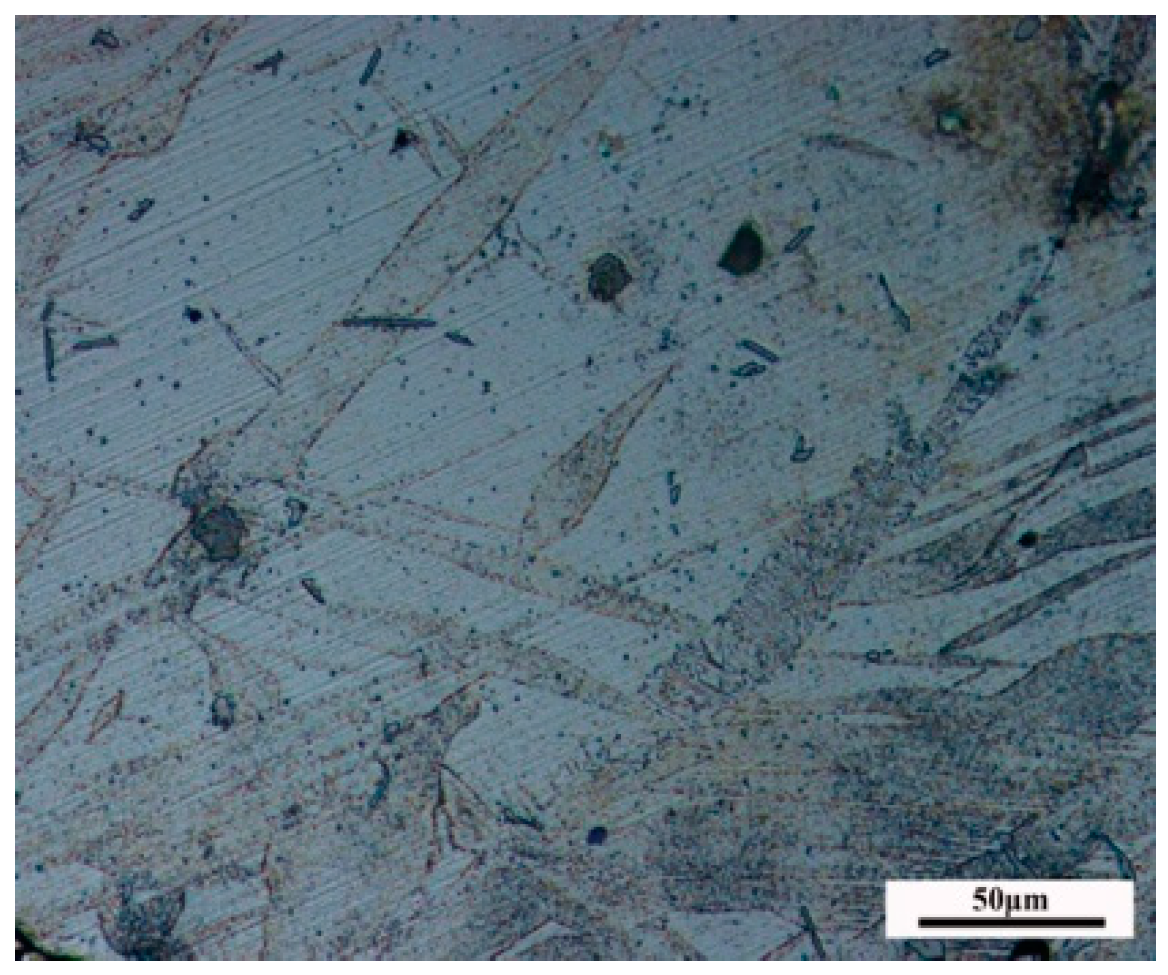
After solution treatment of the AZ91-1.0%Pr alloy, the original β-Mg
17Al
12 phase dissolved into the α-phase matrix and forms a solid solution, as shown in
Figure 4. The Al element distribution tended to be uniform. Fine β precipitates can be seen in the grains. While the needle-like and polygonal granular rare earth phases have a high melting point, their morphology had not changed. After aging treatment as
Figure 5 shown, the β phase precipitated out in grains and grain boundary again. The precipitates distributed uniformly in both matrix and grain boundaries after aging [
14]. The β precipitations in the grain boundary was in the form of alternating layers, and nearly spherical in the grains.
3.2. Hardness
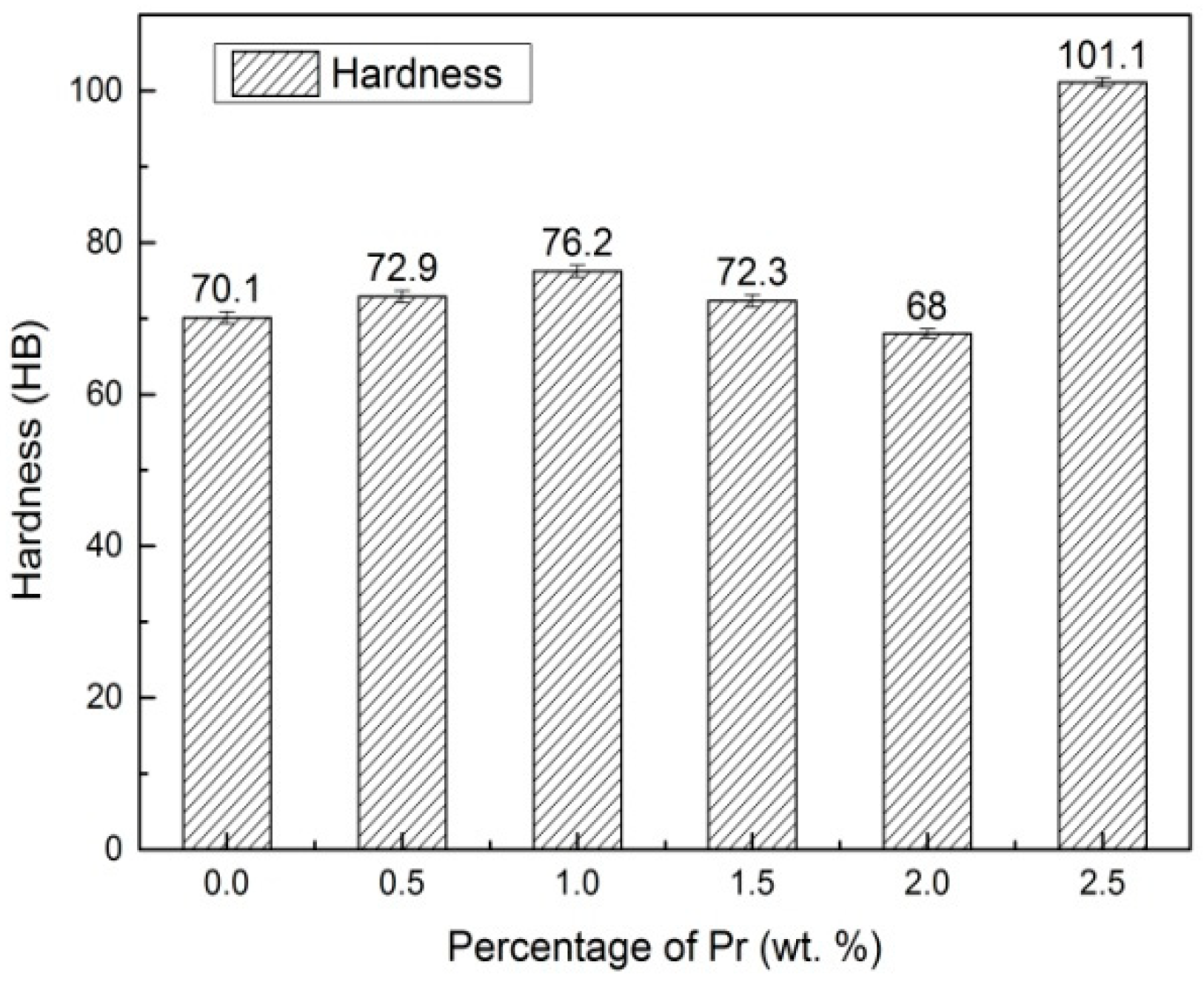
The hardness results were shown in
Figure 6. From the results, it can be seen that with the increase of Pr content, the hardness increased first and then decreased. When the Pr content was 1.0%, the hardness value was the highest and its value was 76.2 HB. The AZ91-1.0%Pr alloy was treated by T6 heat treatment. After solution treatment, the hardness of the alloy decreased and its value was 68 HB. After aging treatment, the hardness of the alloy reached the highest and its value was 101.1 HB. Hardness has a certain effect on the wear properties of the alloy. According to the Archard’s law [
15], the higher hardness can improve the wear resistance of the alloy. However, there are many factors that affect wear properties of the alloy. H.C. Meng [
16] analyzed the friction models proposed in numerous literatures. He believed that it was not possible to use a single model to accurately predict the wear properties of materials, and there were many factors affecting the wear properties: there were approximately 100 variables or parameters. Therefore, the wear properties cannot be judged from the hardness values alone.
3.3. Wear Rates
The variation of wear rate by wear testing under normal loads of 30, 60 and 90 N was illustrated in
Figure 7. As could be seen from
Figure 7, under the same wear conditions, the matrix alloy wear rates were the largest. Adding rare earth element Pr improved the wear resistance of the matrix. With the addition of Pr, the microstructure was refined, the strength of the substrate was enhanced, and the wear properties of the alloy were improved. In the smelting process, rare earth Pr elements reduced casting defects and improved casting quality. Meanwhile, it also purified the grain boundary and increased the grain boundary strength, so it was beneficial to improve the wear resistance of the alloy. The minimum wear rate value appeared at Pr content of 1% and load of 30 N; the maximum ware rate value appeared at Pr content of 0% and load of 90 N. When at the same Pr content, the wear rates increased as the applied load was increased. The wear rate increased slightly when the load increased from 60 N to 90 N. Increasing the load caused the temperature of the grinding surface to rise and the oxide layer increased [
17]. An increase in the oxide layer led to a decrease in adhesion, resulting in an increase in the wear rate. However, the oxide layer reduced the contact area of the grinding surface. So, the wear rates increased. In addition, when the load increased, plastic deformation occurred on the worn surface, so that the oxide layer is not easy to adhere on the worn surface [
1]. When the load was further increased, the wear rate increased slightly.
The addition of Pr changed the formation and distribution of β-Mg17Al12 phase. When the grinding surface temperature rose, the β-Mg17Al12 phase lost its strength. Plastic deformation occurred on the grinding surface, and plastic deformation caused the oxide layer cannot adhere to the wear surface. So, under the same wear conditions, the wear rate is the highest when the Pr content was 0%, and the wear rate was the lowest when the Pr content was 1%.
The β phase is the main strengthening phase in AZ91 magnesium alloy. Increase in β phase creates more surfaces for easy deformation and sliding due to the low thermal stability and softening of β phase [
8]. The discontinuous and net-shape β phase which distributed along the grain boundary was changed into fine and homogeneous mass shape with the Pr addition, as
Figure 1c shown. The existence of thermally stable Al
11Pr
3 intermetallic compound with high melting point could also help to resist the applied stresses in the contact zones. The higher strength and stability of Al
11Pr
3 intermetallic compound could make the matrix more stable and improve the wear resistance of the alloy.
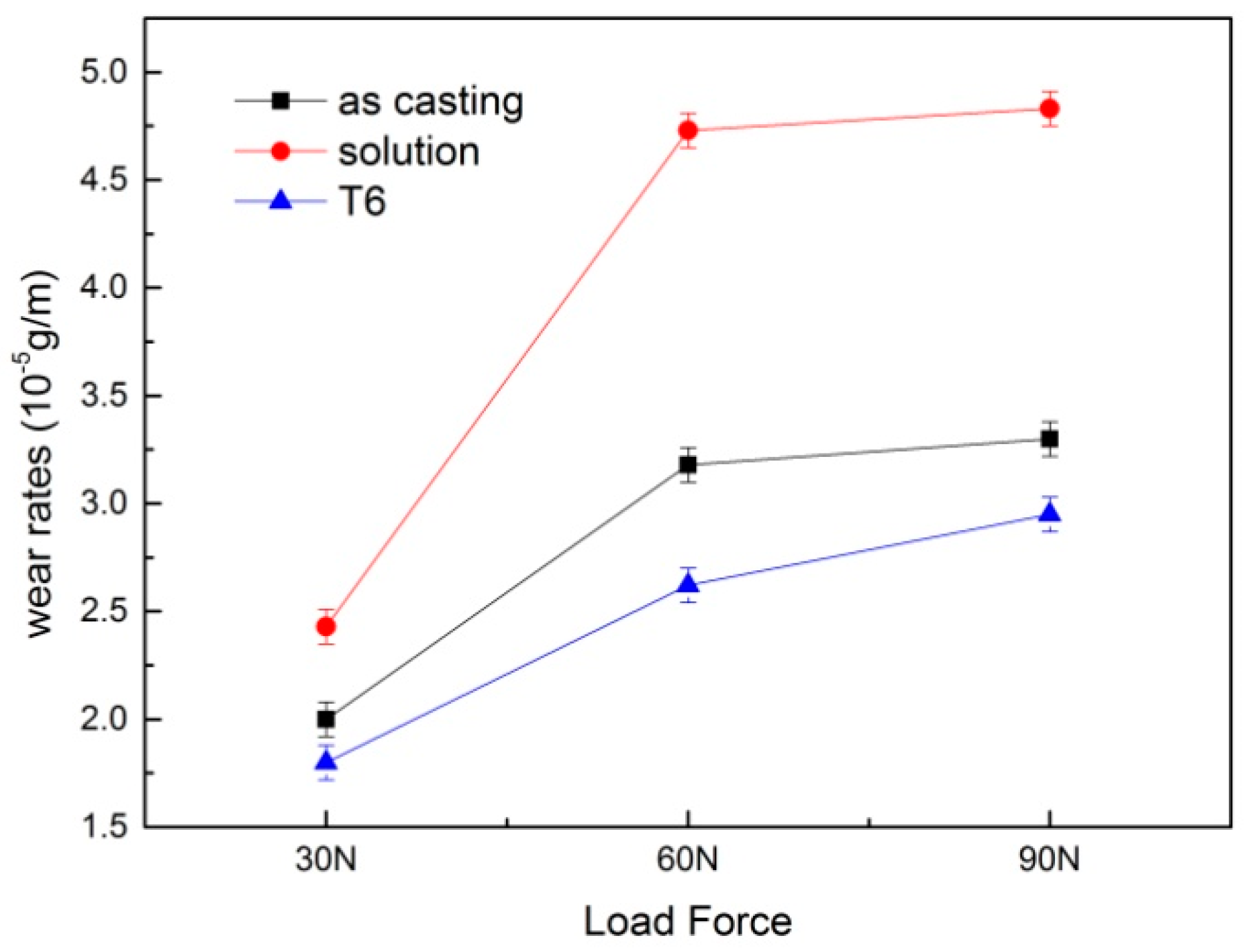
The wear rate of the AZ91-1.0%Pr specimens after solid solution and aging treatment compared with the as-cast specimens was shown in
Figure 8. Compared with the as-cast, the wear rate of the sample after solution treatment obviously increased, while the wear rate of the sample after T6 decreased. The hardness of the alloy after solution treatment decreased and the wear resistance property decreased. After T6 heat treatment, the hardness of the alloy was increased, and the re-precipitated β phase reduced the stress concentration and enhanced the bonding at particle-to-matrix interface [
10].
3.4. Friction Coefficient
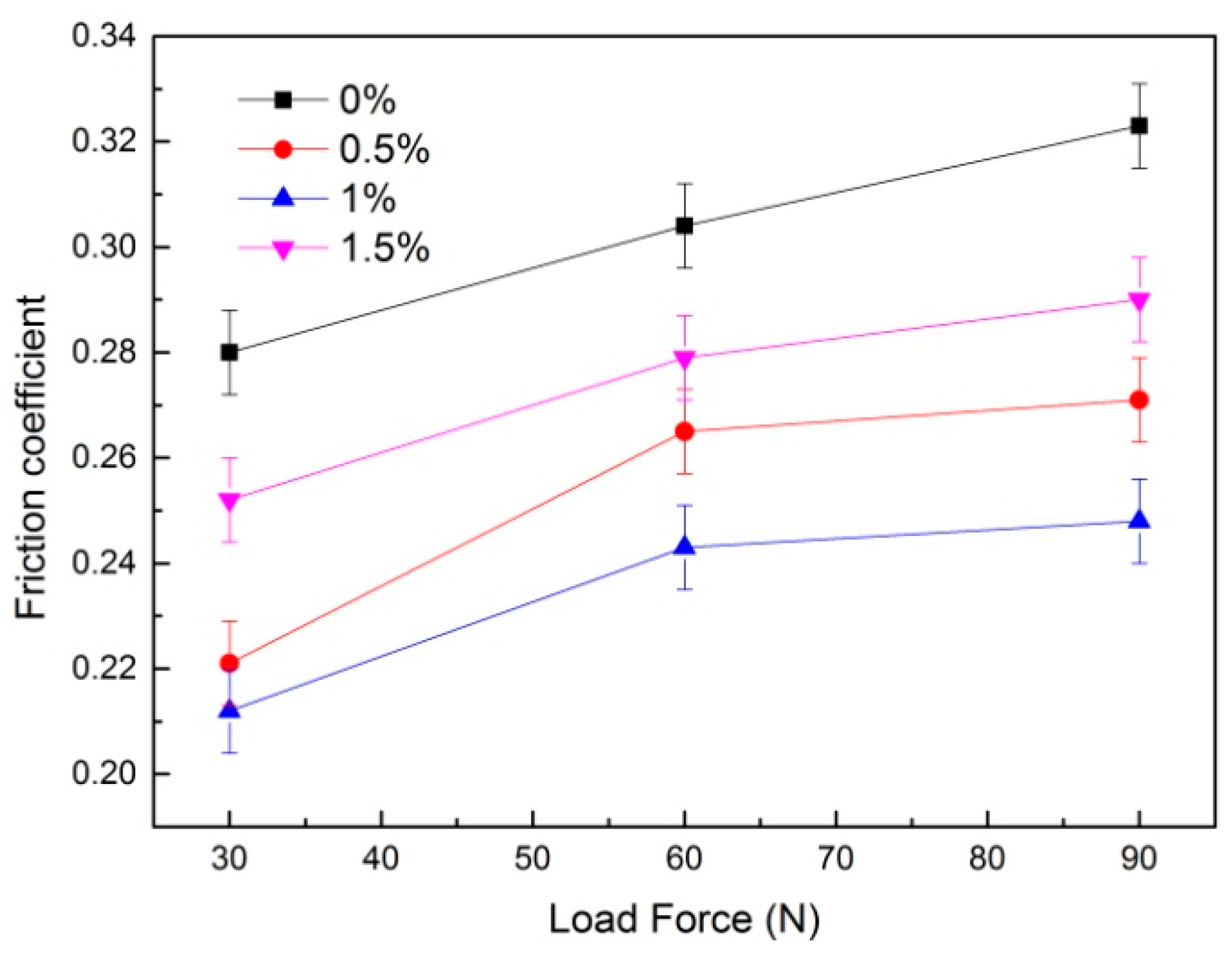
When the Pr content was the same, the friction coefficient increased as the load increased. The load was to affect the wear property by changing the size of the actual contact area and the degree of plastic deformation on the worn surface. When the load increased, a certain plastic deformation occurred on the worn surface of the original undulations, which increased the actual contact area of the friction pair, resulting in an increase in the friction coefficient. On the other hand, due to the plastic deformation, the oxide debris cannot be adhered to the worn surface, and the oxide wear debris helps to reduce the friction coefficient. Therefore, the load increased, and the friction coefficient increased due to the detachment of the oxide wear debris.
Under the same friction conditions, when the Pr content was 1%, the friction coefficient was the smallest, and when the Pr content was 0%, the friction coefficient was the biggest (as
Figure 9 shown). The rare earth Pr element increased the grain boundary strength and increased the hardness of the alloy, so it was beneficial to improve the wear resistance of the alloy. After adding Pr, the solid solution strengthening effect of the generated Al
11Pr
3 and Al
6Mn
6Pr phases in the magnesium alloy improved the hardness and yield strength of the AZ91 magnesium alloy. The friction coefficient was related with the microstructure or mechanical properties of the material [
18]. And with the increase of Pr content, the hardness increased, and the hardness reached the maximum when Pr content was 1.0%. This improved the wear resistance of the alloy and reduces the friction coefficient. The friction coefficient was the lowest when the hardness was the highest at the Pr content of 1.0%.
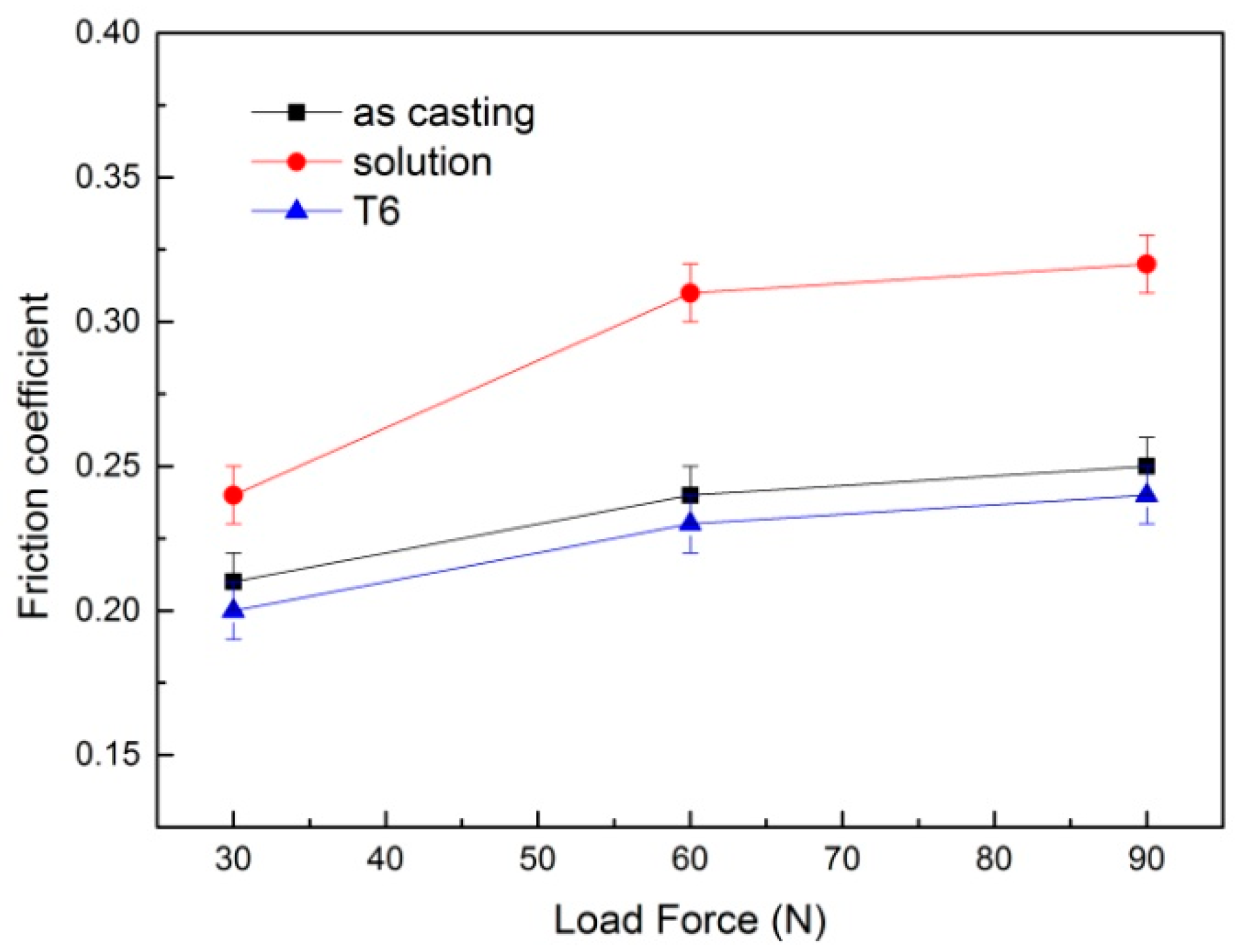
After solution treatment of AZ91-1.0%Pr alloy, the hardness of the alloy decreased and the plasticity increased. The alloy was more likely to undergo plastic deformation that increased the frictional contact area and increased the friction coefficient. Compared with the friction coefficient of the as-cast, at 30 N, the friction coefficient after the solution treatment of the alloy increases was not obvious, while at 60 N and 90 N, the plastic deformation is more serious, so the friction coefficient increased more obviously, as shown in
Figure 10. After T6 heat treatment, β-phase was re-precipitated, which increased the hardness and yield Strength of the alloy [
10]. That improved the ability of the alloy to resist deformation. Therefore, after T6 treatment, the friction coefficient decreased.
3.5. Wear Mechanisms
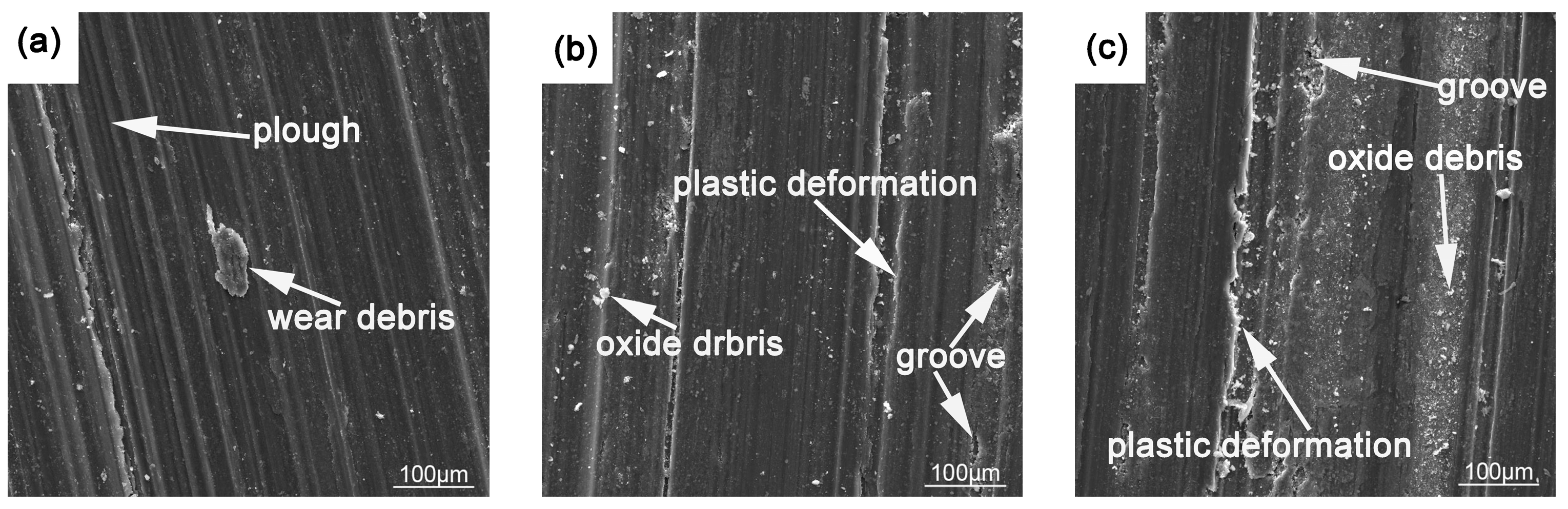
Figure 11a showed the worn surface of AZ91-0%Pr alloy under the load of 30 N. The grinding surface was undulated and the wear debris accumulated on the worn surface. The main wear mechanisms were abrasion [
19] and oxidation at this condition. The worn surface of AZ91-0%Pr alloy under a load of 60 N was shown as
Figure 11b. There were some ploughs with different depth along the wear direction and grooves on the worn surface. Therefore, the main wear mechanisms of this condition were abrasive [
20] and delamination. The worn surface of AZ91-0%Pr alloy under a load of 90 N was shown as
Figure 11c. In addition to the grooves, a bright band appeared on the worn surface. It indicated that the wear surface undergone plastic deformation. So, the main wear mechanisms were delamination and plastic deformation [
10]. The wear resistance of the AZ91-0%Pr alloy decreased as the load increased. The voids can be observed in
Figure 11a–c), which was the main feature of the wear of the delamination [
21]. Delamination occurred under all tested wear conditions at the Pr content was 0%.
Figure 12a showed the worn surface of AZ91-0.5%Pr alloy under a load of 30 N. There were more abrasive particles on the worn surface. Meanwhile, plough appeared and tear can be observed in the local plough region. At this condition, the main wear mechanisms were abrasion and delamination.
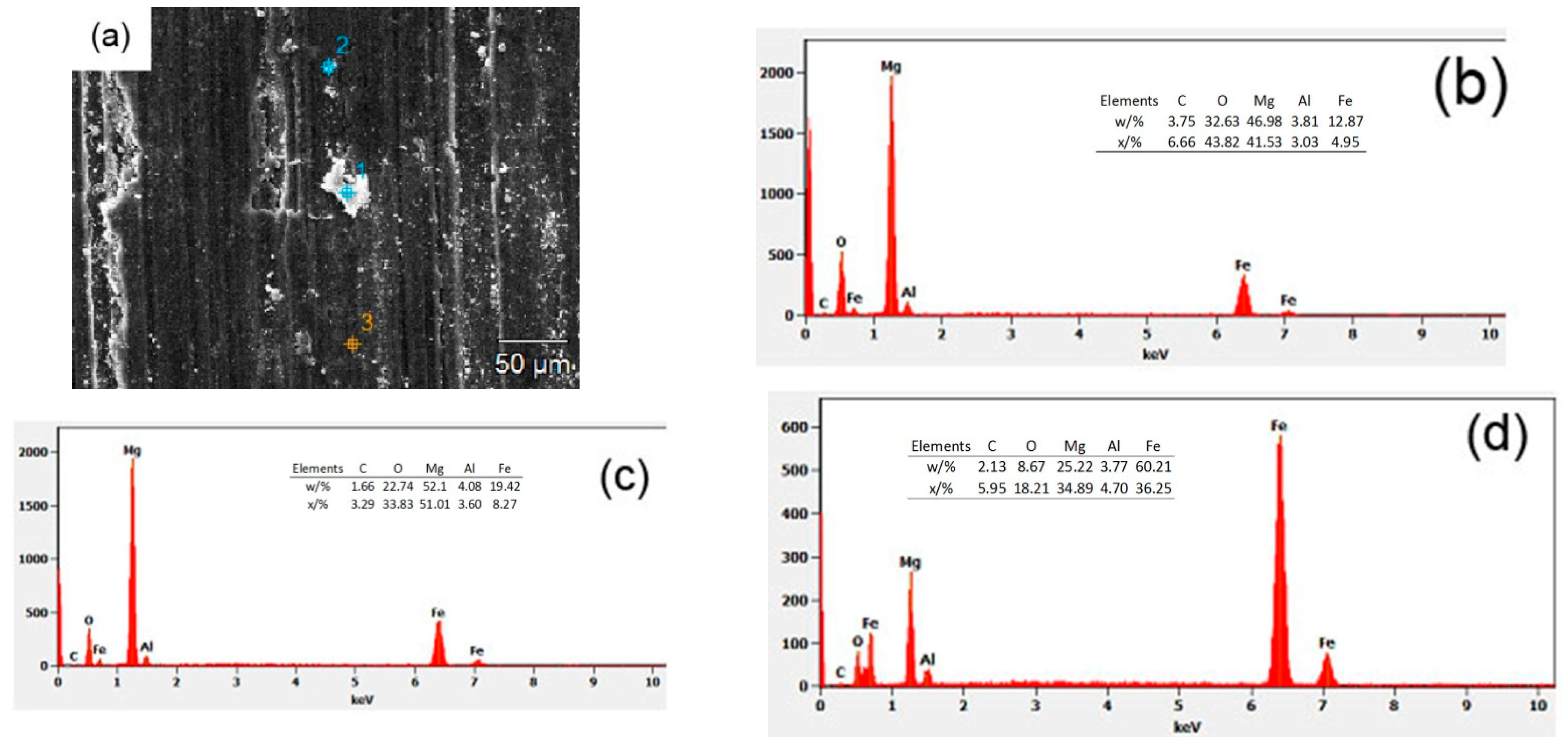
Figure 12b showed the worn surface of AZ91-0.5%Pr alloy under a load of 60 N. A large number of scratches were distributed on the wear surface, and a large area of shedding was observed so that a large amount of particles and flakes were formed on the surface. The wear debris, as can be seen from
Figure 13, the main components of wear debris on the worn surface were oxygen, magnesium and iron (from the friction disc). The main wear mechanisms at this condition were delamination and oxidation [
22].
Figure 12c showed the worn surface of AZ91-0.5%Pr alloy under a load of 90 N. It can be seen that there were widened grooves, localized plastic deformation and larger broken area on the worn surface. The main wear mechanisms were plastic deformation and delamination.
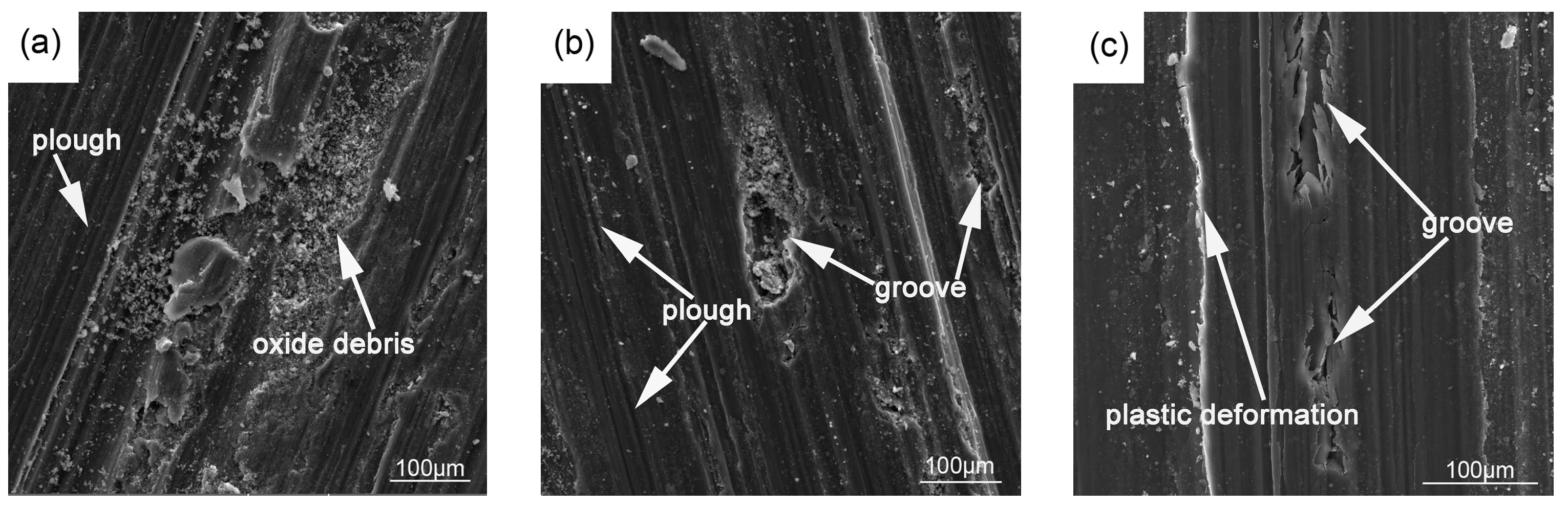
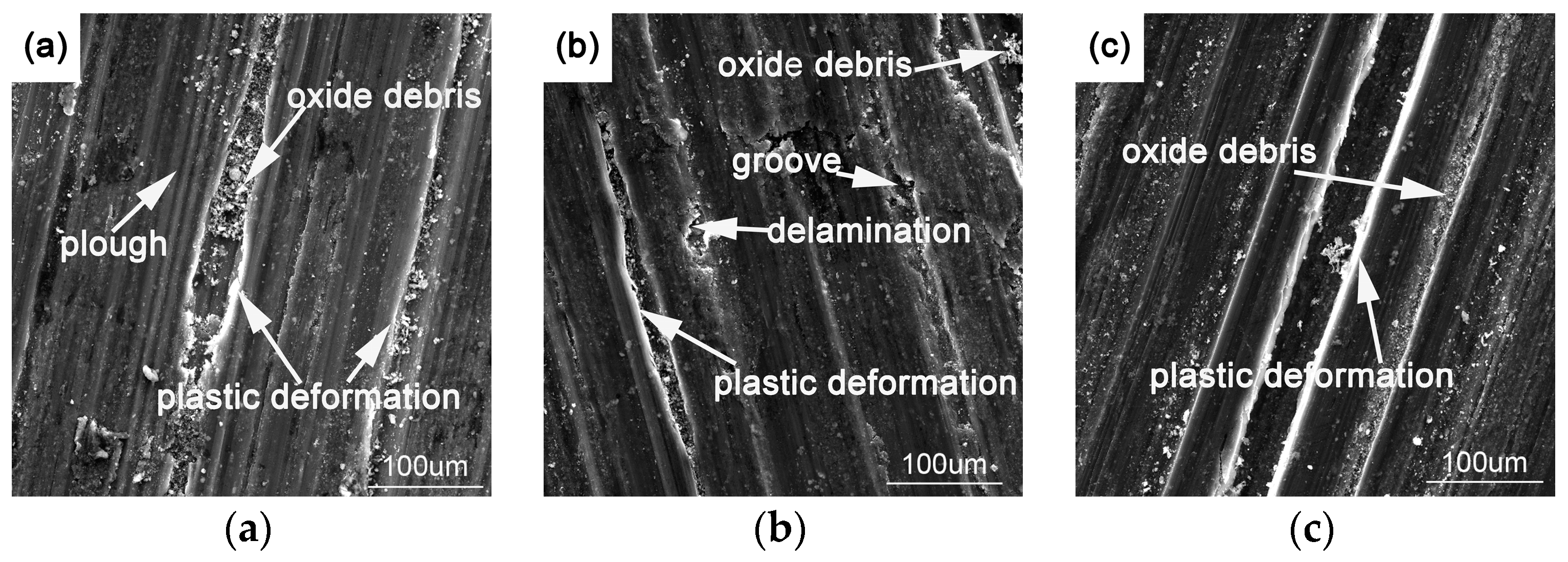
Figure 14a shows the worn surface of AZ91D-1.0%Pr alloy under a load of 30 N. Many ploughs with different depths were observed on the worn surface. A large number of oxidized and detached abrasive grains were distributed in the ploughs. The separation of the detached abrasive particles further generated abrasive wear on the surface. Abrasion and oxidation were dominant at this condition, corresponding to mild wear. When the load increased to 60 N, a worn surface was seen (
Figure 14b). The wear debris formed on the worn surface due to the detachment of the oxide film, which cut the surface along the direction of wear through the plough, resulted in grooves. A lot of adhesives were flattened on the surface and a small number of cracks were observed. Abrasion and oxidation were dominant at the load of 60 N. When the load increased to 90 N, plastic deformation was observed on the worn surface (as shown in
Figure 14c). Due to plastic deformation, oxides could not adhere to the wear surface. There was still a large amount of oxide wear debris in the area with no plastic deformation on the worn surface. Plastic deformation and oxidation were dominant at a load of 90 N.
Figure 15a–c were the worn surfaces of AZ91-1.5%Pr alloy under the loads of 30 N, 60 N and 90 N, respectively. Under the same conditions, the main wear mechanism was the same as that of AZ91-1.0%Pr alloy. But worn surface became worse.
As the load increased, the worn surface of the contact areas became worse. Under the same wear conditions, when the Pr content was 1%, the depths of the ploughs and grooves were minimal. That indicated that the alloy has high interfacial bonding strength and the best wear resistance.
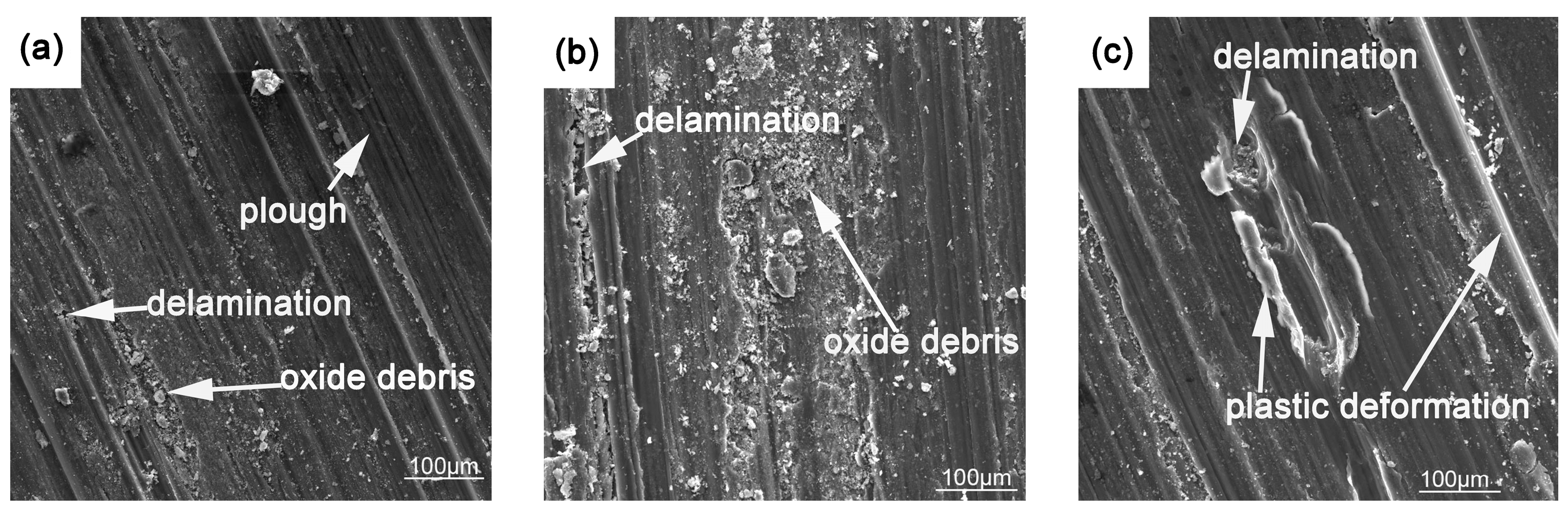
Figure 16 shows the worn surface of the AZ91D-1.0%Pr alloy after the solution treatment. There were scratches and plastic deformation parallel to the wear direction at loads of 30 N, 60 N, and 90 N. Compared with
Figure 14, under the same wear conditions, the alloy had more severe plastic deformation and more grooves after solution treatment. This indicated that the alloy became soft and wear resistance reduced.
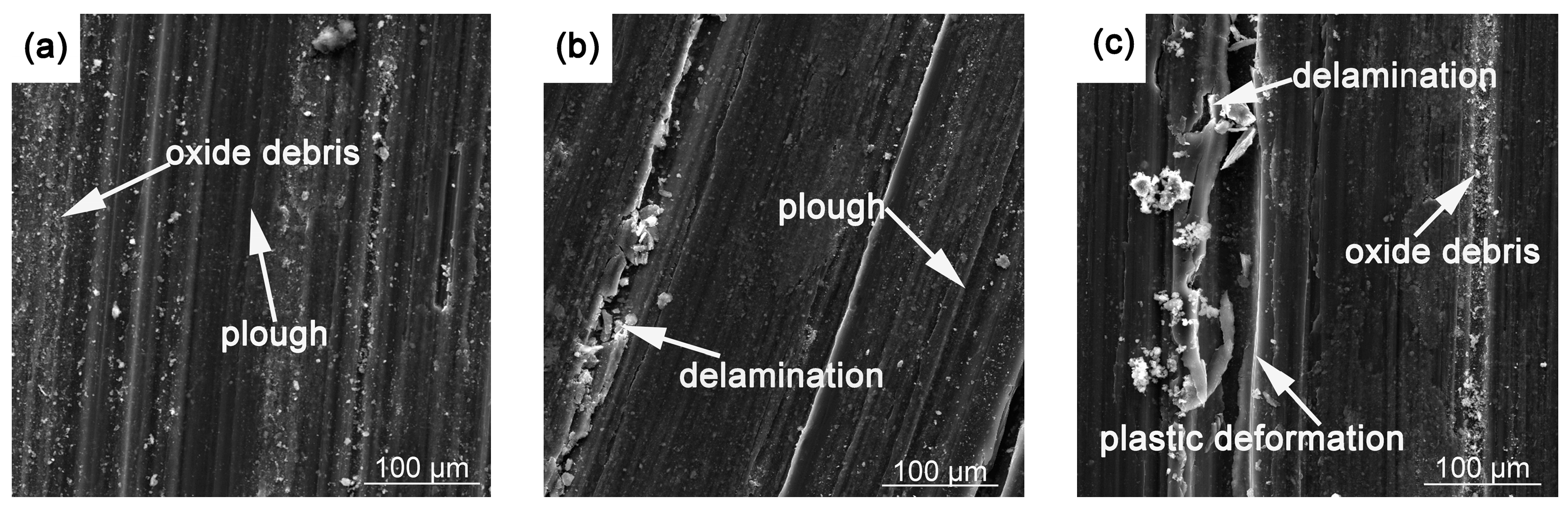
Figure 17 showed the worn surface of the AZ91-1.0%Pr alloy after T6 treatment. Compared with
Figure 14, under the same wear conditions, there were fewer scratches and the wear resistance improved. Abrasion and oxidation were dominant at load of 30 N, corresponding to mild wear [
22]. Simultaneously, delamination and plastic deformation were mainly at high loads of 60 N and 90 N, which related to severe wear.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}