Environmental Profiles of Stirling-Cooled and Cascade-Cooled Ultra-Low Temperature Freezers

Abstract
:1. Introduction
2. The Cooling Systems
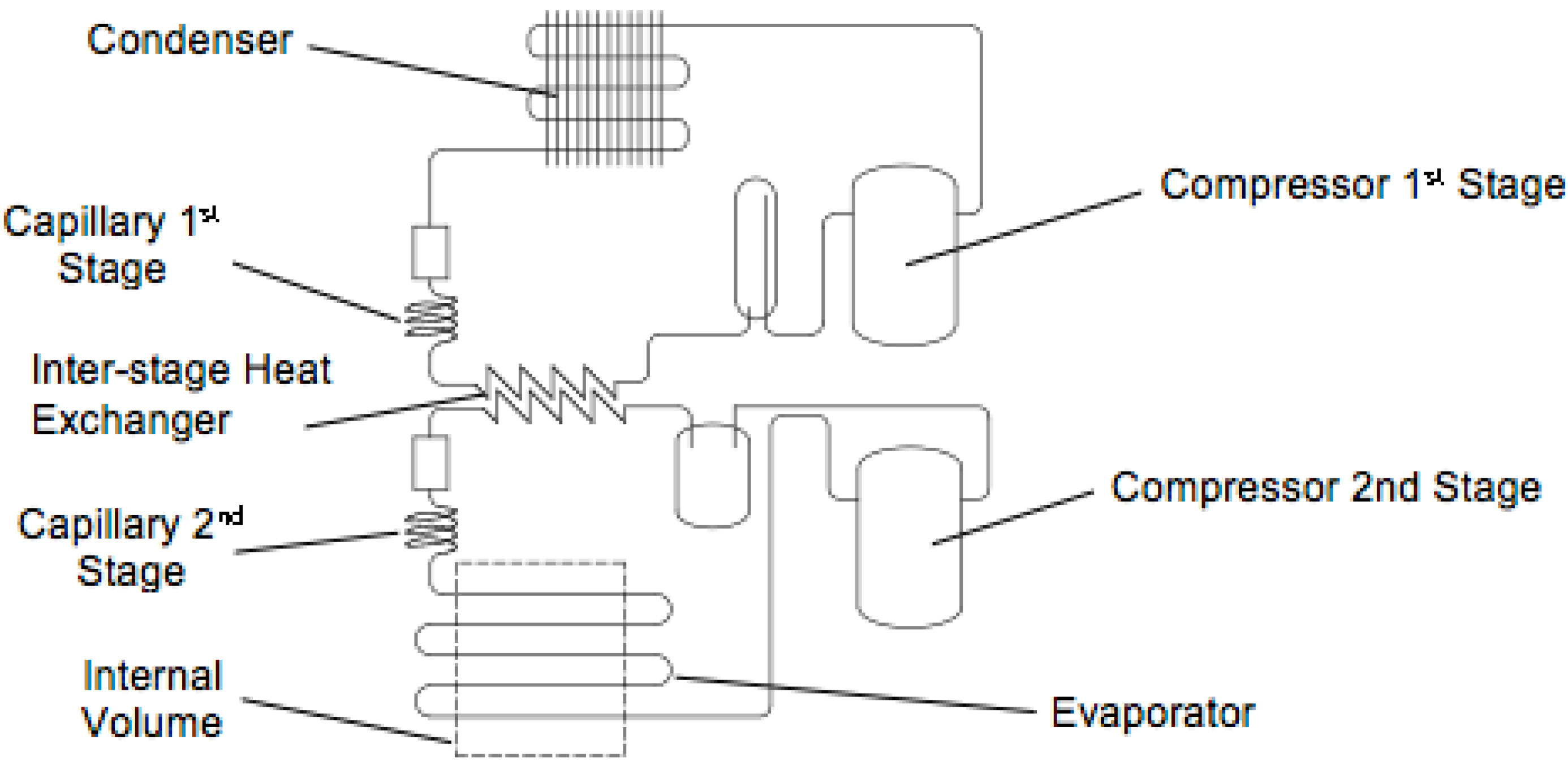
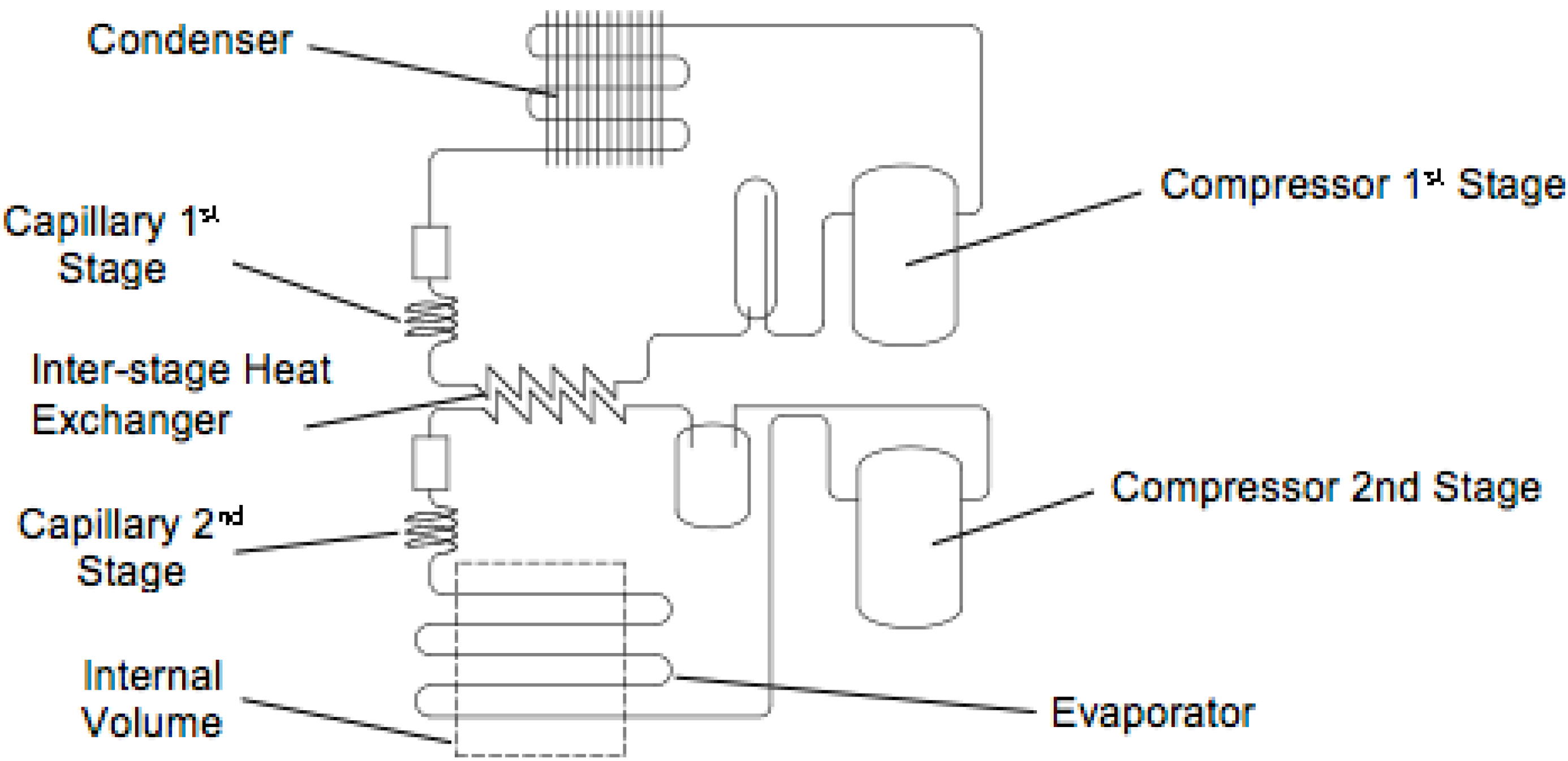
2.1. Cascade System

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Subgroup | Material | Mass (kg) |
|---|---|---|---|
| Cascade System | Casings | Carbon Steel | 11.1 |
| Laminations | Silicon Steel | 10.1 | |
| Structure | Cast Iron | 6 | |
| Coils, tubes, HX etc. | Copper | 17.6 | |
| Other parts | Aluminum | 0.8 | |
| Oil | Poly ester | 1.72 | |
| Refrigerant | R-407D | 0.6 | |
| Refrigerant | R-508B | 0.3 | |
| Fan | Blades | ABS | 0.3 |
| Coil | Copper | 0.1 | |
| Flux pieces | Silicon Steel | 0.3 | |
| Frame | Aluminum | 0.2 | |
| Magnets | Fe-Nd-B | 0.05 | |
| Cabinet | Insulation | Polyurethane | 13.5 |
| Vacuum Insulated Panels | Unknown | 10 | |
| Blowing agent | HFC-245fa | 1 | |
| Envelope, door, liner and structure | Steel | 231 | |
| Shelves 2X | Stainless steel | 13.4 | |
| Paint | 14.5 sq. m. | ||
| Thermal breakers, wheels etc. | ABS | 8.2 | |
| Gasket | Silicone | 3.2 | |
| Handle, trim etc. | Aluminum | 1 | |
| Wiring harness, etc. | Copper | 0.5 | |
| Electronics | Controls | PC Board | 2 |
| User interface | PC Board | 0.12 | |
| Transformer | Silicon Steel | 2 | |
| Copper | 0.5 | ||
| Shipping Carton | Carton | Cardboard | 19 |
| Inner protection (0.05mm thick) | Plastic bag | 0.5 | |
| Pallet | Wood | 33.7 | |
| Total | 386.7 |
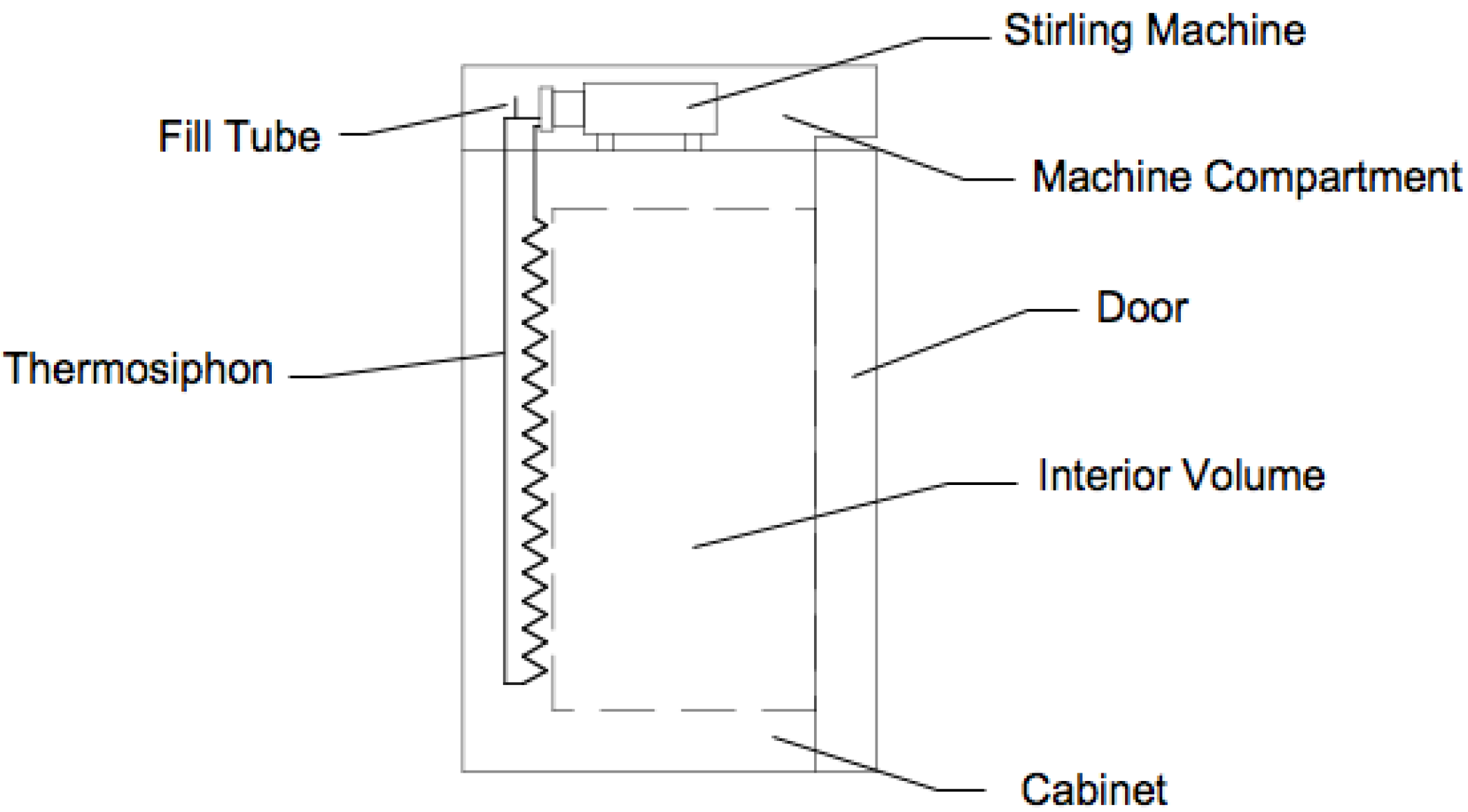
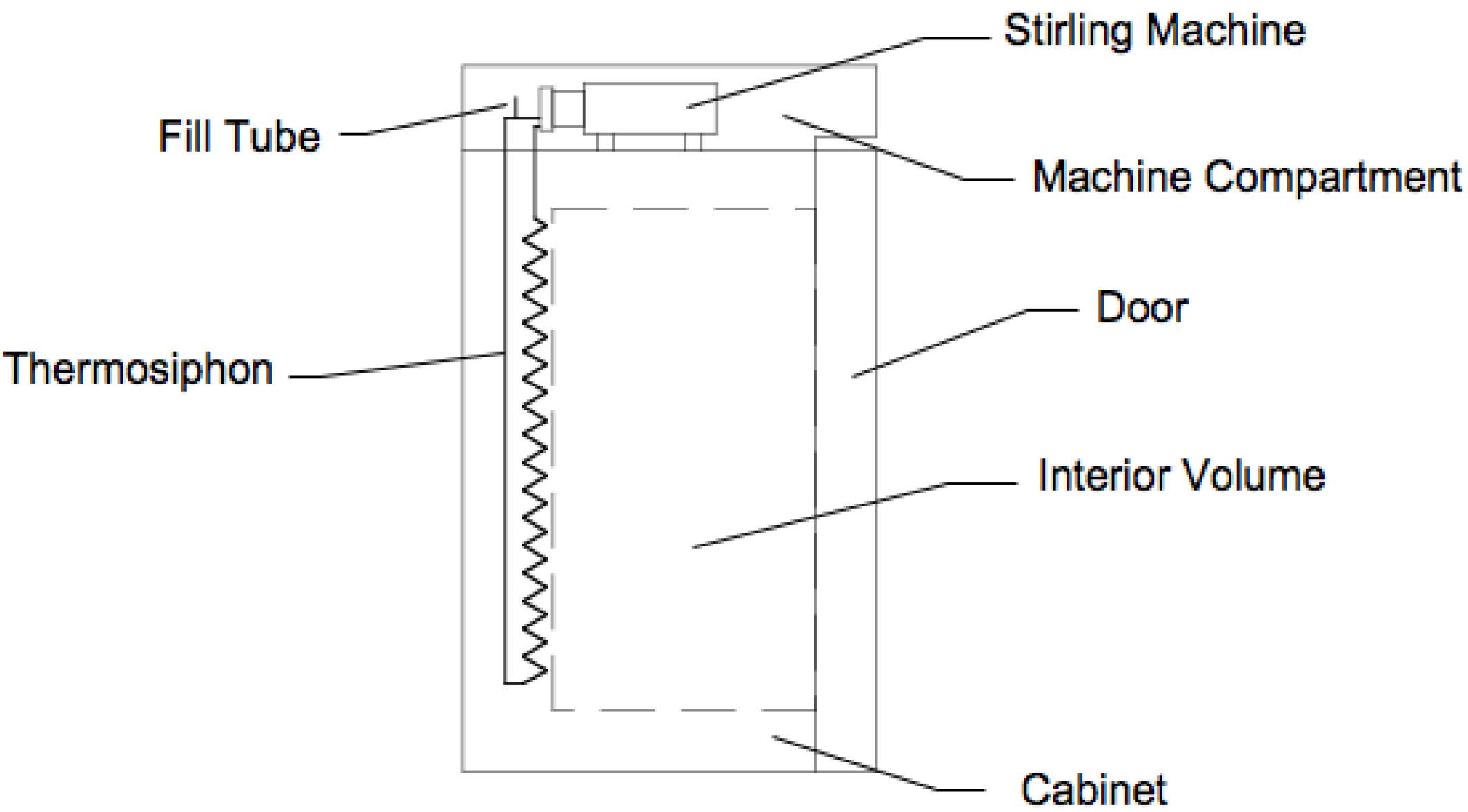
2.2. Stirling System
| Component | Subgroup | Material | Mass (kg) |
|---|---|---|---|
| Stirling | Casing and other parts | Stainless Steel | 7.455 |
| Flux pieces | Somaloy | 3.568 | |
| Structure | Aluminum | 1.269 | |
| Coils, tubes, HX etc. | Copper | 3.912 | |
| Other parts | Polycarbonate | 0.34 | |
| Magnets | Fe-Nd-B | 0.4 | |
| Springs, balance mass etc. | Steel | 5.563 | |
| Working gas | Helium | 0.008 | |
| Thermosiphon | Evaporator | Copper | 4.6 |
| Tape | Aluminum | 0.5 | |
| Refrigerant | Ethane | 0.1 | |
| Fans | Blades | Polycarbonate | 0.4 |
| Coil | Copper | 0.3 | |
| Flux pieces | Silicon Steel | 0.4 | |
| Frame | Aluminum | 0.4 | |
| Magnets | Fe-Nd-B | 0.1 | |
| Cabinet | Insulation | Polyurethane | 13.5 |
| Vacuum Insulated Panels | Unknown | 10 | |
| Blowing agent | HFC-245fa | 1 | |
| Envelope, door, and structure | Steel | 121 | |
| Inner liner, shelves etc. | Stainless steel | 92 | |
| Paint | 10 sq. m. | ||
| Thermal breakers, wheels etc. | Polycarbonate | 8.2 | |
| Gasket | Silicone | 3.2 | |
| Handle, trim etc. | Aluminum | 1 | |
| Wiring harness, etc. | Copper | 0.5 | |
| Electronics | Power, inverter, LCD etc. | PC Boards | 2.17 |
| Shipping Carton | Carton | Cardboard | 19 |
| Inner protection (0.05mm thick) | Plastic bag | 0.5 | |
| Pallet | Wood | 33.7 | |
| Total | 332.9 |
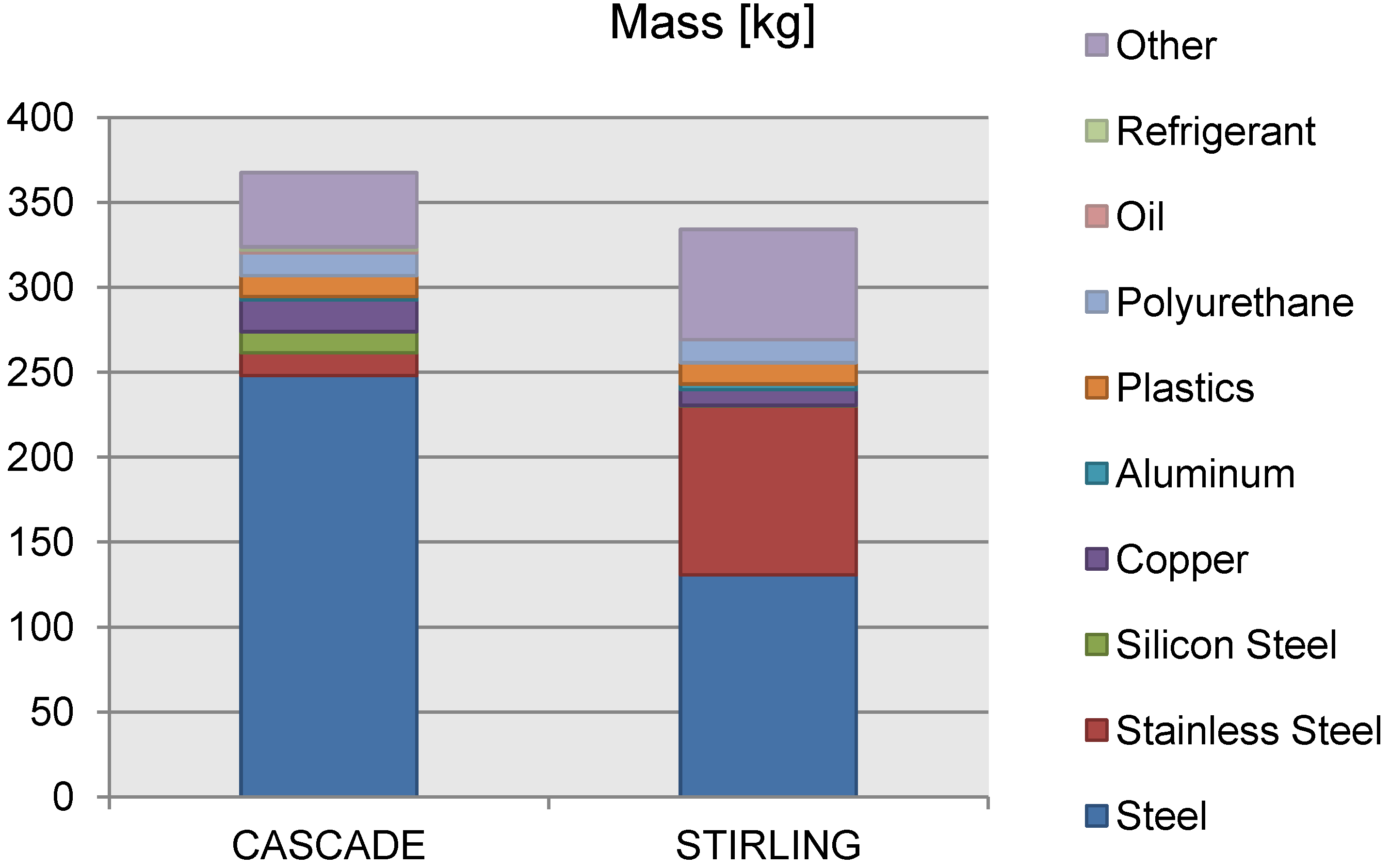
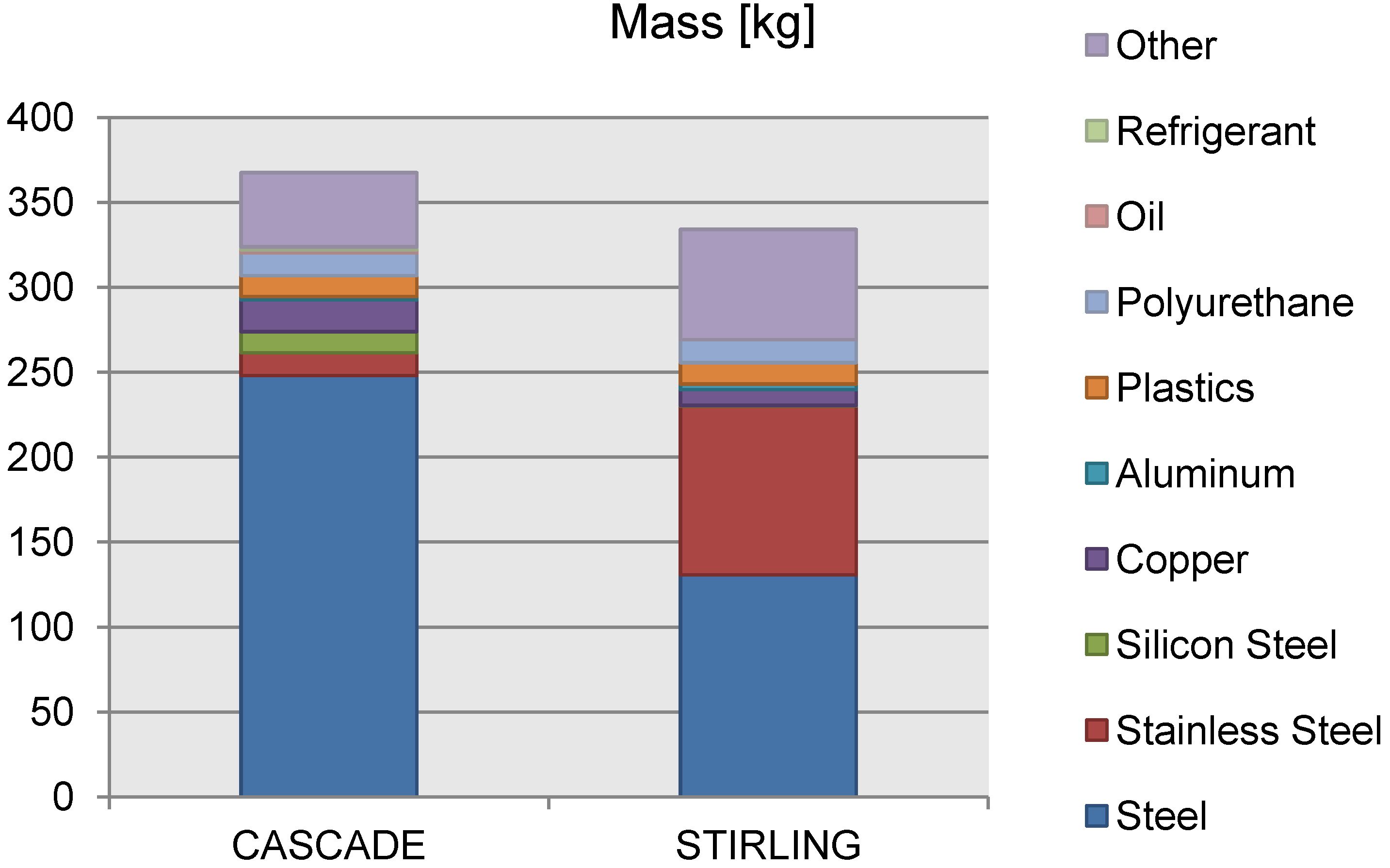
3. Mass Comparisons
| Brand | Volume (liters) | Shipping Mass (kg) | Energy (kWh/day) | Scaled Energy (kWh/day) |
|---|---|---|---|---|
| A | 728 | 350 | 26.6 | 27.8 |
| B | 710 | 435 | 28.6 | 30.4 |
| C | 628 | 323 | 24.5 | 28.3 |
| D.1 | 651 | 408 | 19.7 | 22.2 |
| D.2 | 702 | 377 | 23.3 | 25.0 |
| D.3 | 815 | 388 | 19.8 | 19.2 |
| E | 669 | 378 | 18.3 | 20.3 |
| Average | 379.9 | 23.0 | 24.7 |
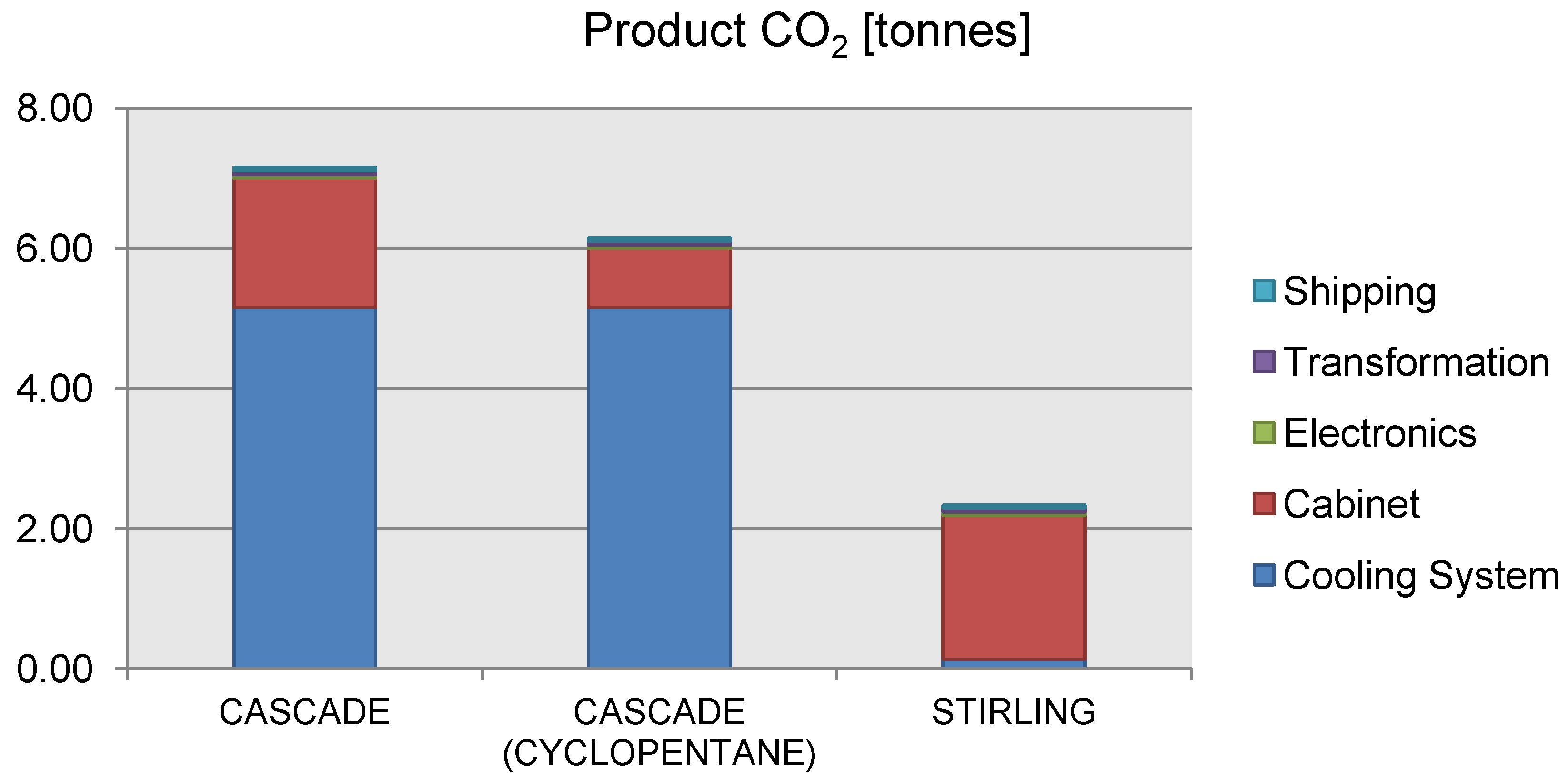
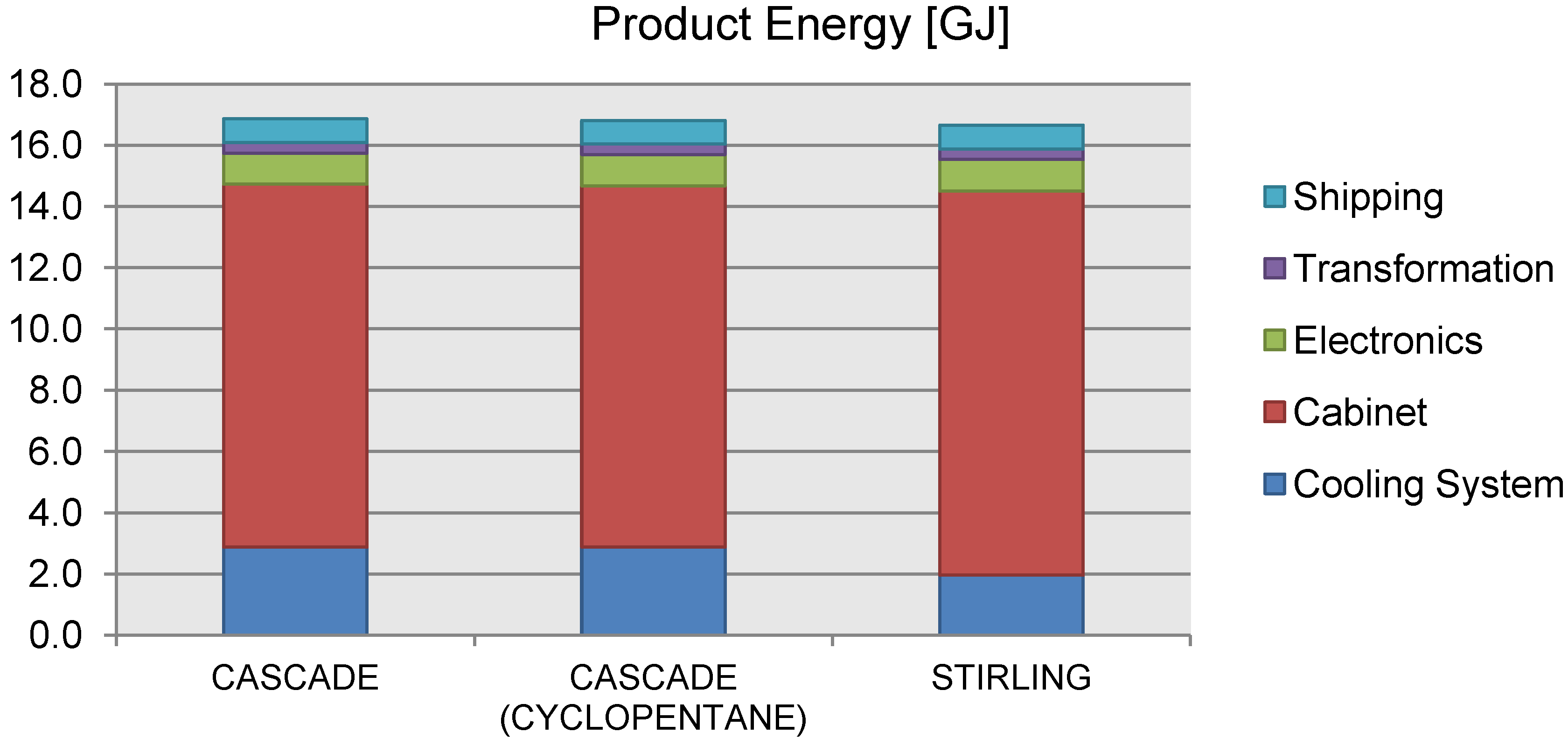
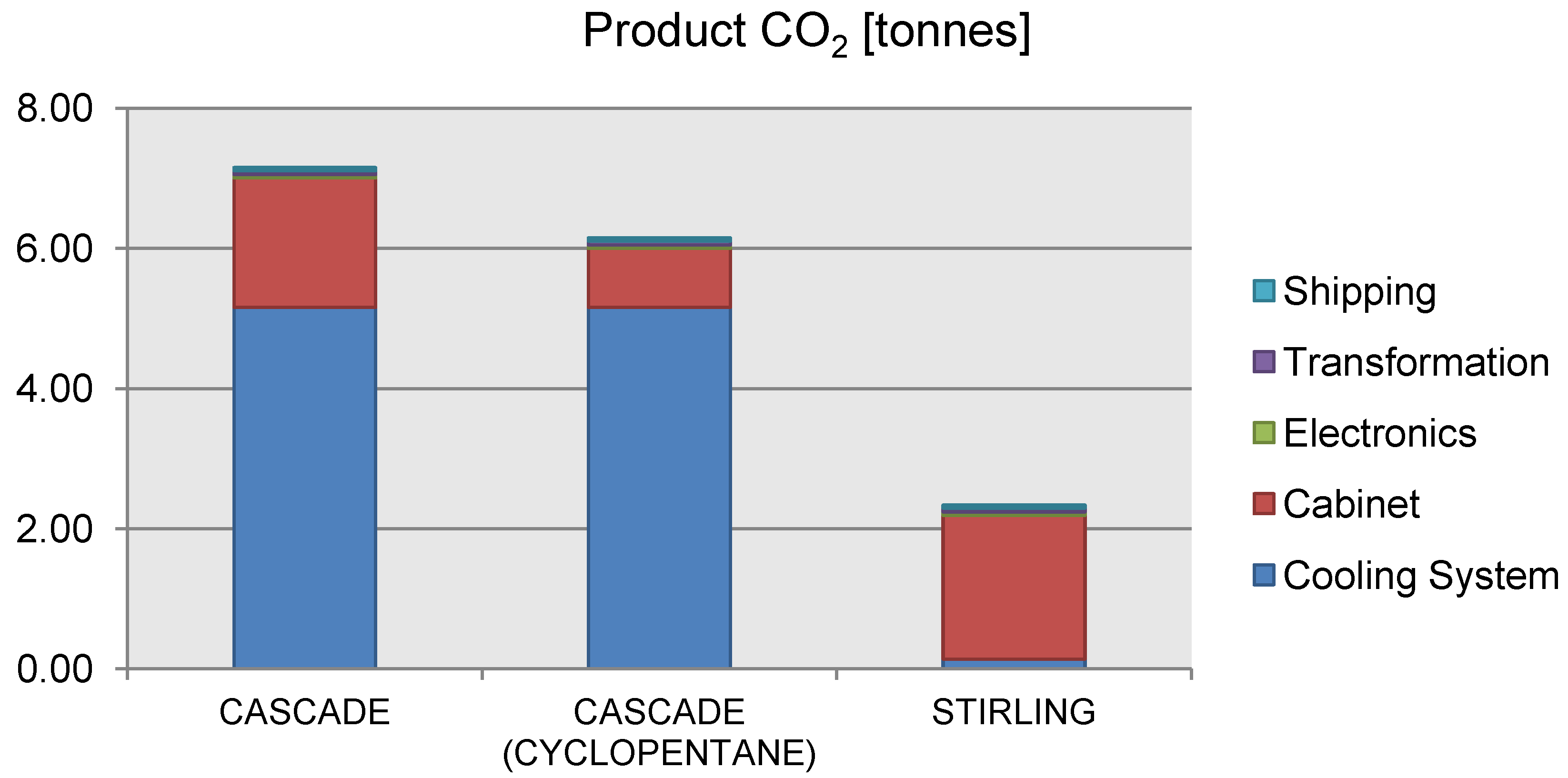
4. Energy Requirements and CO2 Generation for Producing ULT Freezers
| Material | Embodied Energy (MJ/kg) | Embodied Carbon (kgCO2/kg) |
|---|---|---|
| Aluminum (virgin) | 218 [4] 221 [5] | 11.46 |
| Copper (virgin) | 70 [4] 113 [5] | 3.83 |
| Steel (virgin) | 35.3 [4] 39 [5] | 2.75 |
| Stainless Steel (304) | 56.70 [4] 43.2 [5] | 6.15 |
| Cast iron | 25 [4] 62.6 [5] | 1.91 |
| Polycarbonate | 112.90 | 6.0 |
| ABS | 95.3 | 3.10 |
| Lamination steel | 50.4 [5] | 2.51 (estimate) |
| Magnet | 24.5 [5] | 1.91 (estimate) |
| Helium | 8 [5] | Negligible |
| R-407D | 47 (estimated from [8]) a | 1627 (GWP100) |
| R-508B | 47 (estimated from [8]) a | 13396 (GWP100) |
| Ethane (R-170) | Taken as zero [9] | 5.5 [10] |
| HFC-245fa | 47 (estimated from [8]) a | 950 [8] to 1030 (GWP100) [11] |
| Cyclopentane | 0 | 25 |
| Polyester (assume LDPE film) | 89.3 | 1.90 |
| Poly ester oil | 117 [5] | 3.5 (assumed similar to solvent paint) |
| Polyurethane | 72.1 | 3.0 |
| Silicone rubber | 120.0 | 4.02 |
| Epoxy | 139.3 | 5.91 |
| Cardboard | 24.8 | 1.32 |
| Timber | 7.8 | 0.47 |
| Plastic film (polyethylene) | 83.1 | 1.94 |
| Paint (single coat) | 10.2 MJ/m2 | 0.53 kg CO2/m2 |
| Electronics | 480 MJ/kg (estimated from [12]) b | 23.6 (estimated from [12]) c |
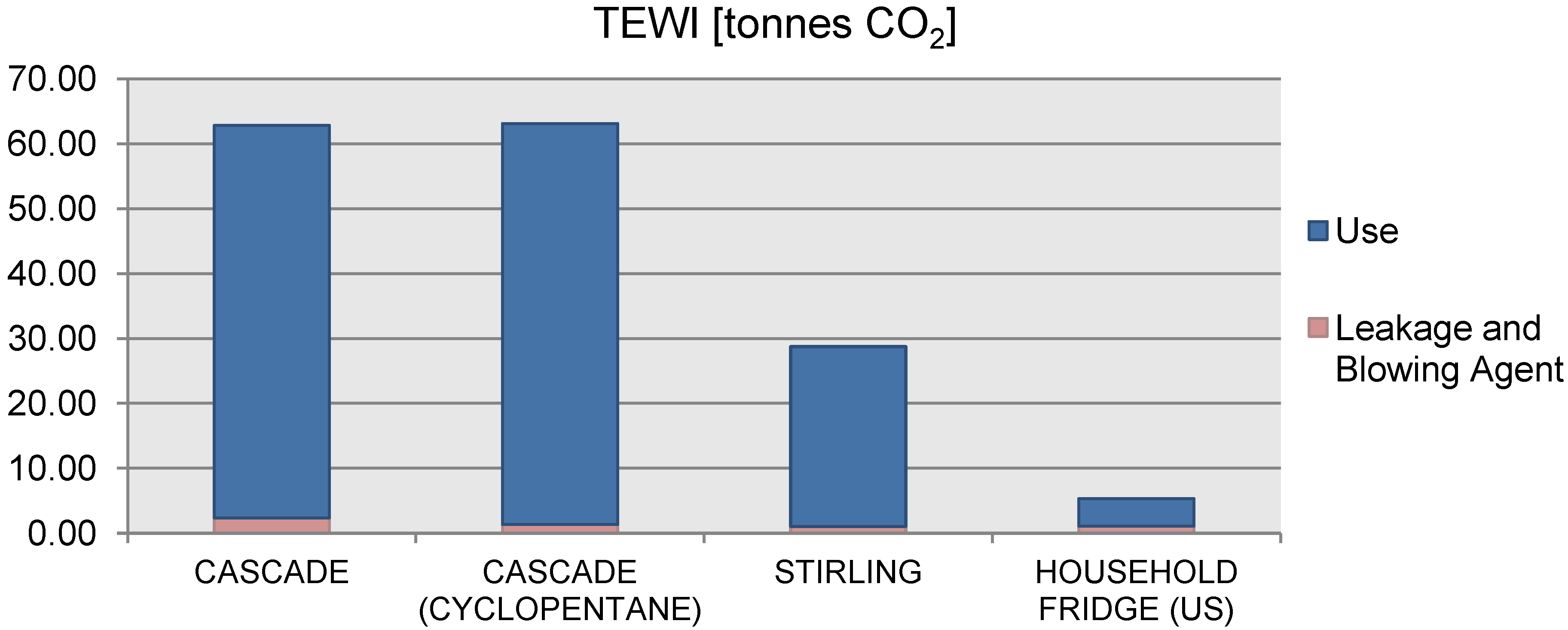
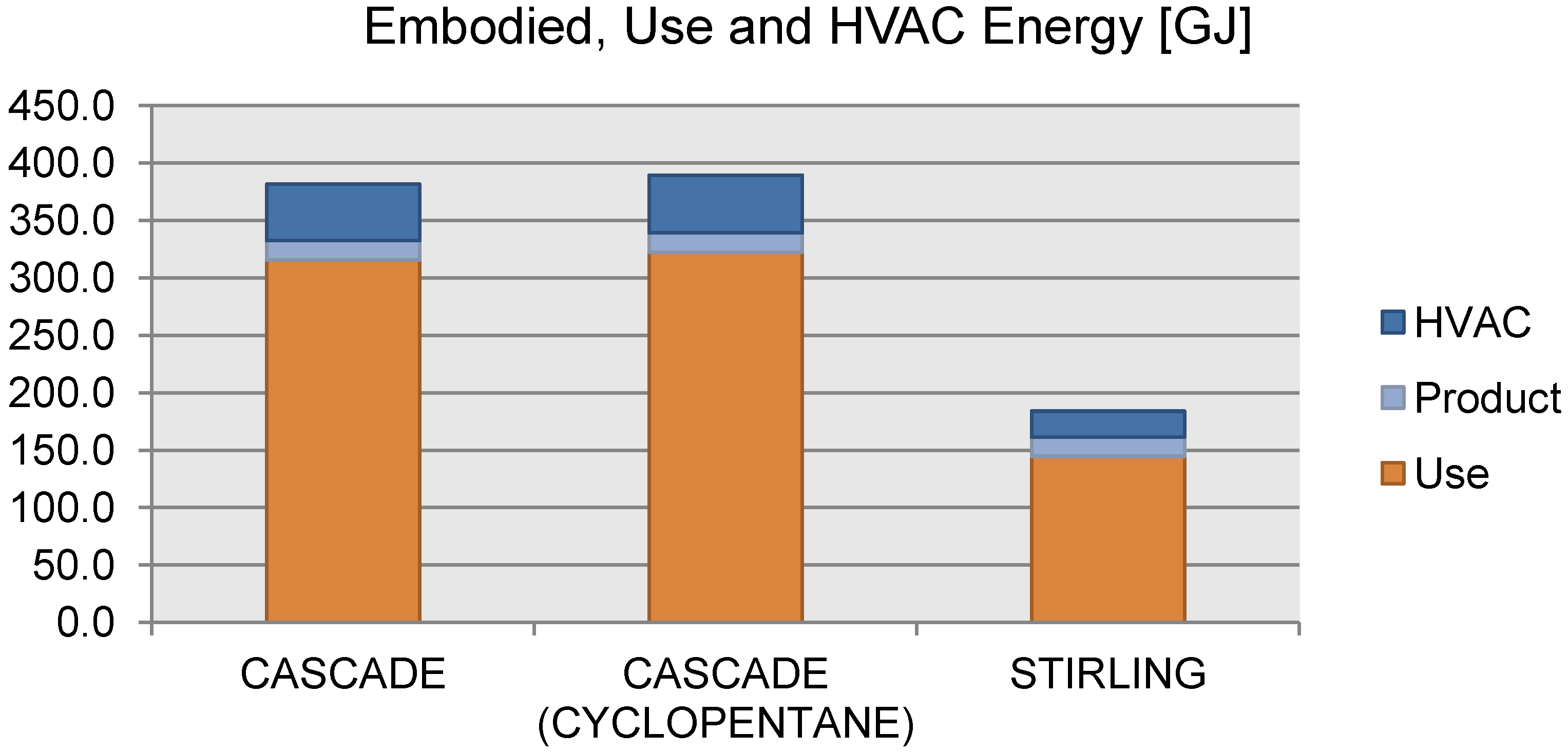
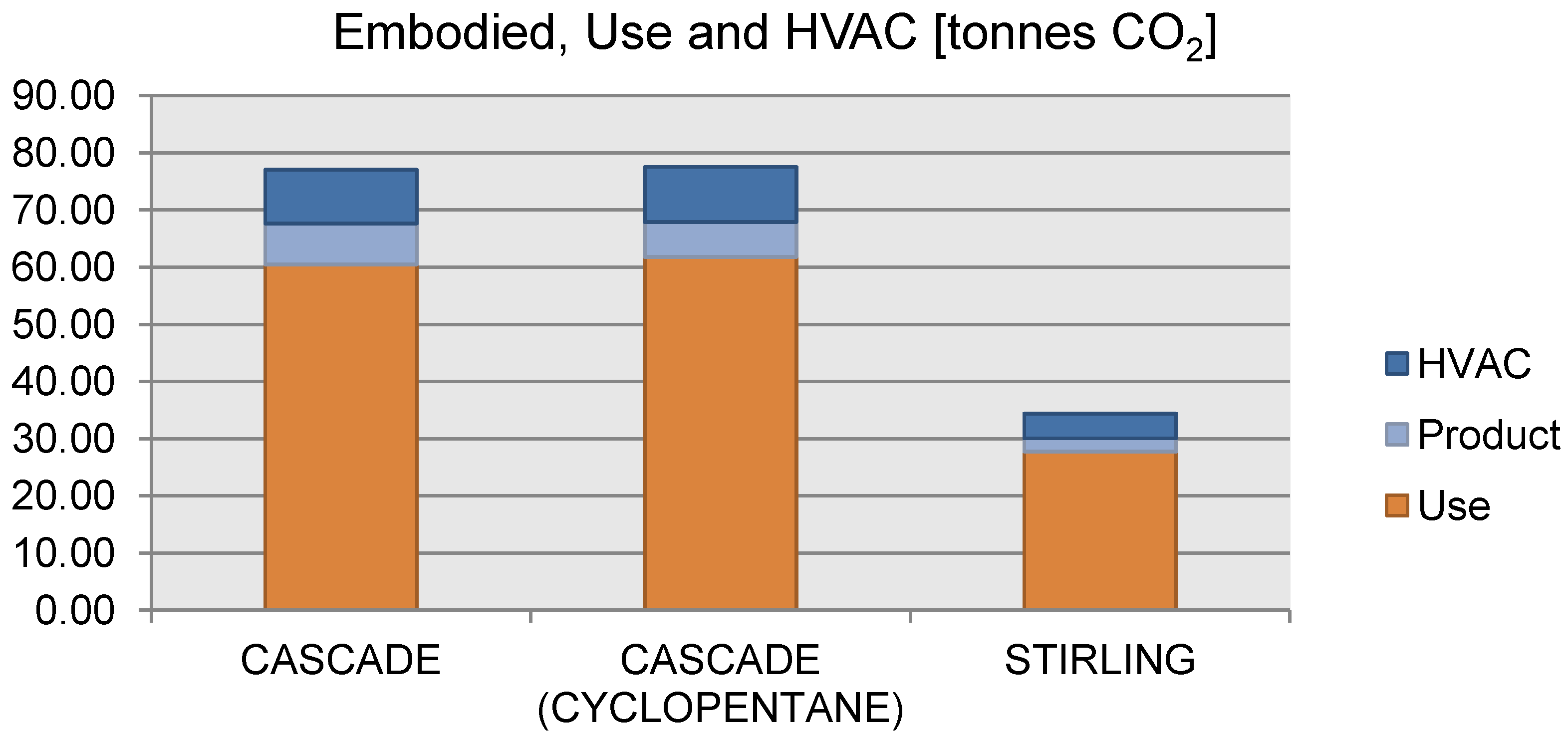
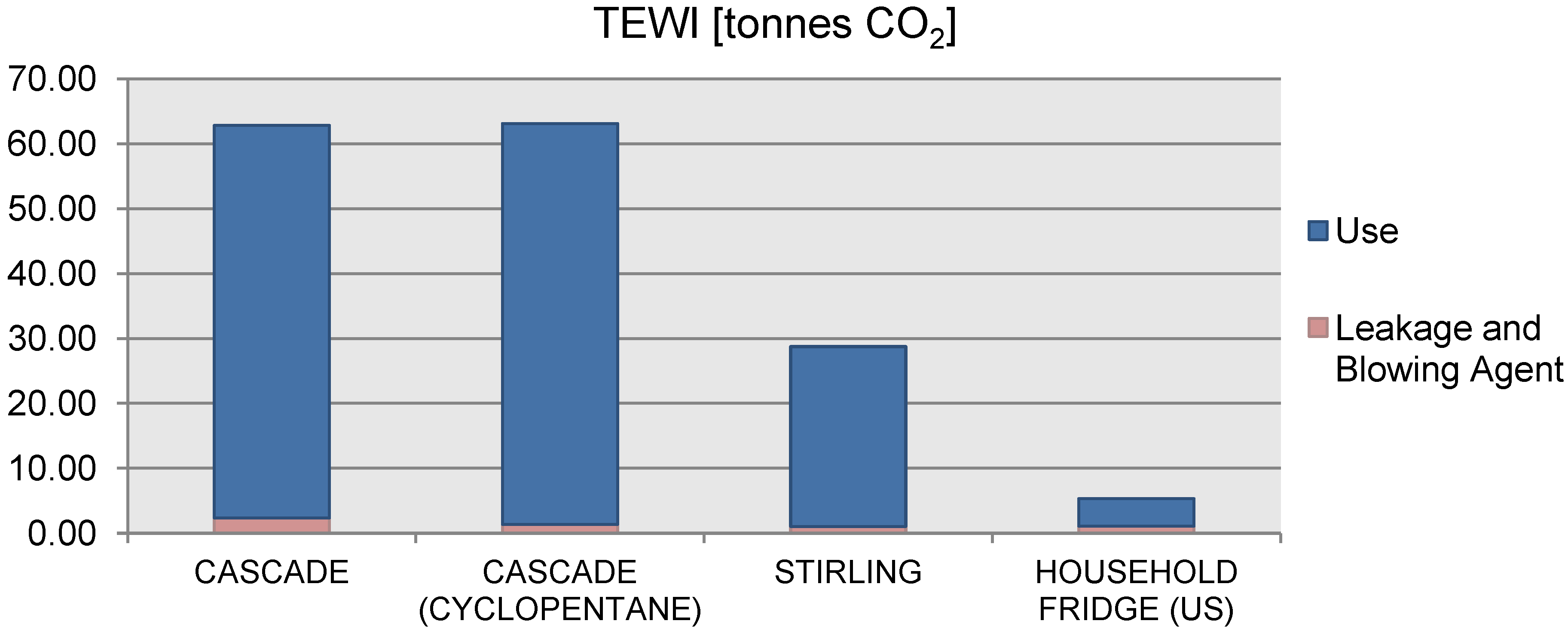
5. Comparative Operating Efficiencies and Use Consequences
6. Other Items Contributing to the Ecological Footprint
7. Sustainability
- During manufacture. Avoid encouraging the production of high GWP refrigerants (e.g., R-508B) by safely using hydrocarbons or other low GWP refrigerants. Implement rigorous recycling and utilization of biodegradable materials.
- During use. Plant trees to offset CO2 generation. One acre of newly planted trees will sequester about 8 tons of CO2 over a 10-year period [18]. That is about 8 acres for a cascade system and about 3.5 acres for each Stirling ULT freezer.
- End-of-life. Implement a return policy for the ULT freezers, recycle or refurbish. Aside from wear and tear on the cabinet hardware and electronics, the cascade systems suffer much higher wear-out rates than the Stirling. The basic Stirling machinery will show no loss of performance over at least an 8-year period and because the machinery is more easily accessed, recovery and reuse of the Stirling unit is a practical proposition. The cabinets too can be designed for better recyclability. E.g., a concept by L. Schilf where the entire cabinet insulation is a vacuum supported by diatomaceous earth, which is a highly recyclable substance (Okokühlshrank project) [19,20].
- Product improvements. While cascade technology is mature and therefore unlikely to show significant energy-use improvement with further development, the Stirling is new and is at the beginning of its development cycle. Deployment of this technology should see significant early improvements as the technology begins to mature.
8. Conclusions and Discussion
Acknowledgments
Conflict of Interest
References
- Appliance Standards Awareness project. July 2011. Available online: http://www.appliance-standards.org/sites/default/files/Refrigerator%20Graph_July_2011.PDF (accessed on 18 September 2012).
- Nash, R.V. ULT Freezer Performance Testing, Design Services Network, Project #111686, November 2011. Available online: http://escoglobal.com/products/download/1330394543.pdf (accessed on 18 September 2012).
- Thermo Fischer Scientific, Technical Data Sheet; Model TSU600D, Revision 0, Thermo Fischer Scientific: Ashville, North Carolina, July 2011.
- Hammond, G.; Jones, C. Inventory of Carbon and Energy, Version 1.6a; Department of Mechanical Engineering, University of Bath: Bath, UK, 2008; pp. 9–15. [Google Scholar]
- Franklin Associates, Ltd. Life Cycle Inventory of Production of Component Materials for Conventional Compressor and a Stirling Compressor; Confidential report prepared for the Coca-Cola Company and Global Cooling Inc. Franklin Associates, Ltd: Prairie Village, Kansas, USA, 2002.
- U.S. EPA Calculations and References. 2007. Available online: http://www.epa.gov/cleanenergy/energy-resources/refs.html (accessed on 18 September 2012).
- McMenamin, J.; Robin, M.L.; Loh, G.; Creazzo, J.A. Development of Novel Blowing Agents for Polyurethane Foams; UTECH Europe: Maastricht, The Netherlands, 2009. Available online: http://www2.dupont.com/Formacel/en_US/assets/downloads/UTECH_presentation_20090331.pdf (accessed on 18 September 2012).
- Arthur D. Little, Inc. Global Comparative Analysis of HFC and Alternative Technologies for Refrigeration, Air Conditioning, Foam, Solvent, Aerosol Propellant, and Fire Protection Applications; Final Report, ARAP: Cambridge, MA, USA, 21 March 2002.
- The Australian Institute of Refrigeration. Best Practice Guidelines. In Proceedings of Air Conditioning and Heating, Methods of Calculating Total Equivalent Warming Impact (TEWI) 2012, Melbourne, Australia, 2012.
- Solomon, S.; Qin, D.; Manning, M.; Chen, Z.; Marquis, M.; Averyt, K.B.; Tignor, M.; Miller, H.L. (Eds.) Intergovernmental Panel on Climate Change, Working Group I. The Physical Science Basis, Non-Methane Volatile Organic Compounds. Fourth Assessment Report: Climate Change 2007; Cambridge University Press: Cambridge, UK and New York, NY, USA. Available online: http://www.ipcc.ch/publications_and_data/ar4/wg1/en/ch2s2–10–3-2.html (accessed on 18 September 2012).
- U.S. Environmental Protection Agency. Transitioning to Low-GWP Alternatives in Domestic Refrigeration, EPA-430-F-10–042, October 2010. Available online: http://www.epa.gov/ozone/downloads/EPA_HFC_DomRef.pdf (accessed on 18 September 2012).
- Low-tech Magazine 16 June 2009. Available online: http://www.lowtechmagazine.com/2009/06/embodied-energy-of-digital-technology.html (accessed on 18 September 2012).
- Power Knot LLC. Reducing your carbon footprint. COPs, EERs, and SEERs. How efficient is your air conditioning system? 2011. Available online: http://www.powerknot.com/pdf/ Power_Knot_about_COP_EER_SEER.pdf (accessed on 18 September 2012).
- Doyle, A.; Ip, S.; Getty, A.; Stewart, L. Freezer Challenge: Are You Cool Enough? In Proceedings of California Higher Education Sustainability Conference, University of California, Davis, CA, USA, July 2011.
- Sand, J.R.; Fischer, S.K.; Baxter, V.D. Energy and Global Warming Impacts of HFC Refrigerants and Emerging Technologies. Alternative Fluorocarbons Environmental Acceptability Study; U.S. DOE, Oak Ridge National Laboratory: Oak Ridge, TN, USA, 1997; pp. 30–31. Available online: http://www.afeas.org/tewi/tewi-iii.pdf (accessed on 18 September 2012).
- Ross, R.G.; Boyle, R.F. An Overview of NASA Space Cryocooler Programs—2006. In Proceedings of International Cryocooler Conference, Annapolis, MA, USA, June 2006.
- Wood, J.G. Status of Free-Piston Stirling Technology at Sunpower, Inc. In Proceedings of 1st Int. Energy Conversion Engineering Conference, Portsmouth, VA, USA, August 2003.
- Upson EMC. Keeping Forests in Forests, 2009. Available online: http://www.upsonemc-carbonoffset.com/C02treestore.aspx (accessed on 18 September 2012).
- Mennink, B.D.; Berchowitz, D.M. Development of an Improved Stirling Cooler for Vacuum Super Insulated Fridges with Thermal Store and Photovoltaic Power for Industrialized and Developing Countries; International Institute of Refrigeration: Hanover, Germany, May 1994.
- Schilf, L. Thermal Insulation of Vessels and Method of Fabrication. U.S. Patent 4,349,051, September 1982. [Google Scholar]
- Menzer, M.S. Use of Energy Efficient Products as a Measure for Responding to Climate Change. Air-Conditioning and Refrigeration Institute: Arlington, Virginia, USA. Available online: http://www.lcs.syr.edu/faculty/khalifa/MAE554/TEWI.htm (accessed on 18 September 2012).
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Berchowitz, D.M.; Kwon, Y. Environmental Profiles of Stirling-Cooled and Cascade-Cooled Ultra-Low Temperature Freezers. Sustainability 2012, 4, 2838-2851. https://doi.org/10.3390/su4112838
Berchowitz DM, Kwon Y. Environmental Profiles of Stirling-Cooled and Cascade-Cooled Ultra-Low Temperature Freezers. Sustainability. 2012; 4(11):2838-2851. https://doi.org/10.3390/su4112838
Chicago/Turabian StyleBerchowitz, David M., and Yongrak Kwon. 2012. "Environmental Profiles of Stirling-Cooled and Cascade-Cooled Ultra-Low Temperature Freezers" Sustainability 4, no. 11: 2838-2851. https://doi.org/10.3390/su4112838
APA StyleBerchowitz, D. M., & Kwon, Y. (2012). Environmental Profiles of Stirling-Cooled and Cascade-Cooled Ultra-Low Temperature Freezers. Sustainability, 4(11), 2838-2851. https://doi.org/10.3390/su4112838