1. Introduction
The packaging industry is an essential part of the global economy. The new packaging manufacturing technologies, which confer special properties to packaging, have led to an explosive growth in packaging for specific fields in the food industry, cosmetics, pharmaceuticals, electronics, consumer goods, etc. The packaging market size was valued at USD 1105.6 billion in 2022. The packaging materials industry is projected to grow to USD 1519.97 billion by 2032, exhibiting a CAGR of 3.60% during the forecast period [
1]. Unfortunately, a study from 2020 [
2] indicated that about 32% of packaging is unsuitable for recycling using actual classical recycling technologies, being either multi-layered and/or mixed plastic–paper packaging. The extensive use of mixed paper and plastic packaging is due to its versatility, as it can be adapted in terms of functional properties to satisfy technical and economic efficiency criteria specific to the use of the individual product. The need for combining plastic and paper within packaging, regardless of the nature and chemical composition of the constituent materials or the field of use of such packaging, lies in the fact that, without exception, they satisfy five important functions [
3]: a protective function—the prevention of mechanical damage to the product during distribution (storage, handling, and transport); an isolation function—imposed by the physical form and nature of the product; a conservation function—the prevention or inhibition of changes produced under the action of physical, chemical or biological factors (barrier function against liquids—grease, water etc., gases, UV/light radiation, bacteria/fungus/rodents, etc.); an information function—the transmission of information about the product (legal regulations, composition, instructions for use, expiration date, etc.); and finally, an advertising function—the promotion of products/goods through the generation of a visual impact (packaging with good printing properties).
The main types of non-recyclable combined plastic and paper waste are: wrapping papers, made of laminated/cased paper with films and foils of plastic materials; packaging boxes for different liquids; disposable paper cups for hot or cold drinks; disposable paper plates; containers for frozen food products; photos; and generally water-resistant papers etc. Some of these are included in Group 5 of the special assortments of the European Union classification EN643 [
4]: 5.03—cardboard for packaging liquids after use, including cardboard covered with polyethylene, containing at least 50% fiber, while the remainder can be derived from different coatings; and 5.04—craft paper for wrapping, after use, which can be coated with polymers (film or spray), or laminated, but must not contain bitumen or waxy coatings. In the context of a heightened concern for waste management, in which reuse and recycling are the first options in the treatment hierarchy, as described in Waste Framework Directive—WFD 2008/98/EC [
5], theoretically, plastic and paper packaging present important advantages because they are obtained from renewable raw materials and are partially biodegradable, so they may be recovered for recycling. Unfortunately, the actual use of non-recyclable mixed plastic–paper (MPP) packaging waste is for incineration for energy recovery because its recycling is not economically beneficial.
The classical collection of the non-recyclable MPP packaging waste comprises mixed collection with household waste, which is the simplest collection system, but this collection method limits the possibilities for further recycling and waste treatment. Additionally, recyclables sorted from household waste can be dirty, wet, or contaminated with dangerous bacteria, which makes them difficult to further process or reuse. Following automatic bacterial identification analyses of four samples of plastic–paper mailing envelopes (a classical packaging which is easy to identified), the presence of pathogenic microorganisms was determined as follows: in sample 1: Enterococcus amnigenus and Eschecrichia coli, bacteria of fecal origin, were identified, indicating that the sample was collected from a highly anthropogenically contaminated location; in sample 2: Enterococcus casseliflavus, Chryseobacterium gambrini, and Escherichia coli were identified, indicating both fecal contamination of the sampling source and contact with yeasts or fermentative substrates; in sample 3: Pediococcus acidilactici and Psychrobacillus psychrotolerans, along with representatives of the Streptococcaceae family, were detected, activated by the waste from biotechnologies or the food industry (as an example, Pediococcus acidilactici is described as a human pathogen that can cause septicemia, liver abscesses, and bacteremia [
6]); in sample 4: Psychrobacillus psychrotolerans, Chryseobacterium caini, bacteria from the genus Bacillus, and Salmonella enterica, microorganisms that indicate the high level of contamination with fecal matter and fermentative representatives of biofilms, were identified. It must be noted that the presence of bacteria from the genus Bacillus (Bacillus acidiceler and Bacillus subtilis) in sample 4 casts doubt on the efficiency of the use of classical chemical or thermal processes for sterilization/decontamination, some of them even destroying the initial plastic structure [
7,
8,
9]. In conclusion, any technological process aimed at recycling MPP packaging waste towards innovative products must be based on and initiated with an efficient mixed drying/sterilization process other than the current classical energy consuming and/or destructive methods. The authors have developed a sustainable sterilization technology for non-recyclable MPP packaging waste obtained either from household bins or municipal waste landfills, which will be presented in this paper.
Based on treated raw material from recyclable MPP packaging waste, the authors developed a technology for obtaining thermoplastic building materials, which is similar to the classical technology used for wood-plastic composites (WPC). The WPC technology uses also cellulose-derived materials, but in a primary form, i.e., wood fibers, or wood flour, and thermoplastic matrices such as polyethylene, polypropylene, or polyvinylchloride, etc., which can be also obtained from recycled sources [
10,
11,
12].
An advantage of using MPP packaging for defining composite technologies is related to their preliminary polyethylene and/or polypropylene content, which can be further supplemented with similar matrices from recycled sources. The use of cellulosic fibers recovered from waste paper in the manufacture of such composites is considered very advantageous, suggested by the strength properties that can be substantially improved by substituting, e.g., wood flour, used in the case of WPC compositions. WPCs products exhibit a growing market and various potential applications, i.e., a value of USD 7.5 billion in 2023, projected to grow to USD 11.9 billion by 2028, exhibiting a CAGR of 9.80% during the forecast period [
13].
In general, WPCs are obtained with a wood flour usage weight of up to 50%. The analysis of the composition of the MPP packaging demonstrated values of up to 80% of paper/cellulose fibers and a percentage of about 20% of polyethylene and/or polypropylene. In this situation, a technology similar to WPCs technology can be developed by: 1. preparing the MPP packaging waste as a raw material containing a high percentage of cellulose (this must be performed after drying and sterilization using a specialized drying technology), and 2. correcting the recipe until a cellulose content of up to 50% is reached by adding, e.g., polyethylene and/or polypropylene pellets obtained from recycled sources related to the recycling of other plastic packaging types.
2. Sustainable Sterilization of Non-Recyclable Mixed Plastic–Paper Packaging Waste
The authors have developed an innovative and sustainable sterilization technology for non-recyclable MPP packaging waste based on exposure to microwave radiation in closed air-circulation ovens. Various samples of MPP packaging waste were collected directly from a municipal waste landfill, with a tested minimum humidity of 70%. The samples were subjected to a combined drying-sterilization process, carried out until the cellulosic material presented a minimal residual humidity. It must be noted that the classical cellulose products used for, e.g., printing purposes, normally present a residual humidity of approximately 8% to ensure the optimal intrinsic properties of the paper, but for other uses, such as classical packaging boxes, it may be higher [
14]. The exposure to microwave radiation was performed at several power stages between 200–1200 × 10
3 W/kg and at pre-selected durations of up to 10 min, but only the most relevant results are presented (with lower power vs. lower exposure time). For the analysis of sterility control, four samples of MPP waste were subjected to different microwave exposures, starting from a reference sample with about 74% humidity before the application of the microwave treatment. The results are presented as experiments Exp1–Exp 4, with data related to exposure time and the efficiency of the technological variants,
Table 1.
It can be noted that the driest sample is obtained at 400 × 103 W/kg over a duration of 3 min, because the residual humidity reached 2%, less than that in other experiments. Similar results can be obtained in the case of exposure to 800 × 103 W/kg during a duration of time slightly exceeding 1 min. The use of higher energy or longer exposure periods is needed to assure an efficient sterilization because, as it can be observed, only a minimal exposure at a lower microwave power would be enough to assure a reasonable drying of the waste to approximately 10% humidity, in which case, only a drying process would be achieved.
A concurrent experiment was performed to assess the sterilization efficacy of the composite plastic–paper waste subsequent to microwave treatment, achieved by inoculating the reference sample with about 74% humidity in a growth medium. This method involved utilizing culture media. To verify the efficacy of the sterilization procedures, both chemical and biological indicators, such as Bacillus stearothermophilus, were employed. After the designated incubation period, turbidity became evident, indicating the presence of microorganisms. The determination of the total colony was achieved following the guidelines outlined in SR EN ISO 6222:2004 (adapted from [
15]). Consequently, 1 mL of suspension and 1 mL of each sequential dilution (1/10, 1/100, and 1/1000) were inoculated from every turbid vial onto Petri plates coated with 15–20 mL of yeast extract agar medium, which were then preheated and cooled to 45 ± 1 °C. The colonies on each plate were enumerated, and the colony-forming units (CFU) were determined, taking into account the dilution factor. The aggregate count of colonies grown at 37 °C for the reference samples ranged from 7865 to 8230 CFU/mL.
In interpreting the results, sterilization efficiency is defined as the proportion of bacteria eliminated due to microwave exposure, relative to the total number of bacteria identified within each unexposed sample. The intricate bacterial automated detection system comprised an incubator/reader interfaced with computerized software. Upon insertion, the plates underwent a 22 h incubation period at 33 °C and were automatically scanned using a micro camera. The sterilization efficiency values for the four samples treated with microwaves were determined as follows: Exp. 1–16.6%; Exp. 2–25.5%; Exp. 3–31.6%; Exp. 4–42.9%, with the entire process being described in Ref. [
16].
It is observed that the sterilization effectiveness increases with the duration of microwave exposure, but a much greater efficacy is observed at higher energy levels. For 400 × 103 W/kg, by increasing the exposure time from 1 min to 3 min, the sterilization efficacy increases by over 50%. By increasing the exposure power form 400 × 103 W/kg to 800 × 103 W/kg, after 1 mi of exposure, the sterilization efficacy increases by about 160%. In fact, in reality, the efficiency is expected to be much higher because the collateral drying of waste accelerates the sterilization process, an effect that cannot be achieved using the standardized method described above.
3. Technology for Obtaining Composite Materials from Non-Recyclable Mixed Plastic–Paper Packaging Waste
3.1. Materials and Preparation Methods
The MPP packaging waste was processed by dry grinding/milling in two stages, yielding a mixed powder with final dimensions under 1 mm, by use of a high efficiency plastic shredder machine (Henan Gomine Industrial Technology Co., Zhengzhou, China) and a pulverizer–milling machine (Jiangsu Xinhe Intelligent Equipment Co., Ltd., Taizhou, China).
The PP/HDPE waste may be processed either by grinding in one stage to yield mixed flakes with dimensions under 3 mm, as described above, using a plastic shredder machine (Henan Gomine, China), or alternatively, by using preprocessed pellets from PP/HDPE waste with dimension of 2–3 mm, obtained from third parties. In this paper, we used only in-house-made raw materials as mixtures of ground plastic waste and MPP packaging waste, obtained by grinding the waste to form of flakes with dimensions under 3 mm and powder with dimensions under 1 mm.
In order to define the composite structures, the following sample codes were used:
- -
Materials collected as MPP packaging waste (from unselective collecting):
P1—paper envelopes with a plastic window inside (contains high density polyethylene), containing about 95% paper;
P2—large boxes with plastic applied externally (contains low density polyethylene), containing about 85% paper/board;
P3—blend of MPP packaging (contains mixtures of polypropylene and polyethylene), containing about 80% cellulose derived materials.
- -
Raw materials as mixtures of ground plastic waste and MPP packaging waste (raw materials prepared for thermoplastic process):
P4—ground high-density polyethylene (HDPE) waste, with 25% MPP packaging waste (containing about 20% cellulose derived materials), as powder;
P5—ground polypropylene (PP) waste, with 25% MPP packaging waste (containing about 20% cellulose derived materials), as powder.
- -
Thermoplastic composites obtained by injection:
P6—composite material derived from the injection of HDPE waste and 25% MPP packaging waste (containing about 20% cellulose derived materials);
P7—composite material derived from the injection of HDPE waste and 40% MPP packaging waste (containing about 32% cellulose derived materials);
P8—composite material derived from the injection of PP waste and 25% MPP packaging waste (containing about 20% cellulose derived materials);
P9—composite material derived from the injection of PP waste and 40% MPP packaging waste (containing about 32% cellulose derived materials).
Before the injection process, the mixed flakes and powder, in different proportions, were subjected to specialized equipment (Ningbo Lvhua Rubber & Plastic Machinery Industry, Yuyao, China) for final dehumidification, homogenization, and thermal pre-compatibilization with various additives, mainly dispersion additives and anchoring additives for the polymers to create interfacial bonds between the hydrophobic matrix and the cellulose-derived powder in order to improve the mechanical properties (composite stabilizer: HL-604 (Jiaxu Development Industrial Co., Beijing, China), 3%; azodicarbonamide blowing agent: AC7000 (WSD Chemical, Shengzhou, China), 1.2%; foam regulator: ZB-530 (Zibo Hailan Chemical Co., Zibo, Shandong, China), 0.5%; modifier/coupling agent: Jiaxu Development Co. stabilizer, 0.4% and lead stearate, 0.2%).
The injection of composites from flakes was conducted using a Dr. Boy 35A injection molding machine from Germany, featuring the following specifications: a screw diameter of 28 mm, an L/D ratio of 18.6 mm, an injection capacity of 58.5 cm
3 (calculated), a maximum material pressure of 2200 bar, and a minimum real injection capacity of 500 mm. Considering the nature of the polymer matrices (polyethylene and polypropylene, respectively), the following operating parameters were selected: pressure: 550 bars; subsequent pressure: 1000 bars; back pressure: 90 bars; mold temperature: 15–20 °C. The interface of the injection machine utilized for producing composite materials and the temperature regime across the cylinder areas of the injection machine, progressively adapted for each type of polymer matrix for finally obtaining the optimal parameters of the process, are briefly presented in
Figure 1 and
Table 2. The injection process is ideal for generating standard samples of composites for the mechanical and physical tests.
3.2. Characterization Equipment
Optical scanning microscopy SEM was performed with a field emission and focused ion beam scanning electron microscope (SEM), model Tescan Lyra III XMU (Libušina tř. 21 623 00, Brno-Kohoutovice, Czech Republic).
The hydrostatic density is determined utilizing the XS204 Analytical Balance, characterized by the following specifications: maximum capacity of 220 g, precision of 0.1 mg, linearity of 0.2 mg, internal calibration, equipped with a density kit for solids and liquids, and an RS 232 interface. The measurements were conducted at a temperature of 25 °C.
Shore hardness measurements were performed with a common Shore “D” digital durometer.
The equipment for determining the mechanical features was a specialized PC-controlled universal tensile testing machine (Qiantong, Changshu, China), with nominal force: min. 20 kN, allowing measurement of tensile strength and elongation.
The LFA 447 Nanoflash apparatus (Netzsch, Selb, Germany) was employed to quantify thermal conductivity and thermal diffusivity, as described in [
17]. A potent xenon lamp served as the radiation energy source, with an irradiation time of 0.18 ms on the sample’s front face. Each temperature was analyzed three times. The rise in temperature on the opposite surface of the sample was gauged using an InSb-type infrared (IR) detector. Thermal diffusivity, a thermophysical characteristic delineating the velocity of heat transmission via conduction during temporal temperature fluctuations, was determined. Greater thermal diffusivity in a material denotes accelerated heat propagation. The methodology and mathematical model of thermal analysis are taken from Ref. [
18].
The swelling capacity is assessed based on the volume of liquid that the material can uptake upon immersion. In this study, water and toluene were selected as the liquid swelling agents. Methodology: 1. Around 1 g of the composite material was weighed and deposited into plastic ampoules; two sample groups were arranged: one designated for evaluating the extent of swelling in water and the other in a solvent, here toluene; 2. The vials containing the material were filled with double-distilled water and solvent (toluene), respectively, and then held for variable durations (up to 576 h) at ambient temperature [
19]. The subsequent equation was employed to ascertain the extent of swelling:
where:
Q—the degree of swelling;
X2—the mass of the swollen material;
X1—the mass of the dry material.
The metal content in the leachates was assessed using an inductively coupled plasma mass spectrometer (ICP-MS 7900, Agilent Technologies, Santa Clara, CA, USA). Sulfate and chloride anion concentrations were determined by employing a Dionex ICS-3000 ion chromatograph (Dionex, Sunnyvale, CA, USA.) equipped with an AG23 Dionex column and suppressed conductivity detection. Dissolved organic carbon (DOC) levels were analyzed using a nitrogen/carbon analyzer (N/C 3100, Analytik Jena, Jena, Germany).
3.3. Results and Discussion
3.3.1. SEM Analysis
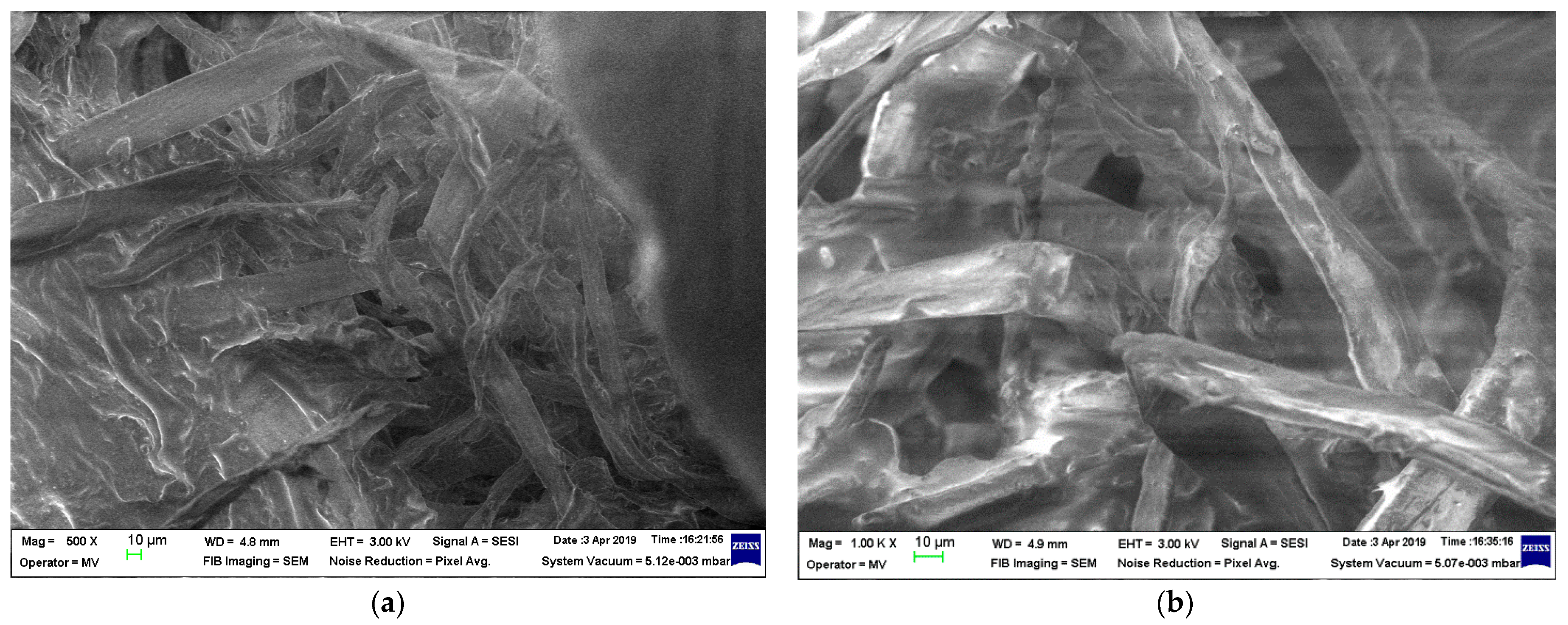
The magnitude of 1000× was chosen to analyze the composites structure, being correlated to the theoretical dimension of cellulose-derived fibers from the milling process.
Figure 2a,b emphasizes the cellulose fiber transformation from packaging towards ground raw material. In larger boxes made of cardboard, P2, the fibers are larger compared to those in the paper in the envelopes, P1. This difference is not as obvious after the grinding of the mixed cellulose packaging, but the ground plastic seems different, i.e., the polyethylene looks more acicular, P4, and polypropylene appears spheroidal, P5,
Figure 2c,d.
Figure 2e–h shows that the injected samples with both matrices present a homogeneous structure, with the paper particles/cellulose fibers uniformly distributed and well embedded within the polymer matrix. Clearer images for the cellulose fibers, which seem to be a bit scattered, is observed where the fibers content is higher, i.e., for P8 and P9,
Figure 2g,h. The imprint of the injection mold (inclined stripes) can also be noted.
3.3.2. Evaluation of Hydrostatic Density
The results are presented in
Table 3. A lower density of composites with polypropylene compared with the composites with polyethylene was noticed, mainly due to the lower density of the polypropylene matrix. A higher content of cellulose in the composites leads to a slightly higher value for hydrostatic density, for both polymer matrices. The data are in line with those for similar characteristics of classical WPC, as in Refs. [
20,
21].
3.3.3. Evaluation of Mechanical Characteristics
Shore hardness and mechanical characteristics are presented as the average of six measurements,
Table 4, and exhibit higher values for the polypropylene composites compared to those of the polyethylene composites. A higher content of cellulose in the composites leads to a slightly higher value for the mechanical characteristics, for both polymer matrices. On the other hand, it was noticed that the mechanical characteristics are clearly better when compared to those of similar wood–plastic or paper–plastic composites [
20,
21,
22,
23,
24], an effect explained by a more fine preparation of cellulose fibers obtained from mixed paper–plastic waste, especially in a dry state, accelerating paper defibration and generating fibers with about 1 mm length, finally leading to a more homogeneous structure of the composites.
3.3.4. Evaluation of Thermal Features
The results are presented in
Table 5. For building purposes, the thermal conductivity usually needs to be lower, so that the absorption and release of heat is synchronized with the building’s heating and cooling cycle. In our case, the increase in the cellulose content leads to a lower thermal insulation. By using cellulose derived for MPP packaging, the thermal features of the composites are about 10% superior to the homologue data for commercial WPC [
10,
25,
26]. On the other hand, the composites based on polyethylene present superior thermal characteristics compared to the those from the polypropylene matrix. It is known that WPC based on the polyvinylchloride matrix present better thermal features compared to those of WPC based on polypropylene matrix, but recently, the production and use of polyvinylchloride-based products has been restricted due to their environmental impacts. Taking into account that the composites corresponding to P6–P7 samples, based on the polypropylene matrix, present similar features to those of WPC based on the polyvinylchloride matrix, the technology proposed in this paper, based on the polypropylene matrix, may successfully replace the polyvinylchloride-based WPC.
3.3.5. Determination of the Degree of Swelling in Water and Solvent
Due to the high content of cellulose fibers in the materials, the degree of swelling in water represents an important parameter, which can be further related to the environmental stability and reliability of the products based on such materials. The experimental results obtained at the laboratory level are presented in
Figure 3 and
Table 6, with all samples P1–P9 being investigated. In regards to the degree of swelling in a solvent, only the injected composites samples were considered, i.e., P6–P9, and at a shorter time period of 24 h due to less technical exposure to such conditions in engineering practice,
Table 7. With a confidence level of 95%, the degree of swelling was computed as the mean of five measurements conducted on five distinct samples, excluding any outlying values. Based on the experimental findings, the degree of swelling in water is much larger for raw materials with a larger quantity of cellulose, reaching about 70% after approximately 500 h, e.g., for P2 and P3. Regarding the sample made by injection-molding, the fibers are more compact, and the degree of swelling in water is about 20% after 500 h. The samples with polypropylene present a lower swelling behavior in water. The increasing of the cellulose content in the injected samples minimally increase the value of the extent of water absorption, e.g., P6 compared with P7, or P8 compared with P9 (an increase of 60% of cellulose in the samples leads to only a 10% increase in the extent of swelling in water). Thus, after an exposure of over 500 h, the degree of swelling in water reaches saturation for all analyzed samples.
When comparatively addressing the degree of swelling in water and solvents, at 24 h, we noticed that the solvent activity was increased compared to that of water, with the swelling degree reaching up to three times higher. The samples with a higher content of cellulose present a higher swelling degree in solvent, for both matrices. Contrary to the behavior related to water immersion, the immersion in solvent seems to affect the samples with polypropylene matrix more significantly when compared to the samples with a polyethylene matrix. This effect can be explained by the grinding process of the matrices from waste plastic, which may also impact the internal structure of the injected composites, an outcome also observed when analyzing SEM images, e.g.,
Figure 2c,d.
4. Technology for Obtaining Thermoplastic Building Materials from Non-Recyclable Mpp Packaging Waste
Profiles for building purposes were obtained by the extrusion of flakes of HDPE waste and 40% MPP packaging waste, obtained as powder, by use of a POEX T40 twin screw extruder (Turkey), using different molds. The extruder with two corotating screws presents the following characteristics: capacity: 150–250 kg/h; main engine: 75 kW, 1500 rpm; heating power: 16 kW; a temperature control system with 12 temperature adjustment zones, with a separate control for each section. The flakes/powders were preliminary subjected to a specialized device for final dehumidification, homogenization, and thermal pre-compatibilization with various additives (Ningbo Lvhua, Ningbo, China). The miscellaneous additives were in proportion of up to 8% and included a composite stabilizer: Jiaxu Development Co. HL-604, 2.6%; an azodicarbonamide blowing agent: WSD Chemical AC7000, 1.2%; a foam regulator: Shandong Zibo ZB-530, 0.4%; and a modifier/coupling agent: Jiaxu Development Co. stabilizer, 0.4%; lead stearate, 0.2%; calcium carbonate and talc concentrate 4:1, with fineness of 800 mesh or more, 3.1%; inorganic pigments for uniform brown color, UV stabilization additives and flame retardant additives, 0.1% in all. An example of a resulted profile for flooring/decking is presented in
Figure 4.
It was noticed that the applied extrusion technology led to qualitative and versatile products, with features similar to those of products currently on the market, obtained by classical WPC technology, e.g., deck floors, fences, landscaping items, cladding and siding, park benches, window and door frames, indoor furniture, etc., [
24,
25]. A comparison among some technical characteristics of the building profile realized from non-recyclable MPP packaging waste and a homologues profile realized as WPC with polyvinylchloride base (but containing about 11% calcium carbonate) is presented in
Table 8.
As expected, a better thermal conductivity can be noticed for the panel realized with the technology presented in the paper. Regarding the slightly higher values for the density and for the mechanical characteristics of commercial WPC with a polyvinylchloride base, the explanation would be related to the higher content of calcium carbonate.
5. Sustainability of the Technology Which Uses Non-Recyclable MPP Packaging Waste
The materials corresponding to the P1–P9 samples were subjected to a leaching process following the procedure described in Refs. [
27,
28] to determine the impact of critical dangerous metals. The leachates acquired were characterized by assessing the environmental impact indicator values related to the procedures for waste storage considered permissible within each waste landfill category [
29]. Upon scrutinizing the outcomes, it was observed that samples P3, P4, and P5 exhibited a remarkably elevated zinc content (i.e., 109.21, 74.33, and 57.769 mg/kg DW, respectively, compared to 50 mg/kg DW—the limit value for accepting waste in non-hazardous waste deposits). However, they remained below the threshold designated for admission to hazardous waste repositories. Thus, the method of collecting the MPP packaging waste seems to be very important. Even if samples P1–P3 seem to be similar, the method of collecting them is different. P1 and P2 come from selective recycling, but P3 is obtained directly from the landfill, where a possible contamination with leakage from batteries or other related items containing Zn is obvious.
The effect remains, even though it is slightly diminished, when grinding the mixture of packaging with plastic waste, as in the case of P4 and P5. It must be noted that, in spite of exhibiting similar percentages of plastic matrices, the Zn content remains higher in the case of polyethylene, P4, compared to polypropylene, P5. This can explain the higher affinity of polyethylene for Zn, when it comes in contact with landfill leakage. Ultimately, considering the other analyzed elements (i.e., As, Ba, Cd, Cr, Cu, Hg, Mo, Ni, Pb, Sb, Se), the environmental impact of non-recyclable MPP packaging waste and its related products was minor.
Here, we must emphasize that by thermoplastic processing, i.e., injection of samples—the case for P6–P9, even if the raw material was from P4 or P5 sources, with a high Zn content, the environmental impact, including Zn impact, was clearly diminished due to the fact that the leaching process is limited for compact thermoplastic products. Obviously, the samples related to polyethylene, coming, e.g., from P4, continue to present a higher quantity of Zn compared to that of the products from polypropylene, e.g., from P5. In addition, the Zn impact slightly increases when using larger quantities of cellulose-based raw material for injected products, i.e., when comparing the results of P6 with P8, respectively, or of P7 with P9. In summary, in regards to both chloride and sulfate indicators, the values acquired for all samples were significantly beneath the prescribed limit values of 500 mg/kg DW for waste acceptance at non-hazardous waste disposal sites. Even so, the P4 and P5 materials processed by injection to produce P6 and P8 exerted a diminished impact for the chloride ion levels by at least nine times and the sulphate ion values by about four times.
The sustainability of a technology can be oriented towards three directions: substituting non-renewable with renewable resources, including from waste sources; the prevention or elimination of potential contamination, as well of other negative environmental impacts; and efficiency in terms of the use of resources.
By using raw materials from waste sources, i.e., non-recyclable MPP packaging waste, our paper mainly addresses the improvement of the environmental impact, partially solved by the proposed technology, in addition to improved efficiency in terms of the use of resources. It also indirectly addresses the carbon footprint reduction and raw materials depletion through the use of waste materials instead of virgin resins for the same technological purpose.
In regards to the elimination of a potential contamination of the environment, beyond the results presented above, concerning the reduction and stabilization of the analyzed elements, two more indicators were analyzed, i.e., dissolved organic carbon (DOC) and total dissolved solids (TDS). The TDS indicator values were assessed using a standardized analytical technique [
30,
31]. DOC is an important indicator which may be related to global change and sustainability [
32,
33]. As presented in
Table 9, the situation is concerning, and was observed for all samples P1 to P5, where both DOC and TDS values surpassed the limit set for acceptance, even for hazardous waste deposits.
Regarding the DOC indicator, the increase is from 4 to 10 times, and regarding the TDS indicator, the increase is from 2 to 7 times. A preliminary conclusion should lead to the decision to forbid the storage of combined plastic and paper waste, which is dangerous and un-recyclable, or to send it to a non-hazardous landfill. The decision could also be made not to use such raw materials coming from hazardous waste deposits, resulting in a negative impact on the environment due to the high content of organic compounds sensitive to the leaching effect, e.g., as P3, which presents the highest values.
The good news is that through the thermoplastic processing of non-recyclable MPP packaging waste, even coming from the landfill, the sustainability indicators are very low, meaning that such a technology is sustainable. Here, it is once again noted that the values are slightly larger for polyethylene-related products, compared to those for polypropylene-related products due to the matrix features. Hence, the conversion of raw materials classified as P4 and P5 through injection and/or extrusion processes into final products (composite materials designated for construction applications) is indicated for stabilizing and consuming potentially dangerous waste. Taking into account that the related extruded products have a clear market in the building industry; that they are self-recyclable using the same technology, if collected as building waste and re-processed by grinding and extrusion, etc.; and are in accordance with the actual European regulations for building material recycling [
34], the sustainability of the technology using non-recyclable MPP packaging waste is also fully demonstrated from the point of view of life cycle assessment, and related implementation standards may successfully apply to this technology [
35].
6. Conclusions
The paper describes the process used to produce thermoplastic building materials from non-recyclable MPP packaging waste. A first step was dedicated to an innovative and sustainable sterilization technology for non-recyclable waste, based on exposure to microwave radiation in closed air-circulation ovens. It is observed that the sterilization efficiency rises with the extension of the microwave exposure duration, but the efficiency is better when using higher energy.
Further, composites with different cellulose content and with two polymer matrices (polyethylene and polypropylene), respectively, were obtained using the injection process. The samples present a homogeneous structure, with the paper particles/cellulose fibers uniformly distributed and well embedded within the polymer matrix. A lower density of composites with polypropylene compared with the composites with polyethylene was observed, due mainly to the lower density of the polypropylene matrix. A higher content of cellulose in the composites leads to a slightly higher value for hydrostatic density, for both polymer matrices. Higher values of mechanical strength for the polypropylene composites, compared to those of the polyethylene composites, were noticed. A higher content of cellulose in the composites leads to a slightly higher value for the mechanical characteristics, for both polymer matrices. The increase in the cellulose content decreases the thermal features of the composites. On the other hand, the composites based on polyethylene present superior thermal characteristics when compared to those of the polypropylene matrix.
The degree of swelling in water is much larger at the raw materials level, with a larger quantity of cellulose, reaching about 70% after about 500 h, but in regards to the samples obtained by injection molding, these are more compact, and their degree of swelling in water is about 20% after 500 h. The samples with a higher cellulose content present a higher swelling degree in the solvent, for both matrices. In contrast to the behavior related to water immersion, the immersion in solvent seems to affect more samples with a polypropylene matrix than those with a polyethylene matrix.
The applied extrusion technology led to qualitative and versatile products, with features similar to those of products currently on the market, which were obtained by classical WPC technology. Moreover, due to their superior features, the products based on mixed polypropylene–paper packaging waste may successfully replace the classical polyvinylchloride-based WPC.
The MPP packaging waste coming directly from landfill is affected by a possible contamination by leakage from batteries or other related items containing Zn, leading to a dangerously high Zn content in the leaching tests. The effect remains, although slightly diminished, when grinding the packaging mixture with plastic waste. However, using thermoplastic processing, the environmental impact, including Zn impact, was clearly diminished due to the fact that the leaching process is limited regarding compact products. Ultimately, considering the other analyzed potentially dangerous elements, the environmental impact of non-recyclable MPP packaging waste and its related products is minor.
The sustainability of using non-recyclable MPP packaging waste is evaluated by analyzing indicators as: dissolved organic carbon (DOC) and total dissolved solids (TDS). The situation is critical, mostly in terms of the TDS indicator, in the case of raw materials based on non-recyclable MPP packaging waste, for which both DOC and the TDS values surpass the threshold set for acceptance in hazardous waste deposits by 5 to 11 times. However, when considering the transformation of raw materials by injection and/or extrusion into finished products (composite materials intended for construction fields), the sustainability indicators return to normal, indicating a successful consuming and stabilization of potentially dangerous waste.
In our case, the materials were collected from the city dump, as such materials currently have no direct recycling route. In most cases, such materials occurring when the selective collecting is completed, and is mixed either with paper or plastic waste. When speaking about paper waste, such mixed packaging is selected, separated, and sent to the city dump. When speaking about plastic waste, it depends on the destination of plastic. If designated for recycling towards new plastic products, such mixed packaging is selected, separated, and sent to the city dump. If it is intended to be burned for energy production, the mixed paper–plastic waste is directly used for this purpose, without being separated. Consequently, the most feasible and economic method of separating such mixed paper–plastic waste is automatic separation from the classical selective collecting of both paper and/or plastic waste. The minimal effect upon the environment is assured when selecting occurs during the early stages of such mixed paper–plastic waste, as described above, subjecting the waste to a thermoplastic process to obtain new products.
As long as such thermoplastic products are self-recyclable using the same technology, if collected as building waste and re-processed by grinding and extrusion, etc., in terms of actual European regulations for building materials recycling, the sustainability of the technology, which uses non-recyclable MPP packaging waste, is also fully demonstrated from the point of view of life cycle assessment.



 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}