
Mesoporous Silica Nanocatalyst-Based Pyrolysis of a By-Product of Paper Manufacturing, Black Liquor

 , , , , ,
, , , , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pyrolysis Experimental Setup
2.3. Physical–Chemical and Morpho-Structural Investigation Techniques
3. Results
3.1. Black Liquor Characterization
3.2. Effect of Process Parameters (Temperature and Catalyst) on BLPYGAS Production
3.3. Effect of Process Parameters (Temperature and Catalyst) on BLPYOIL Production
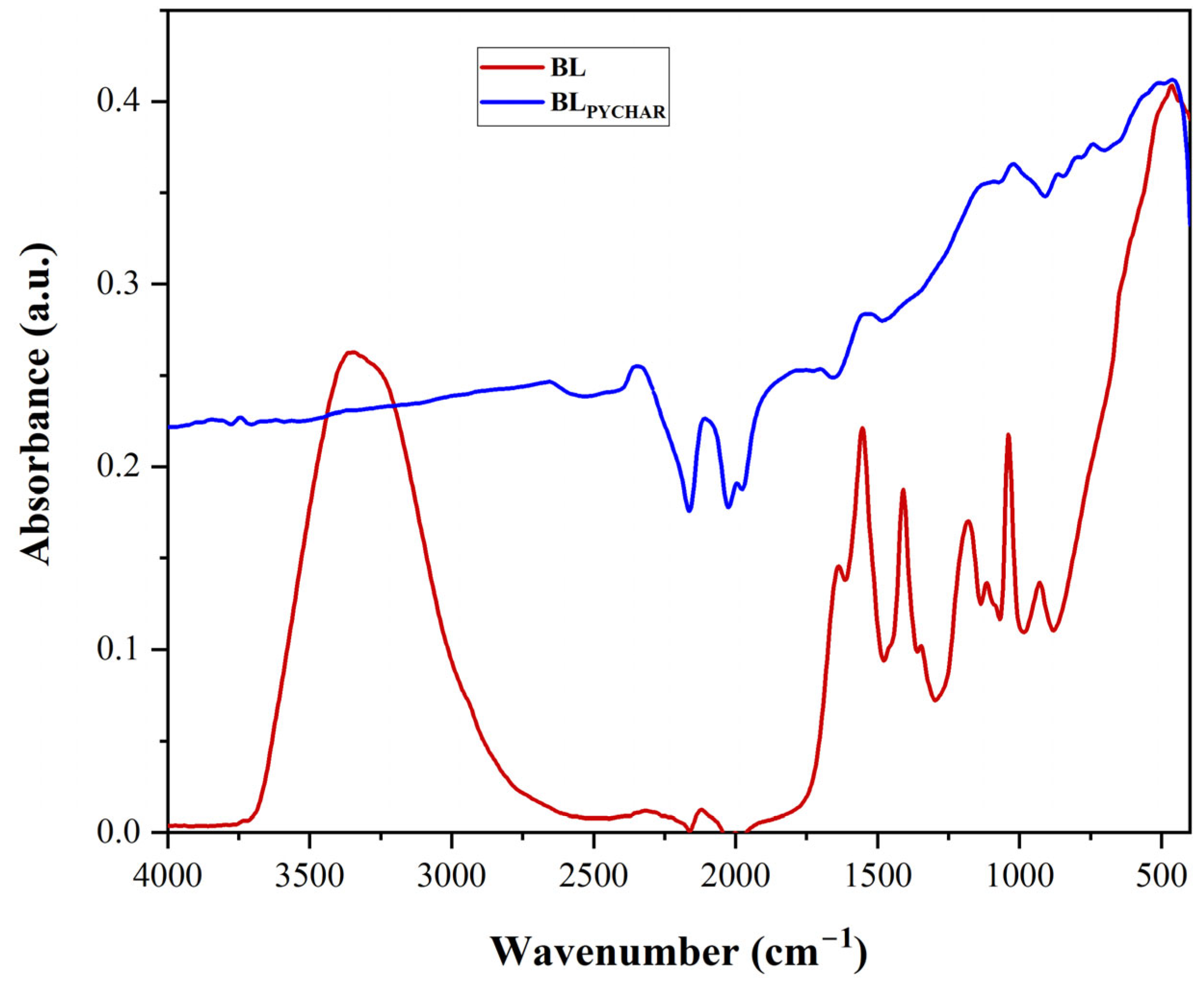
3.4. Effect of Process Parameters (Temperature and Catalyst) of Pyrolysis on BLPYCHAR Production
4. Conclusions
- ❖
- BLPYGAS obtained from the non-catalytic pyrolysis contained CH4 ~37vol%, while the efficiency of the Cu-Zn-MCM-41 catalyst was demonstrated by a CH4 level of ~55 vol%. The increase in the HHV of the pyrolysis gas was closely related to the use of the Cu-Zn-MCM-41 catalyst, showing a value of 42.23 MJ/m3 compared to that of the non-catalytic process, which yielded 39.56 MJ/m3.
- ❖
- For BLPYOIL, Cu-Zn-MCM-41-catalyzed pyrolysis proved a superior influence over the Qsup (6457 kcal/kg) than the non-catalyzed and other catalyzed (Ni-SBA-3 and Ni-SBA-16) processes. Consequently, BLPYOIL can be considered a low carbon footprint alternative to classic diesel fuel, keeping in mind that a prior refining and desulfurization process is essential.
- ❖
- BLPYCHAR chemical properties make its use in the energy sector unfeasible due to the possible environmental issues that could be generated through high levels of greenhouse gases and particle matter. Therefore, alternative strategies, such as adsorbent-selective material synthesis, are required for the elimination of this solid residue.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, S.Y.; Park, S.J. A review on solid adsorbents for carbon dioxide capture. J. Ind. Eng. Chem. 2015, 23, 1–11. [Google Scholar] [CrossRef]
- Rashidi, N.A.; Yusup, S. An overview of activated carbons utilization for the post-combustion carbon dioxide capture. J. CO2 Util. 2016, 13, 1–16. [Google Scholar] [CrossRef]
- Bajpai, P. Raw Material Preparation. In Biermann’s Handbook of Pulp and Paper, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2018; Volume 1, pp. 279–294. [Google Scholar] [CrossRef]
- Chutia, S.; Narzari, R.; Bordoloi, N.; Saikia, R.; Gogoi, L.; Sut, D.; Kataki, R. Pyrolysis of dried black liquor solids and characterization of the bio-char and bio-oil. Mater. Today Proc. 2018, 5, 23193–23202. [Google Scholar] [CrossRef]
- Oh, D.Y.; Kim, D.; Choi, H.; Park, K.Y. Syngas generation from different types of sewage sludge using microwave-assisted pyrolysis with silicon carbide as the absorbent. Heliyon 2023, 9, 2405–8440. [Google Scholar] [CrossRef] [PubMed]
- Guo, S.; Wang, Z.; Chen, G.; Zhang, M.; Sun, T.; Wang, Q.; Gupta, A.K. Co-pyrolysis characteristics of forestry and agricultural residues and waste plastics: Thermal decomposition and products distribution. Process Saf. Environ. Prot. 2023, 177, 380–390. [Google Scholar] [CrossRef]
- Mondal, T. Experimental investigation on slow thermal pyrolysis of real-world plastic wastes in a fixed bed reactor to obtain aromatic rich fuel grade liquid oil. J. Environ. Manag. 2023, 344, 118680. [Google Scholar] [CrossRef]
- Zaharioiu, A.M.; Sandru, C.; Ionete, E.I.; Marin, F.; Ionete, R.E.; Soare, A.; Constantinescu, M.; Bucura, F.; Niculescu, V.-C. Eco-Friendly Alternative Disposal through the Pyrolysis Process of Meat and Bone Meal. Materials 2022, 15, 6593. [Google Scholar] [CrossRef] [PubMed]
- Song, X.; Wu, Y.; He, X.; Bagley, D.M.; Adidharma, H.; Wang, W.; Fan, M. Performance and characteristics of continuous, fluidized bed pyrolysis of reed black liquor. Sep. Purif. Technol. 2021, 254, 117573. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, W.; Shen, D.; Zhang, H.; Wang, Z. Preparation of porous carbon materials from black liquor lignin and its utilization as CO2 adsorbents. J. Energy Inst. 2023, 107, 101179. [Google Scholar] [CrossRef]
- Möllersten, K.; Yan, J.; Westermark, M. Potential and cost-effectiveness of CO2 reductions through energy measures in Swedish pulp and paper mills. J. Energy 2003, 28, 691–710. [Google Scholar] [CrossRef]
- Joelsson, J.M.; Gustavsson, L. CO2 emission and oil use reduction through black liquor gasification and energy efficiency in pulp and paper industry. Resour. Conserv. Recycl. 2008, 52, 747–763. [Google Scholar] [CrossRef]
- Maitlo, G.; Ali, I.; Mangi, K.H.; Ali, S.; Maitlo, H.A.; Unar, I.N.; Pirzada, A.M. Thermochemical conversion of biomass for syngas production: Current status and future trends. Sustainability 2022, 14, 2596. [Google Scholar] [CrossRef]
- Bajpai, P. Properties, Composition, and Analysis of Black Liquor. In Pulp and Paper Industry; Elsevier: Amsterdam, The Netherlands, 2017; Volumes 25–38. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, R.; Nie, J.; Jin, B.; Shao, S.; Xiao, G. Catalytic pyrolysis of black-liquor lignin by co-feeding with different plastics in a fluidized bed reactor. Bioresour. Technol. 2015, 192, 68–74. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Luo, X.; Li, Y.; Li, L.; Huang, Y. Extraction of Lignin from Pulping Black Liquor by Organic Acid. Mater. Sci. Forum 2009, 620, 571–574. [Google Scholar] [CrossRef]
- Qi, X.; Chen, Y.; Zhao, J.; Su, D.; Liu, F.; Lu, L.; Guo, L. Thermodynamic and environmental assessment of black liquor supercritical water gasification integrated online salt recovery polygeneration system. J. Energy 2023, 278, 127835. [Google Scholar] [CrossRef]
- Niculescu, V.C.; Constantinescu, M.; Bucura, F.; Ion-Ebrasu, D.; Soare, A. SBA-16 mesoporous nanosilica: Synthesis, characterization and sorption properties. Smart Energy Sustain. Environ. 2020, 23, 69–80. [Google Scholar] [CrossRef]
- ISO 17025:2018; General requirements for the competence of testing and calibration laboratories. ISO: Geneva, Switzerlandm, 2018.
- ISO 1171:2010; Solid Mineral Fuels Determination of Ash. ISO: Geneva, Switzerland, 2010.
- ISO 18122:2022; Solid Biofuels. Determination of Ash Content. ISO: Geneva, Switzerland, 2022.
- Velez, J.; Thies, M.C. Liquid lignin from the SLRPTM process: The effect of processing conditions and black-liquor properties. J. Wood Chem. Technol. 2016, 36, 27–41. [Google Scholar] [CrossRef]
- Chaudhry, S.; Paliwal, R. Role of Enzymes in Bioremediation of Organic Pollutants. In Bioremediation Technology: Hazardous Waste Management; CRC Press: Boca Raton, FL, USA, 2020; p. 109. [Google Scholar] [CrossRef]
- Laciak, M.; Kostúr, K.; Durdán, M.; Kačur, J.; Flegner, P. The analysis of the underground coal gasification in experimental equipment. J. Energy 2016, 114, 332–343. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Al-Ansari, T.; Mackey, H.R.; McKay, G. Effect of heating rate on the pyrolysis of camel manure. Biomass Convers. Biorefinery 2023, 13, 6023–6035. [Google Scholar] [CrossRef]
- Wistara, N.J.; Silaban, G.; Pari, G. The properties of charcoal from the black liquor of the soda pulping of rice straw. Reaktor 2013, 14, 247–254. [Google Scholar] [CrossRef]
- Tejado, A.; Pena, C.; Labidi, J.; Echeverria, J.M.; Mondragon, I. Physico-chemical characterization of lignins from different sources for use in phenol–formaldehyde resin synthesis. Bioresour. Technol. 2007, 98, 1655–1663. [Google Scholar] [CrossRef]
- Sun, R.C.; Tomkinson, J.; Jones, G.L. Fractional characterization of ash-AQ lignin by successive extraction with organic solvent from oil palm EFB fibre. Polym. Degrad. Stab. 2000, 68, 111–119. [Google Scholar] [CrossRef]
- Hu, J.; Xiao, R.; Shen, D.; Zhang, H. Structural analysis of lignin residue from black liquor and its thermal performance in thermogravimetric-Fourier transform infrared spectroscopy. Bioresour. Technol. 2013, 128, 633–639. [Google Scholar] [CrossRef]
- Zhou, L.; Yang, H.; Wu, H.; Wang, M.; Cheng, D. Catalytic pyrolysis of rice husk by mixing with zinc oxide: Characterization of bio-oil and its rheological behavior. Fuel Process. Technol. 2013, 106, 385–391. [Google Scholar] [CrossRef]
- Yang, H.; Yan, R.; Chen, H.; Lee, D.H.; Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 2007, 86, 1781–1788. [Google Scholar] [CrossRef]
- Lou, R.; Wu, S.B. Products properties from fast pyrolysis of enzymatic/mild acidolysis lignin. Appl. Energy 2011, 88, 316–322. [Google Scholar] [CrossRef]
- Peng, C.; Zhang, G.; Yue, J.; Xu, G. Pyrolysis of black liquor for phenols and impact of its inherent alkali. Fuel Process. Technol. 2014, 127, 149–156. [Google Scholar] [CrossRef]
- Constantinescu, M.; Bucura, F.; Ionete, R.-E.; Niculescu, V.-C.; Ionete, E.I.; Zaharioiu, A.; Oancea, S.; Miricioiu, M.G. Comparative Study on Plastic Materials as a New Source of Energy. Mater. Plast. 2019, 56, 41–46. [Google Scholar] [CrossRef]
- Lam, S.S.; Mahari, W.A.W.; Ok, Y.S.; Peng, W.; Chong, C.T.; Ma, N.L.; Tsang, D.C. Microwave vacuum pyrolysis of waste plastic and used cooking oil for simultaneous waste reduction and sustainable energy conversion: Recovery of cleaner liquid fuel and techno-economic analysis. Renew. Sustain. Energy Rev. 2019, 115, 109359. [Google Scholar] [CrossRef]
- Kan, T.; Strezov, V.; Evans, T. Thermochemical behaviour of sewage sludge during its slow pyrolysis. Int. J. Adv. Mech. Civ. Eng. 2015, 2, 64–67. [Google Scholar]
- Fonts, I.; Gea, G.; Azuara, M.; Abrego, J. Sewage sludge pyrolysis for liquid production: A review. Renew. Sustain. Energy Rev. 2012, 2, 2781–2805. [Google Scholar] [CrossRef]
- Arazo, R.O.; De Luna, M.D.G.; Divine, A.; Genuino, D.; Capareda, S. Bio-oil production from dry sewage sludge by fast pyrolysis in an electrically-heated fluidized bed reactor. Sustain. Environ. Res. 2017, 27, 7–14. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, S.; Zheng, Y.; Luo, Z.; Cen, K. Mechanism study of wood lignin pyrolysis by using TG–FTIR analysis. J. Anal. Appl. Pyrolysis 2008, 82, 170–177. [Google Scholar] [CrossRef]
- De Jong, W.; Di Nola, G.; Venneker, B.C.H.; Spliethoff, H.; Wójtowicz, M.A. TG-FTIR pyrolysis of coal and secondary biomass fuels: Determination of pyrolysis kinetic parameters for main species and NOx precursors. Fuel 2007, 86, 2367–2376. [Google Scholar] [CrossRef]
- Zaharioiu, A.; Bucura, F.; Ionete, E.I.; Ionete, R.E.; Ebrasu, D.A.; Sandru, C.; Marin, F.; Oancea, S.; Niculescu, V.; Miricioiu, M.G.; et al. Thermochemical Decomposition of Sewage Sludge-An Eco-Friendly Solution for a Sustainable Energy Future by Using Wastes. Rev. Chim. 2020, 71, 171–181. [Google Scholar] [CrossRef]
- Verma, S.P.; Pandarinath, K.; Santoyo, P.; Partida, E.G.; Torres-Alvarado, I.S.; Tello-Hinojosa, E. Fluid chemistry and temperatures prior to exploitation at the Las Tres Vírgenes geothermal field, Mexico. Geothermics 2006, 35, 156–180. [Google Scholar] [CrossRef]
- Faramawy, S.; Zaki, T.; Sakr, A.A.-E. Natural gas origin, composition, and processing: A review. J. Nat. Gas Sci. Eng. 2016, 34, 34–54. [Google Scholar] [CrossRef]
- Thuijl, E.; Roos, C.J.; Beurskens, L.M. An Overview of Biofuel Technologies, Markets and Policies in Europe; ECN: Petten, The Netherlands, 2003; Volume 34. [Google Scholar]
- Gustavsson, L.; Holmberg, J.; Dornburg, V.; Sathre, R.; Eggers, T.; Mahapatra, K.; Marland, G. Using biomass for climate change mitigation and oil use reduction. Energy Policy 2007, 35, 5671–5691. [Google Scholar] [CrossRef]
- Nan, H.; Xiao, Z.; Zhao, L.; Yang, F.; Xu, H.; Xu, X.; Qiu, H. Nitrogen transformation during pyrolysis of various N-containing biowastes with participation of mineral calcium. ACS Sustain. Chem. Eng. 2020, 8, 12197–12207. [Google Scholar] [CrossRef]
- He, Z.; Liu, S.; Zhao, W.; Yin, M.; Jiang, M.; Bi, D. Comparative assessment of proportions of urea in blend for nitrogen-rich pyrolysis: Characteristics and distribution of bio-oil and biochar. ACS Omega 2023, 8, 1232–1239. [Google Scholar] [CrossRef]
- Wornat, M.J.; Sarofim, A.F.; Longwell, J.P.; Lafleur, A.L. Effect of pyrolysis conditions on the composition of nitrogen-containing polycyclic aromatic compounds from a bituminous coal. Energy Fuels 1988, 2, 775–782. [Google Scholar] [CrossRef]
- Sharuddin, S.D.A.; Abnisa, F.; Daud, W.M.A.W.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Akpoveta, O.V.; Osakwe, S.A. Determination of heavy metal contents in refined petroleum products. IOSR J. Appl. Chem. 2014, 7, 2278–5736. [Google Scholar] [CrossRef]
- Guizani, C.; Jeguirim, M.; Valin, S.; Limousy, L.; Salvador, S. Biomass chars: The effects of pyrolysis conditions on their morphology, structure, chemical properties and reactivity. Energies 2017, 10, 796. [Google Scholar] [CrossRef]
- Collodi, G.; Azzaro, G.; Ferrari, N.; Santos, S. Techno-economic evaluation of deploying CCS in SMR based merchant H2 production with NG as feedstock and fuel. Energy Procedia 2017, 17, 2690–2712. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A wt% | N wt% | C wt% | H wt% | S wt% | O wt% | Qsup MJ/kg | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 38.17 ± 1.15 | 0.34 ± 0.01 | 18.11 ± 0.26 | 6.51 ± 0.15 | 1.78 ± 0.09 | 73.26 ± 3.28 | 16 ± 0.12 | |||||
| Cd µg/L | Pb µg/L | Cr µg/L | Mn µg/L | Co µg/L | Ni µg/L | Cu µg/L | As µg/L | Se µg/L | Hg µg/L | Rb µg/L | Sr µg/L |
| 10 | 52 | 891 | - | 16 | - | 256 | 339 | 70 | - | - | 24 |
| BLPYGAS 300 °C | BLPYGAS 450 °C | BLPYGAS Lignite 300 °C | BLPYGAS Lignite 450 °C | |
|---|---|---|---|---|
| C1 vol% | 37.60 ± 0.56 | 37.00 ± 0.56 | 35.52 ± 0.53 | 36.00 ± 0.54 |
| C2 vol% | 7.40 ± 0.56 | 7.77 ± 0.58 | 8.94 ± 0.13 | 9.37 ± 0.14 |
| C3 vol% | 2.44 ± 0.07 | 2.58 ± 0.08 | 2.98 ± 0.09 | 2.65 ± 0.08 |
| iC4 vol% | 0.55 ± 0.02 | 0.57 ± 0.02 | 0.66 ± 0.02 | 0.55 ± 0.02 |
| nC4 vol% | 0.44 ± 0.02 | 0.46 ± 0.02 | 0.44 ± 0.02 | 0.44 ± 0.02 |
| neoC5 vol% | 1.31 ± 0.09 | 1.38 ± 0.09 | 1.69 ± 0.11 | 1.32 ± 0.09 |
| iC5 vol% | 0.11 ± 0.01 | 0.12 ± 0.01 | 0.11 ± 0.01 | 0.11 ± 0.01 |
| nC5 vol% | 3.46 ± 0.14 | 3.53 ± 0.14 | 3.44 ± 0.14 | 3.48 ± 0.14 |
| C6+ vol% | 3.11 ± 0.12 | 3.27 ± 0.13 | 3.09 ± 0.12 | 3.13 ± 0.12 |
| O2 vol% | 41.66 ± 1.25 | 41.39 ± 1.24 | 41.40 ± 1.24 | 41.25 ± 1.24 |
| CO vol% | 0.41 ± 0.01 | 0.50 ± 0.01 | 0.32 ± 0.01 | 0.40 ± 0.01 |
| H2 vol% | 0.69 ± 0.02 | 0.67 ± 0.02 | 0.90 ± 0.02 | 0.90 ± 0.02 |
| CO2 vol% | 0.80 ± 0.01 | 0.75 ± 0.01 | 0.50 ± 0.01 | 0.39 ± 0.01 |
| H2S vol% | 0.01 * | 0.01 * | 0.06 ± 0.01 | 0.02 ± 0.01 |
| HHV MJ/m3 | 38.97 | 39.56 | 40.74 | 40.23 |
| BLPYGAS Cu-Zn-MCM-41 450 °C | BLPYGAS Ni-SBA-16 450 °C | BLPYGAS Ni-SBA-3 450 °C | |
|---|---|---|---|
| C1 vol% | 55.23 ± 0.83 | 21.50 ± 0.32 | 25.24 ± 0.38 |
| C2 vol% | 7.76 ± 0.58 | 3.37 ± 0.25 | 4.55 ± 0.34 |
| C3 vol% | 8.29 ± 0.25 | 0.86 ± 0.02 | 1.08 ± 0.05 |
| iC4 vol% | 0.52 ± 0.01 | 0.05 ± 0.01 | 0.06 ± 0.01 |
| nC4 vol% | 2.57 ± 0.12 | 0.10 ± 0.01 | 0.12 ± 0.01 |
| neoC5 vol% | 0.01 ± 0.01 | 0.05 ± 0.01 | 0.01 ± 0.01 |
| iC5 vol% | 0.28 ± 0.02 | 0.07 ± 0.01 | 0.07 ± 0.01 |
| nC5 vol% | 1.77 ± 0.07 | 0.04 ± 0.01 | 0.04 ± 0.01 |
| C6+ vol% | 0.32 ± 0.01 | 0.23 ± 0.01 | 1.26 ± 0.05 |
| O2 vol% | 2.79 ± 0.07 | 0.22 ± 0.01 | 6.49 ± 0.16 |
| CO vol% | 0.04 ± 0.01 | 0.90 ± 0.02 | 1.22 ± 0.02 |
| H2 vol% | 15.76 ± 0.39 | 8.51 ± 0.21 | 32.34 ± 0.81 |
| CO2 vol% | 4.64 ± 0.12 | 64.10 ± 1.60 | 27.49 ± 0.69 |
| HHV MJ/m3 | 42.23 | 13.80 | 20.66 |
| SSPYGAS [41] | MBMPYGAS [41] | Geogas [42] | PPG [34] | NG [43] | |
|---|---|---|---|---|---|
| C1 vol% | 33.41 ± 0.50 | 16.05 ± 0.24 | 80.79 ± 1.21 | 3.93 ± 0.06 | 94.38 ± 1.41 |
| C2 vol% | 5.74 ± 0.43 | 18.91 ± 1.42 | <0.01 | 5.17 ± 0.39 | 2.59 ± 0.19 |
| C3 vol% | 3.35 ± 0.10 | 21.12 ± 0.63 | 0.14 ± 0.01 | 19.54 ± 0.59 | 0.80 ± 0.02 |
| iC4 vol% | 0.32 ± 0.01 | 1.80 ± 0.06 | 0.02 ± 0.01 | 0.15 ± 0.01 | 0.18 ± 0.00 |
| nC4 vol% | 0.41 ± 0.02 | 1.33 ± 0.07 | 0.02 ± 0.01 | 12.17 ± 0.61 | 0.24 ± 0.01 |
| neoC5 vol% | 0.01 ± 0.01 | 2.48 ± 0.16 | <0.01 | 10.94 ± 0.71 | 0.01 ± 0.00 |
| iC5 vol% | 0.20 ± 0.01 | 0.01 ± 0.001 | <0.01 | 0.24 ± 0.01 | 0.09 ± 0.00 |
| nC5 vol% | 0.30 ± 0.01 | 0.84 ± 0.03 | <0.01 | 3.74 ± 0.15 | 0.06 ± 0.00 |
| C6+ vol% | 0.30 ± 0.01 | 3.53 ± 0.14 | <0.01 | 1.42 ± 0.06 | 0.06 ± 0.00 |
| O2 vol% | 0.18 ± 0.01 | 0.72 ± 0.02 | 0.61 ± 0.02 | 0.00 | 0.04 ± 0.00 |
| CO vol% | 21.06 ± 0.53 | 3.28 ± 0.08 | 15.66 ± 0.39 | 2.19 ± 0.05 | 0.54 ± 0.01 |
| H2 vol% | 9.36 ± 0.19 | 3.71 ± 0.07 | <0.01 | 0.65 ± 0.01 | 0.07 ± 0.00 |
| CO2 vol% | 11.03 ± 0.28 | 16.76 ± 0.42 | 0.34 ± 0.01 | 1.25 ± 0.03 | 1.01 ± 0.02 |
| HHV MJ/m3 | 33.81 | 69.09 | 33.55 | 99.83 | 41.19 |
| C wt% | H wt% | N wt% | S wt% | O wt% | Qsup kcal/kg | |
|---|---|---|---|---|---|---|
| BLPYOIL 450 °C | 45.2 ± 0.7 | 5.8 ± 0.3 | 16.7 ± 0.3 | 2.6 ± 0.1 | 29.8 ± 1.3 | 5324 ± 52 |
| BLPYOILCu-Zn-MCM-41 450 °C | 49.5 ± 0.8 | 6.8 ± 0.1 | 15.6 ± 0.3 | 2.4 ± 0.1 | 25.7 ± 0.7 | 6457 ± 63 |
| BLPYOILNi-SBA-16 450 °C | 32.6 ± 0.5 | 5.5 ± 0.1 | 24.0 ± 0.4 | 3.0 ± 0.2 | 34.9 ± 1.0 | 5100 ± 50 |
| BLPYOILNi-SBA-3 450 °C | 33.0 ± 0.5 | 5.0 ± 0.1 | 23.1 ± 0.4 | 2.7 ± 0.2 | 36.1 ± 1.0 | 5324 ± 52 |
| BLPYOIL [45] | 61.3 | 4.3 | 0.0 | - | - | - |
| BLPYOIL [14] | 39.7 | 7.7 | 0.1 | 0.0 | 52.5 | 3821 |
| BLPYOIL [15] | 55.4 | 6.6 | 0.1 | - | 37.9 | 5493 |
| Diesel [34] | 83.5 | 12.1 | 0.8 | 0.0 | 3.7 | 11,002 |
| Cd | Pb | Cr | Mn | Co | Ni | Cu | As | Se | Hg | Rb | Sr | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BLPYOIL 450 °C | 0.001 | 0.01 | 0.45 | 0.13 | 0.29 | 0.87 | 0.45 | 0.35 | - | - | - | - |
| SSPYOIL [41] | 0.02 | 0.20 | 1.79 | 0.29 | 0.01 | 9.30 | 20.92 | 1.86 | - | 0.06 | - | 0.10 |
| MBMPYOIL [41] | 0.01 | 1.55 | 0.81 | 0.07 | 0.02 | 1.29 | 0.00 | 0.29 | - | 0.00 | - | - |
| PPOPP [34] | 0.12 | 0.09 | 1.97 | 0.29 | 0.21 | 0.56 | 0.06 | 0.37 | 1.61 | <0.01 | 0.17 | 0.06 |
| PPOHDPE [34] | 0.34 | 0.53 | 2.49 | 8.11 | 1.39 | 3.83 | 2.31 | 0.17 | 1.72 | <0.01 | 0.01 | 0.72 |
| PPOLDPE [34] | 0.05 | 0.06 | 3.11 | 0.01 | 0.07 | 4.56 | 1.75 | 0.35 | 2.40 | <0.01 | 0.21 | 0.05 |
| PPOPS [34] | 0.07 | 0.07 | 10.03 | 0.37 | 0.16 | 0.02 | 0.27 | 0.30 | 2.12 | <0.01 | 0.22 | 0.15 |
| Gasoline [49] | 16.80 | 2.40 | 5.40 | - | - | - | 17.40 | - | - | 0.77 | - | - |
| Kerosene [51] | 13.30 | 4.10 | 3.30 | - | - | - | 19.80 | - | - | - | - | - |
| Diesel [51] | 15.00 | 10.10 | 8.60 | - | - | - | 17.70 | - | - | - | - | - |
| BLPYCHAR 300 °C | BLPYCHAR 450 °C | BLPYCHAR Lignite 300 °C | BLPYCHAR Lignite 450 °C | |
|---|---|---|---|---|
| A wt% | 52.96 ± 2.93 | 53.68 ± 2.97 | 57.88 ± 3.21 | 58.91 ± 3.26 |
| C wt% | 35.79 ± 0.56 | 35.47 ± 0.56 | 35.55 ± 0.56 | 35.39 ± 0.56 |
| N wt% | 0.39 ± 0.01 | 0.38 ± 0.01 | 0.35 ± 0.01 | 0.37 ± 0.01 |
| H wt% | 1.70 ± 0.03 | 1.68 ± 0.03 | 0.77 ± 0.01 | 0.75 ± 0.01 |
| S wt% | 1.67 ± 0.09 | 1.53 ± 0.08 | 1.21 ± 0.07 | 1.21 ± 0.07 |
| O wt% | 7.49 ± 0.21 | 7.30 ± 0.21 | 4.24 ± 0.12 | 3.37 ± 0.10 |
| Qsup kcal/kg | 3006 ± 29 | 2992 ± 29 | 2774 ± 27 | 2800 ± 27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marin, F.; Bucura, F.; Niculescu, V.-C.; Roman, A.; Botoran, O.R.; Constantinescu, M.; Spiridon, S.I.; Ionete, E.I.; Oancea, S.; Zaharioiu, A.M. Mesoporous Silica Nanocatalyst-Based Pyrolysis of a By-Product of Paper Manufacturing, Black Liquor. Sustainability 2024, 16, 3429. https://doi.org/10.3390/su16083429
Marin F, Bucura F, Niculescu V-C, Roman A, Botoran OR, Constantinescu M, Spiridon SI, Ionete EI, Oancea S, Zaharioiu AM. Mesoporous Silica Nanocatalyst-Based Pyrolysis of a By-Product of Paper Manufacturing, Black Liquor. Sustainability. 2024; 16(8):3429. https://doi.org/10.3390/su16083429
Chicago/Turabian StyleMarin, Florian, Felicia Bucura, Violeta-Carolina Niculescu, Antoaneta Roman, Oana Romina Botoran, Marius Constantinescu, Stefan Ionuț Spiridon, Eusebiu Ilarian Ionete, Simona Oancea, and Anca Maria Zaharioiu. 2024. "Mesoporous Silica Nanocatalyst-Based Pyrolysis of a By-Product of Paper Manufacturing, Black Liquor" Sustainability 16, no. 8: 3429. https://doi.org/10.3390/su16083429