
Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions

 ,
,  , ,
, ,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Coal Blends
2.2. Petrographic Analysis of Coking Coals
2.3. Maximum Thickness of the Plastic Layer of Coals
2.4. Coking Conditions
2.5. Characterization of Coke Samples
3. Results and Discussion
3.1. Coking Coals and Coal Blends Properties
3.2. Metallurgical Coke Properties
4. Conclusions
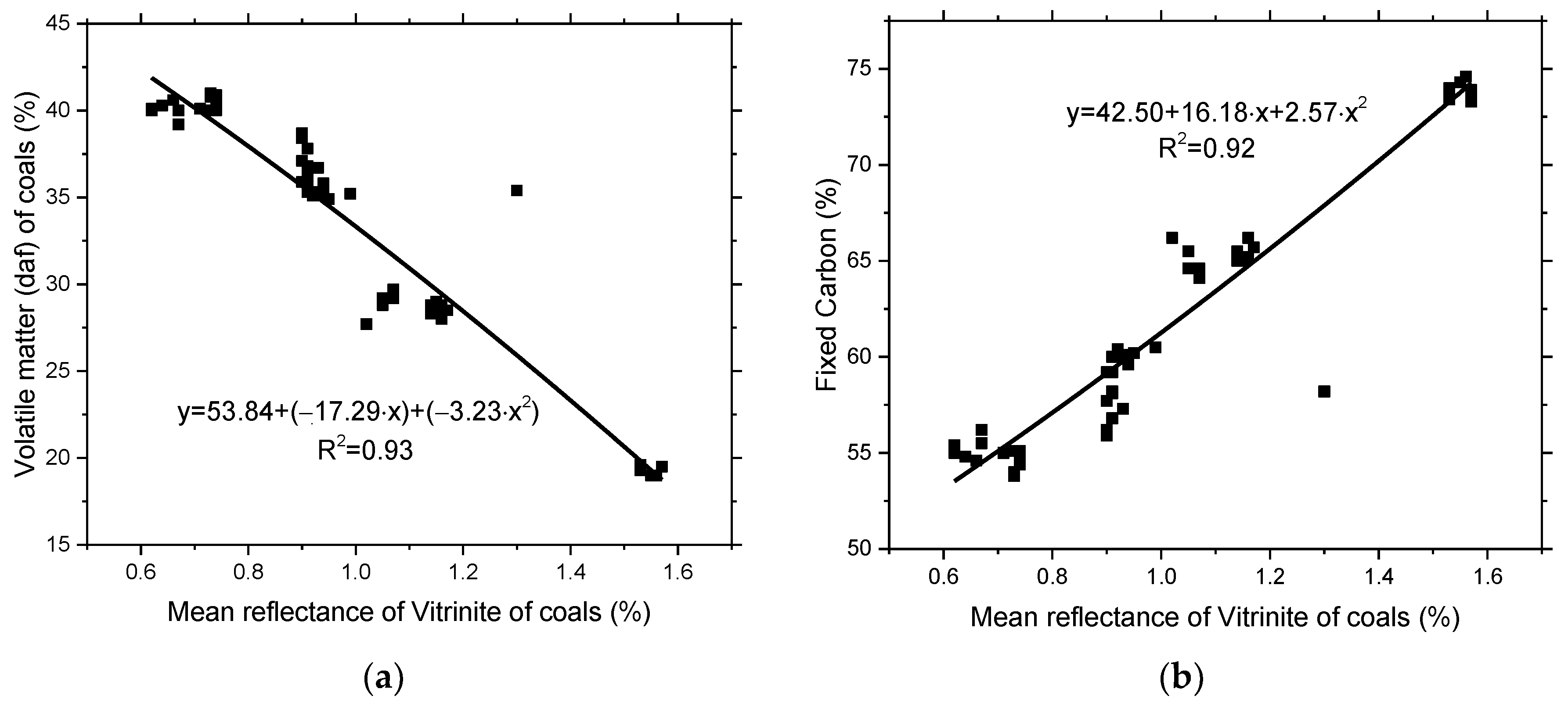
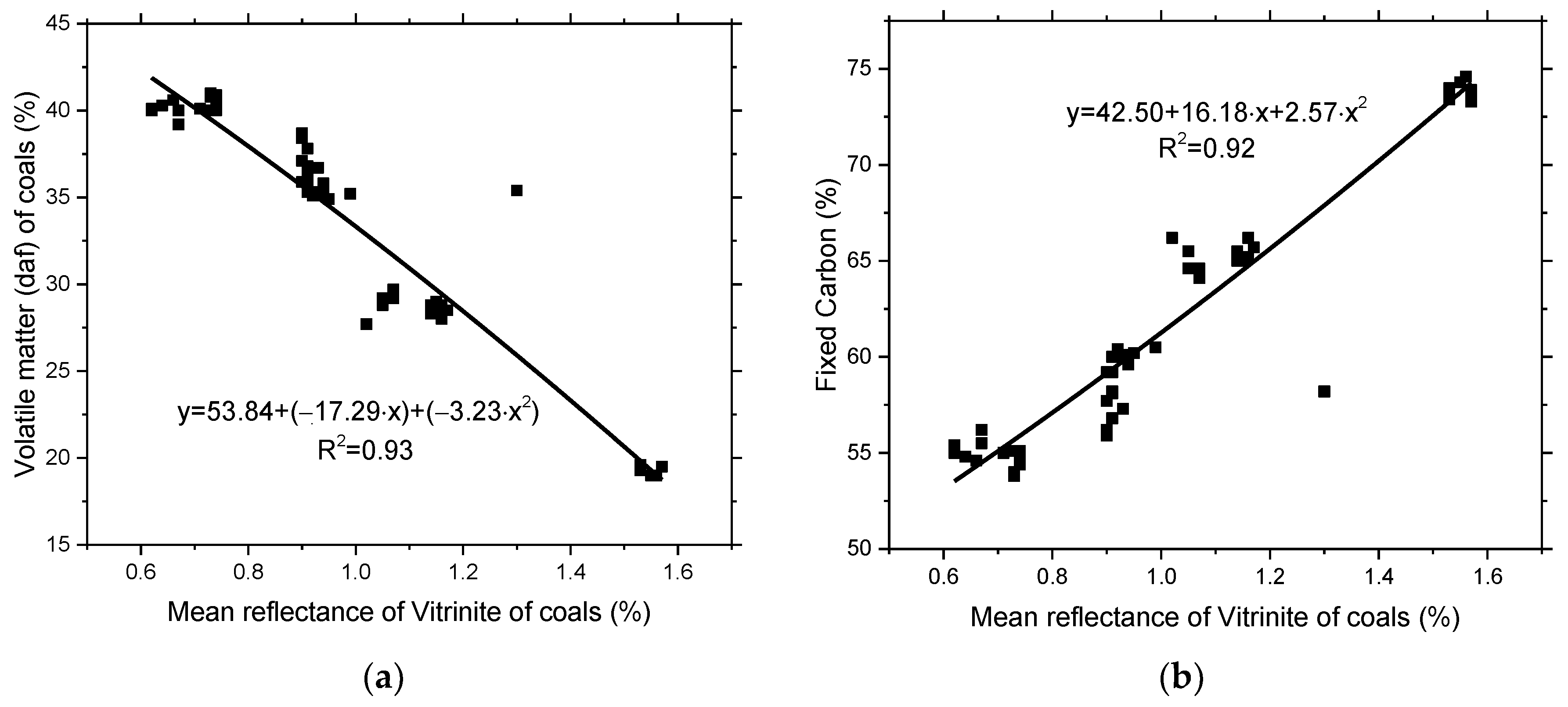
- Obtained dependencies between the parameters Rom and VM for all coals, which were used to prepare coal blends, showed a decrease in VM with increasing values of Rom (R2 = 0.93) and an increase in FC (R2 = 0.92). At the same time, the coals can be divided into four groups which correspond to gas coals (Rom = 0.50–0.89%) fat coals (Rom = 0.80–1.19%), coking coals (Rom = 1.0–1.29%) and lean coals (Rom = 1.30–1.80%).
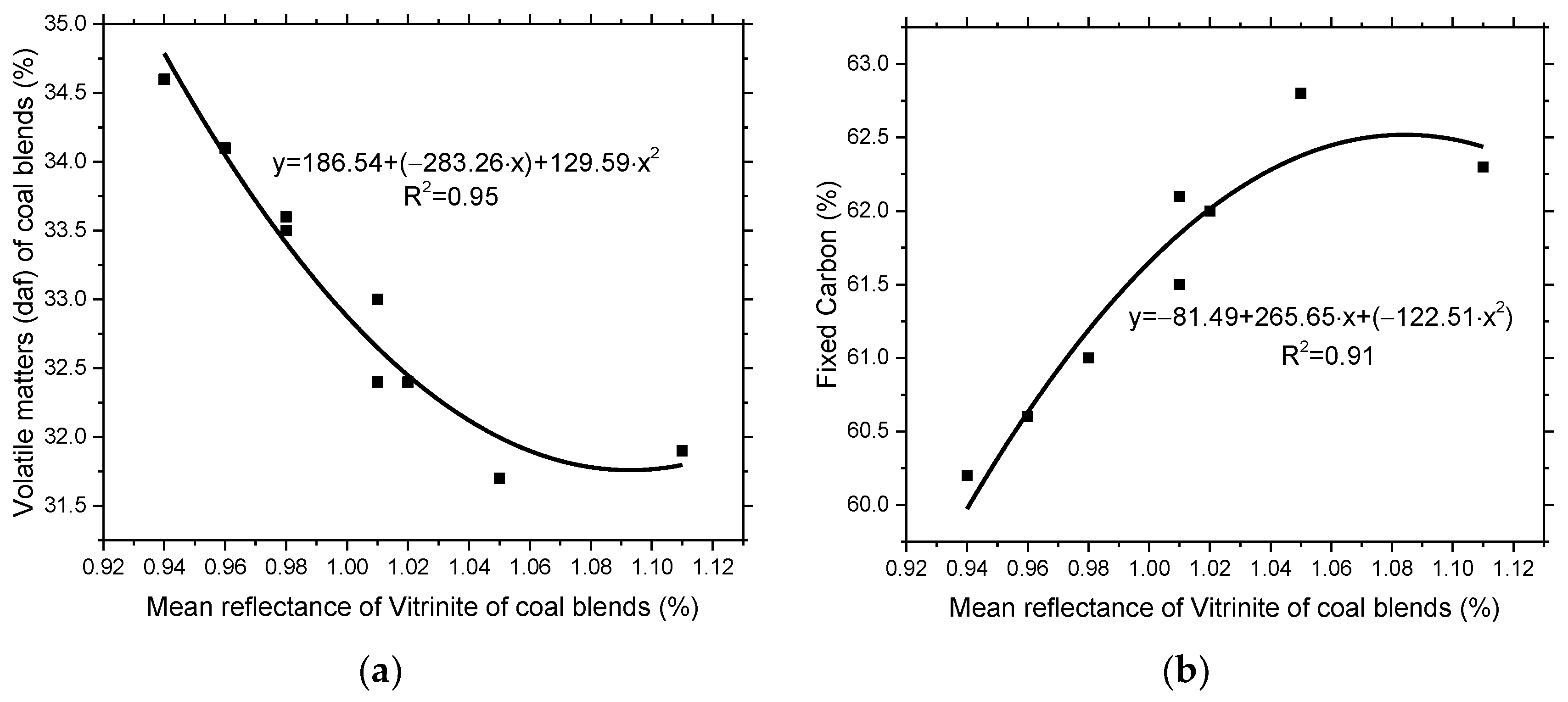
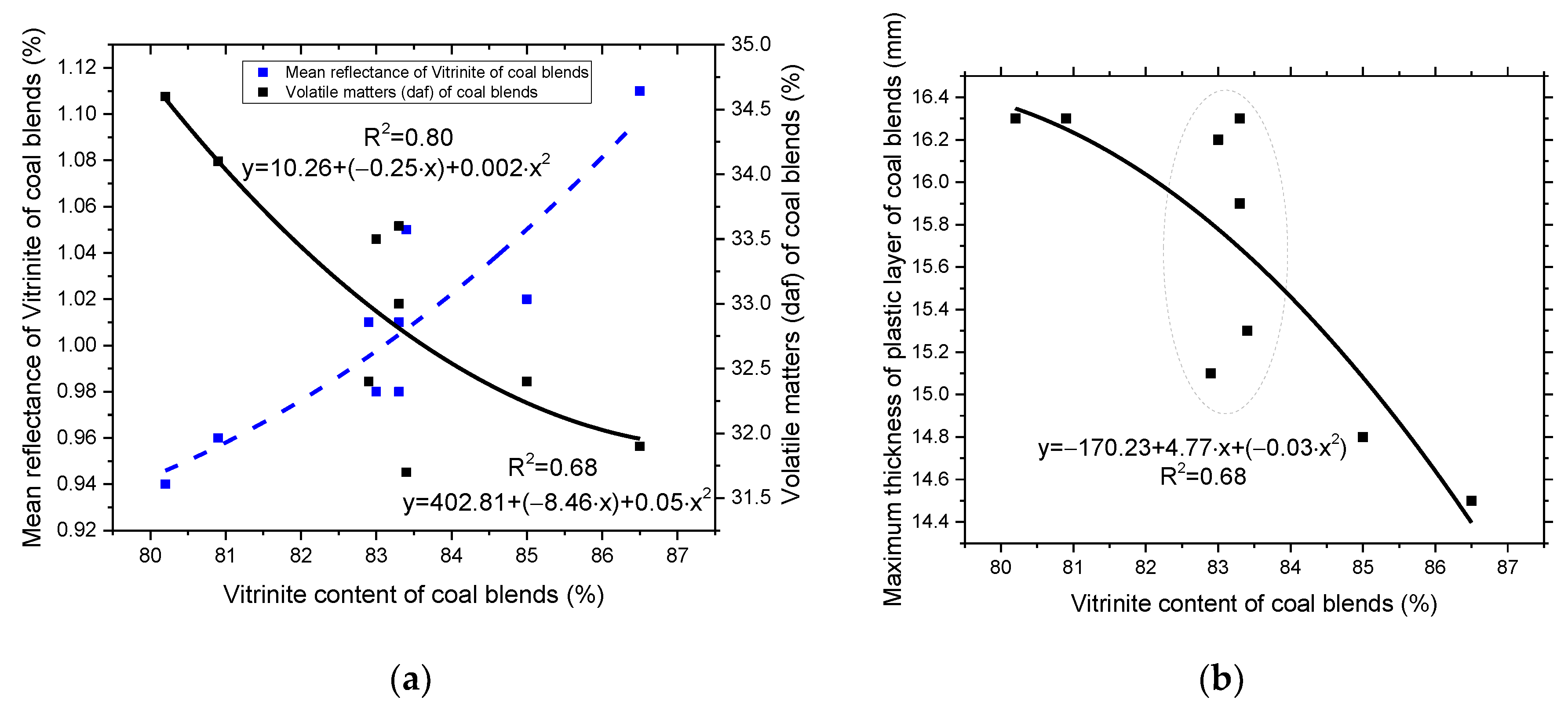
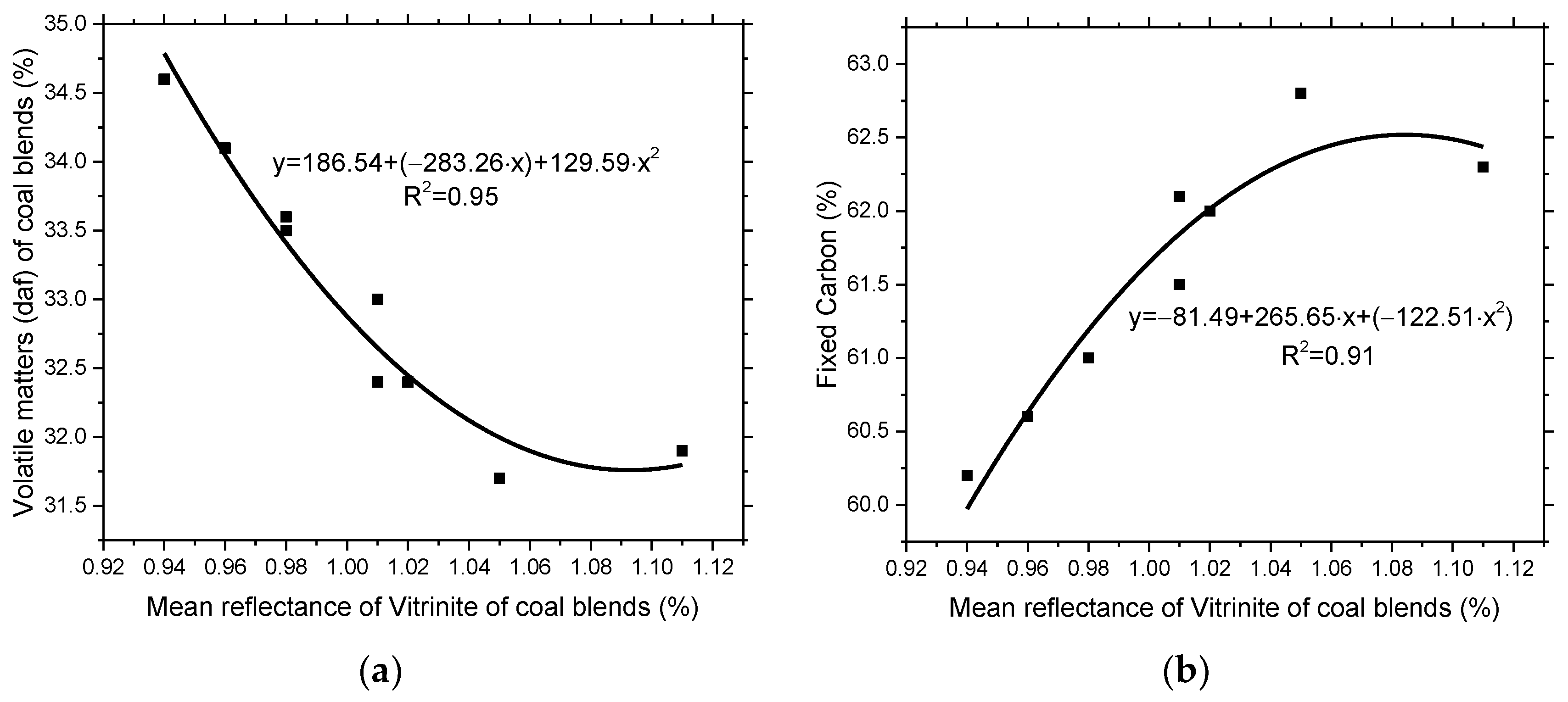
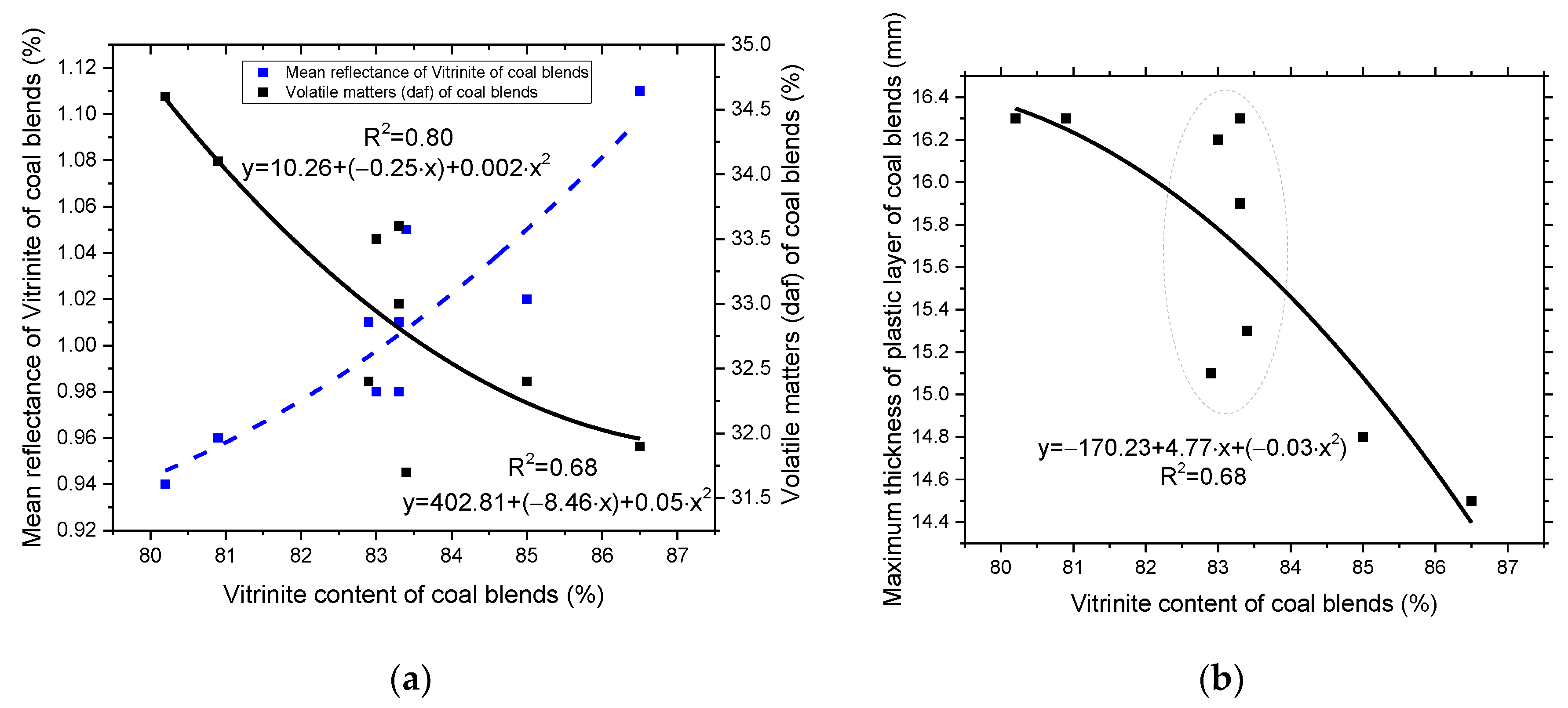
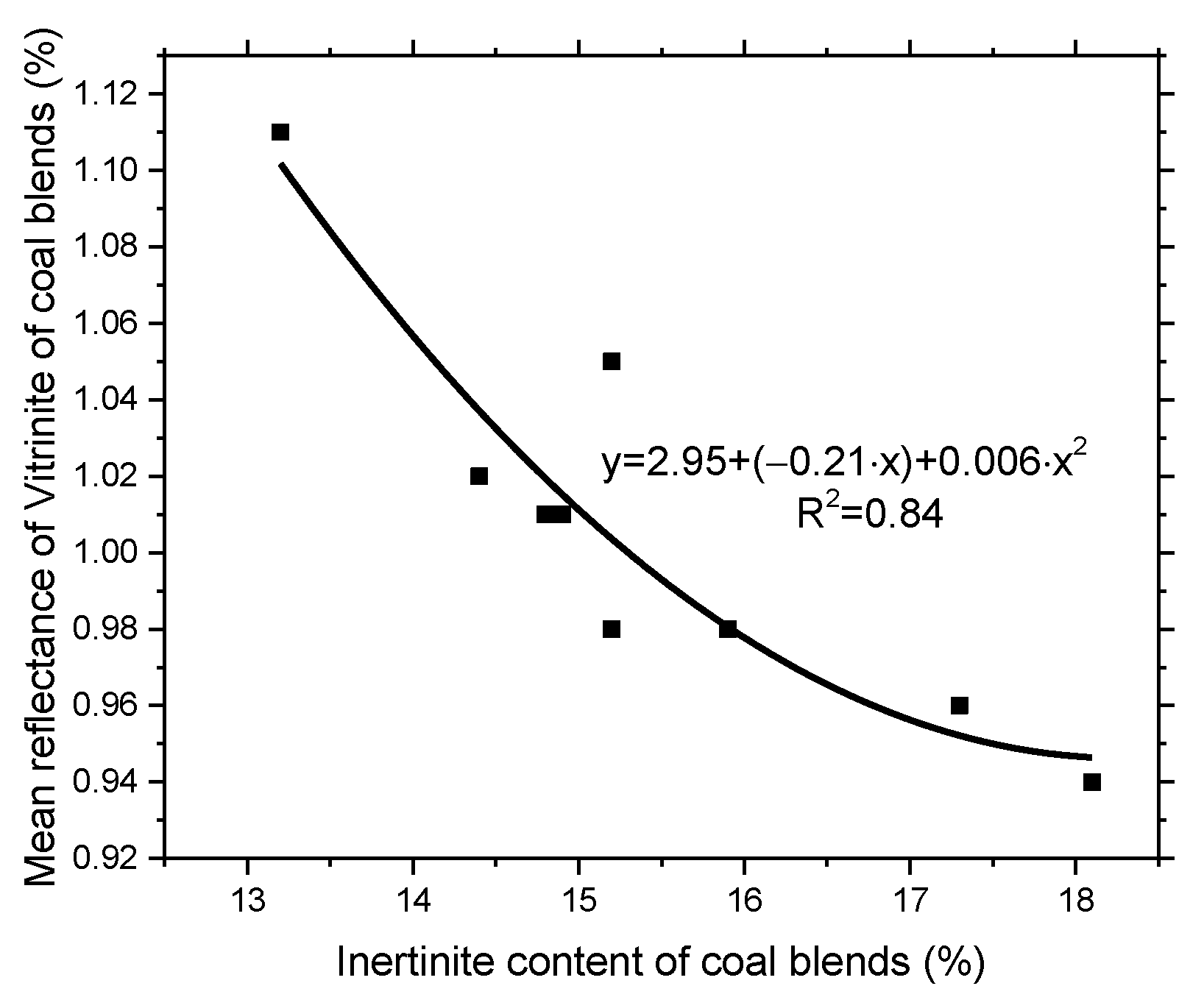
- The investigated multicomponent coal blends demonstrate Rom within the range of 0.94 to 1.11 wt.%, vitrinite content 80.2–86.5 wt.%, and inertinite 13.2–18.1 wt.%. A high coefficient of determination for the dependence on the Rom and volatile matters, or Rom and FC, has been established, namely R2 = 0.96 and R2 = 0.91, respectively. In addition, the relationship between the Rom in coal blends and the content of vitrinite or inertinite in the coal blends (R2 = 0.80 and R2 = 0.84, respectively) was obtained. Furthermore, the relationship between the change in VM or the maximum thickness of the plastic layer of coal blends on the vitrinite content, which corresponds to R2 = 0.72 and R2 = 0.68, has been analyzed.
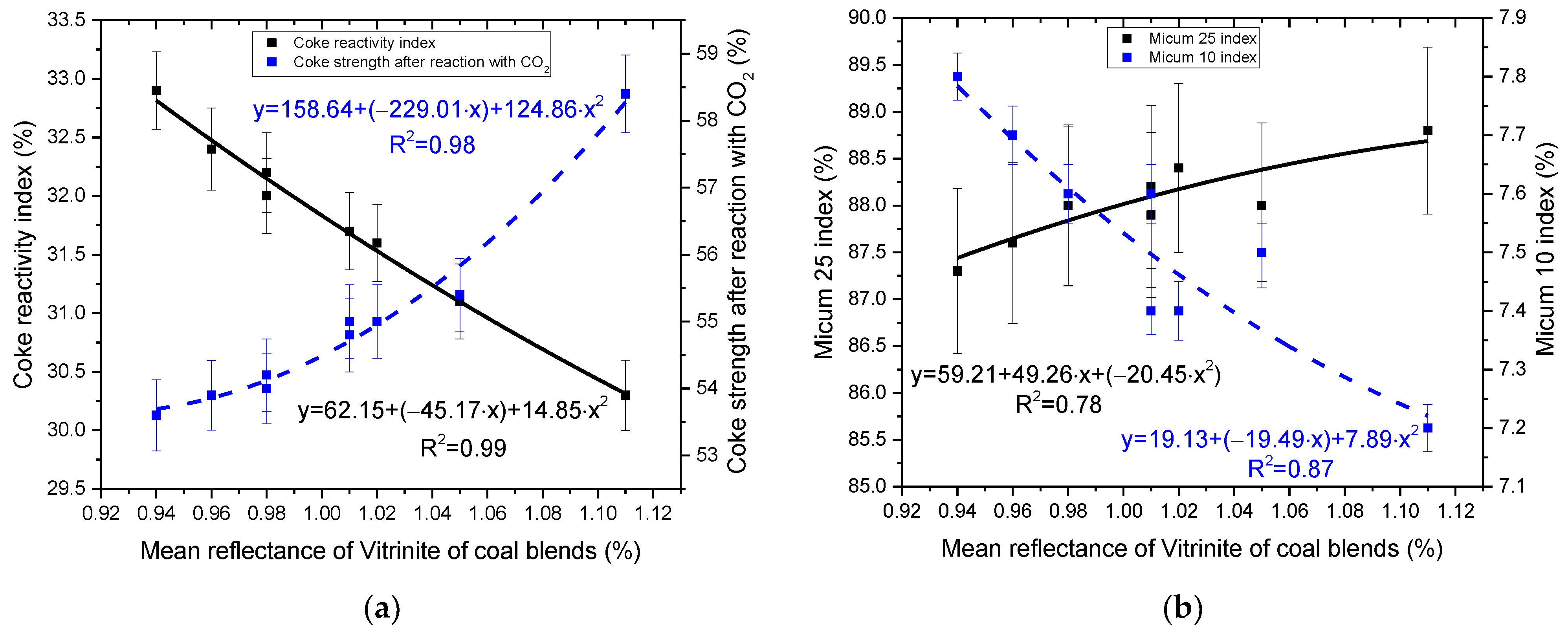
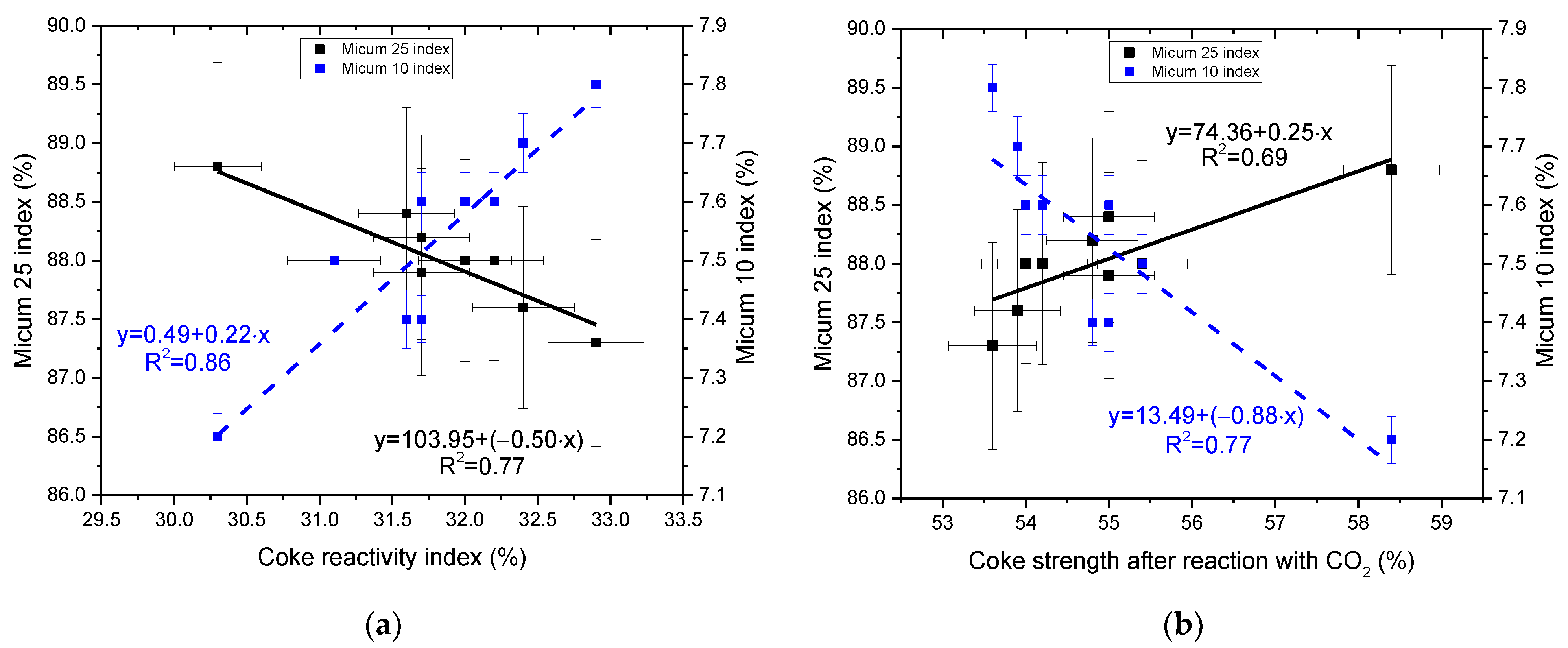
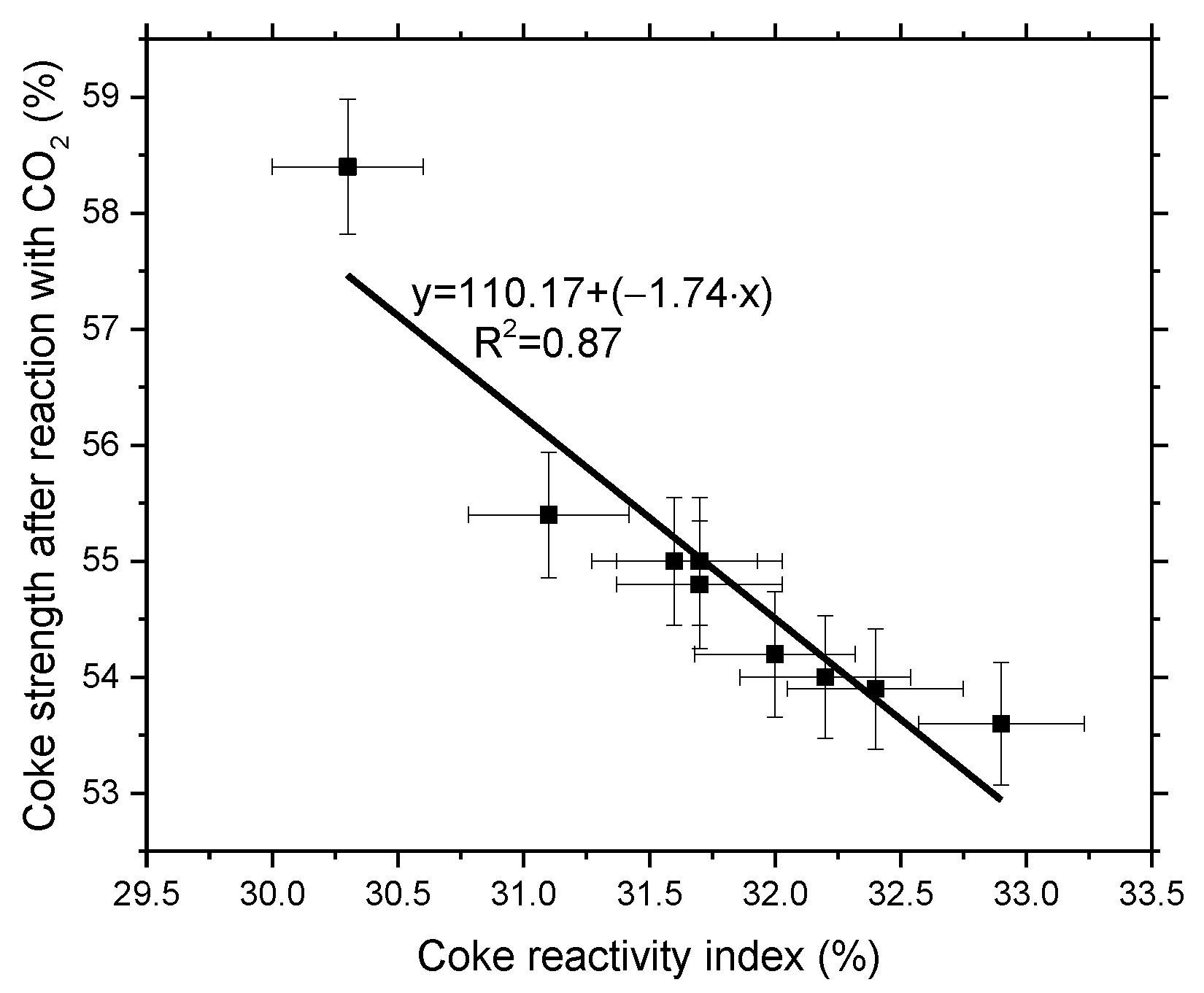
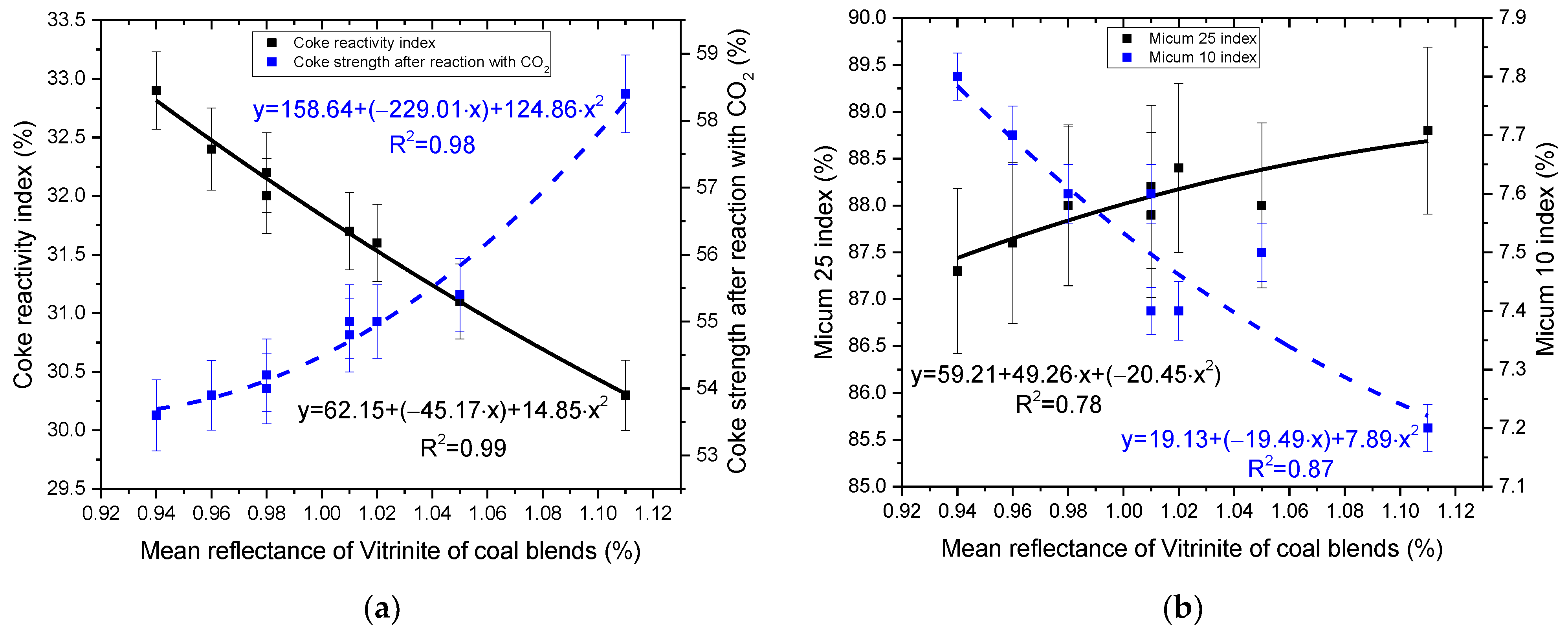
- A strict relationship between the Rom of coal blends and CRI or CSR of the obtained cokes has been established, corresponding to R2 = 0.99 and R2 = 0.98, respectively. An increase in the Rom for coal blends leads to a decrease in CRI and an increase in CSR. Additionally, the Rom has a good relationship with the ‘cold’ strength of M25 and M10. However, the parameters CRI and CSR better characterize the structural changes in the obtained cokes since they consider the change in the properties of the coke because of a chemical reaction with CO2 and subsequent determination of the mechanical strength.
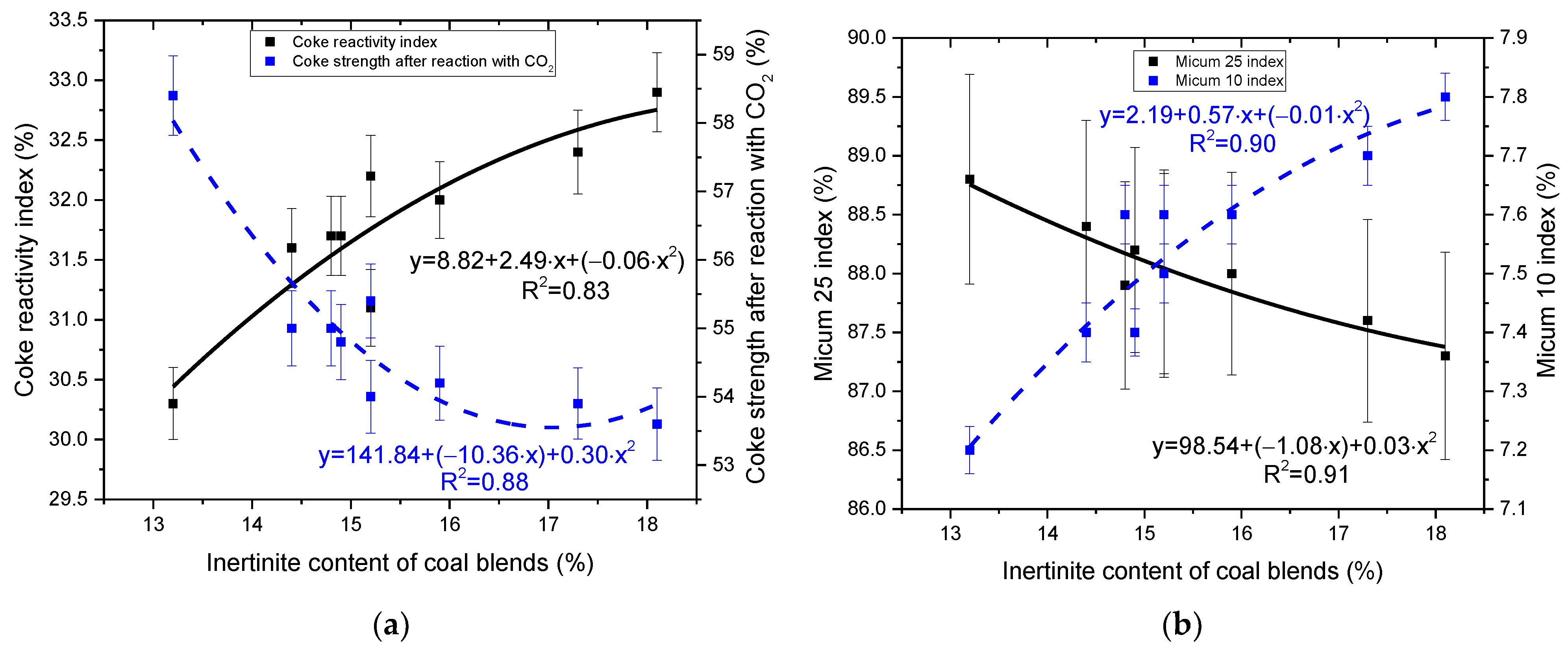
- An increase in inertinite content in the blends reduces the strength of the coke. Relationships between inertinite content in blends with M25 and M10 have been established and correspond to R2 = 0.91 and R2 = 0.90, respectively. It also shows an increase in CRI and a decrease in CSR with an increase in inertinite content within the blend, which is reflected by the coefficients of determination R2 = 0.83 and R2 = 0.88, respectively.
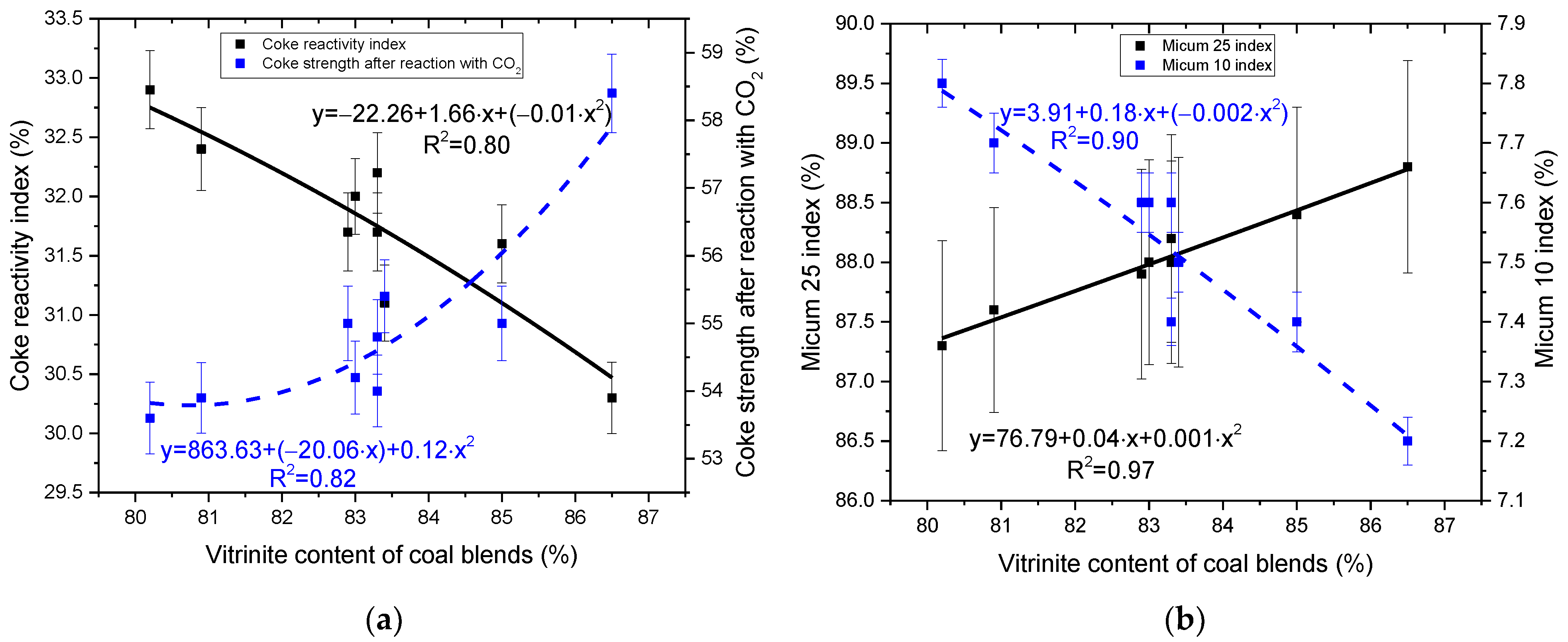
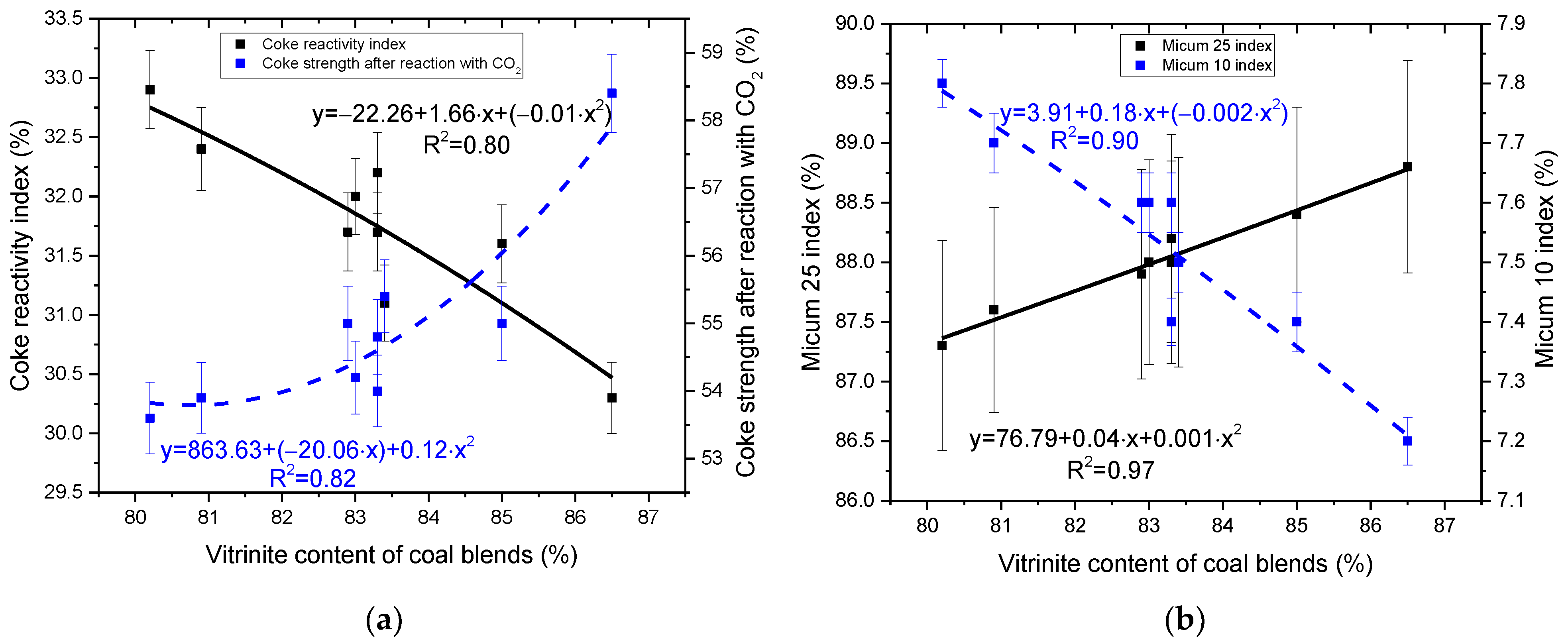
- An increase in the content of vitrinite contributes to the improvement of the caking process of the coal blend and leads to the production of a strong and low-reactivity coke. This can be confirmed by the high coefficients of determination of the vitrinite content in the blends and the coke quality in terms of M25 and M10, corresponding to R2 = 0.97 and R2 = 0.90, respectively. Good relationships are also obtained between the vitrinite content with CRI and CSR, corresponding to R2 = 0.80 and R2 = 0.82, respectively.
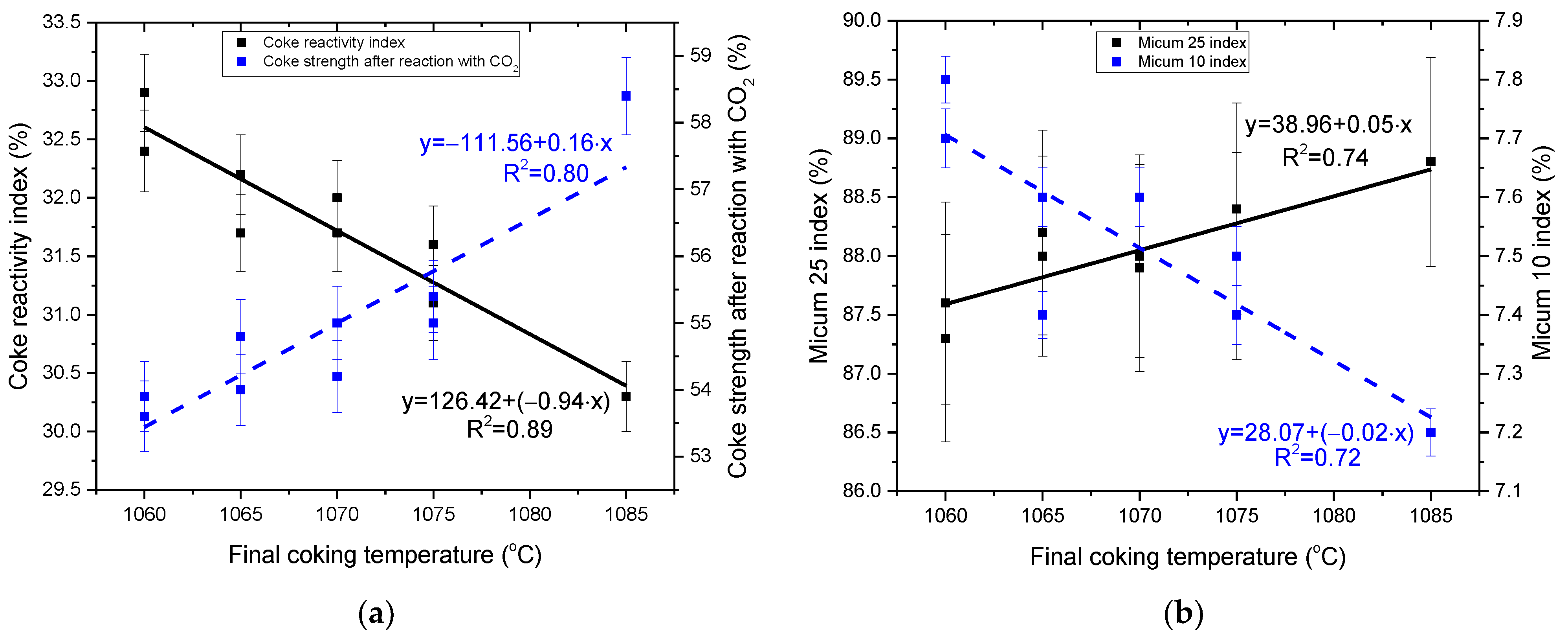
- The final coking temperature as a technological factor contributes to an additional improvement in the coke quality, which leads to a decrease in reactivity and an improvement in coke strength after reaction with CO2 with an increase in the final coking temperature. The relationship of the final coking temperature with the CRI and CSR indicators corresponds to the values R2 = 0.80 and R2 = 0.89, and for the indicators M25 and M10, it corresponds to the values R2 = 0.74 and R2 = 0.72, respectively. The obtained two-component linear regression showed a greater significance of thefinal coking temperature on CRI than inertinite content. This conclusion can be of practical importance for cokemaking plants, since the composition of coal blends considers the properties of the coal macerals, while the coking temperature is assumed to be constant.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Takahashi, K.; Yoshino, A.; Nouchi, T.; Kano, J.; Ishihara, S.; Ariyama, T. Modeling of Coke Particle Breakage in Blast Furnace Considering Pore Structure by Discrete Element Method. ISIJ Int. 2021, 61, 1488–1497. [Google Scholar] [CrossRef]
- Kieush, L.; Schenk, J.; Pfeiffer, A.; Koveria, A.; Rantitsch, G.; Hopfinger, H. Investigation on the Influence of Wood Pellets on the Reactivity of Coke with CO2 and Its Microstructure Properties. Fuel 2022, 309, 122151. [Google Scholar] [CrossRef]
- Zhou, D.; Xu, K.; Bai, J.; He, D. On-Line Detecting the Tuyere Coke Size and Temperature Distribution of Raceway Zone in a Working Blast Furnace. Fuel 2022, 316, 123349. [Google Scholar] [CrossRef]
- Deva, N.; Ibrahimi, I. Substantiation of refractory lining influence on the electric furnace efficiency for the production of ferronickel. Min. Miner. Depos. 2021, 15, 71–77. [Google Scholar] [CrossRef]
- Koveria, A.; Kieush, L.; Svietkina, O.; Perkov, Y. Metallurgical Coke Production with Biomass Additives. Part 1. A Review of Existing Practices. Can. Metall. Q. 2020, 59, 417–429. [Google Scholar] [CrossRef]
- Bertling, H. Coal and Coke for Blast Furnaces. ISIJ Int. 1999, 39, 617–624. [Google Scholar] [CrossRef]
- Li, K.; Khanna, R.; Zhang, J.; Liu, Z.; Sahajwalla, V.; Yang, T.; Kong, D. The Evolution of Structural Order, Microstructure and Mineral Matter of Metallurgical Coke in a Blast Furnace: A Review. Fuel 2014, 133, 194–215. [Google Scholar] [CrossRef]
- Abdirashit, A.M.; Kelamanov, B.C.; Tazhiyev, Y.B.; Nurgali, N.Z.; Zayakin, O.V. Spectral analysis of ferrosilicoaluminium production gas cleaning dust briquette. Vestn. KazNRTU/Eng. J. Satbayev Univ. 2021, 143, 65–70. [Google Scholar] [CrossRef]
- Sybir, A.; Hubynskyi, M.; Fedorov, S.; Hubynskyi, S.; Vvedenska, T.; Bezuglyi, V. Effect of heat shock on graphitization of Donbass anthracite. Min. Miner. Depos. 2020, 14, 43–49. [Google Scholar] [CrossRef]
- Yang, Y.; Raipala, K.; Holappa, L. Ironmaking. In Treatise on Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 2–88. ISBN 978-0-08-096988-6. [Google Scholar]
- Kieush, L.; Koveria, A.; Boyko, M.; Yaholnyk, M.; Hrubiak, A.; Molchanov, L.; Moklyak, V. Influence of biocoke on iron ore sintering performance and strength properties of sinter. Min. Miner. Depos. 2022, 16, 55–63. [Google Scholar] [CrossRef]
- Chen, P.; Ma, J. Petrographic Characteristics of Chinese Coals and Their Application in Coal Utilization Processes. Fuel 2002, 81, 1389–1395. [Google Scholar] [CrossRef]
- Petlovanyi, M.; Malashkevych, D.; Sai, K.; Zubko, S. Research into balance of rocks and underground cavities formation in the coal mine flowsheet when mining thin seams. Min. Miner. Depos. 2020, 14, 66–81. [Google Scholar] [CrossRef]
- International Organization for Standardization ISO/DTS 4699; Hard Coal—Determination of Plastometric Indices—Manual Sapozhnikov Penetration Plastometer Method. ISO: Geneva, Switzerland, 2020.
- John, A.V.; Rao, U.A.; Rao, G.M.A. Note on the Use of Profile Features of Swapozhnikov’s Plastometric Curves for Assessment and Blending of Coking Coals. Fuel 1983, 62, 981–986. [Google Scholar] [CrossRef]
- ISO 10329:2017; Coal—Determination of Plastic Properties—Constant-Torque Gieseler Plastometer Method. International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 349:2020; Hard Coal-Audibert-Arnu Dilatometer Test. International Organization for Standardization: Geneva, Switzerland, 2020.
- ISO 335:1974; Hard Coal—Determination of Caking Power—Roga Test. International Organization for Standardization: Geneva, Switzerland, 1974.
- Rejdak, M.; Bigda, R.; Wojtaszek, M. Use of Alternative Raw Materials in Coke-Making: New Insights in the Use of Lignites for Blast Furnace Coke Production. Energies 2020, 13, 2832. [Google Scholar] [CrossRef]
- Piechaczek, M.; Mianowski, A. Coke Optical Texture as the Fractal Object. Fuel 2017, 196, 59–68. [Google Scholar] [CrossRef]
- International Committee for Coal and Organic Petrology (ICCP). New Inertinite Classification (ICCP System 1994). Fuel 2001, 80, 459–471. [Google Scholar] [CrossRef]
- Kwiecińska, B.; Petersen, H.I. Graphite, Semi-Graphite, Natural Coke, and Natural Char Classification—ICCP System. Int. J. Coal Geol. 2004, 57, 99–116. [Google Scholar] [CrossRef]
- Chehreh Chelgani, S.; Matin, S.S.; Hower, J.C. Explaining Relationships between Coke Quality Index and Coal Properties by Random Forest Method. Fuel 2016, 182, 754–760. [Google Scholar] [CrossRef]
- Warren, K.; Krahenbuhl, G.; Mahoney, M.; O’Brien, G.; Hapugoda, P. Estimating the Fusible Content of Individual Coal Grains and Its Application in Coke Making. Int. J. Coal Geol. 2015, 152, 3–9. [Google Scholar] [CrossRef]
- Malumbazo, N.; Wagner, N.J.; Bunt, J.R. The Petrographic Determination of Reactivity Differences of Two South African Inertinite-Rich Lump Coals. J. Anal. Appl. Pyrolysis 2012, 93, 139–146. [Google Scholar] [CrossRef]
- Cardott, B.J.; Curtis, M.E. Identification and Nanoporosity of Macerals in Coal by Scanning Electron Microscopy. Int. J. Coal Geol. 2018, 190, 205–217. [Google Scholar] [CrossRef]
- Koveria, A.; Kieush, L.; Hrubyak, A.; Kotsyubynsky, V. Properties of Donetsk Basin Hard Coals and the Products of Their Heat Treatment Revealed via Mossbauer Spectroscopy. Pet. Coal 2019, 61, 160–168. [Google Scholar]
- Valentim, B. Petrography of Coal Combustion Char: A Review. Fuel 2020, 277, 118271. [Google Scholar] [CrossRef]
- Alonso, M.J.G.; Borrego, A.G.; Alvarez, D.; Parra, J.B.; Menéndez, R. Influence of Pyrolysis Temperature on Char Optical Texture and Reactivity. J. Anal. Appl. Pyrolysis 2001, 58–59, 887–909. [Google Scholar] [CrossRef]
- Sahoo, M.; Bhowmick, T.; Mishra, V.; Pal, S.; Sharma, M.; Chakravarty, S. Significance of Coal Quality on Thermoplastic Properties: A Case Study. Int. J. Coal Prep. Util. 2019, 42, 1015–1032. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, D.; Cai, Y.; Li, X. Variation of Petrophysical Properties and Adsorption Capacity in Different Rank Coals: An Experimental Study of Coals from the Junggar, Ordos and Qinshui Basins in China. Energies 2019, 12, 986. [Google Scholar] [CrossRef]
- Antoshchenko, M.; Tarasov, V.; Nedbailo, O.; Zakharova, O.; Yevhen, R. On the possibilities to apply indices of industrial coal-rank classification to determine hazardous characteristics of workable beds. Min. Miner. Depos. 2021, 15, 1–8. [Google Scholar] [CrossRef]
- Antoshchenko, M.; Tarasov, V.; Rudniev, R.; Zakharova, O. Using indices of the current industrial coal classification to forecast hazardous characteristics of coal seams. Min. Miner. Depos. 2022, 16, 7–13. [Google Scholar] [CrossRef]
- Maroto-Valer, M.M.; Taulbee, D.N.; Andresen, J.T.M.; Hower, J.C.; Snape, C.E. The Role of Semifusinite in Plasticity Development for a Coking Coal. Energy Fuels 1998, 12, 1040–1046. [Google Scholar] [CrossRef]
- Gray, R.J.; Devanney, K.F. Coke Carbon Forms: Microscopic Classification and Industrial Applications. Int. J. Coal Geol. 1986, 6, 277–297. [Google Scholar] [CrossRef]
- Jing, Z.; Gao, S.; Rodrigues, S.; Underschultz, J.; Strounina, E.; Pan, S.; Wu, S.; Li, Y.; Balucan, R.; Steel, K.M. Influence of Porosity on the Reactivity of Inertinite and Vitrinite toward Sodium Hypochlorite: Implications for Enhancing Coal Seam Gas Development. Int. J. Coal Geol. 2021, 237, 103709. [Google Scholar] [CrossRef]
- Sun, Z.; Ni, Z.; Wei, Q.; Liang, Y. Pyrolysis Characteristics of Vitrinites in Coking Coals with Different Coal Ranks. Int. J. Coal Prep. Util. 2018, 38, 271–279. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, L.; Han, S.; Ren, X.; Zhang, W. Optimized Activity and Inertia Ratio in Coking Based on 40 kg Test Coke Oven. Coal Sci. Technol. 2008, 36, 110–112. [Google Scholar]
- Aziz, H.; Rodrigues, S.; Esterle, J.S.; Steel, K.M. Interactions between Vitrinite and Solid Additives Including Inertinite during Pyrolysis for Coke-Making Considerations. Fuel Processing Technol. 2020, 201, 106321. [Google Scholar] [CrossRef]
- Li, J.; Sun, Z.; Liang, Y. Interaction of Vitrinites in Similar Middle-Rank Coals during Coking Process. Fuel 2022, 316, 123334. [Google Scholar] [CrossRef]
- Gupta, S.; Shen, F.; Lee, W.-J.; O’Brien, G. Improving Coke Strength Prediction Using Automated Coal Petrography. Fuel 2012, 94, 368–373. [Google Scholar] [CrossRef]
- Schapiro, N.; Gray, R.J. The Use of Coal Petrography in Coke Making. J. Inst. Fuel 1964, 11, 134–242. [Google Scholar]
- Price, J.T.; Gransden, M.A.; Khan, B.D.R. Effect of Selected Minerals on High Temperature Properties of Coke. In Proceedings of the 2nd International Cokemaking Congress, London, UK, 28–30 September 1992; The Institute of Minerals: London, UK, 1992; pp. 287–292. [Google Scholar]
- Gray, R.; Champagne, P. Petrographic Characteristics Impacting the Coal to Coke Transformation. In Proceedings of the 47th Ironmaking Conference, Toronto, ON, Canada, 17–20 April 1988; pp. 313–324. [Google Scholar]
- Díez, M.A.; Alvarez, R.; Barriocanal, C. Coal for Metallurgical Coke Production: Predictions of Coke Quality and Future Requirements for Cokemaking. Int. J. Coal Geol. 2002, 50, 389–412. [Google Scholar] [CrossRef]
- Goscinski, J.S. Review of American Coal Quality and Its Effect on Coke Reactivity and after Reaction Strength of Cokes. J. Coal Qual. 1985, 4, 1. [Google Scholar]
- Kumar, P.P.; Barman, S.; Ranjan, M.; Ghosh, S.; Raju, V.V.S. Maximisation of Non-Coking Coals in Coke Production from Non-Recovery Coke Ovens. Ironmak. Steelmak. 2008, 35, 33–37. [Google Scholar] [CrossRef]
- Singh, R.; Ghosh, T.K.; Nag, D. Microtextural Analysis of Coke from Single and Binary Blend and Its Impact on Coke Quality. Ironmak. Steelmak. 2018, 45, 727–738. [Google Scholar] [CrossRef]
- North, L.; Blackmore, K.; Nesbitt, K.; Mahoney, M.R. Methods of coke quality prediction: A review. Fuel 2018, 219, 426–445. [Google Scholar] [CrossRef]
- North, L.; Blackmore, K.; Nesbitt, K.; Mahoney, M.R. Models of coke quality prediction and the relationships to input variables: A review. Fuel 2018, 219, 446–466. [Google Scholar] [CrossRef]
- ASTM D3172–13; Standard Practice for Proximate Analysis of Coal and Coke. ASTM: West Conshohocken, PA, USA, 2013.
- ISO 7404-2:2009; Methods for the Petrographic Analysis of Coals—Part 2: Methods of Preparing Coal Samples. International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO 7404-3:2009; Methods for the Petrographic Analysis of Coals—Part 3: Method of Determining Maceral Group Composition. International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO 7404-5:2009; Methods for the Petrographic Analysis of Coals—Part 5: Method of Determining Microscopically the Reflectance of Vitrinite. International Organization for Standardization: Geneva, Switzerland, 2009.
- Handbook for Cokemaking. In 6 Volumes. Volume 1. Coals for Coking. Benefication of Coals. Preparation of Coal for Coking, 6th ed.; Borisova, L.N.; Shapoval, Y.G. (Eds.) Inzhek Publishing House: Kharkiv, Ukraine, 2010. [Google Scholar]
- ISO 18894:2018; Coke—Determination of Coke Reactivity Index (CRI) and Coke Strength after Reaction (CSR). International Organization for Standardization: Geneva, Switzerland, 2018.
- ISO 556:2020; Coke (Greater than 20 Mm in Size)—Determination of Mechanical Strength). International Organization for Standardization: Geneva, Switzerland, 2020.
- Lin, Y.; Qin, Y.; Ma, D.; Duan, Z. Pore Structure, Adsorptivity and Influencing Factors of High-Volatile Bituminous Coal Rich in Inertinite. Fuel 2021, 293, 120418. [Google Scholar] [CrossRef]
- McCartney, J.T.; Teichmüller, M. Classification of Coals According to Degree of Coalification by Reflectance of the Vitrinite Component. Fuel 1972, 51, 64–68. [Google Scholar] [CrossRef]
- Tissot, B.P.; Welte, D.H. Coal and Its Relation to Oil and Gas. In Petroleum Formation and Occurrence: A New Approach to Oil and Gas Exploration; Springer: Berlin/Heidelberg, Germany, 1978; pp. 202–224. ISBN 978-3-642-96446-6. [Google Scholar]
- Zheng, H.; Xu, R.; Zhang, J.; Daghagheleh, O.; Schenk, J.; Li, C.; Wang, W. A Comprehensive Review of Characterization Methods for Metallurgical Coke Structures. Materials 2021, 15, 174. [Google Scholar] [CrossRef]
- Lundgren, M.; Sundqvist Ökvist, L.; Björkman, B. Coke Reactivity under Blast Furnace Conditions and in the CSR/CRI Test. Steel Res. Int. 2009, 80, 396–401. [Google Scholar] [CrossRef]
- Pusz, S.; Buszko, R. Reflectance Parameters of Cokes in Relation to Their Reactivity Index (CRI) and the Strength after Reaction (CSR), from Coals of the Upper Silesian Coal Basin, Poland. Int. J. Coal Geol. 2012, 90–91, 43–49. [Google Scholar] [CrossRef]
- Todoschuk, T.W.; Price, J.; Gransden, J. Development of coke strength after reaction (CSR) at Dofasco. Iron Steel Technol. 2004, 1, 73–84. [Google Scholar]
- Dash, P.S.; Guha, M.; Chakraborty, D.; Banerjee, P.K. Prediction of Coke CSR from Coal Blend Characteristics using Various Techniques: A Comparative Evaluation. Int. J. Coal Prep. Util. 2012, 32, 169–192. [Google Scholar] [CrossRef]
- Jordan, P. Characterising Coals for Coke Production and Assessing Coke: Predicting Coke Quality Based on Coal Petrography, Rheology and Coke Petrography, Faculty of Engineering and the Built Environment. Master’s Thesis, University of Witwatersrand, Johannesburg, South Africa, 2008; p. 121. [Google Scholar]
- Zhang, Q.; Wu, X.; Feng, A.; Shi, M. Prediction of Coke Quality at Baosteel. Fuel Processing Technol. 2004, 86, 1–11. [Google Scholar] [CrossRef]
- Yuan, Y.; Qu, Q.; Chen, L.; Wu, M. Modeling and Optimization of Coal Blending and Coking Costs Using Coal Petrography. Inf. Sci. 2020, 522, 49–68. [Google Scholar] [CrossRef]
- O’Brien, G.; Jenkins, B.; Esterle, J.; Beath, H. Coal Characterisation by Automated Coal Petrography. Fuel 2003, 82, 1067–1073. [Google Scholar] [CrossRef]
- Hara, Y.; Mikuni, O.; Yamanoto, H.; Yamanaki, H. The Assessment of Coke Quality with Particular Emphasis on Sampling Technique; Blast Furnace Coke: Quality, Cause and Effect; McMaster University: Hamilton, ON, Canada, 1980. [Google Scholar]
- Košina, M.; Heppner, P. Macerals in Bituminous Coals and the Coking Process: Part 1: Effect of Basic Coal Properties on the Process of Thermal Degradation. Fuel 1984, 63, 838–846. [Google Scholar] [CrossRef]
- Pearson, D.E. The Quality of Western Canadian Coking Coal. Can. Min. Metall. Bull. 1980, 73, 70–84. [Google Scholar]
- Serenčíšová, J.; Klika, Z.; Kolomazník, I.; Bartoňová, L.; Baran, P. Relationships among coking coals and related cokes characteristics: A statistical evaluation. Acta Geodyn. Geomater. 2018, 15, 311–322. [Google Scholar] [CrossRef]
- Bazaluk, O.; Kieush, L.; Koveria, A.; Schenk, J.; Pfeiffer, A.; Zheng, H.; Lozynskyi, V. Metallurgical Coke Production with Biomass Additives: Study of Biocoke Properties for Blast Furnace and Submerged Arc Furnace Purposes. Materials 2022, 15, 1147. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Unit of Measurement | Parameters |
|---|---|---|
| Total (Useful) | ||
| Useful capacity of oven | m3 | 21.6 |
| Heating system | Twin vertical flues with recirculation of waste gases | |
| Heating scheme | Combined | |
| Supply of gas | Side | |
| Length of the coke oven | mm | 13,980 (13,140) |
| Height of the coke oven | mm | 4300 (4000) |
| Width of the coke oven: | ||
| coke side | mm | 435 |
| push side | mm | 385 |
| average | mm | 410 |
| taper | mm | 50 |
| Distance between axes of coke ovens | mm | 1143 |
| Number of verticals | units | 28 |
| Heating level | mm | 700 |
| Number of ovens in the battery | units | 37 |
| Number of gas collectors | units | 1 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon * | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 10.0 | 0.66 | 75.0 | 3.0 | 22.0 | 8.0 | 37.4 | 40.6 | 0.48 | 10.0 | 54.6 |
| B | 18.0 | 0.73 | 90.0 | 2.0 | 8.0 | 8.8 | 37.4 | 41.0 | 0.40 | 16.0 | 53.8 |
| C | 19.0 | 0.95 | 82.0 | 2.0 | 16.0 | 7.5 | 32.3 | 34.9 | 1.04 | 21.0 | 60.2 |
| D | 14.0 | 0.90 | 79.0 | 2.0 | 19.0 | 7.6 | 33.2 | 35.9 | 0.96 | 21.0 | 59.2 |
| E | 8.0 | 0.94 | 81.0 | 3.0 | 16.0 | 7.1 | 33.3 | 35.8 | 0.87 | 21.5 | 59.6 |
| F | 12.0 | 1.16 | 90.0 | 2.0 | 8.0 | 8.6 | 26.2 | 28.7 | 0.66 | 13.0 | 65.2 |
| G | 15.0 | 1.05 | 63.0 | 0.0 | 37.0 | 8.0 | 26.5 | 28.8 | 0.46 | 11.5 | 65.5 |
| H | 4.0 | 1.53 | 77.0 | 0.0 | 23.0 | 8.7 | 17.9 | 19.6 | 0.72 | 11.5 | 73.4 |
| Blend | 100 | 0.94 | 80.2 | 1.7 | 18.1 | 8.0 | 31.8 | 34.6 | 0.70 | 16.3 | 60.2 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 10.0 | 0.66 | 75.0 | 3.0 | 22.0 | 8.0 | 37.4 | 40.6 | 0.48 | 10.0 | 54.6 |
| B | 18.0 | 0.73 | 90.0 | 2.0 | 8.0 | 8.8 | 37.4 | 41.0 | 0.40 | 16.0 | 53.8 |
| C | 17.0 | 0.95 | 82.0 | 2.0 | 16.0 | 7.5 | 32.3 | 34.9 | 1.04 | 21.0 | 60.2 |
| D | 12.0 | 0.90 | 79.0 | 2.0 | 19.0 | 7.6 | 33.2 | 35.9 | 0.96 | 21.0 | 59.2 |
| E | 12.0 | 0.94 | 81.0 | 3.0 | 16.0 | 7.1 | 33.3 | 35.8 | 0.87 | 21.5 | 59.6 |
| F | 12.0 | 1.16 | 90.0 | 2.0 | 8.0 | 8.6 | 26.2 | 28.7 | 0.66 | 13.0 | 65.2 |
| G | 10.0 | 1.05 | 63.0 | 0.0 | 37.0 | 8.0 | 26.5 | 28.8 | 0.46 | 11.5 | 65.5 |
| H | 9.0 | 1.53 | 77.0 | 0.0 | 23.0 | 8.7 | 17.9 | 19.6 | 0.72 | 11.5 | 73.4 |
| Blend | 100 | 0.96 | 80.9 | 1.8 | 17.3 | 8.0 | 31.4 | 34.1 | 0.71 | 16.3 | 60.6 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 11.0 | 0.66 | 79.0 | 2.0 | 19.0 | 8.0 | 37.4 | 40.6 | 0.46 | 10.0 | 54.6 |
| B | 22.0 | 0.73 | 90.0 | 2.0 | 8.0 | 8.2 | 36.7 | 40.0 | 0.39 | 16.0 | 55.1 |
| C | 4.0 | 0.93 | 82.0 | 2.0 | 16.0 | 7.4 | 32.7 | 35.3 | 1.06 | 22.0 | 59.9 |
| D | 31.0 | 0.91 | 80.0 | 2.0 | 18.0 | 7.6 | 33.2 | 35.9 | 0.96 | 21.0 | 59.2 |
| F | 17.0 | 1.14 | 89.0 | 1.0 | 10.0 | 8.6 | 25.9 | 28.3 | 0.65 | 13.0 | 65.5 |
| H | 15.0 | 1.53 | 77.0 | 0.0 | 23.0 | 8.7 | 17.9 | 19.6 | 0.72 | 11.5 | 73.4 |
| Blend | 100 | 0.98 | 83.3 | 1.5 | 15.2 | 8.1 | 30.9 | 33.6 | 0.69 | 15.9 | 61.0 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 12.0 | 0.66 | 75.0 | 3.0 | 22.0 | 8.0 | 37.4 | 40.6 | 0.48 | 10.0 | 54.6 |
| B | 18.0 | 0.73 | 90.0 | 2.0 | 8.0 | 8.8 | 37.2 | 40.8 | 0.38 | 16.0 | 54.0 |
| C | 20.0 | 0.93 | 82.0 | 2.0 | 16.0 | 7.4 | 32.5 | 35.1 | 1.02 | 22.0 | 60.1 |
| D | 18.0 | 0.90 | 79.0 | 2.0 | 19.0 | 7.6 | 33.2 | 35.9 | 0.96 | 21.0 | 59.2 |
| F | 17.0 | 1.15 | 89.0 | 1.0 | 10.0 | 8.7 | 26.2 | 28.7 | 0.65 | 13.0 | 65.1 |
| H | 15.0 | 1.53 | 77.0 | 0.0 | 23.0 | 8.7 | 17.9 | 19.6 | 0.72 | 11.5 | 73.4 |
| Blend | 100 | 0.98 | 83.0 | 1.1 | 15.9 | 8.2 | 30.8 | 33.5 | 0.72 | 16.2 | 61.0 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 11.0 | 0.64 | 78.0 | 2.0 | 20.0 | 8.2 | 37.0 | 40.3 | 0.47 | 9.0 | 54.8 |
| B | 11.0 | 0.74 | 90.0 | 2.0 | 8.0 | 7.6 | 37.5 | 40.6 | 0.39 | 16.0 | 54.9 |
| I | 4.0 | 0.91 | 91.0 | 1.0 | 8.0 | 8.7 | 34.5 | 37.8 | 0.58 | 29.0 | 56.8 |
| C | 13.0 | 0.94 | 78.0 | 4.0 | 18.0 | 7.4 | 32.9 | 35.5 | 1.07 | 24.5 | 59.7 |
| J | 19.0 | 0.91 | 90.0 | 1.0 | 9.0 | 8.3 | 33.5 | 36.5 | 0.54 | 21.5 | 58.2 |
| F | 27.0 | 1.16 | 85.0 | 2.0 | 13.0 | 8.4 | 26.4 | 28.8 | 0.64 | 12.5 | 65.2 |
| K | 4.0 | 1.02 | 58.0 | 1.0 | 41.0 | 8.4 | 25.4 | 27.7 | 0.33 | 12.0 | 66.2 |
| H | 11.0 | 1.57 | 79.0 | 0.0 | 21.0 | 8.9 | 17.8 | 19.5 | 0.66 | 11.5 | 73.3 |
| Blend | 100 | 1.01 | 83.3 | 1.8 | 14.9 | 8.2 | 30.3 | 33.0 | 0.62 | 16.3 | 61.5 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 16.0 | 0.62 | 75.0 | 2.0 | 23.0 | 7.8 | 36.9 | 40.0 | 0.49 | 10.0 | 55.3 |
| B | 13.0 | 0.74 | 88.0 | 2.0 | 9.0 | 8.0 | 37.6 | 40.9 | 0.39 | 16.0 | 54.4 |
| L | 10.0 | 0.99 | 85.0 | 6.0 | 9.0 | 6.6 | 32.9 | 35.2 | 0.86 | 24.0 | 60.5 |
| J | 7.0 | 0.90 | 89.0 | 2.0 | 9.0 | 8.3 | 34.0 | 37.1 | 0.55 | 21.5 | 57.7 |
| M | 11.0 | 1.05 | 74.0 | 1.0 | 25.0 | 8.8 | 26.6 | 29.2 | 0.47 | 13.0 | 64.6 |
| F | 25.0 | 1.14 | 86.0 | 2.0 | 12.0 | 8.7 | 26.3 | 28.8 | 0.66 | 13.0 | 65.0 |
| N | 8.0 | 1.16 | 90.0 | 2.0 | 8.0 | 8.0 | 25.8 | 28.0 | 1.05 | 20.5 | 66.2 |
| H | 10.0 | 1.55 | 79.0 | 1.0 | 20.0 | 8.3 | 17.4 | 19.0 | 0.63 | 11.5 | 74.3 |
| Blend | 100 | 1.01 | 82.9 | 2.3 | 14.8 | 8.1 | 29.8 | 32.4 | 0.62 | 15.1 | 62.1 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 20.0 | 0.62 | 79.0 | 1.0 | 20.0 | 8.1 | 36.9 | 40.1 | 0.43 | 10.0 | 55.0 |
| B | 4.0 | 0.74 | 90.0 | 1.0 | 9.0 | 7.7 | 37.3 | 40.4 | 0.33 | 14.0 | 55.0 |
| I | 19.0 | 0.90 | 92.0 | 0.0 | 8.0 | 8.7 | 35.1 | 38.4 | 0.57 | 25.0 | 56.2 |
| C | 4.0 | 0.91 | 82.0 | 3.0 | 15.0 | 7.2 | 32.8 | 35.3 | 1.10 | 22.0 | 60.0 |
| M | 12.0 | 1.07 | 73.0 | 0.0 | 27.0 | 8.8 | 26.6 | 29.2 | 0.48 | 13.0 | 64.6 |
| F | 27.0 | 1.15 | 91.0 | 1.0 | 8.0 | 8.4 | 26.6 | 29.0 | 0.67 | 13.0 | 65.0 |
| H | 14.0 | 1.57 | 82.0 | 0.0 | 18.0 | 8.2 | 17.9 | 19.5 | 0.72 | 11.0 | 73.9 |
| Blend | 100 | 1.02 | 85.0 | 0.6 | 14.4 | 8.3 | 29.7 | 32.4 | 0.59 | 14.8 | 62.0 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 5.0 | 0.67 | 77.0 | 3.0 | 20.0 | 7.5 | 37.0 | 40.0 | 0.45 | 10.0 | 55.5 |
| B | 10.0 | 0.71 | 88.0 | 2.0 | 10.0 | 8.1 | 36.9 | 40.1 | 0.43 | 14.0 | 55.0 |
| C | 22.0 | 0.92 | 80.0 | 4.0 | 16.0 | 6.9 | 32.7 | 35.1 | 1.13 | 21.0 | 60.4 |
| O | 5.0 | 0.91 | 87.0 | 0.0 | 13.0 | 8.0 | 33.9 | 36.8 | 1.22 | 23.0 | 58.1 |
| J | 7.0 | 0.93 | 89.0 | 1.0 | 10.0 | 9.4 | 33.3 | 36.7 | 0.57 | 20.0 | 57.3 |
| M | 15.0 | 1.07 | 71.0 | 1.0 | 28.0 | 8.8 | 27.1 | 29.7 | 0.60 | 13.0 | 64.1 |
| F | 24.0 | 1.17 | 92.0 | 1.0 | 8.0 | 8.1 | 26.2 | 28.5 | 0.67 | 13.0 | 65.7 |
| H | 12.0 | 1.56 | 82.0 | 0.0 | 18.0 | 7.9 | 17.5 | 19.0 | 0.74 | 10.0 | 74.6 |
| Blend | 100 | 1.05 | 83.4 | 1.4 | 15.2 | 8.0 | 29.2 | 31.7 | 0.75 | 15.3 | 62.8 |
| Type of Coal | Amount within the Blend, wt.% | Petrographic Analysis, wt.% | Proximate Analysis, wt.% | Maximum Thickness of Plastic Layer | Fixed Carbon | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Rom | Vt | L | I | Ash (db) | VM (db) | VM (daf) | Sulfur (db) | Y, mm | FC, wt.% | ||
| A | 9.0 | 0.62 | 79.0 | 1.0 | 20.0 | 7.5 | 37.1 | 40.1 | 0.44 | 10.0 | 55.4 |
| P | 4.0 | 0.67 | 76.0 | 1.0 | 23.0 | 7.6 | 36.2 | 39.2 | 0.51 | 9.5 | 56.2 |
| B | 8.0 | 0.74 | 90.0 | 1.0 | 9.0 | 8.2 | 36.7 | 40.0 | 0.44 | 12.0 | 55.1 |
| I | 8.0 | 0.90 | 93.0 | 0.0 | 7.0 | 8.8 | 35.3 | 38.7 | 0.56 | 24.0 | 55.9 |
| C | 4.0 | 0.93 | 79.0 | 3.0 | 18.0 | 7.1 | 32.8 | 35.3 | 1.11 | 24.5 | 60.1 |
| Q | 21.0 | 1.30 | 84.0 | 0.0 | 16.0 | 9.9 | 31.9 | 35.4 | 1.18 | 18.0 | 58.2 |
| F | 29.0 | 1.14 | 93.0 | 0.0 | 7.0 | 8.2 | 26.4 | 28.8 | 0.68 | 13.0 | 65.4 |
| H | 17.0 | 1.53 | 82.0 | 0.0 | 18.0 | 8.3 | 17.7 | 19.3 | 0.73 | 11.0 | 74.0 |
| Blend | 100 | 1.11 | 86.5 | 0.3 | 13.2 | 8.5 | 29.2 | 31.9 | 0.75 | 14.5 | 62.3 |
| Coke Sample | Final Coking Temperature, °C | Indices of Coke Quality, wt.% | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Ash (db) | VM (db) | Sulfur (db) | Fixed Carbon | Coke Reactivity Index | Coke Strength after Reaction with CO2 | Micum 25 Index | Micum 10 Index | ||
| FC | CRI | CSR | M25 | M10 | |||||
| 1 | 1060 | 10.6 | 0.88 | 0.34 | 88.42 | 32.9 | 53.6 | 87.3 | 7.8 |
| 2 | 1060 | 10.7 | 0.89 | 0.35 | 88.41 | 32.4 | 53.9 | 87.6 | 7.7 |
| 3 | 1065 | 10.9 | 0.84 | 0.33 | 88.26 | 32.2 | 54.0 | 88.0 | 7.6 |
| 4 | 1070 | 11.0 | 0.80 | 0.36 | 88.20 | 32.0 | 54.2 | 88.0 | 7.6 |
| 5 | 1065 | 11.0 | 0.83 | 0.33 | 88.17 | 31.7 | 54.8 | 88.2 | 7.4 |
| 6 | 1070 | 10.9 | 0.79 | 0.32 | 88.31 | 31.7 | 55.0 | 87.9 | 7.6 |
| 7 | 1075 | 11.1 | 0.74 | 0.31 | 88.16 | 31.6 | 55.0 | 88.4 | 7.4 |
| 8 | 1075 | 10.7 | 0.75 | 0.38 | 88.55 | 31.1 | 55.4 | 88.0 | 7.5 |
| 9 | 1085 | 10.9 | 0.71 | 0.37 | 88.39 | 30.3 | 58.4 | 88.8 | 7.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kieush, L.; Koveria, A.; Schenk, J.; Rysbekov, K.; Lozynskyi, V.; Zheng, H.; Matayev, A. Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions. Sustainability 2022, 14, 9947. https://doi.org/10.3390/su14169947
Kieush L, Koveria A, Schenk J, Rysbekov K, Lozynskyi V, Zheng H, Matayev A. Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions. Sustainability. 2022; 14(16):9947. https://doi.org/10.3390/su14169947
Chicago/Turabian StyleKieush, Lina, Andrii Koveria, Johannes Schenk, Kanay Rysbekov, Vasyl Lozynskyi, Heng Zheng, and Azamat Matayev. 2022. "Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions" Sustainability 14, no. 16: 9947. https://doi.org/10.3390/su14169947
APA StyleKieush, L., Koveria, A., Schenk, J., Rysbekov, K., Lozynskyi, V., Zheng, H., & Matayev, A. (2022). Investigation into the Effect of Multi-Component Coal Blends on Properties of Metallurgical Coke via Petrographic Analysis under Industrial Conditions. Sustainability, 14(16), 9947. https://doi.org/10.3390/su14169947