1. Introduction
Food systems comprise all the actors and activities associated with rearing, farming, processing and distributing different products with the objective of feeding humans. Numerous developments such as economies of scale, food science and technology advancements and logistics optimisation have enabled an unprecedented level of food systems feeding capacity. Nevertheless, these improvements have begun to fail to meet modern consumer demand. Thus, enhancing food system efficiency has become a global research priority due to the increasing pressure that population growth is placing on supply systems regarding their capabilities to ensure food provision [
1]. There is an increasing demand for food manufacturing operation flexibility to reduce some of the most severe sector related environmental impacts which are compromising the long term sustainability of the sector [
2]. The growing consumer demand for local food products with high-quality ingredients can only be enabled through production strategies alternative to large-scale centralised systems [
3]. Technological innovation can support the transition towards a more sustainable food sector due to the enabling capabilities that it can provide to the actors involved in the different activities across the food supply chain [
4]. Several challenges for the redistribution and localisation of food manufacturing systems have been identified including factors such as the need for appropriate infrastructure and the necessity for the implementation of resource efficient processing technologies at smaller scales [
5].
In this context, the aim of this paper is to support the future development of distributed localised food systems by introducing a novel method to conduct strategic assessments regarding food technologies suitability for DLM systems. This methodology provides competitive advantages to manufacturers willing to implement changes in their production strategies by identifying the best technologies that can fulfil their needs in different distributed manufacturing models. The research proposes a novel classification of food technologies together with a set of specific DLM assessment criteria in support of the creation and application of the developed assessment method. This paper is structured as follows:
Section 2 presents an overview of the DLM strategy and food technology. The review is followed by
Section 3, which introduces the novel classification of food processing technologies developed by the authors.
Section 4 describes 14 identified DLM suitability assessment criteria which have been selected as the essential aspects that should be considered when assessing potential implementations of different food technologies within DLM systems.
Section 5 introduces a qualitative food processing technologies assessment method to support the utilisation of the most suitable technologies in future DLM food systems.
Section 6 includes a validation of the assessment method through its practical application to twelve selected technologies, explaining in detail the results of the application of the method to microfluidics and robotics, while the remaining technologies’ results are enclosed in the appendix.
Section 7 contains the concluding remarks.
2. Distributed Localised Manufacture of Food Products
Distributed localised food manufacturing (DLM) has been described as a promising manufacturing strategy to support the improvement of the sustainability of food production operations [
6]. This strategy is defined as
‘a decentralised and closer to consumer production network, which provides increased flexibility and faster response to market needs’ [
6]. DLM-structured food systems will be built based on networks of cooperating actors aiming to minimise large-scale manufacturing issues by rationally distributing and localising food production operations not only optimising location, but also scale. This strategic approach can provide numerous benefits derived from closer to consumer manufacture such as greater product personalisation [
7], food products shelf life use optimisation [
8], wasted ingredients and resources reductions [
9], and minimisation of transportation requirements reducing associated environmental impacts [
10]. Identified technological capabilities that might be required to enable DLM include factors such as the minimal need for additives and chemicals during processing to deliver higher quality products, compatibility with variable primary ingredients locally sourced, more flexible and sustainable manufacturing processes at smaller scales capable of producing multiple products in the same location, and individualised production capabilities to support customisation adapting to local needs and personal demands [
8,
11].
It is necessary to identify those food processing technologies that can sustainably deliver the required yields at local scales and can support businesses competitiveness in more challenging ingredient sourcing environments. Food technology refers to the utilisation of different technologies interlinked with food science for the manufacture food products. These technologies present different functionalities (e.g., cooking, preservation, preparation) when transforming one or more ingredients into food products ready for human consumption [
12]. Processing technologies innovation follows a continuous research and development philosophy to support the improved exploitation of related operations capabilities while adapting to emerging food sector challenges [
13,
14]. Innovative technological alternatives must not only be more efficient and profitable, but also they are required to complement existing processes enabling the creation of novel products [
15,
16]. Some of the identified drivers for technological improvements in the food sector include key factors such as:
The growing need to create new product structures to innovate product formulation and reduce unhealthy component content in food products (e.g., fat, sugar and salt) due to consumers shifting to healthier diets (pressuring traditional manufacturers production capabilities) [
17].
The future requirement to utilise unusual ingredients due to resource scarcity predictions, resulting in the need for alternative sustainable protein sources which will demand adaptations in food processing operations [
18,
19].
Business aspiration to increase product freshness and shelf life not only to guarantee consumer satisfaction, but also to ensure product safety by avoiding potential health risks associated with manufacturing control issues [
20].
Industrial requisites to reduce production costs, minimise production energy needs and optimise production efficiency to reinforce the success in food systems [
21].
The critical need for manufacturers to utilise highly reliable and reconfigurable processes in order to successfully interact with more dynamic markets emerging from the growth of information communication technologies and the impact they are having on consumption patterns in modern societies [
22].
Even though technological innovation can provide multiple economic and social benefits to existing large-scale centralised food manufacturing businesses, there are few to no systematic ways at all of assessing the suitability of these technologies in future DLM food systems. The implementation of alternative technologies in manufacturing operations is frequently driven by product specification requirements, manufacturers’ push for changes in their capabilities or, in some cases, legislative pressures [
23]. The lack of understanding of DLM strategic requirements makes it necessary to create new methodological approaches to ensure that the best technological alternatives can be utilised in future food production.
3. A Novel Classification of Food Technologies
This section introduces a novel classification of food processing technologies, including all the relevant technologies that can be used for the manufacture of food products (see
Table 1). This classification was developed by the researchers to support the identification of enabling food processes that could fulfil specific requirements linked to DLM characteristics. The classification was created through consultation of different academic sources including research articles and books covering the food science and technology field. This approach supported the identification of multiple ways in which food technologies had been classified, which had been mainly based on multiple individual characteristics such as their thermal impact on the product, their capacity for microbial inhibition or destruction, or their role in manufacturing operations such as preparation, preservation and cooking categories [
24,
25,
26].
The researchers established that technologies could be fundamentally divided based on their material influence principle (i.e., physical or physicochemical) due to the distinctive functionality that they present. It was also identified that technologies could be segregated based on their relative life stage or readiness level. This led to breaking them down into two major groups: mature technologies, which were considered to be traditional due to their extensive historical applications; and ground-breaking technologies, which were considered novel due to their relatively smaller range of current utilisations or recent development. Additionally, it was acknowledged that novel technologies present different development levels for their utilisation during the manufacture of products for consumer use (i.e., applicable or emerging). After the categorisation process was finalised, the most relevant technologies with current or predicted applications in the food sector were mapped onto the proposed classification.
The novelty of this classification consists of its capacity for supporting decision makers by granting a global system perspective of food technology rather than focusing on specific applications or roles of these technologies in the manufacture of foods. It can support decision-making processes by providing a comprehensive understanding with respect to the growing body of available or in the development food technologies. Furthermore, it delivers a common framework for the simultaneous and structured suitability analysis of food technologies for DLM food systems depending on specific manufacturer requirements. This innovative characterisation of multiple technologies under a common umbrella supports better understanding regarding their DLM suitability on a case by case basis due to the holistic perspective that it offers. Manufacturers’ knowledge regarding their product requirements and a basic understanding of the operating principles of food technologies, alongside the proposed classification, could help select optimal technological alternatives for future DLM food processing facilities.
4. Identified DLM Assessment Criteria
Multiple characteristics need to be considered to support decision-making processes due to the distinctive complexity of food manufacturing systems emerging from the variability and volatility of a sector depending on naturally generated ingredients. Food technology significantly influences ingredient processing feasibility, product attributes, and manufacturing operations management. The wide range of benefits that the application of one technology over another can generate has the potential to not only increase the economic and operational feasibility of the manufacture of a product, but also to provide more environmentally sustainable processing alternatives, as well. Specific DLM systems objectives [
6] linked to identified food technology innovation drivers [
17,
19,
20,
21] supported the identification of the most relevant aspects of food technologies, which could be utilised as assessment criteria. The proposed DLM assessment criteria were selected following a Delphi method approach [
27]. First, six food science and technology experts with different academic and industrial backgrounds were identified. The researchers created an initial list of more than 50 potential criteria based on literature research. This list was sent to experts, who individually selected those criteria that were most relevant for the assessment of processing technologies for DLM, based on their understanding. The refined experts’ lists were collected, and the reduced number of criteria were incorporated into a final list which was recirculated among the experts to collect their final inputs. The final expert opinion was retrieved and supported the definition of the final 14 DLM assessment criteria included below:
Maturity: criterion aimed at analysing a technology’s readiness level, in order to support qualitative decision making regarding its availability for effective utilisation by manufacturers in DLM food systems [
28].
Scalability: this criterion examines the versatility of a technology for efficiently manufacturing different volumes of a product while maintaining the desired manufacturing efficiency [
29].
Flexibility: this criterion aims to determine how easily the technology can be adapted to manufacture diverse products in addition to understanding its capability to utilise alternative ingredients to produce equivalent products [
30].
Safety: criterion for the measurement of the technological safety at a manufacturing shop floor level, which is paramount in food production operations due to the potential issues that can arise from related incidents [
31].
Potential for product customisation: criterion to assess a technology’s capabilities to personalise or customise the products and support made-to-order manufacturing methods for smaller-scale facilities [
32].
Impact on product shelf life: this criterion assesses one of the major constraints of food products to help in the identification of those technologies that can provide the highest possible DLM food supply uptime [
33].
Impact on product quality: this criterion addresses the capacity of a certain technology to create high-quality products in view of manufacturers’ requirements to fulfil quality standards and the increasing consumer concern about highly processed foods [
34].
Impact on product nutrients and sensory profiles: criterion to assess two of the key drivers for novel technology development that can support the DLM of nutritious and desirable consumer products [
35].
Integration potential: this criterion is required to understand inter-technology integration capabilities and address DLM requirements for broader product range competences in individual facilities [
36].
Throughput capacity: criterion to analyse a technology’s impact on overall facility productivity (regarding volume and speed) for profitably placing DLM food products in the market [
15].
Resource efficiency: criterion for calculating the sustainability of a technology from a resource demand perspective (e.g., energy, water and ingredients) in order to avoid potential resource scarcity issues arising from unsustainable practices at smaller scales [
37].
Capital costs: this criterion considers the capital investment needed to utilise the technology in an industrial environment and aims to understand the required potential economic efforts towards future DLM implementation [
38].
Operational costs: criterion to analyse the running costs that could be expected from a technology in a DLM production environment and comprehend the daily economic sustainability of the system [
38].
Consumer acceptance: criterion aiming to determine the social sustainability of the technology understanding the consumer purchasing perspective to ensure DLM demand fulfilment [
39].
5. DLM Suitability Assessment Method
Technology can become one of the key enablers for DLM of food; however, due to the large range of available technologies (listed in
Table 1), it is necessary to develop new assessment methodologies which can assist in the selection of those which are more suitable for manufacturing products based on specific needs and requirements. DLM novelty, together with the associated complexity of food manufacturing, makes it essential to create tailored methodologies to generate a valuable understanding regarding future food production scenarios. Newly developed methodologies need to be capable of supporting the identification of specific advantages and challenges that individual food technologies can present towards the implementation of DLM within specific food systems.
A qualitative approach for food technology assessment in DLM systems is the most suitable strategy, considering the broad range of applications which technologies can present in food production activities ranging from ingredient preparation or cooking up to preservation. Such approaches can provide more consistency during method applications with limited data sources (e.g., innovative technologies with limited or non-existing industrial applications). Qualitative assessments can also provide better outcomes in high-analytical-complexity scenarios, which might be relatively frequent considering DLM’s distinguishing requirements and drivers (e.g., support for local economies or demand for high flexibility).
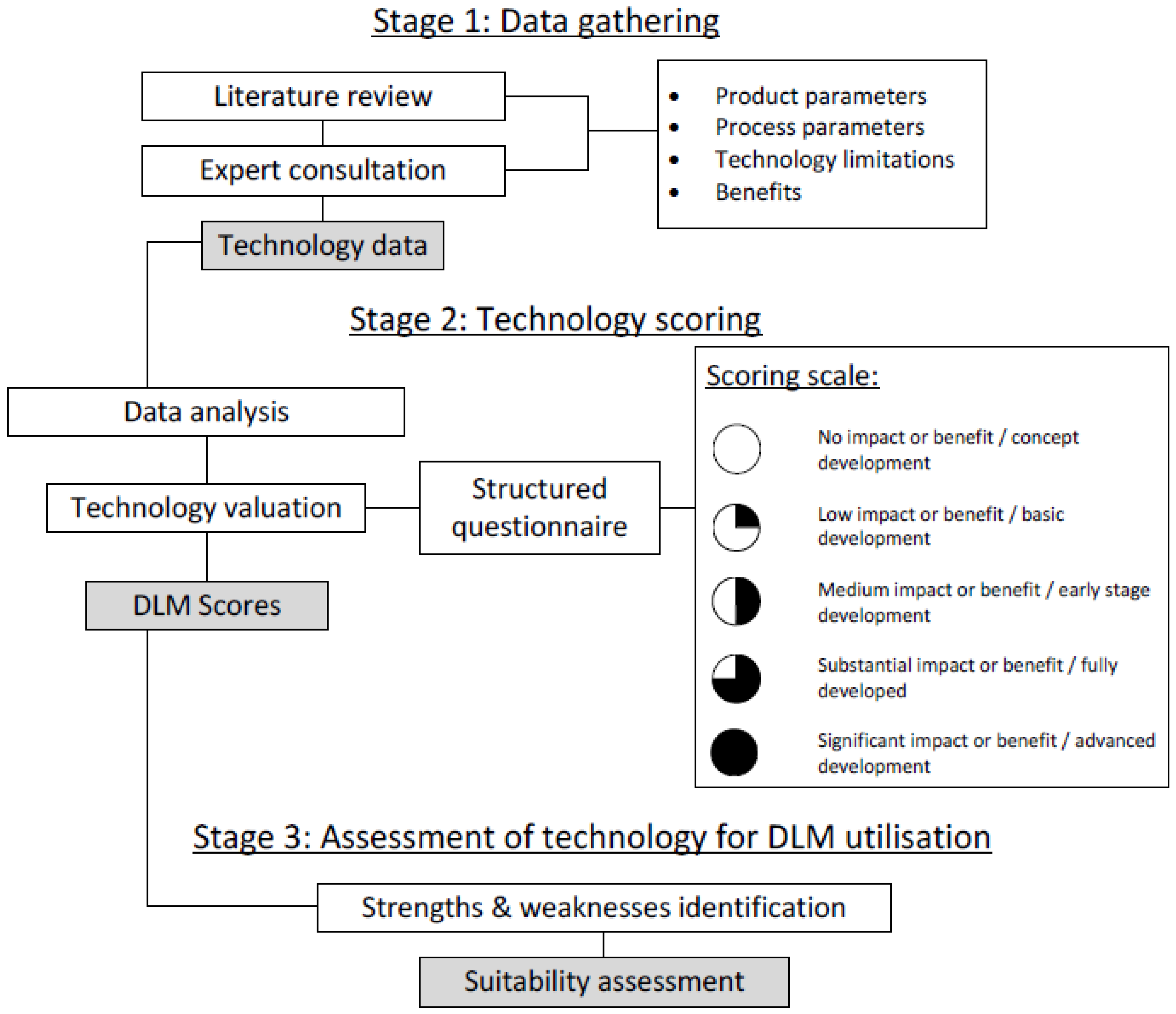
The proposed DLM suitability assessment method is threefold (as depicted in
Figure 1). A three-stage breakdown was selected in support of more detailed and comprehensive DLM suitability assessments considering the complexity and variety of factors to be analysed associated with DLM food production. The method includes an initial data-gathering phase, followed by individual criteria-focused scoring assessments, and is finalised by a comprehensive general technology assessment.
The first stage entails a comprehensive review of the existing literature regarding the technology under consideration conducted by the person aiming to implement the proposed method. This process should be sufficient for the individual to gain an overview of the technology and provide an understanding of different processing characteristics, current applications, potential technology limitations and future applications opportunities. In some cases, additional expert consultation might be required to provide further insight (e.g., regarding emerging technologies at early research and development stages presenting very limited literature sources).
Once the initial stage has been conducted, the second stage consists of the evaluation of the technology against each of the 14 DLM criteria to generate the singular qualitative assessment scores. This step involves the utilisation of a scoring scale which was specifically defined to support the assessment process (defined in
Figure 1). The scoring method is based on understanding three different characteristics that a technology can present regarding the criterion under assessment: technology readiness level to fulfil the criterion, technological impact on the criterion domain or benefits that the technology can provide regarding that criterion. The importance of this scoring strategy relies on its ability to support the inter-technology comparison by providing a reference point and significance to the assessments. Taking this scoring approach into account, the technology sub-assessments should be based on the knowledge gathered during the first stage essential to support the scoring process. Additionally, the scoring process needs to be complemented by means of structured questionnaires distributed among experts in food science and technology. These serve to effectively gather experts’ scores for each criterion based on their expertise on the food technology being assessed. The final score is obtained by incorporating the experts’ scores together with the decision maker’s requirements in view of a theoretical DLM application.
The final stage in the assessment process entails a broader technology suitability assessment based on the previous stage’s outputs. The analysis is carried out by gathering each individual criterion score and making an informed evaluation of the identified key drivers and/or challenges that the technology could have for its implementation in DLM food systems (considering scores and technology features). These results can be utilised by strategic decision makers aiming to identify which technologies can potentially support the redistribution or re-localisation of their manufacturing operations while taking into consideration specific organisation needs and preferences. To clarify the method application process and specify what should be the outcomes of each of its three stages, the following section includes its application for the evaluation of twelve different technologies indicating the different results obtained for each of them focusing on microfluidics and robotics as detailed examples. The remaining technologies results are enclosed in the appendix of this article.
6. Application of the Assessment Method
This section presents the results of the application of the DLM suitability assessment method to twelve technologies that were selected through consultation with food sector experts who supported the decision-making methodology development and pointed towards several technologies with promising future applications in the food manufacturing sector considering the specific needs of DLM. Some of these technologies were selected due to their wide range of applications across food production lines for the manufacture of diverse food products and have been seen as essential in the near future. Other technologies were selected due to their high potential to optimise future food manufacturing operations by granting novel processing alternatives or unforeseen food production capabilities.
The analysis of such a wide range of relevant food technologies was expected to provide a valuable insight regarding suitability assessment method application and its results. This collection of technologies covers multiple operations across food manufacturing operations, which was an essential approach taking into account the diverse facets that need to be understood during DLM implementations. The selected technologies can be broadly categorised into those which are commonly utilised with widespread applications and expected continued relevance in food processing, and those which present promising capabilities for future food manufacture. The following points include a brief definition of six selected technologies which are more widely utilised:
Microwaves: processing technology based on the delivery of electromagnetic radiation to food products placed in the interior of an enclosed cavity. Microwaves generate heat by vibrating the water inside the product that is being processed. The generated heat can be controlled and utilised for different applications depending on manufacturer’s needs (e.g., ingredients drying, products baking).
High Pressure Processing: technology used to process food products by inserting them into pressurised vessels that are then submerged inside a pressure transmitting liquid. It can be used for liquid and solid items that can be packaged before processing (e.g., cold cooking of meat, pasteurisation of packaged products).
Spray, Superheated Steam and Freeze Drying: group of technologies utilised for the dehydration of diverse products depending on specific characteristics aiming to extend shelf life while minimally impacting structures and nutrient contents. Example applications include the manufacture of dried fruit powders and instant coffee.
Extrusion: technology which involves multiple food processing operations, including ingredient mixing, cooking and shaping or forming. Extrusion presents three versions depending on temperature: cold forming (only mixing and shaping alternative), low-pressure extrusion (low-temperature processing) and high-pressure extrusion (high-temperature processing). Some of the most common applications include breakfast cereals and snack product manufacture.
Robotics: supporting technology including all the stages from the design to the utilisation of robots. Robots are electro-mechanical machines that interact with food products and are controlled through specifically built programmes that dictate their actions as requested by the controllers. This technology has been applied in the food sector for example for ingredients and partially processed products handling and more commonly for packaging.
Modified atmospheres: assisting technology which can extend the shelf life of products through the utilisation of different mixtures of air and gases in product packaging. It has been widely applied in multiple products such as sliced meat, bakery products and fresh vegetable salads packaging.
The second identified group of food processing technologies (i.e., promising technologies) included the following six technologies:
Ultrasound: technology based on the utilisation of pressure waves with frequencies above the threshold for human hearing. This technology can be either directly applied to the products or else it can be used to process them inside an ultrasonic bath. There are two versions of this technology based on the power of the application: low-power ultrasound (product testing purposes) and high-power ultrasound (processing of products). Some example applications include food processing of various ingredients (e.g., meat, vegetables and milk) and the preparation of emulsions such as mayonnaise sauce.
Microfluidics: technology focused on the utilisation of minimal fluid volumes in laminar regimes through different devices and processes. It has the potential to be utilised across multiple food processing operations, but presents limited applications due to its novelty. Predicted example applications include emulsions preparation and nutrients encapsulation.
Cold plasma: technology based on the application of low-pressure plasma to a product inside a container or the utilisation of atmospheric plasma on product surfaces. The aim of this technology it to preserve (i.e., extend shelf life) the products under treatment. This technology has already been applied to products such as cheese, cooked ham and eggs.
Membrane emulsification: technology based on the production of individual droplets utilising specific pore size membranes which allow the direct generation of droplets of the desired volume. They can be utilised to produce controlled emulsions with lower energy requirements for example high quality spreads.
Nanotechnology: this technology includes the creation and utilisation of nanostructures, nanodevices and nanoscale systems with food manufacturing objectives. One-dimensional (e.g., coatings), two-dimensional (e.g., wires or tubes) or three-dimensional (e.g., powders) constituents can be produced with this technology. Some predicted example applications include antimicrobial films and intelligent packaging or nanoencapsulation of nutrients for product enrichment.
Additive manufacturing: technology aimed at manufacturing food by creating product structures layer by layer through the utilisation of mechanical assisting technologies capable of using food grade materials and ingredients. Existing utilisation includes dessert personalisation and it presents high potential for nutrients microencapsulation.
6.1. Application of the Proposed Methodology to Selected Technologies
This subsection presents a more detailed application of the DLM assessment method to microfluidics and robotics technologies. As indicated in
Section 5, the first step for their analysis focused on conducting a review regarding their defining characteristics and operating principles which resulted in the summarised concepts enclosed in
Table 2. The identified characteristics highlighted some of the strengths and weaknesses that these technologies present, specifically considering their application for food processing. Robotics technology showcased good processing flexibility derived from its wide range of applications and ease to adapt to different ingredients and tasks within the processing facility (i.e., tool adaptability, reprograming potential) [
40]. On the other hand, it was determined that this technology is frequently associated with larger requirements in terms of high capital investments, which could become challenging when assessing future manufacturing implementations. Regarding microfluidics technology, the literature showed significant potential for food process intensification which could also be linked to better resource management (i.e., minimisation of wasted resources) [
41]. Expert consultation highlighted the limited production volumes of microfluidics considering its current development stage, which should be considered when aiming to utilise this technology at a non-laboratory scale.
6.1.1. Detailed Results from Microfluidics Technology Assessment
The second stage of the assessment method involved calculation of suitability scores based on technology performance against each of the criteria (included in
Table 3). The scoring process was supported by distributing a questionnaire among selected experts to refine knowledge gathered in the review stage and to obtain robust scores for the criteria. Microfluidics technology obtained a high score in the resource efficiency criterion due to the minimal amount of wasted ingredients during processing along with the low energy requirements for manufacture. This technology also yielded a high score in flexibility and capacity to create high-quality products, supported by the variety of applications from a singular process with the capability of generating personalised emulsions with slight adaptations. On the contrary, the scoring process highlighted the lack of information regarding consumer acceptance due to the technology’s early stage of research and development, which could limit its utilisation in the short term. It can also be highlighted that this technology scored low in the shelf life criterion due to its limited capabilities to individually provide competitive advantages and process products impacting on this key characteristic of foods.
The third and last stage of the DLM suitability assessment consisted of the consideration of the surveyed literature together with the criteria scores to provide recommendations on the suitability of microfluidics for DLM. It was identified that this technology offers numerous potential advantages for DLM processing systems such as greater resource management derived from its capability to utilise just the essential quantity of ingredients in a precise way. It was also identified that microfluidics has the potential to support the manufacture of food products with optimised and customised nutrient content while providing highly desirable sensory profiles due to its capabilities for product structuring and nutrients encapsulation. Moreover, this technology presents promising capabilities to generate high-quality products minimising the damage caused to nutrients throughout food production (as summarised in
Table A2). However, it was noted that this technology still requires the identification of suitable ingredients, together with additional supporting technologies (e.g., packaging technologies or ingredients preparation technologies), for the manufacture of consumer ready products due to the lack of consumer studies with different microfluidics processed products.
6.1.2. Detailed Results from Robotics Technology Assessment
During the second stage of the DLM suitability assessment process, it was determined, with supporting scores gathered from questioning robotics experts, that robotics technology presents high integration potential with other food processing technologies (e.g., microwaves or modified atmospheres) due to its capacity to support multiple manufacturing tasks, resulting in its subsequent high score in the associated criterion (included in
Table 3). The high score for the maturity criterion was due to the extended application record of this technology, prompting the idea that robotics could be adopted faster by localised businesses compared to other cutting-edge technologies with fewer business applications. The automation potential of robotics, and hence the associated high throughput score assigned during the assessment, could also support the achievement of optimised throughput yields in highly volatile markets, demanding varying quantities of products. Robotics scored low on the shelf life criterion due to its limited impact potential, only affecting it through improvement of aseptic processing environments, without offering proactive shelf life extension characteristics. Another suboptimal factor identified was the lack of robotics capabilities to generate positive impacts on product nutrient content or sensory profiles; hence the associated low score in criterion VIII.
The application of stage 3 of the DLM suitability assessment as explained in
Section 5 concluded that Robotics could provide many advantages in future implementations (summarised in
Table A2). For example, this technology offers the capacity to enable the establishment of highly automatized processing facilities, which could better adapt to multiple products and supporting technologies without compromising speed to market or production capabilities. The suitability of robotics for DLM food production arises from the symbiotic relationships that can be generated with other processing technologies. In many cases, technologies used for processing food require additional assisting technologies that can help with the successful utilisation of their potential in highly complex environments. It has been recognised that future facilities could use this technology as one of the cornerstones of the production processes supporting a more sustainable DLM of food through more efficient handling and management of ingredients and products across the production facilities.
6.1.3. Additional Technologies’ Suitability Results Analysis
Food manufacturing operations are highly complex and, in most cases, combine several technologies to produce individual products. This subsection briefly describes additional results generated from the application of the DLM suitability assessment method to the other food technologies specifically defined in this article.
Table A1 contains a summary of some of the most relevant facts and considerations for the ten additional selected technologies as identified during the review and expert consultation stage of the assessment method. The second stage, including the scoring of the technologies against the identified criteria (as depicted in
Table 3), highlighted some of the key considerations that must be addressed regarding these technologies’ future implementation in DLM facilities. The different scores were generated after questioning experts of different academic disciplines and industrial backgrounds who completed the assessment based on the insights in the review. Some of these scores demonstrated the weaknesses of specific technologies with respect to factors such as the lack of consumer acceptance information (frequently the case for the most innovative technologies in early stages of development), high capital investment requirements, or complex management and assurance of technology safety (e.g., cold plasma technology). On the other hand, some strengths were identified, such as resource usage efficiency or flexibility for the processing of multiple ingredients which could encourage the widespread adoption of those technologies by future DLM organisations (e.g., extrusion or microwaves).
Table A2 provides a summary of the results from the third stage of the suitability assessment, including the most relevant conclusions extracted during the final assessment process. Multiple recommendations could be made in view of these findings together with the required understanding of DLM essential requirements. For example, the integration of some of the assessed technologies can be proposed to increase the benefits that some technologies individually present and therefore provide well-rounded profitable solutions for the processing of food in DLM facilities. Another conclusion that emerges from this table is that factors such as microwave’s lack of customisation capabilities, as opposed to nanotechnology’s potential to create highly customised products, ingredients or structures, demonstrate that integration of multiple technologies could address individual deficiencies for DLM of food.
7. Concluding Remarks
There is a need to change the traditional approach towards food technology innovation, which has historically been focused on large-scale high-throughput requirements from the different actors involved in the manufacture of food. Future food production activities could be optimised through the identification of suitable technologies that can provide strategic benefits for the establishment of distributed food production strategies [
42]. This paper highlights the promising potential that some of the most innovative technologies could have in the advancement of DLM and introduces a novel classification for food technologies. This categorisation could support future DLM development by functioning as a framework for the required comparisons among technologies in order to identify best alternatives depending on specific manufacturers requirements.
This paper proposes an innovative DLM suitability assessment method which will support decision makers’ technology selection for implementation in DLM facilities based on several identified criteria. In those cases, where the technologies to be utilised are well known, the proposed methodology could directly support their assessment for utilisation in DLM systems. On the other hand, manufacturers searching for alternative processes to manufacture their products could utilise the methodology as a comprehensive technology selection and assessment tool, fully benefiting from the three stages of the assessment process. For example, an expert line developer of a bread manufacturing business could identify through the application of the DLM assessment method that, while traditional irradiation ovens have yielded good results on larger scales, more advanced technologies, such as ohmic heating technology, could improve the overall efficiency of the baking process at smaller scales by reducing lead times and energy requirements.
The results presented in this paper should be carefully considered in future research regarding the implementation of DLM strategies. They can support the identification of enabling food technologies that could provide guarantees to business seeking the re-localisation of their activities to achieve greater sustainability. The findings demonstrate that although individual processing technologies can closely match multiple suitability criteria, there are no perfect solutions which can fulfil all the needs for DLM. It should not be expected that a technology will completely match the identified criteria. The proposed DLM criteria aim to assess the broader manufacturing picture while technologies frequently address specific needs and have limited impact in the performance of the entire manufacturing system.
The proposed DLM technology suitability assessment method should be systematically applied to gather insights into the wider range of food processing technologies and their suitability to facilitate the implementation of DLM in the food sector. Nevertheless, it must be taken into account that not only will process decision support tools be required, but also other alternatives focused on product and system support will be essential for unlocking potential DLM implementations [
43]. A cross-functional approach is required to avoid hypothetically unfruitful implementations due to broader unforeseen impacting factors and challenges. This methodological approach is expected to not only assist in the development of a more sustainable DLM food sector, but could also help identify future industry needs that may not be foreseeable without such a strategy.
Author Contributions
For conceptualization, P.G.-E. and S.R.; methodology, P.G.-E. and S.R.; formal analysis, P.G.-E.; investigation, P.G.-E.; writing—original draft preparation, P.G.-E.; writing—review and editing, P.G.-E. and S.R.; supervision S.R.; project administration S.R.; funding acquisition, S.R.
Funding
This work was supported by the Engineering and Physical Sciences Research Council [grant number EP/K030957/1], the EPSRC Centre for Innovative Manufacturing in Food.
Acknowledgments
This work was supported by the EPSRC Centre for Innovative Manufacturing in Food.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
Appendix A
Table A1.
Key facts from reviewed sources on additional technologies assessed.
Table A1.
Key facts from reviewed sources on additional technologies assessed.
| | Physicochemical Technologies | | Physical Technologies |
|---|
| Microwaves | Efficiency varies depending on food and packaging geometry, composition and weight; and technology frequency, power and dielectric constants. Not suitable with highly conductive materials. Requires good containment to avoid microwave leakage, and water content in product for cooking applications. Flexible application and easily adaptable.
| Extrusion | Yield influenced by water, protein and starch content, temperature and pressure, rotation speed and dye profiles, and throughput and dwell time. Requires adaptation of process and extruder configuration. Can reduce vitamin, colour and flavour profiles. Can be used for sterilisation, starch gelatinisation and protein denaturalisation for structure modification.
|
| Ultrasound | Direct, coupling or submergence usages with different temperature, frequency, power and flow rate. Lack of physical depth of application requiring heat and pressure to kill spores and enzymes. Applications for preparation or preservation with good productivity and quality.
| Membrane Emulsification | Microstructure customisation through droplet control. Requires consideration of membrane structures and materials, and process conditions for maximum throughput to minimise clogging issues. Capabilities for customisation and reductions in energy utilised for production.
|
| High Pressure Processing | Requires consideration of protein, lipid, salt or sugar content; pH and water activity; and pressure, temperature and treatment time. High investment and maintenance costs with short processing but long set ups. Requires further treatments for sterilisation and adaptation to packaging specifications.
| Additive Manufacturing | Variables to consider include object geometry, printing process, materials, recipes and platforms; in addition to product reformulation and ingredients applicability. Challenging cleaning processes. Requires programming skills and knowledge of mechanical force control. Potential for on demand production, product customisation and personalised diet provision.
|
| Cold Plasma | Product size, geometry, process gas mixture, pressure and pulse voltage, duration and repetition rate represent the variables to consider. Superficial treatment with potential damage to products under the surface and oxidation of nutrients. Might require pre-treatment but offers short processing time and is suitable for continuous processing.
| Nanotechnologies | Nanomaterials morphology, size, chemical composition, concentration and density must be analysed. Storage, processing and packaging applications requiring further development (Nano-metrology) for reduction of risks linked to health issues. Unknown potential future innovative applications (e.g., diet improvement).
|
| Spray, Superheated Steam and Freeze Drying | Can boost product stability, shorten processing times, and optimise nutrient preservation. Require assessment on used energy linked to productivity and there is a lack of available industrial equipment. Good rehydration performances and better product nutrient profiles.
| Modified Atmospheres | Requires analysis of microorganisms’ activity, product respiration, gas composition and packaging materials. Limited to stable solid foods with complex monitoring and unexpected potential microorganism growth. Safety issues related to uncontrolled storage conditions.
|
Table A2.
Suitability assessments excerpt.
Table A2.
Suitability assessments excerpt.
| | Physicochemical Technologies | | Physical Technologies |
|---|
| Microwaves | - +
Highly suitable due to maturity, short processing times, scalability, integration capabilities and consumer acceptance. - −
Energy demand and lack of customisation capabilities could diminish its applicability.
| Extrusion | - +
The high flexibility, throughput and maturity, together with widespread consumer acceptance and low operational costs show suitability for DLM. - −
Impact on product quality could weaken its use compared to alternative technologies.
|
| Ultrasound | - +
Excellent quality products (nutritious and widely accepted), short processing times and flexible applications make it profitable for DLM. - −
Complex customisation and operating costs must be considered before implementations.
| Membrane Emulsification | - +
Higher quality products, good shelf life provision and nutrient preservation make it desirable for DLM. - −
Complexity with scalability and low throughput need to be overcome for implementations in shifting DLM facilities.
|
| High Pressure Processing | - +
Potential utilisation in DLM due to nutrient preservation capabilities, desirable sensory profiles, maturity and flexibility. - −
Operational costs and post-processing refrigeration must be addressed.
| Additive Manufacturing | - +
The potential flexibility and the promising customisation capabilities make it a suitable candidate for supporting DLM. - −
Need for further development to address numerous questions regarding its future use in food production.
|
| Cold Plasma | - +
The nutrient retention capabilities and sensory profile offer, together with continuous processing features support its use in DLM. - −
Need to overcome its low maturity level, safety concerns and current capital costs.
| Nanotechnologies | - +
Desirable customisation capabilities together with flexible product applications make them very promising for future DLM. - −
Operational risks and safety issues could challenge a widespread use.
|
| Spray, Superheated Steam and Freeze Drying | - +
Their shelf life extension capabilities, higher resource efficiency and good quality products fit DLM strategies. - +
Lack of customisation capabilities and high capital costs must be considered during their applications.
| Modified Atmospheres | - +
Flexible application to multiple products, consumer acceptance and nutrient preservation support its use in food manufacturing. - +
High capital investment and limitation to solid foods should be considered in DLM implementations.
|
| Microfluidics | - +
Could enable small scale manufacture with higher resource efficiency, customisation capabilities and nutrient preservation. - +
Lack of equipment availability, high capital costs and limited ingredients suitability need to be overcome.
| Robotics | - +
Suitable for multiple applications with high maturity and good integration potential together with consumer acceptance. - +
High capital costs and skilled labour availability must be tackled to utilise it in DLM facilities.
|
References
- Langelaan, H.C.; Pereira da Silva, F.; Matser, A.M.; Vollebregt, M.; Broeze, J.; Thoden van Velzen, U.; Schroën, K. Technology Options for Feeding 10 Billion People Options for Sustainable Food Processing; STOA Research Administrator: Brussels, Belgium, 2013; Volume 1. [Google Scholar] [CrossRef]
- Rahimifard, S.; Woolley, E.; Webb, D.P.; Garcia-Garcia, G.; Stone, J.; Jellil, A.; Gimenez-Escalante, P.; Jagtap, S.; Trollman, H. Forging New Frontiers in Sustainable Food Manufacturing. In Sustainable Design and Manufacturing 2017; Campana, G., Howlett, R.J., Setchi, R., Cimatti, B., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 13–24. [Google Scholar] [CrossRef]
- Halweil, B. Home Grown: The Case for Local Food in a Global Market; Worldwatch Institute: Washington, DC, USA, 2002. [Google Scholar]
- Srai, J.S.; Kumar, M.; Graham, G.; Phillips, W.; Tooze, J.; Ford, S.; Beecher, P.; Raj, B.; Gregory, M.; Tiwari, M.K.; et al. Distributed manufacturing: Scope, challenges and opportunities. Int. J. Prod. Res. 2016, 54, 6917–6935. [Google Scholar] [CrossRef]
- Gimenez-Escalante, P.; Rahimifard, S. Innovative Food Technologies for Redistributed Manufacturing; Centre for Sustainable Manufacturing & Recycling Technologies (SMART): Loughborough, UK, 2016. [Google Scholar]
- Gimenez-Escalante, P.; Rahimifard, S. Challenges in Implementation of a Distributed and Localised Approach to Food Manufacturing. Food Stud. Interdiscip. J. 2018, 8. [Google Scholar] [CrossRef]
- Cottee, J. LNN Food Feasibility Project Final Report; Local Nexus Network for Redistributed Manufacturing: Oxford, UK, 2016. [Google Scholar]
- Rauch, E.; Dallasega, P.; Matt, D.T. Sustainable production in emerging markets through Distributed Manufacturing Systems (DMS). J. Clean. Prod. 2016, 135, 127–138. [Google Scholar] [CrossRef]
- Garnett, T. Food sustainability: Problems, perspectives and solutions. Proc. Nutr. Soc. 2013, 72, 29–39. [Google Scholar] [CrossRef] [PubMed]
- PriceWaterhouseCoopers, School, European Business School, Supply Chain Management Institute. How Will Supply Chains Evolve in an Energy-Constrained, Low Carbon World? PricewaterhouseCoopers: London, UK, 2009; Volume 1. [Google Scholar]
- Forssell, S.; Lankoski, L. The sustainability promise of alternative food networks: An examination through “alternative” characteristics. Agric. Hum. Values 2014, 32, 63–75. [Google Scholar] [CrossRef]
- Fellows, P.J. Food Processing Technology: Principles and Practice, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar] [CrossRef]
- Sun, D.-W. Emerging Technologies for Food Processing, 2nd ed.; Elsevier Academic Press: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Fryer, P.J.; Versteeg, C. Processing technology innovation in the food industry. Innovation 2008, 10, 74–90. [Google Scholar] [CrossRef]
- De Vries, H.; Mikolajczak, M.; Salmon, J.-M.; Abecassis, J.; Chaunier, L.; Guessasma, S.; Lourdin, D.; Belhabib, S.; Leroy, E.; Trystram, G. Small-scale food process engineering—Challenges and perspectives. Innov. Food Sci. Emerg. Technol. 2018, 46, 122–130. [Google Scholar] [CrossRef]
- Holland, S.; Foster, T.; MacNaughtan, W.; Tuck, C. Design and characterisation of food grade powders and inks for microstructure control using 3D printing. J. Food Eng. 2018, 220, 12–19. [Google Scholar] [CrossRef]
- Roos, Y.H.; Fryer, P.J.; Knorr, D.; Schuchmann, H.P.; Schroën, K.; Schutyser, M.A.; Trystram, G.; Windhab, E.J. Food Engineering at Multiple Scales: Case Studies, Challenges and the Future—A European Perspective. Food Eng. Rev. 2016, 8, 91–115. [Google Scholar] [CrossRef]
- Moore, T.; Folkerson, M. Industrial Evolution Making British Manufacturing Sustainable; Manufacturing Commission: London, UK, 2015. [Google Scholar] [CrossRef]
- Gould, J.; Wolf, B. Interfacial and emulsifying properties of mealworm protein at the oil/water interface. Food Hydrocoll. 2017. [Google Scholar] [CrossRef]
- Soysal, M.; Bloemhof-Ruwaard, J.M.; Meuwissen, M.P.; van der Vorst, J.G. A Review on Quantitative Models for Sustainable Food Logistics Management. Int. J. Foodsystem. Dyn. 2012, 3, 136–155. [Google Scholar] [CrossRef]
- Mundler, P.; Criner, G. Food Systems: Food Miles. In Encyclopedia of Food and Health, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2016; Volume 3, pp. 77–82. [Google Scholar] [CrossRef]
- Godfray, H.C.J.; Beddington, J.R.; Crute, I.R.; Haddad, L.; Lawrence, D.; Muir, J.F.; Pretty, J.; Robinson, S.; Thomas, S.M.; Toulmin, C. Food Security: The Challenge of Feeding 9 Billion People. Science 2010, 327, 812–818. [Google Scholar] [CrossRef] [PubMed]
- Fernández, A.; Noriega, E.; Thompson, A. Inactivation of Salmonella enterica serovar Typhimurium on fresh produce by cold atmospheric gas plasma technology. Food Microbiol. 2013, 33, 24–29. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.K.; Ahmad, K.; Hassan, S.; Imran, M.; Ahmad, N.; Xu, C. Effect of novel technologies on polyphenols during food processing. Innov. Food Sci. Emerg. Technol. 2018, 45, 361–381. [Google Scholar] [CrossRef]
- Fellows, P.J. Food Processing Technology, 3rd ed.; Woodhead Publishing in Food Science, Technology and Nutrition: Great Abington, UK, 2009. [Google Scholar]
- Clark, S.; Jung, S.; Lamsal, B. Food Processing: Principles and Applications, 2nd ed.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2014; pp. 249–273. [Google Scholar] [CrossRef]
- Je, J.; Linstone, H.A.; Turoff, M. The Delphi Method: Techniques and Applications. Technometrics 1976, 18, 363. [Google Scholar] [CrossRef]
- OSD Manufacturing Technology Program. Manufacturing Readiness Level (MRL) Deskbook; Department of Defence: Fort Lee, VA, USA, 2017. [Google Scholar]
- Rauch, E.; Matt, D.T.; Dallasega, P. Mobile On-site Factories—Scalable and distributed manufacturing systems for the construction industry. In Proceedings of the 2015 International Conference on Industrial Engineering and Operations Management (IEOM), Dubai, UAE, 3–5 March 2015; pp. 1–10. [Google Scholar] [CrossRef]
- Beach, R.; Muhlemann, A.P.; Price, D.H.R.; Paterson, A.; Sharp, J.A. A review of manufacturing flexibility. Eur. J. Oper. Res. 2000, 122, 41–57. [Google Scholar] [CrossRef]
- Nerín, C.; Aznar, M.; Carrizo, D. Food contamination during food process. Trends Food Sci. Technol. 2016, 48, 63–68. [Google Scholar] [CrossRef]
- Ferreira, K.A.; Tomas, R.N.; Alcântara, R.L.C. A theoretical framework for postponement concept in a supply chain. Int. J. Logist. Res. Appl. 2015, 18, 46–61. [Google Scholar] [CrossRef]
- Gould, G.W. Methods for preservation and extension of shelf life. Int. J. Food Microbiol. 1996, 33, 51–64. [Google Scholar] [CrossRef]
- Rosell, C.M.; Gómez, M. Frozen Dough and Partially Baked Bread: An Update. Food Rev. Int. 2007, 23, 303–319. [Google Scholar] [CrossRef]
- Mir, S.A.; Shah, M.A.; Naik, H.R.; Zargar, I.A. Influence of hydrocolloids on dough handling and technological properties of gluten-free breads. Trends Food Sci. Technol. 2016, 51, 49–57. [Google Scholar] [CrossRef]
- Demirdöven, A.; Baysal, T. The Use of Ultrasound and Combined Technologies in Food Preservation. Food Rev. Int. 2008, 25, 1–11. [Google Scholar] [CrossRef]
- Sellahewa, J.; Martindale, W. The impact of food processing on the sustainability of the food supply chain. Asp. Appl. Biol. 2010, 102, 91–98. [Google Scholar]
- Jermann, C.; Koutchma, T.; Margas, E.; Leadley, C.; Ros-Polski, V. Mapping trends in novel and emerging food processing technologies around the world. Innov. Food Sci. Emerg. Technol. 2015, 31, 14–27. [Google Scholar] [CrossRef]
- Ghaani, M.; Cozzolino, C.A.; Castelli, G.; Farris, S. An overview of the intelligent packaging technologies in the food sector. Trends Food Sci. Technol. 2016, 51, 1–11. [Google Scholar] [CrossRef]
- Brogårdh, T. Present and future robot control development-An industrial perspective. Annu. Rev. Control 2007, 31, 69–79. [Google Scholar] [CrossRef]
- Ushikubo, F.Y.; Oliveira, D.R.B.; Michelon, M.; Cunha, R.L. Designing Food Structure Using Microfluidics. Food Eng. Rev. 2014, 7, 393–416. [Google Scholar] [CrossRef]
- Goula, A.M.; Lazarides, H.N. Integrated processes can turn industrial food waste into valuable food by-products and/or ingredients: The cases of olive mill and pomegranate wastes. Food Eng. 2015, 167, 45–50. [Google Scholar] [CrossRef]
- Gimenez-Escalante, P.; Rahimifard, S. Metrics for identifying the most suitable strategy for distributed localised food manufacturing. Proc. Manuf. 2019, 33, 586–593. [Google Scholar] [CrossRef]
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).




{kind=link}


 Potentially challenging criteria
Potentially challenging criteria  Most suitable criteria
Most suitable criteria