Effect of Nondestructive Evaluation of Veneers on the Properties of Laminated Veneer Lumber (LVL) from a Tropical Species


Abstract
:1. Introduction
2. Materials and Methods
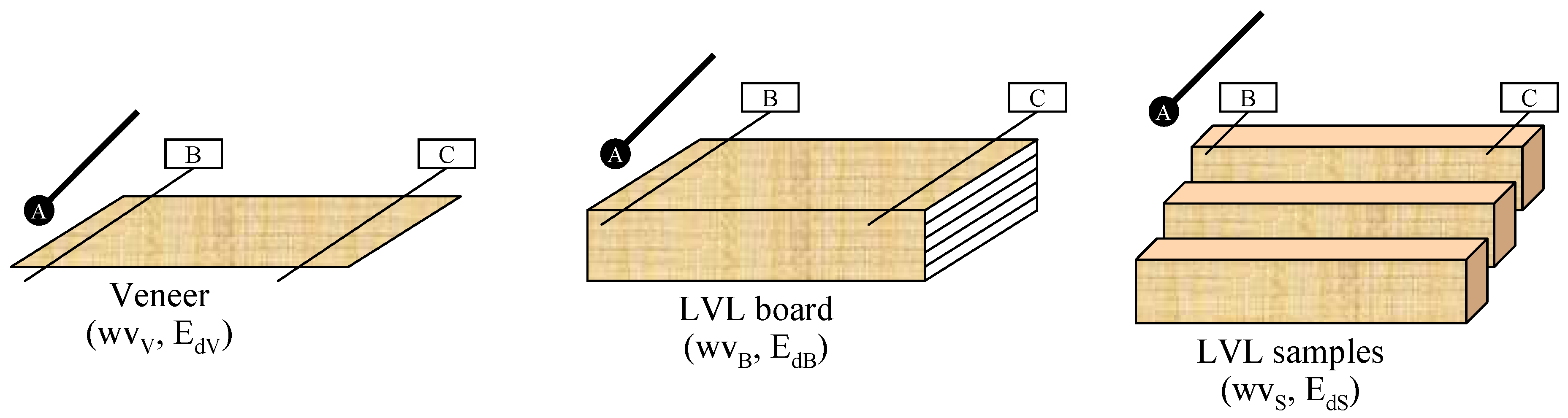
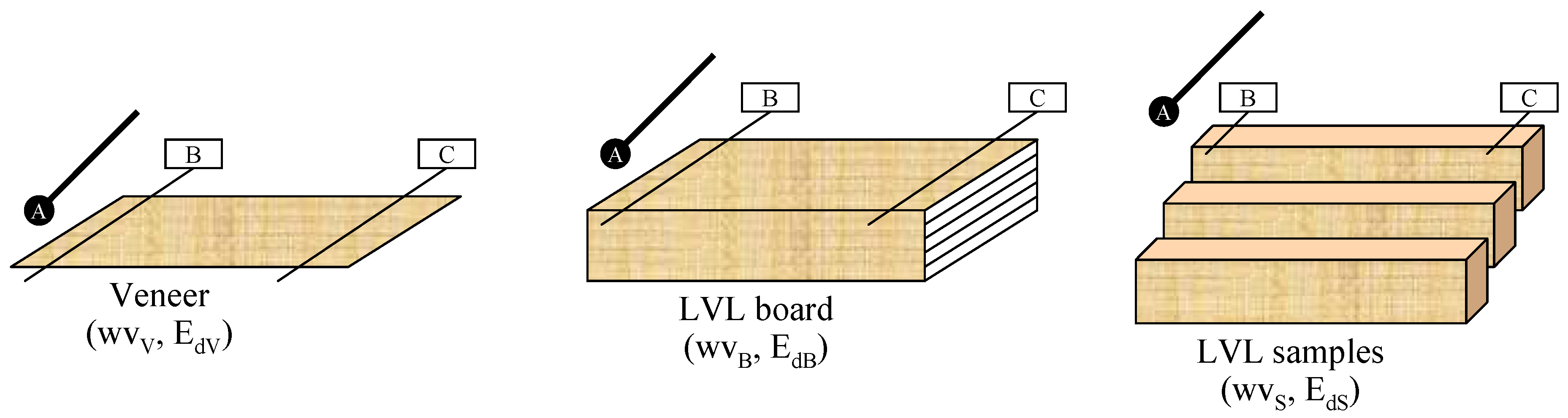
2.1. Wood Material and Nondestructive Evaluation
2.2. Manufacturing and Testing of LVL
2.3. Statistical Analysis
3. Results and Discussion

{kind=link}
| Board # | wvV1 [m/s] | EdV [MPa] | wvB [m/s] | EdB [MPa] | Density 2 [kg/m3] | Density 3 [kg/m3] |
|---|---|---|---|---|---|---|
| 1 | 4479 | 9098 | 4520 | 10,561 | 445 | 512 |
| 2 | 4523 | 8393 | 4505 | 9,748 | 403 | 478 |
| 3 | 4498 | 8022 | 4454 | 9,227 | 392 | 469 |
| 4 | 4488 | 7848 | 4484 | 9,468 | 391 | 462 |
| 5 | 4418 | 7713 | 4346 | 8,861 | 389 | 461 |
| 6 | 4360 | 7528 | 4409 | 9,236 | 386 | 475 |
| 7 | 4407 | 7285 | 4469 | 8,835 | 368 | 435 |
| 8 | 4280 | 6810 | 4376 | 8,517 | 365 | 442 |
| Mean | 4432 | 7837 | 4445 | 9,307 | 392 | 467 |
| Board # | EM—edge [MPa] | fm—edge [MPa] | EM—flat [MPa] | fm—flat [MPa] | fc,0 [MPa] |
|---|---|---|---|---|---|
| 1 | 9978 | 72.8 | 10,462 | 77.0 | 35.1 |
| 2 | 9429 | 69.3 | 9,337 | 70.4 | 31.4 |
| 3 | 7679 | 52.7 | 7,024 | 51.1 | 28.1 |
| 4 | 8862 | 61.8 | 8,815 | 60.9 | 28.1 |
| 5 | 8916 | 61.0 | 8,170 | 61.6 | 29.3 |
| 6 | 9479 | 66.5 | 9,206 | 67.0 | 32.8 |
| 7 | 8249 | 53.9 | 8,020 | 51.5 | 26.6 |
| 8 | 8092 | 54.7 | 8,002 | 52.3 | 25.4 |
| Mean | 8836 | 61.6 | 8,629 | 61.5 | 29.6 |
| Material | LVL Property | Model A | R2 | F |
|---|---|---|---|---|
| Veneer | EM—edge | 3227.1 + 0.715EdV | 0.404 | 4.07 NS |
| 2780.1 + 0.7964EdV | 0.766 | 21.3 ** | ||
| EM—flat | 1104.8 + 0.961EdV | 0.403 | 4.05 NS | |
| 481.3 + 1.0725EdV | 0.800 | 26.7 ** | ||
| fm—edge | 0.234 + 0.007EdV | 0.528 | 6.72 * | |
| −3.35 + 0.00854EdV | 0.793 | 25.1 ** | ||
| fm—flat | −21.02 + 0.011EdV | 0.585 | 8.48 * | |
| −11.7 + 0.0097EdV | 0.848 | 30.7 ** | ||
| fc,0 | 0.595 + 0.003EdV | 0.629 | 10.21 * | |
| −0.9048 + 0.0039EdV | 0.700 | 13.8 ** | ||
| Board | EM—edge | 429.2 + 0.903EdB | 0.539 | 7.02 * |
| 909.6 + 0.8683EdB | 0.769 | 21.4 ** | ||
| EM—flat | −3506.7 + 1.304EdB | 0.622 | 9.91 * | |
| 2843.5 + 1.2558EdB | 0.927 | 45.9 ** | ||
| fm—edge | −27.15 + 0.009EdB | 0.656 | 11.45 * | |
| −23.54 + 0.0093EdB | 0.802 | 24.6 ** | ||
| fm—flat | −55.02 + 0.012EdB | 0.693 | 13.58 * | |
| −33.60 + 0.0105EdB | 0.835 | 28.3 ** | ||
| fc,0 | −10.03 + 0.004EdB | 0.698 | 13.89 ** | |
| −10.58 + 0.0043EdB | 0.719 | 14.9 * |
| LVL Property | Model | R2 | F |
|---|---|---|---|
| EM—edge | 657.4 + 0.9628EdS | 0.693 | 49.7** |
| EM—flat | −635.4 + 1.087EdS | 0.682 | 47.1** |
| fm—edge | −18.0 + 0.0094EdS | 0.799 | 87.9** |
| fm—flat | −32.3 + 0.011EdS | 0.807 | 91.8** |
4. Conclusions
Conflict of Interest
References
- Pellerin, R.F.; Ross, R.J. Nondestructive Evaluation of Wood; Forest Products Society: Madison, WI, USA, 2002; pp. 1–210. [Google Scholar]
- Ross, R.J.; Yang, V.W.; Illman, B.L.; Nelson, W.J. Relationship between stress wave transmission time and bending strength of deteriorated oriented strandboard. For. Prod. J. 2003, 53, 33–35. [Google Scholar]
- Del Menezzi, C.H.S.; Tomaselli, I.; Souza, M.R. Avaliação não-destrutiva de painéis OSB modificados termicamente. Parte 1: Efeito do tratamento térmico sobre a velocidade de propagação de ondas de tensão. Scientia Forestalis 2007, 76, 67–75. [Google Scholar]
- Nzokou, P.; Freed, J.; Kamdem, D.P. Relationship between non destructive and static modulus of elasticity of commercial wood plastic composites. Holz als Roh und Werkstoff 2006, 64, 90–93. [Google Scholar] [CrossRef]
- Araújo, P.C.; Arruda, L.M.; Del Menezzi, C.H.S.; Teixeira, D.E. Lignocellulosic composites from Brazilian giant bamboo (Guadua magna). Part 2. Properties of cement and gypsum bonded particleboards. Maderas. Ciencia y Tecnologia 2011, 13, 295–306. [Google Scholar]
- Arruda, L.M.; Del Menezzi, C.H.S.; Teixeira, D.E.; Araújo, P.C. Lignocellulosic composites from Brazilian giant bamboo (Guadua magna). Part 1. Properties of resin bonded particleboards. Maderas. Ciencia y Tecnologia 2011, 13, 49–58. [Google Scholar]
- Han, G.; Wu, Q.; Wang, X. Stress-wave velocity of wood-based panels: Effect of moisture, product type, and material direction. For. Prod. J. 2006, 56, 28–33. [Google Scholar]
- Souza, F.; Del Menezzi, C.H.S.; Bortoletto, G., Jr. Material properties and nondestructive evaluation of laminated veneer lumber (LVL) made from Pinus oocarpa and P. kesiya. Eur. J. Wood Wood Prod. 2011, 69, 183–192. [Google Scholar] [CrossRef]
- Ferraz, J.M.; Del Menezzi, C.H.S.; Teixeira, D.E.; Okino, E.Y.A.; Souza, F.; Bravim, A.G. Propriedades de painéis de partículas laminadas paralelas utilizados com alternativa à madeira maciça. Cerne 2009, 15, 67–74. [Google Scholar]
- Palma, H.A.L.; Escobar, J.F.; Ballarin, A.W.; Leonello, E.C. Influência da qualidade das lâminas no desempenho mecânico à flexão de painéis compensados de Hevea brasiliensis. Floresta e Ambiente 2012, 19, 133–140. [Google Scholar] [CrossRef]
- Pio, N.S.; Keinert, S., Jr.; Iwakiri, S.; Cunha, U.S.; Rocha, M.P.; Lucas Filho, F.C. Análise da resistência e elasticidade em flexão de painéis LVL de Eucalyptus grandis com lâminas pré-classificadas. Floresta 2012, 42, 11–20. [Google Scholar]
- Teles, R.F.; Del Menezzi, C.H.S.; Souza, M.R.; Souza, F. Effect of nondestructive testing of laminations on the bending properties of glulam made from louro-vermelho (Sextonia rubra). Cerne 2010, 16, 77–85. [Google Scholar]
- Bortoletto, G., Jr. Effects of ply grading and assembly on the properties of plywood panels from Pinus merkusii. Cerne 2010, 16, 145–153. [Google Scholar]
- Ross, R.J.; Erickson, J.R.; Brashaw, B.K.; Wang, X.; Verhey, S.A.; Forsman, J.W.; Pilon, C.L. Yield and ultrasonic modulus of elasticity of red maple veneer. For. Prod. J. 2004, 54, 220–225. [Google Scholar]
- Wang, X.; Ross, R.J.; Brashaw, B.K.; Verhey, S.A.; Forsman, J.W.; Erickson, J.R. Flexural Properties of Laminated Veneer Lumber Manufactured from Ultrasonically Rated Red Maple Veneer; USDA/FS/FPL Research Note FPL-RN-0288; USDA: Washington, DC, USA, 2004; pp. 1–5.
- Bortoletto, G., Jr.; Belini, U.L. Produção de lâminas e manufatura de compensados a partir da madeira de guapuruvu (Schizolobium parayba Blake) proveniente de um plantio misto de espécies nativas. Cerne 2003, 9, 16–28. [Google Scholar]
- Standard Specification for Evaluation of Structural Composites Lumber; ASTM D5456; American Society for Testing and Materials: West Conshohocken, PA, USA, 2006.
- Palma, H.A.L.; Ballarin, A.W. Propriedades físicas e mecânicas de painéis LVL de Eucalyptus grandis. Ciênc. Florest. 2011, 21, 559–566. [Google Scholar]
- Campos, M.B.S.; Del Menezzi, C.H.S.; Souza, M.R. Flexural properties of wood I-beams flanged with tropical hardwoods. J. Trop. For. Sci. 2012, 24, 369–378. [Google Scholar]
- DeVallance, D.B.; Funck, J.W.; Reeb, J.E. Evaluation of laminated veneer lumber tensile strength using optical scanning and combined optical-ultrasonic techniques. Wood Fiber Sci. 2011, 43, 169–179. [Google Scholar]
- Achim, A.; Paradis, N.; Carter, P.; Hernández, R.E. Using acoustic sensors to improve the efficiency of the forest value chain in Canada: A case study with laminated veneer lumber. Sensors 2011, 11, 5716–5728. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Del Menezzi, C.; Mendes, L.; De Souza, M.; Bortoletto, G., Jr. Effect of Nondestructive Evaluation of Veneers on the Properties of Laminated Veneer Lumber (LVL) from a Tropical Species. Forests 2013, 4, 270-278. https://doi.org/10.3390/f4020270
Del Menezzi C, Mendes L, De Souza M, Bortoletto G Jr. Effect of Nondestructive Evaluation of Veneers on the Properties of Laminated Veneer Lumber (LVL) from a Tropical Species. Forests. 2013; 4(2):270-278. https://doi.org/10.3390/f4020270
Chicago/Turabian StyleDel Menezzi, Cláudio, Luana Mendes, Mário De Souza, and Geraldo Bortoletto, Jr. 2013. "Effect of Nondestructive Evaluation of Veneers on the Properties of Laminated Veneer Lumber (LVL) from a Tropical Species" Forests 4, no. 2: 270-278. https://doi.org/10.3390/f4020270
APA StyleDel Menezzi, C., Mendes, L., De Souza, M., & Bortoletto, G., Jr. (2013). Effect of Nondestructive Evaluation of Veneers on the Properties of Laminated Veneer Lumber (LVL) from a Tropical Species. Forests, 4(2), 270-278. https://doi.org/10.3390/f4020270